Класс точности штангенциркуля 1 или 2: ООО НТЦ Эксперт — Неразрушающий контроль. Аттестация лабораторий и специалистов неразрушающего контроля, производство, поставка и метрология средств НК
alexxlab | 04.04.2023 | 0 | Разное
| Документы
|
 Методика поверки содержится в ГОСТ 8.113-85. Образец протокола поверки штангенциркуля можно скачать по ссылке. При необходимости на штангенциркуль может быть выдан сертификат о калибровке собственной метрологической службы. Подробная информация о поверке штангенциркулей здесь.
Методика поверки содержится в ГОСТ 8.113-85. Образец протокола поверки штангенциркуля можно скачать по ссылке. При необходимости на штангенциркуль может быть выдан сертификат о калибровке собственной метрологической службы. Подробная информация о поверке штангенциркулей здесь. С односторонним расположением губок, без возможности измерения глубины;
С односторонним расположением губок, без возможности измерения глубины;
 05/0,02/0,1
05/0,02/0,1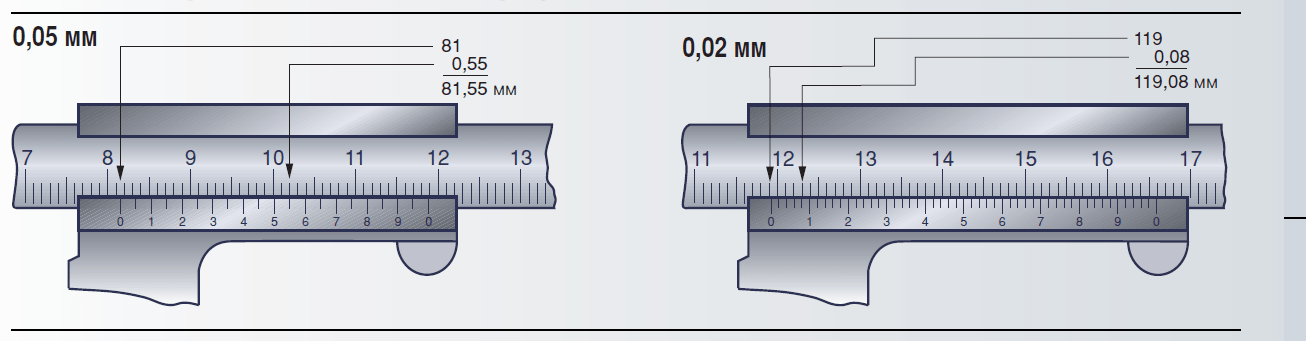

 02
02
 При необходимости может быть выдано свидетельство о поверке.
При необходимости может быть выдано свидетельство о поверке. в упаковке
в упаковке Стрелочная шкала позволяет значительно уменьшить вероятность ошибки при снятии показаний.
Стрелочная шкала позволяет значительно уменьшить вероятность ошибки при снятии показаний. Цена штангенциркулей указана с учетом НДС. Штангенциркули в наличии. Смотрите также разделы: Измерительный инструмент, Наборы для визуального контроля, Поверка измерительного инструмента, Аттестация специалистов по визуальному контролю, Аттестация ЛНК по визуальному методу, Проведение визуального контроля.
Цена штангенциркулей указана с учетом НДС. Штангенциркули в наличии. Смотрите также разделы: Измерительный инструмент, Наборы для визуального контроля, Поверка измерительного инструмента, Аттестация специалистов по визуальному контролю, Аттестация ЛНК по визуальному методу, Проведение визуального контроля. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
А так же Республики Казахстан, Белоруссия и другие страны СНГ.Штангенциркуль металлический тип 1, класс точности 2, 125мм, шаг 0, 1мм: цена, фото, описание, характеристики
Магазин ♦ Инструмент ♦ Измерительный инструмент ♦ Штангенциркуль
Штангенциркуль
Артикул: 100694
ТМ: Noname
415,42 Р
477.73 р.
Обновление цены: 20.02.2023
Итого: 415 Р
Упаковок: 0 (+ 1 шт )
Ближайшая доставка: 22-02-2023
Доставка по Москве и МО
- Информация / описание
- Характеристики
- Отзывы
Новый комментарий
Имя:
:
Комментарии отсутствуют
Ещё предложения в категории “Штангенциркуль”
Похожие товары в смежных разделах
Штангенциркуль ЗУБР “ЭКСПЕРТ”, ШЦ-I-150-0, 05, нониусный, сборный корпус, нержавеющая сталь
Штангенциркуль STAYER “STANDARD” пластмассовый, 150 мм
Штангенциркуль металлический тип 1, класс точности 2, 125мм, шаг 0, 1мм
Штангенциркуль STAYER “PROFI” “СМ-150-0, 1” двусторонний с глубиномером, нержавеющая сталь
Штангенциркуль ЗУБР “ЭКСПЕРТ”, ШЦЦ-I-150-0, 01, цифровой, нерж.
