Конденсаторная точечная сварка своими руками схема: Конденсаторная сварка своими руками схема и описание
alexxlab | 26.11.2022 | 0 | Разное
Конденсаторная сварка своими руками схема и описание
Главная › Новости
Опубликовано: 06.09.2018
Конденсаторная точечная сварка вариант с мощным тиристором
Устройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали. Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине .
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем.
Конденсаторная точечная сварка. Собираем аппарат своими руками
Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям.
Сварочный аппарат своими руками
Приветствую всех читателей сайта « Вольт-Индекс », иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3. 5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт — желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Members 244 сообщений Город: Кишинев Имя: Владимир
Контактная сварка — DIY конденсаторная
Народ, привет!
 Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.
Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.За основу буду брать буржуйскую конструкцию:
Оригинальная конструкция
У буржуинов получается очень хорошо.
Как накопитель энергии возьму т.н. «автомобильный9quot; силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания — 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор — на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур — проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции — иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке — будьте внимательны . в лучших традициях открытых разработок заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе — разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Не верю, что так и было, автор специально поставил, чтоб народ хоть немного думал !
Прикрепленные изображения
Сообщение отредактировал kreitzz: 12 December 2010 — 14:11
Members 2339 сообщений
Контактная сварка — DIY конденсаторная
Лет 15 назад делал такую сварку, т.е. именно для сварки (соединения) аккумуляторов таких. За основу брал схемку из Радио (именно та, где держак выполнен в виде пистолета). Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
ВВ.
#5 kreitzz
kreitzz Отправлено 16 December 2010 — 02:23
16 December 2010 — 02:23
Members 2339 сообщений
Контактная сварка — DIY конденсаторная
А контроллер, по моему, прилада необходимая, если он способен запоминать режимы сварки. У меня свариваться изделия начинали не сразу, приходилось руку набивать, хоть и не долго. Потом, ведь контроллер может взять на себя функцию формирования кривой импульса. Это оченно пользительный момент создать правильную кривую. Это из описаний процессов контактной точечной сварки.
ВВ.
#8 georgnsk
georgnsk Отправлено 16 December 2010 — 09:52
16 December 2010 — 09:52
Members 2126 сообщений Город: Новосибирск Имя: Юра
Контактная сварка — DIY конденсаторная
При применении тиристора в качестве ключа, у вас есть только два параметра, первый — напряжение на на кондере, второй — сила прижима электрода(т. 2*T, но как искать я так и не понял.
2*T, но как искать я так и не понял.
Или BTA40 взять? Или Т171-250-9?
Я насколько понимаю, на пригодность схемы влияет не только мощность тиристора, но в первую очередь быстродействие. Если можете посоветуйте несколько аналогов подходящих тиристров.
Раскрыть ветвь 3
Ищите параметр «ударный ток» или «I tsm», пользуйтесь калькулятором, например для нашей схемы нужен тиристор, который способен выдержать 2000 А. 2 тиристора 70TPS12 выдержат 2200 ампер. Если же брать 40TPS12, то у них 500А и их нужно будет 4 шт. минимум, а лучше 5.
ESR каждого конденсатора принимается за 0,1 (по таблице на просторах интернета, лучше конечно измерить, но прибора нет под рукой) в итоге 6 параллельных конденсаторов будут иметь ESR 0,01667 Ом, это значение нужно подставить в формулу закона Ома 32/0,016=2000А
Раскрыть ветвь 2
У меня в магазине из мощных тиристров только Т171-250-9 и 40TPS12. У Т171-250-9 ударный ток 6000, но di/dt в два раза меньше чем у 40TPS12, т.е. 80 против 150.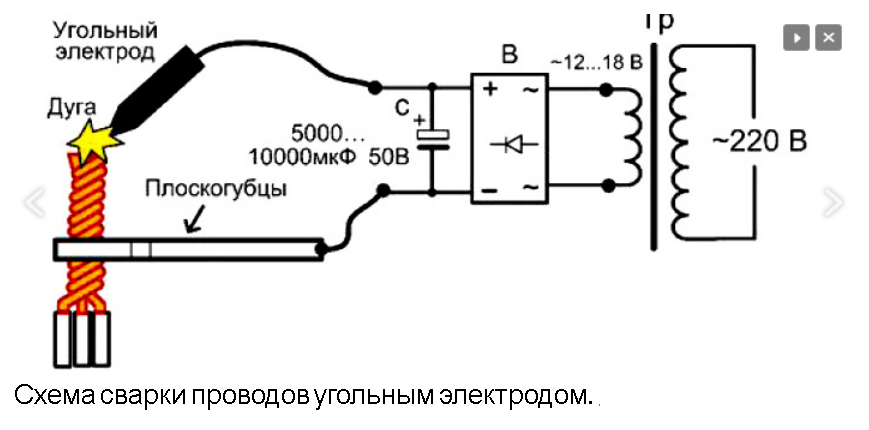 Что лучше будет сборка из 40TPS12 или один Т171-250-9?
