Кокиль что это: Что такое Кокиль: виды, описание
alexxlab | 17.02.2023 | 0 | Разное
Технология литья в кокиль
Слово «кокиль» имеет французское происхождение «coquille», а сам он представляет собой специальную металлическую форму, широко используемую в технологическом процессе изготовления различных деталей и заготовок методом литья. Заполнение ее расплавом происходит под действием сил гравитации. В принципе, он имеет точно такое же назначение, что и литьевая песчаная форма, однако, в отличие от нее, может использоваться многократно. Поэтому можно однозначно утверждать, что смысл и сущность литья в кокиль состоит как раз именно в том, чтобы иметь возможность применять для изготовления различных деталей формы, которые можно использовать многократно. При этом основу кокилей составляют металлические части, которые и определяют в конечном итоге и свойства, и конфигурацию отливки.
Стандартный кокиль состоит из таких частей, как полуформы, вставки и плиты. Для взаимного центрирования полуформ используются металлические штыри, а непосредственно перед проведением заливки они соединяются с помощью специальных замков.
В кокилях имеется также собственная вентиляционная система. Она состоит из каналов, пробок и вентиляционных выпоров и предназначена для того, чтобы через нее удалять из рабочей полости кокиля газы и воздух при заполнении его расплавом. Для изготовления полуформ, вставок, плит, стержней (то есть основных элементов кокилей) используется сталь или чугун.
Перед тем, как заливать расплав в новый кокиль, осуществляют его подготовку к работе. При этом разъем и поверхность его рабочей полости тщательно очищается от масла, ржавчины, различного рода загрязнений. Кроме того, тщательно контролируется точность центрирования подвижных частей, а также легкость их перемещения и надежность крепления в неподвижном положении.
Для этого при помощи электрических нагревателей или газовых горелок кокиль предварительно разогревается до температуры 150–180°. Поскольку изначально огнеупорное покрытие представляет собой обычно водную суспензию, то ее нанесение производится посредством пульверизатора. При попадании капель раствора на горячую поверхность кокиля вода из них испаряется, а содержащиеся в ней огнеупорные частицы распределяются равномерным слоем.
После того, как слой огнеупорного материала нанесен, кокиль разогревают до его рабочей температуры. Ее величина зависит от таких факторов, как размеры отливки и толщина ее стенок, состав заливаемого сплава, а также необходимые свойства. Практика показывает, что в большинстве случаев перед заливкой кокиль разогревают до температуры от 350°. После этого внутрь кокиля устанавливают, если они необходимы для изготовления изделия, керамические или песчаные стержни. Далее половинки кокиля соединяются и фиксируются с помощью специальных зажимов (в кокильной машине вместо них используются механизмы запирания), и в них производится заливка расплава.
Далее половинки кокиля соединяются и фиксируются с помощью специальных зажимов (в кокильной машине вместо них используются механизмы запирания), и в них производится заливка расплава.
Достаточно часто в процессе охлаждения и затвердевания отливки, после того, как она становится достаточно прочной, из нее частично извлекают металлические стержни, причем делают это еще до того, как отливку извлекают из кокиля. Это делается для того, чтобы уменьшить их обжатие, возникающее в результате усадки расплава. После того как отливка охладится до определенной температуры, она извлекается из кокиля, от нее отрезаются выпоры, прибыли и литники, выбивается керамический или песчаный стержень, производится контроль качества. После этого она используется снова.
Кокиль для изготовления поршня — Студопедия
Поделись
Литьё в кокиль
Литьем в кокиль изготовляют примерно столько же отливок (по массе), сколько всеми остальными специальными способами литья вместе взятыми. Литьё в кокиль (кокильное литьё) – это литьё в постоянные формы. Постоянная форма (кокиль) – форма, которая не разрушается в процессе получения в ней отливки. В одном кокиле последовательно изготовляется большое количество отливок (от 100 до 300000 штук).
Литьё в кокиль (кокильное литьё) – это литьё в постоянные формы. Постоянная форма (кокиль) – форма, которая не разрушается в процессе получения в ней отливки. В одном кокиле последовательно изготовляется большое количество отливок (от 100 до 300000 штук).
Технологии кокильного литья несколько тысяч лет. В древности постоянные формы-кокили изготовляли из камня. В мягком камне (песчаник, известняк) выдалбливали полость, в которую потом заливали расплавленный металл. Получалась отливка. После её извлечения, каменную форму можно было снова заполнить расплавленным металлом и получить следующую отливку и т. д.
