Классы точности резьбы: НТБ МАЛИ :: Ошибка 404
alexxlab | 08.05.2019 | 0 | Разное
Стандарты резьбы и точность предварительно обработанных отверстий
Точность предварительных отверстий под нарезание резьбы метчиком
| Класс точности, метчик | Точность, внутренняя резьба (гайка) | Назначение | ||||||
|---|---|---|---|---|---|---|---|---|
| ISO | DIN | ANSI BS | ||||||
| ISO 1 | 4 H | 3 B | 4 H | 5 H | | | | Соединение с натягом |
| ISO 2 | 6 H | 2 B | 4 G | 5 G | 6 H | | | Соединение с переходной посадкой |
| ISO 3 | 6 G | 1 B | | | 6 G | 7 H | 8 H | Соединение с зазором |
| - | 7 G | - | | | | 7 G | 8 G | Прослабленная резьба под нанесение покрытия |
Для получения резьбового соединения с переходной посадкой используются метчики с допуском ISO 2 (6H). Метчики с меньшим допуском (ISO 1) позволяют получить соединение без зазора по среднему диаметру резьбы. Метчики с большим допуском (ISO 3) дают большой зазор в резьбовом соединении. Они используются для получения резьбы на гайках, на которые в дальнейшем будет нанесено покрытие, или если необходимо обеспечить соединение со свободной посадкой. Помимо метчиков с допусками 6H (ISO2) и 6G (ISO3), а также 6G и 7G, выпускаются метчики с допусками 6HX и 6GX. Буква «X» означает, что данный класс точности не является стандартным и такой метчик предназначен для нарезания резьбы в высокопрочных или абразивных материалах, например, в чугуне. При обработке таких материалов отсутствует риск получения резьбы большего диаметра, поэтому для улучшения стойкости метчика можно использовать более высокий класс точности. Ширина поля допуска одинакова для 6H и 6HX. Метчики-раскатники обычно изготавливаются с допусками 6HX или 6GX.
Трубные резьбы соответствуют следующим стандартам:
- Резьба G по ISO 228-1. Один класс для внутренней резьбы (метчика)
- Резьбы Rc и Rp по ISO 7-1
- Резьбы NPT и NPSM по ANSI B1.20.1
- Резьбы NPTF и NPSF по ANSI B1.20.3
Расположение поля допуска
Ширина поля допуска метчика намного меньше, чем ширина поля допуска получаемой резьбы. Поле допуска метчика расположено таким образом, что он обрабатывает резьбу корректного размера. По мере использования метчик постепенно изнашивается и его диаметр становится меньше нижнего отклонения диаметра проходного калибра, что не позволяет ему корректно нарезать резьбу. Оптимальным расположением поля допуска метчика могла бы стать верхняя часть поля допуска внутренней резьбы, но тогда возник бы риск получения резьбы большего диаметра, выходящего за верхние границы непроходного калибра. Допуски «X», применяемые при обработке материалов с низкой вероятностью получения резьбы большего диаметра, приведены выше. В результате повышается стойкость инструмента, так как требуется больше времени для достижения предельно допустимой степени износа, при которой размер резьбы выходит за нижние пределы допуска.

Особенности резьбонарезания, точность резьбы | stamo-tools.ru
Силы, действующие при резьбонарезании
Ниже приведены силы возникающие при резьбонарезании у метчика со спиральной канавкой (рис. А) и с прямой канавкой с подточкой (рис. Б):
Направление вращения Силы резания Осевые силы Радиальные силы
| ||
рис. А (силы, действующие при использовании метчиков с правой спиралью) | рис. Б (силы, действующие при использовании метчиков со спиральным забрным конусом) |
Это необходимо учесть при использовании плавающих резьбонарезных патронов.
В случае использования метчиков с правой спиралью осевые силы направлены в сторону подачи, что компенсируется продольным растяжением патрона. Это может привести к увеличенному шагу резьбы.
Поэтому значение подачи необходимо назначать приблизительно на 5% меньше от расчетной Vf= n*p (где n частота вращения, p-шаг резьбы).
В случае использования метчиков с левой спиралью или прямыми канавками осевые силы действуют против направления подачи, поэтому рекомендуется использовать расчетное значение подачи.
Точность резьбы
| Метчик | Внутренняя резьба, гайка | Тип соединения | ||||||
| ISO | DIN | ANSI/ASME | ||||||
| ISO 1 | 4H | 3B | 4H | 5H | C натягом | |||
| ISO 2 | 6H | 2B | 4G | 5G | 6H | По переходной посадке | ||
| ISO 3 | 6G | 1B | 6G | 7H | 8H | С зазором | ||
| 7G | 7G | 8G | Прослабленное под покрытие | |||||
Классы точности
Внутренняя резьба класс точности H | Допуски на метчики | Допуски на раскатники | Внутренняя резьба класс G |
D2 – средний диаметр, Au- основное отклонение
Для получения стандартного резьбового соединения с переходной посадкой необходимо использовать метчики с допуском ISO 2, 6H или 2В. Метчики с меньшим допуском по ISO 1 (4Н или 3В) позволяют получить соединение с натягом по среднему диаметру резьбы. Метчики с допуском по ISO 3 (6G, 1B) используются в гайках, на которые предполагается нанести покрытие.
Кроме метчиков с допусками 6H, 6G и 7G выпускаются метчики 6HX и 6GX. Буква “X” означает, что данный допуск не является стандартным. Такие метчики применяются в материалах для компенсации эластичной деформации материала. Поле допуска 6H и 6HX одно и то же. Используется такой вид допуска, как правило, в раскатниках.
