Конические резьбы: Коническая резьба: обозначение и таблица
alexxlab | 18.04.2023 | 0 | Разное
Машинно-ручные трубные конические метчики для резьбы стандарта Rc
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» M- метрическая резьба с основным (крупным) шагом»»»» M- машинные метчики для материалов до 600 MПа (N/mm2)»»»» M- машинные метчики для материалов до 800 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1200 MПа (N/mm2)»»»» M- машинные метчики для чугуна до 1400 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» M- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» M- машинные метчики HSSE-PM универсального применения»»»» M- машинные метчики удлиненной серии EL»»»» M- машинно-ручные однопроходные метчики»»»» M- гаечные метчики»»»» M – комплекты метчиков из 2-х или 3-х штук»»»» M- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» Mf- метрическая резьба с мелким шагом»»»» Mf- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 800 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» Mf- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» Mf- машинные метчики HSSE-PM универсального применения»»»» Mf- гаечные метчики»»»» Mf-машинно-ручные однопроходные метчики»»»» Mf – комплекты метчиков из 2-х штук»»»» Mf- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» G- трубная цилиндрическая резьба»»» UNC- дюймовая резьба с крупным шагом»»» UNF- дюймовая резьба с мелким шагом»»» BSW / BSF- дюймовая резьба Витворта с крупным и мелким шагом»»» NPT- дюймовая коническая резьба»»» Rc – трубная коническая резьба»»» Pg – электротехническая трубная резьба»»» Vg- вентильная резьба»» Плашки круглые»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf – метрическая резьба с мелким шагом»»» NPT ( К ) – дюймовая коническая резьба»»» R – трубная коническая резьба»»» G – трубная цилиндрическая резьба»»» Pg – электротехническая трубная резьба»»» UNC – дюймовая цилиндрическая резьба с основным (крупным) шагом»»» UNF – дюймовая цилиндрическая резьба с мелким шагом»» Наборы сверл, метчиков и плашек»» Зенковки»»» Зенковки 60 градусов»»» Зенковки 90 градусов»» Развертки»»» Развертки ручные»»» Развертки машинные»»» Развертки – расширители 1:16»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т.

Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Коническая резьба – Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Конические резьбы обеспечивают непроницаемость без специальных уплотнений; их применяют для соединения труб, установки пробок, масленок и т. п. Непроницаемость достигается плотным прилеганием профилей по вершинам. Затяжкой конической резьбы можно компенсировать износ и создать требуемый натяг; кроме того, эти резьбы обеспечивают быстрое завинчивание и отвинчивание.
[1]
п. Непроницаемость достигается плотным прилеганием профилей по вершинам. Затяжкой конической резьбы можно компенсировать износ и создать требуемый натяг; кроме того, эти резьбы обеспечивают быстрое завинчивание и отвинчивание.
