Конический зенкер по металлу – Зенкер и зенковка по металлу
alexxlab | 15.04.2020 | 0 | Разное
Зенкеры по металлу – типы, характеристики, конструкция, особенности
Зенкер – насадка режущего типа для обработки/расширений отверстий в металлических изделиях и заготовках. Метод обработки не отличается от принципов сверления, за исключением используемого инструмента. Сам процесс создания отверстий называется зенкерованием. По внешним признакам инструмент схож со сверлом, только на внешней кромке расположены зубья и спиральные канавки.

Применение и назначение
Зенкер используют для расширения диаметра входного отверстия, зачистки поверхности и сглаживания шероховатостей. Использование инструмента необходимо в работе, где важна точность замеров и качество. Зенкер необходим, когда требуется выполнить паз для крепежных элементов. К примеру, шпилек, болтов и шурупов. Инструмент незаменим в металлообрабатывающей промышленности. Выбор инструмента всегда будет зависеть от вида обрабатываемого материала, а также от расположения отверстий.
Виды зенкеров
Зенкеры по геометрической форме подразделяются на: цилиндрические, конические, торцовые. В зависимости от того, какой результат должен получиться, используется соответствующий тип инструмента:
- • для работы с деталями и формами цилиндрического вида. Имеют разный диаметр и угол наклона. Предназначены для расширения отверстии до 10 мм. С использованием направляющей цапки получаются углубления для крепежей;
- • для работы с коническими деталями (датчики, клапаны). Обрабатываемые поверхности, как правило, из чугуна и стали;
- • для обработки торцевой плоскости детали или изделия (приливов, бобышек).
Зенкеры классифицируют по виду конструкции: цельные, сборные, сварные и с наплавными твердосплавными пластинками. По способу крепления: хвостовой и насадной зенкеры.

Зенкерование
Работы выполняются на станках токарных (для получения отверстий с торцевой стороны), сверлильных, фрезерных с ЧПУ и расточных (для изменения размера отверстия). Подбор инструмента производится исходя из месторасположения отверстия и материала, глубины и размера отверстия, способа крепления. Скорость обработки в зенкеровании идентична скорости сверления. Для стали легких видов угол наклона равен 15-20 градусов, для средней легкости сплавов – 8-10 градусов. Высоколегированные стали и чугун обрабатываются поду углом 0-5 градусов, согласно ГОСТ 12479-71.
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности. Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо заточенной и не иметь заусенцев и трещин. В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа.
Данная обработка похожа на операцию рассверливания. Только в случае с зенкерованием окончательный вариант выходит более точным, в процессе улучшается чистота поверхности, устраняются любые погрешности. Далее обычно производится развертывание – разновидность чистовой обработки.
Раззенковкой называют вторичную обработку уже готовых отверстий для установки в них головок болтов, заклепок, винтов.
ГОСТ
- • зенкер насадного типа диаметром 25-75 мм, изготавливается по ГОСТ 1249-71;
- • с пластинами из твердосплавных металлов ГОСТ 12497-41;
- • цилиндрические ГОСТ 12489-71, диаметр изделия 10-20 мм. А также ГОСТ 2И22-2-80 для выпуска зенкеров с различнми хвостовиками цилиндрической формы;
- • конические (диаметр 10-40 мм) ТУ 2-035-923-83, ГОСТ 3231-71. Зенкер конический с углами 60,90 и 120 градусов регламентируется ГОСТ 14953-80Е.
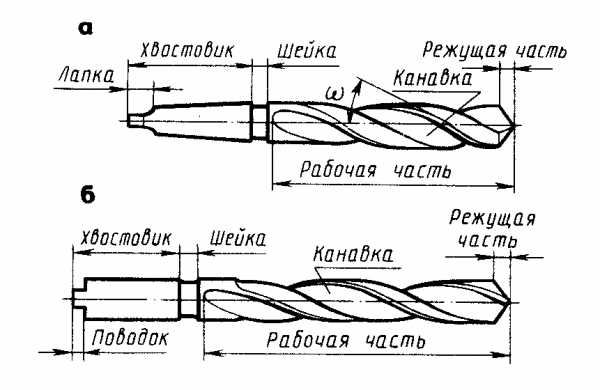
Конструкция зенкера
Чем зенкер отличается от зенковки
Зачастую зенкер путают с зенковкой. Зенкер и зенковка – относятся к классу режущих инструментов, с 3-мя и более режущими кромками. Оба инструмента используются для отверстий конической и цилиндрической формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры. А зенковка только шлифует отверстие от заусенец на этапе финишных работ.