Допуски на метрическую резьбу по стандарту ISO
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| Внутренняя резьба |
| Метчик |
Классы – точность – резьба
Классы – точность – резьба
Cтраница 1
Классы точности резьб с мелкими шагами в настоящее время применяются вне зависимости от п, исходя лишь из необходимости иметь тот или иной допуск b при любом п на длине свинчивания. [1]
Классы точности резьбы
как конструкторские категории связаны со степенями точности изготовления резьб ( см. рис. 6.6 и 6 7) – от 6 – й до 10 – й включительно, причем б-я степень точности является основной, допуск ее является резьбовой единицей. [2]В табл. 20 приведены классы точности резьбы, формуемой в пластмассе. В этой же таблице даны значения As, AU3H и б, при которых достигаются эти классы точности. [3]
В табл. 20 приведены классы точности резьбы, формуемой в пластмассе. В этой же таблице даны значения As, Аизн и б, при которых достигаются эти классы точности. [4]
Обозначения стандартных винтов других типов и классов точности резьбы аналогичны приведенным выше с заменой лишь номера ГОСТ, указанием класса точности резьбы и покрытия. [5]
Обозначения стандартных болтов других типов и
Обозначения стандартных болтов других типов и классов точности резьбы аналогичны приведенным выше с заменой лишь номера ГОСТ, указанием класса точности резьбы и покрытия. [7]
Новые стандарты определяют размеры изделия, шаги и классы точности резьбы, основные физико-механические свойства готовых изделий, защитные и декоративные покрытия. Все эти показатели введены в условные обозначения крепежных деталей. [8]
Основы этой системы допусков и посадок, включающие степени точности, классы точности резьб, нормирование длин свинчивания, методики расчета допусков отдельных параметров резьбы, обозначение точности и посадок метрических резьб на чертежах, контроль метрических резьб и другие вопросы системы являются общими для всех разновидностей метрических резьб, хотя каждая из них имеет и свои особенности, иногда существенные, которые получили отражение в соответствующих ГОСТах. [9]
В новом стандарте ГОСТ 9562 – 60 на допуски трапецеидальной резьбы вместо степеней точности предусмотрены классы точности резьбы. [10]
Новые стандарты на болты, винты и гайки являются документами, полностью определяющими размеры изделия, шаги и классы точности резьбы, основные физико-механические свойства материалов, защитные и. [11]
Система допусков трапецеидальной резьбы предусматривает: допуски диаметров резьбы, положения полей допусков диаметров резьбы, классификацию длин свинчивания, поля допусков резьбы п их выбор с учетом длин свинчивания и классов точности резьбы. [12]
Классы точности резьбы регламентированы независимо от методов ее изготовления. Однако для получения резьбы требуемого класса точности необходимо применять определенные методы и режимы ее изготовления. При различных методах изготовления резьбы получается различная шероховатость ее поверхности. Данные промышленности и специальных исследований по точностным возможностям различных методов изготовления резьбы приведены в табл. 9.7. Точность резьбы и шероховатость ее поверхности определяются типом и состоянием оборудования и инструмента, жесткостью системы станок – приспособление – инструмент – деталь, режимом резьбообразования и другими технологическими факторами. Например, нарезание резьбы заточенным инструментом за несколько проходов повышает ее точность и уменьшает шероховатость. По мере износа резьбо-образующего инструмента шероховатость увеличивается, а точность резьбы понижается. Для термически необработанной или отожженной стали шероховатость получается большей, чем для нормализованной. [13]
Шпильки изготавливаются двух типов: А – с одинаковыми номинальными диаметрами резьбы и гладкой части и Б – с номинальными диаметрами резьбы, большими номинального диаметра гладкой части. Классы точности резьбы у 1ппилек нормальной точности – 3, 2 и 2а, причем 3 – й класс точности является основным. [14]
Классы точности резьбы регламентированы независимо от методов ее изготовления. [15]
Страницы: 1 2
Технические условия и нормы точности на резьбовые крепежные изделия
Содержание страницы
1. Технические условия на резьбовые крепежные изделия с метрической резьбой
Для характеристики механических свойств резьбовых и крепежных деталей предусмотрены классы и группы прочности в зависимости от материала и технологического процесса изготовления (табл. 1). Выбор материала зависит от эксплуатационных условий и технических требований, предъявляемых к конструкции машины или механизма.
Таблица 1. Крепежные изделия с метрической резьбой. Классы прочности по ГОСТ 1759-70
| Наименование крепежных изделий | Марка материала | Класс прочности или условное обозначение группы | ||
| Болты | Сталь 10кп ГОСТ 1050-74 | 4,8 | ||
| Сталь 35 ГОСТ 1050-74 | 5,6 ; 6,6; 8,8 | |||
| Сталь I2XI8H9T ГОСТ 5032-72 | 21 | |||
| Винты | Сталь 10кп ГОСТ 1050-74 | 4,8 | ||
| Сталь 35 ГОСТ 1050-74 | 5,6 ; 8,8 | |||
| Л63 ГОСТ 15527-70 | 32 | |||
| Сталь 12х18Н9Т ГОСТ 5532-72 | 21 | |||
| Винты установочные | Сталь 35 ГОСТ 1050-74 | 14Н; 22Н; 33Н | ||
| Сталь I2Х18H9T ГОСТ 5632-72 | 21 | |||
| Гайки | Сталь 10кп ГОСТ 1050-74 | 5 | ||
| Сталь 35 ГОСТ 1050-74 | 6; 8 | |||
| Л63 ГОСТ 15527-70 | З2 | |||
| Сталь I2XI8H9T ГОСТ 5632-72 | 21 | |||
| Гайки низкие | Сталь 10кп ГОСТ 1050-74 | 04 | ||
| Л63 ГОСТ 15527-70 | 32 | |||
| Заклепки | Сталь 10кп ГОСТ 1050-74 | 01 | ||
| Л63 ГОСТ 15527-70 | 32 | |||
| М3 ГОСТ 859-78 | 38 | |||
| АД1ГОСТ 4784-74 | 37 | |||
| Шайбы | Сталь 08кп ГОСТ 1050-74 | 01 | ||
| Сталь 35 ГОСТ 1050-74 | 05 | |||
| Сталь I2ХI8HI0T ГОСТ 5632-72 | 21 | |||
| Л63 ГОСТ 15527-70 | 32 | |||
| Штифты | Сталь 45 ГОСТ 1050-74 | — | ||
| Шпильки | Сталь 10кп ГОСТ 1050-74 | 5,8 | ||
| Сталь 35 ГОСТ 1050-74 | 5,6 ; 6,6; 8,8 | |||
| Шплинты | Сталь 10кп ГОСТ 1050-74. | 0 | ||
| Ушки для пружин | Сталь 10кп ГОСТ 1050-74 | 4,8 | ||
| Сталь 35 ГОСТ 1056-74 | 5,6 | |||
| Примечание. В прямоугольных рамках указаны значения классов прочности (групп) предпочтительного применения. | ||||
Виды покрытий для резьбовых крепежных изделий выбирают в зависимости от материала, технологического процесса изготовления и эксплуатационных условий, предъявляемых к конструкции (табл. 2, 3).