 сталь, металлический корпус
сталь, металлический корпусШтангенциркуль металлический 125мм
Штангенциркуль ЗУБР “ЭКСПЕРТ”, ШЦ-I-200-0, 05, нониусный, сборный корпус, закаленная сталь
Штангенциркуль металлический тип 1, класс точности 2, 250мм, шаг 0, 1мм
Штангенциркуль ЗУБР “ЭКСПЕРТ”, ШЦ-I-150-0, 05, нониусный, сборный корпус, закаленная сталь
Штангенциркуль ЗУБР “ЭКСПЕРТ”, ШЦЦ-I-200-0, 01, цифровой, нерж. сталь, металлический корпус
Штангенциркуль металлический 150мм
Штангенциркуль KRAFTOOL “PRO” “DIGIPA mini” электронный пластмассовый, 100мм
Штангенциркуль ЗУБР “ЭКСПЕРТ”, ШЦЦ-I-150-0, 01, цифровой, нерж сталь, пластиковый корпус
Штангенциркуль KRAFTOOL электронный металлический, 150мм
Штангенциркуль металлический тип 1, класс точности 2, 150мм, шаг 0, 1мм
Штангенциркуль STAYER “PROFI”, метрическая шкала, с глубиномером, нержавеющая сталь
Штангенциркуль ЗУБР “ЭКСПЕРТ”, ШЦ-I-200-0, 05, нониусный, сборный корпус, нержавеющая сталь
Предложения из раздела ниже
Уровень STAYER “PROFI” “PROFILevel” коробчатый усиленный, фрезерованный, 3 противоударных ампулы
Уровень СИБИН коробчатый усиленный, утолщенный профиль, 2 фрезерованные поверхности
Рулетка ЗУБР “ЭКСПЕРТ”, двухкомпонентный корпус, автостоп, 3м/16мм
Уровень KRAFTOOL алюминиевый, 2 глазка, 60см
БИБЕР 40342 Уровень Профи ударопрочный 600мм 3 глазка (60)
БИБЕР 40301 Уровень Профи двутавровый ударопрочный 400мм 3 глазка (60)
БИБЕР 40625 Угольник столярный ПРОФИ 250мм нержавеющая сталь.
 гравировка (12/120
гравировка (12/120Отвес STAYER “PROFI” строительный со шнуром, с противоударным ободком, 250 г
Все о суппортах – LFC
26 июля 2022 г.   |   In Measurement
Штангенциркуль — это прецизионный измерительный инструмент. Это устройство, используемое для измерения размеров объекта, поэтому вы можете убедиться, что все подходит, и вы можете безупречно выполнить работу. Штангенциркули делятся на несколько типов, и примеры различаются в зависимости от метода чтения.
Что такое штангенциркули?
Штангенциркули представляют собой прецизионные измерительные инструменты, которые позволяют измерять различные размеры объекта с высокой точностью. Точность (разрешение) штангенциркуля колеблется от 0,1 до 0,02 мм. Диапазон измерения составляет от 0 до 15 мм или 6 дюймов. Штангенциркули также известны как линейные измерительные инструменты. Суппорты обычно изготавливаются из стали. Однако иногда он может быть изготовлен из других материалов, таких как углерод (пластик).
Для чего используются штангенциркули?
Штангенциркули используются для простого и точного измерения различных размеров, таких как толщина, внешний диаметр, внутренний диаметр, длина, ширина и глубина объекта. Вы также можете использовать штангенциркуль для измерения глубины. Штангенциркуль оснащен тонкой палочкой (глубиномер) на задней стороне, которая служит для измерения глубины предмета или отверстия.
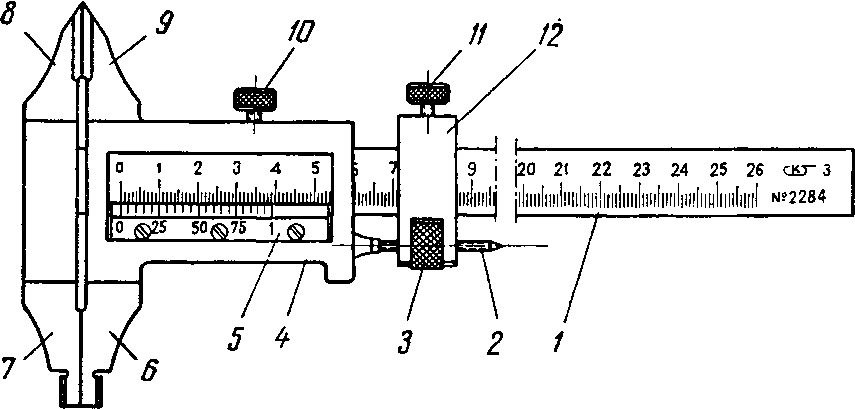
Детали штангенциркуля
Основные части штангенциркуля следующие:
- Внутренняя губка является частью штангенциркуля для измерения внутренних размеров, таких как внутренний диаметр.
