Книга ротационное формование: Ротационное формование полимерных изделий
alexxlab | 08.04.1989 | 0 | Разное
Раздувное формование. | Белорусский продовольственный торгово-промышленный портал
Авторы: Росато Д.В. Перевод с англ
Код: К-0769
Издательство: Профессия
Год издания: 2007
Страниц: 656
Переплет: Твердый переплет
Цена: Узнать цены на книгу вы можете позвонив в офис редакции.
Телефон: +375 (17) 396-53-21
Аннотация
В русском переводе 2-го издания уникальной книги дан полный обзор важнейших аспектов переработки полимерных материалов раздувным формованием: рассмотрены научные основы, технологии, оборудование, рынок изделий, получаемых этим методом, экономика. Информация из этой книги пригодится как опытным технологам, конструкторам и инженерам, так и начинающим специалистам.
Содержание:
1 Введение 1.1 Обзор 1.2 Объем отрасли 1.3 Полимерные материалы 1.4 Основы процесса раздувного формования 1.4.1 Типы раздувного формования 1.4.2 Сопоставление экструзионно-раздувного (ЭРФ) и инжекционно-раздувного (ИРФ) формования 1. 5 Другие процессы раздувного формования 1.5.1 Раздувное формование с окунанием 1.5.2 Прессование с раздувом и растяжением 1.5.3 Ротационное формование 1.5.4 Другие процессы формования 1.6 Средства управления процессом 1.7 Конструирование изделий 1.8 Основы производства 1.9 Основы переработки полимеров 1.10 Колебания параметров переработки и свойств материала 1.10.1 Сырье 1.10.2 Технологический процесс 1.10.3 Разработка изделия и выбор оборудования 1.10.4 Взаимосвязь «полимер—процесс» 1.11 Производство изделий 1.12 Соэкструзия и многослойное литье под давлением 1.13 Правила переработки 1.14 Подход FALLO
5 Другие процессы раздувного формования 1.5.1 Раздувное формование с окунанием 1.5.2 Прессование с раздувом и растяжением 1.5.3 Ротационное формование 1.5.4 Другие процессы формования 1.6 Средства управления процессом 1.7 Конструирование изделий 1.8 Основы производства 1.9 Основы переработки полимеров 1.10 Колебания параметров переработки и свойств материала 1.10.1 Сырье 1.10.2 Технологический процесс 1.10.3 Разработка изделия и выбор оборудования 1.10.4 Взаимосвязь «полимер—процесс» 1.11 Производство изделий 1.12 Соэкструзия и многослойное литье под давлением 1.13 Правила переработки 1.14 Подход FALLO
2 Плавление в пластикаторах 2.1 Подача материала 2.1.1 Загрузочный бункер 2.1.2 Скорость подачи 2.1.3 Бункерный питатель 2.2 Рабочий цилиндр 2.2.1 Отношение длины рабочего цилиндрак его диаметру 2.2.2 Рабочий цилиндр и устройство загрузки 2.2.3 Охлаждение загрузочного отверстия 2.2.4 Бороздки рабочего цилиндра 2.2.5 Проверка рабочего цилиндра 2.2.6 Выравнивание 2.2.6.1 Дрожание пластикатора 2. 2.7 Калибровка отверстий рабочего цилиндра 2.2.8 Нагрев и охлаждение рабочего цилиндра 2.2.8.1 Измерение температуры рабочего цилиндра 2.2.8.2 Методы нагрева 2.2.8.3 Методы охлаждения 2.2.9 Металлодетекторы 2.2.10 Соединение рабочего цилиндра и экструзионной головки 2.2.10.1 Концевой раструб 2.2.11 Безопасность рабочих цилиндров 2.3 Шнек 2.3.1 Зоны шнека 2.3.1.1 Зона питания 2.3.1.2 Зона перехода 2.3.1.3 Зона дозирования 2.3.2 Работа шнека 2.3.3 Конструкция шнека 2.3.3.1 Работа шнека как смесителя 2.3.3.2 Плавление полимера 2.3.3.3 Степень сжатия 2.3.3.4 Отношение длины шнека к его диаметру 2.3.3.5 Типы шнека 2.3.4 Крутящий момент шнека 2.3.5 Охлаждение шнека 2.3.6 Статический смеситель 2.3.7 Сводообразование в шнеке и рабочем цилиндре 2.3.8 Зазор между шнеком и рабочим цилиндром 2.3.9 Диаметр шнека в различных точках 2.3.10 Производительность шнека 2.3.11 Материал шнека и течение расплава 2.3.12 Замена шнека 2.4 Дегазация 2.5 Очистка экструдера
2.7 Калибровка отверстий рабочего цилиндра 2.2.8 Нагрев и охлаждение рабочего цилиндра 2.2.8.1 Измерение температуры рабочего цилиндра 2.2.8.2 Методы нагрева 2.2.8.3 Методы охлаждения 2.2.9 Металлодетекторы 2.2.10 Соединение рабочего цилиндра и экструзионной головки 2.2.10.1 Концевой раструб 2.2.11 Безопасность рабочих цилиндров 2.3 Шнек 2.3.1 Зоны шнека 2.3.1.1 Зона питания 2.3.1.2 Зона перехода 2.3.1.3 Зона дозирования 2.3.2 Работа шнека 2.3.3 Конструкция шнека 2.3.3.1 Работа шнека как смесителя 2.3.3.2 Плавление полимера 2.3.3.3 Степень сжатия 2.3.3.4 Отношение длины шнека к его диаметру 2.3.3.5 Типы шнека 2.3.4 Крутящий момент шнека 2.3.5 Охлаждение шнека 2.3.6 Статический смеситель 2.3.7 Сводообразование в шнеке и рабочем цилиндре 2.3.8 Зазор между шнеком и рабочим цилиндром 2.3.9 Диаметр шнека в различных точках 2.3.10 Производительность шнека 2.3.11 Материал шнека и течение расплава 2.3.12 Замена шнека 2.4 Дегазация 2.5 Очистка экструдера
3 Экструзионно-раздувноеформование (ЭРФ) 3. 1 Основной процесс 3.2 Требования к процессу 3.2.1 Экструзионная головка 3.2.2 Пресс для раздувного формования 3.3 Течение расплава 3.3.1 Формование заготовки 3.3.2 Разбухание заготовки 3.3.3 Провисание заготовки 3.3.3.1 Вязкоупругость 3.3.4 Складчатость 3.3.5 Раздув заготовки 3.3.6 Нарушение сплошности расплава 3.3.7 Течение с растяжением 3.4 Молочная бутылка 3.5 Раздувное формование промышленных изделий 3.6 Производство многослойных изделий 3.6.1 Соэкструзия 3.6.2 Применение соэкструзии 3.6.2.1 Химический рынок 3.6.2.2 Рынок пищевых продуктов 3.7 Экструдер 3.7.1 Основные сведения об экструдерах 3.7.1.1 Одношнековый экструдер 3.7.1.2 Экструдер с несколькими шнеками 3.7.1.3 Двухшнековый экструдер 3.7.2 Работа экструдера 3.7.2.1 Проверка экструдера 3.7.2.2 Запуск экструдера 3.7.2.3 Выключение экструдера 3.7.2.4 Другие аспекты эксплуатации оборудования
1 Основной процесс 3.2 Требования к процессу 3.2.1 Экструзионная головка 3.2.2 Пресс для раздувного формования 3.3 Течение расплава 3.3.1 Формование заготовки 3.3.2 Разбухание заготовки 3.3.3 Провисание заготовки 3.3.3.1 Вязкоупругость 3.3.4 Складчатость 3.3.5 Раздув заготовки 3.3.6 Нарушение сплошности расплава 3.3.7 Течение с растяжением 3.4 Молочная бутылка 3.5 Раздувное формование промышленных изделий 3.6 Производство многослойных изделий 3.6.1 Соэкструзия 3.6.2 Применение соэкструзии 3.6.2.1 Химический рынок 3.6.2.2 Рынок пищевых продуктов 3.7 Экструдер 3.7.1 Основные сведения об экструдерах 3.7.1.1 Одношнековый экструдер 3.7.1.2 Экструдер с несколькими шнеками 3.7.1.3 Двухшнековый экструдер 3.7.2 Работа экструдера 3.7.2.1 Проверка экструдера 3.7.2.2 Запуск экструдера 3.7.2.3 Выключение экструдера 3.7.2.4 Другие аспекты эксплуатации оборудования
4 Инжекционно-раздувное формование 4.1 Основы процесса 4.2 Двухкомпонентное литье под давлением: получение многослойных изделий 4. 2.1 Раздувное формование при многослойном литье под давлением 4.3 Литье под давлением 4.3.1 Характеристика оборудования 4.3.2 Формование полимера 4.3.3 Концепция конструкции изделия 4.3.4 Основы технологического процесса 4.3.5 Пластикация 4.3.5.1 Конструкция шнека 4.3.6 Литьевая форма 4.3.7 Переработка 4.3.8 Регулирование процесса 4.3.9 Типы литьевых машин 4.3.10 Машины с возвратно-поступательным движением шнека (одностадийные) 4.3.11 Двухстадийные литьевые машины 4.3.12 Гидравлический аккумулятор 4.3.13 Сравнение машин с возвратно-поступательным движением шнека и двухстадийных машин
