Конечный продукт металлургии это: Ответы: Назовите конечный продукт металлургии…
alexxlab | 20.09.1992 | 0 | Разное
Конечный продукт отрасли – Энциклопедия по экономике
Предлагаемую классификацию не следует рассматривать как перечень направлений, в узких рамках которых должны обязательно осуществляться специализация и концентрация производства. Ее назначение — определить цель и место каждой подсистемы в процессе производства конечного продукта отрасли — нефти. При этом не исключается возможность и целесообразность при формировании отдельных структурных подразделений на каждой иерархической ступени отрасли выбора наиболее рационального с экономической и организационной позиций соединения в одном структурном подразделении нескольких разнородных функций (подсистем), поскольку они обеспечивают эффективное выполнение поставленной перед этим подразделением цели. [c.50]В моделях межотраслевого баланса показатель К.п.н.х. исчисляется как сумма конечных продуктов отраслей. [c.150]
Во втором разделе баланса (в таблице справа от первого) отражена структура конечного продукта, в третьем (он расположен под первым) — формирование его стоимости как суммы чистой продукции и амортизации.
Конечный продукт отрасли 150 [c.470]
Конечный продукт отрасли г в году t [c.277]
В нефтяной и газовой промышленности внутри производственного объединения деятельность его предприятий различна по своему характеру и виду, хотя все они входят в состав единого комплекса и органа, а в целом направлены на добычу определенных конечных продуктов отрасли – нефти и газа. Часть этих структурных подразделений занята промышленной деятельностью, другая – подрядной в области строительства скважин, третья – подрядной в части строительно-монтажных работ, четвертая связана с геолого-поисковыми и геолого-разведочными работами. Кроме того, имеются проектные организации, подсобные сельскохозяйственные и другие предприятия. Каждой из этих групп свойствен особый характер производства и функций, их” отличает своя система плановых показателей и системы учета, они выделены в отдельные учетные единицы и относятся к тем отраслям народного хозяйства или подотраслям, которые соответствуют общественному разделению труда и характеру деятельности в каждом случае.
Принципы формирования состава предприятий не остаются неизменными. Под воздействием технического прогресса в химической технологии, Машиностроении, энергетике, транспорте и других отраслях народного хозяйства изменяются условия обеспечения предприятия сырьем, строительства крупных и крупнейших единичных установок по производству важнейших полупродуктов и конечных продуктов отрасли. Все это позволяет по-новому определять целесообразность специализации и комбинирования производств в химической промышленности, уровень концентрации производства важнейших продуктов на отдельных предприятиях отрасли. [c.80]
Валовая продукция, исчисленная по отраслевому методу, равна валовой продукции предприятий, исчисленной по заводскому методу, за вычетом всего объема внутриотраслевого производственного потребления продукции данного года. В этом смысле эта продукция будет конечным продуктом отрасли за данный год.
[c.223]
В этом смысле эта продукция будет конечным продуктом отрасли за данный год.
[c.223]
Структура сводных балансов оборудования в стоимостном выражении строится по стоимости конечного продукта отраслей машиностроения по годам пятилетки. [c.92]
В моделях межотраслевого баланса показатель конечного продукта исчисляется как сумма показателей конечных продуктов отраслей. [c.512]
Для увязки производства машин и оборудования и потребностей в них разрабатываются балансы машин и оборудования. По отдельным видам машин и оборудования балансы разрабатываются в натуральном выражении, а сводные балансы оборудования – в стоимостном выражении по стоимости конечного продукта отраслей машиностроения. [c.501]
V — вектор конечного продукта отраслей народного хозяйства. [c.173]
Нефтедобывающая промышленность — сложная отрасль материального производства, включающая поиски и разведку нефти и газа, бурение скважин и промысловое обустройство, добычу нефти и попутного газа. Это. обусловливает необходимость раздельного изучения и анализа данных подразделений. Вместе с тем это единая отрасль и эффективность капитальных вложений в ее развитие может быть отражена определенной системой показателей для конечного продукта — нефти и газа.
[c.189]
Это. обусловливает необходимость раздельного изучения и анализа данных подразделений. Вместе с тем это единая отрасль и эффективность капитальных вложений в ее развитие может быть отражена определенной системой показателей для конечного продукта — нефти и газа.
[c.189]
Первое из указанных требований означает, что предназначенная к использованию в практике планирования модель (далее для краткости эти модели называются плановыми) должна быть ориентирована на решение конкретной планово-экономической задачи, предусмотренной существующей или проектируемой методологией планирования. Это диктует необходимость трансформации многих известных экономико-математических моделей. Так, например, классическая модель межотраслевого баланса позволяет рассчитывать сбалансированные объемы выпусков продукции при заданной матрице коэффициентов прямых затрат и известном конечном продукте. Однако на практике такая задача может возникнуть лишь на завершающем этапе работы над планом, когда уже -рассмотрены вопросы технической политики в отраслях и приняты соответствующие решения (а значит, известна матрица плановых коэффициентов прямых затрат), изучены и обоснованы объем и структура капитальных вложений, товарооборота, экспорта и импорта (а значит, известен конечный продукт).
Система расчетов строится по следующей упрощенной схеме. На первом этапе по модели натурально-стоимостного межотраслевого баланса прогнозируются объемы производства важнейших видов продукции на длительную перспективу в интервале от минимального до максимально возможного их уровня. Исходя из полученных объемов производства рассчитываются оптимальные планы развития и размещения отдельных отраслей, выполняемые по двум значениям коэффициента эффективности капиталовложений, который включается в целевую функцию каждой отраслевой модели.
