Кислородный резак – Газовый резак по металлу: какой выбрать, как пользоваться
alexxlab | 15.08.2019 | 0 | Разное
Кислородная резка | soedenimetall.ru
Сущность процесса кислородной резки
Кислородная резка основана на свойстве металлов и их сплавов сгорать в струе технически чистого кислорода. Резке поддаются металлы, удовлетворяющие следующим основным требованиям:
- Температура плавления металла должна быть выше температуры воспламенения его в кислороде. Металл, не отвечающий этому требованию, плавится, а не сгорает. Например, низкоуглеродистая сталь имеет температуру плавления около 1500° С, а воспламеняется в кислороде при температуре 1300…1350°С. Увеличение содержания углерода в стали сопровождается понижением температуры плавления и повышением температуры воспламенения в кислороде. Поэтому резка стали с увеличенным содержанием углерода и примесей усложняется.
- Температура плавления оксидов должна быть ниже температуры плавления самого металла, чтобы образующиеся оксиды легко выдувались и не препятствовали дальнейшему окислению и процессу резки. Например, при резке хромистых сталей образуются оксиды хрома с температурой плавления 2000° С, а при резке алюминия — оксиды с температурой плавления около 2050° С. Эти оксиды покрывают поверхность металла и прекращают дальнейший процесс резки.
- Образующиеся при резке шлаки должны быть достаточно жидкотекучи и легко выдуваться из разреза. Тугоплавкие и вязкие шлаки будут препятствовать процессу резки.
- Теплопроводность металла должна быть наименьшей, так как при высокой теплопроводности теплота, сообщаемая металлу, интенсивно отводится от участка резки и подогреть металл до температуры воспламенения будет трудно.
- Количество теплоты, выделяющейся при сгорании металла, должно быть возможно большим; эта теплота способствует нагреванию прилегающих участков металла и тем самым обеспечивает непрерывность процесса резки. Например, при резке низкоуглеродистой стали 65…70% общего количества теплоты выделяется от сгорания металла в струе кислорода и только 30…35% — составляет теплота от подогревающего пламени резака.
Различают два основных вида кислородной резки: разделительную и поверхностную.
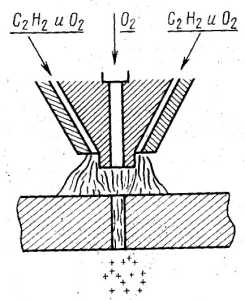
Рис. 1
Разделительную резку (рис. 1) применяют для вырезки различного вида заготовок, раскроя листового металла, разделки кромок под сварку и других работ, связанных с разрезкой металла на части. Сущность процесса заключается в том, что металл вдоль линии разреза нагревают до температуры воспламенения его в кислороде, он сгорает в струе кислорода, а образующиеся оксиды выдуваются этой струей из места разреза.
Поверхностную резку (рис. 95, а, б, в) применяют для снятия поверхностного слоя металла, разделки канавок, удаления поверхностных дефектов и других работ.
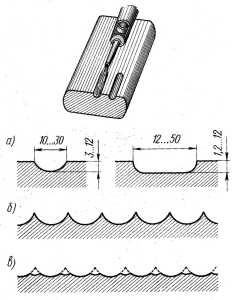
Рис. 2
Применяют два вида поверхностной резки — строжку и обточку. При строжке резак совершает возвратно- поступательное движение как строгальный резец. При обточке резак работает как токарный peзец.
Оборудование для кислородной резки
Резаки цля кислородной резки служат для правильного решения горючих газов или паров жидкости с кислородом, образования подогревающего пламени и подачи в зону резки струи чистого кислорода. Резаки классифицируют по назначению (универсальные и специальные), по принципу смешения газов (инжекторные, и безынжекторные), по виду реprи (для разделительной и поверхностной резки), по применению (для ручной и машинной резки). Наибольшее применение получили универсальные инжекторные ручные резаки для разделительной резки (рис. 3).
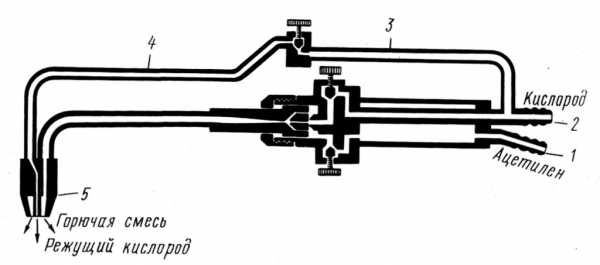
Рис. 3
Они отличаются от сварочных горелок наличием отдельной трубки для подачи кислорода и особым устройством головки, состоящим из двyx сменных мундштуков (наружного — для подогревающего пламени и внутреннего — для струи чистого кислорода). Ацетилен подается по шлангу к ниппелю 1, а кислород — к ниппелю 2. От ниппеля 2 кислород идет по двум направлениям. Одна часть кислорода, как в обычных сварочных горелках, поступает в инжектор и затем в смесительную камеру. Здесь образуется горючая смесь кислорода с ацетиленом, засасываемым через ниппель 1. Горючая смесь проходит по трубке, выходит через кольцевой зазор между внутренним и наружным мундштуком 5 и создает подогревательное пламя. Другая часть кислорода через трубки
Большое применение получил ручной универсальный резак «Факел» (улучшенная конструкция резака «Пламя»). Он имеет пять внутренних и два наружных мундштука, позволяющих резать металл толщиной до 300 мм со скоростью (в зависимости от металла и его толщины) 80…560 мм/мин. Для работы на газах-заменителях ацетилена используются резаки РЗР. Они отличаются большими размерами сечении инжекторов и мундштуков. Промышленность серийно выпускает вставные сменные резаки, предназначенные для присоединения к стволам универсальных сварочных горелок (например, резак РГС-70 к горелкам «Звезда» и ГС-3, резак РГМ-70 — к горелкам «Звездочка» и ГС-2). Это создает большие удобства в строительно-монтажных условиях при частых переходах от сварки к резке и наоборот.
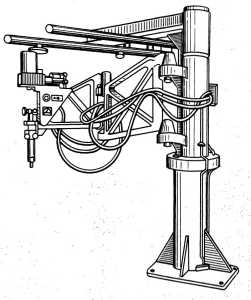
Рис. 4
Для машинной резки применяют стационарные шарнирные машины АСШ-2 (рис. 4) и АСШ-70, отличающийся от АСШ-2 более совершенным приводом и наличием пантографа, позволяющего производить вырезку одновременно трех деталей. Толщина разрезаемого металла 5… 100 мм. Переносные машины представляют собой самоходные тележки, оснащенные резаком и перемещающиеся по разрезаемому металлу. Приводом служит электродвигатель, пружинный механизм или газовая турбина. Например, машина «Радуга» предназначена для резки стальных листов толщиной 5… 160 мм со скоростью 90… 1600 мм/мин
Технология кислородной резки
Поверхность разрезаемого металла должна быть хорошо очищена от грязи, краски, окалины и ржавчины. Для удаления окалины, краски и масла следует медленно провести пламенем горелки или резака по поверхности металла вдоль намеченной линии разреза. При этом краска и масло выгорают, а окалина отстает от металла. Затем поверхность металла окончательно зачищают металлической щеткой.