Таблица 2. Крепежные изделия с метрической резьбой. Виды покрытий
| Вид покрытия | Обозначение покрытия | |
| по ГОСТ 9.306-85 | цифровое | |
| Цинковое хроматированное | Ц. хр | 01 |
| Кадмиевое, хроматированное* | Кд. хр | 02 |
| Медно-никелевое, многослойное | М. Н | 03 |
| Окисное, пропитанное маслом | Хим. окс. прм. | 05 |
| Оловянное | О | 07 |
| Никелевое | Н | 13 |
Примечания:
* Кадмиевое, хроматированное покрытие применяется для изделий, предназначенных для эксплуатации в условиях тропического климата | ||
Таблица 3. Крепежные изделия с метрической резьбой. Толщина покрытия
| Изделия с резьбой | Изделия без резьбы | |
| шаг резьбы, мм | толщина, мкм | толщина, мкм |
| От 0,4 до 0,45 | 3 | 6-9 |
| От 0,5 до 0,75 | 6 | |
| От 0,8 до 5 | 9 | |
2. Нормы точности для резьбовых крепежных деталей
Отклонения – верхнее для болтов и нижнее для гаек – отсчитывается от номинального профиля резьбы перпендикулярно оси резьбы. Основные отклонения для резьбы болтов обозначают – h, g, e, d; для гаек – H, G.
Для диаметров болтов и гаек установлены следующие ряды допусков (степеней точности) (табл. 4).
Таблица 4. Крепежные изделия с метрической резьбой. Ряды допусков (степеней точности)
| Диаметр | Степень точности |
| Болта, наружный | 4, 6, 8 |
| Болта, средний | 4, 6, 7, 8, 9 |
| Гайки, внутренний | 5, 6, 7 |
| Гайки, средний | 4, 5, 6, 7 |
За основу ряда допусков для всех диаметров резьбы принята 6-я степень точности. Ее рекомендуют для резьбы средней точности и при нормальной длине свинчивания.
Допуски для остальных степеней точности определяют умножением допуска 6-й степени точности на коэффициент (табл. 5).
Таблица 5. Коэффициенты для расчета допусков
| Степени точности | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Коэффициент | 0,5 | 0,63 | 0,8 | 1,0 | 1,25 | 1,6 | 2 |
В соответствии с требованиями, предъявляемыми к точности резьбового соединения, поля допусков болтов и гаек установлены в трех классах точности: точном, среднем и грубом (табл. 6).
Таблица 6. Крепежные детали с метрической резьбой. Поля допусков
| Длина свинчивания | Класс точности | Отклонения | ||||
| поля допусков гаек | поля допусков болтов | |||||
| Н | G | h | g | e | ||
| S (короткая) | Точный | 4Н | — | (3h5h) | — | — |
| Средний | 5Н | (5G) | (5h6h) | (5g6g) | — | |
| Грубый | — | — | — | — | — | |
| N (нормальная) | Точный | 5Н | — | 4h | — | — |
| Средний | 6Н | (6G) | 6h | 6g | 6e | |
| Грубый | 7Н | 7G | 8h | 8g | — | |
| L (длинная) | Точный | 6Н | — | (5h5h) | — | — |
| Средний | 7Н | 7G | (7h6h) | (7g6g) | (7e6e) | |
| Грубый | 8Н | 8G | — | (9g8g) | — | |
Примечания:
| ||||||
Размеры резьбы после покрытия не должны выходить за пределы, определяемые ее профилем, и соответствовать основным отклонениям h, H.
Для стандартизованных полей допусков задаются предельные отклонения для резьбы болтов: верхнее – для наружного d, среднего d2 и внутреннего d1 диаметров; нижнее – для наружного d и среднего d 2 диаметров. Для внутреннего диаметра резьбы болта нижнее отклонение не регламентируется, но косвенно ограничивается формой впадины резьбы болта.
Поля допусков наружной и внутренней метрической резьбы для крепежных изделий и сопрягаемых отверстий устанавливаются по ГОСТ 16093-81: для наружной резьбы – 6g; для внутренней резьбы – 6H.
Неуказанные предельные отклонения размеров: h24, h24, ± t2/2 .
Неуказанные допуски формы и расположения – по ГОСТ 25069-81.
Просмотров: 79
Резьба степень точности – Энциклопедия по машиностроению XXL
Степень точности резьбы Степень точности резьбы [c.99]Допуски на резьбу плашек по ГОСТ 17587—72 предусматривают возможность нарезания метрических резьб степеней точности 6Л, 6g, 6е, 6d, 8Л, 6й, 8h по ГОСТ 16093—70. [c.450]
Для отдельных типов резьб могут быть установлены лишь некоторые из перечисленных классов. Разделение по классам точности производят в зависимости от допуска резьбы (степени точности) и длин свинчивания. Это разделение носит условный, вспомогательный характер. В конструкторской документации указывают не классы точности, а поля допусков резьбы. [c.7]
Вид резьбы Диаметр резьбы Степень точности Основное отклонение [c.60]
Внд резьбы Диаметр резьбы Степень точности Основные отклонения [c.169]
Величины предельных отклонений резьбы метчиков для дюймовой резьбы степени точности С и О [c.261]
Для метрических и трапецеидальных резьб величина допуска устанавливается в зависимости от принятой степени точности, его расположение — от выбираемого основного отклонения. ГОСТ 16093—70 устанавливает для метрических резьб степени точности 4, 5, 6, 7 и 8, ряды основных отклонений для гаек — Я и О, для болтов к, g, е и По ГОСТ 9562—75 для трапецеидальных резьб предусмотрены степени точности 4, 6, 7, 8 и 9 и ряды основных отклонений для гаек — Я, для болтов— Л, е, с. Численные значения [c.90]
Схемы расположения полей допусков калибров для проверки резьб свыше 200 мм по ГОСТ 6725-53 не имеют существенного отличия от схем расположения полей допусков по ГОСТ 1623-46. Для резьб степеней точности Е, е — К, к различие в схемах состоит только в том, что по схеме ГОСТ 6725-53 не предусматриваются поля приемных калибров и соответственно контркалибра К-П- Для резьб степеней точности С, с, В, с1 схемы по номенклатуре калибров полностью совпадают и различие состоит только в том, что поля допусков на изготовление несколько больше смещены в поля допусков резьбы болтов и гаек. Схемы расположения допусков по наружному и внутреннему диаметрам резьбы калибров полностью совпадают. [c.15]
Эта же нормаль устанавливает на средний, наружный и внутренний диаметры резьбы винта допуски, равные соответствующим допускам трапецоидальной резьбы степени точности т но ОСТ 7714. [c.491]
Для сравнительной характеристики точности изготовления резьб поля допусков в стандартах группируются в классах точности “точный”, “средний”, “грубый” и “очень грубый”. Для отдельных типов резьб могут быть установлены лишь некоторые из перечисленных классов. Разделение по классам точности проводят в зависимости, от допуска резьбы (степень точности) и длин свинчивания. Это разделение носит условный, вспомогательный характер. В конструкторской документации указывают не классы точности, а поля допусков резьбы. [c.281]
