Класс чистоты поверхности таблица: Классы чистоты поверхности
alexxlab | 23.02.2023 | 0 | Разное
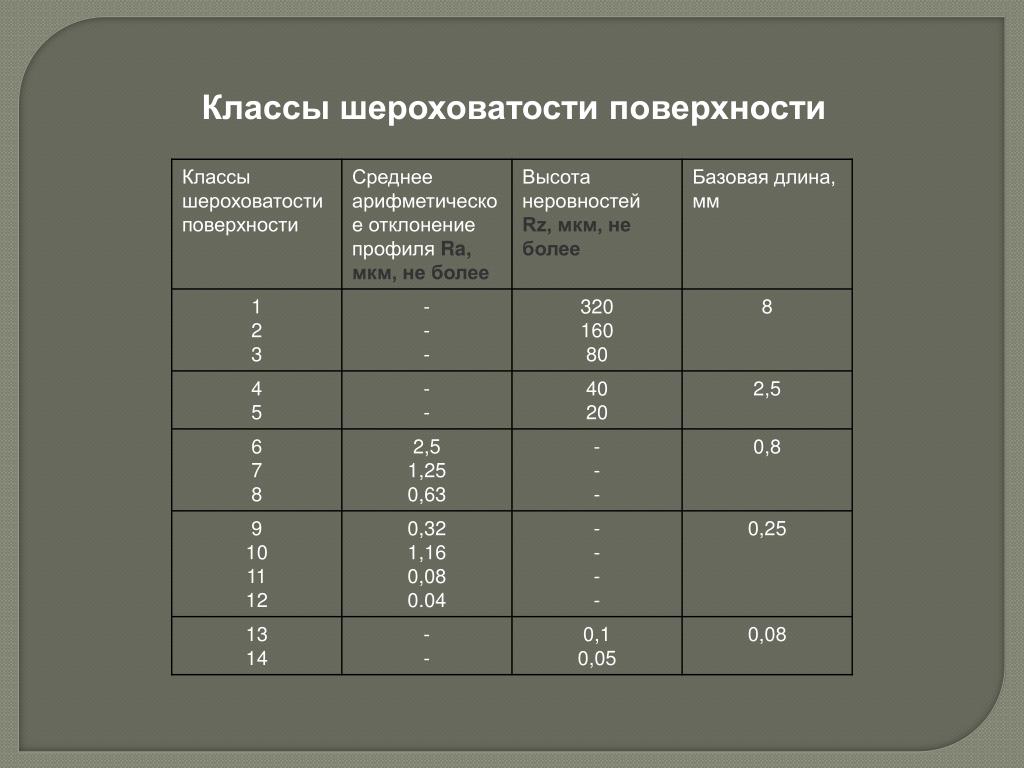
Классы чистоты поверхности
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
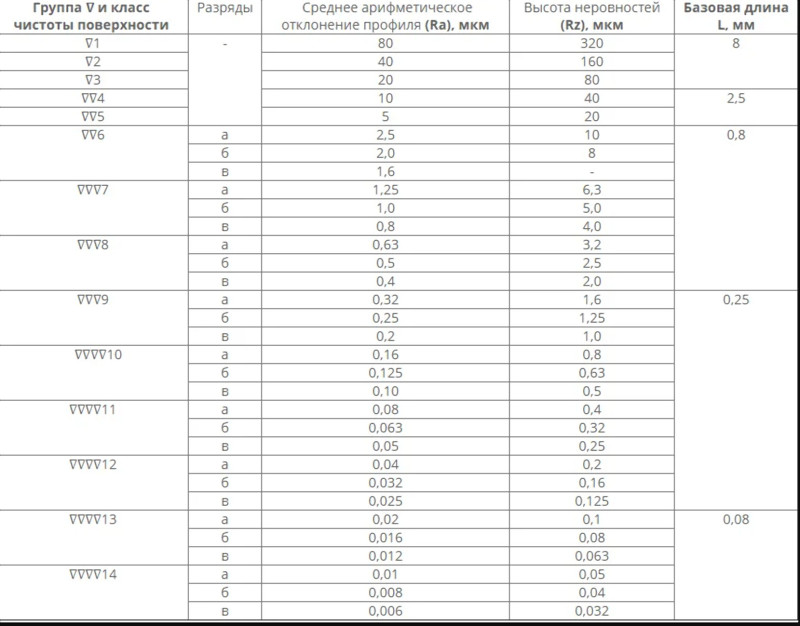
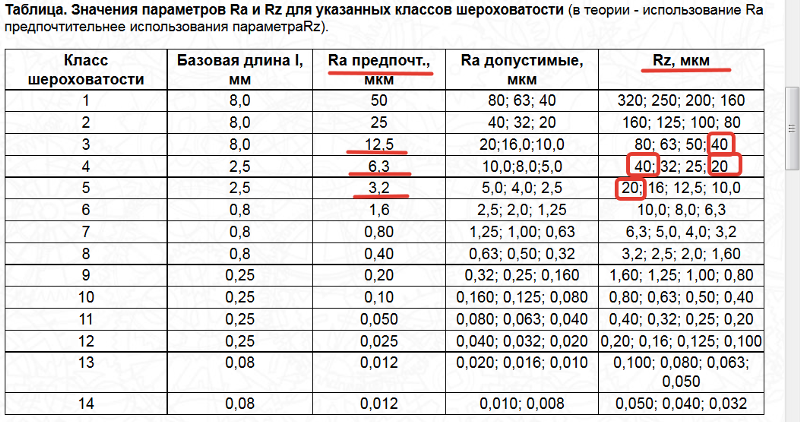
 Для классов с 1-го по 5-й, для 13-го и 14-го основным параметром является Ra, что обусловлено техническими трудностями непосредственного измерения параметра Rzдля этих классов и отсутствием соответствующих измерительных приборов. Класс чистоты в технической документации обозначают равносторонним треугольником, рядом с которым арабскими цифрами указывается номер класса, а для 6—14-го классов, кроме того, одной из букв (а, б, в) обозначают и разряд, например ∇ 10 в. Различные технологические процессы обеспечивают получение поверхностей разных К. ч., например, обычно литьё — ∇ 3, обработка точением — ∇ 5, шлифованием — ∇ 7, и т.д. В то же время один и тот же класс чистоты может быть получен различными технологическими процессами, например класс чистоты ∇ 7 может быть получен тонким точением и шлифованием и др. процессами.
