Комбинированные пресс ножницы нг5223: Комбинированные пресс-ножницы НГ5223 от производителя ПАО Долина
alexxlab | 18.02.2023 | 0 | Разное
Комбинированные пресс-ножницы НГ5223 от производителя ПАО Долина
3D модель
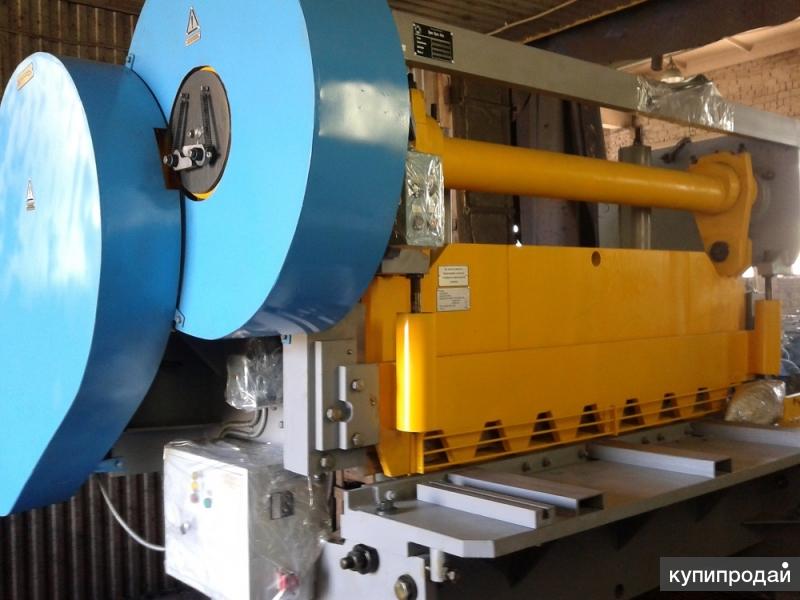
Пресс-ножницы комбинированные для полосы 18×190 мм (универсальные), модели НГ5223 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате.
Связь с ведущим специалистом
8 800 333-81-63
Скачать паспорт
Получить коммерческое предложение Оставьте ваш номер телефона и получите коммерческое предложение в течение дня.
- Описание
- Характеристики
- Преимущества
- Видео
- Фото
Пресс-ножницы модели НГ5223 были разработаны с учетом требований современного производства. Использование подобного оборудования позволяет добиться максимально точного и быстрого реза с минимальной оснасткой.
Как применяются комбинированные ножницы модели НГ5223?
Одно из главных преимуществ, которое дают вам пресс-ножницы комбинированные модели НГ5223 – это возможность обойтись без чистовой обработки заготовок, значительной экономии времени, что значительно удешевит конечную цену изделия. Вы экономите на производстве, отдав предпочтение покупке нашего оборудования, подходящего для самой интенсивной и длительной эксплуатации. Наши клиенты получают возможность купить пресс-ножницы модели НГ5223 для максимально эффективного использования при минимальных затратах усилий со стороны оператора.
Использовать подобное оборудование можно при разных температурных режимах, что доступно, благодаря применению кривошипно-шатунного механизма, который также обеспечивает действительно быструю функциональность подобного станка.
Патент на комбинированные пробивные пресс — ножницы № 98344 (pdf)
Патент на механизм центрирования пуансона дыропробивной секции комбинированных пресс-ножниц № 104492 (pdf)
Патент на пробивные комбинированные пресс-ножницы № 102554 (pdf)
- Гарантия 12 месяцев
- Ремонтная база
Россия и СНГ - Доставка запчастей
5-15 дней - Срок службы
10-20 лет
Реальный внешний вид может немного отличаться от изображенного на страницах сайта. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
| Наибольшие размеры обрабатываемого проката, при σв≤500 МПа, мм | |
| толщина и ширина полосы | 18×190 |
| резка под углом 90° | 125×125×14 |
| резка под углом 45° | 100×100×10 |
| диаметр круга | 50 |
| швеллер | 5У-18аУ*; 5П-18аП* |
| двутавр | 10-18* |
| Пробиваемое отверстие, мм | |
| диаметр, толщина материала | 32×16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм: | |
| толщина, ширина, длина | 10×65×80 |
| Длина заготовки при резе по заднему упору, мм | |
| минимальная/максимальная | 70/1000** |
| Частота ходов ползуна, мин-1: | |
| одиночных, не более | 17 |
| Номинальное усилие пресса, кН (тс) | 630 (63) |
| Расстояние от оси ползуна пресса до станины, не менее, мм | 500 |
| Габаритные размеры, мм | 1800×1700×1865 |
| Масса, кг | 2210 |
| Мощность электродвигателя, кВт | 5,5 |
| Тип электродвигателя | АИР100L2У3 |
| Частота вращения электродвигатель, мин-1 | 3000 |
* Отрезка проката выполняется специальным инструментом, поставляемым за дополнительную плату.
