Катет сварочного шва что такое: Катет сварного шва: определение, расчет, контроль
alexxlab | 07.08.1996 | 0 | Разное
Как определить катет сварного соединения при п/а сварке? – Полуавтоматическая сварка — MIG/MAG
#1 Stahls
Отправлено 01 June 2016 00:04
Подскажите, как рассчитать геометрические размеры углового шва(катет, глабину проплавления)? По Госту 14771 для сварки в углекислом газе и его смесях? Выбрал соединение Т1.
Прикрепленные изображения
- Наверх
- Вставить ник
#2 FvS
Отправлено 01 June 2016 01:56
Как минимум это не более толщины основного металла. А так смотрите приложение I к выше указанному ГОСТу. С расчетом глубины проплавления не подскажу, не помню уже.
- Наверх
#3 caro
Отправлено 01 June 2016 19:54
обычно сварщик для себя считает примерно катет 2\3, 3\4 от основного металла. в чертежах примерно так же. если детали разной толщины- считайте по более тонкому.
- Наверх
- Вставить ник
#4 Георгий 11
Отправлено 01 June 2016 20:18
Stahls,глубина проплавления вычисляется?Первый раз об этом слышу,подбирается ток для указанного катета,соответственно потом ВИК,что бы не было подрезов и наплывов.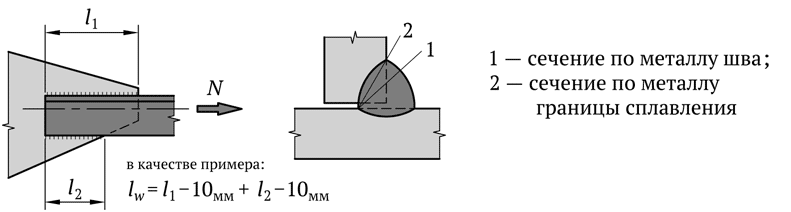
Сообщение отредактировал Георгий 11: 01 June 2016 20:18
- Наверх
- Вставить ник
#5 Георгий 11
Отправлено 01 June 2016 20:21
caro,сварщик не должен ничего считать,катет должен указываться в чертежах,он расчитывается на нагрузки,причем тавровое соединение считается на срез,а не на отрыв.
- Наверх
- Вставить ник
#6 caro
Отправлено
сварщик на производстве- да. но речь не о нем.
но речь не о нем.
- Наверх
- Вставить ник
#7 Георгий 11
Отправлено 02 June 2016 19:53
caro,а катет 6 подойдет по вашему к данной ситуации или нет?
- Наверх
- Вставить ник
#8 caro
Отправлено 02 June 2016 20:13
4 подойдет(чертежа нет- считаю это деталью табуретки). почему 4? варю 1.2 и 1.6 проволокой. меньше катет не оч. хорошо ляжет. если Вы хотите чмырить меня теорией- ради бога, не возражаю.
Сообщение отредактировал caro: 02 June 2016 20:38
- Наверх
- Вставить ник
#9 Георгий 11
Отправлено 02 June 2016 20:58
caro,я и чмырить?Да боже упаси.
- Наверх
- Вставить ник
#10 caro
Отправлено 02 June 2016 21:12
тогда предлагаю порезать эту деталь табуретки керосинорезом и сдать в утиль. а студенту курсовик делать самостоятельно, без всяких яков и рыть теорию своими руками
- Наверх
- Вставить ник
#11 keria
Отправлено 08 December 2016 21:27
глубина проплавления вычисляется?
Считается.
- Наверх
- Вставить ник
#12 Глобул
Отправлено 09 December 2016 19:49
keria, я как сварщик имею какое-то представление об этом всём, но вот касательно проплавления — тьма полная. То что вы написали понятно, а вот пападробнее тоже хотелось бы посмотреть, ознакомиться.
Думаю что не мне одному. Спасибо.