Процесс резки начинают с нагревания металла. Подогревающее пламя резака направляют на край разрезаемого металла и нагревают до температуры воспламенения его в кислороде (практически почти до температуры плавления). Затем пускают струю режущего кислорода и перемещают резак вдоль линии разреза. Кислород сжигает верхние нагретые слои металла. Теплота, выделяющаяся при сгорании, нагревает нижележащие слои металла до температуры воспламенения и поддерживает непрерывность процесса резки.
При резке листового материала толщиной 20…30 мм мундштук резака устанавливают вначале под углом 0…5° к поверхности, а затем — под углом 20…30° в сторону, обратную движению резака. Это ускоряет процесс разогрева металла и повышает производительность.
Рис. 5
Резку металла большой толщины выполняют следующим образом. Мундштук резака вначале устанавливают перпендикулярно поверхности разрезаемого металла, так чтобы струя подогревающего пламени, а затем и режущего кислорода располагалась вдоль вертикальной грани разрезаемого металла. После прогрева металла до температуры воспламенения пускают струю режущего кислорода. Перемещение резака вдоль линии резания начинают после того, как в начале этой линии металл будет прорезан на всю его толщину. Чтобы не допустить отставания резки в нижних слоях металла, в конце процесса следует постепенно замедлить скорость перемещения резака и увеличить его наклон до
Давление режущего кислорода устанавливают в зависимости от толщины разрезаемого металла и чистоты кислорода. Чем выше чистота кислорода, тем меньше давление и расход кислорода. Зависимость давления кислорода от толщины металла при ручной резке следующая:
| Толщина металла, мм | 5…20 | 20…40 | 40…60 | 60…100 | 100…200 |
|---|---|---|---|---|---|
| Давление кислорода, МПа | 0,3…0,4 | 0,4…0,5 | 0,5…0,6 | 0,7…0,9 | 1,0…1,1 |
Ширина и чистота разреза зависят от способа резки и толщины разрезаемого металла. Машинная резка дает более чистые кромки и меньшую ширину разреза, чем ручная резка. Чем больше толщина металла, тем больше ширина разреза. Это видно из следующих данных:
| Толщина металла, мм | 5…50 | 50…100 | 100…200 | 200…300 |
|---|---|---|---|---|
| Ширина разреза, мм | ||||
| при ручной резке | 3…5 | 5…6 | 6…8 | 8…10 |
| при машинной резке | 2,5…4,0 | 4,0…5,0 | 5,0…6,5 | 6,5…8,0 |
ГОСТ 14792—80 «Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза» предусматривает предельные отклонения номинальных размеров деталей (заготовок) в зависимости от способа резки, размеров деталей (заготовок) и толщины металла; установлено три класса точности:
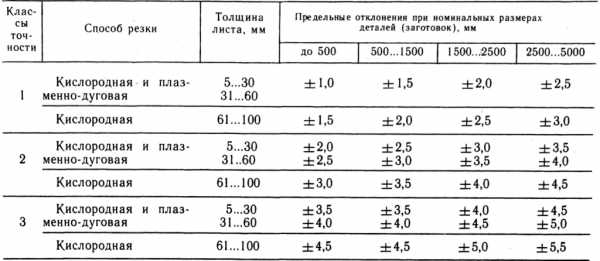
Предусмотрены также показатели качества поверхности реза:
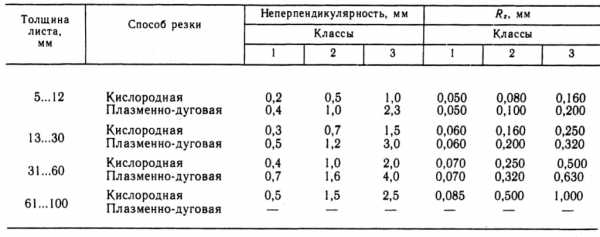
Эти показатели относятся к машинной кислородной резке низкоуглеродистой стали кислородом 1-го и 2-го сортов.
Процесс резки вызывает изменение структуры, химического состава и механических свойств металла. При резке низкоуглеродистой стали тепловое влияние процесса на ее структуру незначительно. Наряду с участками перлита появляется неравновесная составляющая сорбита, что даже несколько улучшает механические свойства металла. При резке стали, имеющей повышенное содержание углерода, а также легирующие примеси, кроме сорбита, образуются троостит и даже мартенсит. При этом сильно повышатся твердость и хрупкость стали и ухудшается обрабатываемость кромок разреза. Возможно образование холодных трещин. Изменение химического состава стали проявляется в образовании обезуглероженного слоя металла непосредственно на поверхности резания в результате выгорания углерода под воздействием струи режущего кислорода. Несколько глубже находится участок с большим содержанием углерода, чем у исходного металла. Затем по мере удаления от разреза содержание углерода уменьшается до исходного. Так же происходит выгорание легирующих элементов стали.
Механические свойства низкоуглеродистой стали при резке почти не изменяются. Стали с повышенным содержанием углерода, марганца, хрома и молибдена закаливаются, становятся более твердыми и дают трещины в зоне резания.
Нержавеющие хромистые и хромоникелевые стали, чугуны, цветные металлы и их сплавы не поддаются обычной газокислородной резке, так как не удовлетворяют указанным выше условиям.
Для этих металлов применяют кислородно-флюсовую резку, сущность которой заключается в следующем. В зону резания с помощью специальной аппаратуры непрерывно подается порошкообразный флюс, при сгорании которого выделяется дополнительная теплота и повышается температура места разреза. Кроме того, продукты сгорания флюса реагируют с тугоплавкими оксидами и дают жидкотекучие шлаки, легко вытекающие из места разреза.
В качестве флюса используется мелкогранулировянный железный порошок марки ПЖ5М (ГОСТ 9849 — 74). При резке хромистых и хромоникелевых сталей во флюс добавляют 25…50% окалины. При резке чугуна добавляют ~30…35% доменного феррофосфора. При резке меди и ее сплавов применяют флюс, состоящий из смеси железного порошка с алюминиевым порошком (15…20%) и феррофосфором (10… 15%).
Резку производят установкой УРХС-5 состоящей из флюсопитателя и резака. Установка используется для ручной и машинной кислородно-флюсовой резки высоколегированных хромистых и хромоникелевых сталей толщиной 10… 200 мм при скорости резания 230…760 мм/мин. На 1 м разреза расходуется кислорода 0,20…2,75 м3 , ацетилена — 0,017…0,130 м3 и флюса — 0,20…1,3 кг.
При кислородно-флюсовой резке некоторая часть теплоты подогревающего пламени уходит на нагревание флюса. Поэтому мощность пламени берется на 15…25% выше, чем при обычной газовой резке. Пламя должно быть нормальным или с некоторым избытком ацетилена. Расстояние от торца мундштука резака до поверхности разрезаемого металла устанавливается 15…25 мм. При малом расстоянии частицы флюса отражаются от поверхности металла и, попадая в сопло резака, вызывают хлопки и обратные удары. Кроме того, наблюдается перегрев мундштука, приводящий к нарушению процесса резки. Угол наклона мундштука должен составлять 0…100 в сторону, обратную направлению резки. Хорошие результаты дает предварительный подогрев. Хромистые и хромоникелевые стали требуют подогрева до 300…400°С, а сплавы меди — до 200…350°С.