2.1 Раздувное формование при многослойном литье под давлением 4.3 Литье под давлением 4.3.1 Характеристика оборудования 4.3.2 Формование полимера 4.3.3 Концепция конструкции изделия 4.3.4 Основы технологического процесса 4.3.5 Пластикация 4.3.5.1 Конструкция шнека 4.3.6 Литьевая форма 4.3.7 Переработка 4.3.8 Регулирование процесса 4.3.9 Типы литьевых машин 4.3.10 Машины с возвратно-поступательным движением шнека (одностадийные) 4.3.11 Двухстадийные литьевые машины 4.3.12 Гидравлический аккумулятор 4.3.13 Сравнение машин с возвратно-поступательным движением шнека и двухстадийных машин
5 Раздувное формование с растяжением 5.1 Основы процесса 5.1.1 Стадии раздува 5.2 Преимущества раздувного формования растяжением 5.3 Поведение полимера при ориентации 5.4 Режимы ориентации 5.5 Многослойное литье под давлением в процессах раздувного формования с растяжением 5.6 Формование бутылок из ПЭТ 5.6.1 Температура раздувной формы 5.6.2 Температура заготовки 5.6.3 Вес бутылки 5.6.4 Конструкция горлышка бутылки 5. 6.5 Усадка 5.6.6 Бутылки ПЭТ, предназначенные для горячего наполнения 5.6.7 Другие характеристики
6.5 Усадка 5.6.6 Бутылки ПЭТ, предназначенные для горячего наполнения 5.6.7 Другие характеристики
6 Оснастка(экструзионные головки и формы) 6.1 Обзор 6.2 Экструзионные головки для ЭРФ 6.2.1 Поведение полимерного расплава 6.2.2 Экструзионная головка и экструдер 6.2.3 Коллекторы 6.2.3.1 Коллектор и экструзионная головка 6.2.3.2 Накопительная/аккумулирующая головка 6.2.4 Регулировка экструзионной головки 6.2.5 Конструкция фильеры и дорна 6.2.5.1 Расчет размеров мундштука и дорна 6.2.6 Профилирование фильеры 6.2.7 Выходная часть оформляющего канала 6.2.8 Головка для соэкструзии 6.3 Экструзионно-раздувное формование 6.3.1 Раздув заготовки 6.3.1.1 Подача воздуха 6.3.1.2 Раздув через иглу 6.3.2 Пресс-канты 6.3.3 Обработка горловины 6.3.4 Обрезка облоя 6.3.5 Раздувные формы с вакуумными стенками 6.4 Формы для инжекционнораздувногоформования 6.4.1 Литье преформ 6.4.2 Типы литьевых форм 6.5 Производство многослойных изделий 6.6 Конструкция раздувных форм 6.6.1 Основы конструкции 6.6.2 Вентиляция и поверхность формы 6. 6.3 Охлаждение форм 6.6.3.1 Число Рейнольдса 6.6.3.2 Падение давления 6.6.3.3 Регулирование подачи тепла 6.6.3.4 Факторы, влияющие на охлаждение 6.6.3.5 Внутреннее охлаждение 6.6.4 Компьютерные программы для конструирования пресс-форм и изделий 6.7 Изготовление форм 6.7.1 Материалы 6.7.1.1 Стальные экструзионные головки и формы 6.7.1.2 Алюминий 6.7.1.3 Прочие материалы 6.7.2 Конструкция систем охлаждения 6.7.3 Поверхность деталей 6.7.3.1 Металлизация 6.7.3.2 Нанесение покрытий 6.7.3.3 Полировка 6.7.3.4 Техника полировки 6.7.4 Традиционное производство 6.7.5 Стандартизованные формы 6.7.6 Быстрая смена форм 6.8 Покупка форм 6.9 Безопасность 6.9.1 Комиссия по вопросам, связанным с электричеством 6.9.2 Комиссия по стандартизации
6.3 Охлаждение форм 6.6.3.1 Число Рейнольдса 6.6.3.2 Падение давления 6.6.3.3 Регулирование подачи тепла 6.6.3.4 Факторы, влияющие на охлаждение 6.6.3.5 Внутреннее охлаждение 6.6.4 Компьютерные программы для конструирования пресс-форм и изделий 6.7 Изготовление форм 6.7.1 Материалы 6.7.1.1 Стальные экструзионные головки и формы 6.7.1.2 Алюминий 6.7.1.3 Прочие материалы 6.7.2 Конструкция систем охлаждения 6.7.3 Поверхность деталей 6.7.3.1 Металлизация 6.7.3.2 Нанесение покрытий 6.7.3.3 Полировка 6.7.3.4 Техника полировки 6.7.4 Традиционное производство 6.7.5 Стандартизованные формы 6.7.6 Быстрая смена форм 6.8 Покупка форм 6.9 Безопасность 6.9.1 Комиссия по вопросам, связанным с электричеством 6.9.2 Комиссия по стандартизации
7 Полимерные материалы и возможность их переработки 7.1 Обзор 7.2 Основы материаловедения в области раздувного формования 7.3 От полимера к пластику 7.3.1 Плотность/Удельный вес 7.3.2 Молекулярная масса 7.3.3 Реология 7.3.3.1 Ньютоновское и неньютоновское поведение 7. 3.4 Анализ реологических и механических свойств 7.3.5 Вязкоупругость 7.3.5.1 Основные понятия вязкоупругости 7.3.5.2 Молекулярно-массовое распределение 7.3.5.3 Упругость 7.3.5.4 Чувствительность к сдвигу 7.3.5.5 Поведение полимерного материала 7.4 Виды полимерных материалов 7.4.1 Термопласты 7.4.1.1 Частично кристаллические и аморфные полимеры 7.4.2 Реактопласты 7.4.3 Сшитые термопласты 7.4.4 Жидкокристаллические полимеры 7.4.5 Первичные пластики 7.4.6 NEAT-пластики (чистый полимер) 7.4.7 Сополимеры 7.4.8 Получение смесей (компаундов) и сплавов 7.4.9 Бытовые и конструкционные полимерные материалы 7.4.10 Эластомеры 7.4.11 Вспененные полимеры 7.5. Основы переработки 7.5.1 Деформация расплава 7.5.2 Вязкость 7.5.3 Молекулярно-массовое распределение 7.5.4 Дефекты расплава 7.6 Влияние на поведение при переработке 7.6.1 Температура плавления 7.6.2 Температура стеклования 7.6.2.1 Механические свойства и температура стеклования 7.7 Барьерные материалы 7.7.1 Однослойные контейнеры 7.7.2 Нанесение покрытий 7.
3.4 Анализ реологических и механических свойств 7.3.5 Вязкоупругость 7.3.5.1 Основные понятия вязкоупругости 7.3.5.2 Молекулярно-массовое распределение 7.3.5.3 Упругость 7.3.5.4 Чувствительность к сдвигу 7.3.5.5 Поведение полимерного материала 7.4 Виды полимерных материалов 7.4.1 Термопласты 7.4.1.1 Частично кристаллические и аморфные полимеры 7.4.2 Реактопласты 7.4.3 Сшитые термопласты 7.4.4 Жидкокристаллические полимеры 7.4.5 Первичные пластики 7.4.6 NEAT-пластики (чистый полимер) 7.4.7 Сополимеры 7.4.8 Получение смесей (компаундов) и сплавов 7.4.9 Бытовые и конструкционные полимерные материалы 7.4.10 Эластомеры 7.4.11 Вспененные полимеры 7.5. Основы переработки 7.5.1 Деформация расплава 7.5.2 Вязкость 7.5.3 Молекулярно-массовое распределение 7.5.4 Дефекты расплава 7.6 Влияние на поведение при переработке 7.6.1 Температура плавления 7.6.2 Температура стеклования 7.6.2.1 Механические свойства и температура стеклования 7.7 Барьерные материалы 7.7.1 Однослойные контейнеры 7.7.2 Нанесение покрытий 7. 7.3 Многослойные контейнеры 7.7.4 Барьерные материалы 7.8 Ориентация и кристалличность 7.8.1 Ориентация при раздувном формовании 7.8.1.1 Переработка 7.8.1.2 Влияние на свойства 7.8.2 Кристаллизация при раздувном формовании 7.8.2.1 Влияние кристаллизации на свойства полимеров 7.9 Межмолекулярные связи 7.9.1 Дисперсионные силы Лондона 7.9.2 Полярность 7.10 Свойства 7.10.1 Выбор материала 7.10.2 Предварительные рекомендации 7.10.3 Механические свойства 7.10.3.1 Свойства при растяжении 7.10.3.2 Энергия удара 7.10.3.3 Твердость 7.10.3.4 Усталостная прочность 7.10.3.5 Долговременный тест на релаксацию напряжений и ползучесть 7.10.4 Усадка 7.10.5 Термические свойства 7.10.5.1 Термическое поведение 7.10.6 Память пластика 7.10.7 Коэффициент линейного термического расширения 7.10.8 Термические напряжения 7.10.9 Зависимость свойств от влагосодержания 7.10.9.1 Проницаемость по водяному пару 7.10.10 Проблемы деградации 7.10.11 Проверка получаемого полимерного сырья 7.10.11.1 Приготовление образцов 7.