Что лучше будет сборка из 40TPS12 или один Т171-250-9?
Раскрыть ветвь 1
я бы взял Т171-250-9, di/dt — 80 а/мкс, а постоянная времени для 60000х32 — почти 1мс. то есть 1000 мкс. и если разделить 2000А на 80 а/мкс, то получим 25 мкс. а это значительно меньше 1000 мкс
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
устройство для сварки; электрод; трансформатор; проволока; конденсатор.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
В конденсаторах накапливается энергия в необходимом количестве. Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
возможность производить сварку на высокой скорости; точность соединения элементов; высокий уровень экологичности; надежность соединения; долговечность сварочных устройств.
Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
напряжение зарядки – 1000 В;
время сварки – 0,001 с. ;
ток сварки – 6000 А;
емкость конденсаторных устройств – 1000 мкФ.
;
ток сварки – 6000 А;
емкость конденсаторных устройств – 1000 мкФ.
Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
температура плавления; плотность; сродство к газам атмосферы; механические показатели при низких и высоких температурах.
Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
тяжелые цветные;
активные и тугоплавкие;
легкие.
Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов
Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз.
Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.
Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз.
Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.
Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки.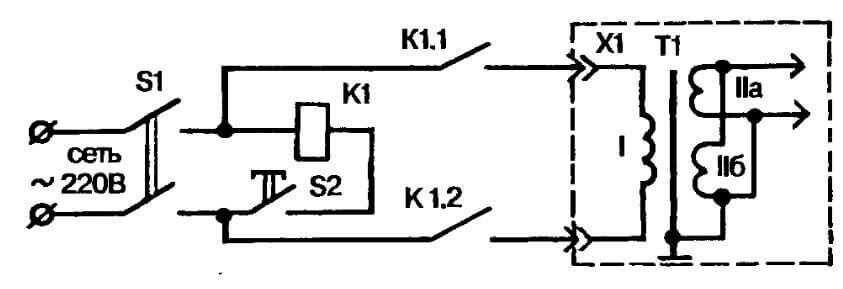 Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Как своими руками сделать устройство для сварки точечным способом?
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Схема и описание конденсаторной сварки
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить сварочный аппарат конденсаторной сварки для соединения деталей невозможно.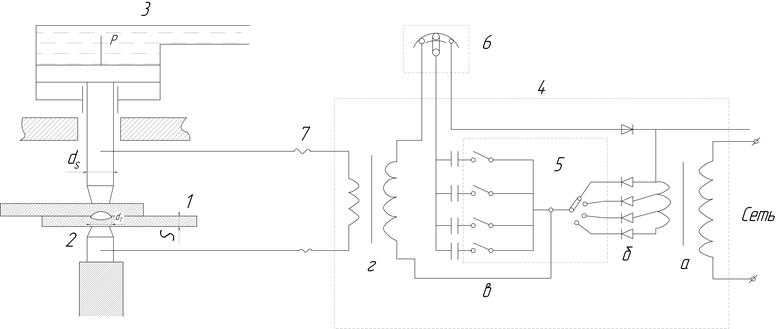 Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.
Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ тонкие листы металла не прожигаются и не подвергаются деформации.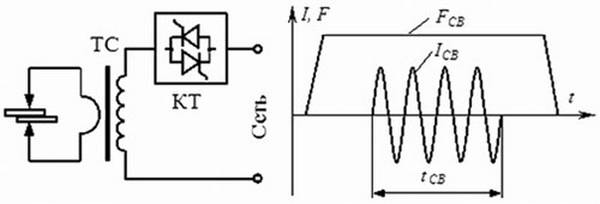 Необходимость в осуществлении дополнительной рихтовки отпадает.
Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.
- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины.
 Она успешно используется в сфере электроники и приборостроения.
Она успешно используется в сфере электроники и приборостроения. - Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 – 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства.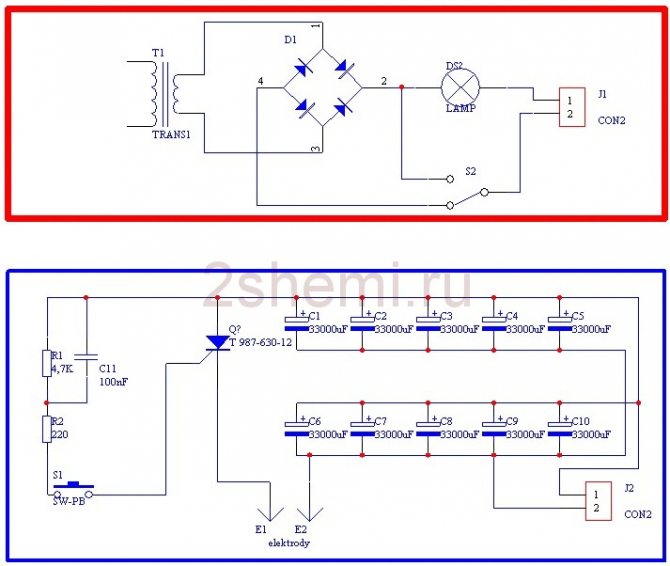 При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Число конденсаторов | Емкость, мкФ |
2 | 470 |
2 | 100 |
2 | 47 |
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.
Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов.
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.

Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
Аппарат для точечной сварки своими руками | Хакадей
17 октября 2022 г., Наварра Барц
Самодельные точечные сварочные аппараты часто используют мощные компоненты, которые могут быть немного пугающими, учитывая возможность опасных неисправностей. [Войцех «Адальберт» Дж.] разработал свой аппарат для точечной сварки с емкостным разрядом, чтобы он был безопасным, простым в сборке и отказался от микроконтроллера.
[Войцех «Адальберт» Дж.] разработал свой аппарат для точечной сварки с емкостным разрядом, чтобы он был безопасным, простым в сборке и отказался от микроконтроллера.
Многие проекты отлично работают с одним литий-ионным аккумулятором, но когда вам нужно больше энергии, вам нужно начать соединять больше элементов в аккумулятор. Аппарат для точечной сварки [Войцеха] спроектирован так, чтобы быть достаточно мощным, чтобы приваривать никелевые выступы к ячейке без каких-либо излишеств. В конденсаторной батарее используются девятнадцать конденсаторов Nichicon UBY 7500 мкФ/35 В, все они соединены параллельно с использованием пропитанного припоем фитиля. Они сидят на перфорированной плате с металлизированными отверстиями для пропускания сильного тока.
[Wojciech] подробно описал каждый шаг сборки сварочного аппарата, включая изменения стандартной платы реле и добавление потенциометра на плату повышающего преобразователя. Уровень детализации делает это хорошей отправной точкой, если вы надеетесь окунуться в мир точечной сварки своими руками.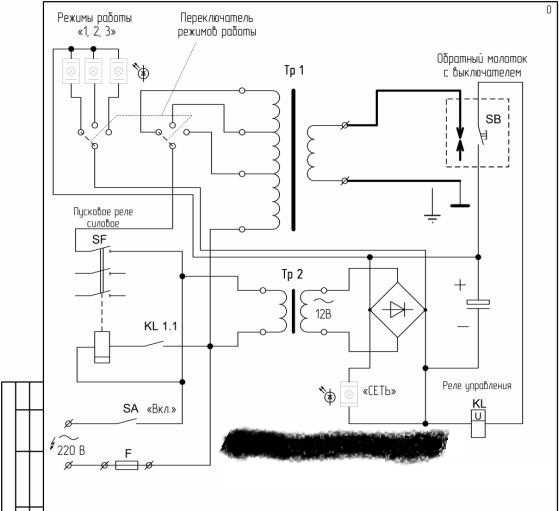 Безопасный — всегда относительный термин при работе с мощными устройствами, поэтому будьте осторожны, если вы попытаетесь собрать эту сборку!