 [c.194]
[c.194]Математическая модель инвестиционного процесса в нефтяной промышленности строится на основе производственно-экономической модели развития отрасли. Производственно-экономическая модель отражает важнейшие взаимосвязи между подотраслями в процессе создания конечной продукции отрасли — нефти, попутного газа и некоторых других продуктов, особенности обеспечения расширенного воспроизводства в условиях нефтяной промышленности, важнейшие элементы совокупного производственного процесса, воздействие на которые позволяет повысить эффективность производства, улучшить общие показатели экономической эффективности отрасли. Принципиальная схема взаимосвязей в процессе добычи нефти представлена в комплексной модели (рис. 21). [c.116]
Теперь перейдем к рассмотрению второго раздела, посвященного конечному продукту народного хозяйства. Справа от столбца производственного потребления продукции отраслей расположен столбец конечного потребления продукции отраслей, под которым понимаются личное и общественное потребление, не идущие на текущее производственное потребление.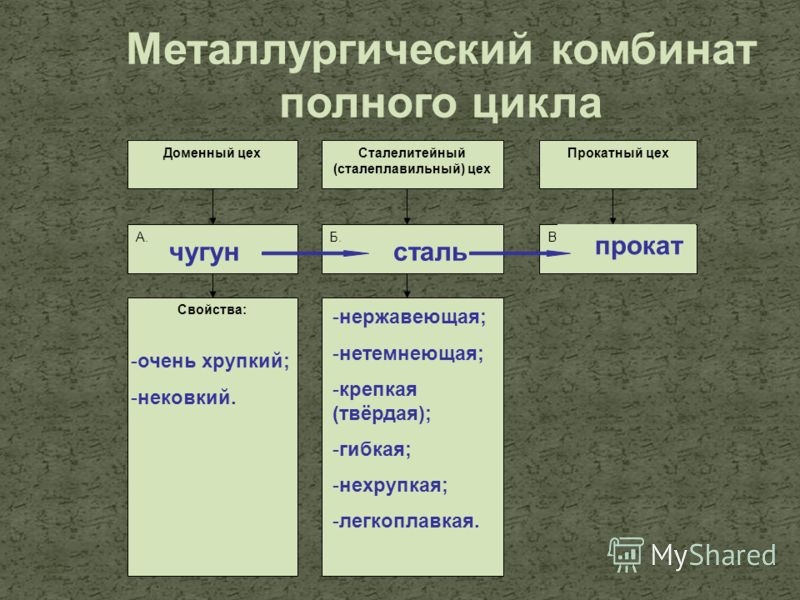 Сюда включаются накопление и возмещение выбытия основных фондов, прирост запасов, личное потребление населения, расходы на содержание государственного аппарата и оборону, затраты по обслуживанию населения (просвещение, здравоохранение и т. д.). Кроме того, в конечный продукт входит сальдо экспорта и импорта продукции. В нашей таблице конечное потребление продукции i-й отрасли обозначено через г/,-. Обычно в межотраслевых балансах эти величины рассматриваются более подробно, но мы этого делать не будем. Кроме конечного потребления ко второму разделу баланса относят столбец суммарных (валовых) выпусков отраслей. Суммарный выпуск определяется для i-й отрасли как
[c.131]
Сюда включаются накопление и возмещение выбытия основных фондов, прирост запасов, личное потребление населения, расходы на содержание государственного аппарата и оборону, затраты по обслуживанию населения (просвещение, здравоохранение и т. д.). Кроме того, в конечный продукт входит сальдо экспорта и импорта продукции. В нашей таблице конечное потребление продукции i-й отрасли обозначено через г/,-. Обычно в межотраслевых балансах эти величины рассматриваются более подробно, но мы этого делать не будем. Кроме конечного потребления ко второму разделу баланса относят столбец суммарных (валовых) выпусков отраслей. Суммарный выпуск определяется для i-й отрасли как
[c.131]
Суммарный конечный продукт народного хозяйства равен суммарной условно-чистой продукции. Таким образом, в третьем разделе также фигурирует конечный продукт, но если во втором разделе он разбивается на величины yt, характеризующие структуру потребления конечного продукта, то в третьем разделе показывается, в каких отраслях экономики была произведена стоимость конечного про дукта.
Если коэффициенты прямых затрат подсчитаны, то соотношение (2.3) можно использовать для анализа и планирования народного хозяйства. Действительно, если задать конечный продукт в отраслевой структуре, то валовые выпуски отраслей согласно (2.3) определяются из соотношения [c.136]
Матрица В носит название матрицы полных затрат, а ее коэффициенты btj — коэффициентов полных затрат. Происхождение этих названий очевидно. Коэффициент Ьц показывает, каков должен быть валовой выпуск i-й отрасли для того, чтобы обеспечить выпуск единицы конечного продукта /-и отрасли. Легко проверить, что [c.137]
Итак, знание матрицы полных затрат В дает возможность на основе соотношения (2.8) по конечному продукту определять валовые выпуски отраслей, а затем по валовым выпускам отраслей и матрице прямых затрат строить плановый межотраслевой баланс по формуле (2.2). Такая математическая модель дает возможность проводить вариантные расчеты плановых межотраслевых балансов. Естественным образом возникает идея о том, чтобы выбрать наилучший межотраслевой баланс, который послужит основой для составления плана, т. е. решать оптимизационную задачу.
[c.138]
е. решать оптимизационную задачу.
[c.138]
В первую очередь требуется указать критерий оптимизации. Будем для начала считать, что мы можем единице продукции каждой отрасли сопоставить число, которое отражает важность этого вида конечного продукта. Для i-й отрасли такое число обозначим через t (i — 1,. .., п). Конечно, С > 0. Тогда вектор конечного продукта можно оценить показателем [c.138]
Итак, нам надо найти такие неотрицательные варианты конечного продукта у и валовых выпусков отраслей х, чтобы на них достигался максимум критерия [c.141]
Отметим, что в описанном здесь подходе есть несколько принципиальных трудностей. Самая главная из них — проблема выбора коэффициентов i, с помощью которых производится оценка различных составляющих вектора конечного продукта Это очень сложная проблема, поскольку, как уже говорилось в предыдущем параграфе, конечный продукт состоит из вложений в строительство новых фондов, личного потребления населения, расходов на содержание государственного аппарата и оборону, затрат по обслуживанию населения, сальдо экспорта и импорта и т. д. Если даже мы будем пренебрегать внешней торговлей, считать расходы на оборону и управление фиксированными, то все равно останутся затраты на вложения в основные фонды, на потребление и обслуживание населения. В рассмотренной нами модели вложения в основные фонды, вообще говоря, являются бессмысленными, поскольку никак не отражаются на мощностях отраслей. Поэтому оценку капитальных вложений приходится вводить волевым , экспертным образом. Хотелось бы оценить роль вложений в основные фонды с помощью моделей. Для этого необходимо построить модель, в которой учитывались бы последствия нового строительства, т. е. модель динамики основных фондов.