Конусные зенкеры
Зенкер конического типа – самый распространенный и оптимальный режущий инструмент. Рабочий диаметр которого равен 15-75 мм. Предназначен для работ со средним углом наклона и небольших показателем углубления. Изделие имеет несколько сторон с прямыми зубьями с числом режущих кромок от 7-15. Зенкер чаще всего используется на станках с ЧПУ фрезерного или токарного типов.
Заточка зенкера по металлу
p-z-o.ru
что это такое, назначение, ГОСТы
Есть много операций по обработке отверстий. Они нужны в машиностроении и станкостроении, чтобы привести отверстие к определенному состоянию. Так, иногда необходимо снять фаску в начале канала (центровочное отверстие) или сделать в нем коническое углубление, чтобы спрятать шляпку болта или шурупа. Для всех этих целей придуман такой инструмент, как зенковка по металлу. Это специальный резец оригинальной конфигурации, который применяют со сверлильным или токарным оборудованием.
Инструмент зенковку иногда ошибочно называют зенкером. Это в корне неправильно: зенкер предназначен для повышения качества отверстия с точки зрения геометрических параметров, его форма не позволяет делать углублений в виде конуса. Общая у зенковки и зенкера многолезвийная структура рабочей части, причем лезвия в большинстве случаев у них идут по спирали.
Пользоваться зенковкой необходимо, строго соблюдая технические условия по ее применению.

Виды зенковок и их назначение
Инструмент зенковка обязательно входит в технологический процесс при изготовлении различных механизмов. Так как сложный механизм может иметь отверстия различного диаметра или могут быть разные требования к обработке: глубина зенкования, чистота получаемой поверхности, угол конуса или цилиндрическое углубление, то и режущие элементы для этих целей бывают разными.
Если брать режущую область инструмента, то можно встретить зенковки с такими формами резцов:
- Конического вида. Ножи такого элемента расходятся из центра торца под углом к телу инструмента. Угол здесь может быть разным: от 30 до 120 градусов с шагом 30 градусов. Также разным может быть и диаметр.
- Элементы с режущими кромками на окружности цилиндра. Эта форма резца позволяет получать ровные цилиндрические углубления.
- Элементы для торцевания.
Существует также классификация резцов-зенковок по величие диаметра, которым можно обработать отверстие:
- Простой инструмент. Диаметр здесь варьируется от 1.5 до 0.5 мм.
- Зенковки, рассчитанные на диаметр реза от 6 до 0.5 мм, у которых имеется конус предохранительного назначения либо он отсутствует.
- Режущие элементы, где конструктивно имеется хвостовик, рассчитанные на диаметр 8–12 миллиметров.
Основным назначением зенковки является возможность проведения над отверстиями следующих операций:
- Обработка отверстия таким образом, что в его начале может образоваться конусное углубление.
- Получение в отверстии углублений, когда нужна плоскость опорного назначения.
- Удаление фаски на торце канала отверстия.
- Создание углубления под потайные шляпки метизов.
Все перечисленные типы зенковок изготавливают из стали инструментального назначения, которые могут быть как легированными, так и углеродистыми.
Конструктивные особенности
Инструмент цельнометаллическая зенковка на чертеже имеет несколько основных конструктивных частей:
- Рабочий орган. Основная часть элемента, которая, по сути, выполняет операцию зенкования. В ней присутствуют режущие кромки – их может быть различное количество. Также здесь имеется основание – цилиндрическая часть, куда от вершины конуса сходятся резцы.
- Хвостовик – важная часть элемента. С его помощью резец закрепляется в патроне оборудования. Хвостовики тоже бывают разными: у одних тело по форме напоминает цилиндр, у других оно выглядит, как усеченный конус.
- Между хвостовиком и рабочей зоной имеется небольшой перешеек – это тоже элемент зенковки. Перешеек – самая слабая часть инструмента. Он имеет меньший диаметр, нежели хвостовик и рабочая головка. Его предназначение – быть предохранителем на случай заклинивания резца в заготовке, он должен в этом случае просто лопнуть и предотвратить более масштабные разрушения.
Кроме цельнометаллических зенковок, имеются инструменты со вставными лезвиями. В этом случае материал лезвий изготовлен из более прочной марки стали, чем основание элемента. Такая конструкция позволяет иметь высококлассный резец, но в то же время по стоимости он не будет превосходить ходовую продукцию.
Еще одна конструкция резца имеет режущие кромки из высокопрочных напаек. Такими режущими элементами хорошо получается обрабатывать твердые сплавы или чугун.
Правила работы инструментом
При использовании зенковки работы следует проводить с помощью токарного или сверлильного станка. Очень важно, чтобы патрон был в исправном состоянии, иначе при биении резца получить четкое цилиндрическое углубление не получится. Правила использования инструмента следующие:
- Для каждого рода работы нужно выбирать подходящий для этого тип режущего элемента: для образования конуса с заглублением – зенковку с продолговатым телом и направляющей цапфой, для небольших углублений – обычную конусную зенковку, для твердых сплавов – инструмент с твердосплавными напайками.
- Диаметр режущего элемента должен соответствовать необходимому диаметру углубления. Если делать обработку инструментом с гораздо большим диаметром, это может привести к плохой центровке углубления относительно отверстия, несоблюдению угла конуса и точной глубины.
- При выборе скорости вращения резца нужно придерживаться тех оборотов, которые рекомендованы для конкретного данного инструмента. Завышение оборотов ведет за собой перегрев рабочей части и быстрый износ режущих кромок.
- При работе с чугуном или сплавами из твердого материала необходимо отводить тепло из рабочей зоны, для этого нужно применять специальные эмульсии.
- Зенковка должна быть точно отцентрирована относительно середины отверстия.
Действующие ГОСТы
На любой инструмент имеются нормативные документы по его использованию. Для того чтобы соблюдать технологический процесс работы с зенковками, разработаны ГОСТы зенковок. На каждый тип режущего элемента (здесь деление по категориям) имеются свои технические условия:
- Согласно ГОСТ 14953-80Е описываются все нормы и правила касаемо зенковок конической формы. Здесь указан тип оборудования, с которым может работать резец, область его применения, рекомендуемые обороты, материал, для обработки которого предназначено устройство.
- Согласно ГОСТ 2И22-2-80 описываются все нормы и правила касаемо зенковок цилиндрической формы.
Отличия зенковки от цековки
Отличие от цековок зенковок в том, что первые относятся к инструменту зенкеру. Их основное назначение – работа с торцами. То есть цековка может пробурить углубление большего диаметра, чем само отверстие, и заодно выровнять торцовую плоскость в этом углублении, сделать так, чтобы оно было перпендикулярным оси канала.
Цековка тоже относится к элементам, где присутствует много лезвий. Кроме лезвий, цековка обязательно имеет направляющий элемент, который носит название цапфа. Цековка похожа на зенковку тем, что может выполнять практически такие же операции: создание потая под крепеж, снятие фаски, удаление заусенцев после сверления.
Цековку тоже можно применять только на специальном оборудовании, которым является сверлильный или токарный станок.
Уважаемые гости сайта, поддержите в комментариях эту тему! Когда возникает конструктивное общение, это всегда идет на пользу делу!
wikimetall.ru
что это, ГОСТы, виды и элементы
Сверление отверстий в металле ответственных изделий требует высокой точности. Образованный канал должен строго соответствовать необходимому диаметру. Получить такой результат только одним сверлом сложно: даже незначительное биение приводит к погрешности. Поэтому прецизионное сверление проводят в два этапа: вначале применяют сверло, а после – зенкер по металлу.