Безопасный — всегда относительный термин при работе с мощными устройствами, поэтому будьте осторожны, если вы попытаетесь собрать эту сборку!
Самодельные точечные сварщики украшали эти цифровые страницы много раз, включая этот, созданный с учетом безопасности, и другой, который явно не был.
Posted in Аккумуляторные хаки, конкурсы, практические советы, Ремонтные лайфхакипомеченный вкладка батареи, батарея конденсаторов, конденсаторы, точечная сварка своими руками, точечная сварка, сварщик13 мая 2020 г. Кристина Панос
[NixieGuy] планировал построить роботов с тросовыми соединениями, когда разразилась пандемия. Теперь, когда поставщиков компонентов не хватает, ему пришлось проявить творческий подход, когда дело доходит до непрерывных кабелей. Эти тросы должны быть как можно более бесшовными, чтобы не зацепиться за шкивы, поэтому [Никси] придумал способ сварить то, что у него уже есть под рукой, — стальные тросы толщиной 0,45 мм.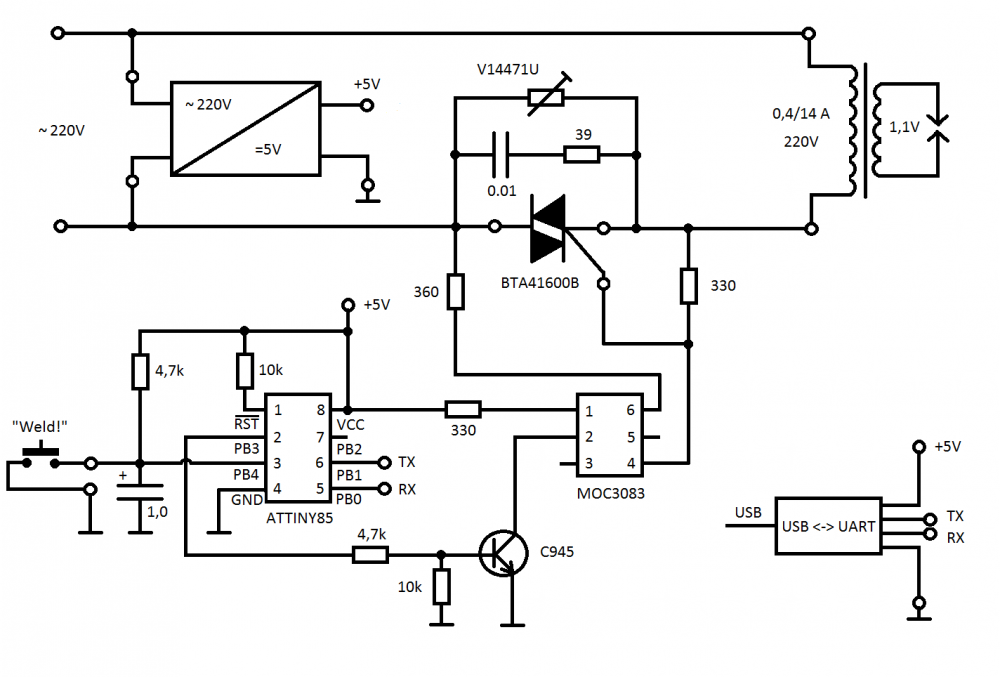
Напечатанное на 3D-принтере приспособление предназначено для использования под цифровым микроскопом и даже крепится к стойке с помощью винтов. Другой набор винтов удерживает два провода на месте, пока они привариваются встык между двумя кусками меди.