Особенно широко распространены в машиностроении стандартные резьбы, параметры которых устанавливаются соответствующими стандартами. Точность изготовления отдельных типов резьб определяется классом (степенью) точности резьбы. ГОСТ 16093-70 устанавливает три класса точности резьбы (точный, средний, грубый) и предусматривает условные обозначения точности. Необходимость применения того или иного класса точности определяется назначением резьбы и требованиями, предъявляемыми к резьбовому соединению. [c.151]
Стандарты, устанавливающие параметры той или иной резьбы, предусматривают также ее условное обозначение. Обозначение резьбы обычно включает в себя буквенное обозначение, определяющее тип резьбы, а также размер резьбы. Если при одном и том же размере резьба может иметь различный шаг или выполняться различной точности, то в обозначении резьбы должны указываться шаг и степень точности резьбы. [c.159]
Метрическая резьба с наружным диаметром 24 мм, изготовленная с крупным шагом, по 2-му классу (степени) точности, обозначается [c.159]
ГОСТ 1759-70 устанавливает, что исполнение 1, класс (степень) точности резьбы 3 и вид покрытия 00 (т. е. деталь выполнена без покрытия) в обозначении детали не указываются. Если учесть, что крупный шаг резьбы также не указывается в обозначении, то в ряде случаев обозначения резьбовых деталей имеют более простой вид. [c.166]
С целью упрощения условных обозначений резьбовых крепежных деталей можно ориентироваться на применение деталей без покрытия, выполненных с крупным шагом резьбы по 3-му классу (степени) точности. С учетом изложенного ниже приводятся примеры обозначений, которые могут применяться при изучении курса Черчение . В этих обозначениях условно принято [c.166]
Все детали примеров имеют резьбу М24 с крупным шагом, выполненную по 3-му классу (степени) точности. [c.166]
Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение (например, 6h, 6g, 6Н). [c.189]
Гайки изготовляют повышенной (А), нормальной (В) и грубой точности. Степень точности определяет шероховатость боковых сторон профиля резьбы и поверхности торцов. [c.211]
Нарезание резьбы. Внутренние резьбы на валах нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производства наружные — резцами, гребенками, плашками. Наружные резьбы также получают фрезерованием, вихревым методом, накатыванием. В мелкосерийном и единичном производствах наружные резьбы изготовляют на токарно-винторезных станках с применением резьбовых резцов или гребенок, обеспечивая 6—8-ю степени точности. Резьбы 4-й степени точности нарезают на прецизионных токарно-винторезных станках. [c.174]
В крупносерийном и массовом производствах резьбы получают накатыванием, при этом получают резьбу 6-й степени точности. Накатывание резьбы производительнее нарезания ее резьбовыми головками. [c.174]
Для резьб и резьбовых соединений степени точности имеют то же значение, что квалитеты для гладких цилиндрических соединений, и также обозначаются в порядке убывания точности цифра.ми 0, 7, 8 и т. п. [c.161]
Расположение полей допусков гаек и винтов показано на рис. 13.9. Отклонения отсчитывают от номинальных значений соответствующих диаметров в направлении, перпендикулярном оси резьбы. ГОСТ 9562—75 устанавливает основные отклонения диаметров резьбы и степени точности (табл. 13.4), две группы длин свинчивания — нормальная N и большая Т средний и грубый классы точности и рекомендуемые поля допусков (табл. 13.5). [c.168]
Степени точности, основные отклонения и поля допусков по внутренним, наружным и средним диаметрам указаны в табл. 11.2. .. 11.7. Поля допусков по профилю резьб и схемы полей допусков по средним диаметрам для метрической резьбы изображены на рис. 11.2-посадки с зазором, на рис. 11..3-переходные посадки и на рис. 11.4-посадки с натягом для трапецеидальных резьб показаны на рис. 11.5 для упорной резьбы с углом профиля 33°-на рис. 11.6. [c.125]
Обозначение полей допусков метрических резьб треугольного профиля. Обозначение поля допуска диаметра резьбы состоит из цифры и буквы, указывающих степень точности и основное отклонение, например 4h, 6G. [c.126]
Степени точности резьбы [c.240]
Номинальный диаметр резьбы d, мм Шаг Р. мм Т . для степени точности [c.257]
Выбор степени точности резьбы. Степень точности необходимо выбирать с учетом эксплуатационных требований, предъявляемых к резьбово1яу соединению. При этом следует учитывать [c.618]
Примечания 1. В таблице приведены значения стойкости для метчиков из базовой быстрорежущей стали Р6М6 с высотой профиля 75 %, что соответствует резьбе степени точности 6Н по ГОСТ 16093-81. [c.558]
Средний диаметр резьбы измеряли с помощью пяти резьбовых калибров-пробок с распределенным нолем допуска на резьбу степени точности 6Н (ГОСТ 16093—70). Размеры каждого калибра из этого набора (они условно названы разрядами точности резьбы) получены путем деления поля допуска резьбы (для резьбы М12Х Х1,75-6Н оно равно 132 мкм) на пять равных интервалов. Средний диаметр резьбы замеряли на 5—10 образцах через каждые 50—100 отверстий. [c.95]
Изображение резьбы. На рис. 9, о показано изображение резьбы на стержне, на рис. 9, б — в отверстии. Длину резьбы на стержне и в отверстии, как правило, указывают без сбега. При необходимости на чертеже указьшают длину сбега резьбы (рис. 9,в) или длину резьбы со сбегом (рис. 9, г). Если у детали нестандартная резьба, то ее профиль и размеры приводят на чертеже. Стандартные резьбы обозначают на чертежах условным обозначением. На рис. 9,6 показана наружная метрическая резьба с номинальным размером 16 мм (наружный диаметр резьбы), степень точности 6 и поле допуска Так как не указан шаг резьбы, то это означает, что резьба с крупным шагом (в данном случае Р = [c.16]
