Классификация покрытых электродов: Классификация покрытых электродов | Сварка и сварщик
alexxlab | 20.05.2023 | 0 | Разное
Классификация покрытых электродов | Сварка и сварщик
ПО НАЗНАЧЕНИЮ | ОБОЗНАЧЕНИЕ | |
Сварка углеродистых и низколегированных сталей конструкционных с временным сопротивлением разрыву до 600 МПа | 9 типов Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60 | У |
Сварка легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа | 5 типов Э70, Э85, Э100, Э125, Э150 | Л |
Сварка легированных теплоустойчивых сталей | 9 типов Э09М, Э09МХ и др. | Т |
Сварка высоколегированных сталей с особыми свойствами | 49 типов Э12Х13,Э06Х13М, Э10Х17Т и др. | В |
Наплавка поверхностных слоев с особыми свойствами | 44 типа Э10Г2, Э11ГЗ, Э16Г2ХМ и др. | Н |

ПО ВИДУ ПОКРЫТИЯ | ОБОЗНАЧЕНИЕ | |
Сварка во всех пространственных положениях постоянным и переменным током. Не рекомендуется для сталей с повышенным содержанием серы и углерода. Недостаток: возможны трещины в швах, сильное разбрызгивание | Кислые | А |
Сварка во всех пространственных положениях постоянным и переменным током | Рутиловые | Р |
Сварка постоянным током обратной полярности во всех пространственных положениях металла большой толщины | Основные | Б |
Сварка во всех пространственных положениях постоянным и переменным током. Целесообразны на монтаже. Не допускают перегрева. Большие потери на разбрызгивание | Целлюлозные | Ц |
Сварка конструкций и трубопроводов во всех положениях шва, кроме потолочного, при низком расходе на 1 кг наплавленного металла | Смешанного типа | РЦЖ* |
*С железным порошком | ||
ПО ДОПУСТИМЫМ ПРОСТРАНСТВЕННЫМ ПОЛОЖЕНИЯМ ШВА | Обозначение |
Для сварки во всех положениях | 1 |
Для сварки во всех положениях, кроме вертикального сверху вниз | 2 |
То же, кроме вертикального сверху вниз и потолочного | 3 |
Для швов нижнего и нижнего “в лодочку” | 4 |
ПО РОДУ И ПОЛЯРНОСТИ СВАРОЧНОГО ТОКА | ||
Переменный ток (Uxx, В) | Постоянный ток (полярность) | Обозначение |
Не применяется | обратная | 0 |
50 ± 5 | любая | 1 |
прямая | 2 | |
обратная | 3 | |
70 ± 10 | любая | 4 |
прямая | 5 | |
обратная | 6 | |
90 ± 5 | любая | 7 |
прямая | 8 | |
обратная | 9 | |
ПО ТОЛЩИНЕ ПОКРЫТИЯ | ОБОЗНАЧЕНИЕ | ||
С тонким покрытием | D/d≤1,2 | М | |
Со средним покрытием | 1,2<D/d≤51,45 | С | |
С толстым покрытием | 1,45 <D/d≤1,8 | Д | |
С особо толстым покрытием | D/d>1,8 | Г | |
ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ ЭЛЕКТРОДА
МАРКИРОВКА ЭЛЕКТРОДОВ ЗАРУБЕЖНОГО ПРОИЗВОДСТВА
‹ Свариваемость сталей Содержание Основные типы сварных соединений ›
Классификация электродов по назначению
- Марки электродов
Сварочные электроды для ручной дуговой сварки классифицируются по назначению, по типу покрытия, по способу нанесения покрытия, по количеству покрытия на стержне электрода и по механическим свойствам метала шва.
В зависимости от назначения сварочные электроды в соответствии с государственным стандартом 9466-60 разделены на несколько классов и имеют различные свойства и показатели. Таким образом, они разделяются на электроды для проведения сварочных работ с легированными и углеродистыми сталями, а также высоколегированные теплоустойчивые и стали с особыми свойствами.
