Катеты сварных швов: Катет сварного шва: определение, расчет, контроль
alexxlab | 19.01.2023 | 0 | Разное
ГОСТ 5264-80 расчет катета при отсутствии в РД – Скорая техническая помощь
#1 KOLT 307
Отправлено 29 January 2020 08:32
Пункт 9 гласит: Размер и предельные отклонения катета углового шва , должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
То есть катет для стали 13 мм = 1,2х13=15,6 мм верно?
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 29 January 2020 08:46
KOLT 307,это максимальный размер,смотрите приложение 1,минимальный катет для этой толщины 6-7 мм.
- Наверх
- Вставить ник
#3 KOLT 307
Отправлено 29 January 2020 09:03
KOLT 307,это максимальный размер,смотрите приложение 1,минимальный катет для этой толщины 6-7 мм.
Спасибо за информацию, вроде прошло через мозговые извилины
- Наверх
- Вставить ник
#4 ЛехаКолыма
Отправлено 29 January 2020 11:52
KOLT 307, это справедливо при сварке разно толщиных деталей. А вообще смотрите снип ii-23-81 “Стальные конструкции” Пункт 12.6 Сварные соединения ,размеры катетов таблица 34 . https://files.stroyi…/2033/#i2108419
А вообще смотрите снип ii-23-81 “Стальные конструкции” Пункт 12.6 Сварные соединения ,размеры катетов таблица 34 . https://files.stroyi…/2033/#i2108419
- Наверх
- Вставить ник
#5 Ferio
Отправлено 29 January 2020 14:16
KOLT 307, ЛехаКолыма,
Дело в том, что ГОСТ 5264-80 написан для всех , а СНИП только для строителей (и не для всех).
Если вы строитель, то можно смотреть СНИП II-23-81, только Алексей наверное имел ввиду п. 12.8 и табл 38., но ещё и заковыка в том, что это устаревший документ.
Так что теперь нужно смотреть СП 16.13330.2017, п.14.1.7 и табл. 38 (есть некая разница).
Так что в общем случае – Не смотрите СНИП II-23-81, а смотрите ГОСТ, он поавторитетней.
- Наверх
- Вставить ник
#6 ЛехаКолыма
Отправлено 29 January 2020 18:19
Ferio, Доброго дня, спасибо за поправку я совсем забыл что данный снип заменен на сп. Да все верно насчет нумерации.
- Наверх
- Вставить ник
МДК 02.01 — Соединения сварные применяемые при изготовлении металлоконструкций — DiSpace
Металлические конструкции (также: металлоконструкции, сокр.: МК) — общее название конструкций из металлов и различных сплавов, используемых в различных областях хозяйственной деятельности человека: строительстве зданий, станков, масштабных устройств, механизмов, аппаратов и т. п.
Конструкции из металла позволяет строить сложные здания простыми методами. Металлоконструкция – это элемент или конструктор, который собирается в виде каркаса.
Металлоконструкция – это элемент или конструктор, который собирается в виде каркаса.
Типы соединений
– Нахлесточные сварные соединения
Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах. Обозначаются Н1, Н2.
– Тавровые сварные соединения
Тавр – металлопрофиль
Сварной Тавр
Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву «Т» (обозначаются Т3, Т6 и т. д).
КАТЕТ ШВА на ТАВРОВОМ СОЕДИНЕНИИ
УСИЛИТЕЛЬНАЯ ПЛАСТИНА соединение Тавром
НЕПРОВАР ТАВРА
– Угловые сварные соединения (У)
Сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
– Стыковые соединения (С)
Сварное соединение двух элементов расположенных на одной плоскости относительно друг друга и примыкают торцами.
С разделкой кромок и без разделки кромок
Сварные швы
Классифицируют:
1. по внешнему виду
2. по числу слоев и проходов
3. по выполнению (техника выполнения шва)
4. по положению в пространстве
5. по действующему усилию.
По внешнему виду швы делят:
1. на выпуклые
2. нормальные
3. вогнутые
вогнутые
Как правило, все швы выполняют с небольшим усилением (выпуклыми)
Если требуются швы без усиления, это должно быть указано на чертеже.
Ослабленными (вогнутыми) выполняют угловые швы, что также отмечается на чертеже.