[1]
Конические резьбы могут нарезаться с биссектрисой угла профиля, перпендикулярной образующей конуса ( фиг. Некоторым преимуществом конической резьбы с биссектрисой угла профиля, перпендикулярной образующей, является возможность использования гребенок, применяемых при нарезании цилиндрических резьб. Преимуществом же конической резьбы с биссектрисой угла профиля, перпендикулярной оси, являются лучшие условия взаимного прилегания витков резьбы при свинчивании конической резьбы с цилиндрической; кроме того, подобное расположение профиля упрощает технику измерения основных размеров конической резьбы. В настоящее время применяется почти исключительно коническая резьба с биссектрисой угла профиля, перпендикулярной оси трубы. [2]
Коническая резьба – резьба, образованная на конической поверхности. [3]
[3]
Конические резьбы обеспечивают герметичность соединения без применения специальных уплотнений, за счет плотного при-л егания профилей по вершинам. Эти резьбы обеспечивают быстрое завинчивание и отвинчивание. [4]
| Резьба упорная одноходовая крупная, нормальная, мелкая. [5] |
Конические резьбы применяются почти исключительно в трубных соединениях. [6]
Коническая резьба в отверстии при виде со стороны большого основания конуса изображается внутренним и наружным диаметрами резьбы большого основания и внутренним диаметром резьбы меньшего основания. [7]
Коническая резьба – резьба, образованная на конической поверхности. [8]
Коническая резьба создает герметичное соединение, и пробки с этой резьбой дополнительного уплотнения не требуют. Поэтому применение их более желательно. [9]
[9]
Коническая резьба – резьба, образованная на конической поверхности. [10]
| Трубные резьбы. [11] |
Коническая резьба по ГОСТ 6211 – 52 ( см. рис. 38 6) не требует для уплотнения каких-либо добавочных средств, поэтому ГОСТ 3262 – 55 рекомендует изготовлять водогазопроводные трубы и с конической резьбой. [12]
Конические резьбы применяются почти исключительно в трубных соединениях, где позволяют получить непроницаемость без специальных уплотняющих материалов ( льняных нитей. [13]
Коническая резьба создает герметичное соединение, и пробки с этой резьбой дополнительного уплотнения не требуют. Поэтому применение их более желательно. [14]
Конические резьбы, применяемые в нефтепромышленности, проверяются калибрами по осевому перемещению. Типы этих калибров показаны на фиг. При сличении рабочих калибров с контрольными, а также при свинчивании пары контрольных калибров базорас-стояние ( натяг) проверяется с помощью специальных щупов, показанных на фиг.
[15]
При сличении рабочих калибров с контрольными, а также при свинчивании пары контрольных калибров базорас-стояние ( натяг) проверяется с помощью специальных щупов, показанных на фиг.
[15]
Страницы: 1 2 3 4
Обзор конических трубных резьб и их применение в компании Vulcan – vulcanhammer.info
Дон Уоррингтон, опубликовано в разделе Продукты
стандарты, которые год за годом просто «делают свою работу» без особого внимания. Одним из них является коническая трубная резьба. Это краткий обзор того же, а именно резьбы «National Pipe Taper» или NPT. Большая часть этого материала взята из Справочник американских машинистов Фреда Колвина и Фрэнка Стэнли, второе издание (1914 г.).
Большинство винтовых резьб являются «прямыми», т. е. диаметры резьбы (наружный, шаг, внутренний) постоянны по длине резьбы. Коническая резьба по определению может работать только на ограниченной длине, но когда трубы соединены, это нормально. Как и любой другой конусный замок, коническая резьба имеет дополнительный клиновой эффект, что означает, что они могут герметизировать жидкости в трубе (или вне ее) 9.0005
Как и любой другой конусный замок, коническая резьба имеет дополнительный клиновой эффект, что означает, что они могут герметизировать жидкости в трубе (или вне ее) 9.0005
Первоначально эти трубные резьбы назывались «стандартными резьбами Бриггса» в честь изобретателя Роберта Бриггса. В 1886 году они были приняты в качестве стандарта Американским обществом инженеров-механиков и различными производителями. С тех пор они мало изменились. С тех пор они являются прочным стандартом для устойчивых к утечкам, постоянных (и полупостоянных) соединений.
Ниже приводится обзор «стандартной резьбы Briggs».
Как отмечалось выше, только «идеальные» резьбы (в той или иной мере) способствуют герметизации/стыковке трубной резьбы.
Габаритные размеры трубной конической резьбы различных размеров показаны ниже, а на диаграмме показаны типы калибров, используемых для проверки резьбы.
Коническая развертка редко использовалась Вулканом; обычная процедура заключалась в том, чтобы просверлить отверстие с помощью метчика, а затем использовать метчик для рассматриваемой резьбы, чтобы вставить резьбу в отверстие. Ниже приведены некоторые размеры метчиков для резьбы NPT (National Pipe Taper или Briggs).
Ниже приведены некоторые размеры метчиков для резьбы NPT (National Pipe Taper или Briggs).
