Кинематическая схема токарного станка 1к62: Станок универсальный токарно-винторезный 1к62. Альбом кинематических схем.
alexxlab | 17.03.2023 | 0 | Разное
Токарно-винторезный станок 1К62 является универсальным станком и предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных, питчевых и архимедовой спирали с шагом 3/8», 7/16», 8. 10 и 12 мм. Токарно-винторезный станок 1К62 может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Токарная обработка разнообразных материалов может производиться с ударной нагрузкой без изменения точности обработки. Высокая мощность главного привода станка, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач,виброустойчивость, широкий диапазон скоростей и подач позволяют выполнять на токарно-винторезном станке 1К62 высокопроизводительное резание твердосплавным и минералокерамическим инструментом. Станок 1К62 относится к лобовым токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки большого диаметра. Конструкция задней балки токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может осуществляться обработка пологих конусов. Есть возможность соединения задней балки и нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта. На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80мм, и неподвижный, его диаметр установки 20-130мм. Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, на станке 1К62 являются сменными. Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250мм/мин. Максимальный диаметр заготовки при установке над станиной – 400мм. Максимальный диаметр прутка, который возможно обработать на токарном станке 1К62 – 45мм. Станок 1К62 имеет 23 скорости вращения шпинделя (минимальная – 12,5 об/мин, максимальная – 2000 об/мин). В качестве главного привода применен короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости 1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин продольной и поперечной передачи суппорта осуществляется благодаря переключению шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта используются разные рукояти управления). Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин. Токарный станок 1К62 оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий. Особенности конструкции токарного станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен главным приводом высокой мощности), позволяют в равной степени использовать станок, как для скоростного, так и для силового резания. В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок. Токарный станок 1К62, благодаря отличному сочетанию качества и надежности работы, а также неприхотливости при обслуживании, является одним из самых популярных на мелкосерийном и единичном производствах. На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или четырехкулачковый патрон, диаметр которого 400мм. Базовая модель серии — универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее . Токарно-винторезный станок 1К62 отличает превосходное сочетание качества работы и неприхотливость в обслуживании. |





 Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
 Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.

 На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.

Токарно-винторезный станок 1К62 – характеристики, паспорт, видео, фото
Краткое описание оновных узлов токарного станка 1К62
Передняя бабка
Передняя бабка служит для сообщения шпинделю различных скоростей вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса приклона. Механизм передней бабки позволяет:
Механизм передней бабки позволяет:
- а) нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
- б) нарезать правые и левые резьбы;
- в) нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Передняя бабка устанавливается на линии центров в горизонтальной плоскости двумя установочными и двумя стопорными винтами 1 (рис. 5).
Установка числа оборотов шпинделя осуществляется двумя рукоятками 5 и 9 (см. рис. 3). Поворотом рукоятки 9, которая через механизм с цевочным зацеплением и вилки переключения осуществляет перемещение блоков шестерен 17—18, 19—20 и 24—25 (см. рис. 4), выбирается требуемый ряд чисел оборотов по таблице 6, помещенной под рукояткой. Вращением рукоятки 5, которая при помощи плоского с замкнутой кривой копира, рычажного механизма и вилок переключения осуществляет перемещение блоков шестерен 9—10 и 11—12— 13, устанавливается требуемое число оборотов шпинделя из ряда, выбранного рукояткой 9. При установке ряда чисел оборотов 630—2000 рукоятку 9 необходимо отклонить вперед от себя, а затем повернуть влево. Устройство переключения позволяет получить 23 различные скорости прямого вращения шпинделя и 12 скоростей обратного вращения.
При установке ряда чисел оборотов 630—2000 рукоятку 9 необходимо отклонить вперед от себя, а затем повернуть влево. Устройство переключения позволяет получить 23 различные скорости прямого вращения шпинделя и 12 скоростей обратного вращения.
Включение и выключение фрикционной муфты, а также ленточного тормоза главного привода осуществляется рукоятками 28 и 37 (рис. 3). При включении прямого вращения шпинделя одну из рукояток следует поднять вверх, при включении обратного — опустить вниз. При возвращении рукояток 28 и 37 в среднее положение включается ленточный тормоз.