Такие швы требуются для улучшения работы сварных соединений, например при переменных нагрузках.
Стыковые швы ослабленными не делают, вогнутость в этом случае является браком! (дефектом шва)
Увеличение размеров сварных швов по сравнению с заданными приводит к увеличению массы свариваемой конструкции и перерасходу электродов.
В результате возрастает себестоимость сварных конструкций, повышается трудоемкость сварочных работ.
По числу слоев и проходов различают:
– Однослойные
– Многослойные
– Однопроходные
– Многопроходные швы
Слой сварного шва – часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.
Валик – металл сварного шва, наплавленный или переплавленный за один проход.
примечание:
При сварке каждый слой многослойного шва отжигается при наложении последующего слоя. В результате такого теплового воздействия на металл сварного шва улучшаются его структура и механические свойства.
По выполнению:
односторонние, двусторонние
По действующему усилию:
продольные (фланговые), поперечные (лобовые), комбинированные, г – косые
По положению в пространстве:
Н – нижние, П – потолочные, Пп – полупотолочные, Г –
горизонтальные, Пв – полувертикальные, В – вертикальные, Л – в
лодочку, Пг – полугоризонтальные
==========================================
Геометрические параметры сварных швов
Стыковой шов
Элементами геометрической формы стыкового шва являются:
толщина свариваемого металла – S
глубина провара – h
выпуклость шва – q
ширина шва – е
толщина шва – с
зазор – b
Ширина сварного шва – расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.
Выпуклость сварного шва – определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Глубина проплавления (провара)
Представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения.
Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h).
Зазор – расстояние между торцами свариваемых элементов.
Устанавливается в зависимости от толщины свариваемого металла.
Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов.
Угловой шов. Катет
Элементами геометрической формы углового шва являются:
1. катет шва – k
2. выпуклость шва – q
выпуклость шва – q
3. расчетная высота шва – р
4. толщина шва – а.
Катет углового шва – кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
Выпуклость сварного шва – определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Расчетная высота углового шва – длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего, вписанного во внешнюю часть углового шва прямоугольного треугольника.
Высота углового шва определяется – расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренной в месте наибольшей вогнутости.
Если шов выполнен вогнутым, то измеряют вогнутость углового шва.
Толщина углового шва – наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
В зависимости от – параметров сварки и формы подготовки свариваемых кромок деталей, доли участия основного и наплавленного металлов в формировании шва, могут существенно – изменяться
Катет сварного соединения.
Расчѐт катета в зависимости от толщины свариваемых заготовок.
Типы сварных швов по форме подготовленных кромок
Если сделать катет углового шва без расчётов, неправильно определив катет, то изменяются и все другие прочностные характеристики. Но такое соединение не будет более прочным, как кажется на взгляд.
При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов.
Расчет катета важен при сварке деталей разной толщины, тонкостенных и толстых конструкций.
В этом случае нужно учитывать параметры более тонкой заготовки.
Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
В промышленных условиях расчеты прочности и параметры сварочных соединений проводят математическим путем с использованием формул.
