Конденсаторная точечная сварка для аккумуляторов своими руками: Страница не найдена | Всё о сварке
alexxlab | 22.09.2020 | 0 | Разное
Точечная сварка для аккумуляторов своими руками
Точечную сварку для аккумуляторов сделать своими руками несложно в домашней мастерской, пользуясь только обычными инструментами. Об этом далее.
Аккумуляторные батареи на базе литий-ионных элементов очень широко распространены в компьютерной и бытовой технике. Часто требуется собрать блок питания, работоспособность которого зависит от качества контактов. В заводских блоках используется точечная контактная сварка, но аппараты для ее выполнения — слишком большая роскошь для бытового использования. Выручить может точечная сварка для аккумуляторов своими руками. Сделать ее несложно в домашней мастерской, пользуясь только обычными инструментами.
Как приварить контакт к аккумулятору
Для надежного соединения пластинчатого контакта с аккумулятором чаще всего используется конденсаторная сварка. Слишком большой мощности не требуется, но особенности точечной сварки состоят в пропускании короткого импульса сварочного тока большой силы.
Импульс длится всего 35-100 миллисекунд, от регулировки зависит надежность сварки и целостность контакта. Если импульс будет длиться слишком долго, пластина попросту прогорит и прочность соединения будет минимальной. Сваривать конденсаторной сваркой собственного изготовления можно металл толщиной до 0,2 мм.
Практика показывает, что для монтажа батарей этого вполне достаточно. Точечная сварка аккумуляторов производится при помощи никелевых пластин стандартного размера, слишком большие и мощные аппараты здесь не нужны.
У непосвященных непременно возникает вопрос — почему нельзя пластину попросту припаять обычным паяльником. Суть в том, что припаять то можно, но Li-ion элементы очень чувствительны к перегреву, особенно положительный полюс.
Но даже и без пайки и сварки перегревать аккумуляторы нельзя — максимально допустимая рабочая температура не должна превышать +50 0С.
 а при точечной сварке прогреться успевают только точки касания пластины к корпусу, обеспечивая расплав металла, но без термического воздействия на внутренний объем элемента.
а при точечной сварке прогреться успевают только точки касания пластины к корпусу, обеспечивая расплав металла, но без термического воздействия на внутренний объем элемента.Существует два вида точечной сварки — ударная и трансформаторная. Первая действует по принципу прямого подключения сварочных контактов к конденсатору. Заряжается он от диодного выпрямителя. Действует схема достаточно эффективно и такой аппарат для быстрой точечной сварки батарей аккумуляторов популярен среди конструкторов-любителей, которые разработали ряд несложных, но рабочих схем.
Второй вид предполагает использование специального вида трансформаторов, которые преобразуют обычный сетевой ток в специальный сварочный, силой до 1000 А и напряжением 2-3 В. Умельцы изготавливают такие аппараты из трансформаторов от микроволновой печи. Найти в интернете схемы таких устройств несложно.
Точечная сварка для аккумуляторов может быть сделана и из обычного автомобильного аккумулятора. Это самый простой аппарат точечной контактной сварки, в котором длительность импульса не регулируется, необходимо подбирать экспериментальным путем.
Лучше всего это делать на использованных батарейках или выработавших свой ресурс литий-ионных или никель-кадмиевых элементах. На новых тренироваться опасно — можно повредить батарею, если воздействие тока будет слишком длительным и успеет ее перегреть.
Как собрать трансформаторную сварку для аккумуляторов
Увидеть, как работает сварочный аппарат для аккумуляторов можно на видео:
Сложность его в микроконтроллере, собрать который под силу только людям, хорошо смыслящим в радиотехнике. Но дело в том, что аппарат для точечной сварки аккумуляторов чаще всего именно им и требуется. Поэтому особых трудностей как с перемоткой трансформатора, так и с подключением микроконтроллера быть не должно.
Но дело в том, что аппарат для точечной сварки аккумуляторов чаще всего именно им и требуется. Поэтому особых трудностей как с перемоткой трансформатора, так и с подключением микроконтроллера быть не должно.
Трансформатор от микроволновки мощностью 1-1,2 кВт подвергается переделке — удаляются магнитные шунты и вторичная обмотка. Затем наматывается другая, из провода сечением 35 мм2 в стандартной резиновой или самодельной многослойной изоляции. Диаметр такого провода равен 12 мм. Необходимо всего витков 2-3. В режиме холостого хода напряжение на трансформаторе составляет 1,8-2 В, сила тока — не более 1,9 А.
Управление может быть выполнено таким образом, как показано в ролике, или использовать микроконтроллер другого типа, который позволяет регулировать длительность импульса в пределах от 30 до 100-150 мс. Включается аппарат кнопкой или, что удобнее, педалью. Можно приспособить педаль от швейной машинки или зубоврачебного кресла.
 Принципиальная схема ее проста и понятна, но способы реализации отличаются широтой подходов к выбору комплектующих, но результат примерно одинаковый — никелевые пластины привариваются прочно и надежно, причем без перегрева элементов. Самодельный аппарат для точечной сварки аккумуляторов может отличаться достаточно высокой степенью универсальности.
Принципиальная схема ее проста и понятна, но способы реализации отличаются широтой подходов к выбору комплектующих, но результат примерно одинаковый — никелевые пластины привариваются прочно и надежно, причем без перегрева элементов. Самодельный аппарат для точечной сварки аккумуляторов может отличаться достаточно высокой степенью универсальности.Схема конденсаторной сварки:
Электроды
Не менее важной частью аппарата точечной сварки являются электроды. Очень часто их роль исполняют жала обычных паяльников, которые затачиваются на правильный или эксцентричный конус. Если таких деталей нет, то используется обычный медный провод, диаметром 2-5 мм. При установке электродов важно, чтобы они были надежно припаяны к токоведущим проводам или закреплены в гильзе — неплотный контакт приводит к снижению силы тока и перегреву участков соединения. Диаметр провода не может быть ниже толщины электрода — сила тока очень большая и его потери на нагрев вне зоны работы электродов нежелателен.
Электроды прижимаются к пластине руками или при помощи специального прижимного устройства на рычажном кронштейне. Второй вариант более предпочтительный — можно выставить фиксированное расстояние между точками контакта (как правило — 5-6 мм) и иметь возможность точно отрегулировать длительность импульса.
Прижимное устройство должно обладать возможностью изменения расстояния между электродами, чтобы можно было работать с деталями разного размера.
Выбор вида сварки для аккумуляторов зависит от наличия деталей для ее сборки, частоты использования и квалификации мастера. Но следует учесть, что простота схемы и эффективность применения, которую можно увидеть на видеороликах, кажущаяся. Как и большинство сварочных аппаратов, эти установки требуют точности в расчетах и монтаже, экспериментальной проверки и настройки.
Если при первом опыте прочность соединения оставляет желать лучшего или металл прогорит — унывать не следует, это только локальная неудача. Опыт самодеятельных конструкторов говорит о том, что сделать точечную сварку своими руками для аккумуляторов или иных мелких соединений, которые трудно или невозможно собрать на винтовых метизах или пайкой, вполне возможно. Для этого потребуется только терпение и некоторые навыки и знания в электротехнике и электронике.
Для этого потребуется только терпение и некоторые навыки и знания в электротехнике и электронике.
Если вы обладаете собственным опытом изготовления точечных сварочных аппаратов для аккумуляторов, в вашем арсенале есть реальные схемы рабочих аппаратов — поделитесь ими с читателями нашего сайта. Может так случиться, что вы изобрели действительно уникальный аппарат.
Как своими руками сделать точечную сварку аккумуляторов
Контактная точечная сварка деталей заключается в соединении деталей друг с другом при помощи тепла. Оно выделяется во время прохождения большого тока через места соединения. Отличительная черта представленной разновидности сварки заключается в наличии импульсного характера протекающего тока.Такие импульсы достаточно короткие, и чаще всего измеряются в долях секунд.
Сегодня контактная сварка широко применяется для промышленных и бытовых целей. Дома ею пользуются для ремонта бытовой техники или для любительского конструирования. Благодаря использованию контактной сварки можно решить большое количество задач и надёжно закрепить все выводы к аккумуляторам. Это поможет быстро и легко выполнить замену батареи в ноутбуке или других устройствах. За последние несколько лет такая сварка начала пользоваться повышенным спросом и невероятной популярностью.
Благодаря использованию контактной сварки можно решить большое количество задач и надёжно закрепить все выводы к аккумуляторам. Это поможет быстро и легко выполнить замену батареи в ноутбуке или других устройствах. За последние несколько лет такая сварка начала пользоваться повышенным спросом и невероятной популярностью.
В чём особенность точечной сварки аккумуляторов
Чтобы надёжно закрепить тонкую металлическую пластину к главному выводу аккумулятора, нужно использовать импульсы тока с такими характеристиками:
- Продолжительность не может превышать 450 миллисекунд. Желательно отдавать предпочтение тем приборам, где можно самостоятельно отрегулировать продолжительность выполнения сварочных работ.
- Электросварочный ток. Его параметры должны быть от 400 до 1200 ампер.
Преимущества конденсаторной сварки
Используя этот вид сварки, электрическая энергия будет накапливаться в поле конденсатора, который оборудован большими ёмкостями. Они заряжаются в большинстве случаев от специального выпрямителя переменного тока. Когда происходит зарядка конденсатора, то вся собранная энергия будет преобразовываться в тепловую. Во время этого действия места соединения будут нагреваться и взаимодействовать.
Они заряжаются в большинстве случаев от специального выпрямителя переменного тока. Когда происходит зарядка конденсатора, то вся собранная энергия будет преобразовываться в тепловую. Во время этого действия места соединения будут нагреваться и взаимодействовать.Можно выделить несколько важных достоинств представленного способа сварки:
- Мастера имеют возможность самостоятельно дозировать поступающую энергию;
- Незначительные продолжительности выпуска импульса до 1.0 миллисекунды;
- Мастера смогут выполнять сварочные работы на тонких листах металла;
- Небольшое количество потребляемой мощности.
Существует две главные разновидности выполнения конденсаторной сварки:
- Ударная или бестрансформаторная. Заряд осуществляется от основного источника переменного тока при помощи выпрямительного диода. Конструкция подключается напрямую, чтобы максимально эффективно сваривать детали.
- Трансформаторный способ сварки.
 Заряд происходит через размыкающие контакты переключателя. Индукционный ток локализуется во вторичной обмотке и тем самым нагревает места стыков с поверхностью металла.
Заряд происходит через размыкающие контакты переключателя. Индукционный ток локализуется во вторичной обмотке и тем самым нагревает места стыков с поверхностью металла.
Технологический процесс сварки аккумуляторов
Для самодельных точечных аппаратов используются электроды из медных стержней. Очень удобны в работе стержни от обычных паяльников. Длина провода между трансформатором и электродами должна быть небольшой. Сечение не может иметь низкие показатели и равняться диаметру электродов.На все концы проводов желательно надевать наконечники из высококачественной меди. Они хорошо пропаиваются для максимально точной работы. Во время обычной точечной сварки все детали, которые нужно соединить между собой зажимаются при помощи электродов. Для приваривания вывода к аккумулятору необходимо использовать другой способ технологии.
На устройстве электроды располагаются параллельно друг к другу и при этом выдерживается расстояние около пяти миллиметров. Будущее расположение вывода тщательно прижимается электродами к плюсовому значению аккумулятора. При нажатии пусковой кнопки сварочный аппарат способен сформировать нужный импульс тока.
Будущее расположение вывода тщательно прижимается электродами к плюсовому значению аккумулятора. При нажатии пусковой кнопки сварочный аппарат способен сформировать нужный импульс тока.
Все металлические полоски нужно максимально тщательно и надёжно приварить к корпусу аккумулятора, где есть места прижатия электрода. Сегодня все желающие смогут приобрести сварочное оборудование в любом магазине. Но мастера предпочитают создавать собственные устройства, которые будут удовлетворять всем требованиям.
Процесс изготовления сварочного аппарата для создания собственных самодельных изделий и при этом учесть все необходимые характеристики — это несложная работа. Нужно иметь навыки чтения схем, работать с паяльником, а также другими инструментами.
Особенности самодельного сварочного аппарата
Существует огромное количество самодельных сварочных инверторов, которые оборудуются платами управления. Они позволяют стабилизировать поступающее напряжение и постоянную величину тока. Схемы составлялись народными мастерами, которые детально изучали принцип действия фабричного устройства. Они переносили все конструкторские мысли на чертежи, которые позже размещались в интернете.
Схемы составлялись народными мастерами, которые детально изучали принцип действия фабричного устройства. Они переносили все конструкторские мысли на чертежи, которые позже размещались в интернете.
Простые сварочные трансформаторы имеют один существенный недостаток — это слабые показатели устойчивости дуги, а также низкая стабилизация режима. Все эти характеристики зависят от возможного колебания тока в электрической сети. Сварочные инверторы работают на стабилизированном постоянном сварочном токе, который абсолютно не зависит от перепадов напряжения в сети. Именно по этой причине обеспечивается достаточно надёжная и устойчивая дуга.
Во время выполнения сварочных работ приборами можно наблюдать минимальные показатели расплывчатости металлических поверхностей. Главная особенность современных моделей сварочного оборудования заключается в возможности вручную изменять входное напряжение. Самодельные устройства должны оснащаться переключателем, чтобы без особенных усилий выполнить сварку электродами.
Самодельные устройства должны собираться правильно и с соблюдением всех установленных правил. При этом технические характеристики не должны отличаться от заводских конструкций.
Как правильно собрать сварочный аппарат
Любая модель сварочного аппарата оснащается правильно составленным внутренним схемам. Если соблюдать это требование, то устройство в дальнейшем будет функционировать качественно и правильно. Особенное внимание уделяется и конструкторской работе.Перед тем как заниматься размещением схем, чтобы собрать самодельный сварочный аппарат нужно тщательно изучить все основополагающие правила монтажа электрического оборудования. Также необходимо составить перечень главных комплектующих элементов прибора.
Во время сборки самодельных сварочных устройств нужно в обязательном порядке придерживаться следующих правил:
- Чтобы уменьшить размеру и массу инвертора нужно использовать максимально мощный полевой транзистор. В такой технике они выполняют роль силового переключателя.