Для классов с 1-го по 5-й, для 13-го и 14-го основным параметром является Ra, что обусловлено техническими трудностями непосредственного измерения параметра Rzдля этих классов и отсутствием соответствующих измерительных приборов. Класс чистоты в технической документации обозначают равносторонним треугольником, рядом с которым арабскими цифрами указывается номер класса, а для 6—14-го классов, кроме того, одной из букв (а, б, в) обозначают и разряд, например ∇ 10 в. Различные технологические процессы обеспечивают получение поверхностей разных К. ч., например, обычно литьё — ∇ 3, обработка точением — ∇ 5, шлифованием — ∇ 7, и т.д. В то же время один и тот же класс чистоты может быть получен различными технологическими процессами, например класс чистоты ∇ 7 может быть получен тонким точением и шлифованием и др. процессами.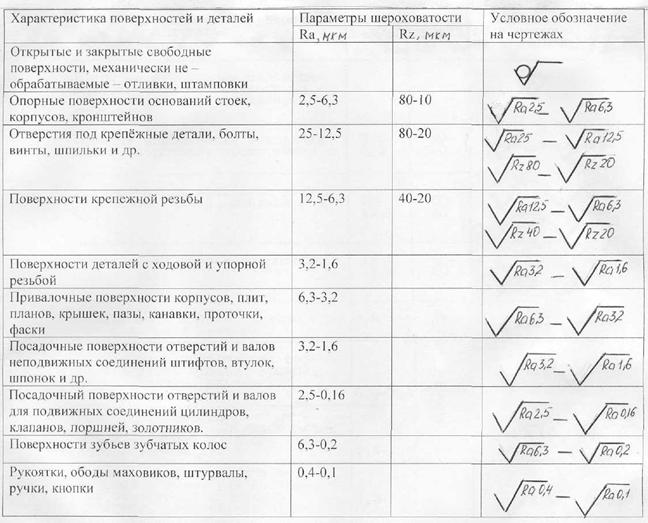
Рекомендуемые классы чистоты поверхности.