Так же в справочниках таблицах есть уже указанные необходимые катеты для разных толщин металла с учётом механических свойств стали
Если сварочный шов не будет испытывать сильных нагрузок, а сама конструкция не несет большую ответственность, габариты можно прикинуть исходя из толщины металла.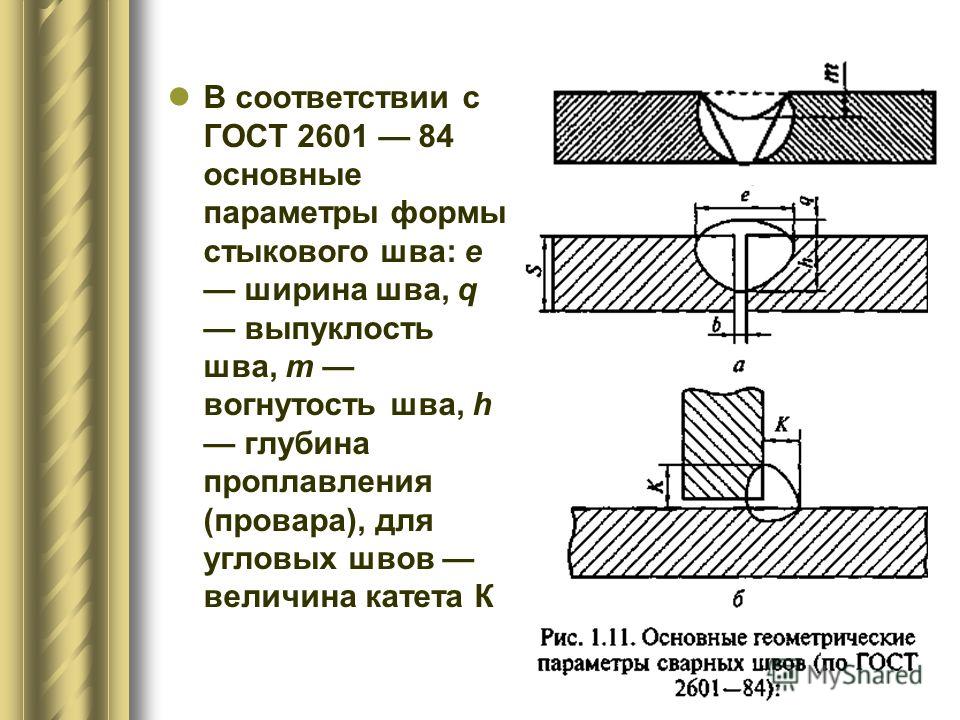
Например:
Нужно сварить две детали, толщина которых в пределах четырех- пяти миллиметров. В этом случае приблизительный катет должен составлять не более 4 мм.
При более толстых заготовках (5-6мм) этот показатель составляет максимум 5 мм.
Более точный расчет катета можно сделать, используя геометрию.
По формуле:
Т = S×cos45°
Т — это длина катета сварного шва. Т – ?
S — ширина самого шва от одной плоскости до другой
Косинус 45 градусов равняется значению 0,7
Исходя из этого, стоит замерить расстояние между плоскостями деталей и рассчитать показатель катета.
Например, нужно сделать расчеты катета будущего шва с шириной
в 4 мм. Для этого подставляем в формулу – Т = 4×0,7, в итоге получаем показатель в 2,8 миллиметра.
Если есть зазор — соединение выполнено неправильно. оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично положен наплавляемый металл на стенки углового соединения. Смещения дуги в стороны (влево или вправо), слишком большое углубление или выпуклость неприемлемы.
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится.
Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок и возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно, это происходит в следствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость, но не во всех конструкциях это приемлемо).
Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику выполнения сварки.
================================================
================================
Сварочная страховочная привязь: 3D, арамидная паутина, MB грудь/ноги
Перейти к содержимому
- (800) 230-0319
- Каталог
- Контакт
Сварка
Сварочная страховочная привязь обеспечивает превосходную защиту при сварке. Эта привязь, изготовленная из 100% арамидной лямки с пределом обугливания 40 Cal 700°F, является сверхлегкой и защищает пользователей от нагрева и других сварочных процессов, а также отвечает всем требованиям противопожарной защиты NFPA.
Эта привязь, изготовленная из 100% арамидной лямки с пределом обугливания 40 Cal 700°F, является сверхлегкой и защищает пользователей от нагрева и других сварочных процессов, а также отвечает всем требованиям противопожарной защиты NFPA.
0,00 $
Особенности:
- D-образное кольцо на спине
- Боковые D-образные кольца
- Регуляторы туловища с фрикционными пряжками
- Пряжка нагрудная
- Сопряженные ножки с пряжкой
- 40Cal/700°F арамидная лямка
Артикул: Н/Д Категории: Все жгуты, Жгуты, Сварка
- Описание
- Дополнительная информация
- Часто задаваемые вопросы
Полная страховочная привязь для сварки обеспечивает превосходную защиту при сварке. Эта привязь, изготовленная из 100% арамидной лямки с пределом обугливания 40 Cal 700°F, является сверхлегкой и защищает пользователей от нагрева и других сварочных процессов, а также отвечает всем требованиям противопожарной защиты NFPA.