- Проводниковые пучки собираются из четырёх проводов.
- Для изоляции используется специальная лента, малярный скотч или фторопластовые полосы.
- После выполнения изоляционных работ проводники должны располагаться в разных сторонах корпуса. Они не должны контактировать между собой и давать сбои во время работы.
- Термические датчики располагаются внутри радиаторов, потому что температура нагревания будет предельно высокой.
- Чтобы выполнять управление инвертором нужно установить контролем с маркировкой ШИМ. Именно такие детали способы стабилизировать напряжение внутри дуги при помощи единственного канала регулировки. Чтобы вычислить величину возникающего тока нужно подключать конденсаторы.
- Когда осуществляется сборка прибора своими руками мастерам нужно в точности соблюдать схему, которая подбирается заранее для каждого отдельного образца.
Как показывает практика, то большое количество самодельных инверторных аппаратов выходят из строя по причине выполнения неправильной регулировки сварочного тока.
Перечень комплектующих деталей для сборки
Во время выполнения монтажных и сборочных работ своими руками нужно обратить особое внимание на следующие моменты:
- Плохие контакты и высокие перепады напряжения в сети. Такие помехи в большинстве случаев приводят к сильному повышению температурного режима в месте соединения кабеля. В результате такого негативного воздействия повышается риск поломки инвертора.
- Наиболее уязвимое место инвертора — это колодка клеммы, где происходит крепление силового сварочного кабеля.
- Нужно позаботиться о правильном регулировании сварочного тока, чтобы во время работы инвертора предупредить обрыв сварочной дуги.
Чтобы собрать силовую часть платы, нужно использовать следующие детали: конденсаторы и помеховые фильтра, реле мягкого спуска, интегральные стабилизаторы, сетевые выпрямители, кулер, датчики силы тока, радиаторы и понижающий трансформатор.
Для изготовления точечной сварки своими руками потребуется использование следующих комплектующих:
- Шнур подключения к электрической сети;
- Ручка от двери;
- Выключатели;
- Держатели из меди, которые имеют разметку под два контактных электрода. Такие конструкции можно приобрести в любых строительных магазинах, где есть отдел сварочного оборудования;
- Толстые одножильные проводи из меди, которые используются для изготовления контактного электрода;
- Саморезы для деревянных конструкций или обычные гвозди.
Во время точечной сварки оцинкованных металлов могут образовываться пары оксида цинка, которые вредны для вдыхания. Именно по этой причине специалисты рекомендуют выполнять сварочные работы в помещениях, где можно выполнить проветривание или открыть окна. После сгорания контактных электродов в самодельных устройствах их можно легко и быстро заменить на новые.
Оцените статью: Поделитесь с друзьями!Контактная сварка – DIY конденсаторная – Самодельное сварочное и вспомогательное оборудование
Народ, привет!
Назрела проблема ремонтировать аккумуляторные сборки (NiMh, LiIon etc), а следовательно нужен аппарат точечной сварки. Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.
За основу буду брать буржуйскую конструкцию:
Оригинальная конструкция
И ее усовершенствованный вариант:
Сварка с контроллером
У буржуинов получается очень хорошо.
Как накопитель энергии возьму т.н. “автомобильный” силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания – 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор – на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур – проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции – иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 – совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке – будьте внимательны :aggressive: , в лучших традициях открытых разработок:fool: :diablo: заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе – разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Не верю, что так и было, автор специально поставил, чтоб народ хоть немного думал :spiteful: !
Изменено пользователем kreitzzТочечная сварка для аккумуляторов сделать самому своими руками: инструкция
В различных областях применяется точечная сварка для аккумуляторов своими руками. Характеристики устройств на рынке между собой отличаются. Современные аппараты стоят дорого, и приобрести их проблематично. Для того чтобы определиться со сборкой, необходимо в первую очередь ознакомиться с существующими типами устройств.
Выделяют контактные, а также конденсаторные модификации. К основным параметрам устройств относится мощность, перегрузка, выходное сопротивление. Также модификации производятся с функциями быстрого старта, прерывания и защиты.
Конденсаторная сварка
Конденсаторная точечная сварка для аккумуляторов своими руками делается из дипольной катушки. Непосредственно трансформатор подбирается с контактными триодами. В первую очередь при сварке устанавливается переходник. Для замыкания контактов придется воспользоваться сварочным инвертором. Многие эксперты рекомендуют не использовать конденсаторы большой емкости.
Блок тиристора крепится возле держателя. Для замыкания системы применяются походные резисторы. Далее, чтобы собрать аппарат (контактная точечная сварка для аккумуляторов) своими руками, потребуется тестер. При включении устройства важно замерить предварительно сопротивление на входных контактах. Данный параметр обязан лежать в пределах 30–40 Ом.
Особенности контактной сварки
Контактная точечная сварка для аккумуляторов своими руками собирается довольно просто. Многие эксперты рекомендуют применять высоковольтные шкатулки. Резисторы устанавливать можно только после переходника. В данном случае блок расширителя должен выдерживать напряжение в 300 В. Если верить экспертам, то модулятор при сборке не потребуется. Решить проблему с повышенным напряжением можно при помощи простого диодного резистора. Реле у многих модификаций применяется коммутируемого типа.
Параметр проводимости на выходе в среднем составляет 5 мк. Далее, чтобы сделать аппарат для точечной сварки аккумуляторов своими руками используется простой держатель со сдвоенным переходником. Для подключения регулятора применяется сварочный инвертор. Также стоит отметить, что эксперты не советуют использовать переходники с компараторами. В этом случае показатель перегрузки на реле значительно возрастет.
Модификация из микроволновой печи
Точечная сварка для аккумуляторов своими руками из микроволновки делается довольно просто. Первым делом надо вынуть из модели излучатель. Трансформатор для сборки целесообразнее применять на 20 Вт. Некоторые эксперты рекомендуют конденсаторный блок использовать небольшой емкости. Также стоит отметить, что при сборке важно применять стабилитрон. Как правило, он подбирается с переходником контактного типа. Параметр проводимости на выходе должен составлять не менее 4 мк. Далее, для сборки модификации своими руками, берется усилитель с триодом.
Для установки этих элементов потребуется обычный сварочный инвертор. Однако перед пайкой триода проверяется выходное сопротивление на катоде. Данный параметр не должен превышать 40 Ом. Контакторы при сборке довольно часто применяются полупроводникового типа. В установке они весьма просты. Некоторые припаивают их сразу за стабилитронами.
Инструкция по сборке модели на 3-А
На 3-А точечная сварка для аккумуляторов своими руками собирается довольно просто. В первую очередь подбирается волновой трансформатор. Реле применяется только с резиновой обкладкой. Довольно часто трансиверы используются однополюсного типа. Показатель перегрузки у них должен быть как минимум 300 Н. Усилители в этой ситуации для сборки применяются довольно редко. Также стоит отметить, что при складывании аппарата своими руками необходимо использовать конденсатор на 4 пФ.
Контакторы в этом случае применяются с полевыми транзисторами. Найти их в магазине довольно проблематично. Однако данные элементы всегда возможно заменить линейными аналогами. Параметр сопротивления на входе у них не превышает 44 Ом. Регуляторные коробки для горячего старта применяются диодного типа. Компараторы при сборе модификации на 3-А не потребуются. В конце работы останется только зафиксировать держатель аппарата.
Устройство на 10-А
На 10-А точечная сварка для аккумуляторов своими руками складывается только на базе волнового трансформатора. Если верить экспертам в этой области, то переходник необходимо припаять в первую очередь. Конденсаторы высокой емкости использовать запрещается. Также стоить отметить, что у многих модификаций имеется два триода. После установки трансивера припаивается конденсаторная коробка.
Далее, при сборке аппарата своими руками, устанавливается компаратор. Модификации однопереходного вида встречаются очень редко. Держатели используются с ручками и без них. Триоды довольно часто монтируются без стабилитронов. Также стоит отметить, что в наше время являются более популярными модификации с поворотными регуляторами.
Самодельный аппарат на 15-А
На 15-А точечная сварка для аккумуляторов своими руками делается довольно просто. С этой целью расширитель применяется дипольного типа. Однако в первую очередь при сборке используется контактный переходник. Конденсаторная коробка устанавливается за расширителем. Также стоит отметить, что модели низкоомного типа применять не рекомендуется. После установки переходника ставится трансформатор.
Далее, чтобы сделать аппарат на 15-А своими руками, берется катушка. Довольно часто она используется с двумя переходниками. Чтобы сделать катушку своими руками, берется небольшая трубка. Контакторы устанавливаются на накладках. Тиристор для сборки модификации целесообразнее применять регуляторного типа.
Стабилитроны на аппараты устанавливаются довольно редко. Некоторые эксперты рекомендует применять только полевые транзисторы. Однако у них очень малый показатель проводимости и есть проблемы со стабилизацией выходного тока.
Устройства с триггерами КУ 202
С триггерами КУ 202 точечная сварка для аккумуляторов своими руками делается при использовании волновых трансформаторов. Перед сборкой модели важно заготовить катушку, а также расширитель. Многие эксперты не рекомендуют использовать дешевые конденсаторы малой емкости. Держатели устанавливать на аппарат необходимо в последнюю очередь.
Также стоит отметить, что после установки переходника берется стабилизатор. Припаивать его необходимо возле регулятора. С этой целью надо применять сварочный инвертор. Диодные транзисторы в данном случае устанавливаются довольно редко. Модификации с триодами также не пользуются большой популярностью. Держатели часто применяются с изоляторами.
Модификации серии DR 101
Сделать модификацию этой серии можно на базе трансивера либо волнового трансформатора. Мощность устройства должна в среднем составлять 300 Вт. При этом перегрузка будет зависеть от проводимости резисторов. Конденсаторная коробка устанавливается в первую очередь. Для работы с регулятором понадобится сварочный инвертор.
Расширитель в этой ситуации подбирается с усилителем либо без него. В первом случае модель будет способна работать в непрерывном режиме, однако, у нее будут сильно перегреваться конденсаторы. Если не применять усилитель, то этой проблемы не будет. Трансивер целесообразнее устанавливать за обкладкой. Изолятор у аппаратов этой серии не используется. Особое внимание при сборке устройства важно уделить держателям. Зажимы для них необходимо подбирать небольшой высоты.
Устройства серии DR 102
Сделать модификации данной серии довольно просто. В первую очередь эксперты рекомендуют заняться установкой расширителя и конденсаторной коробки. Катушка в данном случае применяется только с одним переходником. Если верить экспертам, то полевые резисторы использовать разрешается. Однако важно отметить, что применять их без стабилитронов может быть опасно. Параметр перегрузки реле находится на уровне в 15-А.
Некоторые эксперты рекомендуют устанавливать только полупроводниковые регуляторы. Далее для сборки аппарата своими руками применяется триод. Устанавливать его надо за контактором. При этом важно не повредить обкладку расширителя. При запуске модификации проверяется рабочее напряжение, а также сопротивление на выходе. При этом контакты должны находиться в верхнем положении. Рабочее напряжение обязано составлять не менее 240 В. Допустимый параметр сопротивления на выходе считается нормальным в пределах 40-50 Ом.
Сварочные аппараты серии DR 105
Данной серии точечная сварка для аккумуляторов своими руками (фото показано ниже) собирается проблематично. В первую очередь важно отметить, что трансформатор волнового типа для модификации не подходит. Многие эксперты говорят о том, что целесообразнее подбирать именно понижающее аналоги. Проводимость элемента должна поддерживаться на уровне 4 Н.
Также стоит отметить, что расширители разрешается устанавливать с компараторами разных типов. Реле используется со стойкой и без нее. Показатель рабочего напряжения у модификации данного типа находится в районе 230 В. Держатели целесообразнее применять с двухсторонней ручкой.
Модификации серии AVR
Собирается точечная сварка для аккумуляторов своими руками AVR при помощи волнового трансформатора. Также для сборки устройства потребуется один переходник, который устанавливается под расширитель. Реле довольно часто применяется низкоомного типа. В первую очередь это позволяет решить проблему с перегревом модификации.
Входное сопротивление при этом сильно не повышается во время больших нагрузок. Следующим шагом при сборке аппарата ставится непосредственно трансивер. Контакторы целесообразнее припаивать возле конденсаторной коробки. Держатели стандартно устанавливаются в последнюю очередь. Тиристоры многие эксперты советуют устанавливать однопереходного типа. Изолятор применяется только с сеточной обмоткой.