- Внешняя губка представляет собой штангенциркуль для фиксации объекта для измерения его внешних размеров, таких как длина, толщина, внешний диаметр и ширина.
- Стопорный винт — это часть штангенциркуля, которую можно повернуть, если необходимо затянуть измеряемый объект или удержать объект от перемещения.
- Верхний нониус является частью нониуса в дюймах.

- Нижняя нониусная шкала является частью нониусной шкалы в метрических единицах.
- Первичная шкала указана в дюймах и метрических единицах.
- Стержень глубины — это часть штангенциркуля для измерения глубины предмета или отверстия.
Типы штангенциркуля
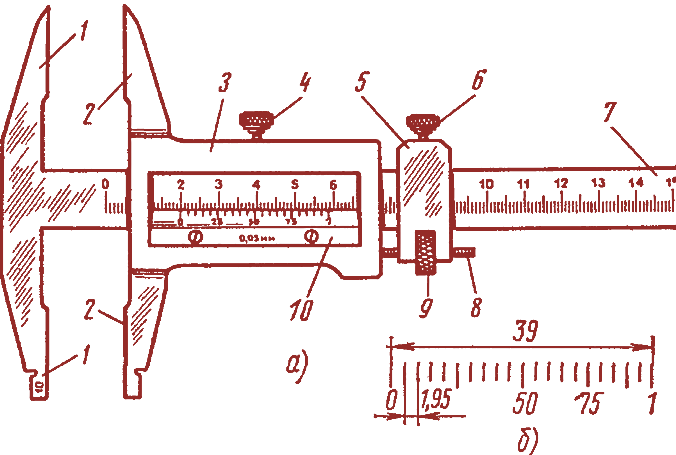
1. Штангенциркуль
Штангенциркуль — это тип штангенциркуля для высокоточных линейных измерений с использованием двух градуированных шкал: основной шкалы, похожей на линейку, и нониуса, который скользит параллельно основной масштаб.
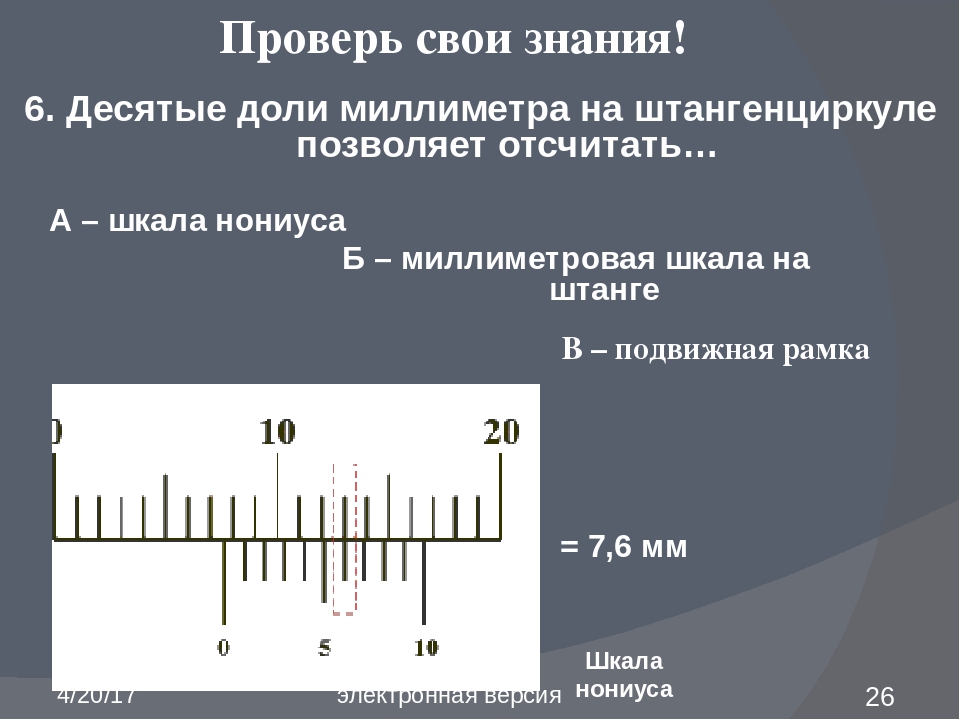
Как считывать показания штангенциркуля:
Чтобы считывать показания штангенциркуля, нужно найти положение 0 на шкале нониуса и отметить его положение на основной шкале. На изображении выше (обозначенном номером 1) 0 находится между 2 мм и 3 мм, поэтому результат будет в диапазоне 2-3 мм.