Под зенкером понимают специальный инструмент, который имеет несколько лезвий. С помощью него можно делать расширение готового отверстия либо чистовую проточку. Если у сверла рабочая режущая часть расположена на торце, то у зенкера резцы идут по спирали вдоль всего тела. Его работа схожа с работой фрезы, то есть он при вращении срезает тонкий слой металла в высверленном канале.
Операция обработки металла зенкером называется зенкерованием. Бывают разные типы зенкеров, некоторые из них внешне похожи на сверло по металлу, особенно те, которые имеют цельную конструкцию.
Для качественной обработки отверстий не следует применять обычную ручную электродрель – только сверлильный или токарный станок!
Классификация зенкеров и их назначение
Зенкер был разработан для машиностроения и применяется в основном в операциях металлообработки. Бывают разные виды зенкеров – все они используются в определенных технологических процессах. Классификация инструмента идет в первую очередь по двум основным группам:
- К первой группе относятся элементы разных видов и конструкций, основным назначением которых является промежуточный этап обработки, за ним следуют припуск и развертывание.
- Во вторую группу входят инструменты, предназначенные для финишной обработки отверстий в металле с точностью, что соответствует 4 и 5 классу (Н11 – квалитет).
Имеются отличия по конструкции. В этой категории бывают следующие виды инструмента:
- Цельнометаллический элемент, где режущая рабочая часть и хвостовик выполнены на одном металлическом стержне.
- Сборный элемент – зенкер насадной, который надевается на стержень направляющей. В качестве направляющей может быть продолжение хвостовика или специальное сверло. Суть в том, что можно объединить разные по диаметру элементы на одном инструменте, если отверстие сложное и имеет несколько диаметров.
- Зенкер сварной.
- Инструмент, в котором имеются твердосплавные режущие пластины.
Также есть отличия по форме рабочей зоны. Это такие виды инструмента:
- Элементы с рабочей областью в форме цилиндра. Их основное назначение – расширять отверстия методом зенкерования.
- Элементы с цилиндрической рабочей областью, где имеется направляющая цапфа. Эта конструкция используется для обработки отверстий под крепежные метизы.
- Зенкеры конической формы необходимы, если нужно образовать коническое углубление в начале отверстия.
- Элементы с рабочей областью на торце инструмента позволяют проводить зачистку торцевых плоскостей приливов, бобышек.