7.3 Многослойные контейнеры 7.7.4 Барьерные материалы 7.8 Ориентация и кристалличность 7.8.1 Ориентация при раздувном формовании 7.8.1.1 Переработка 7.8.1.2 Влияние на свойства 7.8.2 Кристаллизация при раздувном формовании 7.8.2.1 Влияние кристаллизации на свойства полимеров 7.9 Межмолекулярные связи 7.9.1 Дисперсионные силы Лондона 7.9.2 Полярность 7.10 Свойства 7.10.1 Выбор материала 7.10.2 Предварительные рекомендации 7.10.3 Механические свойства 7.10.3.1 Свойства при растяжении 7.10.3.2 Энергия удара 7.10.3.3 Твердость 7.10.3.4 Усталостная прочность 7.10.3.5 Долговременный тест на релаксацию напряжений и ползучесть 7.10.4 Усадка 7.10.5 Термические свойства 7.10.5.1 Термическое поведение 7.10.6 Память пластика 7.10.7 Коэффициент линейного термического расширения 7.10.8 Термические напряжения 7.10.9 Зависимость свойств от влагосодержания 7.10.9.1 Проницаемость по водяному пару 7.10.10 Проблемы деградации 7.10.11 Проверка получаемого полимерного сырья 7.10.11.1 Приготовление образцов 7. 10.11.2 Допустимый уровень качества 7.10.11.3 Размер образцов 7.10.11.4 Тестирование 7.11 Оценка возможности переработки пластика 7.11.1 Проверка правильности выбора 7.11.2 Определения теста контроля качества 7.11.2.1 Индекс течения расплава 7.11.2.2 Определение индекса течения расплава 7.11.2.3 Другие тесты течения расплава 7.12 Вторично перерабатываемые полимеры 7.12.1 Переработка вторичных полимеров 7.12.2 Измельчение 7.13 Сушка 7.13.1 Сушка гигроскопичных полимеров 7.13.2 Сушка негигроскопичных полимеров 7.13.3 Сушка ПЭТ 7.13.4 Сушка полиамида (найлона)
10.11.2 Допустимый уровень качества 7.10.11.3 Размер образцов 7.10.11.4 Тестирование 7.11 Оценка возможности переработки пластика 7.11.1 Проверка правильности выбора 7.11.2 Определения теста контроля качества 7.11.2.1 Индекс течения расплава 7.11.2.2 Определение индекса течения расплава 7.11.2.3 Другие тесты течения расплава 7.12 Вторично перерабатываемые полимеры 7.12.1 Переработка вторичных полимеров 7.12.2 Измельчение 7.13 Сушка 7.13.1 Сушка гигроскопичных полимеров 7.13.2 Сушка негигроскопичных полимеров 7.13.3 Сушка ПЭТ 7.13.4 Сушка полиамида (найлона)
8 Основы конструирования изделий 8.1 Обзор 8.1.1 Взаимосвязь материала и процесса с конструкцией изделия 8.1.2 Конструкция, форма и жесткость 8.1.3 Остаточное напряжение и релаксация напряжений 8.1.4 Параметры конструкции 8.1.4.1 Двухосная ориентация 8.1.5 Взаимосвязь конструкции и полимера с условиями переработки 8.1.6 Конструирование: различные подходы 8.2 Основные принципы конструирования 8.2.1 Основы конструирования 8.2.2 Укупорочные средства 8. 2.3 Ручки для бутылок 8.2.4 Петли 8.2.5 Защелки 8.2.6 Этикетирование в форме 8.2.7 Большие промышленные контейнеры 8.2.8 Формование изделий с двойными стенками 8.3 Подготовка раздувных форм 8.3.1 Сложные изделия неправильной формы 8.3.1.1 Подвижные вставки форм 8.3.1.2 Крышки со встроенной ручкой из ПЭВП 8.3.2 Крышка из ПЭВП со встроенной ручкой, двойными стенками и внутренней резьбой 8.3.3 Бочка со встроенным обручем из ПЭВП 8.4 Несколько линий разъема 8.4.1 Подвижная вставка 8.4.2 Фиксация подвижной вставки 8.4.3 Новое решение 8.4.4 Трехмерная ориентация заготовки 8.4.4.1 Преимущества 8.4.4.2 Современное оборудование 8.4.4.3 Соэкструзия 8.4.4.4 Регулирование толщины стенки по окружности 8.4.4.5 Литература 8.4.5 Другие технологии 8.4.5.1 Складывающиеся контейнеры 8.4.6 Бутылки из ПЭТ, предназначенные для горячего наполнения 8.4.7 Контейнеры ПЭТ с широкой горловиной 8.5 Усадка 8.5.1 Допуски 8.6 Поведение полимеров 8.6.1 Явление «памяти» у полимеров 8.6.2 Вязкоупругое поведение 8.6.3 Изохроны зависимостей напряжение–деформация 8.
2.3 Ручки для бутылок 8.2.4 Петли 8.2.5 Защелки 8.2.6 Этикетирование в форме 8.2.7 Большие промышленные контейнеры 8.2.8 Формование изделий с двойными стенками 8.3 Подготовка раздувных форм 8.3.1 Сложные изделия неправильной формы 8.3.1.1 Подвижные вставки форм 8.3.1.2 Крышки со встроенной ручкой из ПЭВП 8.3.2 Крышка из ПЭВП со встроенной ручкой, двойными стенками и внутренней резьбой 8.3.3 Бочка со встроенным обручем из ПЭВП 8.4 Несколько линий разъема 8.4.1 Подвижная вставка 8.4.2 Фиксация подвижной вставки 8.4.3 Новое решение 8.4.4 Трехмерная ориентация заготовки 8.4.4.1 Преимущества 8.4.4.2 Современное оборудование 8.4.4.3 Соэкструзия 8.4.4.4 Регулирование толщины стенки по окружности 8.4.4.5 Литература 8.4.5 Другие технологии 8.4.5.1 Складывающиеся контейнеры 8.4.6 Бутылки из ПЭТ, предназначенные для горячего наполнения 8.4.7 Контейнеры ПЭТ с широкой горловиной 8.5 Усадка 8.5.1 Допуски 8.6 Поведение полимеров 8.6.1 Явление «памяти» у полимеров 8.6.2 Вязкоупругое поведение 8.6.3 Изохроны зависимостей напряжение–деформация 8. 7 Дополнительная отделка
7 Дополнительная отделка
9 Управление технологическим процессом 9.1 Обзор 9.2 Диаграмма управления процессом 9.3 Задачи управления и их решение 9.4 Основные элементы управления 9.4.1 Датчики и измерительные устройства 9.4.2 Преобразователи 9.4.3 Датчики давления 9.4.4 Датчики температуры 9.5 Компьютерные регуляторы 9.5.1 Обзор 9.5.2 Выбор средств управления 9.5.2.1 Защита программируемых контроллеров 9.5.3 Удаленный доступ 9.5.4 Цифровые сети данных для управления коммуникациями 9.6 Регулирование толщины стенки преформы или рукавазаготовки 9.7 Диапазон процесса переработки 9.8 Система логического управления 9.8.1 Применение нечеткой логики в управлении 9.9 Интеллектуальная обработка 9.9.1 Общая концепция формования (TMConcept) 9.10 Процедуры запуска и выключения 9.10.1 Запуск (ПЭВП) 9.10.2 Выключение 9.11 Контроль качества и статистическое управление процессом 9.11.1 Контроль качества 9.11.2 Статистическое управление процессом и контроль качества
10 Компьютер в производстве изделий 10. 1 Обзор 10.2 Компьютер и изделие 10.2.1 Преимущества взаимодействия 10.3 Анализ методом конечных элементов 10.3.1 Решение уравнений 10.3.2 Основы метода 10.3.3 Применение метода 10.4 Прототипы 10.4.1 Компьютерный анализ оборудования 10.4.2 Прототипирование 10.4.2.1 Быстрое прототипирование и быстрая механическая обработка 10.5 Анализ течения расплава 10.5.1 Основы анализа течения расплава 10.6 Автоматизированное проектирование и применение компьютеров на производстве 10.6.1 Автоматизированное проектирование 10.6.2 Создание чертежей с помощью компьютера 10.6.3 Автоматизированное конструирование 10.6.4 Планирование процессов с помощью компьютера 10.6.5 Изготовление с помощью компьютеров 10.6.6 Комплексно автоматизированное производство 10.6.7 Автоматизированные испытания 10.6.8 Контроль качества с помощью компьютера 10.7 Оптические системы хранения данных 10.8 Компьютерные системы обучения 10.9 Компьютерные программы 10.9.1 Программное обеспечение и базы данных 10.9.2 Бесплатная поисковая машина Rapra