Скорость резки зависит от свойств металла и его толщины. Чугун толщиной 50 мм режут со скоростью 70…100 мм/мин. При этом на 1 м разреза расходуется 2…4 м3 кислорода, 0,16…0,25 м3 ацетилена и 3,5…6 кг флюса. Примерно такие же данные получают при резке сплавов меди. При резке хромистых и хромоникелевых сталей расход всех материалов снижается почти в 3 раза.
soedenimetall.ru
Резаки для кислородной резки | Строительный справочник | материалы – конструкции
Набор оборудования, предназначенный для кислородной резки, отличается от набора для газовой сварки только наличием резака, который заменяет собой сварочную горелку. Резаки служат для образования смешивания горючих газов или жидкостей с кислородом, образования подогревающего пламени и подачи в зону реза струи чистого кислорода. Отличаются резаки от сварочных горелок наличием трубки и вентиля для режущего кислорода, а также особым устройством головки.
Резаки отличаются:
- по виду резки (для разделительной и поверхностной резки)
- по назначению (для ручной и механизированной резки)
- по роду горючего (ацетиленовые, для газов-заменителей, жидких горючих смесей)
- по принципу действия (инжекторные и безынжекторные)
- по давлению кислорода (низкого и высокого)
- по конструкции мундштуков (щелевые и многосопловые).
Наибольшее применение получили инжекторные щелевые резаки для разделительной резки со щелевыми мундштуками. Основные данные на такие резаки отражены в таблице 1.
Таблица 1. Характеристики инжекторных щелевых резаков
| Показатель | Данные показателя | |||||
| Толща нарезаемой тали, мм | 3-5 | 5-25 | 25-50 | 50-100 | 100-200 | 200-300 |
| Номер наружного мундштука | 1 | 2 | ||||
| Номер внутреннего мундштука | 1-2 | 2-3 | 3-4 | 5 | ||
| Давление режущего кислорода, кг/см | 3 | 4 | 6 | 8 | 10 | 12 |
| Расход кислорода, м³/ч | 3 | 6 | 10 | 15 | 26 | 40 |
| Расход ацетилена, м³/ч | 0,4 | 0,6 | 0,8 | 0,9 | 1,0 | 1,0 |
| Расход пропан-бутана, м³/ | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Давление ацетилена, кг/см | 0,001 | |||||
| Давление других горючих газов, кг/см (не менее) | 0,005 | |||||
Каждый резак имеет рукоятку с запорно-регулировочными вентилями для кислорода и горючего газа, головку со сменными мундштуками, штуцеры со съемными вентилями и инжекторное устройство. На каждом маховичке вентилей нанесено наименование газа (кислород режущий, кислород и горючий газ), стрелки, указывающие направление вращения при открывании и закрывании («О» — открыто и «3» — закрыто). На сменных мундштуках наносят их номера и индекс, указывающий, для какого горючего газа они предназначены: «А» — ацетилен, «П» — пропан-бутан, «ПГ» — природный газ. Накидная гайка и штуцер, служащие для присоединения к рукоятке ниппеля для горючего газа, имеют левую резьбу. Кислородный ниппель присоединяется накидной гайкой с правой резьбой. На кислородном штуцере нанесена буква «К» (кислород).
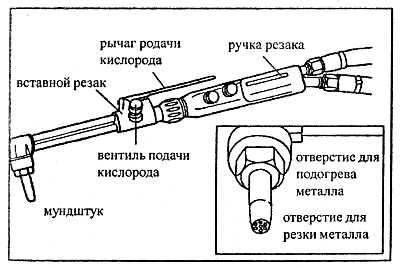
Вставной резак (рис.1) превращает сварочную горелку в режущий инструмент. Он является самым удобным приспособлением для скашивания кромок изделий, которые должны присоединяться встык. Особенно удобны такие резаки при частых переходах от одной операции (от резки к сварке) к другой. Все вставные резаки конструктивно однотипны и различаются устройством головок и мундштуков, имеющих специальное назначение.
|
Рис. 1. Использование сварочной горелки в качестве резака путем применения вставочного резака |
Инжекторные резаки отличаются разнообразием конструкций. Поэтому рассмотрим резак типа «Пламя» (рис.2), который используют для ручной разделительной резки низкоуглеродистых и низколегированных сталей кислородной струей с использованием подогревающего пламени, образуемого ацетиленом и кислородом. Технические характеристики этого типа резаков приведены в таблице 2.
|
Рис. 2. Резак типа «Пламя»: А — общий вид; Б — вид в разрезе; В — вид сверху; 1 — головка; 2 — вентилятор кислородный; 3 — инжектор; 4 — кислородный вентиль; 5 — ацетиленовый вентиль; 6 — ниппель кислородный; 7 — ниппель ацетиленовый |

Таблица 2. Характеристики инжекторных резаков
| Показатель | Толщина разрезаемого металла | |||||
| 3-6 | 6-25 | 50 | 100 | 200 | 300 | |
| Номер мундштука -внутреннего -наружного | 1 1 | 2 1 | 3 1 | 4 2 | 5 2 | 5 |
| Давление ацетилена, кг/см² | Не ниже 0,01 | |||||
| Давление кислорода, кг/см² | 3,5 | 4 | 6 | 8 | 11 | 14 |
| Расход ацетилена, м3/ч | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 |
| Расход кислорода , кг/см² | 3 | 5,2 | 8,5 | 18,5 | 33,5 | 42 |
| Ширина раза, ми | 2-2,5 | 2,5-3,5 | 3,5-4,5 | 4,5-7 | 7-10 | 10-15 |
| Скорость резки, мм/мин | 550 | 370 | 260 | 165 | 100 | 80 |
| Габаритные размеры, мм | 550x64x160 | |||||
| Масса, кг | 1,5 | |||||
Керосино-кислородные резаки конструктивно отличаются от обычных газовых, так как для получения высокотемпературного пламени необходимо превращение жидкости в парообразное состояние. Этот процесс происходит в передней части корпуса резака за счет тепла, получаемого вспомогательным подогревом или механическим распылением керосина кислородом. В последнем случае испарение керосина происходит в мундштуке.
Конструкцию керосино-кислородного резака рассмотрим на модели РК-62 (рис.3). Такие резаки могут работать с применением пропано-бутановых смесей, но для этого нужно удалить оплетку с инжекторной трубки. Производительность резака при этом уменьшится. В зависимости от толщины разрезаемого металла в головке резака устанавливают различные внутренние мундштуки.
|
Рис. 3. Керосино-кислородный резак РК-62: 1 — внутренний мундштук; 2 — наружный мундштук; 3 — головка; 4 — труба режущего кислорода; 5 — асбестовая оплетка; 6 — маховичок режущего кислорода; 7 — вентиль для керосина; 8 — трубка подачи керосина; 9 — рукоятка; 10 — трубка для кислорода; 11 — корпус резка; 12 — трубка подогревающего кислорода; 13 — маховичок для регулирования подачи горючего; 14 — щиток; 15 — испаритель; 16 — инжектор; 17 — смесительная камера; 18 — подогревающее сопло. |

build.novosibdom.ru
Технология кислородной резки. Сварочные работы. Практический справочник
Технология кислородной резки
Суть кислородной резки заключается в сгорании разрезаемого металла под воздействием струи кислорода и удалении из разреза шлаков, образованием которых неизбежно сопровождается этот процесс (рис. 95).