- Наверх
- Вставить ник
#13 keria
Отправлено 09 December 2016 23:17
Глобул, пожалуйста. В данном примере автор умалчивает, но h-это глубина проплавления. Т.е. h=0,6s=0,6х10=6 мм. Таким образом при токе в 545А проплавляется 6мм стали в глубину. Грубо говоря 1мм/100А, более точно 1,1мм/100А.
Прикрепленные изображения
- Наверх
- Вставить ник
#14 svarnoi69
Отправлено 10 December 2016 03:02
keria, формула не учитывает подготовку(разделку) кромок.
- Наверх
- Вставить ник
#15 Глобул
Отправлено 10 December 2016 08:44
keria, немного больше получается: https://youtu.be/QRhtjbFzWEc?t=6m47sи это совсем по цельному куску железа.
А в реальности, то есть учитывая не плотное прилегание деталей получиться ещё больше.
- Наверх
- Вставить ник
#16 keria
Отправлено 10 December 2016 18:34
svarnoi69,Глобул, а никто и не спорит! Просили подробней-пожалуйста. Там честно написано-сварка производится без зазоров, автоматы так умеют варить и легко справляются с токами больше 1000А. При сварке в разделку форму и зазор учитывают соответствующими формулами, а вместо глубины подставляется значение, которое называется “расчетная глубина проплавления”. Да вообще, там слишком много заморочек, по пять лет в институтах учат и нифига не знают. Принципиальность вопроса в том, что считается все, вплоть до хим состава металла шва в зависимости от основного и сварочного материала. Скажу честно такие расчеты делают только для автоматов. Для рукопашников производить такие расчеты не имеет смысла (сугубо мое личное мнение) по многим причинам. Если сварщику задать скорость перемещения дуги 4 м/ч, он резонно будет требовать спидометр под маску. К тому же диапазон токов, которые способен вывезти человек довольно узок. Но сам принцип должен сохраняться для любого способа дуговой сварки ( между током и проплавлением зависимость прямая).
При сварке в разделку форму и зазор учитывают соответствующими формулами, а вместо глубины подставляется значение, которое называется “расчетная глубина проплавления”. Да вообще, там слишком много заморочек, по пять лет в институтах учат и нифига не знают. Принципиальность вопроса в том, что считается все, вплоть до хим состава металла шва в зависимости от основного и сварочного материала. Скажу честно такие расчеты делают только для автоматов. Для рукопашников производить такие расчеты не имеет смысла (сугубо мое личное мнение) по многим причинам. Если сварщику задать скорость перемещения дуги 4 м/ч, он резонно будет требовать спидометр под маску. К тому же диапазон токов, которые способен вывезти человек довольно узок. Но сам принцип должен сохраняться для любого способа дуговой сварки ( между током и проплавлением зависимость прямая).
Есть способы и проще прикинуть глубину проплавления, когда все расчеты проведены и сведены в таблицы и диаграммы. Например так. (автор снова оставляет нам самим решать какие буквы что означают. Возьму на себя смелость и расшифрую: hп-глубина проплавления, hу-высота валика усиления, в-ширина сварного шва, коэффициент проплавления к(п) есть отношение в/hп. Вообще, по аналогии существет и понятие коэффициента формы шва , это в/hу. (информационную нагрузку несет рисунок 56).
Возьму на себя смелость и расшифрую: hп-глубина проплавления, hу-высота валика усиления, в-ширина сварного шва, коэффициент проплавления к(п) есть отношение в/hп. Вообще, по аналогии существет и понятие коэффициента формы шва , это в/hу. (информационную нагрузку несет рисунок 56).
Прикрепленные изображения
Сообщение отредактировал keria: 10 December 2016 18:52
- Наверх
- Вставить ник
#17 Глобул
Отправлено 10 December 2016 21:54
keria, триста ампер на видео явно не было, а судя по горелке не было даже двухсот. Проплавлено миллиметра на три (это на глаз, поправьте если вам кажется иначе). То есть такая прикидка: “Грубо говоря 1мм/100А, более точно 1,1мм/100А” не имеет право жить. А вот кривые на рис. 59 гораздо ближе к реальности.