1 Обзор 10.2 Компьютер и изделие 10.2.1 Преимущества взаимодействия 10.3 Анализ методом конечных элементов 10.3.1 Решение уравнений 10.3.2 Основы метода 10.3.3 Применение метода 10.4 Прототипы 10.4.1 Компьютерный анализ оборудования 10.4.2 Прототипирование 10.4.2.1 Быстрое прототипирование и быстрая механическая обработка 10.5 Анализ течения расплава 10.5.1 Основы анализа течения расплава 10.6 Автоматизированное проектирование и применение компьютеров на производстве 10.6.1 Автоматизированное проектирование 10.6.2 Создание чертежей с помощью компьютера 10.6.3 Автоматизированное конструирование 10.6.4 Планирование процессов с помощью компьютера 10.6.5 Изготовление с помощью компьютеров 10.6.6 Комплексно автоматизированное производство 10.6.7 Автоматизированные испытания 10.6.8 Контроль качества с помощью компьютера 10.7 Оптические системы хранения данных 10.8 Компьютерные системы обучения 10.9 Компьютерные программы 10.9.1 Программное обеспечение и базы данных 10.9.2 Бесплатная поисковая машина Rapra
11 Выбор процесса, вспомогательное оборудование и дополнительные операции 11.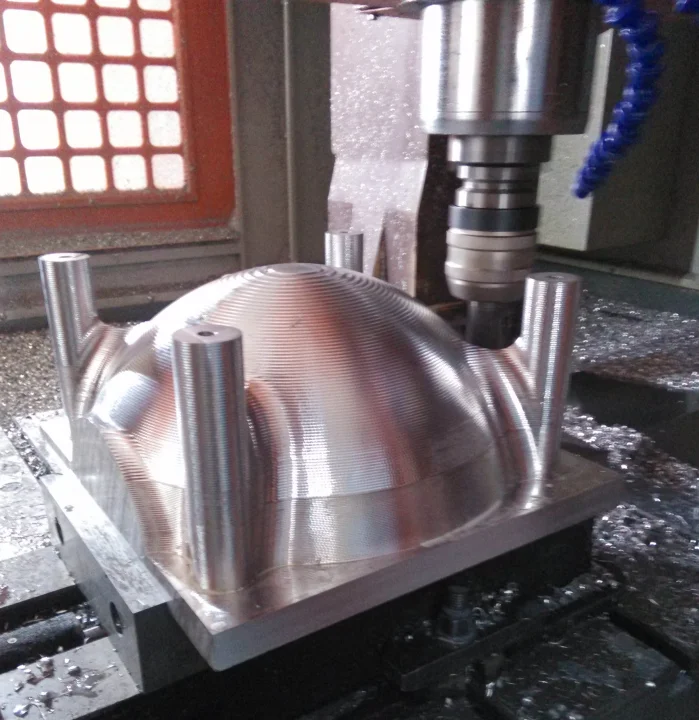 1 Обзор 11.2 Выбор процесса 11.3 Вспомогательное оборудование 11.3.1 Системы сушки 11.3.1.1 Устройства для сушки горячим воздухом 11.3.1.2 Обезвоживающие сушилки 11.3.2 Охлаждение и рекуперация воды 11.3.2.1 Теплоперенос 11.3.2.2 Рекуперация воды 11.3.2.3 Водоподготовка 11.3.2.4 Охлаждение воды 11.3.2.5 Энергосберегающие холодильники с тепловыми насосами 11.3.3 Дробилки 11.3.4 Сушка формующего инструмента 11.3.5 Дозирование и смешение 11.3.6 Транспортировка материалов 11.3.7 Складирование 11.3.8 Транспортировка готовой продукции 11.4 Дополнительное оборудование 11.4.1 Механическая обработка и прототипирование 11.4.2 Соединение и сборка сформованных изделий 11.4.3 Нанесение надписей и отделки
1 Обзор 11.2 Выбор процесса 11.3 Вспомогательное оборудование 11.3.1 Системы сушки 11.3.1.1 Устройства для сушки горячим воздухом 11.3.1.2 Обезвоживающие сушилки 11.3.2 Охлаждение и рекуперация воды 11.3.2.1 Теплоперенос 11.3.2.2 Рекуперация воды 11.3.2.3 Водоподготовка 11.3.2.4 Охлаждение воды 11.3.2.5 Энергосберегающие холодильники с тепловыми насосами 11.3.3 Дробилки 11.3.4 Сушка формующего инструмента 11.3.5 Дозирование и смешение 11.3.6 Транспортировка материалов 11.3.7 Складирование 11.3.8 Транспортировка готовой продукции 11.4 Дополнительное оборудование 11.4.1 Механическая обработка и прототипирование 11.4.2 Соединение и сборка сформованных изделий 11.4.3 Нанесение надписей и отделки
12 Поиск и устранение неисправностей и обслуживание оборудования 12.1 Обзор 12.2 Обслуживание 12.2.1 Оснастка 12.2.2 Очистка 12.2.2.1 Очистка вручную 12.2.2.2 Очистка растворителями 12.2.2.3 Ультразвуковая очистка с растворителем 12.2.2.4 Солевая ванна 12.2.2.5 Печи 12.2.2.6 Очистка в псевдоожиженном слое 12. 2.2.7 Очистка абразивами 12.2.2.8 Очистка двуокисью углерода 12.2.2.9 Криогенное удаление облоя 12.2.2.10 Латунь 12.2.2.11 Вакуумный пиролиз 12.2.2.12 Сборка экструзионных головок и литьевых форм 12.2.3 Покрытия, наносимые конденсацией из газовой фазы 12.2.4 Капитальный ремонт и восстановление 12.2.4.1 Фильеры, матрицы, шнеки и рабочие цилиндры 12.2.4.2 Снятие старых покрытий, полировка, шлифовка, нанесение покрытий 12.2.5 Хранение 12.3 Осмотр 12.3.1 Шнек 12.3.2 Рабочий цилиндр 12.3.3 Очистка 12.4 Устранение неисправностей 12.5 Подробный анализ неисправностей 12.5.1 Изогнутые днища и овальные горловины 12.5.2 Дефекты стенок 12.5.2.1 Пузырьки 12.5.2.2 Непроплавы 12.5.2.3 Недостаточная толщина 12.5.2.4 Подтекание облоя 12.5.2.5 Разрезание изделия 12.5.2.6 Ступенчатые линии разъема формы 12.5.3 Плохая поверхность бутылки 12.5.4 Образование волнистых неровностей и перемычек 12.5.5 Разрывы 12.5.6 Скручивание заготовки, образование нитей, искривление на выходе из фильеры, провисание и непостоянная длина заготовки 12.
2.2.7 Очистка абразивами 12.2.2.8 Очистка двуокисью углерода 12.2.2.9 Криогенное удаление облоя 12.2.2.10 Латунь 12.2.2.11 Вакуумный пиролиз 12.2.2.12 Сборка экструзионных головок и литьевых форм 12.2.3 Покрытия, наносимые конденсацией из газовой фазы 12.2.4 Капитальный ремонт и восстановление 12.2.4.1 Фильеры, матрицы, шнеки и рабочие цилиндры 12.2.4.2 Снятие старых покрытий, полировка, шлифовка, нанесение покрытий 12.2.5 Хранение 12.3 Осмотр 12.3.1 Шнек 12.3.2 Рабочий цилиндр 12.3.3 Очистка 12.4 Устранение неисправностей 12.5 Подробный анализ неисправностей 12.5.1 Изогнутые днища и овальные горловины 12.5.2 Дефекты стенок 12.5.2.1 Пузырьки 12.5.2.2 Непроплавы 12.5.2.3 Недостаточная толщина 12.5.2.4 Подтекание облоя 12.5.2.5 Разрезание изделия 12.5.2.6 Ступенчатые линии разъема формы 12.5.3 Плохая поверхность бутылки 12.5.4 Образование волнистых неровностей и перемычек 12.5.5 Разрывы 12.5.6 Скручивание заготовки, образование нитей, искривление на выходе из фильеры, провисание и непостоянная длина заготовки 12. 5.6.1 Скручивание заготовки 12.5.6.2 Образование нитей на заготовках 12.5.6.3 Искривление заготовки 12.5.6.4 Провисание заготовки 12.5.6.5 Непостоянная длина заготовки 12.5.7 Посторонний материал в расплаве 12.5.7.1 Прежде всего проверьте внешние источники загрязнения полимера 12.5.7.2 Деградация полимера— множество причин 12.5.7.3 Кто виноват: человек или машина? 12.5.8 Полосы и штрихи на заготовке 12.5.9 Усадка 12.5.10 Причины образования трещин при экструзии 12.5.10.1 Растрескивание под действием окружающей среды 12.5.10.2 Растрескивание под действием растворителей 12.5.10.3 Растрескивание под действием механических напряжений 12.5.11 Теплота— слишком много или слишком мало и как с ней обращаться 12.5.11.1 Поверка контрольно-измерительных приборов 12.5.12 Пульсации 12.5.13 Эффект «акульей кожи» 12.5.14 Износ шнека влияет на производительность 12.5.14.1 Смотровые валки 12.5.14.2 Диаметры 12.5.14.3 Глубины 12.5.14.4 Концентричность и прямолинейность 12.5.14.5 Твердость 12.5.14.6 Толщина отделки и покрытий 12.