Класс чистоты поверхности | Обозначение | Обрабатываемые поверхности |
5 | Rz20 | Нерабочие поверхности зубчатых колес Внутренние поверхность юбки поршня Внутренняя нерабочая поверхность втулки |
6 | Rа 2,5 | Торцовые
поверхности, служащие опорой для
ступиц зубчатых колес. Боковая поверхность зубьев больших модулей долбленных и строганных колес Наружная поверхность зубчатого венца Внутренняя поверхность корпуса под подшипники качения |
7 | Rа1,25 | Нерабочие поверхности бронзовых колес Опорная плоскость крышки блока Опорная шаброванная плоскость контрольной инструментальной линейки Шлифованный пруток для шпилек |
8 | Rа0,63 | Сопрягаемые поверхности бронзовых колес Нерабочие шейки коленчатого и распределительного валов Гнезда под вкладыши коленчатого вала Цилиндрическая поверхность силовых шпилек Рабочие поверхности ходовых винтов Поверхности валов под подшипники качения |
9 | Rа0,32 | Наружная поверхность днища поршня Отверстия поршневых бобышек палец под палец Поверхность
полок шатунов. Поверхности валов под подшипники качения классов В, А и с |
10 | Rа0,16 | Рабочие шейки коленчатого вала быстроходного двигателя. Рабочие шейки распределительного вала. Рабочая плоскость клапана. Наружная поверхность юбки поршня. Поверхность лопастей крыльчатки нагнетателя |
11 | Rа0,08 | Ведущий щиток клапана. Наружная поверхность поршневого пальца. Зеркало цилиндрической гильзы. Шарики и ролики подшипников качения. Рабочие шейки прецизионных быстроходных станков. |
12 | Rа0,04 | Измерительные
поверхности предельных калибров для
4 и 5го классов точности. Рабочие поверхности деталей измерительных приборов в подвижных сочленениях средней точности Шарики и ролики высокоскоростных ответственных передач. |
13 | Ra0,1 | Измерительные поверхности приборов и калибров высокой точности (1, 2 и 3го классов). Рабочие поверхности деталей в подвижных сочленениях средней точности. |
14 | Rz0,05 | Измерительные поверхности плиток. Измерительные поверхности измерительных приборов весьма высокой точности. Измерительные поверхности плиток высоких классов. Поверхности исключительно ответственных точнейших приборов |
 Рабочие поверхности
центров
Рабочие поверхности
центров
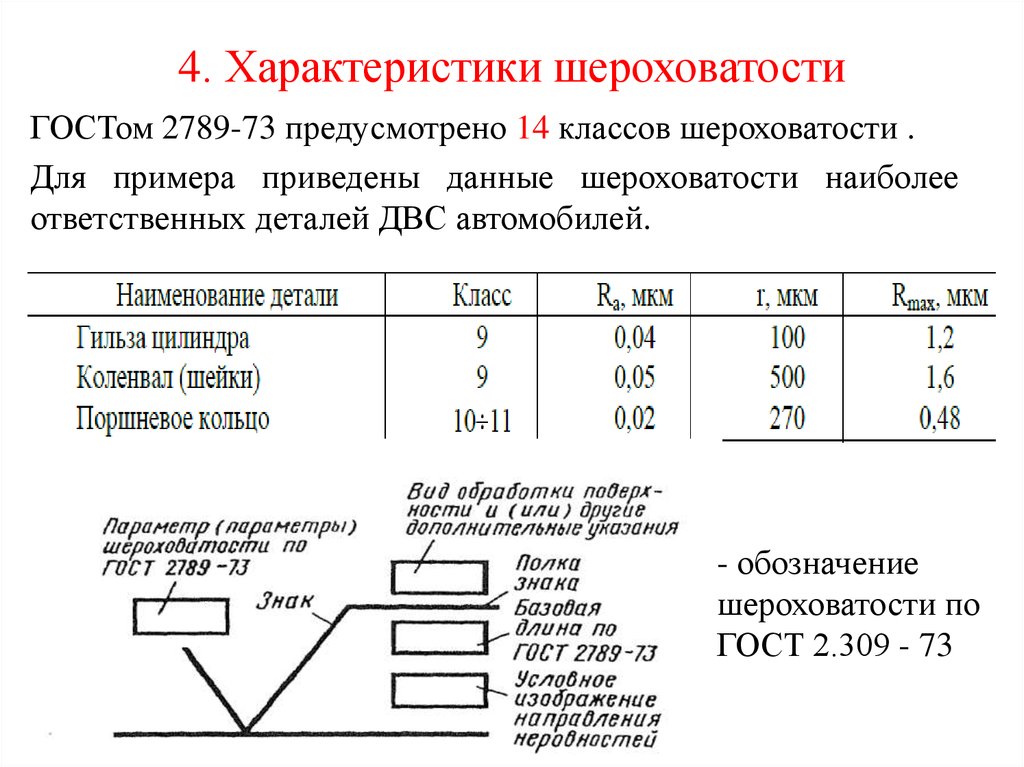
Для обозначения шероховатости поверхности на чертежах стандарт устанавливает следующие знаки:
а)
знак равностороннего треугольника (
), рядом с которым указывают класс или
класс и разряд чистоты поверхности. Классы чистоты обозначают арабскими