Затем найдите параллельную линию между нониусной шкалой и основной шкалой (обозначенной №2). Число нониусных линий, наиболее точно параллельных линиям на основной шкале, равно 0,68 мм. Результатом измерения является сумма показаний основной шкалы и показаний нониуса, в данном случае 2,68 мм.
Число нониусных линий, наиболее точно параллельных линиям на основной шкале, равно 0,68 мм. Результатом измерения является сумма показаний основной шкалы и показаний нониуса, в данном случае 2,68 мм.
2. Штангенциркуль
Штангенциркуль работает как штангенциркуль, поскольку он имеет два набора губок, ползунок и шкалу для измерения. Разница в том, что измерение считывается не на шкале нониуса, а на циферблатном индикаторе.
Как считывать значения с циферблата:
Для считывания показаний циферблата сначала считывайте показания шкалы слева от циферблатного индикатора по прямой линии. Затем прочтите шкалу на циферблатном индикаторе, указанную стрелкой, и сложите две шкалы так, чтобы на изображении выше результат измерения составил 13,14 мм.
3. Цифровые штангенциркули
Цифровой штангенциркуль или цифровой штангенциркуль проще всего считывать из других типов штангенциркуля, поскольку он заменяет аналоговый циферблат цифровым дисплеем. Этот электронный измерительный прибор работает с использованием линейного кода, который отображается на экране для удобства чтения.
Этот электронный измерительный прибор работает с использованием линейного кода, который отображается на экране для удобства чтения.
Как считывать значения с цифрового штангенциркуля:
Считывать значения с цифрового штангенциркуля проще. Нам не потребуются математические расчеты, потому что значения просто отображаются на экране. Многие цифровые штангенциркули позволяют выбирать между метрическими и имперскими единицами измерения, и они могут отображаться в миллиметрах, сантиметрах или дюймах.
Преимущества и недостатки штангенциркуля
A. Преимущества штангенциркуля
1. Точность и прецизионность: Первое преимущество штангенциркуля заключается в том, что они обеспечивают точные и точные показания.
2. Универсальность: Штангенциркули — это универсальные инструменты, которые можно использовать для самых разных целей. Они обычно используются для внутренних, внешних и глубинных измерений.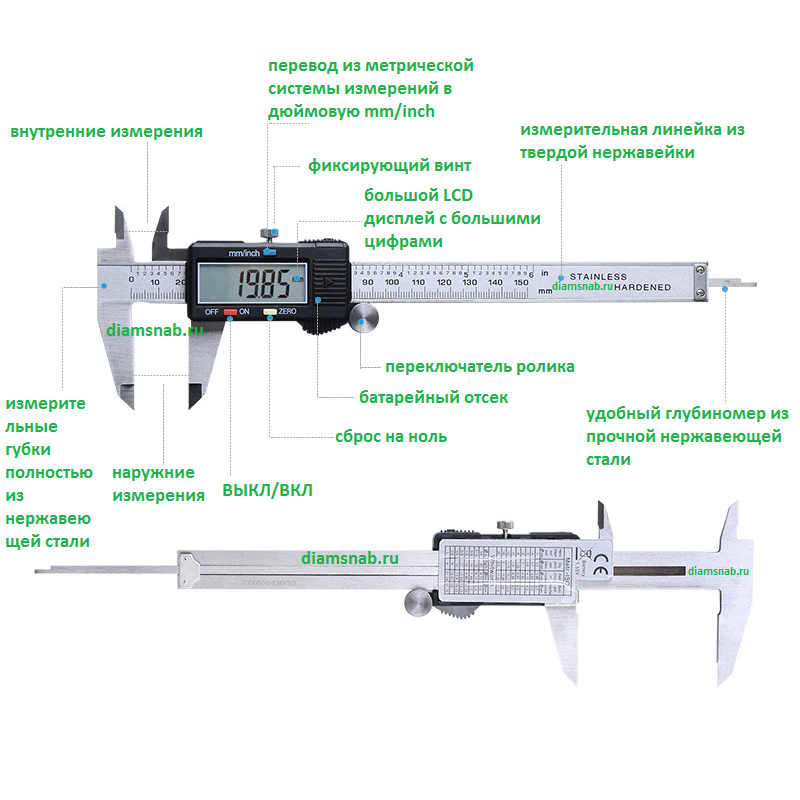
3. Долговечность: Поскольку суппорты изготовлены из прочных материалов, таких как нержавеющая сталь, они имеют длительный срок службы.