[Никси] добавляет каплю паяльной пасты для надежности, а затем соединяет провода, присоединяя к медным электродам настольный источник питания, настроенный на 20 В при 3,5 А. Нам нравится, что [Никси] потратил время на оптимизацию конструкции приспособления, потому что оно выглядит великолепно.
Это просто показывает вам, что великие дела могут происходить при ограниченных ресурсах и небольшом количестве воображения. [Никси] не только решил свою собственную проблему с цепочкой поставок, но и в то же время усовершенствовал навык. Если у вас нет настольного источника питания, вы можете обойтись аппаратом для точечной сварки с питанием от батареи, в зависимости от вашего применения.
Опубликовано в Разные хаки, Взлом роботовпомеченный настольный источник питания, стыковая сварка, робот с кабелем, точечный сварщик своими руками, паяльная паста, точечный сварщик, стальная проволока 15 марта 2018 г. Шон Бойс
Шон Бойс
В прошлый раз мы рассказали о хранении и зарядке суперконденсатора на 3000 Фарад для создания переносного аппарата для точечной сварки на солнечной энергии. С тех пор я внес некоторые улучшения в схему зарядки и запустил ее. Напомним, что в зарядном устройстве используется понижающий преобразователь постоянного тока для преобразования диапазона напряжений постоянного тока в 2,6 В. Однако он может подавать максимум 5 А, а суперконденсатор будет потреблять больше, если это разрешено.
Ток заряда конденсатора уменьшается со временем по мере зарядки конденсатора. Источник: Гиперфизика После нескольких неудачных попыток я решил эту проблему, пропустив выходной сигнал понижающего преобразователя через утилизированный силовой МОП-транзистор. Запасной модуль NodeMCU обеспечивал выход с широтно-импульсной модуляцией, который включал полевой МОП-транзистор на контролируемые периоды времени для ограничения зарядного тока. Это было хорошо, но зарядное устройство постоянного напряжения — не лучший способ зарядить конденсатор. Поскольку пластины конденсатора создают напряжение во время зарядки, выходной ток зарядного устройства постоянного напряжения изначально высок, но в конце падает до очень низкого уровня.
Поскольку пластины конденсатора создают напряжение во время зарядки, выходной ток зарядного устройства постоянного напряжения изначально высок, но в конце падает до очень низкого уровня.
Продолжить чтение «Создание портативного аппарата для точечной сварки на солнечной энергии: почти практично!» →
Опубликовано в Рекомендуемые, с практическими рекомендациями, Взломы инструментовпомеченный самодельный точечный сварщик, солнечная энергия, суперконденсатор28 февраля 2018 г. Шон Бойс
Перед лунным Новым годом я заказал в Китае два суперконденсатора 3000 F, 2,7 В примерно по 4 доллара каждый. Точно не помню почему, но они приехали (неожиданно) как раз перед праздником.
Суперконденсаторы (часто называемые ультраконденсаторами) занимают нишу где-то между перезаряжаемыми литиевыми элементами и обычными конденсаторами. Обычные конденсаторы имеют низкую плотность энергии, но высокую плотность мощности: они могут очень быстро накапливать и отдавать энергию. Литиевые элементы хранят много энергии, но заряжаются и разряжаются со сравнительно низкой скоростью. По весу суперконденсаторы хранят примерно в десять раз меньше энергии, чем литиевые элементы, и могут обеспечивать примерно в десять раз меньшую мощность, чем конденсаторы.
Литиевые элементы хранят много энергии, но заряжаются и разряжаются со сравнительно низкой скоростью. По весу суперконденсаторы хранят примерно в десять раз меньше энергии, чем литиевые элементы, и могут обеспечивать примерно в десять раз меньшую мощность, чем конденсаторы.
В общем, странная технология. Несмотря на восторженное освещение в новостях, они являются плохой заменой батареям или конденсаторам, но их длительный срок службы и умеренная плотность энергии и мощности делают их подходящими для некоторых самостоятельных приложений. В частности, они используются для сбора энергии, рекуперативного торможения, для продления срока службы или замены автомобильных свинцово-кислотных аккумуляторов, а также для сохранения данных в некоторых типах памяти. Вы вряд ли запитаете свой ноутбук суперконденсаторами.