** Упор для резки мерных заготовок поставляется за дополнительную плату.
Почему выгодно заказать российские пресс-ножницы модели НГ5223?
Наши преимущества легко сможет оценить любой заказчик, нуждающийся в покупке подобного оборудования.
- Собственное производство комбинированных пресс-ножниц модели НГ5223, позволяющее ориентироваться на потребности современного рынка и учитывать их максимально детально и точно.
- Доступная цена на пресс-ножницы комбинированные модели НГ5223, основанная на том, что мы располагаем собственными производственными мощностями, позволяющими получить необходимый результат при минимальных усилиях.
- Возможность приобрести пресс-ножницы комбинированные НГ в интересующей вас комплектации.
- Наши комбинированные пресс-ножницы модели НГ5223 просты в освоении и в эксплуатации. Достаточно правильно осуществить установку и пусконаладочные работы — и приступать к использованию. Это легко и просто для любого оператора и практически не требует серьезных временных затрат.

- Эксплуатационный срок такого оборудования составляет минимум 20 лет при соблюдении инструкции. При этом, стоимость ножниц модели НГ5223 с учетом ее производительности и качества значительно ниже, чем зарубежных аналогов.
Еще одна причина выбрать сотрудничество с нашим механическим заводом — возможность получить подробную консультацию от опытных профессионалов прежде, чем заказать понравившийся вариант оборудования.
Мы сможем ответить на любые вопросы заказчиков, расскажем больше о каждом таком предложении, сориентировать в предложенном ассортименте, а также поможем оформить заказ в кратчайшие сроки. Выбирайте оборудование, которое уже довелось оценить по достоинству России и странам СНГ — и вы сможете улучшить эффективность своего производства и получить достойный результат при небольших затратах времени и финансов.
Видео отзыв
Все видео
ФОТОГАЛЕРЕЯ ЗАВОДА
Похожие станки
Комбинированные пресс-ножницы НГ5222
Подробнее
Комбинированные пресс-ножницы НГ5224
Подробнее
Комбинированные пресс-ножницы НГ5225
Подробнее
Показать все похожие
Гарантия
Сервис
Доставка
Запчасти
x
НВ5223 Пресс-ножницы комбинированные
По Техническому Заданию пресс-ножницы комбинированные НВ5223, могут быть изготовлены в различной комплектации, при этом могут измениться габаритные размеры и масса пресса. Подробное ТКП можно получить после предоставления Технического Задания. Технические изменения, существенно не влияющие на характеристики оборудования, завод-изготовитель оставляет за собой.
Подробное ТКП можно получить после предоставления Технического Задания. Технические изменения, существенно не влияющие на характеристики оборудования, завод-изготовитель оставляет за собой.