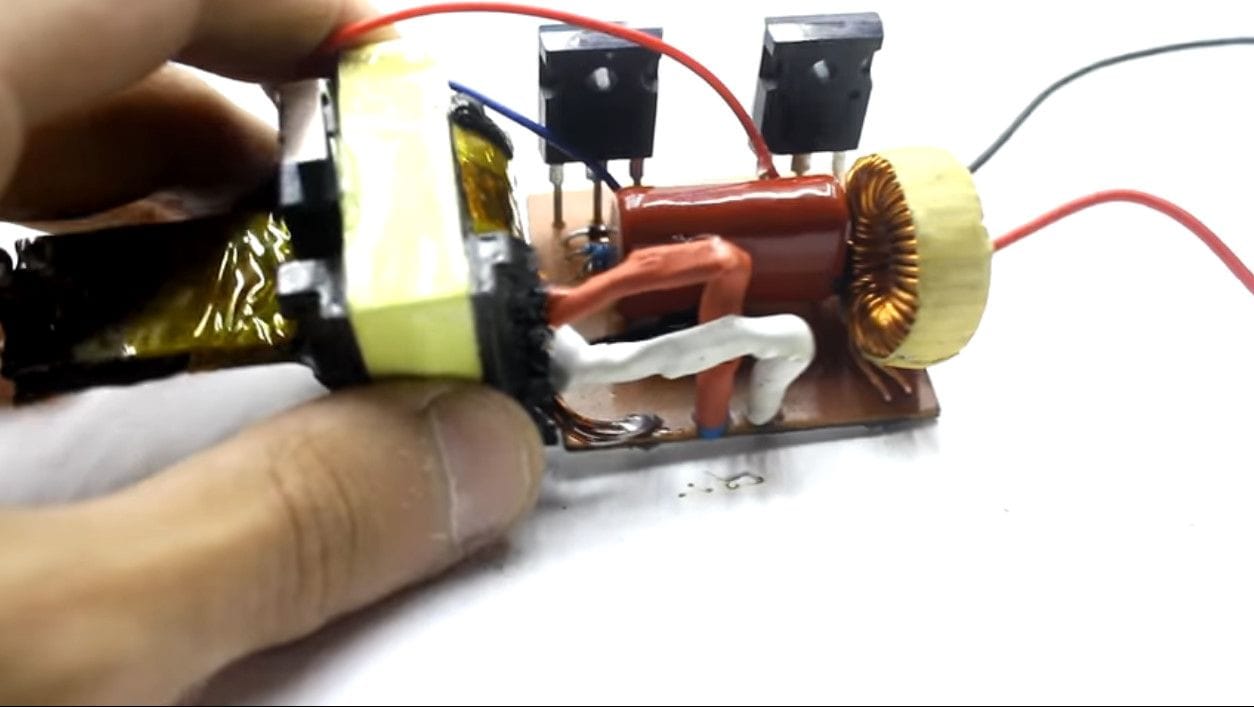
Точечная сварка под микроскопом / Хабр
Хомяки приветствуют вас, друзья!Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора. Использовать паяльник тут не рекомендуют из-за возможного перегрева внутренностей батареи, что может привести к преждевременному выходу ее из строя. Устанавливаем на сборку так называемую BMS плату с балансиром и собираем шуруповёрт. Теперь он работает как новенький.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось. Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0.15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна. Это было довольно любопытно. При том на одних аккумуляторах лента приваривалась так, что ее практически не оторвать, а на других при том же времени сварки эффекта не было вообще. Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все. Слышишь, что сказал я?
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
своими руками схема и описание, контактная для аккумуляторов, точечная – Контактная сварка на Svarka.guru
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Отличительные особенности
Классический электродуговой метод подразумевает использование громоздкого оборудования, которое отличается сложностью конструкции. Соединение выполняется за счет температурного воздействия на поверхность, создаваемого постоянной электрической дугой.
Расплавленный металл и присадочный материал перемешиваются, после застывания образуется сварочный шов. В процессе выполнения работ сварщик подвергаются интенсивному воздействию ультрафиолета, который оказывает негативное влияние на организм человека.
В отличие от данного метода, конденсаторная сварка не вредит здоровью, поэтому для выполнения работ не требуется минимальный комплект средств индивидуальной защиты. Благодаря точности устройств, после соединения элементов на поверхности практически не остаются следы. Рациональное использование энергии позволяет сэкономить электричество.
Современная наука не располагает возможностями для создания массивных аппаратов, поэтому в настоящее время конденсаторная точечная сварка используется для соединения компактных элементов.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Принцип точечного способа
Технологический процесс соединения выглядит следующим образом:
- Две заготовки соединяют двумя проводниками, для создания замкнутой цепи.
- Конденсаторы накапливают необходимое количество энергии от питающей сети.
- На проводники поступает кратковременный заряд, под действием которого контактная область плавится, образуя соединения.
Далее процедура повторяется в той же последовательности.
Метод позволяет соединить изделия, которые отличаются по типу металла. Однако толщина одного из элементов не должна превышать 0,15 см.
Выполнение работ не требует применения каких-либо расходных материалов. Зона расплава состоит исключительно из сплава заготовок.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Читать также: Отвал для мотоблока мтз своими руками
Требования
Для получения качественного результата необходимо соблюдать следующие требования:
- Длительность рабочего цикла не превышает 3 мс.
- Конденсаторы получают рабочий уровень энергии за короткий промежуток времени.
- В качестве предварительной подготовки выполняют очистку от загрязнений и обезжиривание поверхности.
- На роль электродов лучше всего подойдут медные стрежни. Их толщина быть в три раза больше, чем самое тонкое место заготовки.
- В момент контакта соединяемые элементы должны быть плотно прижаты друг к другу. После разряда необходим небольшой промежуток времени, для кристаллизации соединения, поэтому электроды отсоединяют с небольшой задержкой.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Разновидности
Различают несколько технологических приемов для выполнения конденсаторной контактной сварки. Рассмотрим их подробнее.
Точечная
Метод предназначен для соединения изделий с разными габаритами, например тонкой проволоки и листа металла. Соединение выполняется за счет короткого импульса тока, накопленного в конденсаторах. Широко применяется в электротехнической промышленности.
Роликовая
В данном случае шов состоит из множества точечных соединений перекрывающих друг друга. Они обеспечивают полную герметичность. Сварку выполняют специальными электродами, непрерывно вращающимися вокруг своей оси. Основная сфера использования – производство приборов преобразования электромагнитной энергии.
Стыковая
Свое название получила благодаря возможности выполнять сварку проводов малого сечения стык в стык. Выполняется методом оплавления или сопротивления. В первом случае перед соприкосновением концы деталей оплавляются, под действием электрической дуги. Затем приступают к сварке. Во втором случае все действия выполняются в момент соприкосновения заготовок.
Схема самостоятельной сборки аппарата
Составляющие конденсаторной сварки достаточно просты, поэтому агрегат можно собрать самостоятельно, следуя определенной схеме. Основным элементом является трансформатор, способный значительно понижать силу электрического тока из бытовой сети. Оптимальными параметрами являются цифры – 10-12 V. При этом необходимо добиться силы электричества в 300-500 А. С такими показателями возможно выполнение конденсаторной сварки в домашних условиях.
Схема сварочного конденсаторного аппарата
Работа аппарата основана на преобразовании используемого напряжения и его передаче на накопители. Накопителями в данном случае являются конденсаторы, емкость которых должна быть в пределах 46 мкФ. Конструкция оснащается диодным мостом и диодами в количестве две штуки. Управление сварочным процессом происходит при помощи реле РЭК 74. Это устройство подает ток на встроенные электроды, таким способом осуществляя процесс.
Конденсаторный аппарат должен содержать специальный автомат, который будет срабатывать во время перегрузки. Для предотвращения перегрева используется кулер, который встраивают сзади конденсаторной конструкции. На клешнях устанавливают пусковую кнопку, с помощью которой осуществляют запуск сварочного процесса. Сварщик зажимает соединяемые стороны изделия между клешнями, совершает конденсаторную сварку точечным способом.
Преимущества и недостатки
К достоинствам аппаратов относят:
- производительность работ;
- возможно применение в промышленных и бытовых целях;
- низкое энергопотребление;
- простая конструкция;
- длительный период эксплуатации;
- точечное воздействие позволяет выполнить соединения без тепловой деформации изделия;
- не требуется применение расходных материалов;
- малые размеры позволяют свободно перемещать устройство самостоятельно.
Конденсаторы в сварочных аппаратах, функционирующих по прочим технологиям, также играют важную роль. Например, алюминиевые электролитические конденсаторы в инверторах и полуавтоматических аппаратах они отвечают за повышение уровня напряжения, а также сглаживают возможные пульсации.
Недостатков всего два:
- Малая мощность не позволяет соединять заготовки большого сечения.
- Эксплуатация аппарата вызывает помехи, которые нарушают функционирование рабочей сети.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
- В конденсаторах накапливается энергия в необходимом количестве.
- Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
- возможность производить сварку на высокой скорости;
- точность соединения элементов;
- высокий уровень экологичности;
- надежность соединения;
- долговечность сварочных устройств.
Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Cвоими руками: схема простейшего прибора
Помимо работ промышленного назначения, точечную сварку часто используют в быту. Аппарат заводского производства стоит довольно дорого. На просторах интернета можно найти множества чертежей для самостоятельной сборки различного направления деятельности. Например, конденсаторная сварка для аккумулятора своими руками изготавливается из дипольной катушки и трансформатора с контактными триодами.
Рассмотрим схему и описание конденсаторной сварки своими руками, в которой для передачи импульсов используется трансформатор.
Схема устройства имеет следующий вид:
Для сборки понадобится:
- Конденсатор емкостью 1000 мкФ. Для накопления заряда.
- Ферритовый сердечник с Ш-образными пластинами для изготовления трансформатора.
- Медная проволока сечением 0,8 мм. Для первичной обмотки будет достаточно 3 витков.
- Медная шина. Будет использована для изготовления вторичной обмотки, которая должна насчитывать 10 витков.
- Тиристор типа КУ-202М. Для управления коммутацией напряжением.
Такой прибор будет с легкость справляться с элементами, толщиной до 0,5 мм.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Схема и описание более мощного устройства
Схема устройства для точечной сварки на конденсаторах, способной работать с изделиями большей толщины, имеет следующий вид:
Основу аппарата составляют 6 конденсаторов на 10000 мкФ, соединенные в единую батарею. В данном случае, в качестве ключей были использованы два тиристора 70TPS12, подключенные параллельно. Зарядка конденсаторов осуществляется с помощью повышающего преобразователя. Сопротивление резистора составляет 130 Ом.
Для визуального контроля над уровнем заряда имеется блок светового индикатора с 3 делениями.
Расчетная сила тока составляет 2000 А, а величина напряжения – 32 В.
В качестве электродов рекомендуем использовать состав из хромированной бронзы. Срок службы классического медного контакта не превышает 900 разрядов.
Единственный недостаток данной модели – продолжительность зарядки конденсаторов, которая составляет 45 секунд.
Собранный аппарат не сможет приварить шпильку большого диаметра, однако вполне справится с проводом, сечением до 5 мм.
Обращаем внимание, что промышленные образцы изготовлены с соблюдением ГОСТов, регулирующих данную отрасль промышленности. В случае самостоятельных изобретений вся ответственность за возможные последствия ложится на конструктора.
Аппарат с повышенной мощностью
Тут необходимо переделывать агрегат по другой методике, но это даст возможность сваривать более толстые листы и проволоку. Это также самодельная конструкция, но конденсаторная сварка получиться ничуть не хуже. Чтобы её сотворить потребуется: пускатель MTT4K с током 8 А и возвратным напряжением 800 В. К модулю управления присоединены тиристоры, пара диодов и один резистор.
Все реакции протекают, как и в предыдущем случае, но здесь нужно уделить внимание выбору конденсаторов. Их наличие – 3 пары со следующей мощностью:
- 1-я 47мкФ;
- 2-я 100мкФ;
- 3-я 470мкФ.
Герконовое реле
При этом напряжение повинно быть не меньше 50 В. Также потребуется герконовое реле с напряжением 20 В. Что касается обмотки, то тут понадобиться 1,5 мм провод и шина с 60 мм2. Сила электротока в зоне варки будет достигать 1500 А.
Разумеется, такой аппаратурой не получиться приварить трубы или арматуру, но для малых дел она будет отличным помощником.
Устройство контактного блока
Механизм для фиксации и перемещения электродов по рабочей плоскости называется контактным блоком. Примитивная конструкция подразумевает ручную регулировку контактов. В продвинутых моделях за надежность крепления отвечает блок из метизов.
В этом случае нижний стержень фиксируется в неподвижном положении. Его длина должна быть в диапазоне 10-20 мм, а сечение – не менее 8 мм.
Второй стержень крепят на подвижную площадку. Для регулировки давления устанавливают простейшие винты.
Для обеспечения безопасности следует о наличии надежной изоляции между площадкой и основанием энергетического блока.
Как отремонтировать инверторный сварочный аппарат
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно.
Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях. Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике.
Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую. Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании.
У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте.
Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками. В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора.
При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность. При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью. В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата. Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов.
Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата. К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов более 30 метров. Если залипание сопровождается сильным гудением трансформатора — это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников. В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой автоматом , срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы.
Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля. После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние. При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам. Так, некоторые модели таких аппаратов сварочный инвертор, в частности в соответствии с инструкцией должны работать по графику, предполагающему перерыв на минуты после ми минут непрерывной сварки.
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их. В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока. С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной без отключения инвертора работы устройства. Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
Если в ходе осмотра никаких нарушений обнаружить не удаётся — поиск неисправности продолжается путём выявления нарушений в работе электронной схемы проверки уровней напряжения и наличия сигнала в её контрольных точках.
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации — единственно верным решением будет отвезти отнести прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата. В случае принятия решения о самостоятельном ремонте платы — рекомендуем воспользоваться следующими советами опытных специалистов. При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату — придётся начать поблочное обследование цепей преобразования электронного сигнала. Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала. Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной от другого, работающего инвертора и попытаться вновь запустить сварочный аппарат. В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой.
Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов и инверторов, в частности считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу. Детали, вышедшие из строя можно легко определить визуально — это треснутые элементы, имеющие потемневший корпус, либо вздутые конденсаторы.
При смене всех негодных частей схемы , производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате.
Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи. В случае отсутствия дефектов при визуальном осмотре , применяются специализированные приборы мультиметр, либо омметр. Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата.
Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации — будет замена сломанного транзистора. Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.
Самое сложное при ремонте инверторных сварочных аппаратов — это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи. Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода. Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава.
Самым надежным решением такой поломки является замена сварочного канала. Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового. Основные неисправности Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть: попадание различных предметов извне; смещение катушек; замыкание в катушках.
Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей. Невысокое значение сварочного тока. Данный фактор имеет место — в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока. Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:.
В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:.
Современные сварочные аппараты являются сложным электротехническим оборудованием. Возникающие в процессе работы неисправности могут быть следствием совершенно разных причин. Разобравшись в них, можно без проблем осуществить качественный ремонт сварочного аппарата своими руками. Следует отметить, что основными характеристиками сварочных аппаратов являются надежная работа и простота конструкции. Но иногда даже самые лучшие сварочные аппараты выходят из строя. Зачастую следствием поломок оборудования является их использование в сложных погодных условиях снег, дождь, повышенная влажность и в сильно загрязненных помещениях.
К наиболее уязвимому месту сварочных аппаратов относится клеммная колодка. К ней осуществляется подключением кабелей для сварки. Наличие плохого контакта вкупе с максимальным значением тока является причиной сильного перегрева соединяющихся элементов и проводов. На концах обмотки происходит плавление изоляции на проводах. По этой причине происходит замыкание электрической цепи. В данном случае ремонт сварочных аппаратов предусматривает зачистку контактов и их плотное стыкование с греющимся соединением.