А вот кривые на рис. 59 гораздо ближе к реальности.
- Наверх
- Вставить ник
#18 keria
Отправлено 11 December 2016 00:28
Глобул, как вы там 3 мм, провара намерили? А если вам так показалось, то какая же там высота валика?!!! ОГОГО. А высота усиления там какая, миллиметров 9 по вашим расчетам?
Если оттолкнутся от нормального валика скажем в 3 мм то я вижу провплавление от 1 до 2 мм не более.
Другое дело, что г-н Потапьевский накосячил. На картике (56 в) все соответсвует моим предположениям, а вот на (б и г) у него глубина проплавления больше чем высота валика. Даже в вашем видео все наоборот. Если на картинках (б, г) поменять буквы hп и hу местами, все встает на свои места. Что поделать и на старуху бывает проруха. Попутал буквы Потапьевский. Я вот тоже в спешке обозвал к(п) коэффициентом проплавления, а это у него коэффициент наплавки.
Попутал буквы Потапьевский. Я вот тоже в спешке обозвал к(п) коэффициентом проплавления, а это у него коэффициент наплавки.
А вот серьгу в ушах носят либо пираты, либо пи-сы. Корабля на видео не замечено)))
- Наверх
- Вставить ник
#19 Глобул
Отправлено 11 December 2016 09:04
Если оттолкнутся от нормального валика скажем в 3 мм то я вижу провплавление от 1 до 2 мм не более.
То есть сама пластина у вас получилась миллиметров шесть?
- Наверх
- Вставить ник
#20 keria
Отправлено 11 December 2016 09:47
Глобул, именно так и подумал, до миллиметра. Просто уже лень раздувать сообщение было.
Просто уже лень раздувать сообщение было.
- Наверх
- Вставить ник
Обозначение сварных швов на чертежах. — Студопедия
Поделись
В соответствии сГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый и штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков.
Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей.
В зависимости от взаимного расположения свариваемых деталей различают следующие типы сварных соединений (согласно ГОСТ 5264-80 “Швы сварных соединений, ручная дуговая сварка” и ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”):
· стыковое – “С”
· торцевое – “С”
· нахлесточное – “Н”;
· тавровое – “Т”;
· угловое – “У”.
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу. Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга. Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой. Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
На приведенной ниже схеме показана структура условного обозначениясварного шва.
В соответствии с ГОСТ 14771-76 катетом сварного шва К является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет принимается любой из равных катетов, при несимметричном шве – меньший.
При катете шва до 5 мм допуск составляет +1,0 -0,5 мм;
при катете шва 5-8 мм допуск составляет +2,0 мм -1,0 мм,
при катете шва от 8 до 12 мм допуск составляет +2,5 – 1,5 мм,
при катете шва более 12 мм допуск составляет +3 – 2мм.
Понимание символов сварки: Угловой сварной шов
Угловой сварной шов определяется в Стандартных терминах и определениях сварки AWS A3.0 Американского общества сварщиков (AWS) как «сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом к каждой из них». другое в соединении внахлестку, Т-образном соединении или угловом соединении». (Фигура 1).
другое в соединении внахлестку, Т-образном соединении или угловом соединении». (Фигура 1).
Угловой шов состоит из ног, пальцев, лицевой стороны, горловины и корня (рис. 2). Горловина углового шва, которая используется при расчете его прочности, определяется как расстояние между корнем и лицевой стороной шва. Участок углового сварного шва используется для указания его размера в символе сварного шва.