Ниже показано более подробное описание резьбы как интерфейса трубной и сквозной резьбы.
Теоретические стандарты для стандартной трубной резьбы NPT/Briggs с более полным рассмотрением идеальной и несовершенной резьбы, что важно при проектировании отверстий с трубной резьбой, в частности, насколько глубокими они должны быть. Это взято из журнала «The Crane World», январь 1919 года, от компании Crane, ведущего производителя арматуры. Когда в 1855 году была основана компания Crane Company, она располагалась рядом с предприятием Vulcan, и фактически основатель Vulcan Генри Уоррингтон был первым клиентом Crane, разместившим заказ на отливки коробчатых деталей (заведомо трудная для литья форма) и другие детали для локомотивов, которые Уоррингтон делал на литейном заводе Вулкан. В более поздние годы, после того как его сыновья были активны на Вулкане и занимались другой деятельностью, Уоррингтон работал в Crane Company.
Это взято из журнала «The Crane World», январь 1919 года, от компании Crane, ведущего производителя арматуры. Когда в 1855 году была основана компания Crane Company, она располагалась рядом с предприятием Vulcan, и фактически основатель Vulcan Генри Уоррингтон был первым клиентом Crane, разместившим заказ на отливки коробчатых деталей (заведомо трудная для литья форма) и другие детали для локомотивов, которые Уоррингтон делал на литейном заводе Вулкан. В более поздние годы, после того как его сыновья были активны на Вулкане и занимались другой деятельностью, Уоррингтон работал в Crane Company. Стандарт конусности трубы имел бешеный успех и используется во всем, от домашней сантехники до гидравлики высокого давления. На нефтяном месторождении стандарт оказался настолько успешным, что широко используется даже там, где метрические стандарты являются нормой. вибромолоты, где они использовались для давления до 5000 фунтов на квадратный дюйм. Это было связано с их долговечностью, способностью противостоять вибрации (необходимо для любого продукта Vulcan) и их гибкостью в радиальной ориентации. У трубной резьбы есть место, где она «затянута», но, как правило, ее можно затянуть еще немного, что дает некоторую гибкость в ориентации деталей. Одна вещь, которую Vulcan извлекла из трубной резьбы, заключалась в том, что, хотя они предназначены для герметизации своим конусом, очень важно использовать какую-то «трубную смазку» или герметик.
У трубной резьбы есть место, где она «затянута», но, как правило, ее можно затянуть еще немного, что дает некоторую гибкость в ориентации деталей. Одна вещь, которую Vulcan извлекла из трубной резьбы, заключалась в том, что, хотя они предназначены для герметизации своим конусом, очень важно использовать какую-то «трубную смазку» или герметик.
Ниже приведены примеры применения трубной резьбы в молотках Vulcan.
Чертеж Vulcan «выноска» для трубной резьбы, в данном случае маленькие для пресс-масленок на Hydra-Nut. «Снаружи» Hydra-Nut (патент США 3,938,427.) Представлен в 1970-х годах для непосредственной замены троса. гайки (как показано выше), Hydra-Nut упростил процесс натяжения тросов. Гайка Hydra-Nut была навинчена без литого защитного колпачка сверху, трос был слегка натянут «ручным домкратом», резьбовая втулка была навинчена на кабельный фитинг и затянута на корпусе домкрата, ручной домкрат снят. и заменили защитный колпачок резьбы (совместив плоские поверхности на кабельном фитинге с гранями на крышке), затем через пресс-масленки в камере было создано давление, при котором тросы имели бы надлежащее полное натяжение. Слабость Hydra-Nut заключалась в пресс-масленках; если в них попадет грязь или краска, в камере разгерметизируется и тросы ослабнут. Это было более вероятно при использовании фитингов Zerck, чем при использовании фитингов с круглой головкой, как показано на рисунке. Вулкан обратился к этому вопросу в 1980-х годов с Auto-Jack, который изменил Hydra-Nut, добавив внутреннюю тросовую гайку со встроенным домкратным цилиндром, в котором затем сбрасывалось давление, когда трос достигал надлежащего натяжения. Требование к трубному фланцу на оффшорном молоте Vulcan. Обратите внимание, что теперь вместо «сверления» метчика мы вынуждены просверливать отверстие перед тем, как вставить метчик. Крупный план цилиндра 040 во время выпуска. Большой шланг – это паровой шланг, который приводит в действие молот, маленькие шланги – это шланги Vari-Cycle, которые переключают переключатель трипса в одну или другую сторону, чтобы изменить ход. Шланг подсоединяется к молоту через соединитель, который ввинчивается в большие заглушки труб на двойном фланце трубы в передней части молота.