4. Дополнительная шкала не требуется: Измерение штангенциркуля можно считать напрямую благодаря его фиксированной и подвижной шкале. Они не требуют отдельных весов для проведения измерений.
5. Цена: Мы легко можем найти на рынке штангенциркули и штангенциркули по доступным ценам.
B. Недостатки штангенциркуля
1. Вероятность ошибки/человеческого фактора: Существует вероятность ошибки при считывании нониуса из-за неточного угла считывания шкалы для неопытных пользователей.
2. Чтение занимает время: Когда мы считываем значения измерений с нониуса и штангенциркуля, мы не можем видеть измерение напрямую. Как объяснялось выше, нам нужно вычислить значения градуировки нониуса и шкалы циферблата, чтобы получить полное значение измерения. Конечно, это не тот случай, если мы решим использовать цифровые штангенциркули, показания которых выводятся непосредственно на ЖК-экран штангенциркуля.
3. Возможность ошибки параллакса: При использовании штангенциркуля показания двух разных людей могут различаться. Иногда может возникать ошибка параллакса. Эта неточность возникает из-за неправильного положения глаза во время измерения, особенно под углом к отметкам штангенциркуля.
Ассортимент штангенциркулей, доступных в LFC
1. Штангенциркуль Sylvac Digital Micron S_Cal EVO
Штангенциркуль Sylvac Digital Micron S_Cal EVO — единственный на рынке штангенциркуль с разрешением 0,0 мм1. Корпус выполнен из высококачественного материала с эргономичным дизайном. Он оснащен большим ЖК-дисплеем и встроенным Bluetooth для связи с вашими устройствами.
2. Цифровой Bluetooth-штангенциркуль Sylvac
Sylvac S_Cal EVO SMART — это цифровой штангенциркуль со встроенным Bluetooth для интеллектуальной передачи данных. Это высококачественный эргономичный штангенциркуль с сертификацией IP67, что делает его безопасным для использования в суровых рабочих условиях при прямом контакте с охлаждающей жидкостью, маслом, водой и химическими веществами.
2. Штангенциркули с пластиковой шкалой Moore & Wright серии CDP
Штангенциркули серии CDP являются лучшими цифровыми штангенциркулями для производителей мехатроники, авиационных деталей, магнитных динамиков, конденсаторов, датчиков, аэрокосмической промышленности, полупроводников и многого другого. С этой серией вам больше не нужно беспокоиться о теплопередаче, магнитных полях и общих искажениях, как при использовании обычных металлических штангенциркулей.
4. Штангенциркуль Moore & Wright Workshop 100 серии
Штангенциркуль Moore & Wright Workshop 100 представляет собой основной линейный измерительный инструмент, обычно используемый в качестве точного инструмента, который можно использовать для точного измерения внутренних и внешних расстояний. в рамках вашего экономического бюджета.
5. Ультралегкий штангенциркуль Sylvac UL4
Специальные губки C сверхлегкого штангенциркуля Sylvac UL4 изготовлены из легкого материала (диапазон 3 м весит всего 3,3 кг) и имеет хорошо сбалансированную конструкцию за счет использования передовые технологии материалов. Специальные губки Sylvac Ultra Light Caliper UL4 C оснащены новейшей технологией передачи данных Bluetooth, позволяющей быстро отправлять данные измерений одним нажатием кнопки непосредственно на любые устройства, такие как ПК, планшеты и смартфоны. Этот штангенциркуль по-настоящему эффективен при изготовлении газовых труб, контрольных приспособлений и любых других измерениях больших и громоздких заготовок.
Специальные губки Sylvac Ultra Light Caliper UL4 C оснащены новейшей технологией передачи данных Bluetooth, позволяющей быстро отправлять данные измерений одним нажатием кнопки непосредственно на любые устройства, такие как ПК, планшеты и смартфоны. Этот штангенциркуль по-настоящему эффективен при изготовлении газовых труб, контрольных приспособлений и любых других измерениях больших и громоздких заготовок.
LFC является эксклюзивным дистрибьютором Sylvac в Сингапуре и Индонезии. Свяжитесь с нами для демонстрации и узнайте, как цифровой штангенциркуль с Bluetooth может помочь вам в решении ваших задач по контролю качества. Также посетите наши страницы в Facebook, Instagram, YouTube и LinkedIn, чтобы получать последние обновления о другом промышленном оборудовании.