цифрами, а разряды – строчными буквами
«а», «б» и «в». Классы и разряды чистоты
поверхности для металлов, пластмасс и
других материалов устанавливают ГОСТ
2789-59, а для изделий из древесины – ГОСТ
7016-68.
Классы чистоты обозначают арабскими
цифрами, а разряды – строчными буквами
«а», «б» и «в». Классы и разряды чистоты
поверхности для металлов, пластмасс и
других материалов устанавливают ГОСТ
2789-59, а для изделий из древесины – ГОСТ
7016-68.
Изменение №3 ГОСТ 2.309-73 Единая система конструкторской документации. Обозначения шероховатости поверхностей.
Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 21 от 28.05.2002)
Зарегистрировано Бюро по стандартам МГС № 4180
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, BY, KZ, KG, MD, RU, TJ,UZ,UA [ коды альфа-2 по МК(ИСО 3166) 004]
Вводная часть.Второй абзац изложить в новой редакции:
«стандарт полностью соответствует стандарту ИСО 1302».
Пункт 1.2 Второй абзац изложить в новой редакции:
«При применении знака без указания параметра и способа обработки его изображают без полки»;
ч ертеж 1 заменить новым:
пункт
1. 3. Первый абзац. Заменить значение:
(1,5…3) h на (1,5…5)h.
3. Первый абзац. Заменить значение:
(1,5…3) h на (1,5…5)h.
Пункт 1.5 после слов «в обозначении шероховатости» изложить в новой редакции (кроме примечания): «после соответствующего символа, например: Ra 0,4; Rmax 6,3; Sm 0,63; t5070; S 0,032 Rz50».
П ункт 1.5а. Заменить обозначения шероховатости:
П ункт 1.5б. Заменить обозначения шероховатости:
Пункт 1.6. Заменить обозначение:
Пункт 1.7. заменить обозначение: 1+20% на Ra 1+20%
Пункт 1.8. чертеж 3 заменить новым: параметр высоты неровностей профиля п араметр шага неровностей профиля относительная опорная длинна профиля
п ункт 1.10. таблицу дополнить обозначением:
п ункт 1.12. чертеж 5 заменить новым:
п ункт 1.13. чертеж 6. Заменить обозначение:
пункт
2. 1. второй абзац изложить в новой редакции:
1. второй абзац изложить в новой редакции:
«допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (черт. 7)»;
чертеж 7. заменить новым:
п ункт 2.4. чертеж 10 заменить новым:
п ункт 2.5. чертеж 11. Заменить обозначение шероховатости:
пункт 2.6. чертеж 12 заменить новым:
п ункт 2.6. чертеж 13 заменить обозначение шероховатости:
ч ертеж 14. заменить новым
пункт 2.9. чертеж 15, а. Заменить обозначение шероховатости:
SPI Finish — Plastopia
В этом руководстве вы найдете все, что вам нужно знать о SPI Finish .