Особенности конических зенкеров
Зенкер конический применяют для операций зенковки металла. Этот технологический процесс предполагает снятие фаски в отверстии или получение конического углубления в металле. Самый распространенный и доступный для использования элемент конической формы – это инструмент типа ВК8. Его диаметр бывает разным в пределах 15–75 мм. Целевое назначение – создание конических поверхностей в начале отверстий с высоким классом точности. При этом заглубление получается незначительным, а угол обработки – средним.
Зенкер конического вида имеет хвостовик, тело (основание) и лезвия. Острые кромки, которые отвечают за рез в таком инструменте, бывают в количестве 6–12 единиц. Эти кромки имеют форму прямого типа, основание же внешней части выполнено плоским. Угол рабочей части (выраженный в градусах) в зависимости от стандарта может быть 120, 90, 75 и 60 единиц. Чтобы во время обработки отверстий соблюсти соосность, некоторые конусные элементы снабжены направляющей цапфой. По глубине обработки конусные зенкеры делятся на:
- резцы зенкования на небольшую глубину – основание у них цилиндрическое и продолговатое;
- резцы зенкования на небольшую глубину и зенкования материалов листовой стали – основание у них коническое с узкой цилиндрической юбкой;
- резцы для зенкования на большую глубину – основание узкое, цилиндрическое, с небольшим углом к хвостовику.
Получение необходимого углубления в отверстии коническим зенкером предполагает, что во время сверления нужно обеспечить припуск 2–3 мм. Сам процесс обработки осуществляется посредством применения станка для токарных работ, в патрон которого он крепится. Деталь выставляют отверстием напротив резца в строгом соблюдении осей. Рабочая часть инструмента подается к заготовке в ручном режиме.

При работе зенкером в область обработки необходимо подавать материалы, служащие для охлаждения и смазки. В такой процедуре не нуждаются только элементы с твердосплавными напайками!
Геометрические параметры
Чтобы правильно подобрать зенкер под конкретную задачу, нужно знать, с каким металлом он будет работать и что за параметры имеют основные элементы зенкера. Для цельнометаллических элементов цилиндрической формы предусмотрены следующие стандарты на геометрические параметры при обработке конкретных материалов:
- У деталей, выполненных из стали конструкционного назначения с отверстиями до 40.0 мм в диаметре, обработку последних проводят инструментом с диаметром рабочей части от 40 до 10 мм и количеством режущих кромок 3–4 единицы. Если диаметр достигает 80 мм, то резец должен быть в пределах 32–80 мм.
- У деталей, выполненных из металла, который был подвержен закалке, отверстия обрабатывают 4- и 3-лезвийными зенкерами с размером поперечного сечения от 50 до 14 мм.
- У деталей из чугуна либо металла цветного операцию зенкерования для глухих отверстий проводят перовым инструментом.
Рекомендации по применению конических элементов к типу металла, что должно соответствовать определенной геометрической форме конуса (имеется в виду угол), следующие:
- От 20 до 15 градусов угол можно применять, когда необходима обработка мягких марок стали и сплавов.
- От 10 до 8 градусов угол подойдет для работы, что предполагает зенковку металлов с твердостью средней величины либо деталей для отливок стальных.
- Угол в 5 градусов и ниже применим для зенковки заготовок из чугуна либо сталей высоколегированных.
Когда при помощи зенкера проводят чистовую обработку изделия, диаметр поперечника инструмента должен совпадать с тем диаметром, который должен получиться в итоге!
Действующие ГОСТ
Зенкер – высокоточный инструмент. Все его геометрические размеры, углы режущей кромки в коническом элементе, форма спирали лезвия, количество лезвий строго оговорены нормами стандартизации в ГОСТ. Так, действующие сегодня документы по разным видам зенкеров следующие:
- ГОСТ 14953-80 описывает условия (технические) применения элементов с конической формой рабочей зоны. Здесь указаны геометрические параметры, материал, из которого изготовлен инструмент, металл, с которым может работать конкретный элемент.
- ГОСТ 12489-71 касается такого инструмента, как цельный зенкер цилиндрической формы.
Уважаемые посетители сайта, кто владеет информацией, касающейся темы, поддержите обсуждения в комментариях!
wikimetall.ru
Зенкер по металлу – виды и принцип работы
Введение

Работа с металлом это сложный процесс, который требует повышенной точности, особенно это касается отверстий. Не каждое сверло может дать требуемый результат, поэтому используют зенкер по металлу. Это немецкое приспособление создано для повышения качества отверстий, проделанных в металлических конструкциях.
Есть ряд разновидностей, принципов использования, которые нужно уметь различать, чтобы получить обещанный результат. Обычно такой инструмент используется на производстве, в работе с серьезным оборудованием, но при должных знаниях такое приспособление можно использовать в быту.
Разновидности

Зенкер по металлу чаще всего представляет собой специальную насадку для профессионального оборудования, дрелей, шуропопвертов. На металлическом продолговатом предмете имеются несколько лезвий, закрученных по спирали, подобно буру. Такая конструкция обеспечивает качественную обработку металлических отверстий, сделанных заранее.
По принципу действия и внешнему виду похоже на обычное сверло, но путать не стоит, ведь выполняют эти насадки разные действия. Но схожесть заключается в разнообразии зенкеров, которые могут различаться по:
- степени обработки;
- принцип работы;
- сплаву железа.
Конструкций очень много, каждая может быть наиболее эффективна в определенных условиях. На рынке очень часто продаются комплекты, внутри которых находятся все виды, но также продаются отдельно. Для тех, кто планирует пользоваться ими, лучше всего взять комплект, а для единичного пользования надо подобрать определенный:
- цельный конический;
- цельный насадной;
- цельный хвостовой;
- с твердосплавными пластинами;
- сборный хвостовой, с ножками;
- сборный насадной.
Пусть схожесть в названиях, внешнем виде не путает вас, потому что использование каждого из них даст различный результат. Какие-то взаимозаменяемы, но специально подбирать в соответствии с поставленными задачами. Обработка зенкером может быть промежуточным действием в работе с металлическими отверстиями, а может и конечным этапом.
Тут нужно классифицировать на насадки, которые подготавливают отверстие к развертываний те, что получают итоговую обработку. Зависит это от типа отверстия и того, зачем оно было сделано, как будет использоваться.
Принцип работы