5.6.1 Скручивание заготовки 12.5.6.2 Образование нитей на заготовках 12.5.6.3 Искривление заготовки 12.5.6.4 Провисание заготовки 12.5.6.5 Непостоянная длина заготовки 12.5.7 Посторонний материал в расплаве 12.5.7.1 Прежде всего проверьте внешние источники загрязнения полимера 12.5.7.2 Деградация полимера— множество причин 12.5.7.3 Кто виноват: человек или машина? 12.5.8 Полосы и штрихи на заготовке 12.5.9 Усадка 12.5.10 Причины образования трещин при экструзии 12.5.10.1 Растрескивание под действием окружающей среды 12.5.10.2 Растрескивание под действием растворителей 12.5.10.3 Растрескивание под действием механических напряжений 12.5.11 Теплота— слишком много или слишком мало и как с ней обращаться 12.5.11.1 Поверка контрольно-измерительных приборов 12.5.12 Пульсации 12.5.13 Эффект «акульей кожи» 12.5.14 Износ шнека влияет на производительность 12.5.14.1 Смотровые валки 12.5.14.2 Диаметры 12.5.14.3 Глубины 12.5.14.4 Концентричность и прямолинейность 12.5.14.5 Твердость 12.5.14.6 Толщина отделки и покрытий 12. 5.14.7 Допуски при изготовлении шнеков 12.5.15 Осмотр рабочих цилиндров 12.5.15.1 Внутренние диаметры 12.5.15.2 Прямолинейность и концентричность 12.5.15.3 Твердость рабочего цилиндра 12.5.15.4 Спецификация рабочего цилиндра 12.5.16 Определение течей в изделии Литература
5.14.7 Допуски при изготовлении шнеков 12.5.15 Осмотр рабочих цилиндров 12.5.15.1 Внутренние диаметры 12.5.15.2 Прямолинейность и концентричность 12.5.15.3 Твердость рабочего цилиндра 12.5.15.4 Спецификация рабочего цилиндра 12.5.16 Определение течей в изделии Литература
Замена реактопластов полимерных изделий, инструкция онлайн
Главная / Каталог / Кузовной ремонт / Ремонт полимерных изделий автомото в фотографиях, книга в электронном виде / …
Показать содержание книги
Обычно пользователи нашего сайта находят эту страницу по следующим запросам:
ремонт кузова, геометрические размеры кузова, ремонт пластика, ремонт бамперов, термоклей, термопаста, как отмеионтировать кузов автомобиля, тюнинг автомобиля
Реактопласты: эпоксидная смола, уретан, полиэстер
Несмотря на доминирование термопластов, продукция, изготовленная из реактопластовых смол, также получила распространение, особенно если речь идет о небольших объемах производства или деталях больших размеров.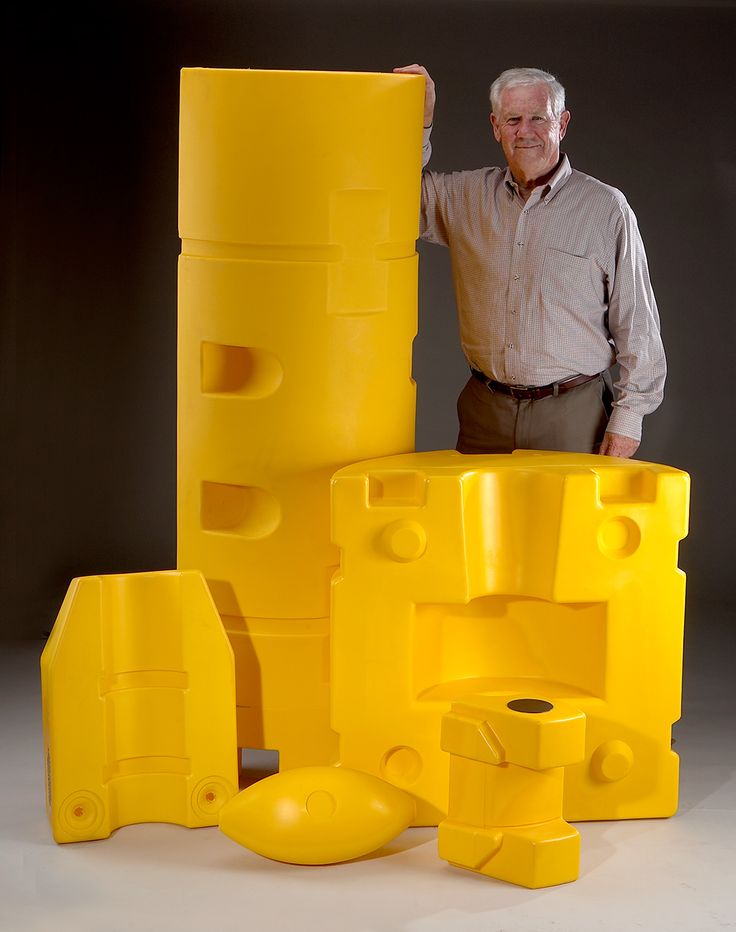 Главным преимуществом реактопластовых смол является то, что их можно обрабатывать с использованием относительно недорогого оборудования, что делает их очень привлекательными. Реактопластовые смолы идеально подходят для изготовления больших деталей, например каркасов лодок, так как в данном случае большие затраты на производство иограничения инжекционного формования не позволяют использовать термопласты.
Главным преимуществом реактопластовых смол является то, что их можно обрабатывать с использованием относительно недорогого оборудования, что делает их очень привлекательными. Реактопластовые смолы идеально подходят для изготовления больших деталей, например каркасов лодок, так как в данном случае большие затраты на производство иограничения инжекционного формования не позволяют использовать термопласты.
Реактопласты обычно создаются посредством химической реакции между двумя жидкими компонентами. Через некоторое время после смешивания компонентов происходит реакция образования поперечных связей, что и приводит к созданию полимера. В зависимости от типа смолы реакция образования поперечных связей может начинаться под воздействием таких катализаторов, как влага в воздухе или тепло. В любом случае в результате образования поперечных связей между молекулярными цепями структура получившегося материала будет отличаться от исходной структуры используемых для его создания компонентов. То есть после того, как произойдет реакция возникновения поперечных связей, применение тепла и давления не позволит рассоединить полученный материал на составляющие компоненты.
То есть после того, как произойдет реакция возникновения поперечных связей, применение тепла и давления не позволит рассоединить полученный материал на составляющие компоненты.
Ниже приведены примеры наиболее распространенных реактопластовых смол.
Эпоксидная смола – клеи и наполнители, стекловолокно и угольно-волоконные композиты.
Уретан – клеи, бамперы автомобилей, крылья, платформы грузовиков.
Полиэстер – корпуса лодок из стекловолокна, композиты листового формования для панелей кузова, наполнитель для кузовных работ.
Если детали, произведенные из реактопластовых смол, используются в качестве структурных компонентов, чаще всего их усиливают минеральными наполнителями или стеклянными волокнами. Такие популярные термины, как «стекловолокно» или «углеродное волокно», на самом деле означают композитные структуры, в которых упрочнительные волокна окружены слоем эпоксидных или полиэфирных реактопластовых смол.
В таблицах далее показаны наиболее распространенные виды полимерных материалов, использующихся в автомобилях, оборудовании для отдыха и развлечений, а также в бытовой продукции. В таблицах указаны идентификационные метки различных видов полимеров, приведены подсказки и рекомендованные процедуры ремонта для каждого вида полимера.
В таблицах указаны идентификационные метки различных видов полимеров, приведены подсказки и рекомендованные процедуры ремонта для каждого вида полимера.
Процесс производства термопластовых полимеров
Существует около дюжины различных технологий производства для изготовления изделий из термопластов. Большая часть деталей автомобилей и мотоциклов изготавливается посредством инжекционного формования, но также встречаются детали, изготовленные путем горячего формования термопластов и ротационного формования. Базовым методом для всех технологий производства можно назвать экструзию.
Метод экструзии состоит в следующем. Термопластовые гранулы сначала заливаются через бункер вэкструдер. В нижней части бункера находится шнек (или шнеки), который пропускает гранулы внагретый цилиндр. Тепло цилиндра и трение, вызванное вращающимся шнеком, приводят красплавлению гранул при прохождении через цилиндр. Когда полимер будет выходить из края цилиндра, он будет смешан, расплавлен и готов к дальнейшей обработке.
Расплавленный экструдат может подаваться через различные инструменты, чтобы создать такие профили, как трубопроводы, выравниваться в листы или выдуваться, чтобы получились, например, пластиковые пакеты. Практически все процессы производства полимеров зависят от экструзии как базового их этапа.
Инжекционное формование
Агрегаты для инжекционного формования оснащены экструзионным шнеком, который дублирует работу инжекционного поршня. Экструзионный шнек вращается, заполняя емкость над формой расплавленным полимером. В подходящий момент шнек, дублирующий работу поршня, перемещается вперед, выталкивая необходимое количество расплавленного полимера в форму под давлением. Пока полимер остывает и затвердевает, экструзионный шнек/поршень втягивается ипроворачивается опять, чтобы заполнить цилиндр расплавленным полимером, готовясь кследующему заполнению формы.
Форма охлаждается, забирая тепло у расплавленного полимера и позволяя ему затвердеть. Через некоторое время (обычно несколько секунд) форма открывается, и деталь удаляется. Форма закрывается, чтобы повторить цикл еще раз.
Форма закрывается, чтобы повторить цикл еще раз.
Горячее формование
Процесс горячего формования позволяет создавать формы путем нагревания и размягчения термопластовых листов (создающихся, в свою очередь, посредством экструзии), а затем перемещения их под воздействием разрежения или давления в одностороннюю форму. Этот процесс нечасто используется в транспортной промышленности, но его можно использовать для создания полых форм, например бачков. Детали, изготовленные путем горячего формования, характеризуются гладкой поверхностью с обеих сторон, а также имеют фланец, который лежит водной плоскости. Горячее формование успешно применялось для создания больших деталей, например каркасов лодок и крыльев тракторов.