Рис. 95. Схема выполнения газовой резки: 1 – рез; 2 – газовая смесь; 3 – внутренний мундштук; 4 – наружный мундштук; 5 – струя режущего кислорода; 6 – грат (излишек металла)
Углеродистые, а также низколегированные стали режут с помощью исключительно чистого кислорода, а высоколегированные стали, чугун и сплавы меди, помимо кислорода, требуют применения специальных флюсов.
Резка осуществляется вручную или машинным способом. При этом необходимо обеспечить соблюдение определенных условий:
– температура плавления металла должна быть выше температуры, при которой он воспламеняется в кислороде. При нарушении этого условия металл будет расплавляться еще до того, как он начнет гореть в струе кислорода. Низко– и среднеуглеродистые стали удовлетворяют данному условию, поскольку имеют температуру плавления 1500 °C, а для горения в кислороде достаточно довести их до 1300–1350 °C. Повышенное содержание углерода в стали снижает температуру ее плавления и затрудняет резку. То же самое относится к сталям, в которых имеются такие трудно окисляющиеся легирующие элементы, как хром и никель;
– температура плавления шлаков должна быть ниже температуры горения металла в кислороде. Кроме того, шлаки должны быть жидкотекучими и без проблем удаляться при воздействии на них давления режущей струи;
– в процессе сгорания металла выделяющейся теплоты должно быть достаточно для поддержания горения металла в кислороде;
– теплопроводность металла не должна быть чересчур высокой, чтобы не препятствовать поддержанию высокой температуры на кромке разреза.
Перечисленным условиям соответствуют стали, в которых содержание углерода не превышает 0,5 %, хрома – 5 %, марганца – 4 %. Что касается остальных примесей, они не оказывают существенного влияния на процесс резки.
До начала резки сталь нагревают до температуры ее воспламенения в кислороде. От общего количества тепла, необходимого для выполнения резки, приблизительно 54 % идет на доведение температуры стали до температуры воспламенения; 22 % – на нагрев шлака; 24 % – на покрытие потерь.
Для осуществления резки требуется кислород, причем максимально возможной чистоты, поскольку от этого зависит его расход: чем качественнее газ, тем меньше его потребуется. Как правило, для резки используют кислород чистотой 98,5-99,5 %. При снижении этого показателя даже на 1 % падает скорость резки и возрастает расход кислорода.
Кислородная резка бывает двух типов (рис. 96):
 Рис. 96. Схема выполнения различных видов резки: а – разделительной; б – поверхностной
Рис. 96. Схема выполнения различных видов резки: а – разделительной; б – поверхностной– разделительная, посредством которой вырезают различные заготовки, раскраивают листовой металл и осуществляют разделку кромок под сварку. Собственно процесс резки состоит в том, что материал вдоль линии предполагаемого реза доводят до температуры его воспламенения в кислороде. Металл сгорает в режущей струе, которая одновременно вытесняет из зоны разреза образующиеся оксиды.
– поверхностная. Для этого предназначаются специальные резаки, с помощью которых с металла снимают поверхностный слой. При небольшом угле наклона резака к металлу (15–20°) его поверхностный слой сгорает в кислородной струе, оставляя после себя углубление овального сечения. Для выполнения такой резки скорость истечения кислорода должна быть меньше, а скорость перемещения резака выше, чем при осуществлении разделительной резки. Этот вариант резки используют для удаления трещин, различных пороков сварных швов, литья и пр. Например, резак РАП-62 делает канавку шириной 6-20 мм и глубиной 2–6 мм со скоростью 1–6 пог. м/мин.
При резке изделие подогревается горючими газами – заменителями ацетилена. Обычно это природный, коксовый, нефтяной, пиролизный газ, пропан или пары керосина.
Резка невозможна без специального инструмента – универсального инжекторного резака (рис. 97), основные технические характеристики которого представлены в таб. 45.
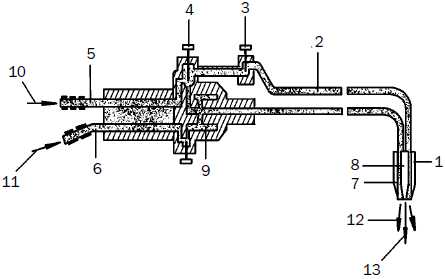 Рис. 97. Схема устройства инжекторного резака: 1 – головка; 2 – трубка; 3, 4 – вентиль; 5 – кислородный ниппель; 6 – ацетиленовый ниппель; 7 – наружный мундштук; 8 – внутренний мундштук; 9 – инжектор; 10 – кислород; 11 – ацетилен; 12 – горючая смесь; 13 – режущий кислород
Рис. 97. Схема устройства инжекторного резака: 1 – головка; 2 – трубка; 3, 4 – вентиль; 5 – кислородный ниппель; 6 – ацетиленовый ниппель; 7 – наружный мундштук; 8 – внутренний мундштук; 9 – инжектор; 10 – кислород; 11 – ацетилен; 12 – горючая смесь; 13 – режущий кислородТаблица 45. ПАРАМЕТРЫ УНИВЕРСАЛЬНОГО РЕЗАКА

В отличие от инжекторной горелки в резаке имеется дополнительная трубка с вентилем, через которую подается режущий кислород.
Мундштуки резаков бывают двух типов (рис. 98):
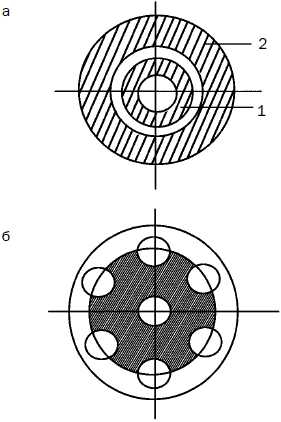 Рис. 98. Схема устройства мундштуков для кислородной резки: а – щелевой; б – многосопловый; 1 – внутренний; 2 – наружный
Рис. 98. Схема устройства мундштуков для кислородной резки: а – щелевой; б – многосопловый; 1 – внутренний; 2 – наружный– щелевыми, состоящими из наружного и внутреннего мундштуков, при смене которых можно регулировать расход газов и мощность подогревающего пламени. В промежуток между ними поступает смесь газов подогревающего металл пламени, а режущий кислород проходит по центральному каналу.
– многосопловыми, в которых выход отверстий подогревательного пламени не параллельный, а фокусируется в точке, которая находится примерно в 12 мм от торца. При этом пламя всех выходов ориентировано на одну зону, благодаря чему скорость резки возрастает.
Мундштук – самая главная деталь резака. Для качественной резки необходимо заботиться о герметичности соединений и не допускать прилипания к нему металлических брызг. В связи с этим лучшим материалом для изготовления мундштуков является бронза БрХ0,5. Наличие в ней хрома препятствует оседанию капель металла на поверхности мундштука.
При необходимости переходить от сварки к резке, что нередко требуется при монтажных или ремонтных работах, применяют вставные резаки. По своей конструкции они однотипны, основное отличие заключается в устройстве мундштуков. Вставные резаки подключают к стволу газовой горелки, предварительно сняв сменный наконечник. Вставной универсальный инжекторный резак РГС-70 массой 600 г используют для ручной раздельной резки стали толщиной от 3 до 70 мм.