Самопроизвольное выключение сварочного аппарата происходит при срабатывании защитного устройства.
Применение готовых аппаратов
Для конденсаторных сварочных аппаратов нашлось множество применений:
- Автомобилестроение. Элементы кузова соединяют только посредством точечной сварки.
- Авиастроение. Данная отрасль отличается особыми требованиями к точности проведения работ.
- Приборостроение. Для соединения миниатюрных элементов, которые не должны подвергаться деформации.
- Строительство. С помощью данной технологии выполняют соединение тонколистовых металлов.
- Домашние работы. Приборы помогают в ремонте бытовой техники.
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
- устройство для сварки;
- электрод;
- трансформатор;
- проволока;
- конденсатор.
Ремонт и доработки сварочных инверторов своими руками
Задать вопрос. Ваш вопрос в очереди. Светлана Николаевна Оператор справочной. Ответы справочной 23 июня При включении сварочного инвертора взорвался конденсатор на входе питания. Полезно: Да Нет. Наталья Ивановна Оператор справочной.
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить сварочный аппарат конденсатор с алюминиевой крышкой и подобные товары, мы предлагаем вам позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус.
Сварка своими руками
Сварочный инверторный аппарат, как и любое другое оборудование, рано или поздно может дать сбой в работе. И если это случается, то проблему можно решить двумя путями: отдать прибор в сервисный центр, специализацией которого является ремонт инверторных сварочных аппаратов, или попытаться устранить неисправность самостоятельно. Перед началом ремонта сварочного инвертора убедитесь, что он отключен от электросети. Овладев необходимой информацией, вы сможете устранить некоторые неисправности своими руками, не прибегая к помощи мастеров. Это, разумеется, сэкономит ваши денежные средства. Однако и времени может уйти немало.
Улучшит ли работу конденсатор на выходе инверторного сварочного полуавтомата? Перед дросселем? (не знаю зачем, электрик так.
Литература
- Принципиальная электрическая схема сварочного инвертора – 2012;
- Импульсные источники питания;
- https://www.aic-europe.com;
- https://www.samwha.com/;
- https://www.yageo.com/;
- Электролитические конденсаторы Hitachi;
- Электролитические конденсаторы Yageo;
- Каталог по конденсаторам Samwha.
Получение технической информации, заказ образцов, заказ и доставка.
•••
Точечная сварка из микроволновки своими руками
Тем, кому не позволяет бюджет приобрести сварочный аппарат будет интересна точечная сварка из микроволновки своими руками. Так как эти устройства с нерегулируемой силой тока достаточно просты в изготовлении.
Суть работы
Некоторые считают точечную сварку дилетантским видом работ. Но это не так. Она широко распространена как в домашних условиях, так и на больших производствах. Соединение двух элементов под нужным углом или положением и называется точечным свариванием.
Главное преимущество, которое имеет самодельная точечная сварка, является то, что такой аппарат может собрать любой человек, знающий основы электрики. Тем более для нее можно использовать детали из сломанной микроволновой печи.
Собранный вами аппарат не будет сильно отличаться от производственного на заводе. Он отлично справится с домашними запросами. Разница состоит лишь в масштабах его использования. Для домашних нужд такой агрегат самое то.
Если вы никогда не занимались подобными вещами, то перед сборкой нужно будет изучить некоторые моменты и вникнуть в суть процесса. Тогда сборка будет попроще.
Чтобы сварить нужные элементы нужно для начала их скрепить, как полагается, а потом поместить между электродами устройства. Потом детали нагреваются до пластичного состояния и соединяются между собой.
Нагрев осуществляется под воздействием импульса электрической сети, который длится около 1 секунды. Именно он и плавит части деталей. А на том месте, где соприкасаются электроды, создается жидкая ванночка диаметром 12 мм.
По истечении времени прохождения импульса детали должны быть еще чуть зафиксированы в нужном направлении. Это для того чтобы они остыли и лучше соединились.
Достоинства точечного сваривания видно не вооруженным глазом: низкий ценник на произведение аппарата (его можно собрать в домашних условиях), экономия электроэнергии, надёжность и прочность исполняемых швов, автоматизация (на производствах используют аппараты, производящие около 600 точек в минуту).
Есть только 1 минус данного типа сваривания деталей. У вас не получится сделать герметический шов. А так сварка деталей будет надежной и долговечной.
Для того чтобы лучше понять принцип сварки рассмотрите ее схему. Если вникнуть в процесс, то станет понятно, что главная задача состоит в нагреве детали до температуры, при которой она плавится. Нагрев в каждом устройстве разный. Поэтому нужно определить какая мощность потребуется вам. Продолжительность нагревания также отличается.
К примеру, сталь из нержавейки нужно греть не продолжительное время, а углеродную дольше. Для надежного соединения нужных деталей потребуется определенное давление. Без него не выйдет надежного сваривания.
Электроды для сварки должны иметь хорошие характеристики тепло проводимости и легко обрабатываться. Поэтому нужно подбирать материалы.
Для таких целей хорошо подойдет бронза, в примесях которой есть кобальт или кадмий, электролитическая медь, сплавы меди, в которых имеется вольфрам или хром.
Сплавы меди марки ЭВ будут лучшим выбором для домашней сварки. Когда делаете сварочный аппарат своими руками нужно помнить что самые тонкие элементы устройства не должны быть больше места плавления.
Иногда требуется соединить пару аккумуляторных батарей, в этом нам также поможет точечная сварка своими руками для литиевых аккумуляторов. Мгновенное сваривание используется практически во всех сферах жизнедеятельности человека. Точечная сварка аккумуляторов поможет создавать надёжные узлы элементов питания. Она отлично справляется с соединением небольших размеров металла.
Итак, каким образом можно сделать точечную сварку своими руками?
Создание
Вначале можно приступить к сборке инвертора. Ведь он делает устройство функциональным. Можно использовать детали прошлого века, произведенные в СССР. Это могут быть:
- Диоды.
- Конденсаторы.
- Дроссели.
- Трансформаторы.
При использовании данных элементов не потребуется сложная настройка аппарата. В таком устройстве часто используют трансформатор со старой микроволновки. Его мощность может составлять от 700 до 900 Ватт. Этого вполне хватит для сваривания листов металла до 2 мм. Трансформатор является повышающим и способен генерировать напряжение в 4 кв.
При выборе желательно чтобы свч-печь была побольше, так как в ней находится трансформатор большей мощи. На вид он состоит из 2 обмоток и сердечника. Первая обмотка из толстого провода.
Сам трансформатор для точечной сварки аккумуляторов скреплен сварным швом, поэтому для его разбора понадобится болгарка или ножовка. Разобранным он должен иметь невредимую обмотку и сердечник, разделённый надвое. Также нужно очистить весь фиксирующий клей и бумагу. Вытягивать трансформатор своими руками из микроволновки нужно с особой аккуратностью.
Следующим шагом будет демонтаж вторичной обмотки. С особой аккуратностью можно использовать молоток и зубило. После снятия нужно намотать вторичку. Вам понадобится кабель, соответствующий размерам окон трансформаторного сердечника (около 7 мм). Мотаем его в пару витков. Вторичная обмотка обеспечит мощность в 2 Вт. Для ее увеличения можно будет достать еще 1 трансформатор из микроволновки и присоединить его к уже имеющемуся.
Вид схемы
Соединив обе обмотки, нужно будет проверить силу тока. Ее значение не должно превышать в 2000 А. В другом случае будут скачки напряжения по всей сети. То есть не только в вашем доме, но и в соседском. Соединение производим с помощью вторичной обмотки. Ток сварочного аппарата увеличится вдвое, из 220 будет 500.
При произведении всех соединений воспользуйтесь схемой. При нарушении технологии может возникнуть короткое замыкание. Провода лучше использовать диаметром около 10 мм.
Напряжение будет на 1 обмотке на выход нужно подключить вольтметр. Направление работы обмоток нужно выбирать, полагаясь на отсутствие или наличие напряжения на приборе.
Для создания пистолета, при сварке которым используется точка, вам понадобятся такие элементы:
- Удобное шарнирное соединение.
- Кнопка – служит для включения и выключения импульса.
- Наконечник для сменных электродов и сами электроды.
С помощью споттера производят сваривание частей кузова автомобилей.
Клещи
Для работы с трансформатором вам понадобится механическая часть – клещи. Точечная сварка нуждается в сооружение клещей и электродов. Без них аппарат не сможет функционировать. Для этого нужно затачивать стержни электродов. В ином случае они все ровно деформируются. Клещи делают ваш аппарат функциональней.
Соединяющий провод для электродов и преобразователя не стоит делать длинным, так как он будет причинять неудобство при работе. Нужно производить как можно меньше соединений, так как каждое из них забирает мощность. На конце провода лучше всего закрепить медный наконечник для соединения с электродом.
Спаивание наконечников нужно производить вплотную иначе теряется мощность установки. Приобрести электроды можно на любом рынке. Если трансформатор микроволновки слабо сваривает, то лучше использовать электроды от паяльника. Снимаем с них жала и присоединяем их коротким шнуром.
Выключатель
Для удобства выполнения сварочных работ применяется рычаг выключатель, который вам будет необходимо сделать. Для того чтобы была возможность соединять разнообразные детали нужно чтобы рычаг обеспечивал необходимую силу сжатия.
Для усиления силы сжатия аппарат производят с помощью рычажных зажимов. Для домашнего пользования пойдет рычаг с выдержкой выше 30 кг. Промышленные устройства выпускают с силой минимум 50 кг.
Выключатель устройства монтируют в первую цепь работы, но если вы соорудили рычаг, то монтируйте его на нём. Сделанный аппарат будет включаться от давления на рычаг. Останется только зафиксировать свариваемую деталь.
Сварка на основе конденсаторов
Конденсаторная точечная сварка своими руками – метод сваривания запасенной энергией. В конденсаторах скапливается электрический заряд во время взаимодействия с выпрямителем, а потом превращается в тепло. Оно появляется при контакте заготовок, через них протекает ток. Ее еще называют контактной. Такую точечную сварку из трансформатора микроволновки можно произвести своими руками.
Конденсаторную сварку используют в тех случаях, когда требуется микросварка. Такое устройство является экологическим и не требует дополнительных элементов охлаждения. Можно выделить такие преимущества конденсаторной сварки:
- Скорость сваривания – мгновенное расплавление небольшого участка металла.
- Точность.
- Надежность.
- Долговечность оборудования.
Для обработки цветных металлов и их сплавов применяют ударно-конденсаторную сварку, так как она выдает отличное качество сваривания.
На последок
При сборке сварки своими руками из трансформатора СВЧ печи будьте предельно аккуратными, чтобы не привести к травмам или поражению электрическим током. Строго соблюдайте правила безопасности вся работа должна делаться по схемам.
Конденсаторно-разрядная микросхема для точечной сварки с открытым исходным кодом для хобби конструирование
Аппарат, который может быть полезен различным любителям, – это микро-точечный сварочный аппарат, работающий от разряда большого конденсатора. Профессиональные устройства такого типа (Powerstream, MTI Microwelding, Spotco, MacGregor и т. Д.) довольно дороги, так что здесь есть смысл самоваренной конструкции, например, отремонтировать аккумуляторы самостоятельно.
Контактная точечная сварка на первый взгляд может показаться тривиальной, однако я могу только посоветовать вам забыть о простых конструкции на основе тиристора, которые можно найти в Интернете.Выбор времени импульса (ов) важен для получения хорошего и воспроизводимого полученные результаты. Если сбросить сразу всю энергию конденсатора через тиристор, то либо ее будет слишком мало и стык будет недостаточно прочным или слишком большим, и вы прожигете отверстие в материале (и, возможно, обожжетесь от капель жидкого металла :-)). С другой стороны, для хобби точно не нужна точная форма импульса, предлагаемая высококлассными профессиональными устройствами. поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью по сравнению с функциональностью.
Я нашел в Интернете красивую конструкцию, однако она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки GCC для этой архитектуры.
Примечание: этот веб-сайт некоторое время был в автономном режиме, поэтому для вашего удобства я привожу здесь схемы и спецификацию материалов для точечной сварки Ultrakeet, которые я скачал оттуда.
Однако обратите внимание, что для новой конструкции необходимо сделать некоторые улучшения в силовой части, ср.примечания ниже и на страницах других людей, которые занимались разработкой подобных сварочных аппаратов, ссылки на которые приведены здесь.
В своей конструкции я, по сути, скопировал силовую часть вышеуказанного проекта со следующими незначительными изменениями, перечисленными ниже (я даже не рисовал новую схему и использовал универсальную печатную плату прототипирования для сборки устройства):
Вместо автомобильного конденсатора Hi-Fi я использовал 20 штук 47000 мкФ / 35 В параллельно, чтобы иметь возможность
перейти к более высокому напряжению, имея около 600 Джоулей энергии, доступной для более тяжелой работы.Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), А резистор 2 кОм медленно разряжает их, когда они не работают.
Я добавил резистор 1 кОм / 1 Вт между электродами, чтобы клеммы истока полевых транзисторов имели определенный потенциал, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы управлять током.
Запитываю прибор от лабораторного блока питания, так как в коробке было так много конденсаторов
и радиаторы, не оставляя места для собственного источника питания.3А достаточно для сварки, резки
для повторяющихся импульсов потребуется больше. В цепях управления есть дополнительный конденсатор на 10000 мкФ после диода для
мост через периоды более низкого входного напряжения из-за высокой нагрузки источника питания при зарядке основного конденсатора.
5В для логики получаются с помощью LM2575-5, подключенного согласно паспорту.
Atmel ATmega16, синхронизируемый кристаллом (с соответственно запрограммированными битами предохранителя), с байпасным конденсатором 100 нФ, используется для управления устройством и отображения статуса на дисплее.
На задней панели (на фото не видно) разъем для программирования ISP и RS232 уровня TTL – мелочь, но довольно удобная при разработке прошивки.
Кодер вращения
использует выводы прерывания Atmel, потенциометры подключены к выводам аналого-цифрового преобразователя (см. Комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой с вырезом обмотки M8 на другом конце.