Таблицы допусков
DIN 861
Таблица допусков для концевых мер в соответствии с DIN 861 , соответствует ISO 3650 и SS 3348.
Стандарт DIN 861 определяет наиболее важные размерные и качественные характеристики концевых мер с прямоугольным поперечным сечением и номинальной длиной ln в диапазоне от 0,5 до 1000 мм. Допустимые отклонения и допуски указаны для четырех классов точности, т. е. 00, 0, 1 и 2, и класса калибровки К.
Допустимые отклонения и допуски указаны для четырех классов точности, т. е. 00, 0, 1 и 2, и класса калибровки К.
| Номинальная длина [мм] | Точность 00 | Точность 0 | Точность 1 | Precision 2 | ||||
|---|---|---|---|---|---|---|---|---|
| Длина Допуск (1) [мкм] | макс. | Макс. Длина Вариация Ширина (2) [мкм] | Длина Допуск (1) [мкм] | максимальная длина Вариация Ширина (2) [μm] | 444477177177177717717717717717717717717717717717717717717717717717717717717717717717177177177717717717177177717717717717717. Максимальная длина Вариант Ширина (2) [мкм] | |||
| -10 | ±0,06 | 0,05 | ±0,12 | 0,10 | ±0,20 | 0,16 | ±0,45 | 0,30 |
| (10)-25 | ±0,07 | 0,05 | ±0,14 | 0,10 | ±0,30 | 0,16 | ±0,60 | 0,30 |
| (25)-50 | ±0,10 | 0,06 | ±0,20 | 0,10 | ±0,40 | 0,18 | ±0,80 | 0,30 |
| (50)-75 | ±0,12 | 0,06 | ±0,25 | 0,12 | ±0,50 | 0,18 | ±1,00 | 0,35 |
| (75)-100 | ±0,14 | 0,07 | ±0,30 | 0,12 | ±0,60 | 0,20 | ±1,20 | 0,35 |
| (100)-150 | ±0,20 | 0,08 | ±0,40 | 0,14 | ±0,80 | 0,20 | ±1,60 | 0,40 |
| (150)-200 | ±0,25 | 0,09 | ±0,50 | 0,16 | ±1,00 | 0,25 | ±2,00 | 0,40 |
| (200)-250 | ±0,30 | 0,10 | ±0,60 | 0,16 | ±1,20 | 0,25 | ±2,40 | 0,45 |
| (250)-300 | ±0,35 | 0,10 | ±0,70 | 0,18 | ±1,40 | 0,25 | ±2,80 | 0,50 |
| (300)-400 | ±0,45 | 0,12 | ±0,90 | 0,20 | ±1,80 | 0,30 | ±3,60 | 0,50 |
| (400)-500 | ±0,50 | 0,14 | ±1,10 | 0,25 | ±2,20 | 0,35 | ±4,40 | 0,60 |
| (500)-600 | ±0,60 | 0,16 | ±1,30 | 0,25 | ±2,60 | 0,40 | ±5,00 | 0,70 |
| (600)-700 | ±0,70 | 0,18 | ±1,50 | 0,30 | ±3,00 | 0,45 | ±6,00 | 0,70 |
| (700)-800 | ±0,80 | 0,20 | ±1,70 | 0,30 | ±3,40 | 0,50 | ±6,50 | 0,80 |
| (800)-900 | ±0,90 | 0,20 | ±1,90 | 0,35 | ±3,80 | 0,50 | ±7,50 | 0,90 |
| (900)-1000 | ±1,00 | 0,25 | ±2,00 | 0,40 | ±4,20 | 0,60 | ±8,00 | 1,50 |
1 = Допустимое ± отклонение в произвольной точке относительно номинального размера.
2 = допустимое отклонение длины (в зависимости от плоскостности и погрешности параллельности).