Технические характеристики
| Точки крепления: | 1 дорсальное D-образное кольцо, 2 боковых D-образных кольца для позиционирования |
| Вес: | 2,8 фунта. (1,2 кг) |
| ANSI Грузоподъемность: | 130-310 фунтов. (59-141 кг) |
| Грузоподъемность OSHA: | До 420 фунтов. (191 кг) |
| Стандарты OSHA: | 1926.502, 1910.140 |
| Стандарты ANSI: | Z359.11-2021 |
| Стандарты NFPA: | 1971/1981 |
Загрузки
Сопутствующие товары
Воспользуйтесь нашим оперативным обслуживанием — позвоните по телефону (800) 230-0319 или напишите нам по электронной почте
. С 1994 года Safewaze выполняет миссию по защите рабочих на высоте. Как самый оперативный партнер в сфере защиты от падения, мы предлагаем быстрые и гибкие решения для предотвращения падения, страховки от падения, спасения и ограниченного пространства. Имея объект площадью 100 000 квадратных футов в Северной Каролине, наша увлеченная команда неустанно преследует наше видение, чтобы быть лучшими. От анкеров и страховочных ремней до спасательных средств и перил — мы поставляем именно то, что вам нужно, именно тогда, когда вам это нужно.
ОСТАВАЙТЕСЬ НА СВЯЗИ
Введите адрес электронной почты, чтобы получать новости, советы, выпуски продуктов и другую информацию от Safewaze.
ПРОДУКТЫ
ЗНАНИЯ
КОМПАНИЯ
Линкедин YouTube Фейсбук
© 2022 Safewaze | Положения и условия
Сварка мебели на заказ | ECon Сварка и изготовление
Fleur
Индивидуальный заказ с черным матовым покрытием был выполнен идеально и отправлен хорошо упакованным. Обслуживание клиентов было отличным, и они ответили на ряд вопросов, которые у меня были до размещения окончательного заказа. Ноги именно то, что я ожидал. Спасибо.
Claire
Эти ножки стола превзошли все наши ожидания, мы в них влюблены! Команда была очень отзывчивой и дружелюбной, отвечая на мои многочисленные вопросы о подходящем росте и размере.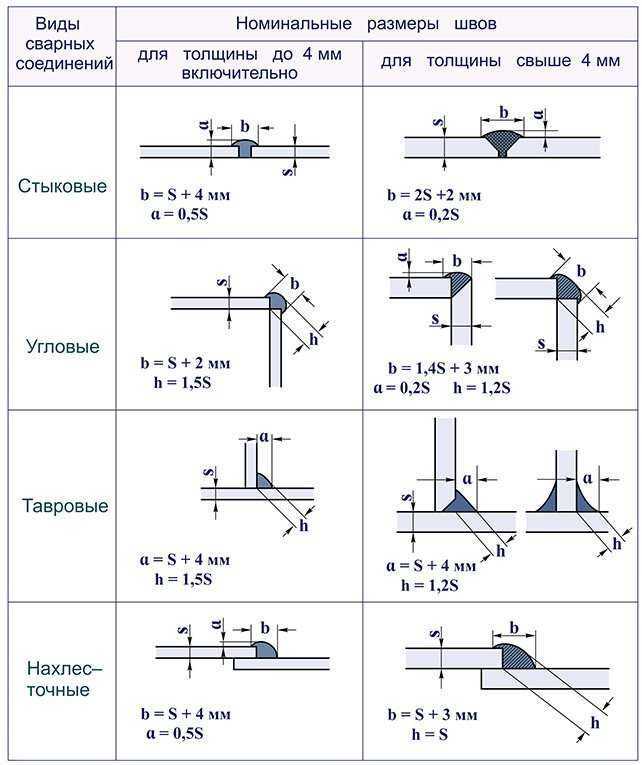 Качество тоже было потрясающим. Я очень рекомендую всем!
Качество тоже было потрясающим. Я очень рекомендую всем!
Bart Haigh
Качественный товар, доставлен вовремя, очень хорошие сварные швы с отличной отделкой, буду покупать у них снова
Orlando Tellez
Эти ноги такие потрясающие, выдающееся качество, быстрое время выполнения после отправки, я очень рекомендую эти парни.
Кароль Наврот
База вышла изумительной. Отличное качество и общение!
Brandon
Очень солидное мастерство, линии четкие, сварные швы надежны и хорошо зачищены. Каждая деталь была идеальной! Плюс получил сообщение в течение 24 часов каждый раз, когда я отправлял сообщение, и упаковка была сделана очень хорошо. Вернусь в этот магазин снова в любое время, когда мне что-нибудь понадобится!