Слабость Hydra-Nut заключалась в пресс-масленках; если в них попадет грязь или краска, в камере разгерметизируется и тросы ослабнут. Это было более вероятно при использовании фитингов Zerck, чем при использовании фитингов с круглой головкой, как показано на рисунке. Вулкан обратился к этому вопросу в 1980-х годов с Auto-Jack, который изменил Hydra-Nut, добавив внутреннюю тросовую гайку со встроенным домкратным цилиндром, в котором затем сбрасывалось давление, когда трос достигал надлежащего натяжения. Требование к трубному фланцу на оффшорном молоте Vulcan. Обратите внимание, что теперь вместо «сверления» метчика мы вынуждены просверливать отверстие перед тем, как вставить метчик. Крупный план цилиндра 040 во время выпуска. Большой шланг – это паровой шланг, который приводит в действие молот, маленькие шланги – это шланги Vari-Cycle, которые переключают переключатель трипса в одну или другую сторону, чтобы изменить ход. Шланг подсоединяется к молоту через соединитель, который ввинчивается в большие заглушки труб на двойном фланце трубы в передней части молота. Молоток Vulcan 85C. Обратите внимание, что в верхней части цилиндра находятся две заглушки. Они устанавливаются в резьбовые отверстия для конических трубных фитингов. (На самом деле их четыре, две из них закрыты пластиной, называемой «брюшной лентой».) За ними находится проход с сердечником между клапаном и верхней частью цилиндра. Эти отверстия помогали поддерживать этот сердечник во время литья, но их нужно было заглушить для использования, и заглушки для труб были идеальным способом сделать это.
Молоток Vulcan 85C. Обратите внимание, что в верхней части цилиндра находятся две заглушки. Они устанавливаются в резьбовые отверстия для конических трубных фитингов. (На самом деле их четыре, две из них закрыты пластиной, называемой «брюшной лентой».) За ними находится проход с сердечником между клапаном и верхней частью цилиндра. Эти отверстия помогали поддерживать этот сердечник во время литья, но их нужно было заглушить для использования, и заглушки для труб были идеальным способом сделать это.Нравится:
Нравится Загрузка…
Общие сведения о фитингах с высокими эксплуатационными характеристиками — прямая и AN-резьба в сравнении с конической резьбой
Фитинги можно использовать для подключения топливопроводов к порту топливного насоса или регулятора давления топлива, а также для подключения манометров давления топлива к портам манометров. Если вас смущает номенклатура шлангов и фитингов, связанных с сантехникой гоночных автомобилей, вы не одиноки. Фитинги часто измеряются в терминах, начинающихся с тире, например -6 или -8. Чтобы узнать больше о том, как работают эти системы, мы обратились к Fuelab, производителю топливных насосов, фильтров, регуляторов давления и аксессуаров, чтобы помочь разобраться в этом вопросе.
Фитинги часто измеряются в терминах, начинающихся с тире, например -6 или -8. Чтобы узнать больше о том, как работают эти системы, мы обратились к Fuelab, производителю топливных насосов, фильтров, регуляторов давления и аксессуаров, чтобы помочь разобраться в этом вопросе.