Они вкручиваются в шляпообразные латунные гайки, к которым припаяны кабели диаметром 6 мм, и затягиваются другой гайкой M8.
Сильноточные соединения внутри устройства выполнены из медного провода диаметром 6 мм, сдвоенного, если это механически возможно.
Стоимость материалов для строительства должна составлять около 300 долларов США (и их можно снизить, если вы используете конденсаторы более низкого напряжения – 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже, чем цена бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь вы можете скачать
опубликовано под лицензией GPLv3. В исходном коде перечислены подключения контактов ATmega к управляющей и силовой части.В зависимости от версии avr-gcc и заголовков вам может понадобиться заголовок backward.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. NEW: Кто-то попросил у меня шестнадцатеричный код с большей длительностью второго импульса, он здесь для ATMega16 . Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать биты предохранителей (я использовал fuse_l = 0x2f и fuse_h = 0xf9).
Цифры на дисплее – это напряжение внешнего источника питания, целевое напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах во второй строке.
Ротационный кодер с нажимным переключателем выбирает напряжение конденсатора (и в будущем микропрограммное обеспечение переключение между различными режимами работы через меню может быть легко реализовано),
три потенциометра определяют время.
После срабатывания триггера фактическая энергия импульса (включая потери на внутреннем сопротивлении) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутри и детали электродов здесь.
Советы по микро-точечной сварке аккумуляторной батареи с помощью этого самодельного устройства:
Используйте 0.Полосы из нержавеющей стали толщиной от 075 до 0,12 мм. Рекомендованные для этой цели никелевые
может быть трудно получить на месте
а зарубежные почтовые расходы будут стоить как минимум вдвое дороже материала …
После долгих поисков я нашел листы нержавеющей стали подходящей толщины, производимые www.ksmetals.com, в местном магазине для любителей моделизма. Из этого материала легко вырезать полоски.
Сделайте электроды по-настоящему острыми и плотно прижмите их к соединительной планке, лежащей на верхней части аккумуляторного элемента.
Для толщины 0,075 мм, 6 В и первого импульса 0,5 мс, задержка 2 мс, второй импульс 4 мс подходят для меня лучше всего. Это, конечно, может отличаться в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
Схема и печатная плата для точечной сварки
Недавно (2010 г.) коллега из Великобритании построил подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл SCHDOC дизайнера Altium и файл печатной платы.(Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, дайте мне знать.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Однако печатная плата не тестировалась. Также он предложил доработать конструкцию силовой части, разместив разрядные и сварочные выводы на нижней стороне нагрузки (исток на GND, сток на один электрод, другой электрод на Vcap) и использование полевого транзистора с каналом P для зарядки конденсатора.
Еще одна схема (в Eagle) была добавлена Францем (Tauchsport-Tschur на web.de), Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата для компакт-дисков, вдохновленную, в частности, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, это лучший способ управления затворами MOSFET для снижения рассеиваемой мощности и обеспечения более коротких и более точно управляемых импульсов. Особенно полезен его опыт работы с автомобильными конденсаторами нескольких производителей, которые часто продают продукцию гораздо худшего качества, чем рекламируется.Его страница очень подробная, содержит много полезной информации и ее определенно стоит прочитать, если вы подумываете о создании аналогичного проекта.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этим дизайном. от Раду Мотисана на его веб-странице, а также на сайте hackaday.com. Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C ++ и реализовал режим резки. См. Также статью здесь.
Кроме того, если вас интересуют более тяжелые работы, с которыми не может справиться конденсаторное устройство, то вам подойдет трансформаторный сварочный аппарат для точечной сварки. лучший выбор.Очень интересная модификация старинного ручного точечного сварочного аппарата производства ГДР. Хенрика Хафтмана, добавившего управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал красивое видео о его работе на YouTube.
Вернуться на страницу моей электроники
Вернуться на страницу моего хобби
Моя главная страница с электронной почтой
TOP
Сварочный аппарат емкостного разряда с суперконденсатором 350 Фарад
по snm, 14 января 2018 г.
Суперконденсаторымогут обеспечивать высокий ток, что позволяет использовать их при точечной сварке, в частности, при сварке емкостным разрядом .
Supercap
Использовал этот конденсатор: Maxwell Technologies Inc. CAP 350F 2.7V. При впечатляющих 350 фарадах, низком напряжении 2,7 В, но эквивалентном последовательном сопротивлении 3,2 миллома, это устройство может похвастаться отличной мощностью. Электроника в двух словах ϟ писал об этом же конденсаторе здесь: Зарядка ультраконденсатора Maxwell 350F !.
Зарядите его до 2,7 В, когда ток упадет, закоротите провода с помощью провода и посмотрите, как он расплавится. Работает концептуально, теперь, чтобы сделать его общедоступным.
Другой конденсатор, всего 1 фарад, также 2,7 В, но с сопротивлением 4 Ом: Nichicon CAP 1F 20% 2,7 В ЧЕРЕЗ ОТВЕРСТИЕ. Емкость или напряжение можно увеличить, подключив несколько таких конденсаторов параллельно или последовательно, но высокое эквивалентное последовательное сопротивление является проблемой для быстрого сброса большого тока. Закорочил, ничего интересного не происходит. Придерживаемся 350 фарадов.
Бак
Купил регулируемый понижающий преобразователь, чтобы точно понизить до 2,7 В, а также ограничить ток: DC CC Max 9A 300 Вт понижающий понижающий преобразователь 5-40 В в 1.Модуль питания 2-35 В для светодиодного драйвера Arduino XL4016 с низкой выходной пульсацией. Прибыл и выглядит как на фото:
Винтовые клеммы для ввода / вывода слева и регулируемые потенциометры для напряжения и тока справа. На оборотной стороне шелкография:
Подключите входные клеммы к нерегулируемой настенной бородавке 12-24 В. Измерьте выход мультиметром, отрегулируйте верхний потенциометр, пока напряжение не станет меньше 2,7 В.
Для контроля напряжения конденсатора, не выламывая мультиметра, и для отображения во время зарядки: DC mini 0.36-дюймовый цифровой красный светодиодный дисплей 0–100 В вольтметр, 3 провода, измеритель напряжения, тестер напряжения для тестирования автомобильного аккумулятора, скидка 40%. Поскольку они стоили всего 87 каждый, заказанные три таких вольтметра также могут быть полезны для многих других проектов. Здесь я подключаю его к плате ARM, видимой в STM32 Blue Pill. Плата для разработки ARM. Первый взгляд: от Arduino до программирования на «голом металле» : черный – на землю, красный – на +5 В, желтый – на +3,3 В:
Обратите внимание, что для этих дисплеев требуется 4-30 В на красный провод (источник питания), 3.3 В недостаточно. Некоторые платы, такие как плата ESP32 в Espressif IDF IoT Development Framework на WEMOS LOLIN32 ESP32 для управления OLED-дисплеем SSD1305 через SPI без Arduino , принимают вход USB, но не имеют разорванного вывода +5 В, что делает это неудобным, поскольку он не может питаться от 3,3 В, так как он ниже минимального 4 В. Но поскольку я поставляю понижающий преобразователь с входом ~ 16 В, этого достаточно для питания обоих дисплеев вольтметра, я подключил по одному к каждому входу и выходу:
Подключите выход к суперкапсу.Напряжение резко падает, и светодиод понижающего преобразователя загорается красным, что указывает на ограничение тока (который регулируется до 8 ампер, я установил его ниже):
Выходное напряжение увеличивается по мере заряда конденсатора почти до 2,7 В. На более поздних этапах зарядки ток падает, поэтому понижающий преобразователь перестает ограничивать, и светодиод становится синим:
Теперь его можно использовать для сварки. Отключите понижающий преобразователь (чтобы мы не закоротили его – хотя он все равно ограничивал бы ток), затем протяните несколько проводов от конденсатора, который вы хотите сварить.Между ними происходит короткое замыкание, и через них проходит сильный ток, нагревая их до тех пор, пока они не станут красными, а затем испарятся. Если их ненадолго держать вместе, они нагреваются и соединяются – это сварной шов.
Требуются некоторые силовые кабели для передачи такого высокого тока. Провода 28 AWG, которые я спас от старого телефонного кабеля CAT3, не выдерживают даже этого тока. Согласно закону Ома, при 2,7 вольтах, разделенных на 3,2 миллома, мы можем ожидать до 843,75 ампер!
Диод
Чтобы конденсатор не заряжался обратно в понижающий преобразователь, когда он выключен (это необходимо?), Я добавил диод на выходе понижающего преобразователя.Изначально хотел использовать вот такой диод:
, потому что он выглядит круто, но я наблюдал противоречивые результаты при измерении напряжения на нем. Даже не регистрирует диодный режим на мультиметре. По маркировке HVR-1X 3 SK 6301 найдите технический паспорт: HVR-1X-4 Datasheet, это высоковольтный силовой диод, пиковое обратное напряжение 12000 В, максимальное прямое падение напряжения: 11,0 В, ничего себе! Несмотря на номинальные значения в киловольтах, средний прямой ток составляет 500 мА, максимальный обратный ток – 0,3 мкА. Не подходит для этого низковольтного и сильноточного применения.
Переключитесь на кремниевый диод меньшего размера, взял этот, случайно обозначенный «F5408 G1944», если верить этому листу данных: UF5408-2C3A-2CDO-27 Datasheet, то это высокоэффективный выпрямитель на 3,0 А. От 50 до 1000 вольт, низкое прямое падение напряжения, высокая токовая нагрузка, высокая надежность, высокая устойчивость к импульсным токам, мне нравится это звучание. Провод к выходу понижающего преобразователя, измерьте выходное напряжение:
Как и ожидалось, падение напряжения на диоде составляет около 0,7 В, поэтому понижающий преобразователь необходимо отрегулировать в сторону увеличения (чтобы на выходе было немного меньше 2 Ом).7 В после диода для более полного заряда суперконденсатора).
Печатные платы и магнитопроводы
Для поддержки суперкапса я хотел установить его на печатную плату. Нашел немного утилизированной печатной платы, которая подошла, и просверлил отверстия, чтобы конденсатор защелкнулся:
Средняя большая клемма – отрицательная, три внешних клеммы – положительные. Хотя теперь он подходит, на печатной плате есть токопроводящие дорожки:
Их необходимо удалить, чтобы не закоротить компонент.Для этого мы можем использовать трюк, вызывая то, что Луи Россманн называет «попкорнингом» (это процессоры «попкорнинг» в вашем сервисном центре?). Обычно это происходит непреднамеренно, когда кто-то пытается отремонтировать плату, обдувая ее горячим воздухом. Слои расслаиваются, и под следами появляются пузыри. У меня есть термофен, впервые распакованный в предыдущем сообщении в блоге Пистолет горячего воздуха Youyue 858D, первый взгляд , поэтому я использовал его для приготовления попкорна, на самом деле, фотография выше была сделана после нанесения горячего воздуха: обратите внимание на пузыри справа.Теперь их легче снять и соскрести ножом, оставив чистую пустую доску:
Переверните плату, вставьте крышку и припаяйте толстые магнитные провода:
, также известный как «эмалированный провод», этот толстый провод малого сечения пришел от сетевого трансформатора, он должен выдерживать ток. С этим проводом нелегко работать, эмаль нужно соскрести, чтобы припаять, иначе он действует как паяльная маска, и он не просто сгорает от тепла, в отличие от более тонкой магнитной проволоки.Но это работоспособно, и я припаял два провода: один на + (центр), а другой на -. Удобно, что на плате есть знак «(+)» возле плюсового вывода (клянусь, чистое совпадение).
Переключатель
Для включения или выключения зарядки можно использовать переключатель. Это нужно (почему бы не отключить зарядное устройство)? Да, потому что, когда зарядка выключена, мы все еще хотим видеть напряжение конденсатора на вольтметре, а для этого требуется мощность (больше, чем низкое напряжение, которое может иметь конденсатор). Сначала я подключил этот переключатель SPST на 120 В последовательно:
, но было несколько проблем.Провод датчика вольтметра был на неправильной стороне переключателя, поэтому он измерял выходное напряжение понижающего преобразователя, когда мы хотим измерить напряжение конденсатора на другой стороне. Исправить:
но потом после некоторых тестов выключатель сдох. Не прямой разрыв, а плохое соединение внутри переключателя, в любом случае он был слишком старым. Замените его более мощным металлическим переключателем, который оказался SPDT:
.Здесь переключатель повернут вправо, замыкая противоположные клеммы (центральная клемма – общая), которая не подключена, поэтому зарядка выключена.Переверните его, и зарядка будет включена, что видно по токоограничивающему понижающему преобразователю (красный светодиод):
Другой ход переключателя пригодится для…
Канализационные резисторы
Я подключил другую сторону переключателя SPDT к кнопке и мощным цементным резисторам, через конденсатор к двум последовательно соединенным 0,47 Ом (да, миллиом), позаимствованным из разборки Pioneer SD-P453S с обратной проекцией (RPTV): внутри винтажного телевизора с большим экраном 80-х годов .Знал, что резисторы пригодятся. От телевизора на 31 000 вольт они должны выдерживать рассеивание мощности от этого суперконденсатора.
Поскольку положение переключателя «зарядка выключено» подключено к резисторам сброса, я последовательно включил дополнительный переключатель, кнопку, которую нужно нажать и удерживать, чтобы сбросить заряд. Возможности пользовательского интерфейса теперь:
| Переключатель | Кнопка | Государство | Описание |
|---|---|---|---|
| Вниз | любой | Зарядка | Блок питания подает питание на суперконденсатор, вольтметр показывает напряжение зарядки |
| вверх | не нажата | Холдинг | Нет питания, вольтметр показывает напряжение заряда суперконденсатора |
| вверх | прессованный | Выгрузка | Энергия медленно рассеивается от суперконденсатора к резисторам |
Клеммы
Что можно надеть на концы проводов, чтобы обеспечить хороший контакт? Шина пропускала ток, но у меня его не было, к счастью, я нашел эти радиаторы, которые были прикреплены к диодам, я их кропотливо снял:
Демонтаж радиатора требует много энергии, просто наберитесь терпения и дайте ему нагреться с помощью паяльника с регулируемой температурой.Накачивая все это тепло, радиаторы можно было снять с диодов. Большой будет хорошей отрицательной клеммой. Я не использую какое-либо профессиональное сварочное оборудование, поэтому чем больше площадь поверхности сварочного вывода, тем лучше, тем более что он не сгорает, не окисляется и не ухудшает контакт. Могу ли я использовать настоящие сварочные провода?