Вид резьбы Дияметры резьбы Степени точности Основные отклонения [c.212]
Предельные отклонения разд еров резьбы указываются в обозначении классами точности, а для мелких метрических резьб — степенью точности (по ОСТ НКТП 1256) или условными обозначениями поля допуска по соответствующему стандарту при этом допускается обозначение предельных отклонений особой надписью на поле чертежа. [c.930]
На производственных чертежах в обозначение метрической резьбы входит 1акже обозначение поля допуска диаметра резьбы, которое состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение (см. гл. 4). Это обозначение следует за обозначением размера резьбы. Например, метрическая резьба с крупным шагом для болта обозначается [c.159]
По ГОСТ 16093-81 (СТ СЭВ 640-77) для получения различных посадок резьб предусмотрены четыре основных откло-НС1ГИЯ для наружной резьбы (болтов, винтов), обозначаемые буквами /(, g, е, d, и два для внутренней резьбы (гаек) — Н, G. Этот же стандарт устанавливает для наружного диаметра резьбы болта 4, 6 и 8-ю степени точности и соответственно для внутреннего диаметра гайки 5, 6 и 7-ю степени точности. [c.189]
Допуск на основные диаметры резьбы, относящиеся к одним и тем же интервалам размеров, зависит от степени точности. ГОСТ 16093—70 устаналивает следующие степени точности для болтов по наружному диаметру — 4, 6, 8 и по среднему диаметру — 4, 6, 7, 8 для гаек по внутреннему диаметру — 5, 6, 7 и по среднему диаметру — 4, 5, 6, 7. Ряды допусков в перечисленных степенях точности установлены для диаметров болтов d и 2 и гаек Dj и D . На диаметры и D вторые предельные отклонения (см. рис. 13.5, а) ограничены резьбонарезным инструментом, и допуски на них не устанавливаются. За основной ряд допусков в системе ИСО и в ГОСТ 16093—70 принят ряд допусков 6-й степени. Допуски этой степени вычисляют по эмпирическим формулам. Допуски d и Dj зависят только от шага резьбы, а допуски 2 и D2 зависят от шага и номинального диаметра резьбы. На внутренний и средний диаметры резьбы гаек устанавливают несколько большие допуски, чем на d и 2 резьбы болтов одинакового номиналь- [c.161]
Поля допусков отдельных диаметров резьбы обозначают цифрой, показывающей степень точности, и буквой, соответствующей основному отклонению. Например, запись 6 означает поле допуска болга 6-й степени точности с основным отклонением г 7И — поле допупщ гайки 7-й степени точности с отклонением Н. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра 1на первом месте) и обозначения поля допуска наружного диаметра для болта или внутреннего для гайки. Например, запись lг(jg означает, что принятые поля допусков для г/з, 7к и для й, 6g. Если на оба диаметра резьбы установлены одинаковые поля допусков, ю в условном обозначении символы не повторяются. Например, запись 7Я означает, ч о на оба диаметра резьбы ганки О2, О1) установлены одни и те же поля допусков. [c.162]
Расположение полей допусков соответствует рио. 13.2, а и 13.5, а. В ГОСТ 11709—71 для резьбы болтов и гаек установлены по два основных отклонения (Н и g, Н и (5, рис. 13.5, б), допуски в 6—10 степенях точности три длины свинчивания и три класса точности средний, грубый и очень грубый. Предпочтение следует отдавать малой длине свинчивания 5. При длине 5 применяют поля допусков на одну степень точнее, а при большой L — иа одну степень грубее, чем при нормальной N. В каждом классе точносгн, с учетом длины свинчивания, установлены комплексы рекомендуемых полей допусков (табл. 13.3). Для образования посадок стандарт разрешает применять любые сочетания полей допусков, установленныа для болтов и гаек. Условные обозначения полей допусков болтов, гаек и посадок даны в подразд. 13.3. В приложении к ГОСТ 11709—71 даны рекомендации по выбору степени точности и шага резьбы, а также по определению достижимой точности резьбы в зависимости от способа ее образования. [c.167]
Основные отклонения и степени точности одношгодных. трапецеидальных резьб [c.168]
Примечание. 6-ю степень точности наружного диаметра винтов следует применить только дли резьб, изготовляемых накатынанием. бтепень точности внутреннего диаметра винта должна соответствовать степени точности его среднего диаметра. [c.168]
Вычислим допуски, предельные размеры и отклонения. Выписываем из табл. П56 основные отклонения д.пя резьбы болта es и гайки Е1 , из табл. П53…П55 допуски Td 6), TD 7), 7 2(7), 71)2(7). В скобках указаны степени точности. По формуле (2.4) определяем вторьсе отклонения нижнее ei для резьбы болта и верхнее ES для резьбы гайки по формулам (2.1) и (2.2) находим предельные размеры основных диаметров резьбы. Результаты вычислений приведены в таблице. [c.136]
Технические статьи
Метрический и дюймовый крепеж – это крепеж, который распространен на территории Великобритании и Америки, а так же стран содружественных с ними. Дюймовый крепеж имеет отличительный внешний вид (от метрического) за счет шага резьбы (UNC и UNF), мерой длины является – дюйм, а угол при вершине 55° или 60°. Метрический крепеж имеет более широкую сферу производства, измеряется в миллиметрах и имеет угол при вершине только 60°.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и aдюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.

Метрическая резьба (рис. 1)
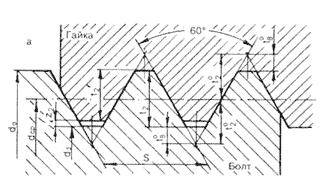
Имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
Дюймовая резьба (рис. 2)

Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта – британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) – штpихи (“) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
- наружным диаметром;
- внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
- и другим.
Точность и поле допуска метрической резьбы
| Класс точности | Поле допуска для резьбы | ||||||
|---|---|---|---|---|---|---|---|
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H | |||
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
|---|---|---|
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
Резьба
Резьба может быть внутренней и наружной.