В этом выпуске «Tech Matters» описываются различные типы фурнитуры, обычно используемые для гонок высокого класса и дорожных приложений. Фитинги, которые мы обсудим, представляют собой переходные фитинги, также называемые стандартными или соединительными, фитинги для портов и фитинги для труб, а также типы резьбы и стандарты размеров, связанные с каждым из них.
Прежде чем мы перейдем к типам фитингов, давайте сначала определим типы резьбы, используемые в фитингах, и обсудим применимые стандарты AN.
Типы резьбы Цилиндрическая резьба — резьба с прямой резьбой проходит параллельно цилиндрически друг другу. Фитинги портов и фитинги-переходники с прямой резьбой требуют использования техники уплотнения бобышки с уплотнительным кольцом для предотвращения утечек.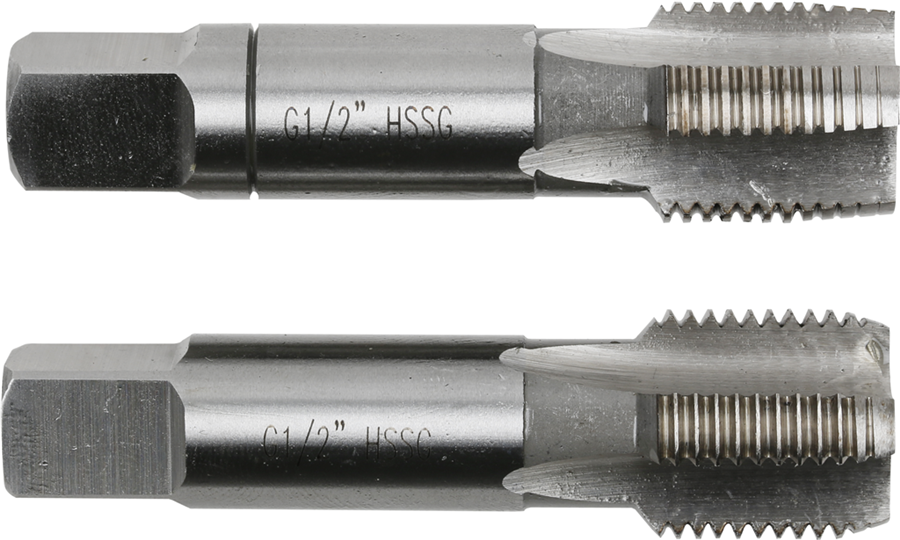
Коническая резьба
Коническая резьба, также известная как трубная резьба, обычно использует угол в 2 градуса вместо параллельной резьбы. Это позволяет нитям мешать и герметизировать. Резьба должна быть чистой и точной, чтобы компенсировать зазоры между витками, допускающие утечку. В фитингах для труб с конической резьбой не используются уплотнительные кольца, а вместо этого должны использоваться компаунды или тефлоновая лента для герметизации резьбы. Национальная конусность трубной резьбы (NPT) — это стандарт США для конической резьбы, используемой на резьбовых трубах и фитингах.
Стандарты AN
Высококачественные гоночные и высокопроизводительные системы подачи топлива чаще всего оснащены топливопроводами и фитингами, изготовленными по стандартам AN. Во время Второй мировой войны военные США установили технические стандарты для крепежных деталей и фитингов, используемых на военной технике. Эти стандарты озаглавлены «AN», что является аббревиатурой от «армия-флот», но также известно как «авиационный стандарт ВВС — ВМФ». После войны многие излишки аэрокосмических деталей использовались для гонок, и, таким образом, стандарт AN был введен в мир гонок и производительности.
После войны многие излишки аэрокосмических деталей использовались для гонок, и, таким образом, стандарт AN был введен в мир гонок и производительности.
В случае труб и шлангов, используемых для подачи жидкости, «Размер AN» обозначает внешний диаметр шланга или трубки с шагом в шестнадцать дюймов. Например, размер AN -2 обозначает трубку с наружным диаметром в восемь дюймов (2 x 1/16 дюйма), наружный диаметр трубки размера AN -3 составляет 3/16 дюйма (3 x 1/16 дюйма). Номер размера AN правильно отображается с дефисом перед номером.