В любом случае для положительного вывода я использовал более крупный жёлтый многожильный провод, который, надеюсь, сгорит раньше, чем более длинные выводы магнитного провода.
Бокс это вверх
Ни один проект не будет полным без кейса. Вот полная схема в открытом виде:
Подходящий футляр (возможно, разработанный с использованием САПР и 3D-печать?) Был бы идеальным, но для прототипа не может быть картона. Повторно использовал оригинальную коробку из . Сборка небольшого нестандартного ноутбука Raspberry Pi Zero в картонной коробке , так как я заменил его в модификациях нестандартного ноутбука : внутренняя макетная плата, индикатор питания и более крупный корпус , и у меня осталась небольшая коробка.Компоненты подходят идеально:
Сверху приклеены вольтметры для блока питания и конденсатора, соответственно, внутри коробки находится понижающий преобразователь (питание идет от сетевого адаптера, провода идут вне коробки), диод с радиатором, сам суперконденсатор, спускные резисторы. На передней панели у обоих переключателей, которые я использовал, удобно есть шайбы и гайки, поэтому я закрепил их через картонную панель: левый переключатель – включение / выключение зарядки, правый – кнопка разрядки.Снаружи сзади идут провода для сварщика.
Закройте коробку, и она аккуратно упакует:
Можно ли сваривать?
Сможет ли этот сварщик сваривать все эти работы? Резонный вопрос.
Я попытался сделать несколько сварных швов, но понял, что на самом деле у меня нет ничего, что нужно сваривать. Пайка делает свою работу большую часть времени. Немного поэкспериментировал, и можно было почувствовать какое-то заедание, но я не очень хорошо разбираюсь в технике. Сварщик может, как минимум, расплавить провода и следы от печатной платы.
Это просто случайный эксперимент с сильным током. Другой проект, созданный tatus1969 на форумах eevblog, может быть более практичным и законченным: kWeld – DIY точечный сварочный аппарат для аккумуляторов «следующего уровня». Тем не менее, если мне когда-нибудь понадобится низковольтный сильноточный источник, теперь он у меня есть.
Переносное устройство для точечной сваркис суперконденсатором
Для сборки аккумуляторов неплохо иметь инструмент для точечной сварки. Я разрабатываю эту портативную версию, используя суперконденсатор и заряжаемую стандартной батареей 18650
Я давно думал сделать простой инструмент для точечной сварки.Выполнение обычной пайки при сборке батареи часто вызывает проблемы с механикой и толщиной. Мы можем найти много литературы о точечной сварке своими руками. Многие из них основаны на трансформаторе (из микроволновки) или, в последнее время, на суперконденсаторе.
Суперконденсатор большой емкости может обеспечивать ток от 200 до 400 А, что достаточно для образования точки пайки.
Кроме того, похоже, что двойной импульс лучше, чем одиночный. После некоторых исследований кажется, что первый пульс должен быть около 2.5 мс, затем время ожидания 10 мс, затем второй импульс 10 мс. Этот второй импульс – тот, который выполняет настоящую точечную сварку.
У меня есть 2 конденсатора по 400 Ф (один от Eaton и один от AVX), 2,7 В, чтобы сделать этот проект. Пиковый ток Eaton составляет 200 А, 3,2 МОм ESR.
Для импульса я мог бы использовать uC, но по какой-то причине, объясненной позже, я оставил его “дискретным”, основанным на традиционном NE556 (здесь TLC556). TCL556 может принимать напряжение постоянного тока от 3 В до 15 В. Кнопка запускает первый таймер (2,5 мс), затем после задержки (сделанной с помощью простого RC + BC338) запускает второй таймер с 10 мс.Первоначальная идея заключалась в том, чтобы запитать эту схему от простой батареи 18650 (3–4,2 В).
Для устранения короткого замыкания конденсатора я выбрал МОП-транзистор, способный управлять током 460 А, FDB0105N407L. Согласно спецификации, минимальное напряжение VGS составляет 2,7 В, чего должно хватить для аккумулятора 18650. Mosfet припаивается непосредственно к суперконденсатору с пробниками.
Во время первых тестов возникли проблемы. Ток, генерируемый конденсатором, был очень низким, и задержка от RC тоже зависела от напряжения батареи.Итак, сначала RC был ограничен 4-мя 1N4148 в // и таким стабильным (у меня под рукой не было стабилитрона 2.7v). Для слабого тока он исходил от МОП-транзистора. VGS был слишком низким. Увеличение общего VCC до более чем 10 В приводит к увеличению VGS до 10 В (выход TLC556) и хорошо «искрится». По этой причине (высокий VCC) микроконтроллер нельзя было легко использовать или с большей стабилизацией напряжения.
Чтобы получить VCC на 10–12 В, требуется DC-Dc от 19650. Это делается с помощью LT1308, настроенного на 12 В.
После этого эти 2 части работают нормально.Замерил токоизмерительными клещами больше 150А с полностью заряженным суперкапом до 2,7В
Последняя часть – это зарядка суперкаппа. Он должен быть DC-DC в понижающем режиме, но с ограничением по напряжению и току и с низким падением напряжения, с током до 2 А или более. После некоторого исследования лучшим компромиссом, похоже, будет LT3086 с низким падением напряжения, настраиваемый на 2,7 В и ограниченный до 2,1 А. Некоторые измерения показали, что при токе 2А для полной зарядки суперкапы требуется не менее 7 минут.
В конце концов, необходимо спланировать литиевое зарядное устройство для зарядки элемента 18650.
Зонд для сварки выполнен из медной проволоки большого диаметра.
Этот проект еще не завершен. Планируется несколько модификаций:
– необходимо добавить светодиодную индикацию: Низкий уровень конденсатора 18650
– Настройте ширину второго импульса, так как припой может зависеть от используемого металла
– Возможно отображение точной длительности второго импульса
Некоторые картинки текущих версий присоединились к
Магазин конденсаторов для точечной сварки на AliExpress.
Отличные новости !!! Вы попали в нужное место для сварщика конденсаторов точечной сварки. К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший аппарат для точечной сварки конденсаторов вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели аппарат для точечной сварки конденсаторов на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в аппарате для точечной сварки конденсаторов и думаете о выборе аналогичного продукта, AliExpress – отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести аппарат для точечной сварки конденсаторов по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Сборка емкостного сварочного аппарата – Немного более серьезный подход – Общее обсуждение – Форум строителей электрических скейтбордов
Итак, пока жду печатные платы для http://www.electric-skateboard.builders/t/flexibms-first-prototype-kicad-project-files-released-f flexible-configuration-and-charging-bms/ 46117/1 для изготовления и отправки.Я разрабатываю еще один инструмент, который мне нужно обновить в моем арсенале, – сварочный аппарат для батарейного отсека.
Если вам интересно, как я борюсь с моим старым сварщиком, обратитесь к моей сборке из 50 ячеек здесь: http://www.electric-skateboard.builders/t/10s5p-battery-pack-build-log- 50-штук-самсунг-35e-ячеек / 23547
В целом, сварщик – это мелочь из-за тяжелых аккумуляторов и путаницы с проводами, и я не доволен его работой. Так что же делать? Что ж, сначала давайте посмотрим, что профессионалы используют в более промышленных условиях.Видео начинается со сварочной части аккумуляторной батареи.
Итак, обычно используется один из двух типов источников питания сварщика. Они либо используют батарею конденсаторов, которую они заряжают до определенного напряжения, а затем разряжают ее прецизионным импульсом, либо двойным импульсом, длительность которых настраивается. Или они используют сварочный трансформатор для понижения напряжения переменного тока на стене, чтобы снизить напряжение, но более высокое напряжение.
На видео из-за того, что информация о производителе и модели скрыта лентой на сварочном аппарате, я не могу подтвердить тип питания для этого конкретного аппарата.
Практические примеры того и другого: Емкостные передние ручки управления позволяют вам установить напряжение конденсаторной батареи, которое отображается как накопленная энергия в Вт (ватт-секунды), и две ручки для настройки длительности двух импульсов: Сварщики Sunstone
High Power – Micro Resistance – Advanced CD Spot Welder
Sunstone High Power – Advanced – Dual Pulse CD 1200 предлагает множество возможностей, включая мониторинг сварных швов, инструменты SPC и большой емкостный сенсорный экран. Интерфейс с сенсорным экраном обеспечивает легкий доступ ко всем параметрам сварки.Кроме того, …
Цена: 11900 долларов
Трансформатор сварочный. Теперь, если вам случится проверить ссылку на ebay, вы обнаружите, что эта конкретная машина работает в диапазоне от 3000 долларов + то же самое касается емкостных, и я не хочу добавлять что-то подобное. https://www.ebay.co.uk/itm/Pneumatic-Pulse-Battery-Spot-Welder-Welding-Machine-18-Kva-3500-A-Ps300-B-/112415963445?hash=item1a2c837935
Так что же, сделай сам, путь к славе? Хорошо, я знаком с конденсаторами и вижу много плюсов, если сварщик правильно с ними справится.Я беру некоторые концепции и идеи из этой конкретной сборки http://www.zeva.com.au/Projects/SpotWelderV2/, но я стараюсь сделать ее немного более совершенной, но при этом такой же простой и легкой в использовании. собрать по возможности (без пайки толстых проводов). И позвольте ему интегрироваться в систему ЧПУ, как показано на видео.
Я собираюсь собрать сварочную машину из трех основных блоков. Блок конденсаторов, электронный переключатель и плата микроконтроллера. Таким образом, я могу сделать его более модульным и не рисковать полным редизайном того, что не работает в едином интегрированном пакете.
В настоящее время у меня есть конденсаторная батарея и платы электронного переключателя, смоделированные с рисунками ниже.
Плата блока конденсаторов со встроенными TVS-диодами для защиты от скачков индуктивного напряжения, которые могут стать реальной проблемой при высоких токах и паразитной индуктивности в кабелях. Выбор конденсатора тока https://www.digikey.fi/products/en?keywords=25USC47000MEFCSN35X50
Электронный коммутатор. Использует https://www.fairchildsemi.com/datasheets/FD/FDBL86561_F085.pdf мощные МОП-транзисторы с добавленным TVS-диодом для защиты от скачков индуктивного напряжения.
А вот быстрый и грязный рендер блендером установки, скрепленной вместе, без платы микроконтроллера.
С 20 конденсаторами вышеупомянутой модели она будет иметь теоретическую энергию ~ 290 Вт, что является довольно значительным количеством энергии, и добавить больше конденсаторных плат довольно легко с помощью только более длинных шин и двухсторонних плат, которые просто прикручен к шине.
В целом, я хочу построить этот сварочный аппарат, чтобы избавиться от химических источников энергии, таких как батареи AKA.Я считаю, что у них проблемы с воспроизводимостью и ухудшением характеристик со временем из-за химического разложения, происходящего внутри них.
Мысли и дискуссии по этому поводу?
Учебное пособие по сборке аккумуляторной батареи
Эта третья часть в основном посвящена особым соображениям, которые необходимы при сборке аккумуляторной батареи с высоким током, плюс … Я перечислю некоторые продукты и инструменты, которые иногда используются для сборки аккумуляторной батареи, поэтому , Давайте начнем.
Сварочные аппараты, используемые промышленностью для изготовления аккумуляторных батарей для электровелосипедов, большие и дорогие, и даже рассматривать их в качестве строителя домашнего гаража своими руками нереально.Это важно, потому что во многих странах по-прежнему очень трудно купить полный аккумулятор, поскольку самые известные продавцы аккумуляторов не доставляют их во многие страны.
Правила доставки комплектной аккумуляторной батареи сложны, и с каждым годом они становятся все хуже. Даже если вам удастся заставить сборщика пакетов отправить вам один, это дорого и рискованно. Кроме того, даже самые успешные производители упаковок не производят упаковки всевозможных форм и размеров.
Однако на самом деле довольно легко купить отдельные компоненты для сборки пакета, независимо от того, где вы живете (как указано в части 2, нажмите здесь), и это означает, что находчивые строители гаража будут продолжать собирать свои собственные пакеты.Это основная причина, по которой я написал эту серию статей о сборке пакетов.
Используемые методы и материалы постоянно улучшаются, но… я надеюсь задокументировать некоторые из распространенных «лучших практик» в том виде, в каком они известны в настоящее время, чтобы помочь новым энтузиастам избежать распространенных дорогостоящих ошибок при их первой сборке.
Сварочные аппараты Sunkko
Я просто не могу рекомендовать какой-либо продукт этой марки (прошу прощения у Sunkko, но… я должен быть честным).Я упоминаю их только потому, что они так хорошо известны, и они сразу же появятся в любом поиске Google по запросу «18650 точечная сварка».
Самый большой вывод, который я обнаружил при их исследовании, заключается в том, что … версия на 220 В немного более надежна, чем версия на 110 В (а версия на 110 В имеет ужасные показатели … Не верьте мне, исследуйте это сами).
Многим странам, таким как ЕС и Австралия, повезло, что в домах по умолчанию уже установлено 220 В переменного тока. Дома в США обычно имеют напряжение 110 В, но имейте в виду, что несложно подключить к гаражу электрическую сушилку для белья на 220 В, а также многие кондиционеры в США имеют розетки, подключенные к 220 В.
Типовая модель сварочного аппарата Sunkko.
Поскольку версия на 110 В и 220 В потребляют примерно одинаковое количество ватт, версия на 110 В потребляет в два раза больше AMPS из домашней розетки, что часто приводит к срабатыванию выключателя (15 А является обычным явлением в США, 110 В X 15 А. = 1650 Вт). Даже если у вас есть версия на 220 В (и вы либо найдете розетку на 220 В где-нибудь в вашем доме, либо добавите ее), электроника для обоих является известным слабым местом. Если у вас уже есть Sunkko, вот веб-сайт с информацией о том, как его обновить и исправить, если он сломается (нажмите здесь).