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
Основные элементы резьб представлены на рис. 3 К ним относятся следующие элементы:
- шаг резьбы – расстояние между вершинами или основаниями двух соседних витков;
- глубина резьбы – расстояние от вершины резьбы до ее основания;
- угол профиля резьбы – угол, заключенный между боковыми сторонами профиля в плоскости оси;
- наружный диаметр – наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
- внутренний диаметр – расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
- Моменты затяжки крепежныйх изделий с дюймовой резьбой стандарта США
Ещё о дюймовом крепеже:
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта – указание ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 154263
13.02.2008
– Python: как найти результат точности в алгоритме классификатора текста SVM для класса мультиэлементов
Переполнение стека- Товары
- Клиенты
- Случаи использования
- Переполнение стека Общественные вопросы и ответы
- Команды Частные вопросы и ответы для вашей команды
- предприятие Частные вопросы и ответы для вашего предприятия
- работы Программирование и связанные с ним возможности технической карьеры
- Талант Нанять технических талантов
python – разница между balance_accuracy_score и precision_score
Переполнение стека- Товары
- Клиенты
- Случаи использования
- Переполнение стека Общественные вопросы и ответы
- Команды Частные вопросы и ответы для вашей команды
- предприятие Частные вопросы и ответы для вашего предприятия
- работы Программирование и связанные с ним возможности технической карьеры
- Талант Нанять технических талантов
- реклама Обратитесь к разработчикам по всему миру
машинное обучение – способы повысить точность наивного байесовского классификатора?
Переполнение стека- Товары
- Клиенты
- Случаи использования
- Переполнение стека Общественные вопросы и ответы
- Команды Частные вопросы и ответы для вашей команды
- предприятие Частные вопросы и ответы для вашего предприятия
- работы Программирование и связанные с ним возможности технической карьеры
- Талант Нанять технических талантов
- реклама Обратитесь к разработчикам по всему миру
Оценка точности классификационной модели: основы – статьи
После построения модели прогнозной классификации вам необходимо оценить производительность модели , то есть насколько хороша модель в прогнозировании результатов новых тестовых данных наблюдений, которые не использовались для обучения модели.
Другими словами, вам нужно оценить точность предсказания модели и ошибки предсказания, используя новый набор тестовых данных. Поскольку мы знаем фактический результат наблюдений в наборе тестовых данных, эффективность прогнозирующей модели можно оценить, сравнивая значения прогнозируемых результатов с известными значениями результатов.
В этой главе описаны обычно используемые метрики и методы оценки эффективности моделей прогнозной классификации, в том числе:
- Средняя точность классификации , представляющая долю правильно классифицированных наблюдений.
- Матрица путаницы , которая представляет собой таблицу 2×2, показывающую четыре параметра, включая количество истинных положительных результатов, истинных отрицаний, ложных отрицательных результатов и ложных положительных результатов.
- Точность, отзыв и специфичность , которые представляют собой три основных показателя производительности, описывающих модель прогнозной классификации
- Кривая ROC , которая представляет собой графическую сводку общей производительности модели, показывающую соотношение истинных положительных и ложных срабатываний при всех возможных значениях отсечения вероятности.Область под кривой ( AUC ) суммирует общую производительность классификатора.
Мы предоставим практические примеры на языке R для расчета этих показателей, а также для создания графика ROC.
В комплекте:
Книга:
Основы машинного обучения: практическое руководство на языке R
Требуется загрузка пакетов R
-
tidyverseдля упрощения работы с данными и визуализации -
caretдля упрощения рабочего процесса машинного обучения
библиотека (tidyverse)
библиотека (каретка) Построение классификационной модели
Чтобы упростить задачу, мы выполним двоичную классификацию, в которой конечная переменная может иметь только два возможных значения: отрицательное и положительное.
Мы рассчитаем пример модели линейного дискриминантного анализа с использованием пакета PimaIndiansDiabetes2 [пакет mlbench], представленного в главе @ref (классификация-в-r), для прогнозирования вероятности положительности теста на диабет на основе клинических переменных.
- Разделить данные на обучение (80%, используется для построения модели) и набор тестов (20%, используется для оценки производительности модели):
# Загрузить данные
данные ("PimaIndiansDiabetes2", package = "mlbench")
Пим.данные %
createDataPartition (p = 0,8, список = FALSE)
train.data - Установите модель LDA на обучающий набор и сделайте прогнозы на основе тестовых данных:
библиотека (МАССА)
# Подходит LDA
подходит Общая точность классификации
Общая точность классификации Уровень соответствует доле правильно классифицированных наблюдений. Определение точности необработанной классификации – это первый шаг в оценке производительности модели.
И наоборот, частота ошибок классификации определяется как доля наблюдений, которые были неправильно классифицированы. Частота ошибок = 1 - точность
Точность и погрешность необработанной классификации можно легко вычислить, сравнив наблюдаемые классы в тестовых данных с классами, предсказанными моделью:
точность ## [1] 0.808 ошибка ## [1] 0.192 Исходя из вышеприведенных выходных данных, линейный дискриминантный анализ правильно предсказал индивидуальный исход в 81% случаев. Это намного лучше, чем случайное предположение. Частота ошибок классификации может быть рассчитана как 100 – 81% = 19%.
В нашем примере двоичный классификатор может делать ошибки двух типов:
- он может ошибочно отнести человека с сахарным диабетом к отрицательной по диабету категории
- он может неправильно отнести человека с отрицательным диабетом к категории с положительным диабетом.
Пропорция этих двух типов ошибок может быть определена путем создания матрицы неточностей , которая сравнивает прогнозируемые значения результатов с известными значениями результатов.
Матрица неточностей
Функция R table () может использоваться для создания матрицы неточностей , чтобы определить, сколько наблюдений было правильно или неправильно классифицировано. Он сравнивает наблюдаемые и прогнозируемые значения результатов и показывает количество правильных и неправильных прогнозов, сгруппированных по типу результата.
# Матрица ошибок, кол-во случаев
таблица (наблюдаемые. классы, предсказанные. классы) ## predicted.classes
## Observable.classes neg pos
## neg 48 4
## pos 11 15 # Матрица неточностей, доля случаев
таблица (наблюдаемые. классы, прогнозируемые. классы)%>%
prop.table ()%>% round (цифры = 3) ## predicted.classes
## Observable.classes neg pos
## neg 0.615 0,051
## поз 0,141 0,192 Диагональные элементы матрицы неточностей указывают на правильные прогнозы, а недиагонали представляют собой неправильные прогнозы. Итак, правильная степень классификации – это сумма числа на диагонали, деленная на размер выборки в тестовых данных. В нашем примере это (48 + 15) / 78 = 81%.