Кокиль для изготовления поршня
Современные кокили, за редким исключением, изготовляют из металла. Поэтому можно считать, что литьё в кокиль и литьё в металлические формы – разные названия одной технологии. На рисунке изображена металлическая форма (кокиль) для изготовления поршня.
Цифрами на рисунке обозначены: 1 – основание, 2 – половины формы, 3 – средняя (клиновая) часть составного стержня, 4 – боковины составного стержня, 5 – цельные стержни, 6 – выталкиватели, 7 – полость формы.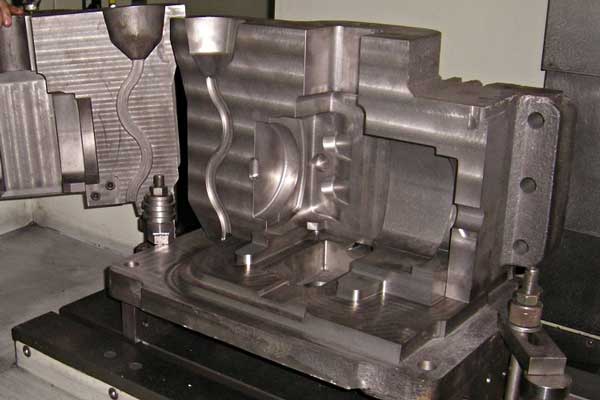
Конструкция формы показана в одной проекции. На этой проекции нет литниковой системы, не видно, как полость формы может быть заполнена жидким металлом.
Наружная поверхность отливки оформляется основанием (1) и половинами формы (2). Внутренняя полость отливки оформляется составным стержнем (3,4), отверстия во внутренних бобышках – цельными стержнями (5). Выталкиватели (6) в формировании отливки не участвуют, они служат для извлечения отливки из формы (кокиля).
Полвины формы смыкаются по вертикальной плоскости. В плоскости их стыка расположена литниковая система, состоящая из чаши, стояка и питателя. Подробнее на её конструкции останавливаться не будем, нет необходимости.
Проблемой может стать извлечение отливки из формы-кокиля. Дело в том, что отливку надо извлечь так, чтобы и отливка, и все части формы-кокиля остались целыми. Последовательность и направления действий по извлечению отливки-поршня из формы-кокиля (последовательность разборки кокиля для извлечения из него отливки) показана на рисунке римскими цифрами и стрелками.
Сначала извлекается вверх средняя (клиновая) часть стержня (действие I). Затем последовательно вправо-вверх (действие II) и влево-вверх (действие III) извлекаются левая и правая боковины составного стержня. Далее одновременно движениями влево (левый) и вправо (правый) извлекаются из отливки цельные стержни (действие IV). Следует отметить, что цельные стержни извлекаются только из отливки, но не из половин формы. После этого левая половина формы сдвигается влево, а правая половина формы сдвигается вправо (действие V). Происходит раскрытие формы. Чтобы при этом отливка не застряла в одной из половин (осталась стоять на основании формы), выталкиватели остаются неподвижными. Только после раскрытия формы левый выталкиватель смещается влево, правый выталкиватель смещается вправо (действие VI). Форма полностью раскрыта. Отливка стоит на основании формы. Отливку можно забрать.
Материалы кокилей
При литье в металлические формы-кокили, жидкий литейный сплав оказывает прямое механическое, тепловое, химическое воздействие на рабочие поверхности формы. Ясно, что это воздействие не должно вызывать заметных повреждений формы-кокиля. Кокили изготовляют из стали, чугуна и некоторых цветных сплавов, содержащих алюминий. Стальные кокили применяют для изготовления стальных, чугунных и цветных (чаще всего алюминиевых и магниевых) отливок. Чугунные кокили применяют для изготовления цветных (алюминиевых и магниевых) отливок. Кокили из алюминийсодержащих сплавов применяют для изготовления отливок из легкоплавких цветных сплавов (типа ЦАМ).
Ясно, что это воздействие не должно вызывать заметных повреждений формы-кокиля. Кокили изготовляют из стали, чугуна и некоторых цветных сплавов, содержащих алюминий. Стальные кокили применяют для изготовления стальных, чугунных и цветных (чаще всего алюминиевых и магниевых) отливок. Чугунные кокили применяют для изготовления цветных (алюминиевых и магниевых) отливок. Кокили из алюминийсодержащих сплавов применяют для изготовления отливок из легкоплавких цветных сплавов (типа ЦАМ).