Классификация электродов по назначению
- Электроды для сварки низкоуглеродистых сталей
- Электроды для сварки углеродистых сталей
- Электроды для сварки высокоуглеродистых сталей
- Электроды для сварки низколегированных сталей
- Электроды для сварки легированных сталей
- Электроды для сварки высоколегированной стали
- Электроды для сварки конструкционной стали
- Электроды для сварки инструментальной стали
- Электроды для жаропрочных и жаростойких сталей
Типы покрытых электродов
Наиболее полную информацию о типах электродах вы можете узнать из первоисточника, это ГОСТ 9467, ГОСТ 10051, ГОСТ 10052
Сварочные электроды для сварки сталей разного рода классифицируются на несколько классов или разделов:
– для проведения сварочных работ углеродистых и низколегированных сталей, имеющих временное сопротивление разрыву до 600 МПа, обозначаются буквой «У»;
– для проведения сварочных работ легированных сталей, имеющих временное сопротивление разрыву до 600 МПа, обозначаются буквой «М»;
– для проведения сварочных работ легированных теплоустойчивых сталей обозначаются буквой «Т»;
– для проведения сварочных работ высоколегированных сталей, имеющих особые свойства, обозначаются буквой «
– для проведения сварочных работ поверхностных слоев металла обозначаются буквой «Н»;
Подробнее о том как расшифровываются не только но марка электрода можно узнать на странице расшифровка электродов.
Для всех сварочных электродов действуют одни требования, которые при производстве должны придерживаться абсолютно все производители, гарантирующие качество своего товара и долговечность сваренных конструкций:
– Получение металлического шва нужного химического состава;
– Минимально допустимое разбрызгивание металла при сварке и высокая производительность сварочного процесса;
– Сохранение физических и химических свойств металла;
– Минимальная токсичность сварочных электродов при производстве и проведении сварочных работ;
– Спокойное и равномерное расплавление металла, а также расплавление самого электрода и плавность проведения всего сварочного процесса;
– Обеспечение стабильного горения дуги и хорошее формирование сварочного шва;
– Легкая отделимость шлака от металла шва и высокая прочность покрытия;
Для хорошего сваривания и быстроты сварочного процесса нужен водород.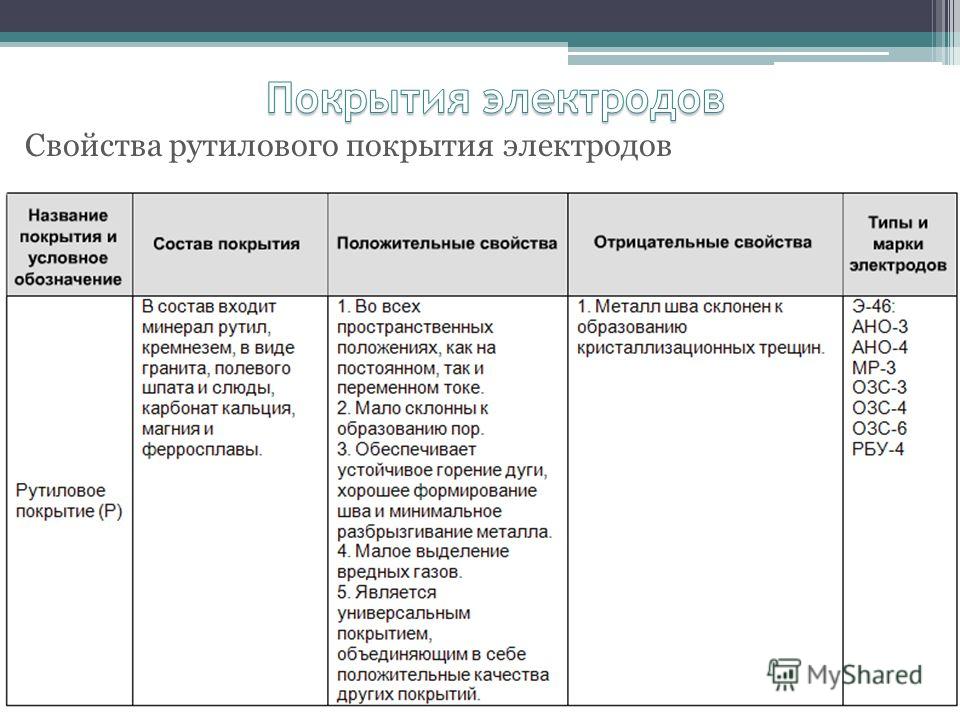 Главным источником водорода является покрытие. При нагревании сварочного электрода и его последующем плавлении происходит разложение карбонатов и других химических составляющих. Протекают такие процессы в зависимости от влажности и химического состава сварочных электродов и самого металлического изделия. Если количество органических веществ будет увеличено, то это приведет к повышению содержания водорода в металле сварочного шва.