VDI 3400 и SPI Finish являются двумя наиболее широко используемыми поверхностными покрытиями для форм для литья пластмасс под давлением. Они состоят из 90% ссылок на отделку на рынке.
SPI Finish представляет собой быстрое и простое решение для полировки и пескоструйной обработки пресс-форм .
Содержание
1. Что такое SPI Finish?
2. Как сделать SPI Finish?
3. SPI Finish Guide/SPI Finish Chart
4. SPI Finish Card/пластинки/образцы
5. SPI Finish в RA Conversion
6. SPI Finish в VDI 3400
Что такое SPI Finish?
SPI Finish (SPI Finishing) также известен как « SPI Mold Finish (SPI Mould Finishing) » или « SPI Surface Finishing ».
SPI Finish относится к американскому стандарту отделки поверхности, установленному SPI (Общество индустрии пластмасс). Стандарт охватывает 12 степеней полировки SPI: от SPI A1 до #SPI D3 (от 0,012 мкм до 18,00 мкм).
Хотя Общество пластмассовой промышленности установило стандарт пресс-форм SPI, он широко используется производителями пресс-форм, промышленными дизайнерами и маркетологами во всем мире. То есть это не только американский стандарт, но и глобальный стандарт отделки пресс-форм. Если вы работаете со своими офшорными формовщиками, например, в Китае, вы все равно можете использовать тот же стандарт для запроса полировки формы.
Если вы хотите увидеть, как будут выглядеть физические образцы пластика с отделкой пресс-формы SPI, вы можете перейти к Раздел SPI Finish Card .
Как сделать SPI Finish?
Существует несколько методов отделки для получения 12 степеней отделки SPI:
- Алмазная зернистость (глянцевая) : SPI A1, SPI A2 и SPI A3
- Наждачная бумага (полуглянцевая) : от SPI B1 до SPI B2 и SPI B3
- Зернистый камень (низкоглянцевый) : от SPI C1 до SPI C2 и SPI C3
- Сухая струйная обработка (матовая) : от SPI D1 до SPI D2 и SPI D3
Руководство по финишной обработке SPI/ таблица
Полный стандарт финишной обработки SPI охватывает 12 классов от SPI A1 до D3.
В приведенной ниже диаграмме отделки SPI мы используем шероховатость поверхности Ra (мкм), методы отделки, рекомендуемые стали в качестве эталонов, чтобы показать отделку каждого класса.
Если вы хотите проверить, как выглядят физические текстуры, лучше всего приобрести нашу карту SPI Finish .
| Стандартная отделка SPI | шероховатость поверхности RA (мкм) | Метод отделки | Fnishing Look | Стали Рекомендуется |
|---|---|---|---|---|
| SPI A1 | 0,012 до 0,025 | 6000 GRIT Dialm | SUPER SUPER SUPER SUPER SUPER SUPER SUPER SUPER SUPER SUPER SUPER SUPER SUPER SUPER SUPERSY HIGHLY | |
| SPI A2 | 0.012 to 0.025 | 3000 Grit Diamond | High Glossy finish | S136 (54HRC) or 8407(52HRC) |
| SPI A3 | 0.05 to 0.10 | 1200 Grit Diamond | Normal Glossy finish | S136 (300HB) or 718H |
| SPI B1 | 0.05 to 0.10 | 600 Grit Paper | Fine Semi-glossy finish | 718H |
| SPI B2 | от 0,10 до 0,15 | 400 Grit Paper | Средняя полу-глиновая отделка | 718H |
| SPI B3 | 0,28 до 0,32 | 320 GRIT Paper | 718H | |
| SPI C1 | 0.35 to 0.40 | 600 Grit Stone | Fine Matte finish | 718H |
| SPI C2 | 0.45 to 0.55 | 400 Grit Stone | Medium Matte finish | 718H |
| SPI C3 | от 0,63 до 0,70 | 320 ГРИТ Стоун | Обычная матовая отделка | 718H |
| SPI D1 | ||||
| SPI D1 | 9050.806||||
| SPI D1 | 9010.806||||
| SPI D1 | 9050.80906||||
| .0106 | Satin Textured finish | 718H | ||
| SPI D2 | 1.00 to 2.80 | Dry Blast | Dull Textured finish | 718H |
| SPI D3 | 3.20 to 18.0 | Dry Blast | Rough Текстурированная отделка | 718H |
 0106
0106Карта SPI Finish
Plastopia предлагает пластиковую карту SPI Finish размером с ладонь, чтобы дать вам полезное руководство по SPI Finish Standard.