Резаки бывают малой, средней, а также большой мощности, которые предназначаются для резки металла толщиной 3-100, 100–200 и 200–300 мм соответственно. Последние используют исключительно газы – заменители ацетилена, поскольку имеют большие проходные каналы для них. К каждому резаку прилагается набор мундштуков с номерами от 0 до 6.
При отсутствии горючего газа для кислородной резки применяют пары керосина, и такие устройства называются керосинорезами (рис. 99). В комплект к нему входит бачок для керосина, работающий по тому же принципу, что и садовый опрыскиватель.
Рис. 99. Устройство керосинореза РК-71: 1 – гайка крепления головки; 2 – асбестовая набивка; 3 – гайка; 4 – кожух-экран; 5 – трубка-испаритель; 6 – инжекторная трубка; 7 – вентильПри работе с резаками необходимо соблюдать несколько правил:
1. Перед использованием резака, следует внимательно прочитать прилагающуюся инструкцию.
2. Проверить исправность инструмента, правильность подсоединения всех шлангов, инжекцию в каналах горючих газов и герметичность соединений (при необходимости подтянуть их).
3. Установить рабочее давление ацетилена и кислорода согласно инструкции.
4. Зажечь резак, для чего на четверть оборота открутить кислородный вентиль и создать разряжение в газовых каналах, после чего открыть вентиль подачи газа и зажечь горючую смесь.
5. Прогреть металл (он должен окраситься в соломенный цвет), открыть кислородный вентиль и выполнить рез.
6. В процессе работы надо поддерживать нормальное подогревающее пламя. Для охлаждения мундштука можно использовать воду, при этом следует закрыть только газовый вентиль (кислородный должен быть открыт).
7. Чтобы прекратить резку, надо перекрыть сначала вентиль горючего газа, а потом кислородный.
То, насколько качественным получится рез, зависит от положения резака. При резке стали толщиной 50 мм действуют следующим образом:
1. Разогревают кромку до температуры плавления, направив на нее подогревающее пламя горелки.
2. Держат мундштук строго под прямым углом к поверхности металла, чтобы подогревающее пламя, а потом и струя режущего кислорода были направлены вдоль вертикальной оси листа. Только прогрев металл, открывают кислородную струю.
3. Прорезав металл сначала на всю толщину, резак перемещают вдоль линии реза. При этом угол наклона устройства изменяют на 30° (10–15°, если режут сталь толщиной 100200 мм) в сторону, противоположную направлению движения, а скорость движения уменьшают.
При резке важно выдерживать ширину разреза, что также свидетельствует о качестве работы. Каждой толщине металла соответствует определенная ширина реза: 5-50 мм – 3–5 мм; 50-100 мм – 5–6 мм; 100–200 мм – 6–8 мм; 200–300 мм – 8-10 мм.
Если требуется разрезать несколько листов, прибегают к пакетированию (рис. 100), уложив их таким образом, чтобы кромки располагались под углом.
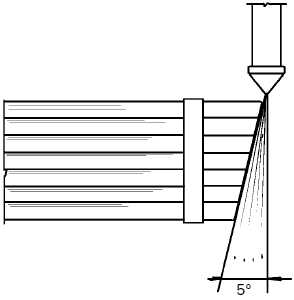 Рис. 100. Газовая резка пакетированных листов стали
Поделитесь на страничке
Рис. 100. Газовая резка пакетированных листов стали
Поделитесь на страничкеСледующая глава >
diy.wikireading.ru
2.1. Резак. Устройство резака
Рис. 10. Инжекторный резак (8)
Резаки служат для смешивания горючего газа с кислородом, образования подогревающего пламени и подачи к разрезаемому металлу струи режущего кислорода. Рассмотрим устройство резака.
Устройство резака
Рис. 11. Устройство инжекторного резака (11)
Как и сварочные горелки, резаки имеют инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. Инжекторный резак отличается от инжекторной горелки тем, что имеет отдельный канал для подачи режущего кислорода и специальную головку, которая представляет собой два сменных мундштука – внутренний и наружный.
Ацетиленокислородный инжекторный резак состоит из двух основных частей – ствола и наконечника. Ствол состоит из рукоятки с ниппелями для присоединения кислородного и ацетиленового рукавов, корпуса с регулировочными кислородным и ацетиленовым вентилями, инжектора, смесительной камеры, смесительной трубки, дюзы, трубки режущего кислорода с вентилем для режущего кислорода. Ствол прикрепляется к корпусу резака накидной гайкой.
Кислород из баллона поступает в резак через ниппель и в корпусе разветвляется по двум каналам. Часть газа, проходя через кислородный вентиль, направляется в инжектор. Выходя из инжектора с большой скоростью, струя кислорода создает разрежение и подсасывает ацетилен, образующий с кислородом в смесительной трубке горючую смесь, которая проходя через зазор между наружным и внутренним мундштуками, сгорает, образуя подогревающее пламя.
Другая часть кислорода через вентиль режущего кислорода поступает в трубку режущего кислорода и выходя через центральный канал внутреннего мундштука, образует струю режущего кислорода.