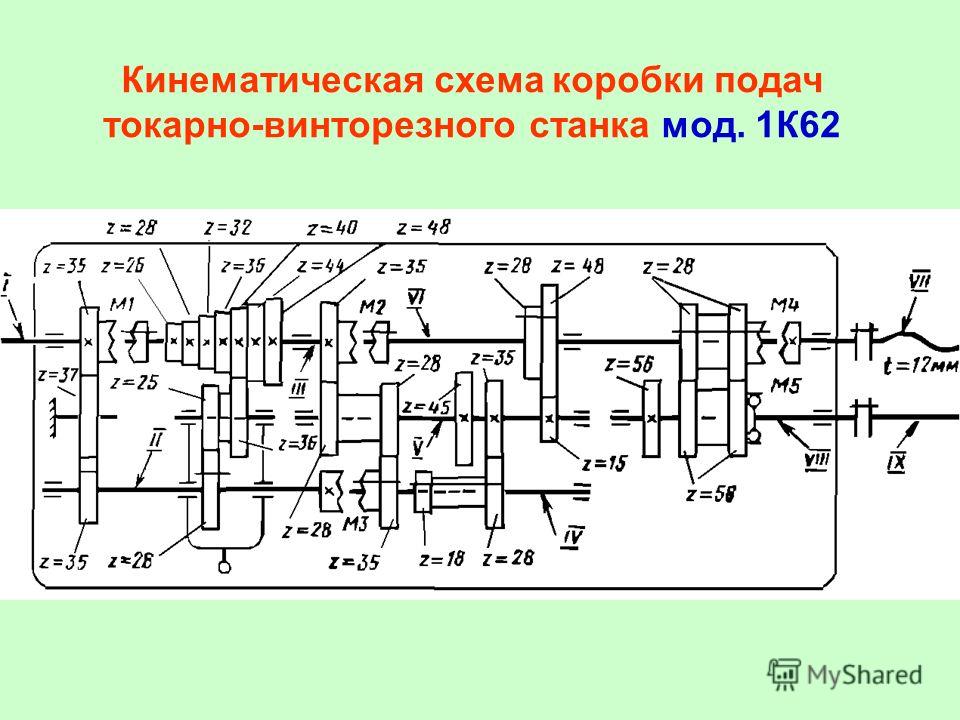
Коробка подач
Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
- а) метрические с шагом от 0,87 до 12 мм;
- б) дюймовые от 2 до 24 ниток на 1″;
- в) модульные от 0,5 до 3 модулей;
- г) питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160—в 8 раз в соответствии с данными таблицы на рукоятке 38 (см. рис. 3).
рис. 3).
Через ходовой валик суппорт при любом числе оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 630 в минуту — продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2 (рис. 3), при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки 38 определяется выбор ряда резьб или подач. Для получения требуемой величины из выбранного ряда резьбы или подачи необходимо диск барабана из рукоятки вытащить на себя, повернуть до совпадения риски диска с соответствующей графой таблицы барабана, а затем подать диск вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
Фартук имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 16 (см. рис. 3). Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки 15, встроенной в рукоятку 16. Этим нажатием включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 16 (см. рис. 3). Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки 15, встроенной в рукоятку 16. Этим нажатием включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика. а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Для нарезания резьбы следует рукояткой 31 включить гайку ходового винта и вывести из зацепления реечную шестерню вытягиванием кнопки 35 на себя.
Кинематическая схема станка 1В62Г
Кинематика токарно-винторезного станка 1В62Г дает возможность запустить в движение как основной привод (вращение шпинделя, подачу суппорта), так и вспомогательные: ускоренный подвод суппорта, реверс оборотов и другие. Вращение шпинделя достигается за счет клиноременной передачи от двигателя 1 через шкивы 2 и 3 на шкив шпинделя, затем шпиндель крутится через шестерни коробки скоростей. Движение суппорта происходит через вал 12 от коробки подач и оно синхронно связано с коробкой скоростей через ряд шестерен и промежуточных валов.
Вращение шпинделя достигается за счет клиноременной передачи от двигателя 1 через шкивы 2 и 3 на шкив шпинделя, затем шпиндель крутится через шестерни коробки скоростей. Движение суппорта происходит через вал 12 от коробки подач и оно синхронно связано с коробкой скоростей через ряд шестерен и промежуточных валов.