Использования зенкера — это процесс обработки металлических отверстий, который иначе называют зенкерованием
. Есть схожесть со сверлением, но в отличие от сверла, происходит не просверливание отверстия, а его корректировка. Можно использовать для создания отверстия, но это плохо влияет на насадки и приведет к несвоевременному износу.Лучше всего зенкеровать уже по сделанному отверстию, изменяя размер или выравнивая неровности. Можно использовать для обработки всего отверстия или же изменить размер для шляпки крепления. Зенкер по металлу может быть насадкой для дрели, шуропопверта или другого профессионального станка, пригодного для таких действий.
Часто процесс зенкерования путают с зенкованием которое выполняется также схожим по названию приспособлением, зенковка. Это похожий процесс, но все же несет иной характер и используется для иных целей.
Видеоролик, в котором изображен принцип действия зенкера по металлу
Правила пользования в домашних условиях

Зенкер чаще всего используют на профессиональном оборудования для того, чтобы произвести обработку металлических конструкций в производственном масштабе. Но все большую тенденцию набирает использование приспособления в ломаных условиях, обычными людьми.
Для таких домашних операций часто используют специальное сверло со схожим принципом работы. Но независимо от того, какая насадка служит для обработки нужно соответствующим образом подготовится к работе:
- Подобрать соответствующий зенкер по размеру и количеству лезвий.
- У аппарата, в который буде вставляться насадка, должно быть достаточно мощности для такой работы.
- При обработки не цветных металлов требуется специальная жидкость, которая будет смазывать и охлаждать.
Все эти правила очень важны, потому что от подготовки будет завесить результат работы. В случаи неточностей и игнорирования пунктов можно нанести серьезный вред работе. Если обработка производится первый раз, то во время выбора насадки и перед работой проконсультируйтесь с профессионалом, это снизит количество проблем.
Как выбрать зенкер

От правильности выбора зависит очень многое, особенно, учитывая специфику работы. На производстве такие работы выполняют машины, которые специально программируются, но, а человеку уже придется как-то самому. Разновидностей зенкеров на рынке очень много, поэтому выбор будет зависть от характера результата работы, грубости материала и диаметра отверстия.
Перед покупкой сделаете необходимые замеры диаметра обрабатываемой зоны, и параметры крепления. Важным пунктом будет информация об мощности агрегате (дрель, шуропопверт и так далее) и месте расположения участка обработки. Эти сведения сильно сократят модельный ряд, но все же останется еще много вариантов, различных по материалу, фирме и мелким изменениям в форме.
Цена соответственно также будет изменяться. В таком случае главным критерием будет частота использования. Но не стоит выбирать самые дешевые варианты потому что насадки из низкокачественных материалов могут не только сломаться во время работы, но и тем самым нанести серьезный вред целостности конструкции.
Заключение
Зенкер по металлу незаменимое приспособление для точных качественных обработок металлических изделий. Зенкерование не только улучшит внешний вид, но и повысит прочность и срок службы соединения и всей конструкции. Важно уметь разбираться в многообразии инструментов и правильно использовать этот инструмент по назначению.
prosto-instrumenty.ru
Зенковка – что это, виды и применение, конструкция, зенкование и ГОСТ.
Зенковка – это металлорежущий инструмент с несколькими рабочими лезвиями, предназначенный для обработки предварительно просверленных отверстий цилиндрической или конической формы. С помощью зенковки, при выборе необходимого типа инструмента, можно получить различные по конфигурации углубления в отверстиях обрабатываемых деталей. Не следует путать зенковку с зенкерованием, рассверливанием отверстий на всю длину для повышения качества поверхности.

Виды и применение зенковок
При обработке деталей на сверлильных и токарных станках зенковка по металлу применяется для:
- Формирование в предварительно подготовленных отверстиях углублений конической или цилиндрической формы требуемой длины.
- Формирование опорных плоскостей возле отверстий.
- Съём фаски в отверстиях.
- Обработка отверстий под крепеж.
Часто можно встретить и термин «цековка», так называют инструмент, предназначенный для рассверливания углублений цилиндрической формы и опорных плоскостей.
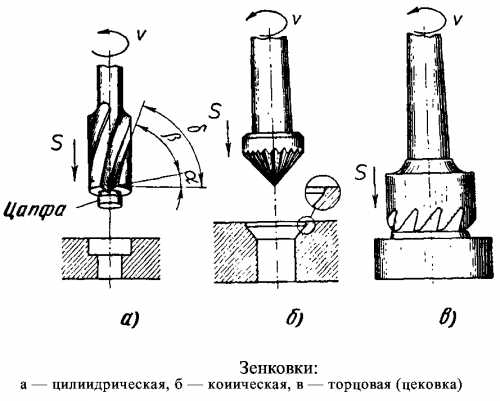
По конфигурации режущей части встречаются следующие виды зенковок:
- Цилиндрической конфигурации.
- Конические зенковки.
- Торцовые инструменты.
По диаметру обрабатываемых отверстий зенковки подразделяются на:
- Простые (от 0,5 до 1,5 мм).
- Для отверстий диаметром от 0,5 до 6 мм. Выпускаются с предохранительным или без предохранительного конуса.
- Зенковки с конусным хвостовиком. Применяются для отверстий диаметром от 8 до 12 мм.
Конструкция
Зенковка коническая состоит из двух основных элементов – рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.

Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.

При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Особенности зенкования отверстий
Приведём некоторые рекомендации для металлообработки методом зенкования:
- При обработке твердых сплавов и чугуна необходимо использовать охлаждающие эмульсионные составы для отвода тепла.
- Очень важно правильно подобрать инструмент для проведения работ. Необходимо учесть материал заготовки и характер работ.
- При подбое зенковки особое внимание уделите заданным параметрам обработки – диаметр, потребная точность, размер углубления.
- Обратите внимание на способ фиксации на станке, при необходимости приобретите необходимую дополнительную оснастку.
Действующий ГОСТ
Определяет технические условия для конической зенковки ГОСТ 14953-80. Также, при металлообработке, следует руководствоваться другими стандартами регулирующими параметры используемых сходных инструментов – зенкеров, разверток и т. д. Подбор зенковок необходимо производить по таблицам в специальной литературе.
mekkain.ru
ГОСТ 14953-80 Зенковки конические. Технические условия (с Изменениями N 1, 2, с Поправкой)
ГОСТ 14953-80
Группа Г23
МКС 25.100.30
ОКП 39243
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 N 6138
3. Стандарт полностью соответствует СТ СЭВ 698-77 и СТ СЭВ 699-77
4. ВЗАМЕН ГОСТ 14953-69, МН 725-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято Постановлением Госстандарта СССР от 11.10.91 N 1607
7. ИЗДАНИЕ (август 2003 г.) с Изменениями N 1, 2, утвержденными в декабре 1986 г., марте 1989 г. (ИУС 3-87, 6-89)
Настоящий стандарт распространяется на конические зенковки для обработки центровых отверстий по ГОСТ 14034 и конические зенковки с углом при вершине 90° для обработки конических опорных поверхностей по ГОСТ 12876, изготовляемые для потребностей экономики страны и для экспорта.
(Измененная редакция, Изм. N 1).
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2018 год
Поправка внесена изготовителем базы данных
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конические зенковки должны изготовляться типов:
1 – зенковки с углом при вершине 60° центровочные;
2 – зенковки центровочные для центровых отверстий с углом при вершине 60° без предохранительного конуса;
3 – зенковки центровочные для центровых отверстий с углом при вершине 60°с предохранительным конусом 120°;
4 – зенковки центровочные для центровых отверстий с углом при вершине 75° без предохранительного конуса;
5 – зенковки с углом при вершине 60° с цилиндрическим хвостовиком;
6 – зенковки с углом при вершине 90°с цилиндрическим хвостовиком;
7 – зенковки с углом при вершине 120° с цилиндрическим хвостовиком;
8 – зенковки с углом при вершине 60° с коническим хвостовиком;
9 – зенковки с углом при вершине 75° с коническим хвостовиком;
10 – зенковки с углом при вершине 90° с коническим хвостовиком;
11 – зенковки с углом при вершине 120° с коническим хвостовиком.
1.2. Основные размеры зенковок должны соответствовать указанным на черт.1-6 и в табл.1-6.
Черт.1. Тип 1
Тип 1
Черт.1
Таблица 1
мм
Обозначение зенковки | Применяемость | |||
2353-0081 | 5 | 50 | 10 | |
2353-0082 | 8 | 60 | 12 |
Пример условного обозначения зенковки типа 1, диаметром =5 мм:
Зенковка 2353-0081 ГОСТ 14953-80
Черт.2. Тип 2
Тип 2
Черт.2
Таблица 2
мм
Обозначение зенковки | Применяемость | ||||
2353-0083 | 5,0 | 2,00 | 45 | 3,0 | |
2353-0084 | 6,3 | 2,50 | 50 | 3,7 | |
2353-0085 | 8,0 | 3,15 | 4,7 | ||
2353-0086 | 10,0 | 4,00 | 56 | 6,0 | |
2353-0087 | 12,5 | 5,00 | 63 | 7,4 | |
2353-0088 | 16,0 | 6,30 | 71 | 9,5 |
Пример условного обозначения зенковки типа 2, диаметром =5 мм:
Зенковка 2353-0083 ГОСТ 14953-80
Черт.1. Тип 3
Тип 3
Черт.3
Таблица 3
мм
Обозначение зенковки | Применяемость | |||||
2357-0001 | 0,80 | 5,0 | 1,55 | 35,5 | 0,82 | |
2357-0002 | 1,00 | 6,3 | 2,00 | 1,13 | ||
2357-0003 | 1,25 | 7,1 | 2,40 | 40,0 | 1,21 | |
2357-0004 | 1,60 | 8,0 | 3,10 | 45,0 | 1,52 | |
2357-0005 | 2,00 | 10,0 | 4,00 | 2,20 | ||
2357-0006 | 2,50 | 12,5 | 5,00 | 50,0 | 2,60 | |
2357-0007 | 3,15 | 14,0 | 6,40 | 3,30 | ||
2357-0008 | 4,00 | 16,0 | 7,90 | 56,0 | 4,20 | |
2357-0009 | 5,00 | 20,0 | 10,00 | 63,0 | 5,20 | |
2357-0010 | 6,30 | 25,0 | 12,50 | 71,0 | 6,50 |
Пример условного обозначения зенковки типа 3, диаметром =5 мм:
Зенковка 2357-0001 ГОСТ 14953-80
Черт.4. Тип 4
Тип 4
Черт.4
Таблица 4
мм
Обозначение зенковки | Применяемость | ||||