ДИН 862
Наиболее широко используемый в мире стандарт штангенциркуля ( DIN 862, штангенциркуль; требования, испытания ) содержит следующие требования (все в мм) к точности измерения штангенциркуля:
| Точность штангенциркуля по DIN 862 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Длина измерения l [мм] | Максимально допустимая погрешность [мкм] | |||||||||||
| Нониус/циферблат | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 60204 | 0,1 / 0,05 мм | 0,02 мм | 0,01 мм | |
| 50 | 50 | 20 | 20 | |||||||||
| 100 | ||||||||||||
| 200 | 30 | 30 | ||||||||||
| 300 | ||||||||||||
| 400 | 60 | |||||||||||
| 500 | 70 | |||||||||||
| 600 | 80 | |||||||||||
| 700 | 90 | 40 | 40 | |||||||||
| 800 | 100 | |||||||||||
| 900 | 110 | |||||||||||
| 1000 | 120 | |||||||||||
| 1200 | 140 | 50 | — | |||||||||
| 1400 | 160 | |||||||||||
| 1600 | 180 | 60 | ||||||||||
| 1800 | 200 | |||||||||||
| 2000 | 220 | |||||||||||
DIN 863
| Диапазон измерения [мм] | Предел погрешности G [мкм] | Допуск параллельности измерительных поверхностей при измерительном усилии 10 Н [мкм] |
|---|---|---|
| 0 – 25 | 4 | 2 |
| 25 – 50 | 4 | 2 |
| 50 – 75 | 5 | 3 |
| 75 – 100 | 5 | 5 |
| 100 – 125 | 6 | 3 |
| 125 – 150 | 6 | 3 |
| 150 – 175 | 7 | 4 |
| 175 – 200 | 7 | 4 |
| 200 – 225 | 8 | 4 |
| 225 – 250 | 8 | 4 |
| 250 – 275 | 9 | 5 |
| 275 – 300 | 9 | 5 |
| 300 – 325 | 10 | 5 |
| 325 – 350 | 10 | 5 |
| 350 – 375 | 11 | 6 |
| 375 – 400 | 11 | 6 |
| 400 – 425 | 12 | 6 |
| 425 – 450 | 12 | 6 |
| 450 – 475 | 13 | 7 |
| 475 – 500 | 13 | 7 |
DIN 866
Таблица допусков согласно DIN 866 . Для правил складных инженерных
Для правил складных инженерных
Тип A: 0,07–0,10 мм
Тип B: 0,10–0,15 мм
| Длина [мм] | 500 | 1000 | 1500 | 2000 | 3000 | 4000 |
|---|---|---|---|---|---|---|
| тип A | 0,04 | 0,04 | 0,06 | 0,06 | 0,08 | 0,10 |
| Тип B [мм] | 0,10 | 0,10 | 0,15 | 0,15 | 0,20 | 0,10 |
DIN 874
Таблица допусков согласно DIN 874 . Допуск на горизонтальность (плоскостность) в мкм для различных степеней точности. Допуск горизонтальности указывает максимальное отклонение между самой низкой и самой высокой точкой. (Эталонная температура +20°C.)
| Стальные правила | РАЗРЕШЕНИЯ ОКРЫВАЯ | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Длина [мм] ± 2 | 00 | 0 | 1 | 2 | . 500 500 | 4 | 7 | 12 | 21 | 75 | 2 |
| 750 | 6 | 9,5 | 17 | 27 | 100 | 2 | |||||
| 1000 | 8 | 12 | 21 | 33 | 150 | 3 | |||||
| 1500 | – | 17 | 29 | 46 | 300 | 3 | |||||
| 2000 | – | 22 | 37 | 58 | |||||||
| 2500 | – | 27 | 46 | 71 | |||||||
| 3000 | – | 32 | 54 | 83 | |||||||
| 4000 | – | 42 | 71 | 108 | |||||||
| 5000 | – | – | 87 | 133 | |||||||
DIN 875
Стандарт DIN 875 относится к прямоугольности обрабатываемых поверхностей; все те детали, которые требуют точности на одном или нескольких углах под углом 90 °, используют этот стандарт.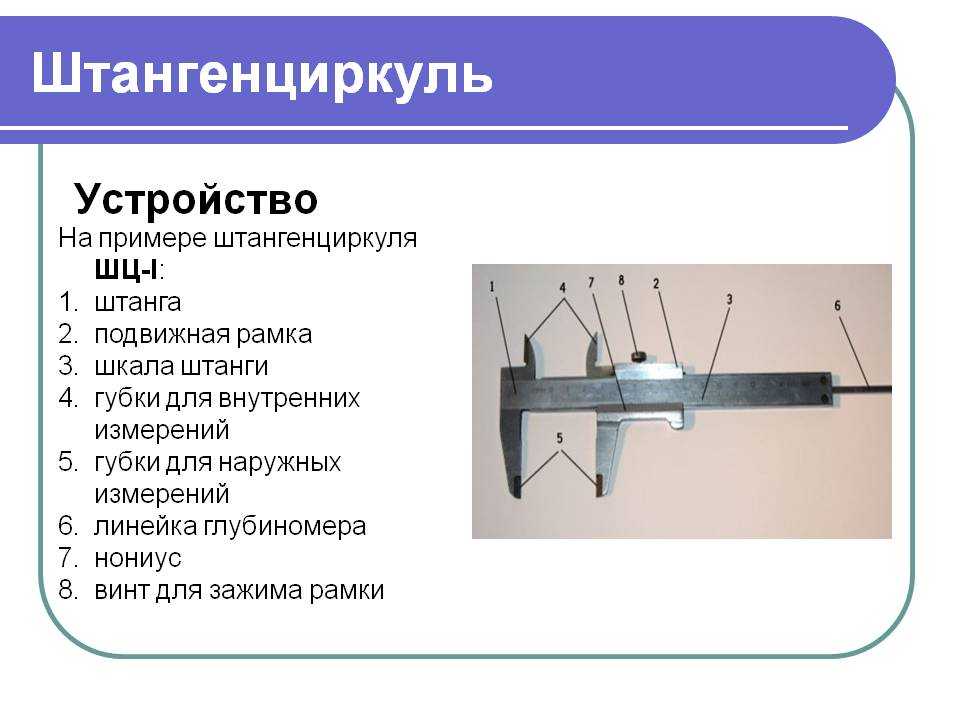
Стандарт DIN, касающийся прямоугольности или вертикальности между двумя поверхностями, регулирует максимальное отклонение смежных поверхностей в соответствии с предусмотренной степенью точности относительно фиксированного значения 90°.