Ясно, что число заливок, которые может выдержать кокиль за время своей службы, определяется стойкостью материала кокиля и интенсивностью воздействия на него заливаемого литейного сплава. Чем выше температура плавления материала кокиля, тем кокиль более стоек. Чем больше температура и масса заливаемого в кокиль литейного сплава, тем более разрушительно он действует на кокиль. Если в стальном кокиле будут изготовляться отливки из стали массой в несколько сотен килограммов, то кокиль сможет выдержать не более 100…150 заливок.
Конструкции кокилей
Литьё в кокиль накладывает серьёзные ограничения на степень сложности очертаний отливок. Наружные очертания отливок определяют степень сложности конструкций самих кокилей. Внутренние очертания отливок определяют степень сложности конструкций стержней.
Простые по форме отливки могут быть извлечены из кокилей без разъёма кокилей на части. Кокили этого типа называются цельными или вытряхными (отливка из кокиля вытряхивается). Более сложные по очертаниям отливки требуют разъёмных кокилей. Простой разъёмный кокиль состоит из двух половин, смыкающихся-размыкающихся по вертикальной плоскости. Рассмотренный выше кокиль для литья поршней – пример такой, сравнительно простой, конструкции. Более сложный по конструкции кокиль состоит из двух частей, соединяющихся по горизонтальной плоскости. Ещё сложней кокили из двух частей, соединяющихся по сложной поверхности: ступенчатой или криволинейной. Самые сложные кокили состоят из трёх, четырёх (иногда больше, чем четырёх) частей. Но и самые сложные кокили не могут обеспечить таких сложных очертаний отливок, какие получают литьём по выплавляемым моделям.
Более сложный по конструкции кокиль состоит из двух частей, соединяющихся по горизонтальной плоскости. Ещё сложней кокили из двух частей, соединяющихся по сложной поверхности: ступенчатой или криволинейной. Самые сложные кокили состоят из трёх, четырёх (иногда больше, чем четырёх) частей. Но и самые сложные кокили не могут обеспечить таких сложных очертаний отливок, какие получают литьём по выплавляемым моделям.
Простейшие по форме углубления и отверстия в отливках получают цельными металлическими стержнями (стержни 5 в рассмотренном выше кокиле для литья поршней). Более сложные полости, которые не удаётся получить цельными стержнями, выполняют составными стержнями (стержень 3-4 в рассмотренном выше кокиле для литья поршней). Ещё более сложные полости, которые не удаётся получить и с помощью составных стержней, выполняют разовыми (песчано-смоляными) стержнями. В этом случае технология литья в кокиль становится гибридной: форма-кокиль постоянная, многократно используемая, стержень – разовый.
Что, зачем и где охлаждать большие формы
Вопрос: В процессе литья стали мы используем «холодильник» весом 100–150 кг для управления процессом затвердевания. Не могли бы вы помочь мне лучше понять принципы помещения отливок в большие формы?
A: Важность кокилей в производстве литья хорошо документирована и обоснована. Тем не менее трудности с усовершенствованием этих приложений остаются источником беспокойства. Для тех, кто не в курсе, озноб — это просто кусок металла. Его название происходит от его цели: способствовать затвердеванию заранее определенных областей внутри формы посредством теплопередачи. С помощью холода литейщик контролирует процесс затвердевания.
Это критически важно при устранении дефектов “усадки”. Опять же, производительность озноба не является проблемой; скорее, обеспечение надлежащего применения является наиболее важным. Небольшие холода особенно удобны, потому что с ними очень легко обращаться. Это, естественно, уменьшает повреждение формы и толчки от холода (т. Е. Движение внутри формы). Однако отбел весом более 100 кг создает более серьезные проблемы. Здесь следует реализовать точный процесс, чтобы обеспечить последовательный успех.
Это, естественно, уменьшает повреждение формы и толчки от холода (т. Е. Движение внутри формы). Однако отбел весом более 100 кг создает более серьезные проблемы. Здесь следует реализовать точный процесс, чтобы обеспечить последовательный успех.