Кинематика станка 1К62 | Скачать чертежи, чертежи, блоки Autocad, 3D модели
- Русский
- Компас
- Машины
- Образовательный
Узнайте, как скачать этот материал
Telegram бот для поиска материалов
Подпишитесь, чтобы получать информацию о новых материалах:
t. me/alldrawings
me/alldrawings
Описание
1Ks6 9002Kinematic Курсовая работаСодержание проекта
кинематика.cdw-4. [ 179КБ ] |
Аналогичные материалы
Конструкция привода главного движения токарного станка 1К62 с переключением скоростей от электромагнитных муфт
Коробка подачи токарного станка 1К62
Передняя бабка токарного станка 1К62
Разработка технологии ремонта шлицевого соединения ведомого шкива токарно-винторезного станка 1К62
Проект главного привода токарного станка на базе токарно-винторезного станка модели 16К20Ф3
Рубрика “Токарный станок в сборе с НСР”
Кинематика вертикально-фрезерного станка
Кинематика ВЛ 0,4 ПИС
Бесплатная загрузка на сегодня
Обновление через: 19 часов 31 минут
Визуализация червячной мельницы
Ремонтный ад с фазным ротором
Центр переливания крови
Продувка газом
Прочие материалы
Типовое исполнение 1. 100.1-4 об. 1. Монолитные плиты толщиной 160 мм, зажатые по контуру
100.1-4 об. 1. Монолитные плиты толщиной 160 мм, зажатые по контуру
Двухэтажный коттедж в стиле модерн в архикаде
оконные и дверные конструкции
Козловой кран грузоподъемностью 12,5 т
Устройство и схема шпинделя и передней бабки станка. Что это? Виды и ремонт, часовые станки и универсалы, заточка резцов
- Что это?
- История появления
- Просмотры
- Лучшие производители и модели
- Комплектующие и запасные части
- Советы по выбору
- Особенности работы
- Нюансы ремонта
Без токарного станка токарную обработку, заточку, выравнивание поверхностей деталей невозможно выполнить предельно точно. Ручная работа потребует в несколько раз больше времени.
Ручная работа потребует в несколько раз больше времени.
Что это?
Токарный станок работает с деревом, композиционными материалами, а также металлами и их сплавами. Станок производит слаботочное и высокоточное точение сферических, цилиндрических, конических и других деталей. Токарный станок нарезает наружную и внутреннюю резьбу в несколько раз быстрее, чем это сделал бы мастер ручным штампом или метчиком, нарезает и закругляет торцы деталей, сверлит и зенкерует детали для изделий, нарабатывает технологические отверстия.
Станок состоит из следующих узлов: станины, привода со шпинделем (в функциональный узел входят также передняя и задняя шпиндельные головки), суппорта, редуктора, редуктора (если устройство непрямого привода), электромеханическое или электронное устройство управления (используется одна или несколько схем управления на основе моноплатной или кассетно-модульной конструкции), дистанционное управление с помощью кнопок и переключателей. Модуль ЧПУ ставит производство деталей в поток, сводя человеческий фактор к минимуму.
Модуль ЧПУ ставит производство деталей в поток, сводя человеческий фактор к минимуму.
История появления
Попытки создания примитивных станков относятся к глубокой древности. До недавнего времени, ознаменовавшегося массовой индустриализацией – сначала в странах Запада, а затем и в СССР – станки были довольно примитивными. Не подходят для крупносерийного производства. Попытки создать станок для заточки мечей и кинжалов не увенчались успехом: еще в 4 веке до н.э. НС. китайцы использовали устройства, которые давали относительно прямое лезвие.
Механическая опора как более эффективное средство управления машиной появилась только в начале 18 века. Станок того времени имел держатель для отрезного ножа, который, двигаясь рукой, плотно прилегал к обрабатываемой заготовке. Нарезание винтовой и болтовой резьбы считалось высокотехнологичным искусством.
Механизированные устройства стали широко применяться только в начале 20 века. Электродвигатель избавил от необходимости использовать на таких машинах конную тягу и горючее топливо.
Электродвигатель избавил от необходимости использовать на таких машинах конную тягу и горючее топливо.
В советское время получили распространение токарные станки группы 16К20, а также приспособления 1К62.