Каждая ячейка таблицы имеет важное значение:
- Истинно положительные (d): это случаи, в которых мы предсказывали, что люди будут иметь диабет, и они были.
- Истинные отрицательные результаты (a): Мы предсказали отрицательный диабет, а индивидуумы были отрицательными.
- Ложные положительные результаты (b): мы предсказали положительный результат по диабету, но на самом деле у людей не было диабета. (Также известна как ошибка типа I .)
- Ложноотрицательные результаты (c): Мы предсказали отрицательный диабет, но у них действительно был диабет. (Также известна как ошибка типа II .)
Технически исходная точность прогноза модели определяется как (TruePositives + TrueNegatives) / SampleSize .
Точность, отзывчивость и специфичность
Помимо точности необработанной классификации, существует множество других показателей, которые широко используются для исследования производительности модели классификации, в том числе:
Точность , которая представляет собой долю истинно положительных результатов среди всех людей, у которых модель была предсказана как диабетическая. Это представляет точность прогнозируемого положительного результата. Точность = TruePositives / (TruePositives + FalsePositives) .
Чувствительность (или Отзыв ), который представляет собой показатель истинных положительных результатов (TPR) или долю идентифицированных положительных результатов среди пациентов с диабетом (класс = 1). Чувствительность = TruePositives / (TruePositives + FalseNegatives) .
Специфичность , которая измеряет показатель истинно отрицательных (TNR), то есть долю идентифицированных отрицательных результатов среди населения с отрицательным диабетом (класс = 0). Специфичность = TrueNegatives / (TrueNegatives + FalseNegatives) .
Уровень ложных положительных результатов (FPR), который представляет собой долю идентифицированных положительных результатов среди здоровых людей (т. Е. Отрицательных по диабету). Это можно рассматривать как ложную тревогу. FPR также можно рассчитать как 1-специфичность . Когда положительные результаты редки, FPR может быть высоким, что приводит к ситуации, когда прогнозируемый положительный результат, скорее всего, является отрицательным.
Sensitivy и Specificity обычно используются для измерения производительности прогнозной модели.
Эти вышеупомянутые показатели можно легко вычислить с помощью функции confusionMatrix () [пакет каретки].
В настройке с двумя классами вам может потребоваться указать необязательный аргумент положительный , который представляет собой строку символов для уровня фактора, соответствующего «положительному» результату (если это имеет смысл для ваших данных). Если имеется только два уровня факторов, по умолчанию используется первый уровень как «положительный» результат.
confusionMatrix (предсказано.классы, наблюдаемые. классы,
Positive = "pos") ## Матрица неточностей и статистика
##
## Ссылка
## Прогноз отрицательной позиции
## neg 48 11
## поз. 4 15
##
## Точность: 0,808
## 95% ДИ: (0,703, 0,888)
## Нет информации Скорость: 0,667
## P-значение [Acc> NIR]: 0,00439
##
## Каппа: 0.536
## P-значение теста Макнемара: 0,12134
##
## Чувствительность: 0,577
## Специфичность: 0,923
## Pos Pred Value: 0,789
## Neg Pred Value: 0,814
## Распространенность: 0,333
## Скорость обнаружения: 0,192
## Распространенность обнаружения: 0,244
## Точность балансировки: 0,750
##
## 'Положительный' класс: pos
## Приведенные выше результаты показывают различные статистические показатели, среди которых наиболее важными являются:
- перекрестная таблица между предсказанием и эталонным известным результатом
- точность модели, 81%
- каппа (54%), то есть точность, скорректированная на случайность.
В нашем примере чувствительность составляет ~ 58%, то есть доля людей с диабетом, которые были правильно идентифицированы моделью как диабетические.
Специфичность модели составляет ~ 92%, то есть процент людей с отрицательным диабетом, которые были правильно определены моделью как диабетически отрицательные.
Точность модели или доля положительного предсказанного значения составляет 79%.
В медицине чувствительность и специфичность – два важных показателя, характеризующих эффективность классификатора или скринингового теста.Важность между чувствительностью и специфичностью зависит от контекста. Обычно нас интересует один из этих показателей.
В медицинской диагностике, такой как в нашем примере, мы, вероятно, больше озабочены минимальным ошибочно положительным диагнозом. Так что нас больше волнует высокая специфичность. Здесь специфичность модели составляет 92%, что очень хорошо.
В некоторых ситуациях нас может больше заинтересовать настройка модели, чтобы повысить чувствительность / точность. С этой целью вы можете протестировать различную границу вероятности, чтобы решить, какие люди положительные, а какие отрицательные.
Обратите внимание, что здесь мы использовали p> 0,5 в качестве порога вероятности, выше которого мы объявляем затронутых лиц как диабетиков. Однако, если нас беспокоит неправильное предсказание диабет-положительного статуса для действительно положительных людей, то мы можем рассмотреть возможность снижения этого порога: p> 0,2 .
Кривая ROC
Введение
Кривая ROC (или кривая рабочих характеристик приемника ) – это популярная графическая мера для оценки производительности или точности классификатора, которая соответствует общей доле правильно классифицированных наблюдений.
Например, точность медицинского диагностического теста можно оценить, рассматривая два возможных типа ошибок: ложные срабатывания и ложноотрицательные результаты. С точки зрения классификации тест будет объявлен положительным, когда соответствующая прогнозируемая вероятность, возвращаемая алгоритмом классификатора, превышает фиксированный порог. Этот порог обычно устанавливается на 0,5 (т. Е. 50%), что соответствует вероятности случайного угадывания.
Итак, со ссылкой на наш пример данных о диабете, для данного фиксированного ограничения вероятности:
- показатель истинно положительных результатов (или дробь) – это доля идентифицированных положительных результатов среди пациентов с диабетом.Напомним, что это также известно как чувствительность модели прогнозного классификатора.
- и частота ложных срабатываний – это доля идентифицированных положительных результатов среди здоровых (то есть с отрицательным диабетом) людей. Это также определяется как
1-специфичность, где -специфичность измеряет истинно отрицательный показатель , то есть долю идентифицированных отрицательных результатов среди диабет-отрицательной популяции.