Главным источником водорода является покрытие. При нагревании сварочного электрода и его последующем плавлении происходит разложение карбонатов и других химических составляющих. Протекают такие процессы в зависимости от влажности и химического состава сварочных электродов и самого металлического изделия. Если количество органических веществ будет увеличено, то это приведет к повышению содержания водорода в металле сварочного шва.
Учитывая свойства сварочных электродов нужно помнить, что узнать полную картину о свойствах электродов определенного вида Вы можете только в паспорте. Паспорт должен содержать полную информацию о данном виде электродов.
Сварочные Электроды
Какими электродами варить нержавейку?
Электроды для алюминия
Электроды kiswel
Классификация электродов | Металлургия
РЕКЛАМА:
Прочитав эту статью, вы узнаете о классификации электродов.
Покрытия, наносимые тонким слоем на металлический стержень, служат только для стабилизации дуги, поэтому их также называют стабилизирующими покрытиями. Эти покрытия не содержат градиента для предотвращения окисления металла, и на сварном шве почти не образуется шлак, а также не улучшаются механические свойства металла шва. По этой причине слегка покрытые (или промытые) электроды можно использовать только для сварки второстепенных работ.
Из всех стабилизирующих покрытий наиболее широко применяют покрытие, приготовленное растворением 80-85 частей по массе молотого и просеянного мела (карбоната кальция, CaCO 3 ) в 20-15 частях (по массе) силиката натрия (вода стекло), которое действует как связующее. Другие легкие покрытия имеют более сложный состав.
Электроды с толстым покрытием:РЕКЛАМА:
Электроды с толстым покрытием иногда называют экранированными дуговыми электродами. Они используются для получения металла шва высокого качества, сравнимого с основным металлом и даже превосходящего его по механическим свойствам.
Они используются для получения металла шва высокого качества, сравнимого с основным металлом и даже превосходящего его по механическим свойствам.
Покрытия для электродов для дуговой сварки с низким содержанием углерода с толстым покрытием можно разделить на пять основных типов в зависимости от их химической природы и основности шлака:
(i) Покрытия с высоким содержанием целлюлозы,
(ii) Покрытия на основе титана,
РЕКЛАМА:
(iii) Кислотные покрытия,
(iv) Оксидные покрытия,
(v) Основные покрытия и
(vi) Железные порошковые покрытия.
РЕКЛАМА:
(i) Высокоцеллюлозные покрытия:
Они основаны на летучих веществах (древесная или хлопковая целлюлоза) плюс природные силикаты (такие как каолин, слюда, тальк, полевой шпат) и ферросплавы (такие как ферромарганец, ферросилиций, ферротитан) в качестве восстановителей. Эти электроды производят меньше шлака, а восстановительные реакции происходят в атмосфере водорода, окружающей сварочную ванну.
Эти реакции бывают двух типов:
(i) На оксиде железа FeO + → Fe + H 2 О
РЕКЛАМА:
(ii) На нитриде железа 2Fe 4 N + 3H 2 → 8Fe + 2NH 2
Металл, наплавленный электродами с такими покрытиями, мелкозернистый и почти не содержит кислорода (< 0-020%), но содержит большое количество водорода (15,25 мл/100 г металла шва). Полученный шов имеет глубокий провар, довольно шероховатый вид и большое количество брызг.
Электроды с высоким содержанием целлюлозы используются для позиционной сварки, особенно там, где требуется хорошая степень провара. Это связано с тем, что молекулярный водород, выделяющийся при горении целлюлозы, разлагается при температуре дуги, поглощая 102 ккал/моль**, и затем выделяется в виде дополнительного тепла в сварочной ванне.