Чемодан Alyssa
Сварка Econ отлично справилась с основанием нашего кухонного стола. С моей стороны было небольшое недопонимание, и они сделали все возможное, чтобы исправить это. Настоятельно рекомендую!
Джо
Мы любим ноги. Отличные сварные швы и порошковая окраска безупречны. Большое спасибо.
Отличные сварные швы и порошковая окраска безупречны. Большое спасибо.
Александр Матис
Качественная работа. Сделал по индивидуальному заказу встроенный обеденный стол. Работал отлично!
Mary Bosek
Нам нравится эта рама, она идеально дополняет столешницу с живым краем и стулья, которые мы изготовили местным мастером. Регулируемые ножки великолепны, так как в нашем старом доме пол не идеально ровный
Justin Hanrahan
Красивое основание стола для перекрещивания. Мы использовали его на нашей свадьбе в качестве основы для нашего милого стола. Это сработало отлично!
Эшли Перселл
Не приклеил их на клей, но они потрясающие. Так взволнован
Барни
У нас осталась плита кварцита после переделки кухни, и мы решили сделать из нее стол для пикника. Эти ноги идеальны! Прочный, сильный и красивый. Продавец указал мне номер отслеживания доставки и быстро ответил. Они будут держать 400-фунтовую плиту из твердого природного кварцита. У нас будет самый красивый стол для пикника! (Мы просто не будем его много двигать!)
У нас будет самый красивый стол для пикника! (Мы просто не будем его много двигать!)
Blowing Rock Woodworks
Мы заказали эти два красивых основания из нержавеющей стали. Нашим клиентам очень нравится то, как они получились! С Иваном и его командой всегда приятно работать!
Blowing Rock Woodworks
Нам очень нравится эта база! Он суперподдерживающий, прочный и красивый. Он прибыл очень хорошо упакованным, и сварка была выполнена без проблем.
Linda
Стальные ножки стола еще лучше смотрятся в столовой под красивым куском клена! Большое спасибо ECon Welding. Они сделали большую работу. Упаковали очень хорошо, поэтому пришли в целости и сохранности. Не может быть счастливее! Я связался с ними один раз с вопросом, и они ответили в течение одного дня.
Chong Shin
Этот предмет выполнен в полуглянцевом цвете и отлично смотрится на нашем обеденном столе с живым краем. Было заказано изготовление по моему размеру (на заказ), и упаковка была хорошей.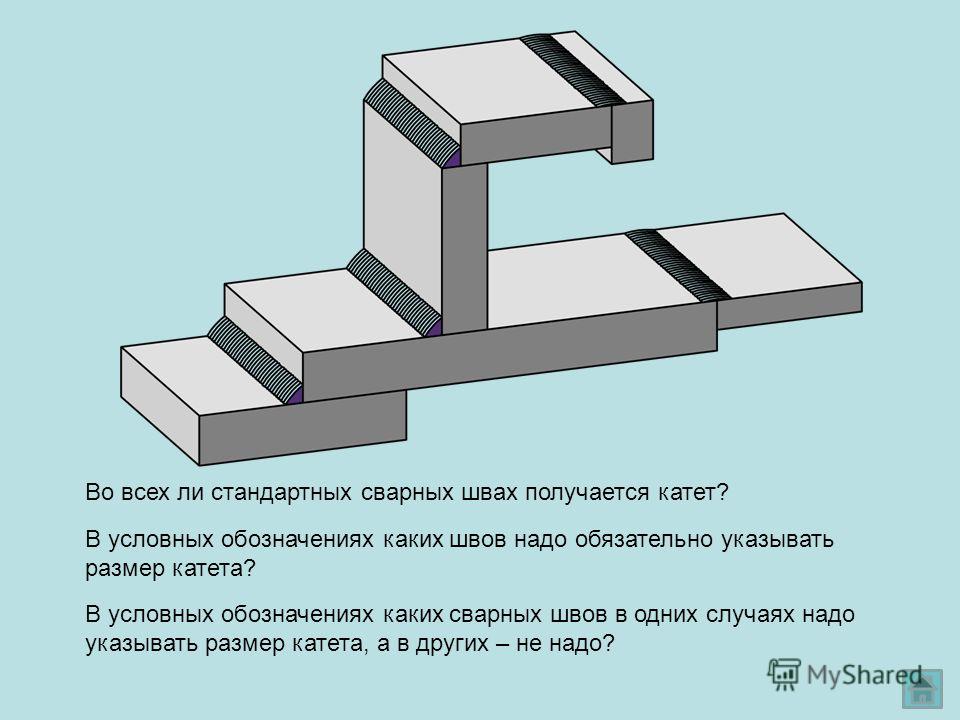 К тому же доставили вовремя.