Базовое обозначение углового сварного шва состоит из контрольной линии, линии стрелки, хвостовой части, информации о спецификации процедуры сварки (WPS) и обозначения углового сварного шва, включая размер стороны. Некоторые из наиболее распространенных дополнительных элементов обозначения углового сварного шва показаны на рис. 3.
Базовая линия всегда рисуется горизонтально, она содержит информацию о типе сварного шва и соединяет линию стрелки и конец. Линия стрелки указывает на место сварки. Нижняя сторона контрольной линии называется стороной стрелки, символы сварки, нарисованные на этой стороне контрольной линии, размещаются на стороне стрелки компонентов; символы сварки, расположенные выше опорной линии, размещаются на компонентах со стороны, противоположной стрелке. На самом деле хвост является необязательным элементом и содержит информацию о сварном шве. В Meyer Tool мы используем хвост, чтобы указать, как минимум, Спецификацию процедуры сварки (WPS). WPS определяет процедуры и параметры, которые сварщик использует для выполнения сварки. Примечания и другая информация о сварке могут быть включены в хвост. Символ углового шва представлен в виде треугольника. Размер стороны углового сварного шва указывается слева от символа углового шва. Большинство, но не все угловые сварные швы имеют равные катеты. Если стороны не равны, размеры сторон указываются, например, как 1 x 1,25. На стыке опорной линии и хвоста кружок указывает на то, что угловые сварные швы полностью охватывают элемент, на который указывает линия стрелки. Эта инструкция обычно применяется к круглым элементам, но не ограничивается ими. Затемненный флажок на стыке опорной линии и хвоста указывает на то, что сварку следует выполнять в полевых условиях.
На самом деле хвост является необязательным элементом и содержит информацию о сварном шве. В Meyer Tool мы используем хвост, чтобы указать, как минимум, Спецификацию процедуры сварки (WPS). WPS определяет процедуры и параметры, которые сварщик использует для выполнения сварки. Примечания и другая информация о сварке могут быть включены в хвост. Символ углового шва представлен в виде треугольника. Размер стороны углового сварного шва указывается слева от символа углового шва. Большинство, но не все угловые сварные швы имеют равные катеты. Если стороны не равны, размеры сторон указываются, например, как 1 x 1,25. На стыке опорной линии и хвоста кружок указывает на то, что угловые сварные швы полностью охватывают элемент, на который указывает линия стрелки. Эта инструкция обычно применяется к круглым элементам, но не ограничивается ими. Затемненный флажок на стыке опорной линии и хвоста указывает на то, что сварку следует выполнять в полевых условиях.
Угловые швы не обязательно должны быть непрерывными, длина и шаг между центрами прерывистого углового шва указаны справа от символа углового шва. Угловые сварные швы не обязательно ограничиваются одной стороной соединяемых компонентов. Угловые сварные швы могут выполняться как со стороны стрелки, так и с противоположной стороны компонентов. Эти угловые швы могут быть непрерывными или прерывистыми, если они прерывистые, они также могут располагаться в шахматном порядке.
Угловые сварные швы не обязательно ограничиваются одной стороной соединяемых компонентов. Угловые сварные швы могут выполняться как со стороны стрелки, так и с противоположной стороны компонентов. Эти угловые швы могут быть непрерывными или прерывистыми, если они прерывистые, они также могут располагаться в шахматном порядке.
Поверхность углового сварного шва может быть плоской, выпуклой или вогнутой. Если поверхность требует окончательной обработки, она может быть отколота (C), отшлифована (G), обработана молотком (H), обработана (M), прокатана (R) или зачищена (P).
Чертежи — язык изготовления. Подобно изучению второго языка, наши сотрудники обучены интерпретировать и переводить эти символы в физическую реальность. Правильное понимание и интерпретация специального языка символов сварки нашими инженерами и техниками по сварке — это лишь один из многих способов, с помощью которых Meyer Tool гарантирует, что мы снизим риск вашего проекта, чтобы помочь вам достичь самой низкой стоимости владения.