Так или иначе, у меня был недельный отпуск и два больших конденсатора сомнительного происхождения. Иногда мы живем в лучшем из всех возможных миров. Читать далее «Создание портативного аппарата для точечной сварки на солнечной энергии: зарядка суперконденсаторов» →
Опубликовано в Рекомендуемые, Разные хаки, Оригинальное искусствопомеченный понижающий преобразователь, точечная сварка своими руками, ESP8266, суперконденсатор 5 июля 2015 г. , Джеймс Хобсон
, Джеймс Хобсон
Ей-богу, посмотрите на качество сборки этого самодельного аппарата точечной сварки .
Почти все здесь знают, что вполне возможно построить одну из этих вещей, используя перемотанный микроволновый трансформатор, но они обычно сделаны из дерева, как тот, который мы заменяем в пятницу, и мы часто задаемся вопросом, насколько реально они используются получить ничего, кроме «Эй, смотри, я построил аппарат для точечной сварки!». Я сам сделал такой, но потом купил профессиональный, потому что он работает лучше. Только не [Мэттью Боргатти], он выглядит лучше и имеет больше возможностей, чем даже тот, что я купил!
Почему? Потому что он серьезно задумался над своим дизайном. Он даже смоделировал все это в 3D в SolidWorks.
Помимо превосходного корпуса, вырезанного лазером (в комплекте с храповым механизмом зажима заготовки), [Matt’s] также добавил Arduino для создания схемы синхронизации. В большинстве случаев вы просто сжимаете зажим, нажимаете кнопку и наблюдаете, как нагревается металл — «Я думаю, это хорошо…»
Но с реальной схемой синхронизации вы можете рассчитать, сколько времени вам нужно в зависимости от тока и размера электрода, чтобы произвести сварка хорошего качества.
Продолжить чтение «Самый лучший самодельный аппарат для точечной сварки, который мы когда-либо видели» →
Опубликовано в Лазерные хаки, Инструментальные хакипомеченный diy точечная сварка, трансформатор для микроволновой печи, микроволновый трансформатор, сварочный аппарат для точечной сварки, сварочный аппарат для точечной сварки4 июля 2015 г. Рич Бремер
Время от времени наступает момент, когда вам нужен инструмент для одной конкретной работы. В этих случаях нет особого смысла покупать дорогой инструмент, чтобы использовать его только один или два раза. Для большинства из нас к этой категории относятся точечные сварщики. [mrjohngoh] нужно было соединить два куска листового металла. Вместо того, чтобы купить коммерческое устройство, он решил сделать свой собственный аппарат для точечной сварки.
Сварщик точечной сварки пропускает электрический ток через два тонких куска металла. Сопротивление металлических заготовок и проходящий через них ток создают достаточно тепла, чтобы расплавить их и соединить в одном месте. Чтобы получить большой ток, необходимый для этого проекта, [mrjohngoh] начал со старого микроволнового трансформатора. Он удалил стандартную вторичную катушку и повторно обернул ее проводом толщиной 1 см, чтобы получить максимальный ток от трансформатора. Концы проволоки катушки присоединяют к электродам, которые сделаны из сильноточной электрической вилки. Электроды установлены на концах пары шарнирных рычагов. Сварка производится, когда два куска металла помещаются между электродами и подается питание.
Чтобы получить большой ток, необходимый для этого проекта, [mrjohngoh] начал со старого микроволнового трансформатора. Он удалил стандартную вторичную катушку и повторно обернул ее проводом толщиной 1 см, чтобы получить максимальный ток от трансформатора. Концы проволоки катушки присоединяют к электродам, которые сделаны из сильноточной электрической вилки. Электроды установлены на концах пары шарнирных рычагов. Сварка производится, когда два куска металла помещаются между электродами и подается питание.
Точечная сварка предназначена не только для соединения двух кусков листового металла. Он также используется для таких вещей, как приваривание контактов к клеммам аккумулятора. Универсальность и простота сборки этих сварочных аппаратов делают их одним из самых популярных инструментов, которые мы когда-либо видели.