Поскольку мы обычно не знаем предельное значение вероятности заранее, кривая ROC обычно используется для построения графика истинно положительной частоты (или чувствительности на оси Y) против ложноположительной частоты (или «1-специфичности» на оси x. ) при всех возможных ограничениях вероятности.Это показывает компромисс между скоростью, с которой вы можете что-то правильно предсказывать, и скоростью неверного предсказания. Другое визуальное представление графика ROC – просто отображение чувствительности в зависимости от специфики.
Область под кривой ( AUC ) суммирует общую производительность классификатора по всем возможным порогам вероятности. Он представляет собой способность алгоритма классификации отличать единицы от нулей (т. Е. События от несобытий или положительные моменты от отрицательных).
Для хорошей модели кривая ROC должна круто подниматься, указывая на то, что частота истинных положительных результатов (ось y) увеличивается быстрее, чем частота ложных положительных результатов (ось x), по мере уменьшения порога вероятности.
Итак, «идеальная точка» – это верхний левый угол графика, то есть коэффициент ложных срабатываний равен нулю, а истинно положительный коэффициент равен единице. Это не очень реалистично, но означает, что чем больше AUC, тем лучше классификатор.
Показатель AUC варьируется от 0.50 (случайный классификатор) и 1,00. Значения выше 0,80 – признак хорошего классификатора.
В этом разделе мы покажем вам, как вычислить и построить кривую ROC в R для задач классификации на два и несколько классов. Мы будем использовать линейный дискриминантный анализ, чтобы разделить людей на группы.
Расчет и построение кривой ROC
ROC-анализ можно легко выполнить с помощью пакета R pROC .
библиотека (pROC)
# Вычислить roc
местожительствоroc Серая диагональная линия представляет классификатор не лучше случайного.
У высокопроизводительного классификатора будет ROC, который круто поднимается к верхнему левому углу, то есть он будет правильно определять множество положительных результатов без ошибочной классификации отрицательных результатов как положительных.
В нашем примере AUC составляет 0,85, что близко к максимуму (max = 1). Итак, наш классификатор можно считать очень хорошим. Ожидается, что классификатор, который работает не лучше, чем вероятность, будет иметь AUC, равный 0.5 при оценке на независимом тестовом наборе, не используемом для обучения модели.
Если нам нужна модель классификатора со специфичностью не менее 60%, то чувствительность составляет около 0,88%. Соответствующий порог вероятности можно извлечь следующим образом:
# Извлекаем интересные результаты
фильтр roc.data% (специфичность> = 0,6) ## # Тибл: 44 x 3
## пороги чувствительности специфичности
##
## 1 0,111 0,885 0.615
## 2 0,114 0,885 0,635
## 3 0,114 0,885 0,654
## 4 0,115 0,885 0,673
## 5 0,119 0,885 0,692
## 6 0,131 0,885 0,712
## # ... с еще 38 строками Лучший порог с наивысшей суммарной чувствительностью + специфичностью можно распечатать следующим образом. Может быть более одного порога.
plot.roc (res.roc, print.auc = TRUE, print.thres = "best") Здесь наилучшее ограничение вероятности равно 0.335, в результате чего был получен прогнозный классификатор со специфичностью 0,84 и чувствительностью 0,660.
Обратите внимание, что print.thres также может быть числовым вектором, содержащим прямое определение пороговых значений для отображения:
plot.roc (res.roc, print.thres = c (0,3, 0,5, 0,7)) Несколько кривых ROC
Если у вас есть группирующие переменные в ваших данных, вы можете создать несколько кривых ROC на одном графике. Это можно сделать с помощью ggplot2.
# Создать некоторую группирующую переменную
глюкоза%
фильтр (пороги! = - Inf)%>%
мутировать (глюкоза = глюкоза, возраст = возраст)
# Создать кривую ROC
ggplot (roc.data, aes (специфичность, чувствительность)) +
geom_path (aes (цвет = возраст)) +
scale_x_reverse (развернуть = c (0,0)) +
scale_y_continuous (развернуть = c (0,0)) +
geom_abline (intercept = 1, slope = 1, linetype = "dashed") +
тема_bw () Настройки мультикласса
Мы начинаем с построения линейной дискриминантной модели с использованием набора данных iris , который содержит длину и ширину чашелистиков и лепестков для трех видов ирисов.Мы хотим предсказать вид на основе параметров чашелистика и лепестка с помощью LDA.
# Загрузить данные
данные ( «ирис»)
# Разделить данные на обучение (80%) и набор тестов (20%)
set.seed (123)
training.samples%
createDataPartition (p = 0,8, список = FALSE)
train.data Показатели эффективности (чувствительность, специфичность и т. Д.) Прогнозной модели можно рассчитать отдельно для каждого класса, сравнивая уровень каждого фактора с остальными уровнями (т. Е. Подход «один против всех»).
# Делаем прогнозы на основе тестовых данных
прогнозы% прогноз (test.data)
# Точность модели
confusionMatrix (предсказания $ class, test.data $ Species) ## Матрица неточностей и статистика
##
## Ссылка
## Прогноз setosa versicolor virginica
## сетоса 10 0 0
## разноцветный 0 10 0
## virginica 0 0 10
##
## Общая статистика
##
## Точность: 1
## 95% ДИ: (0.884, 1)
## Нет информации Скорость: 0,333
## P-значение [Acc> NIR]: 4.86e-15
##
## Каппа: 1
## Значение P теста Макнемара: нет данных
##
## Статистика по классам:
##
## Класс: setosa Класс: versicolor Класс: virginica
## Чувствительность 1.000 1.000 1.000
## Специфичность 1.000 1.000 1.000
## Pos Pred Value 1.000 1.000 1.000
## Neg Pred Value 1.000 1.000 1.000
## Распространенность 0,333 0,333 0,333
## Скорость обнаружения 0,333 0,333 0,333
## Распространенность обнаружения 0,333 0,333 0,333
## Точность балансировки 1.000 1.000 1.000 Обратите внимание, что кривые ROC обычно используются в двоичной классификации, но не для задач многоклассовой классификации.
Обсуждение
В этой главе описаны различные метрики для оценки эффективности моделей классификации. Эти показатели включают:
- точность классификации,
- матрица неточностей,
- Точность, отзывчивость и специфичность,
- и кривая ROC
Чтобы оценить производительность регрессионных моделей, прочтите главу @ref (метрики точности модели регрессии).
,