Прямо в горло сварщика
Запутались в сварке? Вам неясны различные элементы символа сварки? Что это на самом деле означает в отношении применяемого сварного шва? Следующее предназначено для того, чтобы ответить на некоторые вопросы, с которыми сталкиваются инженеры, когда дело доходит до спецификации сварных швов, в частности 9.0018 угловые сварные швы .
Терминология углового сварного шва Термины:- Основной материал – детали, соединяемые сварным швом.
- Носок – внешняя кромка сварного шва, где встречаются основной материал и материал сварного шва.
- Weld Face – внешняя поверхность сварного шва.
- Корень – точка, противоположная поверхности сварного шва, где встречаются материал сварного шва и основной материал.
- Горловина – Расстояние между поверхностью сварного шва и корнем сварного шва.
 Теоретическая щель сварного шва предполагает плоскую поверхность сварного шва, в то время как фактическая щель, как правило, больше.
Теоретическая щель сварного шва предполагает плоскую поверхность сварного шва, в то время как фактическая щель, как правило, больше. - Ножка – Расстояние от одной поверхности основного материала до противоположного носка
- Глубина проплавления – расстояние, на которое сварной шов проникает в основной материал.
Угловые сварные швы используются на тройниках, внахлестку и угловых соединениях. Они также используются для соединения труб с пластинами, а также в сочетании со сварными швами с разделкой кромок или скошенными кромками в качестве защитного шва.
Эти соединения приводят к перпендикулярным или почти перпендикулярным поверхностям основного материала. Угловые сварные швы являются наиболее распространенным типом сварных швов, поскольку они являются наиболее простыми в изготовлении и проектировании. Эти типы соединений предпочтительны по той же причине.
Символы сварки используются для определения места сварки, ее размера и типа. Американское общество сварщиков публикует полное определение этих символов в AWS A2.4 «Символы для сварки, пайки и неразрушающего контроля». Здесь мы рассмотрим только основы этих символов в отношении угловых сварных швов.
Базовый угловой сварной шов
Ниже показан простейший пример символа углового сварного шва. Символ закругления НИЖЕ линии указывает на то, что сварной шов применяется к одной и той же стороне соединения. Инвертирование символа (размещение его над линией) указывает на то, что сварная сварка применяется на противоположную сторону соединения:
та же сторона противоположная сторона Filet Saillet Filet Saillet Filet Boildet Filet Daildate Filet Daildeter . . Соединение внахлестку Угловое соединение
. Соединение внахлестку Угловое соединение Двусторонний угловой сварной шов
Если необходимо сваривать обе стороны соединения, символ следует изменить. Добавление символа скругления над горизонтальной линией означает, что сварной шов должен быть добавлен на стороне, противоположной стрелке.
Угловое соединение Соединение внахлестку Угловое соединение8
8
8
8
8
80021 Размер сварного шва
Размер стороны не требуется в символе, но если требуется определенный размер сварного шва, он должен быть указан слева от символа галтеля.
Универсальный символ
Если требуется сварка по окружности трубы или с каждой стороны соединения. Следует добавить символ «все вокруг».