Posted in Инструменты HacksTagged diy точечная сварка, точечная сварка, сварщик21 сентября 2014 г., Джеймс Хобсон
Аппараты для точечной сварки являются одним из немногих видов металлообрабатывающего оборудования, которое на самом деле гораздо дешевле изготовить самостоятельно, чем покупать в коммерческих целях. Фактически, между спасением трансформатора от старой микроволновки и покупкой некоторых других компонентов в большинстве случаев это выполнимо менее чем за 100 долларов США.
Фактически, между спасением трансформатора от старой микроволновки и покупкой некоторых других компонентов в большинстве случаев это выполнимо менее чем за 100 долларов США.
Мы делились этим лайфхаком уже несколько раз, но [Альберт ван Дален] действительно справился с задачей, создав очень подробное и обширное руководство не только по его созданию, но и по тому, как правильно использовать его для различных целей.
[Альберт] спроектировал его таким образом, чтобы его можно было сконфигурировать как в противоположном, так и в последовательном положении электродов, что означает, что помимо возможности точечной сварки листового металла вместе, вы также можете точечной сваркой лепестков батареи на элементах!
Читать далее «Профессиональный аппарат для точечной сварки, сделанный из микроволнового трансформатора» →
Posted in Arduino HacksTagged точечная сварка своими руками, трансформатор для микроволновой печи, сварочный аппарат для точечной сваркиАппарат для точечной сварки с емкостным разрядом | Hackaday.
 io
ioОсновным назначением этого устройства является сварка сплошной проволоки из никеля или меди (номинальный диаметр 1 мм) с металлическими образцами для неразрушающего контроля методом потенциальной капли. Точечная сварка также очень полезна для изготовления собственных аккумуляторных блоков и механических прототипов ( корпуса, коробки, мелкие механические детали – смотрите видео Dan Gelbarts к теме https://www.youtube.com/watch?v=82Iil0fFN9Г) в мастерской.
Извините, устройство стало очень уродливым внутри во время разработки 😀
Детали
Ядром этого устройства является конденсаторная батарея 20 x 4,6 мФ = 94 мФ с максимальным номинальным напряжением 40 В, что соответствует энергии 75,2 Дж. Конденсаторная батарея заряжается от источника тока 2 А, реализованного на U4 (LM317) – убедитесь, что он сможет рассеивать среднюю мощность радиатора 5 Вт. Зарядка включается сигналом CHARGE от MCU, включающим PMOS-транзистор Q3. Напряжение измеряется делителем напряжения VCAP и при достижении напряжения, необходимого для заданной энергии разряда, зарядка прекращается.
Напряжение измеряется делителем напряжения VCAP и при достижении напряжения, необходимого для заданной энергии разряда, зарядка прекращается.
— КОНТРОЛЬ РАСПОЛОЖЕНИЯ ЭЛЕКТРОДОВ —
Напряжение батареи конденсаторов всегда поддерживается на фиксированном уровне около 2 В. Когда напряжение ниже, транзистор Q3 открывается и конденсатор заряжается до требуемого напряжения. Напряжение на электроде Е2 измеряется с помощью делителя напряжения, образованного резисторами R24 и R25. Когда электроды не подключены, измеряемое напряжение равно 0 В, но когда оба электрода присоединены к свариваемому образцу, напряжение возрастает до 2 В (напряжение конденсатора) и, таким образом, определяется положение электрода.