ПРОЦЕСС ГОРЯЧЕГО ФОРМОВАНИЯ
Рис. 10
ОКОФ 142929810 Оборудование для формования изделий из пластмасс и нанесения пластмасс на изделия Общероссийский классификатор основных фондов
Смежные группы
142929010 Оборудование целлюлозно – бумажное (установки и оборудование для производства целлюлозы; для отбелки массы; оборудование бумагоделательное; для производства картона, товарной целлюлозы, товарной древесной массы; для отделки, резки, упаковки и сортировки бумаги и картона)
142929100 Установки для производства целлюлозы
142929110 Котлы и аппараты варочные для производства целлюлозы
142929120 Питатели и устройства для загрузки варочных котлов (установок) прочие
142929130 Оборудование для подготовки и хранения щелоков
142929140 Оборудование целлюлозное для отбелки массы
142929160 Оборудование технологическое для производства целлюлозы прочее
142929170 Оборудование бумагоделательное для подготовки сырья
142929180 Оборудование целлюлозное для выработки, размола, сортирования, очистки, сгущения и перемешивания массы
142929190 Оборудование для производства бумаги, картона, товарной целлюлозы и товарной древесной массы, для производства склеенных, гофрированных, пропитанных видов бумаги и бумаги с покрытиями
142929200 Оборудование для отделки, резки, упаковки, транспортировки и сортировки бумаги и картона
142929210 Оборудование бумагоделательное технологическое прочее
142929020 Оборудование полиграфическое
142929260 Оборудование и машины наборные
142929270 Оборудование фотонаборное и аппараты наборно – программирующие
142929290 Оборудование вспомогательное для наборных цехов и оборудование наборное специальное
142929300 Оборудование фоторепродукционное, копировальное и для обработки фотоматериалов
142929310 Оборудование травильное, электронное гравировальное и цветоделительное
142929320 Оборудование для изготовления матриц и пластмассовых стереотипов, оборудование литейное для металлических стереотипов, оборудование отделочное для стереотипов и клише
142929330 Оборудование вспомогательное для изготовления печатных форм
142929340 Оборудование для изготовления фотополимерных и офсетных печатных форм
142929350 Машины и оборудование печатное (машины высокой, офсетной и глубокой печати)
142929360 Оборудование вспомогательное для печатных цехов
142929370 Оборудование печатное специальное
142929380 Устройства дополнительные к печатным машинам
142929390 Оборудование для обработки листов и тетрадей
142929400 Машины для комплектовки и скрепления брошюр и книжных блоков
142929410 Оборудование для обработки книжных блоков (блокообрабатывающие машины)
142929430 Оборудование для вставки и отделки книг и крытья брошюр; линии поточные брошюровочно – переплетные
142929440 Оборудование брошюровочно – переплетное специальное и оборудование для брошюровочно – переплетных цехов вспомогательное
142929450 Оборудование для изготовления тары из гофрированного картона и оборудование печатно – высекальное для сплошного картона
142929460 Оборудование для печати на рулонных материалах, готовой таре, листовых материалах
142929030 Оборудование для переработки полимерных материалов, производства резинотехнических и резиноасбестовых изделий
142929500 Машины и агрегаты для резки каучука, тканей (корда) и металлокорда, заготовок и изделий из резины и резиноасбеста
142929510 Машины и агрегаты для резки и измельчения шин, резиновых отходов и упаковки регенерата; машины и агрегаты вырубные и шероховальные в производстве резиновых и резиноасбестовых изделий; линии в производстве резиноасбестовых изделий и регенератов
142929530 Смесители для резиновых, резиноасбестовых, латексных смесей и клея
142929540 Вальцы для переработки резиновых и резиноасбестовых смесей и пластмасс
142929550 Машины червячные для переработки резиновых смесей и пластмасс
142929560 Машины и агрегаты литьевые для резины и линии для приготовления резиновых смесей и клея
142929580 Станки и агрегаты для изготовления деталей покрышек
142929590 Машины и агрегаты для сборки покрышек и пневморессор
142929600 Машины и агрегаты для сборки и восстановления ремней и конвейерных лент
142929610 Машины и агрегаты для сборки рукавов
142929620 Машины и агрегаты для сборки резиновой обуви
142929630 Линии для производства конвейерных лент, клиновых, плоскозубчатых ремней и резинотехнических изделий; для изготовления рукавов
142929640 Линии для сборки и восстановления покрышек и для резиновой обуви
142929670 Машины для вулканизации покрышек, камер и пневморессор
142929680 Прессы, котлы, агрегаты вулканизационные
142929690 Линии для вулканизации покрышек и камер; оборудование для изготовления обуви из материалов на основе каучука
142929710 Машины и агрегаты для сушки и нанесения покрытий в производстве резиновых изделий
142929720 Линии технологические для производства изделий из резины и латекса
142929740 Машины и агрегаты закаточные и раскаточные в производстве резиновых изделий
142929750 Станки для осмотра покрышек, поддувки, закладки и выемки камер, а также стыковочные и подпрессовочные в производстве резиновых изделий
142929760 Машины и агрегаты специальные отделочные для резиновых и резиноасбестовых изделий; оборудование контрольно – измерительное в производстве резиновых и резиноасбестовых изделий
142929770 Машины и агрегаты для чистки в производстве резиновых изделий и регенерата
142929780 Оборудование прочее в производстве резиновых и резиноасбестовых изделий
142929800 Оборудование для подготовки термопластов к переработке
142929820 Оборудование на базе червячных машин для производства изделий из пластмасс
142929830 Оборудование на базе валковых и барабанных машин для производства изделий из пластмасс
142929840 Оборудование на базе экструдеров для переработки пластмасс
142929850 Оборудование для химико – фотографической промышленности
142929870 Оборудование для производства из стеклопластиков труб, профильных изделий, листовых изделий
142929880 Оборудование для производства изделий из стеклопластиков
Добавить комментарий к ОКОФ 142929810 Оборудование для формования изделий из пластмасс и нанесения пластмасс на изделия Общероссийский классификатор основных фондов
Rotational Molding Technology – 1st Edition
Select country/regionUnited States of AmericaUnited KingdomAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicDemocratic Republic of the КонгоДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФедеративные Штаты МикронезииФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияГабонГамбияГрецияГерманияГанаГибралтарГрецияГреция enlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaoLatviaLesothoLiberiaLibyaLiechtensteinLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSo uth Georgia and the South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUruguayUS Virgin IslandsUzbekistanVanuatuVatican CityVenezuelaVietnamWallis and FutunaWestern SaharaYemenZambiaZimbabwe
Purchase options Bundle (Hardcover, eBook) 50% Off $520. $260.00  00
00
Print – Hardcover$265.00Available
eBook$255.00
Sales tax will be calculated at check-out
Free Global Shipping
Нет минимального заказа
Описание
В этой книге разъясняются и количественно оцениваются многие технические взаимодействия в процессе. Она отличается от других книг на эту тему тем, что представляет собой цельный рассказ о передовых аспектах процесса ротационного формования. Внутри книги семь глав. Рынок изделий ротационного формования в США в 2000 году составлял один миллиард фунтов. Рост отрасли ротационного формования рос на 10-15% в год. С этим ростом возникла растущая потребность в подробностях сложных технических аспектов процесса.
Читательская аудитория
Инженеры и техники производственных компаний в индустрии пластмасс, использующие технологии ротационного формования.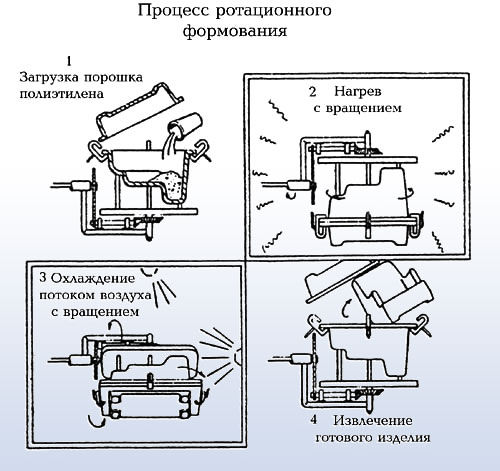
СОДЕРЖАНИЕ
- 1.0 ВВЕДЕНИЕ
1.1 Процесс
1.2 Первые дни
1.3 Материалы
1.4 Преимущества и недостатки
1.5 Общие отношения между обработкой и свойствами
2. ГОЛОДАЦИЯ ПОЛИМЕРЫ
2. Полимеры
2.2 Полимеры в виде порошков и жидкостей
2.3 Типы полиэтилена
2.4 Полипропилен
2,5 ПВХ û Пластизолы, дризолы и гибкие соединения с пудром
2,6 Нейлоны
2,7 Процессы
2.8 Жидкие полимеры
2.9 in-comploor-in-commore. Связь с характеристиками полимера
2.11 Желательные характеристики смолы для ротационного формования
3. Измельчение и окрашивание
3.0 Введение
3.1 Общие вопросы, касающиеся измельчения
3.2 Распределение частиц по размерам
3.3 Форма частиц
3.4 Dry Flow
3,5 Торговая плотность
3,6 Факторы, влияющие на качество порошка
3,7 Стоимость шлифования
3.8 Микропеллетовые
3.9. Введение
4.1 Типы ротационных формовочных машин
4. 2 Особенности конструкции машины
2 Особенности конструкции машины
4.3 Печь
4.4 Охлаждение
4.5 Мониторы процесса
4.6 обслуживание
4.7 Advanced Machine Design
5. Конструкция плесени
5.0 Введение
5.1 Материалы плесени
5.2. Механические и тепловые характеристики материалов плесени
5.3 Конструкция плесени
5.4 Расчет веса
5.5 Вентиляция
5.6. Выпуски
6. Обработка
6.0 Введение в нагрев
6.1 Общая структура цикла ротационного формования
6.2 Общее описание процесса
6.3 Поведение порошка
6.4 Характеристики текучести порошка
6.5 Реология текучести порошка
6.6 Концепции теплопередачи применительно к ротационному формованию
6.7 Нагрев формы
6.8 Нагрев порошка
6.9 Температура липкости
Поверхность
6.11 Истощение слоя
6.12 Коалесценция частиц
6.13 Уплотнение
6.14 Фазовый переход при нагревании
6.15 Роль давления и вакуума
6.16 Математическое моделирование процесса нагрева
6. 17 Общее время цикла печи
17 Общее время цикла печи
6.18 Охлаждение и оптимальное время извлечения из печи
6.19 Некоторые комментарии по теплообмену при охлаждении
6.20 Инверсия теплового профиля
6.21 Охлаждение и рекристаллизация
6.22 Нагрев на воздухе Скорость удаления
6.23 Водяное охлаждение û Скорость отвода тепла
6.24 Повышение давления
6.25 Удаление деталей
6.26 Влияние толщины стенки на время цикла охлаждения
6.27 Обзор и краткое изложение тепловых аспектов процесса ротационного формования
6.28 Введение в жидкостное ротационное формование
6.29 Жидкие полимеры
6.30 Жидкостный ротационный формовочный процесс
6.31 Управление процессом жидкостного ротационного формования
6.32 Проектирование механического оборудования 6
7.3 Механическая часть
7.3 Введение
7.1 Принципы проектирования
7.2 Общие концепции проектирования
7.3 Механический дизайн
7.4 Расчетные свойства пенопластов
7.5 Computer-Aided Engineering in Rotational Molding
7. 6 Some General Design Considerations
6 Some General Design Considerations
7.7 Process Effects on Porosity, Impact Strength
7.8 Trimming
7.9 Surface Decoration
7.10 Troubleshooting and Quality Assurance
Appendices
Index
Product details
- No Количество страниц: 327
- Язык: английский
- Авторское право: © William Andrew 2002
- Опубликовано: 1 апреля 2000 г.