[c.142]
д. Если даже мы будем пренебрегать внешней торговлей, считать расходы на оборону и управление фиксированными, то все равно останутся затраты на вложения в основные фонды, на потребление и обслуживание населения. В рассмотренной нами модели вложения в основные фонды, вообще говоря, являются бессмысленными, поскольку никак не отражаются на мощностях отраслей. Поэтому оценку капитальных вложений приходится вводить волевым , экспертным образом. Хотелось бы оценить роль вложений в основные фонды с помощью моделей. Для этого необходимо построить модель, в которой учитывались бы последствия нового строительства, т. е. модель динамики основных фондов.
[c.142]
В динамической модели структуру конечного продукта каждой отрасли принято рассматривать более подробно, чем в статической модели, поскольку различные компоненты конечного потребления оказывают разное воздействие на развитие народного хозяйства. В предлагаемой здесь простой модели будем считать, что выполняется соотношение
[c. 143]
143]
Эта система уравнений позволяет определить выпуск промежуточной продукции каждой отрасли и затраты на изготовление, необходимые для обеспечения производства конечного продукта заданного объема. [c.144]
Экспериментатор осуществляет активный диалог с ЭВМ. Используется информация о корректировочных показателях расчетного спроса на вид продукции и его конечного производства отраслью. Если показатель превышает единицу, значит, спрос на продукт выше предложения, если меньше единицы, то наоборот. Корректировочные показатели и темпы роста валовой продукции по отраслям анализируются экспериментатором с позиции их допусти- [c.150]
После оценки коэффициентов прямых затрат соотношения (2.3) можно использовать для анализа структуры народного хозяйства. Если задать конечный продукт экономики страны в отраслевой структуре, то валовые выпуски отраслей согласно (2.3) определятся из соотношения [c.264]
Матрица С согласно (2.8) удовлетворяет соотношению С = А + 4 Аг + А3 +. . . Смысл матрицы С легко понять из следующих соображений. Вектор Ау показывает, какие прямые затраты необходимы для выпуска конечного продукта у. Поэтому вектор А2у = А(Ау) описывает прямые затраты, необходимые для обеспечения выпуска продукта Ау, вектор А3у = А(А2у] показывает, какие прямые затраты необходимо сделать для выпуска продукта Агу, и т. д. Таким образом, сумма Azy + А3у + А у +. . . показывает, какое количество продукции каждой отрасли необходимо выделить на производство конечного продукта у не напрямую, а косвенно, через производство продукции других отраслей. Поа-
[c.266]
. . Смысл матрицы С легко понять из следующих соображений. Вектор Ау показывает, какие прямые затраты необходимы для выпуска конечного продукта у. Поэтому вектор А2у = А(Ау) описывает прямые затраты, необходимые для обеспечения выпуска продукта Ау, вектор А3у = А(А2у] показывает, какие прямые затраты необходимо сделать для выпуска продукта Агу, и т. д. Таким образом, сумма Azy + А3у + А у +. . . показывает, какое количество продукции каждой отрасли необходимо выделить на производство конечного продукта у не напрямую, а косвенно, через производство продукции других отраслей. Поа-
[c.266]
Знание матрицы полных затрат (Е — 4) позволяет провести анализ взаимосвязей конечного н валового продуктов определить полные затраты народного хозяйства па выпуск конечного продукта того или иного вида оценить влияние на экономику изменений структуры составляющих конечного продукта (например, структуры потребления или внешней торговли) рассчитать, какое влияние окажет на народное хозяйство изменение коэффициентов прямых затрат определить структуру основных фондов производственных отраслей, необходимую для выпуска данного объема конечной продукции. [c.267]
[c.267]
КОЭФФИЦИЕНТЫ ПОЛНЫХ ЗАТРАТ (материальных) [total input oeffi ients] в межотраслевом балансе — суммарные затраты г-го продукта на производство единицы конечного продукта отрасли j по всей цепи сопряженных производств 4. Они складываются из прямых затрат каждой отрасли на данный продукт и косвенных затрат, [c.158]
См. также Агрегирование, Балансовая модель, Главная диагональ таблицы межотраслевого баланса, “Затраты — выпуск”, Значащий элемент матрицы МОБ, Квадрант межотраслевого баланса, Конечное потребление, Конечный продукт (народнохозяйственный), Конечный продукт отрасли, Косвенные затраты, Коэффициенты комплексных затрат, Коэффициенты полных материальных затрат, Коэффициенты прямых затрат, Коэффициенты распределения, Матричный мультипликатор, Межотраслевые потоки, Межпродуктовый баланс, Натурально-стоимостной баланс, Натуральный межотраслевой баланс, Нулевые элементы матрицы МОБ, Отчетный межотраслевой баланс, Плановые коэффициенты прямых затрат, Плановый межотраслевой баланс, Продуктивность матрицы, Промежуточный продукт, Размерность межотраслевого баланса, Районный межотраслевой баланс, Сопряженные отрасли, Стоимостная матрица, Стоимостной межотраслевой баланс, Столбец межотраслевого баланса, Строка межотраслевого баланса, Технологическая матрица, Треугольная матрица МОБ, Чистые и хозяйственные отрасли в межотраслевом балансе, Шахматная таблица, Элемент таблицы МОБ. [c.194]
[c.194]
ПРОДУКЦИЯ [output, produ tion] — совокупность продуктов и услуг производства (или иной экономической деятельности строительства, транспорта, связи и др.), оцениваемая в стоимостном или натуральном измерении выход экономической системы. В различных источниках круг объектов, относимых к П., существенно различается. Напр., в СССР продукцией считались только полезные продукты труда — готовые изделия, полуфабрикаты, услуги. В более широком смысле к ней относят также, напр., отходы, в том числе загрязняющие среду, побочные продукты, брак. Однако в этом смысле предпочтительнее термин “выпуск”. См. также Валовая продукция, Конечный продукт (народнохозяйственный), Конечный продукт отрасли, [c.285]
Конечный продукт отраслей, производящих нреим. продукты, являющиеся элементами конечного спроса (средства труда, предметы непроизводств, потребления), бол ь ш о той части произведённого нац. дохода, к-рая создана в соответствующих отраслях. [c.213]
В нижнем ярусе (в отрасли) при создании системы нормативов необходимо построить иеарархическую систему измерителей ресурсопотребления, т. е. систему основных и сопутствующих целей, достигаемых при формировании конечного продукта .
[c.22]
е. систему основных и сопутствующих целей, достигаемых при формировании конечного продукта .