2353-0089 | 6,3 | 45 | 2,0 | 3,1 | |
2353-0090 | 8,0 | 50 | 2,5 | 3,9 |
Пример условного обозначения зенковки типа 4, диаметром =6,3 мм:
Зенковка 2353-0089 ГОСТ 14953-80
Черт.5. Типы 5, 6, 7
Типы 5, 6, 7
Черт.5
Таблица 5
мм
Обозначение зенковки типа 5 | Приме- | Обозначение зенковки типа 6 | Приме- | Обозначение зенковки типа 7 | Приме- | |||||||
Тип 5 | Типы 6, 7 | Тип 5 | Типы 6, 7 | |||||||||
2353-0101 | 8,0 | 1,6 | 8 | 48 | – | 16 | – | |||||
2353-0107 | – | 44 | – | 12 | ||||||||
2353-0114 | ||||||||||||
2353-0102 | 10,0 | 2,0 | 50 | – | 18 | – | ||||||
2353-0108 | – | 46 | – | 14 | ||||||||
2353-0115 | ||||||||||||
2353-0103 | 12,5 | 2,5 | 52 | – | 20 | – | ||||||
2353-0109 | – | 48 | – | 16 | ||||||||
2353-0116 | ||||||||||||
2353-0104 | 16,0 | 3,2 | 10 | 60 | – | 24 | – | |||||
2353-0111 | – | 56 | – | 20 | ||||||||
2353-0117 | ||||||||||||
2353-0105 | 20,0 | 4,0 | 64 | – | 28 | – | ||||||
2353-0112 | – | 60 | – | 24 | ||||||||
2353-0118 | ||||||||||||
2353-0106 | 25,0 | 7,0 | 69 | – | 33 | – | ||||||
2353-0113 | – | 65 | – | 29 | ||||||||
2353-0119 | ||||||||||||
Пример условного обозначения зенковки типа 6, диаметром =10 мм:
Зенковка 2353-0108 ГОСТ 14953-80
Черт.6. Типы 8, 9, 10, 11
Типы 8, 9, 10, 11
Черт.6
Таблица 6
Размеры, мм
Обозна- | При- ме- | Обозна- | При- ме- | Обозна- | При- ме- | Обозна- | При- ме- | Конус Морзе | ||||||||
Тип 8 | Тип 9 | Типы 10, 11 | Тип 8 | Тип 9 | Типы 10, 11 | |||||||||||
2353-0121 | 16,0 | 3,2 | 97 | – | – | 24 | – | – | 1 | |||||||
2353-0133 | – | 93 | – | 20 | ||||||||||||
2353-0142 | ||||||||||||||||
2353-0122 | 20,0 | 4,0 | 120 | – | 28 | – | 2 | |||||||||
2353-0134 | – | 116 | – | 24 | ||||||||||||
2353-0143 | ||||||||||||||||
2353-0123 | 25,0 | 7,0 | 125 | – | – | 33 | – | – | 2 | |||||||
2353-0135 | – | 121 | – | 29 | ||||||||||||
2353-0144 | ||||||||||||||||
2353-0124 | 31,5 | 9,0; 7,0* | 132 | – | – | 40 | – | – | ||||||||
2353-0129 | – | 127 | – | 35 | ||||||||||||
2353-0136 | – | 124 | – | 32 | ||||||||||||
2353-0145 | ||||||||||||||||
2353-0125 | 40,0 | 12,5; 11,0* | 160 | – | – | 45 | – | – | 3 | |||||||
2353-0131 | – | 155 | – | 40 | ||||||||||||
2353-0137 | – | 150 | – | 35 | ||||||||||||
2353-0146 | ||||||||||||||||
2353-0126 | 50,0 | 16,0 | 165 | – | – | 50 | – | – | ||||||||
2353-0138 | – | 153 | – | 38 | ||||||||||||
2353-0147 | ||||||||||||||||
2353-0127 | 63,0 | 20; 18,0* | 200 | – | – | 58 | – | – | 4 | |||||||
2353-0132 | – | 192 | – | |||||||||||||
docs.cntd.ru
Зенкер. Финишная доработка отверстий | ПроИнструмент
 Во многих случаях предварительно просверленное отверстие (особенно с использованием ручной дрели) не отличается высоким качеством: кроме торцовых заусенцев, может присутствовать ещё неперпендикулярность оси. Поэтому после сверления часто используют следующий переход – зенкерование, для этой операции нам и потребуется зенкер.
Во многих случаях предварительно просверленное отверстие (особенно с использованием ручной дрели) не отличается высоким качеством: кроме торцовых заусенцев, может присутствовать ещё неперпендикулярность оси. Поэтому после сверления часто используют следующий переход – зенкерование, для этой операции нам и потребуется зенкер.
Устройство зенкера и целесообразность применения инструмента
В качестве первичного инструмента для получения отверстий, зенкер использовать невозможно. Его форма не позволит качественно врезаться в древесину, и, тем более, в металл. Иное дело – работать по уже готовой полости, для того, чтобы её улучшить или расширить по диаметру. С этой целью зенкер включает в себя:
- Рабочую часть, в виде многозубого усечённого конуса;
- Направляющую цилиндрическую часть;
- Опорную часть (хвостовик) с посадочным местом под патрон станка или дрели.
Область использования зенкеров ранее была более разнообразной – их использовали не только для рассверливания отверстий, но также и для финишной обработки соответствующих сквозных или глухих полостей в штампованных или литых заготовках. В современных технологиях деформирования внутренние образующие отверстий после точной пробивки/вырубки металлических полуфабрикатов полностью соответствуют зенкерованным. Естественно, что и по производительности зенкерование уступает штамповке. Но, во-первых, иметь штамповочное оборудование может себе позволить далеко не каждый. А, во-вторых, зенкеры по дереву ещё никто не отменил.