Каждый размер AN также относится к стандартным размерам наружной и внутренней резьбы, которые используются в фитингах, таких как фитинги на концах шлангов, адаптеры и портовые фитинги. Это известно как «Размер резьбы AN».
Фитинги AN имеют прямую резьбу и используют уплотнительные кольца. Размер уплотнительного кольца обычно определяется стандартом «AS». Номера тире обычно назначаются в зависимости от размера. Уплотнительные кольца типа Boss Seal обычно входят в серию 900. Например -906 для портов -6AN, а -908 для портов -8AN.
Номера тире обычно назначаются в зависимости от размера. Уплотнительные кольца типа Boss Seal обычно входят в серию 900. Например -906 для портов -6AN, а -908 для портов -8AN.
Справочная таблица размера AN и размера резьбы AN
Размер AN | Трубка или шланг НД | Трубка или шланг ID | Размер резьбы фитинга (SAE) |
-2 | 1/8″ | .062″ | 16-24.05 |
| -3 | 3/16″ | .125″ | 3/8-24 |
-4 | 1/4″ | .172″ | 16-20 июля |
| -5 | 5/16″ | 0,062″ | 1/2-20 |
-6 | 3/8″ | .297″ | 16-18 сентября |
| -8 | 1/2″ | . 391″ 391″ | 3/4-16 |
-10 | 5/8″ | .484″ | 8/8-14 |
| -12 | 3/4″ | .609″ | 1-1/16-12 |
-16 | 1″ | .844″ | 1-5/16-12 |
| -20 | 1 1/4″ | 1,078″ | 1-5/8-12 |
-24 | 1 1/2″ | 1,312″ | 1-7/8-12 |
| -28 | 1 3/4″ | 1,547″ | 2-1/4-12 |
-32 | 2″ | 1,781″ | 2-1/2-12 |
Переходные фитинги
Переходные фитинги, также известные как стандартные или соединительные фитинги, обычно используются для соединения трубок и шлангов топливопроводов с топливными насосами, топливными регуляторами и топливными фильтрами. Переходные фитинги доступны в конфигурациях размера SAE, но в большинстве высококлассных гоночных и высокопроизводительных топливных систем используются те, которые изготовлены в соответствии со стандартами AN. В версиях AN фитинг обычно имеет 37-градусный конус на каждом конце. Стандарты AN требуют использования прямой резьбы для адаптеров, что требует использования уплотнительных колец. Специальная обработка порта выполняется для «захвата» и правильного сжатия уплотнительного кольца, поскольку слишком большое усилие может повредить уплотнительное кольцо, а слишком малое может вызвать утечку. Эти стандарты портов предназначены для точной автоматической загрузки уплотнительного кольца во время установки. Использование уплотнительных колец позволяет добиться большей герметизирующей способности при высокой надежности монтажа по сравнению с конической резьбой, в которой используются герметизирующие составы или тефлоновая лента.
Переходные фитинги доступны в конфигурациях размера SAE, но в большинстве высококлассных гоночных и высокопроизводительных топливных систем используются те, которые изготовлены в соответствии со стандартами AN. В версиях AN фитинг обычно имеет 37-градусный конус на каждом конце. Стандарты AN требуют использования прямой резьбы для адаптеров, что требует использования уплотнительных колец. Специальная обработка порта выполняется для «захвата» и правильного сжатия уплотнительного кольца, поскольку слишком большое усилие может повредить уплотнительное кольцо, а слишком малое может вызвать утечку. Эти стандарты портов предназначены для точной автоматической загрузки уплотнительного кольца во время установки. Использование уплотнительных колец позволяет добиться большей герметизирующей способности при высокой надежности монтажа по сравнению с конической резьбой, в которой используются герметизирующие составы или тефлоновая лента.