Покрытие с высоким содержанием целлюлозы обеспечивает чрезвычайно хорошие механические свойства, особенно после старения. Он широко используется для магистральных трубопроводов методом сварки с уклоном.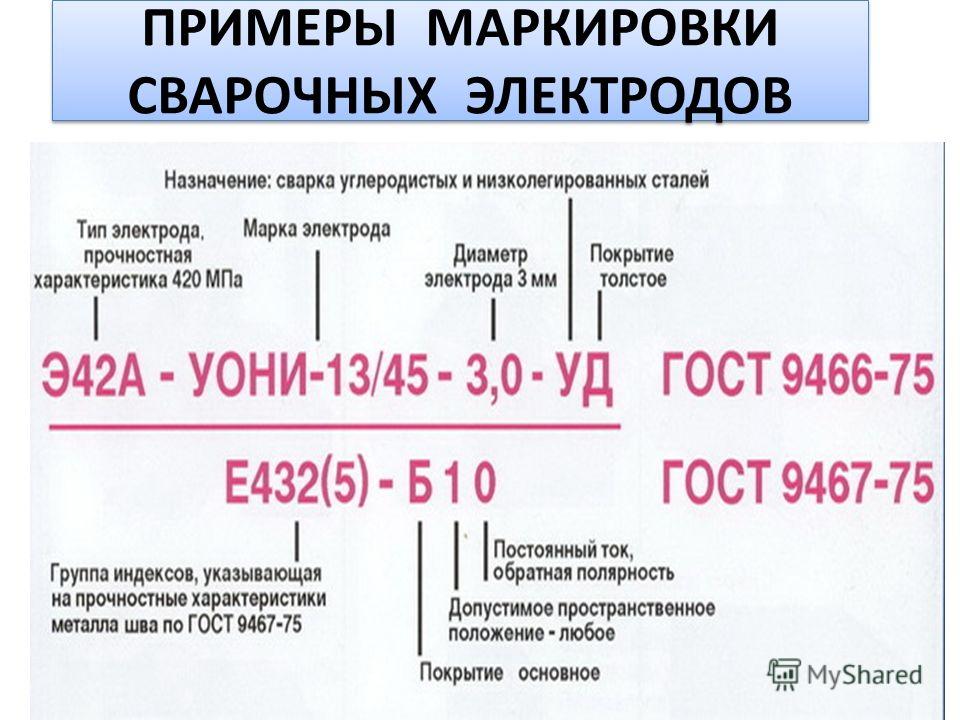
РЕКЛАМА:
Эти покрытия соответствуют Типу 1 Бюро индийских стандартов № IS: 815-1974 и E6010 (силикат натрия, связующее) и E6011 (связующее на основе силиката калия) AWS (Американского общества сварщиков).
Обычно электроды с покрытием, содержащим связующее из силиката натрия, используются при постоянном токе, а электроды со связующим из силиката калия могут использоваться как при переменном, так и при постоянном токе.
(ii) Покрытия на основе титана или рутиловые покрытия:
Этот тип покрытий содержит рутил (природный диоксид титана, TiO 2 , чистота 95 %) или ильменит (титанат железа FeTiO 3 ) , а также включает природные силикаты и ферросплавы в качестве осветлителей.
РЕКЛАМА:
Образующиеся соединения имеют кислую реакцию, т. е. склонны растворять основные оксиды. Однако их кислая реакция менее выражена, чем у шлаков кислотных покрытий.