Состав и комплект поставки пресс-ножниц комбинированных НВ5223
Основные составные части пресс-ножниц комбинированных НВ5223
Поз. на рис. 1 | Наименование | Обозначение |
1 | Станина | НВ5223-11-001 |
2 | Привод | НВ5223-21-001 |
3 | Ползун сортовой секции | НВ5223-31-001 |
4 | Вал коленчатый | НВ5223-23-001 |
5 | Ползун дыропробивной | НВ5223-32-001 |
6 | Управление сортовой секцией | НВ5223-41А-001 |
7 | Управление дыропробивным прессом | НВ5223-42-001 |
8 | Прижим листовой секции | НВ5223-45А-001 |
9 | Механизм центрирования | НВ5223-47-001 |
10 | Прижим сортовой секции | НВ5223-51-001 |
11 | Инструмент реза уголка, круга | НВ5223-61-001 |
12 | Инструмент листовой и зарубочный | НВ5223-62А-001
|
13 | Стол дыропробивного пресса | НВ5223-69-001 |
14 | Ограждение | НВ5223-71А-001 |
15 | Приспособление для пробивки пазов прямоугольной формы | НВ5223-53А-001 |
16 | Электрооборудование | НВ5223-91-001 |
17 | Электрошкаф | НВ5223-55-001 |
Органы управления пресс-ножниц комбинированных НВ5223
Позиция на рис. | Органы управления и их назначение |
9 | Рукоятка механизма центрирования |
18 | Педаль включения дыропробивного пресса и включения листовых, сортовых ножниц и зарубочного устройства. |
19 | Винт фиксации упора |
20 | Кнопка ОБЩИЙ СТОП |
21 | Кнопка ОБЩИЙ СТОП |
22 | Эксцентриковая ось регулировки положения ползуна |
23 | Вводной выключатель |
 1
1Устройство и работа пресс-ножниц НВ5223
Кинематическая схема пресс-ножниц НВ5223
Привод пресс-ножниц НВ5223 осуществляется от электродвигателя 3 через клиноременную передачу, маховик 2 и одноступенчатую зубчатую передачу 1, 4 к эксцентриковому валу 6. Зубчатая передача 1, 4 прямозубая, цилиндрическая. Движение на ползун 10 сортовой секции передается через шатун 5, на ползун пресса для пробивки отверстий 8 – через балансир 7 и западающий камень.
Движение на ползун 10 сортовой секции передается через шатун 5, на ползун пресса для пробивки отверстий 8 – через балансир 7 и западающий камень.
Включение и выключение. Исполнительные механизмы включаются и выключаются через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитом 9.
Вал-шестерня 1 (z1=14) имеет ширину обода 85мм., изготовлена из стали 40Х ГОСТ 4543 – 71 (твердость НВ 240…260), колесо 4 (z1=126) – ширина обода 80мм., изготовлено из стали 35Л (ГОСТ 977 – 88).
Станина пресс-ножниц НВ5223
Станина пресс-ножниц НВ5223 состоит из двух листов – переднего 3 толщиной 50мм. и заднего 7 толщиной 25мм., сваренных между собой с использованием проставок и ребер. В станине выполнены расточки для установки в них оси 2 качания балансира, оси 13 ползуна сортовой секции. Бронзовой втулки 12 под эксцентриковый вал. Кроме того, в стенках станины выполнены окна 5, в которые заводят и крепят при помощи упоров 4, 6 неподвижные инструментальные плиты. Регулировка зазора между ними осуществляется с помощью вкладышей 11, 10, в которые входит прокладка 9.
Регулировка зазора между ними осуществляется с помощью вкладышей 11, 10, в которые входит прокладка 9.
Винтами в специальном гнезде крепится нож 8 для отрезки полосы. Со стороны зева на станину приварена планка 1, на которой укрепляется ползун пресса для пробивки отверстий.
Ползун сортовой секции пресс-ножниц НВ5223
Ползун сортовой секции пресс-ножниц НВ5223 сортовой секции установлен на оси 11 качания, закрепленной втулкой 9 в расточке станин (ось эксцентрична, что позволяет совмещать окна ползуна и станины).
Ползун перемещается в текстолитовых направляющих, с помощью которых регулируют зазор между подвижными и неподвижными ножами. Ползун связан с эксцентриковым валом через западающий шатун 2, производящий включение и отключение секции и подпятника 6. Для возвращения ползуна в верхнюю мертвую точку служат пружина 5 и тяга 4, для остановки ползуна в верхнем положении – винт 10. Движение балансиру дыропробивной секции передают две щеки 3. Зарубочный рычаг 8 установлен на оси и соединен с ползуном через тягу 7.
Для уменьшения трения между эксцентриковым валом и вкладышем 14 установлены бронзовые вкладыши 12, 13.
Ползун пресса для прибивки отверстий пресс-ножниц НВ5223
Ползун 3 пресса имеет прямоугольную форму и совершает возвратно-поступательное движение. Для получения нормального зазора между направляющими и ползуном используются текстолитовая планка и прокладки. В нижней части ползуна закреплен пуансон 4 в столе пресса – матрица. Камень 2, связанный через ось с электромагнитом, притягивается к балансиру 5. Балансир давит на камень и приводит в движение ползун.