К тому же доставили вовремя.
Itachi
Очень красиво, были острые края, легко подпиливались.
Матовый
Потрясающее качество. Мне нужно было что-то нестандартное для стола, который я делал, и эти ножки идеально подошли для него.
Джон Башоу
Очень быстро реагировал на мои электронные письма, товар был отправлен вовремя и тщательно упакован.
Элисон Джордж
Используется с кварцевой столешницей, и это выглядит красиво вместе
Vbroaddus
Отличный продукт
Рич Андрес
Получил очень высококачественные ножки из нержавеющей стали к обещанной дате. Отличное качество изготовления и очень отзывчивый с общением в течение всего процесса. Спасибо еще раз!
Mary Napier
Любимые ножки, прочные, очень хорошо сделанные, быстрая доставка.
Бенни Лафоре
Отличное качество, именно то, что я искал. Я определенно буду иметь дело с ними снова.
Дориан Болик
Хорошая работа
Лесли Бёрд
Очень крепкий
Ацилуффо
Ножки для стола, который мы сделали на заказ, оказались идеальными и были именно тем, что я искал! Мне понравилось, что есть из чего выбрать, есть из чего выбрать. Мы выбрали матовую нержавеющую сталь цвета бронзы. Отличное качество и дизайн, рекомендую работать с ECon Welding для любых нестандартных работ!
Мы выбрали матовую нержавеющую сталь цвета бронзы. Отличное качество и дизайн, рекомендую работать с ECon Welding для любых нестандартных работ!
Penny Malley
Прекрасное мастерство, доставлено в надежной упаковке, так приятно работать!
Майкл Тиммерман
Точно так, как рекламируется. Качественная покраска и отличная упаковка.
Дейдра Мецлер
Отличная коммуникация, оперативное решение вопросов. Сделал небольшую настройку бесплатно, и они прекрасны. Средняя секция между нашими столами должна быть аквариумом; у нас просто еще нет бака сверху.
Тревин Ланге
Абсолютно потрясающе!! Нравятся ноги. Удивительная отделка (получил масляную бронзу). Они очень прочные, сверхмощные, а сварные швы просто фантастические. Рекомендую всем и каждому.
Dani Woestman
Мы заказали эти ножки для нового обеденного стола. Мы были готовы инвестировать в красивые ноги, но, поскольку у нас есть малыш, мы хотели дополнить их чем-то недорогим, что можно было бы легко заменить. Несколько наших друзей заказали в этом магазине основание для журнального столика, и я не мог поверить в качество, когда увидел его. Особенно порошковая покраска латуни. Это шоу-стоппер! Они дали нам информацию о магазине, и вот мы здесь. Я чувствую, что мы сорвали джек-пот с этими ногами! Мы с мужем получили их на этой неделе и не можем перестать комментировать, какие они СЕКСУАЛЬНЫЕ каждый раз, когда проходим через столовую. Качество НАСТОЛЬКО хорошее! Я не мог быть счастливее! Мне даже нравятся маленькие выравнивающие ножки, прикрепленные к днищу, так как они защищают мой шерстяной ковер. Если вы на заборе, я настоятельно рекомендую заказать! Вы будете так счастливы, что сделали!
Несколько наших друзей заказали в этом магазине основание для журнального столика, и я не мог поверить в качество, когда увидел его. Особенно порошковая покраска латуни. Это шоу-стоппер! Они дали нам информацию о магазине, и вот мы здесь. Я чувствую, что мы сорвали джек-пот с этими ногами! Мы с мужем получили их на этой неделе и не можем перестать комментировать, какие они СЕКСУАЛЬНЫЕ каждый раз, когда проходим через столовую. Качество НАСТОЛЬКО хорошее! Я не мог быть счастливее! Мне даже нравятся маленькие выравнивающие ножки, прикрепленные к днищу, так как они защищают мой шерстяной ковер. Если вы на заборе, я настоятельно рекомендую заказать! Вы будете так счастливы, что сделали!