[c.22]
Динамичным участком производства остается промышленность. Ее удельный вес в ВВП повышался до начала 90-х годов (в развитых странах соответственно в 1950 г. — 20% и 32% в 1990г. в развивающихся — 16 и 30%), а затем сокращался главным образом за счет падения доли добывающей промышленности в результате снижения материалоемкости производства (затратам сырья, энергии на единицу конечного продукта). Сокращается производство или падают темпы роста в старых, традиционных отраслях (кожевенной, текстильной, судостроении, черной металлургии). Многие отрасли промышленности меняют свою технологическую базу. Переход от массового выпуска стандартизированной продукции к производству мелких и средних партий узкоспециализированной продукции стал генеральной тенденцией. Расширяется сфера и возрастает интенсивность промышленного применения нововведений. Основной потенциал роста экономики все более сосредоточивается в технологически сложных, наукоемких отраслях обрабатывающей промышленности. Среди них производство ЭВМ, микроэлектроника, роботехника, биотехнология, производство новых конструкционных материалов и др.
[c.20]
Среди них производство ЭВМ, микроэлектроника, роботехника, биотехнология, производство новых конструкционных материалов и др.
[c.20]
Тест по географии Металлургия для 9 класса
09.09.2020 Главная › География › 9 класс
Тест по географии Металлургия для 9 класса с ответами. Тест включает 2 варианта. В каждом варианте 2 части. Часть А — 7 заданий, часть В — 1 задание.
1 вариант
Часть А
A1. Укажите форму организации производства, характерную для металлургии.
1) концентрация
2) специализация
3) кооперирование
4) монополизация
А2. Какое месторождение железной руды самое крупное в России?
1) Костомукша
2) Оленегорское
3) КМА
4) Качканар
А3. Единственный комбинат черной металлургии на Европейском Севере находится
1) в Мурманске
2) в Петрозаводске
3) в Череповце
4) в Вологде
А4. Как называется алюминиевая руда?
1) боксит
2) пирит
3) халькопирит
4) магнетит
A5. Укажите правильную последовательность плавки черного металла.
Укажите правильную последовательность плавки черного металла.
1) прокатный цех — доменный — сталеплавильный
2) сталеплавильный цех — прокатный — доменный
3) доменный цех — прокатный — сталеплавильный
4) доменный цех — сталеплавильный — прокатный
А6. Какой фактор учитывается при размещении алюминиевых заводов?
1) сырьевой
2) энергетический
3) трудовой
4) водный
А7. Какой комбинат находится на территории Уральской базы?
1) Старооскольский
2) Нижнетагильский
3) Новокузнецкий
4) Липецкий
Часть В
В1. Какая металлургическая база дает 40% металла страны?
2 вариант
Часть А
A1. Укажите форму организации производства, характерную для металлургии.
1) комбинирование
2) специализация
3) конверсия
4) кооперирование
А2. Какое месторождение находится на территории КМА?
1) Ковдор
2) Качканар
3) Михайловское
4) Оленегорское
А3.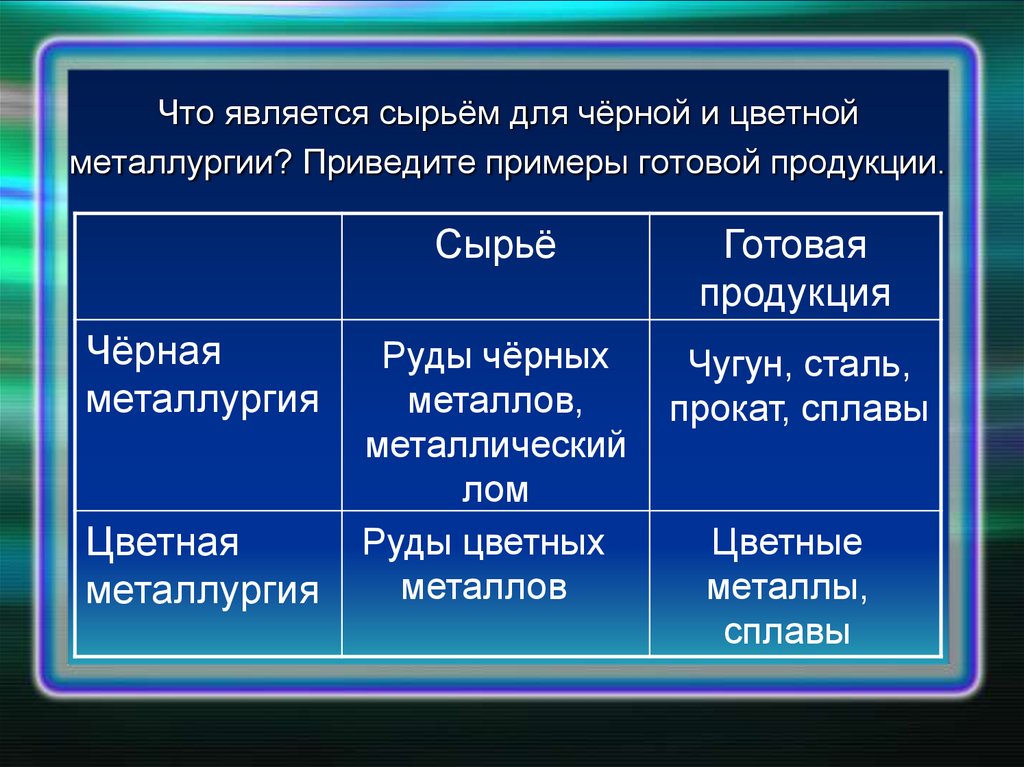 Единственный в России электрометаллургический комбинат с внедоменной плавкой стали находится
Единственный в России электрометаллургический комбинат с внедоменной плавкой стали находится
1) в Липецке
2) в Нижнем Тагиле
3) в Старом Осколе
4) в Череповце
А4. Как называется железная руда?
1) магнетит
2) алунит
3) халькопирит
4) нефелин
А5. Укажите правильную последовательность производства меди.
1) добыча руды — плавка черновой меди — плавка рафинированной меди — ГОК
2) добыча руды — ГОК — плавка черновой меди — плавка рафинированной меди
3) плавка рафинированной меди — плавка черновой меди — ГОК — добыча руды
4) добыча руды — плавка рафинированной меди — ГОК — плавка черновой меди
А6. Какой фактор учитывается при размещения медно-никелевых комбинатов?
1) энергетический
2) потребительский
3) сырьевой
4) трудовой
А7. В каком из городов находится крупнейший алюминиевый завод?