Осуществляется операция пробивки. Возврат ползуна в исходное положение осуществляется балансиром через кулак 6 и пружину возврата 1. Механизм центрирования позволяет опускать ползун с пуансоном на намеченное место пробивки отверстия. Управляют механизмом включения ползуна педалью
Система смазки пресс-ножниц НВ5223
- Трущиеся части пресс-ножниц НВ5223 смазываются густой смазкой.
- Новые ножницы НВ5223 необходимо смазывать в первые 15 дней работы чаще, а в дальнейшем соблюдать режим смазки, указанный в карте смазки.
- Смазывать ножницы необходимо так, чтобы смазка выступала с боков трущихся поверхностей, что дает возможность контролировать достаточность смазки.
- Смазка – индивидуально прокачкой смазки через пресс-масленки ручным шприцем.
Наименование точек смазки | Номер точек |
Опора коленчатого вала Ось зарубочной тяги Ось щек Ось балансира Направляющие ползуна дыропробивного пресса Направляющие ползуна сортовой секции Ось ползуна сортовой секции Эксцентриковый вал Прижим сортовой секции Прижим полосовой секции Ось зарубочного рычага | 14 18, 19 13 9
7, 8
1, 2, 3, 4, 5, 6 10 11, 12 15, 16, 17 21, 22 20 |
Периодичность смазки: 2 раза в смену
Смазочный материал ЦИАТИМ-203 ГОСТ 8773-73
Настройка пресс-ножниц НВ5223
- Работать на комбинированных пресс-ножницах НВ5223 допускается только после ознакомления с особенностями их обслуживания, эксплуатации и мерами безопасности.
 Перед началом работы убедитесь в надежности инструмента.
Перед началом работы убедитесь в надежности инструмента. - При работе на пресс-ножницах НВ5223 для защиты органов слуха оператора необходимо применять противошумные наушники или противошумные вкладыши.
- По окончании работы пресс-ножницы НВ5223 обесточьте.
Особенности пресса НВ5223 для пробивки отверстий
- Перед началом работы на прессе закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, отпустите пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимости от толщины пробиваемого материала.
- После центрирования рукоятку верните в верхнее положение.
- После этого закрепите корпус матрицедержателя на станине и еще раз проверните зазор. В зависимости от толщины пробиваемого материала выставьте корпус съемника с зазором 1…2мм. от плоскости листа. Затяните гайки и контргайки.
 Установка корпуса съемника с перекосом недопустима.
Установка корпуса съемника с перекосом недопустима. - Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.
схема расположения рабочих мест пресс-ножниц НВ5223
Особенности работы сортополосовой секции пресс-ножниц НВ5223
1.Перед работой на сортовой секции проверьте крепление ножей к ножевым плитам, крепление Г-образных регулировочных прижимов. Зазор между ножами сортовой секции устанавливается в зависимости от толщины разрезаемого материала и не должен превышать 0,2…0,5мм.
При замене ножевых плит снимите Г-образные прижимы инструмента и выньте ножевые плиты
2.Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (900 и 450) по делениям направляющей и закрепите ее. Поставьте упор и сменные прижимы. Введите в гнездо инструмента прокат и выставьте его по разметке.
Поставьте упор и сменные прижимы. Введите в гнездо инструмента прокат и выставьте его по разметке.
Пресс-ножницы НВ522 оснащены автоматическими прижимами.
При работе с автоматическим прижимом за счет хода ползуна через систему рычагов и пружин усилие передается на кулак и в момент реза фиксирует заготовку, при этом перед резом прижимной рычаг должен находиться в соприкосновении с заготовкой и быть зафиксированным отверстием на кулачке. После реза прижим автоматически возвращается в исходное положение.
И все последующие циклы выполняются автоматически.
Автоматические прижимы изготовлены из конструкционной качественной стали прошедшей термическую обработку. Автоматические прижимы предназначены для защиты оператора от воздействия удара при резке заготовок.
Не режьте полосу, имеющую на своей поверхности масляные пятна. Не допускается резка материала вершинами ножей. Регулируйте зазор между ножами прокладками под опорные поверхности. Для исключения поломки ножи должны перекрывать друг друга на 3…5мм. Зазор между ножами не должен превышать 1/30 толщины разрезаемого материала.