Рис. 12. Инжекторный резак в разрезе и инжектор (13)
www.e-ope.ee
Резаки ручные кислородные – Справочник химика 21
Ручная газопламенная резка. Ручная кислородно-газовая резка производится специальной режущей горелкой-резаком. Наибольшее распространение в промышленности получили резаки типа УР, в которых в качестве горючего газа применяйся ацетилен. [c.55]
Перед сваркой детали очищают от грязи, масла, следов коррозии и разделывают свариваемые кромки. Очистку производят стальной щеткой, напильником, наждачным полотном, абразивным кругом. Разделку трещины, отколов и изломов вьшолняют с целью проварки всего сечения. Разделку производят рубкой ручным или пневматическим зубилом, либо фрезерованием, строжкой, проточкой на станке или же огневыми способами кислородным резаком, воздушно-дуговым способом, дуговой выплавкой. [c.67]
При ручной и машинной кислородной резве металл нагревается за счет сгорания газа (ацетилен, газ-заменитель, пары керосина или бензина) при температуре воспламенения и в струе режущего кислорода. Применяемые для этой цели резаки должны отвечать требованиям ГОСТ 5191—69. [c.211]
Резак К-51 для ручной резки стали керосино-кислородным пламенем [c.909]
Для ручной и машинной кислородно-флюсовой резки труб из хромистых и хромоникелевых сталей применяют специальную установку УРХС-4 (рис. 79). В состав установки входит резак 1 РАФ-1-59, питающийся по шлангам 2 я 3 кислородом и ацетиленом. Железный порошок насыпают в смеситель 6, из него с помощью флюсопитателя 5 из шлангов 7 флюс поступает в резак. [c.139]
Ручная резка производится по разметке ручными ацетиленокислородными и бензино- или керосино-кислородными резака- [c.105]
Самостоятельная группа процессов газопламенной обработки связана с термической резкой металлов, которая объединяет способы кислородной, плазменнодуговой и лазерной резки. Преимущественное распространение в настоящее время имеет кислородная резка, при которой используется подогревающее пламя для нагрева кромки реза до температуры его воспламенения в кислороде. Наиболее эффективным горючим газом для подогревающего пламени является ацетилен. Однако в связи с его дефицитностью часто применяют другие пропан-бутан, природный газ и керосин. Ежегодно выпускается несколько сот тысяч ручных ацетиленокислородных резаков для резки и свыше трех тысяч машинных резаков [c.11]
Установки механизированные для кислородной резки стали Оборудование немеханизированное, ручная аппаратура для кислородной резки металлов и сменные машинные резаки Установки для ручной резки [c.232]
Газопламенную резку труб выполняют вручную с помощью приспособлений и на специальных станках. Ручную резку осуществляют по разметке ручными ацетилено-кислородными, бен-зйно- и керосино-кислородными резаками. Это весьма трудоемкий процесс, требующий высокой квалификации резчика. При ручной резке кромки труб и деталей получаются неровными, форма и углы фасок под сварку неправильными, в результате чего соединяемые трубы и детали плохо сопрягаются. После ручной резки требуется доводка кромки до требуемой формы и размеров. Доводку производят пневматическими зубилами, шлифовальными машинками и опиловкой напильником. [c.83]
В холодильной технике также распространена ручная резка кислородно-пропановыми резаками, поверхность реза гораздо более грубая, чем после резки абразивным кругом (рис. 2.41 и 2.42). Однако при высокой квалификации резчиков и сварщиков применение резки окислением оправдано, так как резку можно проводить в любых положениях, а также выполнять резы сложной конфигурации. Производительность газопламенной резки высока. Толщина металла при газопламенной резке должна быть не менее 3 мм. При таком способе резки металл нагревают пламенем до температуры его воспламенения в кислороде, сжигают его в струе кислорода и используют полученную теплоту для прогрева следующих участков. Струей кислорода и газов, образовавшихся при горении металла, выдувают из реза [c.106]
Пробивка отверстия является первой необходимой операцией в том случае, когда резка должна начаться где-либо в середине заготовки, а не с ее кромки это может быть сделано струей режущего кислорода с последующей вырезкой отверстия с целью расширения его до заданного диаметра. Применяют стандартные резаки для ручной иди механизированно
www.chem21.info
Технология кислородной резки. Сварочные работы. Практический справочник
Технология кислородной резки
Суть кислородной резки заключается в сгорании разрезаемого металла под воздействием струи кислорода и удалении из разреза шлаков, образованием которых неизбежно сопровождается этот процесс (рис. 21).
Углеродистые, а также низколегированные стали режут с помощью исключительно чистого кислорода, а высоколегированные стали, чугун и сплавы меди, помимо кислорода, требуют применения специальных флюсов.
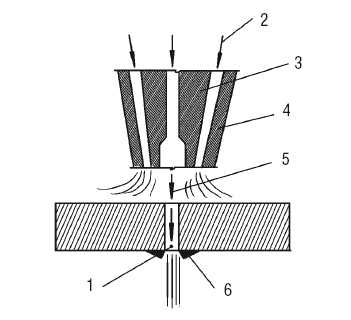
Рис. 21. Схема выполнения газовой резки: 1 – рез; 2 – газовая смесь; 3 – внутренний мундштук; 4 – наружный мундштук; 5 – струя режущего кислорода; 6 – грат (излишек металла)
Резка осуществляется вручную или машинным способом. При этом необходимо обеспечить соблюдение определенных условий:
? температура плавления металла должна быть выше температуры, при которой он воспламеняется в кислороде. При нарушении этого условия металл будет расплавляться еще до того, как он начнет гореть в струе кислорода. Низко-и среднеуглеродистые стали удовлетворяют данному условию, поскольку имеют температуру плавления 1500 °C, а для горения в кислороде достаточно довести их до 1300–1350 °C. Повышенное содержание углерода в стали снижает температуру ее плавления и затрудняет резку. То же самое относится к сталям, в которых имеются такие трудно окисляющиеся легирующие элементы, как хром и никель;
? температура плавления шлаков должна быть ниже температуры горения металла в кислороде. Кроме того, шлаки должны быть жидкотекучими и без проблем удаляться при воздействии на них давления режущей струи;
? в процессе сгорания металла выделяющейся теплоты должно быть достаточно для поддержания горения металла в кислороде;
? теплопроводность металла не должна быть чересчур высокой, чтобы не препятствовать поддержанию высокой температуры на кромке разреза.
Перечисленным условиям соответствуют стали, в которых содержание углерода не превышает 0,5 %, хрома – 5 %, марганца – 4 %. Что касается остальных примесей, они не оказывают существенного влияния на процесс резки.
До начала резки сталь нагревают до температуры ее воспламенения в кислороде. От общего количества тепла, необходимого для выполнения резки, приблизительно 54 % идет на доведение температуры стали до температуры воспламенения; 22 % – на нагрев шлака; 24 % – на покрытие потерь.
Для осуществления резки требуется кислород, причем максимально возможной чистоты, поскольку от этого зависит его расход: чем качественнее газ, тем меньше его потребуется. Как правило, для резки используют кислород чистотой 98,5–99,5 %. При снижении этого показателя даже на 1 % падает скорость резки и возрастает расход кислорода.
Кислородная резка бывает двух типов (рис. 22):
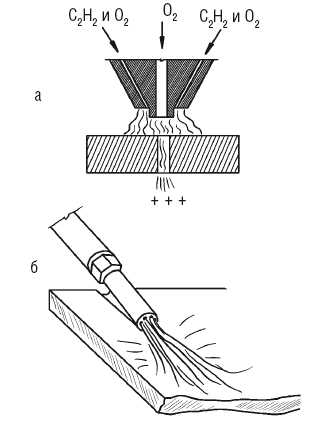
Рис. 22. Схема выполнения различных видов резки: а – разделительной; б – поверхностной
? разделительная, посредством которой вырезают различные заготовки, раскраивают листовой металл и осуществляют разделку кромок под сварку. Собственно процесс резки состоит в том, что материал вдоль линии предполагаемого реза доводят до температуры его воспламенения в кислороде. Металл сгорает в режущей струе, которая одновременно вытесняет из зоны разреза образующиеся оксиды.
? поверхностная. Для этого предназначаются специальные резаки, с помощью которых с металла снимают поверхностный слой. При небольшом угле наклона резака к металлу (15–20°) его поверхностный слой сгорает в кислородной струе, оставляя после себя углубление овального сечения. Для выполнения такой резки скорость истечения кислорода должна быть меньше, а скорость перемещения резака выше, чем при осуществлении разделительной резки. Этот вариант резки используют для удаления трещин, различных пороков сварных швов, литья и проч. Например, резак РАП-62 делает канавку шириной 6–20 мм и глубиной 2–6 мм со скоростью 1–6 пог. м/мин.
При резке изделие подогревается горючими газами – заменителями ацетилена. Обычно это природный, коксовый, нефтяной, пиролизный газ, пропан или пары керосина.
Резка невозможна без специального инструмента – универсального инжекторного резака (рис. 23), основные технические характеристики которого представлены в таб. 9.