Трубные фитинги
Трубные фитинги можно использовать для подсоединения топливопроводов к порту топливного насоса или регулятора давления топлива, а также для подсоединения манометров давления топлива к портам манометров. Один конец, выходной конец фитинга, можно описать как открытый цилиндр с наружной резьбой с конической резьбой, также называемой трубной резьбой, на внешнем диаметре. Он подходит к порту с внутренней резьбой соответствующего размера и шага резьбы. На другом конце обычно используется конус под углом 37 градусов и прямая резьба. Коническая резьба на конце порта фитинга должна быть покрыта герметиком или тефлоновой лентой, чтобы избежать утечек. Однако в топливных системах высокого давления этот метод оказался более подверженным утечкам, чем метод с кольцевым уплотнением, используемый с фитингами с прямой резьбой. Кроме того, тефлоновая лента может оставлять мусор в топливной системе. Что приводит нас к фитингам порта.
Один конец, выходной конец фитинга, можно описать как открытый цилиндр с наружной резьбой с конической резьбой, также называемой трубной резьбой, на внешнем диаметре. Он подходит к порту с внутренней резьбой соответствующего размера и шага резьбы. На другом конце обычно используется конус под углом 37 градусов и прямая резьба. Коническая резьба на конце порта фитинга должна быть покрыта герметиком или тефлоновой лентой, чтобы избежать утечек. Однако в топливных системах высокого давления этот метод оказался более подверженным утечкам, чем метод с кольцевым уплотнением, используемый с фитингами с прямой резьбой. Кроме того, тефлоновая лента может оставлять мусор в топливной системе. Что приводит нас к фитингам порта.
Фитинги для портов
Фитинги для портов работают так же, как фитинги для труб, но со следующими отличиями. Фитинги портов соответствуют стандартам AN, обычно военному стандарту MS33649. На конце конуса используется прямая резьба и конус под углом 37 градусов. На конце порта фитинга с наружной резьбой используется прямая резьба, и он принимается портом с внутренней резьбой соответствующего размера и шага резьбы. Для портовых фитингов требуются уплотнительные кольца. Как и в адаптерах AN, для захвата и правильного сжатия уплотнительного кольца выполняется специальная обработка портов, что обеспечивает большую герметизирующую способность при очень высокой надежности установки по сравнению с конической резьбой с использованием герметиков или тефлоновой ленты. Эта надежность делает портовые фитинги предпочтительным выбором по сравнению с трубными фитингами для высококлассных гоночных и высокопроизводительных топливных систем. Следует отметить, что в то время как производители высокопроизводительных систем подачи топлива часто указывают штуцеры портов для соединений с топливными насосами и регуляторами топливного насоса, для соединений с манометрами топлива через порты манометров чаще всего используются фитинги. Это связано с тем, что в подавляющем большинстве имеющихся на рынке встроенных манометров для подключения используются трубные фитинги.
На конце порта фитинга с наружной резьбой используется прямая резьба, и он принимается портом с внутренней резьбой соответствующего размера и шага резьбы. Для портовых фитингов требуются уплотнительные кольца. Как и в адаптерах AN, для захвата и правильного сжатия уплотнительного кольца выполняется специальная обработка портов, что обеспечивает большую герметизирующую способность при очень высокой надежности установки по сравнению с конической резьбой с использованием герметиков или тефлоновой ленты. Эта надежность делает портовые фитинги предпочтительным выбором по сравнению с трубными фитингами для высококлассных гоночных и высокопроизводительных топливных систем. Следует отметить, что в то время как производители высокопроизводительных систем подачи топлива часто указывают штуцеры портов для соединений с топливными насосами и регуляторами топливного насоса, для соединений с манометрами топлива через порты манометров чаще всего используются фитинги. Это связано с тем, что в подавляющем большинстве имеющихся на рынке встроенных манометров для подключения используются трубные фитинги.