Зазор между ножами не должен превышать 1/30 толщины разрезаемого материала.
Внимание!
Пресс-ножницы рассчитаны на обработку материалов с временным сопротивлением δ ≤ 498 Мпа.
Схема крепления ножевых плит сортовой секции пресс-ножниц НВ5223
Особенности работы зарубочного устройства пресс-ножниц НВ5223
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности, зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, быть хорошо закрепленными и сухими. Крепление ножей зарубочного устройства показано на рис.9. Зазор между ножами зарубочного устройства не должен превышать 1/30 толщины разрезаемого материала.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей, ножей для отрезки полосы и зарубочного устройства дыропробивной зоны.
Схема крепления ножей зарубочного устройства НВ5223
Регулирование и настройка пресс-ножниц НВ5223
В процессе эксплуатации пресс-ножниц НВ5223 возникает необходимость в регулировании отдельных узлов для восстановления их нормальной работы. Если с течением времени наблюдается проскальзывание ремней, необходимо проверить их натяжение, при необходимости подтянуть. Нормальное натяжение ремней устанавливать регулировочным винтом.
Если с течением времени наблюдается проскальзывание ремней, необходимо проверить их натяжение, при необходимости подтянуть. Нормальное натяжение ремней устанавливать регулировочным винтом.
В процессе эксплуатации из-за износа текстолитовых направляющих возникает необходимость в регулировании зазора между направляющими и ползуном сортолистовой секции. Зазор регулировать с помощью шести регулировочных винтов, расположенных на задней и передней стенке станины. Одновременно направляющими ползуна можно регулировать зазор листовых ножниц. Регулировать зазор между ножевыми плитами сортофасонной секции набором прокладок, установленных под Г-образными прижимами. Для получения нормального зазора между направляющими и ползуном дыропробивного пресса используется чугунная планка и прокладки. Зазор регулировать с помощью трех винтов.
Техническое обслуживание пресс-ножниц НВ5223
Ежедневно перед работой необходимо:
- осмотреть и вытереть пресс-ножницы НВ5223;
- проверить надежность крепления инструмента;
- проверить состояние режущих кромок инструмента.
 Работать выкрошенными и затупившимися ножами запрещается, так как это может привести к поломке инструмента и травмам, а также к перегрузкам;
Работать выкрошенными и затупившимися ножами запрещается, так как это может привести к поломке инструмента и травмам, а также к перегрузкам; - смазать пресс-ножницы согласно схеме смазки . По окончании работы обесточить пресс-ножницы, осмотреть и тщательно обтереть их.
Один раз в неделю необходимо продувать сжатым воздухом внутреннюю полость станины под сортолистовым ползуном для удаления накопившейся окалины.
Ежегодно проводить испытание изоляции электрооборудования коммутационной проводки и испытание защитного заземления, ремонтировать электрооборудование и заземление.
Порядок установки пресс-ножниц НВ5223
При транспортировании пресс-ножниц НВ5223 необходимо руководствоваться схемой строповки
Перед установкой пресс-ножницы НВ5223 необходимо очистить от антикоррозионных покрытий, нанесенных на металлические
поверхности (кроме поверхностей, имеющих лакокрасочное покрытие), и покрыть тонким слоем эксплуатационной смазки. Для этого обезжирить законсервированные поверхности уайт-спиритом или бензином, а затем протереть ветошью или просушить сухим теплым воздухом.
Для этого обезжирить законсервированные поверхности уайт-спиритом или бензином, а затем протереть ветошью или просушить сухим теплым воздухом.
Расконсервацию запасных деталей, принадлежностей и сменных узлов производить в ваннах с обезжиривающим раствором. Пресс-ножницы устанавливать на фундамент по уровню. Глубина заложения фундамента Н определяется из условий грунта, но должна быть не менее 600мм.
После выверки по уровню под лапы пресс-ножниц залить цементный раствор (одна часть цемента на три части песка) и, когда он затвердеет, равномерно затянуть гайки фундаментных болтов, проверяя при этом положение пресс-ножниц по уровню.