Советские машины – это мощные и надежные, долговечные устройства, которые при правильном уходе и замене расходных материалов могут прослужить до 150 лет (при соблюдении правил эксплуатации).
Просмотров
Определенного видового разнообразия достигли токарные станки: дерево- и камнеобрабатывающие, металлообрабатывающие, стекло- и композитные токарные станки и др. Отдельной разновидностью являются декоративные строжковые станки, которые позволяют, например, получать дверные ручки с круглым дизайн.
Конкретные типы машин представлены в следующем списке.
Станок токарно-винторезный изготавливается для работы по черному и цветному металлу. Шлифует конические детали, нарезает метрическую, дюймовую, модульную и шаговую резьбу – и предназначен для мелкосерийного производства. Агрегат 16К20 именно такой. Токарно-винторезные станки имеют три класса точности: П – повышенный, Н – нормальный, В – высокий, А – сверхвысокий, С – сверхточная обработка.
Агрегат 16К20 именно такой. Токарно-винторезные станки имеют три класса точности: П – повышенный, Н – нормальный, В – высокий, А – сверхвысокий, С – сверхточная обработка.
У токарных и карусельных изделий ось вращения расположена вертикально. Станок вырезает цилиндрические и конические детали, обрезает торцы и кромки паза. Благодаря модернизации появилась возможность шлифовать фасонные поверхности по копии исходника, а также резать и шлифовать простые изделия.
Фронтальный (лоботокарный) механизм показан при токарной обработке деталей большого диаметра и укороченных – шлифует их фронтально. Подходит для доработки укороченных деталей малой длины и весом более тонны. Если нагрузка на привод повышена, а рельеф деталей значительно усложнен, то фронтальные станки заменяют токарно-карусельными станками.
Токарно-револьверный станок затачивает детали из калиброванного бруска, растачивает, сверлит, зенкерует, разворачивает точение для фасонных деталей, нарезает резьбу снаружи и изнутри. Оснащен копиром и модулем ЧПУ.
Оснащен копиром и модулем ЧПУ.
Станок с раздвижной головкой шлифует детали из холоднокатаного проката, сортового проката и проволоки. Крупногабаритный работает с черным и цветным металлом, может комплектоваться двумя и более шпинделями.
Токарно-фрезерный станок оснащен устройством автоматической смены резцов. Он сочетает в себе простые фрезерные и токарные операции для широкого спектра применений.
Класс точности
Высокоточные станки предназначены для чистовой обработки, а слаботочные станки для черновой обработки. Первоначально названные агрегаты по кинематической схеме снабжены фрезами, делающими канавки в произвольной последовательности, а слаботочные выполняют лишь предварительную резку и шлифовку поверхности, позволяя, например, сделать сферическую или яйцевидную фигурная деталь из куба.
По весу
Переносные маломощные машины весят не более нескольких килограммов. Легко транспортируется и перевозится в другую мастерскую. Массивные станки – напольные устройства: есть отдельный стол или тумба, за которыми удобно работать. Масса продукции – от десятков килограммов до тонн.
Легко транспортируется и перевозится в другую мастерскую. Массивные станки – напольные устройства: есть отдельный стол или тумба, за которыми удобно работать. Масса продукции – от десятков килограммов до тонн.
По степени автоматизации
Частично автоматизированные машины имеют только функцию защитного отключения – по причине перегрева двигателя и редуктора. Полностью автоматизированные оснащаются, помимо модуля числового управления (ЧПУ), предохранительным устройством блокировки видоискателя, например: при отсутствии освещения в цехе и опасной близости рук мастера к рабочей зоне .
Гибкостью производственной системы
Например, если станок «умеет» шлифовать цилиндрические и конические детали, но «не умеет изготавливать сферические детали», такой станок не совсем гибкий в плане перепрофилирование производства – без приобретения более полнофункционального агрегата.
Большинство современных станков затачивают детали и заготовки любой формы, выполняют упрощенную художественную резку и токарную обработку.

По специальному назначению
Токарный станок, независимо от его классификации, может быть адаптирован под конкретное производство. Например, сборка, изготавливающая дубликаты ключей, оснащается специальными фрезами под общие размеры и выполнение кодовых выемок, составляющих код канала ключа. Для того, чтобы дубликат точно копировал код оригинального ключа, токарь размещает этот ключ в рабочей зоне – и устанавливает фрезы под его кодовые пробелы. Затем мастер вставляет вместо оригинального ключа новую заготовку – и стачивает на ней тот же код.