1) Кыштым
2) Красноярск
3) Ревда
4) Липецк
Часть В
B1. Назовите конечный продукт металлургии.
Назовите конечный продукт металлургии.
Ответы на тест по географии Металлургия для 9 класса
1 вариант
А1-1
А2-3
А3-3
А4-1
А5-4
А6-2
А7-2
В1. Уральская
2 вариант
А1-1
А2-3
А3-3
А4-1
А5-2
А6-3
А7-2
В1. Прокат
PDF-версия
Тест Металлургия для 9 класса
(150 Кб)
Опубликовано: 09.09.2020 Обновлено: 09.09.2020
Этап 1 процесса порошковой металлургии
Когда большинство людей думают о процессе производства металла, они представляют себе поток расплавленного металла, заливаемого в форму, — это хороший визуальный эффект для фильмов и рекламных роликов. Но когда вы думаете об изготовлении деталей из порошкового металла, может быть немного сложнее представить себе процесс — или, в первую очередь, зачем кому-то возиться с порошковым металлом.
Изготовление металлического порошка не всегда просто, и в Северной Америке существует лишь несколько передовых компаний в области порошковой металлургии. Не беспокойтесь — важные концепции процесса PM не так уж сложны для понимания при правильном объяснении.
Не беспокойтесь — важные концепции процесса PM не так уж сложны для понимания при правильном объяснении.
Давайте рассмотрим самый первый этап процесса порошковой металлургии — вы быстро увидите, что отличает PM от традиционной обработки.
Процесс порошковой металлургии: в чем смысл?
Есть ли какая-либо причина отдавать предпочтение порошковой металлургии традиционной механической обработке, помимо того, что «мы всегда так делали»? Ответ — однозначное «да» — и для больше причин, чем просто низкая стоимость .
При обычном производстве вы плавите, прокатываете, отливаете и обрабатываете. Много шагов, и много металлолома в конце.
Использование порошкового металла значительно снижает количество отходов, поэтому производственный процесс можно назвать экологически безопасным. Звучит как оксюморон, но это правда!
Остатки металла после механической обработки сведены к минимуму. Нет металлической стружки, которую можно было бы выбросить. При внимательном рассмотрении становится очевидным, что порошковая металлургия — это действительно «зеленый процесс». На самом деле, исследование Ford Motor Co., проведенное несколько лет назад, показало, что процесс PM Энергоэффективность на 15 % выше, чем при традиционной обработке.
При внимательном рассмотрении становится очевидным, что порошковая металлургия — это действительно «зеленый процесс». На самом деле, исследование Ford Motor Co., проведенное несколько лет назад, показало, что процесс PM Энергоэффективность на 15 % выше, чем при традиционной обработке.
Иногда требуется механическая обработка цельной заготовки. Но во многих проектах вы можете полностью избежать вторичной обработки, используя процесс порошковой металлургии.
Что такое порошковый металл? Это металлическое «тесто», с которого мы начинаем, чтобы сформировать металлический «торт», которым мы заканчиваем. Лучше всего то, что это часть устойчивого процесса. Чтобы завершить цикл, изделия из металлического порошка могут быть переработаны и превращены в… новый порошок.
Как изготавливается металлический порошок
Поставщик металлического порошка вашего производителя выполняет тщательные действия, чтобы изготовить продукт, который обеспечивает превосходные механические и/или магнитные свойства, необходимые вашему компоненту.
1. Выберите материал из порошкового металла.
Если речь идет о металлических порошках, у вас множество вариантов. Важно сначала проконсультироваться с поставщиком порошковой металлургии, чтобы получить смесь, которая поддерживает ваши наиболее необходимые свойства.
Возможные варианты:
- Железо
- Медь
- Латунь
- Бронза
- Легированные стали
- Алюминий
- Цинк
- Олово
- Кадмий
- Свинец
- Медь
- Хром
- Магний
Здесь вы можете выбрать один из многочисленных сплавов (некоторые предварительно смешанные), которые обладают улучшенными механическими или магнитными свойствами. Железо или другие черные металлы часто используются в порошковой металлургии из-за их магнитных свойств.
2. Сделайте металлический порошок.
Существует четыре основных метода изготовления металлического порошка. Какой метод использовать, зависит от множества факторов, в частности от типа металла, который необходимо измельчить в порошок, и свойств, которым вы уделяете первостепенное внимание .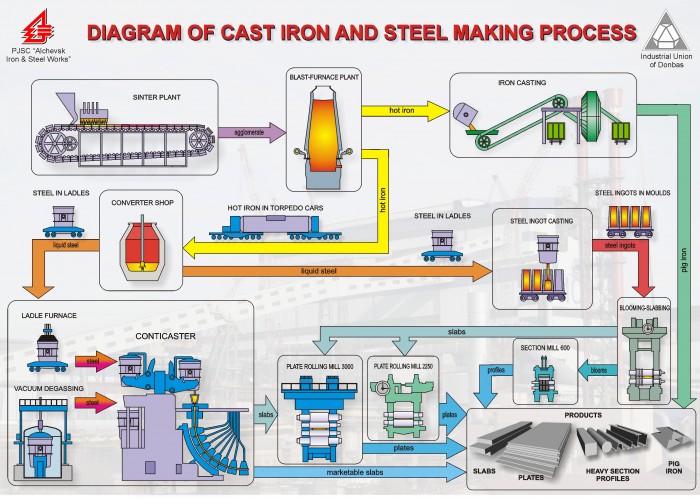
Методы получения металлического порошка включают:
- Восстановление в твердом состоянии
- Распыление
- Электролиз
- Химический
- Центробежное распыление
Твердофазное восстановление
Металлическая руда измельчается, а затем смешивается с другим материалом, обычно углеродом. Как только смесь готова, ее пропускают через печь для создания реакции, которая снижает уровень кислорода и углерода в порошке.
Уменьшение содержания углерода и кислорода делает металлическую смесь похожей на менее вкусный бисквит. «Губка» измельчается и просеивается для удаления неметаллических примесей. Конечные частицы по-прежнему похожи на губку, и это хорошо — это означает, что они хорошо сжимаются.
Восстановление в твердом состоянии — старый процесс, но для полного восстановления железной руды до железа может потребоваться до 3 дней в печи. Для получения желаемого конечного продукта требуется руда относительно высокой чистоты.