Электрооборудование пресс-ножниц НВ5223
Электросхема пресс-ножниц НВ5223 состоит из следующих цепей (рис.12), спецификация в табл. ниже:
- силовая цепь переменного тока напряжением 380В, к которой подключены электродвигатель Ml и электромагниты УА1 и УА2;
- цепь управления переменного тока напряжением 110В
- цепь сигнализации напряжением 22В
- питание местного освещения 24В
Обозначение | Наименование | Кол-во |
QF1 | Выключатель АЕ2046М-12,1н=16А | 1 |
SQ1-SQ4 | Конечный выключатель ВПК-2112 | 4 |
SA1 | Переключатель ПКУ3-11 | 1 |
KM1 | Контактор КМИ | 1 |
KM2,KM3 | Пускатель ПМЛ | 2 |
SB1,SB2 | Выключатель ПКЕ-222-1У2 | 2 |
SB3 | Выключатель ВК 43-21 | 1 |
HL1,HL2,HL3,HL4 | Сигнальная арматура | 4 |
M1 | Электродвигатель главного привода | 1 |
FU1,FU2, FU3 | Выключатель автоматический ВА 47-29 | 3 |
РВ | Реле времени | 1 |
SB4 | Электрическая педаль Н5222-99-001 | 1 |
PT1 | Тепловое реле РТИ | 1 |
YA1,YA2 | Электромагнит ЭД10102 | 2 |
TV1 | Трансформатор ОСМ1-0,1У3 | 1 |
схеме предусмотрены следующие виды защиты:
- вводный автоматический выключатель QF1 защищает всю схему и электродвигатель М1 от перегрузок и токов короткого замыкания;
- предохранители FU1-FU2 защищают цепи питания электромагнитов УА1,УА2 от токов короткого замыкания;
- предохранитель FU3 защищает цепи управления, сигнализации от токов короткого замыкания;
- пускатель КМ1 обеспечивает нулевую защиту, исключающую самопроизвольное включение электропривода при восстановлении внезапно исчезнувшего напряжения.

В схеме предусмотрена сигнализация:
- Сигнализация подачи напряжения в электрошкафу осуществляется сигнальной лампой HL1.
- О включенном состоянии двигателя главного привода сигнализирует лампа HL2.
- О работе сортополосовой секции в режиме “Одиночные ходы с управлением педалью” сигнализирует лампа HL4.
- О работе дыропробивной секции в режиме “Одиночные ходы с управлением педалью” сигнализирует лампа НL3.
Первоначальный пуск пресс-ножниц НВ5223
При первоначальном пуске пресс-ножниц НВ5223 прежде всего проверьте внешним осмотром надежность заземления и качество монтажа электрооборудования.
Схема соединений, расположенных на электропанели, показана на рис
Подключите пресс-ножницы к электросети. Проверьте от руки работу всех механизмов пресс-ножниц, блокирующих и сигнализирующих устройств, электрооборудования.
Проверьте при кратковременном включении электродвигателя правильность его вращения по шкиву (при снятых клиновых ремнях). Шкив должен вращаться по часовой (если смотреть с рабочей стороны пресс-ножниц).
Шкив должен вращаться по часовой (если смотреть с рабочей стороны пресс-ножниц).
Описание работы электросхемы пресс-ножниц НВ5223.
Для подготовки к работе пресс-ножниц НВ5223 произведите следующие операции:
- Включите вводной автоматический выключатель QF1 . При этом на электрошкафу загорится сигнальная лампа HL1 – СЕТЬ.
- Переключатель SA1 установите в необходимое положение, при этом на электрошкафу загорятся сигнальные лампы, соответствующие выбранным режимам работы.
- Нажатием кнопки SB3 запустите двигатель главного привода. При этом включается магнитный пускатель КМ1, который, став на самопитание и подключив электродвигатель Ml к силовой сети, включает сигнальную лампу НL2 – ГЛАВНЫЙ ПРИВОД ВКЛЮЧЕН.
Электродвигатель выключается кнопками ОБЩИЙ СТОП SB1 и SB2.
Электросхема каждой секции имеет режим:
Одиночный ходы с управлением педалью. Переключатель SA1 поставьте в положение: “сортополосовая секция”, о чем сигнализирует лампа HL4 или в положение “дыропробивная секция”, о чем сигнализирует лампа HL3.
Кнопкой SB3 включите электродвигатель главного привода, при этом на шкафу загорится лампа HL2.