Кроме того, вот видео (щелкните здесь), где производитель открывает модель Sunkko 709AD за 240 долларов (плюс доставка) и показывает, как обновить внутренности, чтобы она работала надлежащим образом (600-амперные характеристики).
Устройство для точечной сварки Malectrics
Этот «карманный точечный сварочный аппарат» из Германии, кажется, работает очень хорошо, и у него много довольных клиентов. Программируемый мозговой чип – это популярная «Arduino Nano». Время сварочного импульса можно регулировать от 1 миллисекунды до 500 мс.
Где-то по ходу дела кто-то понял, что если у вас есть большая батарея, способная выдавать много ампер, вы можете добавить какой-нибудь переключатель включения / выключения и таймер, чтобы сделать из нее точечный сварочный аппарат.
Я видел youtubes, которые делали это, где они добавляли соленоидный переключатель стартера автомобиля в качестве элемента включения / выключения. Проблема с этой конструкцией заключается в том, что соленоидный переключатель автомобильного стартера – это единственный физический переключатель, который пропускает все полные амперы автомобильного аккумулятора 12 В (12 В X 200 А = 2400 Вт)…
Полная мощность (без линейного сопротивления) может включать энергию до 800-CCA (ток холодного пуска).Если в качестве нагрузки включен стартер-двигатель двигателя («сопротивление» цепи), то типичный 4-цилиндровый двигатель обычно потребляет около 200 А в течение полсекунды, а затем стабилизируется примерно на 100 А до продолжайте крутить двигатель.
Однако использование автомобильного соленоидного переключателя стартера в качестве двухпозиционного элемента в аппарате для точечной сварки, который питается от автомобильного аккумулятора, является «плохой конструкцией». Этот тип переключателя может иногда постоянно привариваться к положению «включено», так как обычно он проходит ТОЛЬКО пики 200 А, но «теперь» вы сняли сопротивление стартера-двигателя автомобиля, и переключатель проходит полный 800 А, который батарея способна.
Это такие усилители, которые вырабатывают достаточно тепла для плавления никелевых полос при точечной сварке. Я упоминаю об этом только для того, чтобы указать, что обычный автомобильный аккумулятор на 12 В оказался достаточным для питания операции точечной сварки 18650 ячеек.
Также … поскольку соленоид автомобильного стартера зависит от двух физических металлических контактов, которые они касаются [и затем отводятся пружиной], выполнение этого может привести к очень непостоянному количеству сварочного импульса (измеренному в миллисекундах, что составляет одна тысячная секунды)
Итак … что мы можем использовать в качестве переключателя включения / выключения, который может выдерживать высокие токи? а также можно ли регулировать импульс точечной сварки с точностью до тысячных долей секунды? Возможно, простой и распространенный полупроводник MOSFET?
«Полевой транзистор» (полевой транзистор) – это умный тип транзистора, который можно использовать в качестве усилителя сигнала, диода или переключателя включения / выключения… в зависимости от того, как он сконфигурирован в схеме.
Комплект Malectrics – это прецизионный таймер, который использует группу полевых транзисторов [параллельно] для включения и выключения БОЛЬШОГО тока батареи в качестве точечной сварки. Вам также нужно будет добавить большой [и довольно новый] автомобильный аккумулятор на 12 В в качестве источника питания, и наиболее распространенной ошибкой новичков является использование уже имеющихся «маленьких и старых» автомобильных аккумуляторов. Если вы используете самую длительную настройку импульса сварного шва, но все равно получаются слабые сварные швы? вполне вероятно, что аккумулятор, который вы используете, разряжен.
12 В X 800 A = импульсная мощность 9600 Вт
Если вас интересует устройство Malectrics, их веб-сайт можно найти, щелкнув здесь.
кВтeld
В интересах полного раскрытия информации… когда я впервые увидел kWeld, я стал для них первым дилером в США, чтобы увеличить количество пользователей в США. Это выглядело очень новаторски и многообещающе, и я хотел, чтобы реальные пользователи опередили их, чтобы увидеть, есть ли у него какие-либо недостатки, и … результаты были впечатляющими. Я продавал их в розницу около года, и компания быстро росла, так что теперь у них есть «настоящий» деловой партнер для управления всеми продажами в США [18650 термоусадочные устройства и держатели ячеек, вкл.].
На первый взгляд, поле мощности очень похоже на поле Malectrics. Что касается функции, то один кабель для точечной сварки просто пропускает ток через большой предохранитель от вывода автомобильного аккумулятора к датчику для точечной сварки. Второй вывод батареи пропускает ток через группу параллельно включенных полевых транзисторов, которые действуют как переключатель включения / выключения, на пути ко второму щупу для точечной сварки.
кВт-поле стоит больше, чем Malectrics, и вот почему. Он использует запатентованную систему управления электроникой, которая в реальном времени измеряет ток, проходящий через устройство.Это означает, что если входное напряжение медленно падает во время использования сварочного аппарата, устройство автоматически регулирует синхронизацию импульсов, чтобы обеспечить постоянство общего количества передаваемой энергии от одного шва к другому.
Он также имеет режим тестирования батареи, чтобы сообщить вам, сможет ли батарея, которую вы собираетесь использовать, выполнять свою работу. Первоначальная версия поля мощности была специально разработана для использования либо со свинцово-кислотными автомобильными аккумуляторами, либо с литий-полимерными батареями 3S (3S, 11.LiPo номинал 1 В, полностью заряженный – 12,6 В). Однако приемлемый выбор аккумуляторов LiPo ограничен лишь несколькими конкретными моделями, которые, как известно, имеют очень низкое сопротивление и способны к внезапным сильным всплескам тока без каких-либо повреждений (обратите внимание на обозначение батареи 3S «130C, 5000-мАч… или больше).
Благодаря использованию легкодоступных автомобильных аккумуляторов (местного производства, потому что они тяжелые и доставка будет дорогостоящей) и литий-полимерных аккумуляторов с высоким током, первые устройства с электрическим питанием завоевали отличную репутацию.
Однако почти сразу … некоторые клиенты запросили возможность использования суперконденсаторов (которые обычно работают при более низких напряжениях). У второй версии поля мощности был расширен диапазон напряжений, так что поле мощности будет работать при входном напряжении от 3 В до 30 В (многие литиевые батареи с номинальным напряжением 24 В / 7S имеют полностью заряженное напряжение примерно 28 В).
Блок суперконденсаторов «kCap» 8,2 В в качестве опции. Некоторые производители считают автомобильные аккумуляторы громоздкими и тяжелыми, а некоторые клиенты предпочитают избегать использования LiPo-аккумуляторов из-за опасений возгорания LiPo-аккумуляторов.
Электростанция производится компанией Keenlab.de в Германии, принадлежит и управляется инженером-электриком. Основываясь на успехе нескольких энтузиастов, которые использовали суперконденсаторы, Keenlab разработала и начала производить опцию батареи суперконденсаторов, которая работает при напряжении 8,2 В, а также блок питания, который может принимать ваш домашний ток 110 В переменного тока и обеспечивать напряжение 8,2 В при напряжении. очень высокие токи, так что power bank быстро пополняется.
Если у вас есть доступ к большому количеству использованных ячеек 18650, используйте группу 2P, которая оплачивается до рекомендованных нами 4.1 В на ячейку обеспечит 8,2 В, необходимые для батареи суперконденсаторов kCap. Ячейки с низким усилителем могут медленно заряжать kCap, и когда вы активируете устройство kWeld, суперконденсаторы очень быстро разряжают полную энергию.
Хотя заводская гарантия имеет ограничения, этот сварочный аппарат использовался при 8,2 В X 1400 А для импульсной мощности 11500 Вт
КлиентыGlobal kWeld могут связаться с Keenlab.de, нажав здесь.
Для клиентов kWeld, находящихся в США, вы можете связаться с Кейт по адресу «18650 Heat Shrink and Cell Holders INC», щелкнув здесь.
Группу поддержки kWeld в Северной Америке на Facebook можно найти, щелкнув здесь.
Медно-никелевые автобусы
Если вас устраивает «обычный» комплект для электровелосипеда, то вы также будете довольны обычным аккумулятором для электровелосипеда [моя рекомендация по умолчанию для аккумуляторного блока – это высококачественный аккумулятор 48-52 В, такой как пакеты Luna Cycle, поскольку лета 2019 г.].
При этом, может быть, вы строите электрический мотоцикл или, возможно, мощный электрический велосипед? Вам НУЖНА ваша батарея, чтобы обеспечить больше усилителей, чем «обычная» батарея.Существуют ячейки формата 18650, которые могут обеспечивать 15A-30A (в настоящее время Samsung 30Q и 25R, LG HB2, Sony VTC6). Если конструкция вашей батареи требует такой ячейки с высоким током, узким местом конструкции будут межсоединения элементов и два коллектора батареи (положительный и отрицательный выводы).
Чистый никель в качестве материала шины (и точечная сварка в качестве метода сборки) является выбором по умолчанию для «обычных» межсоединений ячеек (18650/21700 цилиндрических ячеек). Однако, когда вашему проекту требуются мощные аккумуляторные усилители, материал шины становится критически важным дизайнерским решением.
Обычная шина-лента из чистого никеля имеет ширину приблизительно 8 мм (1/3 дюйма в ширину), а ее допустимая нагрузка по току измеряется ее толщиной. Обычные аккумуляторные блоки (пиковое значение 25 А от 5P?) Используют толщину 0,15 мм для 5 А на элемент с номиналом 8 А. Никелевая лента толщиной 0,20 мм является обычной для популярных элементов «большой емкости» с номиналом 10 А, таких как LG MJ1, Samsung 35E и Panasonic GA.
В настоящее время дилемма строителей возникает при использовании аккумуляторных батарей с высоким усилением (15A-30A).Я видел, как строители использовали двухслойную никелевую ленту для последовательных соединений, но… я не рекомендую такой подход. При более высоком токе использование никеля в качестве материала шины в конечном итоге становится скорее резистором, чем проводником. Под этим я подразумеваю … он превращает МНОГО ватт батареи в тепло вместо того, чтобы выполнять работу. Кроме того, два клеммных коллектора испытают просадку напряжения, поэтому производитель не получит полную мощность, за которую они заплатили, используя подлинные элементы с высоким усилением.
Использование МАГНИТОВ!
Звучит как шутка, но уверяю вас, это действительно работает.Я бы не стал использовать магниты на никелевой шине, потому что никель слишком жесткий, чтобы соответствовать поверхности концов элементов. Я считаю, что медный лист является очень подходящим материалом для ячеек с высоким усилением 15A-30A, таких как 30Q, 25R, HG2 и VTC6.
Если вы хотите поэкспериментировать с материалами медных шин, я бы начал с 30-го или, возможно, 32-го калибра (калибр листового металла отличается от калибра провода, с которым мы уже знакомы). Один мил составляет одну тысячную дюйма.
0,20 мм ___ 8-mil__32 га
0.25мм__10-мил__30 га
Медный лист такой толщины достаточно тонкий, чтобы его можно было разрезать ножницами. Медь при такой толщине мягкая, но никель такой же толщины очень жесткий.
Обратите внимание, что этот конструктор использует дополнительные термостойкие волокнистые шайбы на положительных концах. Кроме того, он строит рюкзак на жестком пластиковом листе над своим верстаком. Показан пакет 12S / 4P
.На рисунке выше мягкий медный лист разрезается для формирования шинных пластин, обеспечивающих как последовательное, так и параллельное соединение.Неодимовые магниты-пуговицы на удивление мощны, а электроды ячеек формата 18650 выполнены из «никелированной стали». Никель обладает очень низким магнитным притяжением, но стальные сердечники на концах электрода ячейки будут сильно притягиваться к этим магнитам.
Поскольку магниты также очень сильно притягиваются друг к другу, строитель приклеил магниты к медному листу с помощью гелевого «суперклея». Вы также можете приобрести магниты-пуговицы с отверстием со скошенной кромкой в центре, что позволит вам вставить винт с плоской головкой со стороны ячейки через магнит и ввинтить его в какую-либо боковую панель (возможно, 1/4-дюймовую фанеру, или пластиковая кухонная разделочная доска?).
Я бы также порекомендовал надежно прикрепить шинные пластины каким-либо способом к пластиковым держателям ячеек, чтобы пластины не двигались. Мне сказали, что магниты надежно удерживают пластины на месте, но я обеспокоен тем, что в случае аварии они могут сдвинуться с места и, возможно, замкнуться.
Точечная сварка многослойной меди / никеля
Это новая разработка. Было проведено много экспериментов с материалом медных шин, покрытым никелем, в надежде, что это позволит легко сваривать точечную сварку.Однако его нелегко купить, и такие компании, как Makita, Milwaukee и DeWalt, используют дорогостоящий лазер для приваривания их к аккумуляторным инструментальным ячейкам. Это привело к тому, что никелирование, сделанное своими руками, стало предметом многих экспериментов, которые до сих пор не увенчались успехом.
Недавно анонимный ютубер написал, что если вы положите никель поверх медной ленты, он легко сваривает точечные сварочные аппараты, перечисленные выше (kWeld, Malectrics, Boss-Level, Riba и т. Д.). Вот ссылка на YouTube, перемотайте вперед до 8:38, чтобы увидеть часть, посвященную сварке меди.
Точечная сварка сэндвича из никеля и меди на ячейке 18650
Медная и никелевая полоски, показанные выше, имеют толщину 0,20 мм, никель толщиной 0,15 мм, как сообщается, также может работать. Дальнейшие эксперименты продолжаются для определения всех остальных подходящих толщин. После того, как я увидел это, мое исследование показало, что это старый трюк металлистов, когда они пытаются точечно сварить алюминиевые листы друг с другом. Вот ссылка на видео на YouTube, в котором показано, как металлический сэндвич-метод применяется для обработки алюминия.