По сравнению с традиционными металлическими табличками, пластиковые карты обеспечивают реальное ручное прикосновение или визуальную полировку пластиковых деталей. Вы увидите, что вы, наконец, слепите.
Карта поставляется с 11 различными пластиковыми материалами и цветами для вашего широкого выбора: от обычных пластиков (ABS, PP и др.) до инженерных пластиков (HIPS, PA+GF30 и др.). Мы также обеспечиваем настройку, если это необходимо.
- ABS (черный/серый/красный/синий/белый)
- ABS-PC (черный/ белый)
- ПК (черный/ белый/ прозрачный)
- PMMA / Акрил (CLEAR)
- PP (BLACK)
- HDPE (BLACK (BLACK)
- HDPE (BLACK (BLACK)
- HDPE (BLACK (BLACK)
- LDPE (Black)
- HIPS (Black)
- PBT (Grey)
- TPE (Black)
- PA+GF30 (Black)
- Customization ( При необходимости)
Мы разработали карту SPI Finish размером с ладонь 160×65×2 мм для удобства переноски. Вы можете принести его на любую производственную площадку или даже на встречу с заказчиком. Карта имеет две стороны и поставляется с классами отделки 12 SPI от A1 до D3 .
Вы можете принести его на любую производственную площадку или даже на встречу с заказчиком. Карта имеет две стороны и поставляется с классами отделки 12 SPI от A1 до D3 .
Вот изображение стороны А. Слева направо: SPI A1, SPI A2, SPI A3, SPI B1, SPI B2 и SPI B3 (каждая табличка размером 40×20 мм.)
А здесь это изображение Стороны B. Слева направо: SPI C1, SPI C2, SPI C3, SPI D1, SPI D2 и SPI D3 (каждая пластина имеет размер 40×20 мм)
Посмотрите наше видео распаковки ниже, чтобы узнать больше :
Карты Plastopia SPI Finish уже пользуются доверием и широко используются такими брендами, как Apple, Samsung, Canon, Huawei, Foxconn и многими другими.
Закажите карту SPI Finish сегодня
Преобразование SPI Finish в RA
Вот форма преобразования из SPI Finish (SPI Mold Finish) для значений RA.
| SPI Finish Standard | Surface Roughness Ra (μm) |
|---|---|
| SPI A1 | 0.012 to 0.025 |
| SPI A2 | 0.012 to 0.025 |
| SPI A3 | 0.05 to 0.10 |
| SPI B1 | от 0,05 до 0,10 |
| SPI B2 | от 0,10 до 0,15 |
| SPI C1 | 0.35 to 0.40 |
| SPI C2 | 0.45 to 0.55 |
| SPI C3 | 0.63 to 0.70 |
| SPI D1 | 0.80 to 1.00 |
| SPI D2 | от 1,00 до 2,80 |
| SPI D1 | 3,20 до 18,0 |
VDI 3400.0003 ГРУБЫЙ
“). SPI Finish в основном предназначен для полировки форм (фокус на « SMOOTH »). Несмотря на то, что они изготавливаются для различных видов отделки поверхности, они все же имеют сходные отделки, основанные на различных сортах.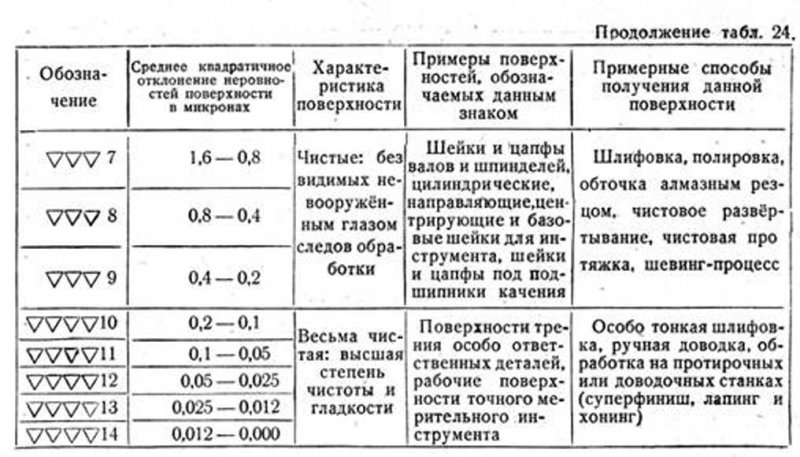 Ниже приведена форма SPI для VDI 3400, если вам нужно приблизительное соответствие.