Это отклонение измеряется по следующим формулам:
•DIN 875/II° = 0,02 + L/10,000 мм
•DIN 875/I° = 0,01 + L/20,000 мм
Квадраты – таблица допусков по DIN 875.
| Length on long shank | Maximum variation (perpendicularity) μm | Maximum variation (linearity) μm | ||||||
|---|---|---|---|---|---|---|---|---|
| mm | 00 | 0 | 1 | 2 | 00 | 0 | 1 | 2 |
| 50 | 3 | – | – | – | 2 | 3 | 5 | 10 |
| 75 | 3 | 7 | 14 | 28 | 2 | 3 | 5 | 11 |
| 100 | 3 | 7 | 15 | 30 | 2 | 3 | 6 | 12 |
| 150 | 4 | 8 | 18 | 35 | 3 | 4 | 7 | 14 |
| 200 | 4 | 8 | 20 | 40 | 3 | 4 | 8 | 16 |
| 250 | 5 | 10 | 23 | 45 | 3 | 5 | 9 | 18 |
| 300 | 5 | 11 | 25 | 50 | 3 | 5 | 10 | 20 |
| 500 | 7 | 15 | 35 | 70 | 4 | 7 | 14 | 26 |
| 750 | 10 | 20 | 43 | 85 | 5 | 10 | 19 | 38 |
| 1000 | 12 | 25 | 60 | 120 | 6 | 12 | 24 | 48 |
| 1500 | 17 | 35 | 85 | 170 | 8 | 17 | 34 | 68 |
DIN 876
Таблица допусков для накладных листов согласно DIN 876 . Допуск горизонтальности указывает максимальное отклонение между самой высокой и самой низкой точкой на поверхности. (Исходная температура +20°C.)
Допуск горизонтальности указывает максимальное отклонение между самой высокой и самой низкой точкой на поверхности. (Исходная температура +20°C.)
| Length | Maximum variation by grade type | ||||
|---|---|---|---|---|---|
| mm | 00 | 0 | 1 | 2 | 3 |
| 100 | 2 | 4 | 11 | 22 | 44 |
| 160 | 2 | 5 | 12 | 23 | 46 |
| 250 | 3 | 5 | 13 | 25 | 50 |
| 400 | 3 | 6 | 14 | 28 | 56 |
| 630 | 3 | 7 | 16 | 33 | 65 |
| 1000 | 4 | 8 | 20 | 40 | 80 |
| 1600 | 5 | 10 | 26 | 52 | 104 |
| 2000 | 6 | 12 | 30 | 60 | 120 |
| 2500 | 7 | 14 | 35 | 70 | – |
DIN 878
Таблица допусков для циферблатных индикаторов согласно DIN 878 .
| Диапазон измерения [мм] | Ограниченные значения для | |||||||
|---|---|---|---|---|---|---|---|---|
| Гистерезис ошибки индикации [мкм] | Повторность по ошибке [мкм] | . 1/10 оборота [мкм] | любая 1/2 оборота [мкм] | один оборот [мкм] | диапазон измерения [мкм] | |||
| 0,4 | 3 | 3 | 5 и | – | – | 7 | ||
| 0,8 | 3 | 3 | 5 и | – | – | 7 | ||
| 3 | 3 | 3 | 5 и | 8 | 9 | 10 | ||
| 5 | 3 | 3 | 5 и | 9 | 10 | 12 | ||
| 10 | 3 | 3 | 5 и | 9 | 10 | 15 | ||
a Относится к 1/10 диапазона измерения.