Длина сварного шва и интервал:
Сварка соединения по всей длине может занять много времени, дорого и может привести к деформации. В зависимости от применения прерывистая сварка или сварка «стежком» может стать жизнеспособной альтернативой. Шовная сварка определяется как несколько сварных швов меньшей длины через определенный интервал вдоль стыка. Для определения стежкового сварного шва необходимо указать длину и расстояние между центрами. Эти параметры размещаются справа от символа скругления и разделяются дефисом (промежуток длины). В приведенном ниже примере показаны угловые сварные швы длиной 2 дюйма, расположенные через каждые 4 дюйма в центре:
При шовной сварке с обеих сторон стыка (двухсторонний угловой шов) целесообразно располагать швы в шахматном порядке. По существу это означает, что сварные швы не противостоят друг другу, а сварные швы на одной стороне стыка — пространствам на другой. Эта практика часто используется для стабилизации суставов и уменьшения деформации. Символ напоминает двусторонний угловой шов, но в этом случае символы углового шва смещены, как показано ниже:
Символ напоминает двусторонний угловой шов, но в этом случае символы углового шва смещены, как показано ниже:
Статическая нагрузка
В условиях статической нагрузки угловые швы без дефектов, скорее всего, разрушатся при сдвиге вдоль горловины сварного шва. Это остается верным независимо от типа нагрузки, растяжения, сжатия или кручения. Напряжение в сварном шве определяется путем деления статической нагрузки на эффективную площадь. Эффективную площадь можно рассчитать, умножив длину сварного шва на теоретическую ширину шва:
В типичных стальных сварных швах присадочный материал обычно имеет более высокую текучесть и предел прочности, чем основной материал. По этой причине рассматривается только отказ основного материала. Имейте в виду, что приведенное выше относится к ТОЛЬКО для условий статической нагрузки!
Усталостная нагрузка
В усталостных ситуациях, когда применяется циклическая или периодическая нагрузка (например, транспортное средство для американских горок, моторная рама, мост с движением или любая сварная конструкция/компонент, где нагрузка является переменной), сварные швы анализируются с использованием значительно более низких допустимых значений. напряжения, чем используется в статический анализ . Усталостное растрескивание обычно начинается у носка или корня сварного шва. Разрушение начинается на стыке сварного шва из-за особенностей концентрации напряжений, возникающих как побочный продукт процесса сварки. Разрушение происходит в корне сварного соединения из-за наличия «трещины», созданной нерасплавленной частью сварного соединения. Угловые сварные швы, как правило, не полностью проникают в сварной шов:
напряжения, чем используется в статический анализ . Усталостное растрескивание обычно начинается у носка или корня сварного шва. Разрушение начинается на стыке сварного шва из-за особенностей концентрации напряжений, возникающих как побочный продукт процесса сварки. Разрушение происходит в корне сварного соединения из-за наличия «трещины», созданной нерасплавленной частью сварного соединения. Угловые сварные швы, как правило, не полностью проникают в сварной шов:
Подход к горячей точке
Определение напряжения на стыке сварного шва затруднено из-за неравномерности стыка. Это затрудняет определение эффекта конкретных концентраций напряжения. Один подход, известный как метод Hot-Spot, использует напряжение, оцениваемое в двух точках, близких к зоне сварки. Затем на основе этих расчетов/измерений экстраполируется напряжение на кромке сварного шва. В анализе методом конечных элементов Анализ методом конечных элементов (FEA) Геометрия сварного шва обычно не включается. Вместо этого расчетные напряжения при анализе, где будет возникать выступ шва, на основе указанного размера сварного шва, считаются пиковыми, а те, которые находятся в пределах зоны сварки, не учитываются как нереальные.
Вместо этого расчетные напряжения при анализе, где будет возникать выступ шва, на основе указанного размера сварного шва, считаются пиковыми, а те, которые находятся в пределах зоны сварки, не учитываются как нереальные.
Напряжения в корне сварного шва трудно определить при осмотре. Использование метода горячей точки (определенного выше) предполагает, что напряжения в корне сварного шва ниже, чем в носке. Тем не менее, там, где существуют высокие усталостные нагрузки, сплошные швы с проникающим швом (CJP) являются хорошей идеей. Это устранит «трещину» на границе раздела между двумя соединенными элементами, исключив корень как возможную точку возникновения отказа. Сварные швы CJP имеют более высокий запас прочности, но, как правило, более дорогие, требующие специального неразрушающего контроля и контроля.
Кривые долговечности сварных элементов под напряжением можно найти в Спецификации AISC 360-16 для зданий из конструкционной стали. Рисунок C-A-3.1 Кривые сопротивления усталости.