Конечно, шпиндельный привод способен не только изготавливать ключи, но и, например, точить вилки из пищевой нержавейки – достаточно лишь менять на нем режущие инструменты, с помощью которых столовые приборы создано.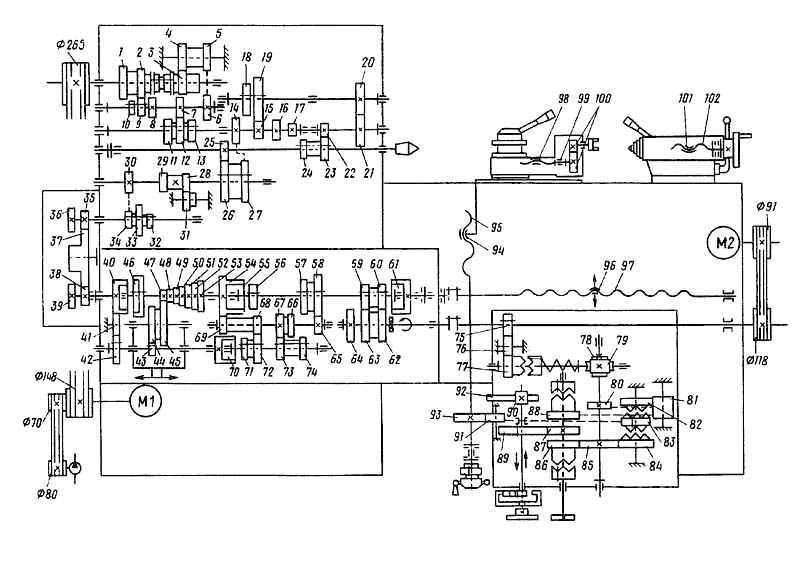
Вилкошлифовальный станок, изготавливающий дубликаты ключей, вряд ли будет шлифовать, например, сменные детали автомобильного карбюратора, такие как клапаны.
Это требует более глубокого переоборудования агрегата.
По универсальности или узкой направленности
Типичный пример: станок для заточки игл, ножей, заточки многоразовых бритвенных лезвий и скальпелей не предназначен для заточки деревянных и составных ручек дверей, замков и противовзломной фурнитуры пластиковых окон. Станок, используемый для производства шестерен, справится также с точением деталей комнатных и наручных механических часов, метрономов и таймеров, но выточить на нем запчасти для карбюраторных двигателей автомобилей будет невозможно. Все приведенные выше примеры относятся к высоконаправленным машинам.
Универсальные станки обладают большой мощностью, плавной регулировкой скорости и могут с одинаковым успехом использоваться как для заточки сверл, заточки медицинских скальпелей, так и для токарной обработки деталей коробок передач и часовых механизмов. Более дорогие модели комплектуются сразу несколькими шпинделями, каждый из которых имеет свою оснастку. Такой подход применим для мастеров-универсалов, которые в случае кризиса в отношении отдельных видов продукции перепроектируются на предметы и детали совсем другого рода, пользующиеся в настоящее время повышенным спросом.
Более дорогие модели комплектуются сразу несколькими шпинделями, каждый из которых имеет свою оснастку. Такой подход применим для мастеров-универсалов, которые в случае кризиса в отношении отдельных видов продукции перепроектируются на предметы и детали совсем другого рода, пользующиеся в настоящее время повышенным спросом.
Лучшие производители и модели
Из станков времен СССР стоит отметить серию 16К. Модель 16К20 используется для базовой токарной обработки вне зависимости от сложности токарных деталей. Из более современных – на 2021 год – представлены следующие модели.
Агрегат токарно-винторезный ДМТГ ЦДС6250Б/1000 – мощность потребляемая от сети 7,5 киловатт, питание от межфазного напряжения 380 вольт, масса 2170 кг. Предназначен для обработки деталей из стали, чугуна и цветных металлов. Оборот – 2500 каждую минуту.
- Универсальный агрегат DMTG CDS6250B/1500 для токарно-винторезных работ, работает на частоте 2240 оборотов, вес – 2310 кг, остальные параметры те же.