- Выходные данные: William Andrew
- ISBN в твердом переплете: 9781884207853
- ISBN электронной книги: 9780815518938
Об авторах
Р.Дж. Кроуфорд
Принадлежности и опыт
Королевский университет Белфаста, Великобритания
Джеймс Л. Трон
Рейтинги и обзоры
Написать обзор технологии
Справочник по технологии ротационного формования – Производственный процесс – Книги – Рецептуры – Обзор рынкаРаспродажа!
Электронная копия (в формате PDF) будет отправлена по электронной почте в течение 24-48 часов.
Книга охватывает Инновационное ротационное формование, Технология ротационного формования, Процесс ротационного формования, Детали технологии ротационного формования, Материалы, которые можно формовать ротационным формованием, Машины ротационного формования, Рассмотрение конструкции для ротационных формовочных контейнеров, Управление процессом ротационного формования, Ротационное формование нейлонов, Изготовление пресс-форм для ротационного литья, ротационные формы для литого алюминия, отверстия и пузырьки в продуктах, формованных методом ротационного формования, ротационное формование жидких полимеров, порошкообразные термопласты и рассмотрение вопросов качества, пластиковые резервуары для хранения воды (HDPE), тип Sintex, поставщики оборудования и оборудования Roto Moulding и пресс-форм.
Количество
Категория: Электронные книги Теги: Пластмассовая промышленность, ротационное формование, Технологические книги
- Описание
Справочник по технологии ротационного формования
Инновационное ротационное формование
Технология ротационного формования
3 формы
3
Процесс ротационного формования
- Процесс
- Конструкции машин
- Материальная мания
- Полная жизнь
- Настройка процесса
- Рекомендации по дизайну
- Отверстия
- Конструкция ребер
- Боссы
- Поцелуй
- Толщина стенки
- Плоские поверхности
- Отделка поверхности
- Возможны допуски
Детали технологии ротоформования
- Преимущества ротоформования
- Недостатки реляционного формования
Материалы, пригодные для ротационного формования
- Характеристики материала для ротоформования
- Полиолефины
- Эффекты увеличения показателей текучести расплава
- Винилпластик
- Другие пластмассы
- Реактивные материалы
- Общая информация
- Растрескивание под воздействием окружающей среды (ESC)
Ротационно-формовочные машины
Особенности конструкции контейнеров для ротоформ
- Ротационно формованные пластмассовые детали
- Толщина стенки
- Толщина стенки Однородность
- Близко расположенные параллельные стены
- Деформация
- Ребра жесткости
- Ребрышки
- Углы уклона
- Поверхность
- Поднутрения
- Отверстия
- Угловые радиусы
- Допуски
Управление процессом ротационного формования
- Принципы управления процессом
- Влияние материала формы
- Влияние толщины детали
- Контроль свойств деталей
- Ударная вязкость
- Счетчик пузырьков
- Преимущества обработки
- Балансировка формы
- Добавки
- Усовершенствования машин
- Контроль качества
Ротационное формование нейлона
- Применение нейлона
- Нейлон, подходящий для ротационного формования и модификаций
- Информация о машине
- Тип машины
- Впрыск инертного газа
- Методы ротационного формования с использованием азота
- Формы и антиадгезионные покрытия
- Формы
- Антиадгезионные покрытия
- Условия формования
- Загрузка формы
- Цикл нагрева
- Цикл охлаждения
- Свойства формованных нейлонов
- Эффект пластификатора
- Воздействие влаги
- Тепловые аспекты
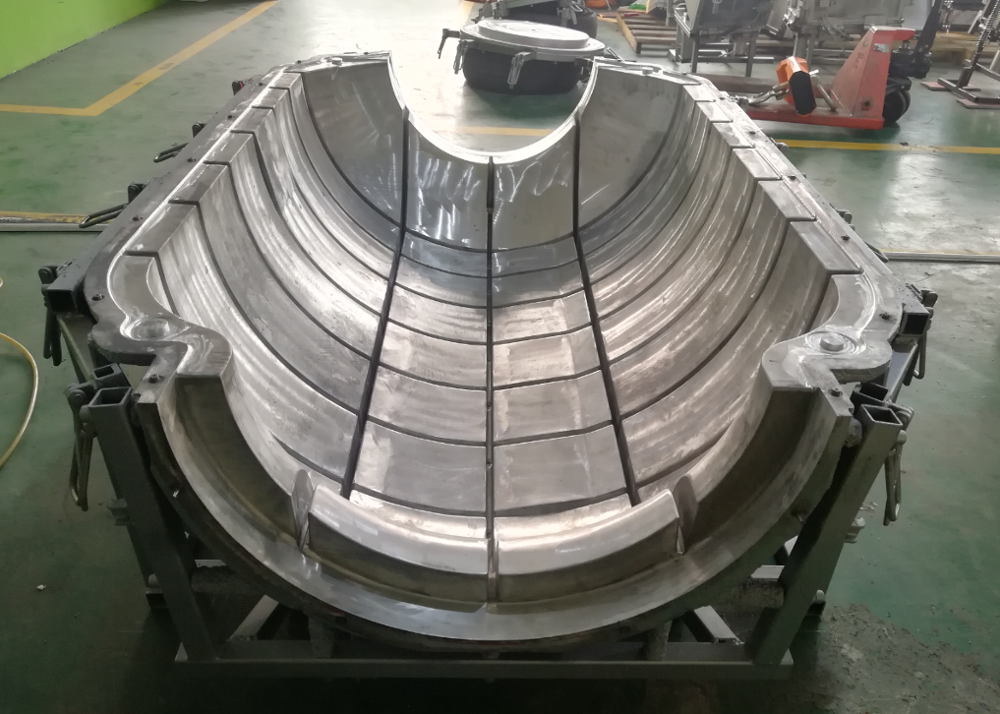
Изготовление форм для ротационного формования
- Сложность формы
- Необходимое количество форм
- Внешний вид поверхности изделия
- Стоимость пресс-формы
- Линия разъема
- Методы строительства
- Вставки
- Специальные функции
- Зажимы и зажимы
- Отделка
- Конструктивные особенности изготовления пресс-форм
- Линия разъема
- Способ изготовления
- Зажим
- Вставки и сердечники
- Фиксированные вставки
- Сменные вставки
- Съемные вставки
- Съемная резьба
- Неправильная подача
- Резьбовые ножницы
- Искажение
- Съемный без ручки
- Формованные в отверстиях
- Литые вставки
- Отделка поверхности
- Особенности
- Стимулирование тепла
- Защита от перегрева
- Очки для поцелуев
- Загрузочные бункеры (Drop Box)
- Вентиляция
- Крепление
- Техническое обслуживание
- Области внимания
Ротоформы для литого алюминия
- Дизайн продукта
- Выкройка
- Конструкция пресс-формы
- Разделительные линии
- Съемные стержни
- Ребрышки или «Kiss-Off»
- Формованные вставки
- Поверхность
- Количество штук
- Назначение и работа пресс-формы
- Сельское хозяйство
- Пауки
- Зажимные устройства
- Теплообмен
Точечные отверстия и пузыри в изделиях, формованных методом ротационного формования
- Формирование пузырей
- Влияние формовочного материала на пузыри
- Реология расплава
- Методы снижения вязкости
- Характеристики порошка
- Плесень
- Отделка поверхности пресс-формы
- Материал формы
- Горячие точки плесени
- Удаление пузырьков давлением
- Ротационное формование под давлением
- Механические свойства
- время цикла
- Толщина изделия
- Формовочный материал
- Использование давления в качестве вспенивателя
- Использование вакуума для удаления пузырьков
- Влияние давления и вакуума на пресс-форму
Ротационное формование жидких полимеров
- Преимущества, получаемые при формовании жидких полимеров
- Материалы для жидких полимеров
- Формовочное оборудование для ротоформования жидких полимеров
- Транспортировка материалов
- Формы
- Некоторые рекомендации по ротационному формованию жидких полимеров
Порошкообразный термопласт и учет качества
- Качество порошка
- Тест на размер и распределение частиц (ASTM D 1921)
- Испытание на сухость (ASTM D 1895)
- Испытание на объемную плотность (ASTM D 1895)
- Характеристики и их влияние на формование
- Размер частиц
- Форма частиц
Пластиковые емкости для хранения воды (HDPE) (тип Sintex)
- Полиэтилен высокой плотности
- Полипропилен
- Поливинилхлорид
- Процесс производства
- Экономика предприятий
- Машины и оборудование
- Основной капитал
- Сырье
- Общий оборотный капитал/месяц
- Всего капитальных вложений
- Оборот/год
Поставщики машин и оборудования для ротационного формования и пресс-форм
Инженеры Индийский научно-исследовательский институт (EIRI) известен в промышленном мире благодаря предоставлению технических и финансовых консультационных услуг.