Алисса
Отлично!
Алисса
Отлично!
Стивен
Эта настольная подставка ТОЧНО соответствовала рекламе! Крепкий, хорошо сделанный, просто идеальный.
Brandon Hatfield
Эти ножки очень прочные. Владелец этого магазина был достаточно любезен, чтобы прикрепить закрытый прямоугольный кусок металла, чтобы помочь ножкам сохранить свою жесткость, даже если дерево хочет прогнуться. Я так счастлив, что я пошел с этими ногами. Если мне нужно больше, я не буду думать, чтобы искать где-нибудь еще.
Я так счастлив, что я пошел с этими ногами. Если мне нужно больше, я не буду думать, чтобы искать где-нибудь еще.
Сара Голдберг
Я заказал индивидуальный дизайн, и все получилось именно так, как я хотел. Они быстро ответили на любые вопросы и прибыли в ожидаемые сроки. Настоятельно рекомендуем EConWelding. Мне нравится, как эти ножки смотрятся на деревянной столешнице, которую построил мой брат!
Брайан Макклейн
Основание стола было идеальным! Спасибо!!
Эйми Хоузер
Я очень доволен этой подставкой для стола! Мне было трудно найти основу для замены предыдущей деревянной на моем кухонном столе, и я так рада, что наконец нашла ее! Весь процесс был невероятно легким. Мне нужен был размер немного больше стандартного, поэтому я связался с Эваном, чтобы узнать, какие у меня есть варианты. Он прислал фотографии и дал мне несколько вариантов на выбор. Мы выбрали стиль сборки на болтах, что позволило мне отправить его по его обычной цене. Эван всегда быстро реагировал на любой запрос. База прибыла, и это именно то, что я хотел. Он выглядит острым и хорошо сделанным. Сборка была несложной.
База прибыла, и это именно то, что я хотел. Он выглядит острым и хорошо сделанным. Сборка была несложной.
Kreb Holz
Идеальный завершающий элемент нашего летнего журнального столика. Твердые ноги, сделанные по нашим спецификациям по разумной цене. Мы договорились забрать их на месте и с удовольствием посмотрели мастер-класс!
Kreb Holz
Идеальный завершающий элемент для нашего летнего журнального столика. Твердые ноги, сделанные по нашим спецификациям по разумной цене. Мы договорились забрать их на месте и с удовольствием посмотрели мастер-класс!
Брюс
Фантастика!
Abril Martinez
Отличное качество и отличное обслуживание клиентов. Я получил вовремя, и мне нравится конечный результат, спасибо!
Джим
У меня были некоторые проблемы, когда я получил свой заказ, но Эван был очень отзывчивым и профессиональным и работал со мной, чтобы решить все проблемы. С тех пор я установил ножки на стол мясника, они очень прочные и выглядят великолепно! Я очень доволен результатом, обязательно воспользуюсь услугами Эвана снова и порекомендую его всем, кто ищет изготовление металлических изделий на заказ. Спасибо, Эван!
Спасибо, Эван!
Бетани Адамс
Нравятся ноги, но доставка заняла некоторое время, мы ждали 6 недель без сообщения от продавца о задержке, в объявлении было указано 3-4 недели.
Krissy
Отличное обновление старого дубового стола моих клиентов 1980-х годов. С листом выглядит еще лучше. Отличный продукт – прочный и современный.
Кэтлин Фишер
Они вышли такими идеальными! Наберитесь терпения, доставка заняла почти 6 недель.
Джордж
Хорошо сделано и отличное обслуживание клиентов. У меня были проблемы с первой доставкой. Обратился в магазин, вопрос был оперативно решен. Спасибо вам, ребята. Я уверен, что буду покупать у вас снова.
Энтони Гуаданьино
Отличное качество и отличная связь между продажей и доставкой. Я буду заказывать снова для моей следующей части, когда придет время.
Бет Гилстрап
Это был отличный опыт индивидуального заказа! Мы заказали два комплекта ножек для стола, чтобы мы могли сделать стол для дивана и столик для прихожей из двух деревянных ступеней лестницы.