Распыление
Этот процесс начинается с металлолома, который затем переплавляется. После расплавления поток металла выливается через струи газа или воды, что приводит к распаду металла. Цель состоит в том, чтобы раздробить или распылить металл на мелкие капли, которые затвердевают до того, как вступят в контакт с поверхностью или друг с другом.
Распыление весьма эффективно для создания металлических порошков и может использоваться для всех типов расплавленного металла. Обычно используется для порошка:
- Железо
- Бронза
- Легированные стали
- Медь
- Латунь
- Алюминий
- Цинк
- Кадмий
- Свинец
Электролиз
Чтобы процесс электролиза был эффективным, требуются определенные условия, в том числе надлежащие:
- Состав и концентрация электролита
- Плотность
- Температура
При соблюдении надлежащих условий электролиз может создавать очень чистые и плотные металлические порошки. Электролиз дорог по сравнению с другими методами получения металлических порошков. Он находит применение в первую очередь на ценных металлах, особенно на меди, где необходима высокая проводимость.
Электролиз дорог по сравнению с другими методами получения металлических порошков. Он находит применение в первую очередь на ценных металлах, особенно на меди, где необходима высокая проводимость.
Химическая
Существуют три основных метода химической обработки порошка:
- Термическое разложение
- Восстановление оксида
- Осадки из растворов
Процессы могут производить металлические порошки с очень специфическими качествами . Например, термическое разложение используется в основном для обработки карбонилов, тогда как осаждение из раствора позволяет получать порошки высокой чистоты и с узким распределением частиц по размерам.
Центробежное распыление
Другой способ распыления расплавленного металла включает использование центрифуги с перфорированным контейнером, разделяющим жидкий металл на капли определенного размера. Скорость машины может быть изменена в зависимости от желаемых результатов.
Как изготавливаются детали из порошкового металла?
Металлический порошок плавно течет и может образовывать сложные формы – достаточно прочный для самых прочных компонентов. Задав металлу определенные электромагнитные характеристики, мы можем сделать современные двигатели и транспортные средства.
Это не технология прессования и агломерации вашего отца! Имея базовые знания о порошковом металле в вашем наборе инструментов, теперь мы можем показать, как «жидкое тесто» превращается в спеченную деталь «пирог». Наш следующий подробный обзор сложных процессов порошковой металлургии касается самого производственного процесса. Читать здесь: Как изготавливаются детали из порошкового металла?
Или, если у вас есть дополнительные вопросы о том, как передовые материалы из порошкового металла могут повысить эффективность электродвигателей для различных отраслей промышленности, попробуйте бесплатную электронную книгу и соответствующие ресурсы ниже:
Другие связанные ресурсы
- Как Порошковый металл Разрешить для деталей в форме сетки?
- Обработка деталей из порошкового металла: редко требуется, обычно проблема
- Порошковая металлургия и спекание 101: 6 увлекательных фактов
(Примечание редактора: эта статья была первоначально опубликована в апреле 2019 г. и была недавно обновлена.)
и была недавно обновлена.)
Понимание процесса порошковой металлургии — урок для студентов
Порошковая металлургия — один из важных курсов, которые должны знать инженеры-механики. Изделия из этого материала широко распространены среди нас, особенно автозапчасти. Порошковая металлургия включает в себя семейство производственных технологий, используемых для изготовления деталей различных типов. Кроме того, порошковая металлургия, сокращенно PM, представляет собой термин, охватывающий широкий спектр способов изготовления материалов или компонентов из металлических порошков.
Подробнее: Различные процессы формовки листового металла
Сегодня вы узнаете определение, важность, типы, процесс, применение, а также преимущества и недостатки порошковой металлургии в нашей современной жизни.
Содержание
- 1 Что такое порошковая металлургия?
- 2 Применение порошковой металлургии
- 2.1 Применение в автомобилестроении
- 3 Процесс порошковой металлургии
- 3.
 1 Подготовка порошка:
1 Подготовка порошка: - 3.2 Смешивание и смешивание:
- 3.3 Комплексирование:
- 3.4 спекания:
- 3,5 Вторичная операция:
- 3.6 Присоединяйтесь к нашему информационному бюллетеню
- 3.6.1 Смотрите видео ниже, чтобы узнать о порошке.
- 4 Типы процесса порошковой металлургии
- 4.1 Традиционный процесс порошковой металлургии:
- 4.2 Литье металлов под давлением (MIM)
- 4.3 Изостатическое прессование
- 4.4 Аддитивное производство металлов
- 5 Преимущества и недостатки процесса порошковой металлургии
- 5.1 Преимущества:
- 5.2 Недостатки:
- 6 Заключение
- 6.1 Пожалуйста, поделитесь!
Что такое порошковая металлургия?
Порошковая металлургия представляет собой производственный процесс, который используется для производства готовых изделий или полуфабрикатов. Это делается путем прессования металлического порошка в подходящие матрицы.
 Этот металлургический процесс является одним из самых дешевых, который обеспечивает высокое качество и прочность. Он также используется для получения сложных форм с высокой степенью точности. Из-за этого процесс подходит для массового производства. Порошковая металлургия в основном включает четыре основных этапа, которые включают подготовку порошка, смешивание и смешивание, уплотнение и спекание. Все это будет дополнительно объяснено в этой статье.
Этот металлургический процесс является одним из самых дешевых, который обеспечивает высокое качество и прочность. Он также используется для получения сложных форм с высокой степенью точности. Из-за этого процесс подходит для массового производства. Порошковая металлургия в основном включает четыре основных этапа, которые включают подготовку порошка, смешивание и смешивание, уплотнение и спекание. Все это будет дополнительно объяснено в этой статье.Порошковая металлургия – процесс, существующий более 100 лет, то есть за последнюю четверть века. Это превосходный метод производства высококачественных деталей для различных важных применений. Этот процесс был успешным, потому что он предлагает большие преимущества по сравнению с другими процессами обработки металлов давлением, такими как ковка и литье металлов и т. Д. Эти преимущества, помимо прочего, включают в себя использование материала, сложность формы, контроль размеров, близкий к чистой форме, среди прочего. Благодаря этому порошковая металлургия была признана зеленой технологией.