Электроды с рутиловым покрытием позволяют получать сварные швы со средним проваром хорошего внешнего вида с очень высокими механическими свойствами.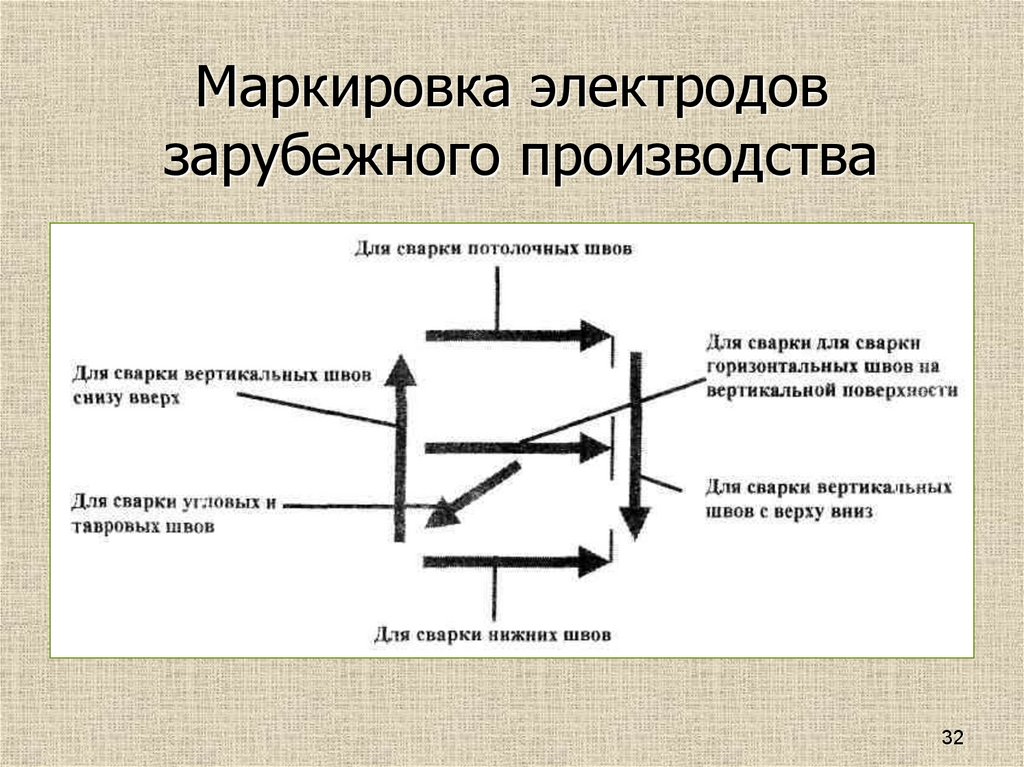 Они производят тихую дугу с низким уровнем разбрызгивания. Кроме того, они обладают дополнительным преимуществом, заключающимся в высокой стабильности дуги и свойствах позиционной сварки. Таким образом, они представляют собой ряд очень высокоразвитых электродов с низким уровнем разбрызгивания.
Они производят тихую дугу с низким уровнем разбрызгивания. Кроме того, они обладают дополнительным преимуществом, заключающимся в высокой стабильности дуги и свойствах позиционной сварки. Таким образом, они представляют собой ряд очень высокоразвитых электродов с низким уровнем разбрызгивания.
В соответствии с индийским стандартом эти покрытия встречаются в случае электродов типа 2 и типа 3. Покрытия типа 2 содержат большое количество диоксида титана (TiO 2 ) и высоким содержанием ионизаторов (силикаты, карбонаты, оксид железа и др.). Эта комбинация обеспечивает отличные сварочные свойства. Соответствует E6012 (связующее на основе силиката натрия) AWS.
В покрытиях типа 3 содержится заметное количество диоксида титана, но добавление основных материалов дает гораздо более жидкий шлак, чем в покрытиях типа 2. Это обеспечивает очень тихую плавную дугу. Большинство покрытых электродов общего назначения, используемых для сварки низкоуглеродистых конструкционных сталей, относятся к этому типу. Соответствующий код AWS — E6013 (связующее на основе силиката калия).
Соответствующий код AWS — E6013 (связующее на основе силиката калия).
РЕКЛАМА:
(iii) Кислотные покрытия:
Эти покрытия основаны на оксидах и природных силикатах, но содержат большое количество раскислителей и денитридов в форме ферросплавов.
Образующиеся шлаки имеют кислую реакцию и, таким образом, растворяют основной оксид, такой как MnO; следовательно, большое количество марганца переходит в шлак.
Марганец, накапливающийся в шлаке, снижает его вязкость; это улучшает внешний вид наплавленного валика и позволяет наплавлять металл во всех положениях.
К этой категории относятся электроды типа 4IS: 815-1974.
(iv) Оксидные покрытия:
РЕКЛАМА:
Эти покрытия состоят в основном из смеси оксидов железа, кремнезема, природных силикатов (каолин, тальк, слюда, полевой шпат и т. д.) с небольшим количеством раскислителей или без них.