Таблица 9
Параметры универсального резака

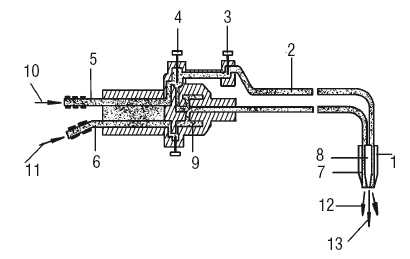
Рис. 23. Схема устройства инжекторного резака: 1 – головка; 2 – трубка; 3, 4 – вентиль; 5 – кислородный ниппель; 6 – ацетиленовый ниппель; 7 – наружный мундштук; 8 – внутренний мундштук; 9 – инжектор; 10 – кислород; 11 – ацетилен; 12 – горючая смесь; 13 – режущий кислород
В отличие от инжекторной горелки в резаке имеется дополнительная трубка с вентилем, через которую подается режущий кислород.
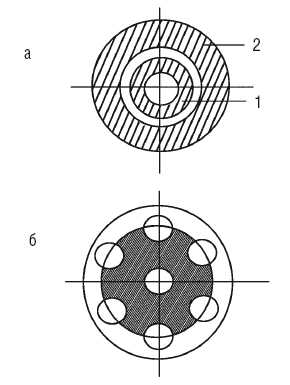
Рис. 24. Схема устройства мундштуков для кислородной резки: а – щелевой; б – многосопловый; 1 – внутренний; 2 – наружный
Мундштуки резаков бывают двух типов (рис. 24):
? щелевыми, состоящими из наружного и внутреннего мундштуков, при смене которых можно регулировать расход газов и мощность подогревающего пламени. В промежуток между ними поступает смесь газов подогревающего металл пламени, а режущий кислород проходит по центральному каналу.
? многосопловыми, в которых выход отверстий подогревательного пламени не параллельный, а фокусируется в точке, которая находится примерно в 12 мм от торца. При этом пламя всех выходов ориентировано на одну зону, благодаря чему скорость резки возрастает.
Мундштук – самая главная деталь резака. Для качественной резки необходимо заботиться о герметичности соединений и не допускать прилипания к нему металлических брызг. В связи с этим лучшим материалом для изготовления мундштуков является бронза БрХ0,5. Наличие в ней хрома препятствует оседанию капель металла на поверхности мундштука.
При необходимости переходить от сварки к резке, что нередко требуется при монтажных или ремонтных работах, применяют вставные резаки. По своей конструкции они однотипны, основное отличие заключается в устройстве мундштуков. Вставные резаки подключают к стволу газовой горелки, предварительно сняв сменный наконечник. Вставной универсальный инжекторный резак РГС-70 массой 600 г используют для ручной раздельной резки стали толщиной от 3 до 70 мм.
Резаки бывают малой, средней, а также большой мощности, которые предназначаются для резки металла толщиной 3–100, 100–200 и 200–300 мм соответственно. Последние используют исключительно газы – заменители ацетилена, поскольку имеют большие проходные каналы для них. К каждому резаку прилагается набор мундштуков с номерами от 0 до 6.
При отсутствии горючего газа для кислородной резки применяют пары керосина, и такие устройства называются керосинорезами (рис. 25). В комплект к нему входит бачок для керосина, работающий по тому же принципу, что и садовый опрыскиватель
Рис. 25. Устройство керосинореза РК-71: 1 – гайка крепления головки; 2 – асбестовая набивка; 3 – гайка; 4 – кожух-экран; 5 – трубка-испаритель; 6 – инжекторная трубка; 7 – вентиль
При работе с резаками необходимо соблюдать несколько правил:
1. Перед использованием резака, следует внимательно прочитать прилагающуюся инструкцию.
2. Проверить исправность инструмента, правильность подсоединения всех шлангов, инжекцию в каналах горючих газов и герметичность соединений (при необходимости подтянуть их).
3. Установить рабочее давление ацетилена и кислорода согласно инструкции.
4. Зажечь резак, для чего на четверть оборота открутить кислородный вентиль и создать разряжение в газовых каналах, после чего открыть вентиль подачи газа и зажечь горючую смесь.
5. Прогреть металл (он должен окраситься в соломенный цвет), открыть кислородный вентиль и выполнить рез.
6. В процессе работы надо поддерживать нормальное подогревающее пламя. Для охлаждения мундштука можно использовать воду, при этом следует закрыть только газовый вентиль (кислородный должен быть открыт).
7. Чтобы прекратить резку, надо перекрыть сначала вентиль горючего газа, а потом кислородный.
То, насколько качественным получится рез, зависит от положения резака. При резке стали толщиной 50 мм действуют следующим образом:
1. Разогревают кромку до температуры плавления, направив на нее подогревающее пламя горелки.
2. Держат мундштук строго под прямым углом к поверхности металла, чтобы подогревающее пламя, а потом и струя режущего кислорода были направлены вдоль вертикальной оси листа. Только прогрев металл, открывают кислородную струю.
3. Прорезав металл сначала на всю толщину, резак перемещают вдоль линии реза. При этом угол наклона устройства изменяют на 30° (10–15°, если режут сталь толщиной 100–200 мм) в сторону, противоположную направлению движения, а скорость движения уменьшают.
При резке важно выдерживать ширину разреза, что также свидетельствует о качестве работы. Каждой толщине металла соответствует определенная ширина реза: 5–50 мм – 3–5 мм; 50– 100 мм – 5–6 мм; 100–200 мм – 6–8 мм; 200–300 мм – 8–10 мм.
Если требуется разрезать несколько листов, прибегают к пакетированию (рис. 26), уложив их таким образом, чтобы кромки располагались под углом.

Рис. 26. Газовая резка пакетированных листов стали
Поделитесь на страничкеСледующая глава >
hobby.wikireading.ru
РЕЗКА МЕТАЛЛА РЕЗАКОМ [виды, технология]
[Ручные резки металла резаком] пользуются большой популярностью по той причине, что можно быстро и качественно разрезать материал (например, при прокладке трубопроводов), не повредив поверхность.
Использование резака позволяет резать металл любой толщины с минимальными затратами средств и времени (например, при прокладке трубопроводов).
С помощью данной ручной резки осуществляется резка цветных сплавов, чугуна, высокохромистых сталей.
Существует несколько видов резаков, которые нужно знать, чтобы выбрать подходящий вариант для больших и маленьких толщин любого металла, особенно чугуна.
В целом резаки для обработки металла подразделяются на две категории: газовые и воздушно-дуговые.
Газовые резаки
Основой газовой (кислородной) резки является сгорание металлосплавов в потоке чистого кислорода. Перед резкой материал нагревается до температуры горения и окисления.
Таким образом, кислородная резка состоит из двух этапов:
нагрев материала до необходимой температуры;
резка кислородом.
Для нагревания металлического листа, чтобы воспользоваться кислородной резкой, применяются такие горючие газы, как ацетилен, достигающий максимальной температуры сгорания более 3000° (используется для резки рельсов), природный газ, водород, керосин, пары бензина и др.

В таком случае используются резаки небольшой и средней толщины, имеющие конструкцию кислородной горелки.
Газовые резаки включают в себя следующие процессы:
соединение паров жидкости, кислорода и горючих газов;
создание огня для нагрева;
подача кислорода.