Кроме того, порошковая металлургия используется для изготовления уникальных компонентов, которые невозможно получить путем плавки или формовки. Очень похожим важным продуктом является карбид вольфрама (WC). Он используется для резки и формовки других металлов и изготавливается из частиц WC, связанных с кобальтом. Этот процесс в основном используется в промышленности для различных видов дорожных сборов, и во всем мире около 50 000 тонн в год (т / год) производятся РМ.
Подробнее: Принцип работы прокатки и ее процессы
Применение порошковой металлургии
Ниже приведены области применения компонентов порошковой металлургии в различных областях.
Автомобильная промышленность
Около 80% деталей из порошковой металлургии предназначены для автомобильной промышленности. Около 75% этих компонентов предназначены для коробок передач, как автоматических, так и механических, а также деталей двигателя. К таким трансмиссиям относятся детали системы синхронизатора, ступицы сцепления, компоненты переключения передач, водила планетарной передачи, ступицы турбины, сцепление и карманные пластины.
 Детали двигателя, изготовленные с использованием порошковой металлургии, включают шкивы, звездочки и ступицы, особенно те, которые связаны с системой зубчатых ремней двигателя, направляющими клапанов, вкладышами седел клапанов, кулачками распределительных валов в сборе, уравновешивающими шестернями, крышками подшипников распределительных валов и двигателем. датчик управления кольцами.
Детали двигателя, изготовленные с использованием порошковой металлургии, включают шкивы, звездочки и ступицы, особенно те, которые связаны с системой зубчатых ремней двигателя, направляющими клапанов, вкладышами седел клапанов, кулачками распределительных валов в сборе, уравновешивающими шестернями, крышками подшипников распределительных валов и двигателем. датчик управления кольцами.Некоторые другие автомобильные системы используют порошковую металлургию в некоторых своих деталях, включая:
- Масляные насосы, особенно шестерни.
- Амортизаторы, такие как направляющие штока поршня, поршневые клапаны, концевые клапаны.
- Антиблокировочная система тормозов (ABS), ее сенсорные кольца.
- Фланцы, бобышки датчиков кислорода выхлопных систем.
- Системы изменения фаз газораспределения.
- Турбокомпрессоры
- Системы рециркуляции отработавших газов (EGR)
- Компоненты шасси
- Бесступенчатая трансмиссия.
Подробнее: Все, что вам нужно знать о процессе прокатки
Другие области применения порошковой металлургии включают:
- Аэрокосмическая промышленность
- Нефтегазовая промышленность.

- Здравоохранение и т. д.
Порошковая металлургия применяется для быстрого захвата:
- Режущие инструменты, такие как инструменты из цементированного карбида, керамические инструменты и т. д. являются продуктами порошковой металлургии.
- Электрические втулки, изготовленные путем смешивания Cu и Ag с графитом, являются продуктом P/M.
- Насадки для ракет и реактивных снарядов.
- Мелкие детали в автомобилестроении и бытовой технике, где возможность получения практически окончательной формы с минимальными затратами на механическую обработку обеспечивает значительное экономическое преимущество.
- Подшипники, втулки и т. д.
- Магнитные мягкие металлы, такие как Fe, Fe-3Si и т. д., легко придают окончательную форму методом P/M.
Подробнее: Понимание процесса пайки
Процесс порошковой металлургии
Как уже говорилось ранее, силовая металлургия имеет четыре основных процесса, которые включают:
Подготовка порошка:
Прежде чем объект может быть изготовлен, материал должен быть преобразован в энергию.
 Различные процессы производства такого порошка включают распыление, измельчение, химическую реакцию, процесс электролиза и т. д.
Различные процессы производства такого порошка включают распыление, измельчение, химическую реакцию, процесс электролиза и т. д.Смешивание и смешивание:
Этот процесс порошковой металлургии включает смешивание двух или более материалов для получения высокопрочного сплава. Ну, в зависимости от требований к продукту. Этот этап обеспечивает равномерное распределение порошка с добавками, связующими и т.п. для улучшения характеристик текучести порошка, иногда в процессе смешивания добавляют смазочные материалы.
Прессование:
Этот процесс заключается в прессовании подготовленной порошковой смеси в предварительно определенные матрицы. Уплотнение обеспечивает уменьшение пустот и увеличивает плотность продукта. Порошок прессуют в форму под давлением, чтобы сформировать продукт, который называется сырой прессовкой. Это означает, что продукт формируется путем уплотнения. Используемое давление находится в диапазоне от 80 до 1600 МПа. Хотя давление зависит от свойств металлического порошка и связующих.
 т. е. для прессования мягкого порошка давление составляет около 100 – 350 МПа, а для стали, железа и т. д. давление составляет 400 – 700 МПа.
т. е. для прессования мягкого порошка давление составляет около 100 – 350 МПа, а для стали, железа и т. д. давление составляет 400 – 700 МПа.Спекание:
Поскольку сырой прессованный материал, полученный путем прессования, не такой прочный и не может использоваться в качестве конечного продукта, выполняется спекание. Спекание означает нагрев сырой прессовки при повышенной температуре, чтобы можно было получить постоянную прочную связь. Процесс порошковой металлургии придает прочность сырой прессовке и превращает ее в конечный продукт. Как правило, температура спекания составляет от 70 до 90 процентов от температуры плавления металлического порошка.
Подробнее: Три основных типа пайки
Вторичная операция:
Так как спеченный объект более пористый по сравнению с полностью плотным материалом. Плотность продукта зависит от производительности пресса, температуры спекания, давления сжатия и т. д. Иногда продукты не нуждаются в высокой плотности, что позволяет использовать спеченные продукты непосредственно в качестве конечных продуктов.
 Хотя иногда требуется очень плотное изделие (например, производство подшипников). Вторичная операция необходима для придания изделию высокой плотности и высокой точности размеров. Обычно выполняемые вторичные операции включают проклейку, чеканку, инфильтрацию, горячую ковку, пропитку и т. д.
Хотя иногда требуется очень плотное изделие (например, производство подшипников). Вторичная операция необходима для придания изделию высокой плотности и высокой точности размеров. Обычно выполняемые вторичные операции включают проклейку, чеканку, инфильтрацию, горячую ковку, пропитку и т. д.Подпишитесь на наш информационный бюллетень
Посмотрите видео ниже, чтобы узнать о процессе порошковой металлургии:
Типы процесса порошковой металлургии
Процессы порошковой металлургии могут выполняться различными способами, в зависимости от производимой продукции. Ниже приведены различные типы процессов порошковой металлургии, используемые в производстве металлических порошков.