Электроды с такими покрытиями относятся к оксидному или окислительному типу, поскольку расплавленный металл поглощает большое количество кислорода или закиси железа, FeO, и азота в форме нитридов, Fc 4 N. Содержание азота в наплавленном металле может варьироваться от 0-030 до 0-040%. Сплавы в стали переходят в шлак. Получаемые сварные швы имеют средний провар с низким разбрызгиванием.
Содержание азота в наплавленном металле может варьироваться от 0-030 до 0-040%. Сплавы в стали переходят в шлак. Получаемые сварные швы имеют средний провар с низким разбрызгиванием.
используются на наиболее распространенных типах электродов. Они имеют низкие механические свойства, но дают очень приятный внешний вид сварного шва в угловых швах.
К этой категории относятся электроды типа 5 по IS: 815-1974, которые имеют толстое покрытие, состоящее в основном из оксидов железа с оксидами марганца или без них. Соответствующий код AWS для покрытия с высоким содержанием оксида железа со связующим из силиката натрия — E6020.
Электроды с этим типом покрытия редко продаются на постоянной основе и обычно изготавливаются по специальным заказам.
(v) Основные покрытия:
РЕКЛАМА:
Эти покрытия состоят из смесей, содержащих карбонаты кальция или магния, которые имеют высокую теплоту образования. Они также содержат флюс наряду с восстановителями и азотоудаляющими агентами в виде ферросплавов. В этих покрытиях не используются целлюлоза, глины, асбест и другие минералы, содержащие связанную воду. Это обеспечивает минимально возможное содержание водорода в металле шва. Вот почему они также известны как электроды с низким содержанием водорода.
В этих покрытиях не используются целлюлоза, глины, асбест и другие минералы, содержащие связанную воду. Это обеспечивает минимально возможное содержание водорода в металле шва. Вот почему они также известны как электроды с низким содержанием водорода.
Шлаки, производимые этими электродами, сильно щелочны в реакции и очень стабильны.
Также известно, что часть расплавленного железа может соединяться с образованием феррита кальция 2CaO. Fe 2 O 3 с высокой теплотой образования (21 ккал/моль). Используемый глинозем должен находиться в связанном состоянии, так как при высоких температурах его основные свойства преобладают над кислотными.
Электроды с низким содержанием водорода обладают превосходными свойствами сварки и самой высокой пластичностью среди всех наплавленных наплавок. Таким образом, сварные швы устойчивы к растрескиванию.
К этой категории относятся электроды типа 6 IS: 815-1974, которые содержат значительное количество карбоната кальция и фторида. Они подходят для сварки средних и высокопрочных конструкционных сталей. Также используется для сварки сталей с более высоким содержанием углерода и серы, чем у обычных конструкционных сталей. Электроды этой категории, имеющие толстое покрытие, также известны как сенсорные электроды, поскольку они могут использоваться путем непосредственного прикосновения электрода к заготовке, что возможно из-за более низкой скорости плавления покрытий, чем у жильной проволоки.
Они подходят для сварки средних и высокопрочных конструкционных сталей. Также используется для сварки сталей с более высоким содержанием углерода и серы, чем у обычных конструкционных сталей. Электроды этой категории, имеющие толстое покрытие, также известны как сенсорные электроды, поскольку они могут использоваться путем непосредственного прикосновения электрода к заготовке, что возможно из-за более низкой скорости плавления покрытий, чем у жильной проволоки.
Коды AWS для этих покрытий: Exxx5 для связующего на основе силиката натрия и Exxx6 для связующего на основе силиката калия.
РЕКЛАМА:
(vi) Железные порошковые покрытия:
Порошок железа добавляется к покрытиям электродов для повышения эффективности их осаждения примерно до 210%. Это также способствует более высокой скорости сварки за счет более высокой пропускной способности таких покрытий по току. Эти покрытия кодируются в зависимости от содержания в них железных порошков. Железный порошок в покрытиях используется с рутиловыми, оксидными и основными покрытиями.
Железный порошок в покрытиях используется с рутиловыми, оксидными и основными покрытиями.