Я собрал эти части вместе, чтобы быстро сфотографировать то, что я предлагаю в качестве варианта с высоким усилителем. Эта черная пластиковая сетка предназначена для подключения 7S / 4P (24 В). На этом рисунке медные полоски предназначены для последовательного тока с большим ампером, а никель – только для параллельного выравнивания ячеек, плюс … никелевый сэндвич необходим для точечной сварки меди с наконечниками элементов 18650. . Никель 0,15 мм ОЧЕНЬ легко режет ножницами, как и медь 0,20.
Есть некоторые предположения относительно того, почему это работает, но было подтверждено, что это работает, так что это захватывающая разработка для сборок, когда вы хотите использовать элементы с высоким усилением.Интересно отметить, что некоторые строители в прошлом заказывали чистый никель в качестве материала для автобусов, и когда он прибыл … они обнаружили, что продавалась никелированная сталь.
Это было достаточно плохо, чтобы его обокрали, но теперь им пришлось ждать, пока не прибудет подлинный чистый никель во втором заказе. Однако, если у вас или у вашего друга есть какая-либо никелированная стальная лента, просто стоящая на полке, медь в сэндвиче из никеля и меди будет пропускать ток, поэтому никелевая часть сэндвича может быть дешевой лентой со стальным сердечником.
Это два распространенных типа «лестничных» никелевых лент для выполнения как последовательного, так и параллельного соединения. На этом рисунке я добавил медь поверх некоторых последовательных соединений. Я думаю, что есть некоторая выгода в том, чтобы сделать разрез посередине меди, чтобы заставить весь сварочный ток проходить через наконечник ячейки, а не просто проходить через саму медь. Медь можно удерживать на месте с помощью крошечной капли клея в центре длины полосы, где не будет точек сварки, посередине между ячейками.Никелевые автобусы предоставлены компанией 18650 термоусадочными устройствами и держателями ячеек, которые можно найти здесь
Пакет 20S / 6P, изготовленный методом точечной сварки многослойной меди. Один слой меди толщиной 0,10 мм выполняет как последовательные, так и параллельные функции. Маленькие никелевые квадраты толщиной 0,15 мм размещаются над каждым концом ячейки для облегчения сварки. В этом пакете установленная мощность поля в кВт составляла 50 Джоулей.
Использование плоских карманных ячеек с высоким усилением
Хотя я иногда видел крупноформатные плоские ячейки на электровелосипедах и 18650 аккумуляторы, используемые на электромотоциклах, чаще всего вы видите это наоборот.Для большинства электровелосипедов ячейки 18650 по-прежнему легко сконфигурировать в индивидуальную упаковку, которая соответствует необычной форме, а производительность и диапазон упаковок 18650 часто лучше всего подходят для большинства электровелосипедов, при этом ячейки мешков являются стилем выбора для электромотоциклов. Цилиндрическая ячейка 18650 – это просто ячейка-пакет, которая свернута и вставлена в металлический цилиндр.
Чем выше ток, на который рассчитаны эти ячейки, тем больше будут вкладки, поэтому вкладки не станут узким местом для тока.Отверстия для болтов в язычках вырезались обычным дыроколом для офисной бумаги.
Однако, несмотря на то, что использование плоских карманных ячеек вынудит производителя использовать довольно большую прямоугольную форму в качестве строительного блока, для переоборудования мотоциклов часто требуются такие высокие усилители, что плоские карманные элементы являются единственным жизнеспособным вариантом.
Как только вы решите, что будете использовать этот формат ячеек, я считаю, что соединения ячеек на самом деле проще собрать, чем делать точечную сварку с высоким током.
Плоские многослойные ячейки мешочка с широкими выступами на одном конце (слева) или… широкими выступами на противоположных концах (справа). Соединения язычков между ячейками для ячеек с плоскими ламинированными пакетами намного проще надежно выполнить по сравнению с цилиндрическими ячейками, такими как 18650 и 21700.
Эти плоские ячейки пакета сжимаются с боков, что помогает снизить внутреннее электрическое сопротивление. Показанные выступы сварены точечной сваркой. Показана упаковка 12S / 1P
.Если вы добавите физическое сжатие на боковые стороны плоских ячеек мешка, это снизит внутреннее электрическое сопротивление.Это распределяет ток более равномерно по всем химически реактивным внутренним поверхностям. Если половина внутренних поверхностей имеет плохой контакт, они будут пропускать меньше тока и работать холоднее, но поверхности с хорошим контактом будут вынуждены пропускать гораздо больший ток, чем они были предназначены.
Если это произойдет, то внутренние «горячие точки» заставят электролит в этих местах «выделять газ», что приведет к появлению вздутых элементов. Чем больше газа образуется, тем хуже становится это состояние (газы, образующиеся внутри, вызывают расслоение внутренних слоев).
Использование только 20 фунтов на квадратный дюйм силы сжатия намного лучше, чем ничего, и я видел опубликованные отчеты о том, что давление до 100 фунтов на квадратный дюйм может быть полезным.
Вырезание листов-разделителей ячеек со стенок старого пластикового бака для хранения. Они оказались толщиной 1,5 мм.
На картинке выше я купил несколько ячеек мешка с высоким усилителем, и я отслеживаю форму, чтобы вырезать разделители ячеек, которые помогут предотвратить короткое замыкание между язычками, когда они у меня на рабочем столе во время подключения. вкладки ячеек.
Начало сборки аккумуляторной батареи карманного типа.
На картинке выше я использую карманные ячейки для сборки чемодана на 12 В для зарядки телефона и ноутбука во время отключения электроэнергии, так как я живу в стране торнадо (а раньше я жил в стране землетрясения). Сверхбольшие вкладки указывают на то, что я выбрал элементы с высоким усилителем, и я сделал это, поэтому при необходимости могу использовать этот пакет для «запуска» моей машины.
Я использую эту возможность, чтобы сфотографировать некоторые части процедур сборки пакета, которые, как мне кажется, важны для новичков.Обратите внимание, что я выполняю эту задачу поверх красной пластиковой крышки бункера для хранения, а под этой ячейкой находится зеленый пластиковый разделитель ячеек (см. Рис. Выше в предыдущем абзаце).
[вернитесь через месяц, чтобы увидеть дополнительные фотографии этой «мешочной» сборки]
Таблички были помечены как + / – , но это было очень мелким шрифтом, поэтому я использовал фетровые маркеры, чтобы сделать большие отметки. Я также использовал ножницы, чтобы вырезать крышку вкладки для позитивной вкладки, используя пакеты для сэндвичей с застежкой-молнией в качестве материала покрытия.Затем я прикрепил пластиковую крышку с застежкой-молнией с помощью отрезка «низкой липкости» синей малярной ленты, которая легко снимается и не оставляет следов клея.
Обратите внимание, что на этой конкретной марке ячейки небольшая часть правого верхнего угла отрицательного язычка была вырезана под углом, чтобы упростить идентификацию.
Я нашел несколько алюминиевых плоских стержней, которые можно использовать в качестве зажимов, и в них уже были отверстия с резьбой. Имейте в виду, что зажимы для язычков могут быть изготовлены из стали, если вы хотите, поскольку они не должны проводить ток (два язычка прижимаются друг к другу, кожа к коже).Я намеренно использую алюминиевые зажимы в качестве радиатора. Раньше я полагал, что алюминиевая пластина, расположенная между ячейками, будет отводить внутреннее тепло к краю в качестве меры охлаждения, но это приводит к тому, что поверхности сторон ячейки будут работать холоднее, чем ядра.
Если различные области внутри ячейки будут горячее или холоднее друг друга, это также изменит внутреннее сопротивление этой ячейки. Обширные исследования показали, что охлаждение вкладок приведет к наиболее стабильным и равномерным внутренним температурам в активных материалах, в то же время отнимая часть внутреннего тепла в активных слоях ячейки.
120F (49C) очень теплый, почти слишком горячий на ощупь. Однако, если эта температура равномерно распределена, то ячейка должна прослужить как можно дольше. 140F (60C) слишком жарко, и никакая часть ячейки не должна достигать этой температуры. Если одна часть ячейки горячая, а другая остаётся холодной, то горячая часть умирает, что приводит к преждевременному отмиранию этой ячейки, что приводит к такому типу провала напряжения, когда весь блок выводится из эксплуатации.
Теперь о конструкции зажимов …
Достаточно легко нарезать резьбу в просверленном отверстии на алюминиевом стержне из сплава 7075 (щелкните здесь, чтобы выбрать один из вариантов), потому что этот сплав более хрупкий, что позволяет отламывать стружку.Алюминий из сплава 6061 будет лучше проводить электричество, но он очень мягкий, и вы можете легко сломать метчик, используя его в качестве материала для зажима стержня, когда пытаетесь нарезать резьбу в просверленном отверстии.
В этом приложении мне нравится использовать резьбовые отверстия в материале алюминиевого стержня (с отверстием с фаской под головкой винта с плоской головкой), чтобы зажимы были как можно более толстыми, так как использование обычного болта и гайки на сквозном отверстии -отверстие потребует, чтобы зажимы были тоньше. Так как нет блокировки шайбы, чтобы снизить любой возможный разъем-разрыхление от вибрации, я буду использовать нить связывания жидкости, как Locktite.
Этот метод позволяет мне использовать зажимные планки той же ширины / толщины, что и ячейка. Последовательное соединение выполняется между двумя язычками ячеек, а показанный стиль зажима состоит из двух идентичных частей, поэтому расчет закупки материала будет простым. Измерьте толщину ячейки, и эта толщина равна толщине зажимного материала или тоньше.
От LFP
Это появилось в недавнем обсуждении на форуме сравнения пайки шин с элементами и точечной сваркой.LFP (Люк) был главным инженером по аккумуляторным батареям в мотоциклах Zero.
«… Эту тему можно перефразировать так, что лучше бить себя по мячу бейсбольной битой или клюшкой для гольфа?
Во-первых, использование FLIR на блестящих никелевых поверхностях смехотворно, потому что это примерно 5-10% излучательной способности, поэтому значения температуры, которые он считывает, равны + или-> 100-градусам, что полезно для чего-то.
Наконец, температура на верхней части никеля совершенно не имеет значения, поскольку верхняя часть никеля не является термочувствительной областью.
Когда вы припаяете банку, а затем разрежете ячейку, вы увидите, что разделительный слой сплавляется и деформируется на концах, и в банке имеется избыточное давление газа, и продукты термического разложения сложных эфиров карбоната в электролит приведет к его плохому старению и развитию саморазряда из примесей, высвобождаемых в результате теплового пробоя.
При точечной сварке банки вообще не имеет значения внешняя сторона. Неуместно даже говорить, смотреть или рассматривать.Когда вы разрезаете эту ячейку на части и видите внутреннюю часть банки, которая была раскалена докрасна сталью (2500 ° F), чтобы сварка была возможна, вы видите, что внутренняя коррозионно-стойкая поверхностная облицовка банки испаряется. прочь, а на его месте находится углеродный мусор от мгновенно кипящих карбонатов электролита, и теперь этот углерод будет загрязнять вашу батарею, увеличивая скорость саморазряда.
Если вы собираетесь выполнить точечную сварку, вы не будете делать это на основании того, как сварные швы выглядят внешне или насколько трудно их [физически] снять с банки, эти показатели – детская игра, и просто не имеет значения в отношении создания долговечной упаковки.Вы должны настроить процесс, разрезая дно каждой ячейки, к которой вы прикреплены, и исследуя повреждение конца рулона желе, а также исследуя дно поверхности банки на предмет того, какие продукты термического разложения теперь отравляют ваш очень чистый электролит. .
Паяльные блокипредназначены для приложений, в которых вас не волнует, сработает ли он хотя бы один раз, допустимы произвольные уровни саморазряда и желателен случайный отказ за короткое время.
Точечная сварка (до дна банок) предназначена для случаев, когда вас не беспокоит утечка электролита из банки из концентраторов напряжения в зоне термического влияния рядом с местом сварки (где было 2500 градусов по Фаренгейту), и вы не заботитесь о том, чтобы покрытия консервных банок, устойчивые к коррозии, оставались работоспособными, и хотите загрязнить свой электролит случайными углеродными обломками (подумайте о том, чтобы поставить завтрак на сковороду с температурой 2500 градусов по Фаренгейту)… »
Итак, какой метод вы должны использовать?
Что ж … только вы можете решить, на какие риски вы готовы пойти и что уместится в вашем бюджете.Я только надеялся собрать информацию о том, какие материалы и методы используются в настоящее время, и указать на некоторые из опасных ловушек, на которые могут наткнуться новички.
Как я уже отмечал, положительный наконечник ячейки 18650/21700 довольно хорошо изолирован от рулона желе. Это означает, что вы можете паять, точечную сварку, возможно, использовать плавкую проволоку или использовать любой другой метод, который вам подходит. Однако отрицательный конец (особенно центральное пятно) очень чувствителен.
Для отрицательного вывода вы можете использовать магниты над медной полосой, прижимной контакт над медной полосой (имеется в виду пружина или резиновый диск Poron) или, возможно, быстро припаять небольшой провод предохранителя (расположенный сбоку, а не в центре. отрицательного конца).
Я надеюсь, что это было чем-то полезно, и я буду обновлять эту серию из трех частей по мере поступления новой информации.
Написано Роном / spinningmagnets, июнь 2019
Сварщик для точечной сварки своими руками
Я разработал аппарат для точечной сварки D.I.Y, потому что мне нужен был специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди по всему миру, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки – одно из немногих устройств, где собрать самому дешевле, чем купить. Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет сплошной электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул.Пожалуйста, прочтите сначала эту статью.
Серийная конфигурация аппарата для точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели твердых электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
Вопросы
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14 А
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Настройки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Полосы из никелированной стали дешевле, чем полоски из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный аппарат для приварки батарейных язычков
Примечания к точечной сварке
Конфигурация сериидля точечной сварки
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока два провода прикрепляются к сварочному кабелю на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс – это импульс сварки. Во время паузы между двумя импульсами части сближаются и лучше контактируют.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, можно установить поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для батареи
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Высоковольтный силовой модуль для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электроды
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Электроды суставов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов создается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по “Шина заземления терминала”.
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, не ограничиваясь жесткостью кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты можно отпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать писк.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирола толщиной 2мм:
Сварочный аппарат для резистивной точечной сварки с корпусом для самостоятельного изготовления
.