Ниже приведена форма SPI для VDI 3400, если вам нужно приблизительное соответствие.
Если вы хотите проверить разницу в физических пластиковых деталях, мы предлагаем карты VDI 3400 и SPI Finish Card из 11 типов пластика. Вы можете сравнить и решить, какая поверхность вам нужна. Проверьте здесь.
| SPI Finish Standard | VDI 3400 Standard | Roughness (RA/μm) | Typical Finishes | ||
|---|---|---|---|---|---|
| SPI A1 | Not Available | 0.012 to 0.025 | Lens / Mirror | ||
| SPI A2 | Недоступно | 0,025 до 0,05 | Высокий лак | ||
| SPI A3 | VDI #0 ~ #5 | 0,05 до 0.10 | High #5.0101 | ||
| SPI B1 | VDI #6 | 0.05 to 0.10 | Medium Polish | ||
| SPI B2 | VDI #7 ~ #8 | 0. 10 to 0.15 10 to 0.15 | Medium Polish | ||
| SPI B3 | VDI #9 ~ #10 | от 0,28 до 0,32 | Средний- Низкий лак | ||
| SPI C1 | VDI #11 #12 | 0,35 до 0.40 | Low Ploc 13 ~ #15 | 0.45 to 0.55 | Low Polish |
| SPI C3 | VDI #16 ~ #17 | 0.63 to 0.70 | Low Polish | ||
| SPI D1 | VDI #18 ~ #19 | 0.80 to 1.00 | Satin Finish | ||
| SPI D2 | VDI #20 ~ #29 | 1.00 to 2.80 | Dull Finish | ||
| SPI D3 | VDI #30 ~ #45 | 3.20 to 18.0 | Dull Отделка |
Заказать свою карту для отделки SPI сегодня
Контактная Plastopia
Получить цитату
Телефон: +86-13421381855
Skype: Petersz2008
WhatsApp / webchat:
+8515515519551955
+8519551955
+8519559551955
+851955
+851955
+851955
+851955
+851955
+851955
+851.
Мобильное меню
- Ресурсы
- /
- Инженерные калькуляторы
- /
- Токарные калькуляторы
- /
- Чистота поверхности
Расчет шероховатости поверхности, количества дюймов на оборот и углового радиуса
Эти расчеты основаны на теоретических значениях и предназначены только для целей планирования. Фактические результаты будут отличаться. Kennametal не несет никакой ответственности.