Ручную резку сплавов больших толщин кислородом не во всех случаях возможно сделать резаком.
Для кислородной вариации резки важно правильно выбрать металл с точки зрения температуры плавления, показатель которой не должен превышать температуру возгорания кислорода.
Часто возникают проблемы с газовой резкой материала, содержащего большое количество углерода, например, чугуна.
Одной из разновидностей газовой резки является кислородно-флюсовая, с помощью которой осуществляется обработка нержавеющих хромоникелевых и хромистых сплавов, цветных металлов, чугуна и многого другого. Чаще всего ее применяют для трубопроводов и пр.
Суть заключается в том, что на место кислородной резки специальные приспособления беспрерывно подают порошкообразный флюс вместе с кислородом.
Флюс сгорает и образуются оксиды, после чего оксиды начинают плавиться и жидкие текущие шлаки вытекают. В качестве флюса используется мелкогранулированный железный порошок.
А при кислородной резке чугуна еще добавляется доменный феррофосфор. Кислородно-флюсовая резка чугуна и других материалов представлена на видео.
Видео:
При ручной кислородной резке качество работ зависит от правильно расположенного резака над поверхностью металла. Нужно соблюдать угол наклона и скорость, так как при неправильно установленной скорости получается неровный срез.
При резке металла больших толщин до 5 см (как при прокладке трубопроводов) пламя должно направляться непосредственно на кромку, что наглядно представлено на видео.
Мундштук располагается перпендикулярно обрабатываемого материала так, чтобы нагревающее пламя и кислород были вдоль вертикальной грани.
Материал передвигается исключительно после прорезывания всей толщины детали.
При резке материала больших толщин до 20 см, например, рельсов или трубопроводов, чугуна, резак располагается под углом 75° к горизонтали, как на видео.
Скорость нужно выставить выше средней. Чистота и величина среза зависят от толщины материала.
Если нужно разрезать изделие круглого сечения, то угол наклона резака должен быть большим, а в процессе резки угол нужно постоянно уменьшать до перпендикулярно расположения резака.
При обработке фигурных изделий больших или малых толщин резак должен располагаться исключительно перпендикулярно относительно поверхности металла.
Видео:
Перед использованием кислородного резака поверхность обрабатываемого материала необходимо настроить и подготовить: тщательно очистить от грязи и коррозии.
Для резки используется кислород в баллонах, которые имеют редуктор для регулировки давления.
Кислород и горючий газ поступают в резак по отдельным шлангам. Чтобы не взорвался генератор, который питает резак, на нем должен быть водяной затвор, который наполняется водой до начала работы.
Генератор без водяного затвора использовать запрещено. Кислородная резка представлена на видео в разделе.
Конечно, газовая резка имеет некоторые недостатки, например: неравномерный нагрев металла приводит к деформации, поэтому при прокладке трубопроводов необходимо доверить такую работу специалисту.
Во избежание повреждения рекомендуется придерживаться следующих правил:
резка начинается с самой длинной кромки, а заканчивается короткой;
в первую очередь вырезаются мелкие детали;
во избежание сильного нагревания кромок, нужно, чтобы скорость резки была достаточно высокой;
во время резки обрабатываемые изделия охлаждаются водой.
Также довольно часто применяется поверхностная кислородная резка, с помощью которой можно вырезать канавки на поверхности металла в виде рельефа.
Поверхностная резка производится резаками моделей РАП-62, РПА-62, РПК-62.
Еще одной разновидностью кислородной резки является разделительная, которая применяется для разреза листового материала, вырезания заготовок и иных работ, связанных с разделением материала на несколько частей.
Для ручной разделительной резки используются такие резаки, как «Пламя-62», РГС-60М.
Плазменный резак
Ручной газовый резак, работающий по типу воздушно-дуговой резки (плазменной), является довольно популярным, особенно в промышленности.
Принцип плазменной резки заключается в следующем: материал плавится между электродом и обрабатываемым листом металла, после чего металл выдувается сжатым воздухом.
Технология плазменной резки доступна не только профессиональным сварщикам.
Если обработка металла выполняется ручным способом, то воздушно-плазменная резка является самым экономичным вариантом, но редко применяемым для прокладки тех же трубопроводов.
Достоинствами воздушно-дуговой обработки являются:
компактное оборудование;
низкие энергозатраты;
качественный рез разных видов металла;
высокая скорость;
наличие защиты от перегрева и воздушного охлаждения;
простое включение оборудования.
Такая резка часто применяется для обработки металла малых и средних толщин до 35 мм. Часто применяется для обработки отливов, устранения дефектов на швах, токопроводящих металлов и т.д.
Плазменной резкой производится не только прямолинейная резка, но и фигурная, как гласит технологическая карта.
Плазменные резаки представлены в виде машины с плазмотроном – рабочей насадкой, в которой размещается электрод. В процессе резки в электрод подается плазмообразующий газ, например, сжатый воздух.
Под воздействием выработки сварочного тока электрод нагревается и зажигается дуга, в результате чего газ превращается в плазму с температурой до 30000°.
Видео:
Так как металл быстро нагревается дугой плазмореза, поэтому происходит плавление только места среза, а другие участки материала не нагреваются.
Благодаря этому, поверхность не деформируется в результате теплового воздействия. Применение плазменной резки позволяет не обрабатывать кромки дополнительно.
Качество ручной плазменной резки напрямую зависит от сопла, находящегося в плазмотроне. Сопло оказывает влияние на скорость, ширину и чистоту среза.
Сопло является деталью, которая часто нуждается в замене, а если длина сопла будет увеличена, то данное обстоятельство улучшит качество резака.
Особенностью работы плазменного резака является длительное непрерывное время работы более получаса. По истечении данного времени оборудование требуется отключить для остывания.
Воздушно-дуговой резак может работать от трансформаторов и инверторов.
Использование трансформаторов позволяет резать металлы больших толщин до 40 мм, а инверторы для металла меньших толщин — до 30 мм.
Для ручной резки рекомендуется использовать инверторы, так как они более эффективны для работы с нержавеющими сталями, чугуном и мягкими сплавами. Подробно процесс плазменной резки можно посмотреть на видео. При желании можно найти несколько руководств в видео-формате, где рассказан процесс и показана сварка трубопроводов.
Видео:
Плазменная резка используется для обработки цветных сплавов, однако существуют определенные нюансы такой обработки.
Нержавеющие стали не рекомендуется резать с использованием сжатого воздуха. Лучше использовать чистый азот или смешать его с аргоном – это будет зависеть от толщины металла.
Также следует иметь в виду, что нержавейка может деформироваться под воздействием переменного тока, а это, в свою очередь, приведет к небольшому сроку эксплуатации.
Для резки алюминия толщиной до 70 мм применяется сжатый воздух.
При меньшей плотности материала толщиной до 20 мм резка осуществляется чистым азотом, при толщине 70-100 мм используется азот с водородом.
Использование резака для резки металла (например, при прокладке трубопроводов) позволяет быстро и качественно выполнить обработку материала. К тому же все работы можно сделать своими руками, зная технологию резки.
Подробно весь процесс представлен на видео, изучение которого позволит правильно использовать резак. Важна также и технологическая карта, в которой даны инструкции о том, как правильно пользоваться тем или иным инструментом.
rezhemmetall.ru