Услуги EIRI:
- Подробные ТЭО
- Идентификация нового проекта
- ТЭО проекта и исследование рынка
- Определение возможностей прибыльного промышленного проекта
- Подготовка профилей проекта / Прединвестиционное и детальное ТЭО,
- Обзоры рынка / исследования, обзор рынка, включая подробные технико-экономические технико-экономические отчеты
- Отчеты о проектах на компакт-дисках
- Идентификация завода/процесса/машин и оборудования, промышленное общее руководство по созданию новых промышленных проектов.
Наши самые современные и технологически продвинутые отчеты о промышленных проектах, классифицированные по финансовым затратам и отраслевой классификации, чрезвычайно полезны для:
- дома
- Молодые предприниматели, мечтающие открыть собственное промышленное предприятие
- Молодые выпускники и специалисты, желающие начать свою карьеру
- Промышленники, заинтересованные в расширении своих производственных мощностей и создании новых продуктов — линии
- Крупные промышленные предприятия, реализующие планы расширения, роста и диверсификации
(электронная книга) Технология ротационного формования – 9780815518938
- Варианты доставки: Доставка на адрес в Австралии
- Когда моя книга будет отправлена с вашего склада?
- Когда прибудет мой заказ?
- Отслеживание доставки
- Международные заказы
- Ограничения доставки
- Проблемы с доставкой
Варианты доставки: Доставка на австралийский адрес
| Сервис | Цена за заказ Австралия широкий | Срок поставки 1 После отправки |
|---|---|---|
| Экономная доставка (отслеживается) через почту Австралии Заказные товары будут отправлены, как только они поступят на склад. | 7,95 $ | 2-10 дней после поступления всех товаров на склад |
| Экспресс-доставка 2 (отслеживается) через StarTrack Express 3 Заказные товары будут отправлены экспресс-почтой, как только они поступят на склад. Заказ может быть отправлен несколькими партиями, однако с вас будет взиматься только фиксированная плата. | 14,95 долл. США | 1-2 дня после поступления каждого товара на склад |
 Заказ может быть отправлен несколькими партиями, однако с вас будет взиматься только фиксированная плата.
Заказ может быть отправлен несколькими партиями, однако с вас будет взиматься только фиксированная плата. 1 Ожидаемый срок доставки после отправки заказа выбранным вами способом доставки.
2 Express доступен не для всех товаров.
3 Обратите внимание, что эта услуга не имеет приоритета над временными рамками статуса «Отправлено в», и что временные рамки «Обычно отправляются в» по-прежнему применяются ко всем заказам.
NB Все наши расчеты основаны на рабочих днях и предполагают, что доставка не осуществляется в праздничные и выходные дни.
Когда моя книга будет отправлена с вашего склада?
После того, как мы получим ваш заказ, мы проверим его, завершим выставление счета и подготовим ваши товары перед отправкой с нашего склада в Сиднее.
Вы заметите, что на каждой странице продукта на веб-сайте указан предполагаемый диапазон дат доставки для экономичной доставки, а также для экспресс-доставки, если она доступна для этого продукта.
Этот предполагаемый диапазон дат доставки представляет собой комбинацию:
- времени отправки вашего заказа с нашего склада и
- время, необходимое для отправки вашего заказа вам.
В дополнение к предполагаемому диапазону дат доставки, на странице продукта вы найдете, сколько времени потребуется для отправки товара.
| Время отправки Время, необходимое для проверки заказа, выставления счета, подготовки вашего товара (ов) и отправки.  | Объяснение Время отправки будет зависеть от статуса вашего товара(ов) на нашем складе. | |
|---|---|---|
| Немедленная загрузка | Немедленная загрузка | Только цифровые загрузки |
| Отправка на следующий рабочий день | Обычно отправляется на следующий рабочий день + | В наличии на нашем складе. |
| Отправка в течение 4-5 рабочих дней | Обычно отправка в течение 4-5 рабочих дней + | Заказ размещен у поставщика, ориентировочное время прибытия на склад 4-5 рабочих дней. |
| Отправка в течение 5-14 рабочих дней | Обычно отправка в течение 5-14 рабочих дней + | Заказ размещен у поставщика, ориентировочное время прибытия на склад 5-14 рабочих дней. |

+ Все наши расчеты основаны на рабочих днях и предполагают, что отправка и доставка не осуществляются в праздничные и выходные дни.
Когда мой заказ будет доставлен?
Расчетная дата доставки – это ожидаемая дата доставки вашего заказа в выбранное вами место доставки.
После отправки заказа вы получите электронное письмо с подтверждением и обновлением статуса.
- Если вы заказываете несколько товаров и не все из них есть на складе, мы сообщим вам ожидаемое время их прибытия.
- Для предметов, которых нет в наличии, мы предоставим текущую предполагаемую отгрузку и сроки доставки.
- Как только ваш заказ будет отправлен с нашего склада в Сиднее, вы получите электронное письмо со статусом «Заказ отправлен». Это будет содержать вашу информацию об отслеживании
Все наши оценки основаны на рабочих днях и предполагают, что отправка и доставка не осуществляются в праздничные и выходные дни.
Отслеживание доставки
Экономная доставка: Почта Австралии
Доставка Почтой Австралии можно отслеживать в пути с помощью eParcel. Вы можете отслеживать свою доставку, перейдя на страницу отслеживания AusPost и введя свой номер отслеживания. Электронное письмо с отправленным заказом будет содержать эту информацию для каждой посылки.
- Доставка стандартной почтой Австралии обычно происходит в течение 2-10 рабочих дней с момента отправки. Обратите внимание, что сроки доставки могут варьироваться в зависимости от области доставки, и по разным причинам доставка может занять больше времени, чем первоначально предполагаемые сроки.
- Если вы не получили посылку в установленные сроки, мы советуем вам сначала связаться с местным почтовым отделением, так как посылка может находиться там, ожидая вашего получения.
- Если вы не получили никакой информации после обращения в Почту Австралии, свяжитесь с нами, чтобы подтвердить правильность сведений о доставке, зарегистрированных у нас.
 После этого мы свяжемся с вами и предложим соответствующие действия.
После этого мы свяжемся с вами и предложим соответствующие действия.
Вы можете отслеживать свою доставку, перейдя в StartTrack для отслеживания, используя свой номер накладной. Номер накладной высылается вам по электронной почте вместе со счетом-фактурой во время отгрузки.
- Имейте в виду, что сроки доставки могут варьироваться в зависимости от региона доставки – приблизительное время доставки обычно составляет 1-2 рабочих дня.
- По вопросам доставки вашего заказа обращайтесь в службу поддержки клиентов Star Track по телефону 13 23 45 и укажите указанный выше номер накладной.
- Если вы не получили никакой информации после контакта со Star Track, пожалуйста, свяжитесь с нами, чтобы подтвердить правильность зарегистрированного у нас адреса доставки. После этого мы свяжемся с вами и предложим соответствующие действия.
Чтобы отслеживать заказы, отправленные DHL, перейдите на страницу отслеживания DHL. Тарифы на международные направления доставки указаны ниже. При международной доставке мы задержим ваш заказ до тех пор, пока не сможем отправить вам все товары сразу.
Тарифы на международные направления доставки указаны ниже. При международной доставке мы задержим ваш заказ до тех пор, пока не сможем отправить вам все товары сразу.
| Вес посылки | Новая Зеландия | Гонконг | США и Канада | Соединенное Королевство |
|---|---|---|---|---|
| До 1 кг | $30 | $35 | 40 долларов | 45 долларов |
| 1,5 кг | $35 | 45 долларов | $50 | 60 $ |
| 2 кг | 40 долларов | $50 | 60 $ | $70 |
| 2,5 кг | 45 долларов | 60 $ | $70 | 80 $ |
| 3 кг | $50 | 65 $ | $75 | $90 |
| 3,5 кг | $55 | $75 | $85 | 100 долларов |
| 4 кг | 60 $ | 80 $ | $95 | 105 долларов |
| 4,5 кг | 65 $ | $85 | 100 долларов | $115 |
| 5 кг | $70 | $95 | $110 | $125 |
Если вес вашего заказа превышает 1,0 кг (2,2 фунта, что примерно эквивалентно 1 или 2 книгам в мягкой обложке), мы сообщим вам стоимость доставки и запросим ваше одобрение перед отправкой заказа.
Обратите внимание, что некоторые страны могут время от времени взимать с получателя пошлины за «импорт» посылок. Поскольку эти сборы являются обязанностью получателя, пожалуйста, проверьте таможенную службу в стране назначения, чтобы узнать, применимы ли сборы.
Чтобы отслеживать заказы, отправленные DHL, перейдите на страницу отслеживания DHL. Вы можете проверить, находится ли адрес доставки в удаленном районе, в DHL Remote Area Services.
Повторная отправка: Если ваш заказ возвращен нам компанией доставки из-за неправильных или недостаточных сведений о доставке, с вас будет взиматься стоимость повторной доставки заказа. Обратите внимание, что если адрес доставки указан неверно и заказ был отправлен, в зависимости от выбранного варианта доставки мы не сможем изменить адрес доставки до тех пор, пока заказ не будет возвращен.
Проблемы с доставкой
В случае, если курьерская компания не сможет доставить ваш заказ из-за неверной информации об адресе, она вернет заказ обратно в Dymocks Online.