Во-первых, любой хороший процесс должен учитывать основы. При использовании ознобов следует придерживаться нескольких правил. Держите их сухими и при комнатной температуре. Это может показаться интуитивным, но несоблюдение этой простой практики может разрушить многие в остальном идеальные отливки. Проблема здесь заключается в непреднамеренном попадании влаги в процесс литья. В частности, в такой среде, несомненно, будет образовываться конденсат, что часто приводит к возникновению дефектов.
Кроме того, низкие температуры препятствуют процессу отверждения. Низкие температуры тормозят реакцию отверждения. Таким образом, адгезия песка, вероятно, будет слабой в условиях холодного охлаждения, что приведет к плохому уплотнению.
Ржавчина — еще один фактор, который следует учитывать и избегать. Как известно, в ржавчине скапливается влага. Популярным решением для контроля влажности является нанесение огнеупорного покрытия. Доступны и рекомендуются безводные сорта – хромитовые и на спиртовой основе. Тем не менее, перед размещением охладитель следует подвергнуть дробеструйной очистке, чтобы устранить любые загрязнения.
Как известно, в ржавчине скапливается влага. Популярным решением для контроля влажности является нанесение огнеупорного покрытия. Доступны и рекомендуются безводные сорта – хромитовые и на спиртовой основе. Тем не менее, перед размещением охладитель следует подвергнуть дробеструйной очистке, чтобы устранить любые загрязнения.
Затем убедитесь, что охлаждающая жидкость предназначена для конкретной формы/отливки. Если это не так, холод не останется на месте, когда литейная форма или стержень будут удалены. Поэтому убедитесь, что ваш холод правильно уплотнен. Для более крупных отливок подумайте о том, чтобы вставить кокиль в кокиль. Холодный принт похож на основной принт, который добавляется к рисунку. После того, как выкройка снята с формы, в отпечатки вставляются отливы с помощью подъемного крана.
Кроме того, во время формовки в песок можно погрузить большие отливки. Они могут быть помещены непосредственно на шаблон или, в качестве альтернативы, слой песка может быть утрамбован между шаблоном и кокилем (т. е. глухой кокиль). Такое размещение во время трамбовки формы полезно при размещении кокилей на гранях, которые не являются горизонтальными. Доступны несколько дополнительных ресурсов, которые предоставляют дополнительную информацию по этой теме. Для получения более подробной информации обратитесь к представителю ASK Chemicals.
е. глухой кокиль). Такое размещение во время трамбовки формы полезно при размещении кокилей на гранях, которые не являются горизонтальными. Доступны несколько дополнительных ресурсов, которые предоставляют дополнительную информацию по этой теме. Для получения более подробной информации обратитесь к представителю ASK Chemicals.
Две основные проблемы связаны с применением больших замораживаний: поднятие и размещение. Для начала рассмотрим некоторые способы подъема. При перемещении больших кокилей попробуйте приварить точки крюков (например, большие стальные шайбы) двух- или трехходовыми цепями с подъемными крюками. Воспользуйтесь подъемным краном и аккуратно поместите холодок в узор. Магниты также могут быть полезны в этом вопросе.
Охладитель должен оставаться стабильным. Как правило, отбелы располагаются в тянущей части пресс-формы или вдоль боковых стенок вершин. В обоих случаях необходимо закрепить холод с помощью анкера. Один из методов — для использования со стальной шайбой — заключается в том, чтобы пропустить арматуру через шайбу и позволить песку уплотниться вокруг нее. Это создаст якорь и сохранит положение холода.
Аналогичным образом можно зафиксировать большие козырьки, приварив анкер. Это можно сделать с помощью Z-образного стержня. Он будет вплавлен в песок, и когда песок уплотнится вокруг холода, стержень закрепит его на месте.
Присоединяйтесь к разговору. Отправьте свои вопросы по электронной почте ASK Chemicals
Поделитесь своими мыслями, мнениями и подробно изложите вопросы и ответы экспертов. Вы должны быть авторизованы на сайте, чтобы оставлять свои комментарии.
Статья о холод+литье из The Free Dictionary
Холод+литье | Статья о chill+casting от The Free DictionaryОхлаждение+литье | Статья о chill+casting от The Free Dictionary
Слово, не найденное в Словаре и Энциклопедии.
Возможно, Вы имели в виду:
Пожалуйста, попробуйте слова отдельно:
холод Кастинг
Некоторые статьи, соответствующие вашему запросу:
Не можете найти то, что ищете? Попробуйте выполнить поиск по сайту Google или помогите нам улучшить его, отправив свое определение.