Чистота поверхностиМетрика
Дюйм
Единица измерения
Дюймовая метрическая система
Поверхность
Угловой радиус
Поверхность в мм
Дюймов на оборот
Дюймов на оборот интеллектуальная собственность мм/об
Результаты обработки поверхностиРезультаты обработки поверхности
Поверхность
мкм
Дюймы на оборотДюймов на оборот
Чистота поверхности
Дюймов на оборот мкм
Поверхность Угловой радиус
Поверхность в мм
Дюймы на оборот Результаты Результатыдюймов на оборот
калькулятор. FeedRate.label.label
FeedRate.label.label
IPR мм/об
Угловой радиусУгловой радиус
Поверхность
Поверхность мкм
Дюймов на оборот
Дюймов на оборот интеллектуальная собственность мм/об
Результаты углового радиусаРезультаты углового радиуса
CornerRadius.label
дюймов мм
Поддержка
Магазин
Магазин Kennametal Merchandise
Найдите нас на Ariba
Политика возврата
Карьера
✉ Оставайтесь на связи
⤓ Приложение NOVO
Поиск замены устаревшим инструментам
Язык
© 2022 Условия использования | Условия продажи | Политика конфиденциальности данных
Kennametal Inc. 525 William Penn Place Suite 3300, Pittsburgh, PA 15219
- Найти решение
- Избранное
- Найти дистрибьютора
- Чат
- Поддерживать
- Каталоги
Пожалуйста, настройте следующие свойства из
Каталожный номер ISO
Каталожный номер ANSI
найти похожие товары.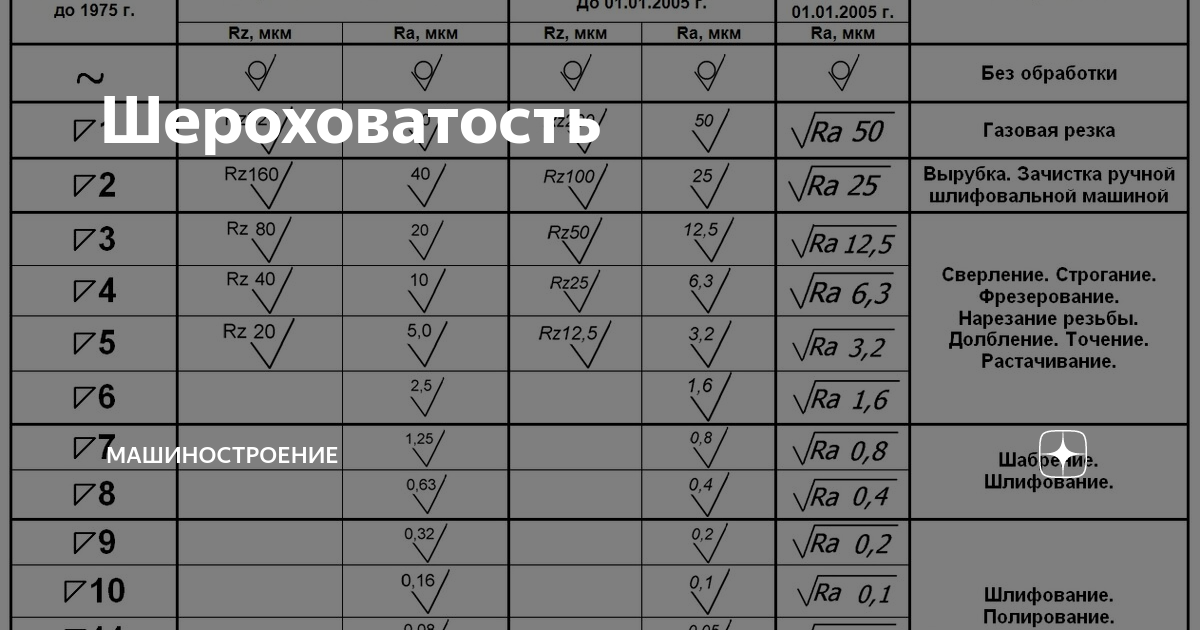
Совместимость растворов
Вы собираетесь создать дубликат. Вы хотите продолжить?
Вы собираетесь удалить Вы хотите продолжить?
Во что бы вы хотели переименовать свой?
Имя
Пожалуйста, введите действительное имя
Пожалуйста, введите имя дубликата
Пожалуйста, введите имя дубликата
Пожалуйста, введите действительное имя
Вы собираетесь добавить на свою страницу “Мои решения”. Вы хотите продолжить?
Создать имя
Пожалуйста, введите действительное имя
Отправить копию
Кому:
Пожалуйста, введите действительный адрес электронной почты
Имя решения:
Пожалуйста, введите действительное имя
Доступны следующие файлы САПР
Выберите файл для загрузки
Вы должны войти в систему, чтобы увидеть информацию на панели инструментов
Сессия истекла из-за бездействия, войдите снова
Товар/ы (), которые вы пытались добавить в корзину, недоступны, пожалуйста
обратитесь в службу поддержки клиентов.