Традиционный процесс порошковой металлургии:
На приведенной ниже диаграмме поясняются традиционные типы процессов порошковой металлургии. Он включает смешивание порошков элементов или сплавов, уплотнение смеси в пресс-форме, а затем спекание или нагрев. Как объяснялось выше, полученные формы в печи с регулируемой атмосферой металлургически связывают частицы.

Как упоминалось ранее, большинство деталей из порошковой металлургии весят менее 5 фунтов. (2,27 кг), хотя некоторые детали весом 35 фунтов (15,89 кг) можно изготовить на обычном оборудовании для БДМ. Такие детали, как втулки и подшипники, имеют простую форму. Что ж, сегодня существует сложный процесс PM, который может производить компоненты со сложными контурами и несколькими уровнями. Эти машины достаточно экономичны.
Литье металлов под давлением (MIM)
Литье металлов под давлением позволяет производить сложные формы в больших количествах. В этом процессе обычно используются тонкие металлические порошки размером менее 20 микрон. Эти металлические порошки изготавливаются по индивидуальному заказу со связующим (различные термопласты, воски и другие материалы) в качестве исходного сырья. Сырье подается в полость (множество полостей) обычной литьевой машины. При удалении «зеленого» компонента почти все связующее извлекается термической или сольвентной обработкой.
 Остаток связующего удаляется в процессе спекания, который выполняется в печи с контролируемой атмосферой.
Остаток связующего удаляется в процессе спекания, который выполняется в печи с контролируемой атмосферой.Подробнее: Все, что вам нужно знать о металлообработке
Эти типы процессов порошковой металлургии очень похожи на литье пластмасс под давлением и литье под высоким давлением. Они также могут производить многие из тех же форм и элементов конфигурации. Тем не менее, они ограничиваются относительно небольшими (обычно менее 250 граммов) очень сложными деталями, которые в противном случае потребовали бы обширной чистовой обработки. Преимущества этого металлургического процесса обусловлены его способностью обеспечивать механические свойства, близкие к деформируемым материалам. Это технология обработки в форме сетки с хорошим контролем допуска размеров. Наконец, металлические детали для литья под давлением предлагают почти неограниченные возможности формы и геометрических характеристик. Он также имеет возможность высокой производительности за счет использования инструментов с несколькими полостями.

Изостатическое прессование
Изостатическое прессование — популярный тип процесса формования порошковой металлургии. Он оказывает одинаковое давление во всех направлениях на компактную пудру. За счет этого достигается максимальная однородность плотности и микроструктуры без геометрических ограничений одноосного прессования.
Изостатическое прессование может быть холодным или горячим. На приведенной ниже диаграмме показано холодное изостатическое прессование. Холодное изостатическое прессование (CIP) используется для уплотнения сырых деталей при температуре окружающей среды. Однако горячее изостатическое прессование (ГИП) полностью консолидирует детали при повышенных температурах за счет диффузии в твердом состоянии. Этот процесс горячего прессования также можно использовать для удаления остаточной пористости из спеченной детали из ПМ.
Аддитивное производство металлов
Аддитивное производство металлов, сокращенно AM, которое также можно назвать 3D-печатью.
 Этот процесс может коренным образом изменить производство, время выхода на рынок и простоту компонентов и сборок. Этот процесс не работает как обычные или субтрактивные производственные процессы (например, токарная обработка или сверление). Эти процессы создают детали путем удаления материала, чего нельзя сказать о аддитивном производстве. При аддитивном производстве детали создаются с использованием послойного процесса непосредственно из цифровой модели.
Этот процесс может коренным образом изменить производство, время выхода на рынок и простоту компонентов и сборок. Этот процесс не работает как обычные или субтрактивные производственные процессы (например, токарная обработка или сверление). Эти процессы создают детали путем удаления материала, чего нельзя сказать о аддитивном производстве. При аддитивном производстве детали создаются с использованием послойного процесса непосредственно из цифровой модели.В этом процессе не используются пресс-формы или штампы, поэтому нет потерь большого количества материала, что привело бы к затратам на производственный процесс. Аддитивное производство долгое время использовалось в качестве инструмента проектирования и прототипирования. Однако в настоящее время ее внимание смещается на прямое производство компонентов, включая детали авиационных двигателей, медицинские имплантаты и ювелирные изделия.
Этот производственный процесс не является единым типом технологии или процесса. Однако, хотя все системы аддитивного производства используют общий послойный подход, они по-прежнему используют широкий спектр материалов, технологий и процессов.
Подробнее: Понимание работы мозговой коробки автомобиля
Технологии аддитивного производства, в которых используются металлические порошки, включают:
- Лазерное спекание (LM/SLS/SLFS)
- Селективное струйное связывание (SIB)
- Электронно-лучевое плавление (EBM)
- Лазерное формование порошка (LPF)
- Процесс в порошковом слое
- Моделирование наплавлением (FDM)/экструзия
Преимущества и недостатки процесса порошковой металлургии
Преимущества:
Ниже перечислены преимущества процесса порошковой металлургии:
- Экономичность при массовом производстве, поскольку нет дополнительных затрат на механическую обработку, трудозатрат и т. д.
- Не требуется высококвалифицированный оператор.
- Некоторые сплавы можно производить только по технологии ПМ.
- Биметаллические и многослойные изделия легко изготавливаются этим методом.
- Высокая производительность.
 В час может быть изготовлено от 500 до 1000 штук деталей.
В час может быть изготовлено от 500 до 1000 штук деталей. - Можно легко изготовить сложную форму.
Подробнее: Что нужно знать о реле
Недостатки:
Несмотря на большие преимущества процесса порошковой металлургии, все же существуют некоторые ограничения. Ниже приведены недостатки процесса порошковой металлургии:
- Стоимость оборудования высока.
- дорого для единичного производства.
- Изготовить сложные конструкции может быть сложно из-за меньшей текучести металлического порошка.
- Полностью однородные плотные изделия не производятся.
- Размеры продукта ограничены из-за мощности прессования.
- Нельзя использовать металлический порошок, который может вызвать взрыв.
- Металлы с низкой температурой плавления трудно отливать методом ПМ.
- Готовые изделия могут испытывать низкие ударные и усталостные свойства.
Подробнее: Все, что вам нужно знать о шкиве и ремне
Заключение
Порошковая металлургия — это процесс, который упростил массовое производство деталей.

- 3.