— ПРОЦЕСС СВАРКИ —
Существует задержка в 1 с между обнаружением положения электрода и началом процесса сварки, чтобы у оператора было время отрегулировать положение электрода и давление. Если электроды все еще подключены после этой задержки, батарея конденсаторов заряжается до желаемой энергии (= напряжения), и когда она достигается, оба тиристора D8 и D9 срабатывают, и энергия конденсатора разряжается.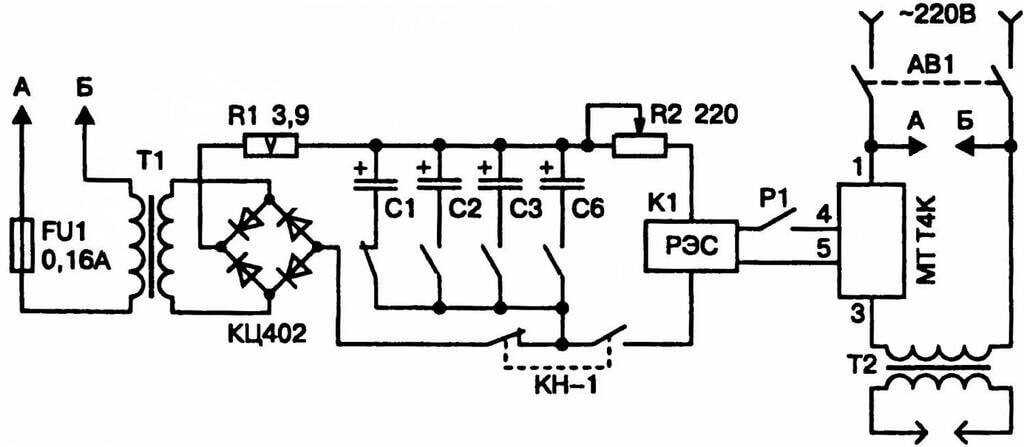
После фиксированной задержки (100 мс) определяется напряжение конденсатора, и если оно превышает 3 В, разряд помечается как неисправный.
— POWER STAGE —
Изначально я хотел использовать несколько мощных N-MOSFETS (NTD5804N, 7,5 мОм; 70A номинально; 125A@10us) параллельно для переключения сварочного тока, но я сжег 10 параллельно и позже 20 параллельно. Это была очень глупая идея, и я должен был сначала смоделировать ее 🙂
Идея заключалась в том, что положительный температурный коэффициент Rdson будет уравновешивать токи, но, скорее всего, паразитная индуктивность схемы мешала разделить ток равномерно, и ближайший к электродам транзистор всегда выходил из строя. и стал коротким. Тиристоры кажутся гораздо более подходящими для коммутации экстремальных токов, а также они намного дешевле. Одного было бы достаточно, но я хотел быть в безопасности, поэтому два были параллельны.
— ПОЛЬЗОВАТЕЛЬСКИЙ ИНТЕРФЕЙС —
Пользовательский интерфейс очень прост.
Напряжение питания отображается на дисплее вместе с установленной энергией разряда, энергией, запасенной в данный момент в конденсаторах, и максимально возможной энергией разряда при заданном напряжении питания.
Энергия разряда задается с шагом 5 Дж с помощью зеленой (увеличение) и желтой (уменьшение) кнопок.
Все взаимодействия, результаты, сбои и т. д. также оповещаются звуковыми сигналами.
Сварка начинается с присоединения электродов.
— ПАРАМЕТРЫ И ХАРАКТЕРИСТИКИ —
Энергия разряда: макс. 75 Дж (Вт·с)
Напряжение питания: 8–40 В пост. тока
Ток питания: 3 А )
Датчик напряжения питания
Датчик напряжения конденсатора
Индикатор зуммера
Дисплей 128 x 32 пикселей
Кнопки управления
— ТЕСТИРОВАНИЕ —
(извините за низкое качество)
HW-RevAA.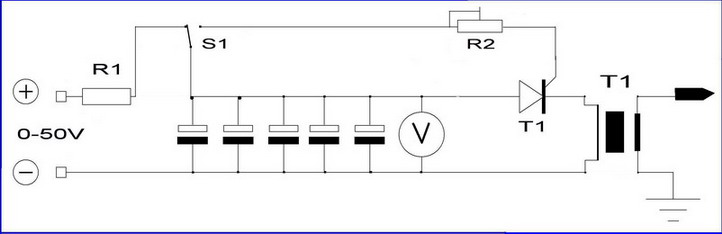 7z Проект KiCad – только схема + некоторые симуляции в LTSpice 7z Проект KiCad – только схема + некоторые симуляции в LTSpice7-Zip- 712,87 КБ – 28.09.2020 в 19:01 | Скачать | |
FW-RevAA.7zПроект AC6 System Workbench для прошивки микроконтроллера STM32F030 7-Zip-
212,89 КБ –
21. |