- Станок универсальный CDS6250B/2000 – ближайший аналог 16К20. Востребован на большинстве металлообрабатывающих заводов и в автосервисе, работает с черным металлом.
- JET BD-11GDMA – токарно-фрезерное оборудование. Оборот – 2000, работает от простой однофазной сети 220 В, весит всего четверть тонны.
- Модель WM180V – 2500 об/мин, 600 Вт, вес – 60 кг. Предназначен для начинающих, работает с цветным металлом, композитом и пластиком. Подходит для домашней или школьной работы на уроках труда.
Пользователи выбирают устройство, способное решить большинство наиболее востребованных задач в соответствии с доступным бюджетом.
Комплектующие и запасные части
Перед обслуживанием и ремонтом машины не лишним будет ознакомиться с перечнем основных узлов, которые подлежат замене по мере исчерпания их ресурса.
На станине закреплен привод – двигатель со шпинделем, с ним совмещены передняя и задняя бабки. Шпиндель позволяет фиксировать фрезы (сверла, фрезы, плоские ножи) установленными под нужным углом.
Шпиндель позволяет фиксировать фрезы (сверла, фрезы, плоские ножи) установленными под нужным углом.
Полностью отлаженный станок, с особо прочными и твердыми резцами, с регулярной, систематической смазкой, режет сталь с тонкими пластинами – так же, как кухонный нож режет застывшее масло.
В комплекте с приводом монтажный комплект для первоначальной установки станка включает в себя опору, фартук, узлы переключения скорости и подачи, а также пульт управления.
Советы по выбору
При выборе ориентируйтесь в первую очередь на мощность, которую выдержит ваша проводка. При выборе автомата, потребляющего более 3 кВт, необходимо будет заменить 16-амперные автоматы на 25-, 50- или 100-амперные, а также заменить счетчик с пиковой пропускной мощностью более 3,2 кВт.
При выборе автомата, потребляющего более 3 кВт, необходимо будет заменить 16-амперные автоматы на 25-, 50- или 100-амперные, а также заменить счетчик с пиковой пропускной мощностью более 3,2 кВт.
Новички, которые только осваивают азы станкостроения, перестают выбирать менее производительные станки: здесь важно, чтобы устройство, в которое вложено более десятков тысяч рублей, приобреталось не просто так хобби, но окупалось бы, в идеале приносило бы доход в несколько раз выше статьи расходов.
Если вы заняты тонкой обработкой заготовок, то вам понадобится гораздо более оборотистый, хотя и не всегда достаточно мощный аппарат.
Для машины весом более тонны может потребоваться усиленный фундамент в помещении, где она установлена. Обычный деревянный пол весом в две и более тонны разрушится через несколько недель или месяцев после начала работ.
Особенности работы
Крутящий момент от двигателя передается через редуктор, на котором переключаются скорости, на шпиндель, а от него, с помощью передней бабки, на фрезу. Движения фрезы контролируются направляющими, загружающими заготовку для поворота в рабочую зону.
Движения фрезы контролируются направляющими, загружающими заготовку для поворота в рабочую зону.
Станок для резки металла, дерева и пиломатериалов, композита и стекла по классификации и своему устройству относится к устройствам относительно точной механики. При работе он не должен излишне вибрировать, стучать, дергаться из стороны в сторону – это ухудшит качество обрабатываемых деталей в десятки раз. Привод и шпиндель, на котором закреплены фрезы, работают идеально, перекос двигателя и трансмиссии практически исключен. Ножи в идеале всегда должны быть острыми.
Если, несмотря на исправность и работоспособность станка, качество реза остается неудовлетворительным и имеет неточность, то фрезу необходимо заточить, выправить и при необходимости заменить на новую.
Нюансы ремонта
К неисправностям токарного станка можно отнести следующие:
корпус имеет трещины, сколы, зачистки резьбовых соединений, неровности и нарушение геометрии;
- валы
со временем изнашиваются, нарушается их центровка;
- фланцы
могут неплотно прилегать друг к другу, а также иметь трещины и сколы в отверстиях мест крепления комплектующих;
- Шестерни
отличаются износом зубьев и наличием «яйца», из-за чего появляется радиальное биение элемента передачи;
- Ходовые винты и штифты
имеют износ резьбы и утончение прилегающих поверхностей.