Для включения электромагнита муфты УА1 нажмите педаль SB4, при этом, если ползун находится в исходном положении, по цепи 8-9-15-22-5 включится магнитный пускатель КМ3, который встанет на самопитание по цепи 15-37-22-5 и включает цепи питания электромагнита УА1 и магнитный пускатель КМ2. Магнитный пускатель КМ2 становится на самопитание по цепи 20-19-5 и замыкает цепи питания Электромагнита УА1. Электромагнит УА1 через систему рычагов втянет шатун в подпятник ползуна. При движении ползуна вниз включатель SQ1 разрывает цепь самопитания магнитного пускателя КМ3, который своими контактами отключает электромагнит УА1 и разрывает цепь магнитного пускателя КМ2. При возвращении ползуна в верхнее положение шатун под действием возвратной пружины выпадает в исходное положение. Для повторного включения ползуна нажмите педаль. При длительном нажатие на педаль непрерывного хода не получается так как при движение вниз конечный выключатель SQ1 отключает магнитный пускатель KM3, который в свою очередь отключает электромагнит и разрывает цепь самопитания магнитного пускателя KM2.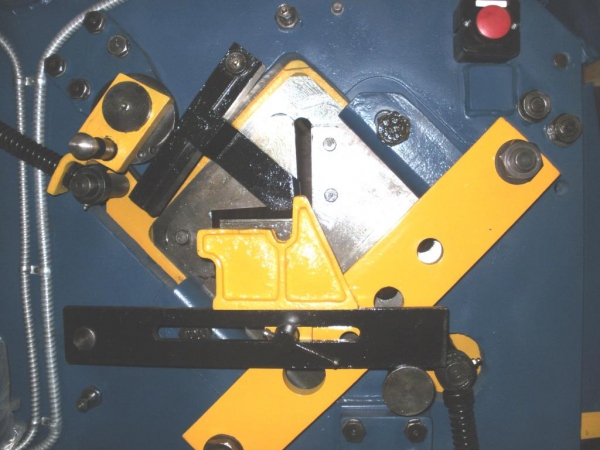 Но магнитный пускатель KM2 остается включенным по цепи 15-20-19-5 и своим разомкнутым контактом по цепи 15-22-5 не позволяет включится магнитному пускателю KM3. После опускания педали магнитный пускатель КМ2 отключается и схема готова к повторному циклу.
Но магнитный пускатель KM2 остается включенным по цепи 15-20-19-5 и своим разомкнутым контактом по цепи 15-22-5 не позволяет включится магнитному пускателю KM3. После опускания педали магнитный пускатель КМ2 отключается и схема готова к повторному циклу.
Меры безопасности при работе на пресс-ножницах НВ5223
В целях повышения мер безопасности обслуживающего персонала на пресс-ножницах НВ5223 предусматриваются переключатель режимов и выключатель цепи управления, расположенный на электрошкафе.
При длительных перерывах в работе и после окончания смены выключаются цепь управления и вводный автоматический выключатель. Обслуживание электрооборудования пресс-ножниц производится электротехническим персоналом. Категорически запрещается работать на пресс-ножницах при неисправной блокировке.
Установку режимов производит наладчик. После каждого переключения рукоятка переключателя снимается и находится у наладчика. При неисправном электрооборудовании рабочий обязан остановить пресс-ножницы, выключить вводный автоматический выключатель и вызвать электрика.
Запрещается:
- Резать и пробивать отверстия в профилях и материалах размером больше, чем указано в технических данных.
- Работать, со снятым ограждением.
- Работать на сортолистовой секции без прижимов.
- Подавать материал со стороны, противоположной располо¬жению пультов управления.
- Чистить и обтирать на ходу пресс-ножницы.
- Регулировать пресс-ножницы при вращающемся маховике.
- Исправлять положение заготовки после нажатия педали или рычага.
- Резать полосу, поверхность которой покрыта масляными пятнами.
- Работать при неотрегулированном выключателе балансира.
- Производить наладку при включенном электродвигателе. Электрооборудование пресс-ножниц должно быть надежно за¬землено и подсоединено к общему заземленному контуру. Для этого в электрошкафу и на передней части станины имеются клемма и болт заземления.
- Работать выкрошенными и затупившимися ножами.
Пресс-ножницы НВ-5223 характеристики, электросхема пресс-ножниц нв3232 порядок установки пресс-ножниц нв-5223 электросхема НВ5223.