Коды AWS для железно-рутиловых порошковых электродов: Exxx4, Exx14 и Exx24; соответствующие коды для электродов из порошка железа с низким содержанием водорода – Exxx8, Exx18 и Exx28, а для электродов из оксида железа и порошка железа – Exx27.
Классификация сварочных электродов — Benchmark Abrasives
Бесплатный номер: 877-841-1837
30 ноября 2022 г.
Сварочные электроды должны быть стандартизированы, поскольку их изготовление и ремонт не менее сложны, чем основные металлы и сплавы. Правильно подобранный электрод, соответствующий основному металлу, обеспечивает эффективность и надежность сварки.
Классификация сварочных электродов учитывает такие факторы, как металл электрода, флюсовое покрытие, используемый ток, положение сварки, рабочие характеристики, химический состав и механические свойства металла сварного шва, среди прочего.
Американское общество сварщиков (AWS), Бюро индийских стандартов (BIS), Британский институт стандартов (BSI), Немецкий институт норм (DIN) и ISO 2560 — это лишь некоторые из организаций, установивших стандарты. по номенклатуре и классификации сварочных электродов.
Классификация сварочных электродов: На основе AWS (Американского общества сварщиков)Сварочная промышленность приняла систему нумерации классификации Американского общества сварщиков. Стандарт 9Сварочные электроды 0025 для различных целей имеют номера, включая E6010, E6011, E6013 и E7018. В качестве иллюстрации рассмотрим электрод E6013, который часто используется на борту.
- E XXXX: Первая буква «E» в E6013 означает электрод с флюсовым покрытием, метод сварки, используемый при ручной дуговой сварке металлов.
- E 60 XX: Следующие два символа обозначают минимальную прочность на растяжение. «60» в E6013 обозначает минимальный предел прочности при растяжении 62000 фунтов на квадратный дюйм для металла, используемого в сварке.

- EXX 1 X: Четвертый символ указывает, сколько позиций может использовать этот электрод для различных процессов сварки . «1» в E6013 в этом примере означает, что сварка может выполняться в горизонтальном, горизонтальном или вертикальном положении (вверху). Для других соответствующих номеров и соответствующих позиций сварки.
- EXXX 3 : Этот пятый символ описывает тип нанесенного флюсового покрытия, степень проникновения электрода и тип тока, подходящий для электрода. В данном случае «3» в E6013 указывает на то, что флюсовое покрытие основано на рутиловом калии. Электрод имеет низкое проплавление и работает как с переменным, так и с постоянным током. Для получения списка дополнительных ключевых чисел и их атрибутов.
- EXXXX- X : Иногда дополнительные критерии требуют использования этого дополнительного символа. Например, суффикс «А1» в конце относится к добавлению 0,5% Мо к электроду E7018-A1.
 Дополнительные суффиксы см. в таблице ниже. Несмотря на то, что электроды могут соответствовать одному и тому же стандарту, эти суффиксы обычно варьируются от производителя к производителю, поскольку каждый производитель любит добавлять индивидуальный подход.
Дополнительные суффиксы см. в таблице ниже. Несмотря на то, что электроды могут соответствовать одному и тому же стандарту, эти суффиксы обычно варьируются от производителя к производителю, поскольку каждый производитель любит добавлять индивидуальный подход.
Электрод с напечатанным на нем номером E6013 представляет собой электрод из низкоуглеродистой стали с рутиловым покрытием на основе калия и флюсом с минимальной прочностью на растяжение 62 000 фунтов на квадратный дюйм и светопроницаемостью, который можно использовать во всех положениях сварки, кроме вертикального вниз.
Подробнее: Типы сварочных электродов
Классификация сварочных электродов: на основе стандарта ISO Стандарт ISO для классификации сварочных электродов для ручной дуговой сварки металлом . региональные и мировые стандарты основаны на этом международном стандарте. Он предоставляет гораздо больше информации и является более подробным, чем классификация AWS; однако ее не так просто запомнить и вспомнить, как классификацию AWS.
Например, классификация сварочного электрода по ISO 2560: E55 3 MnMo B T 42 h20. Он будет охватывать соответствующие номера по одному.
- E 55 3 MnMo B T 42 h20: В данном случае буква «Е» означает электрод с флюсовым покрытием, используемый при ручной дуговой сварке металлическим электродом.
- E 55 3MnMo Bt 42h20: Металл сварного шва будет иметь минимальную прочность на растяжение 550 Н/мм2 в соответствии с номером 55. Другие соответствующие номера и соответствующие им значения прочности на растяжение перечислены в таблице ниже.
Символ | Минимальная прочность на растяжение (Н/мм2) |
43 | 430 |
49 | 490 |
55 | 550 |
57 | 570 |
- E55 3 MnMo B T 42 h20: Значимое число “3” здесь обозначает самую низкую температуру, ниже которой сварной шов становится хрупким.
 Чтобы считаться нехрупким, сварной шов должен выдерживать энергию 46 Дж без разрыва. Таким образом, «3» здесь означает, что сварной шов станет хрупким при температуре -30°C или ниже.
Чтобы считаться нехрупким, сварной шов должен выдерживать энергию 46 Дж без разрыва. Таким образом, «3» здесь означает, что сварной шов станет хрупким при температуре -30°C или ниже. - E55 3 MnMo B T 42 h20 : Это дополнительное поле, которое иногда заполняется. Металл сплава в наплавленном металле в этом случае обозначается буквами «MnMo». В этом конкретном случае критический характер предсказывает, что наплавленный металл будет содержать молибден в концентрации от 0,3 до 0,6% и марганец в диапазоне от 1,4 до 2,0%.
- E55 3MnMo B t 42h20: Ключевая буква “B” в этом предложении обозначает вид флюсового покрытия. В данном случае это основное покрытие из карбоната кальция. Информацию о других типах флюсовых покрытий см. в таблице ниже.
Подробнее: Металлообработка и сварка
Типы покрытий на сварочных электродах | |
А | Кислотное покрытие |
С | Целлюлозное покрытие |
Р | Рутиловое покрытие |
руб. | Толстое рутиловое покрытие |
RC | Рутил-целлюлозное покрытие |
РА | Рутилово-кислотное покрытие |
РБ | Рутилово-основное покрытие |
Б | Основное покрытие |

- E55 3MnMo B t 42h20: Здесь буква «Т» добавляет дополнительные указания по термообработке сварного шва. Сварной шов должен быть отожжен при температуре от 560 до 600 градусов по Цельсию в течение одного часа, затем охлажден в печи до 300 градусов по Цельсию перед охлаждением на воздухе.
- E55 3 MnMo B T 4 2 ч20: Решающая цифра «4» в этом предложении относится к депозиту и текущим ставкам. В этом случае он имеет депозитную ставку от 105 до 125% и может использоваться только для DC.
 Тот факт, что он превышает количество металла в сварочном электроде, свидетельствует о наличии железного порошка в слое флюса.
Тот факт, что он превышает количество металла в сварочном электроде, свидетельствует о наличии железного порошка в слое флюса. - E55 3MnMo Bt 4 2 h20: Решающая цифра “2” в этом предложении обозначает точки, в которых электрод можно использовать для сварки. Здесь это относится ко всем позициям, кроме вертикального вниз.
Сварочные позиции |
|
|
|
|
|
- E55 3 MnMo B T 42 h20 : Содержание водорода в наплавленном металле обозначается в этом уравнении символом “h20”.
 В данном случае это 10мл/100г. Для просмотра дополнительных символов см. таблицу ниже.
В данном случае это 10мл/100г. Для просмотра дополнительных символов см. таблицу ниже.
Символ | Максимальное содержание водорода мл 100 г наплавленного металла |
H5 | 5 |
х20 | 10 |
х25 | 15 |
Этикетка (E55 3 MnMo B T 42 h20) на сварочном электроде указывает, что это сварочный электрод с первичным флюсовым покрытием с минимальной прочностью на растяжение 550 Н/мм2, который становится хрупким при -30 градусах Цельсия. Он имеет легирующую концентрацию марганца от 1,4 до 2,0% и легирующую концентрацию молибдена от 0,3 до 0,6%. Он имеет ставку депозита 105 и 125% и может работать с постоянным током. Вы можете использовать его во всех положениях, кроме вертикального вниз.