Классификацию цельных зенкеров по металлу, согласно ГОСТ 12489-71, можно выполнить для двух групп. К группе №1 относят инструмент, который предназначается для последующего получения особо точных отверстий методом их развёртывания (в качестве примера можно привести расточку гнёзд для сёдел клапанов). №2 применяется, если для использования отверстия для которых достаточным является квалитет Н11 (это соответствует примерно 4-5 классам точности). Стоит напомнить, что точность после сверления не превышает 12 квалитета, при этом биение сверла составляет не менее 0,15…0,20 мм (даже для отлаженных станков и новых свёрл). Зенкерование же даёт 11-й квалитет, при качестве внутренней поверхности отверстия до Rz 15…20.
Соответствие квалитетов ГОСТ и погрешностей размеров в зависимости от их диаметра можно определить при помощи таблицы, которая приведена ниже. При этом следует помнить, что отверстия под последующее их зенкерование должны быть меньше требуемого значения на 0,6…0,8 мм. Тоесть, зенкером снимается весьма небольшое количество материала.

Характерными особенностями зенкера считаются:
- Наличие укороченной режущей части, которая, в отличие от свёрл, имеет форму усечённого конуса.
- Три и более винтовых канавок, которые предназначены для отвода стружки.
- Различная форма посадочной части – от конической, с обычным конусом Морзе, до традиционной цилиндрической по ГОСТ 12489-71, с осевым выступом на торце (зенковки).
Такие конструктивные изменения предусматривают некоторые отличия в технологии зенкерования от сверления. Например, использование смазочно-охлаждающих сред (СОЖ) здесь обязательно, а число оборотов зенкера всегда должно быть меньше, чем сверла по тому же материалу.
Общие правила для подбора зенкера и оборудования
Перед выбором необходимо определиться, что необходимо получить после такой обработки – улучшить качество отверстия, либо повысить его размерную точность. Первый вариант необходим, если в отверстии требуется нарезать резьбу (особенно – с мелким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.
Учитывая описанный выше профиль рабочего торца зенкера, обрабатывать им можно и поверхности, непосредственно примыкающие к отверстию, например, с целью получения отверстия под потай.
В зависимости от условий отработки различают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом случае для изготовления используются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), во втором — для работ по дереву – можно применять и зенкеры из обычной углеродистой стали типа У7 или У8.
Твердосплавные насадные зенкера изготавливают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а также из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, имеющие форму пластин, припаивают медью. Преимущества твёрдосплавных насадок к зенкерам – возможность в процессе обработки применять высокооборотистые режимы резания.

Долговечность зенкера определяется режимом его термической обработки, и, соответственно – твёрдостью. Рабочая часть инструмента, изготовленного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в пределах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Для зенкеров по дереву используются также сборные и цельные конструкции. Эта технология для производства менее трудоёмкая, однако сборно-сварные исполнения инструмента весьма чувствительны к радиальному, и, особенно – торцевому – биению, поэтому техническое состояние патрона станка или дрели должно проверяться более тщательно.

При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
Следует, однако, помнить, что наиболее качественным считается зенкерование, которое выполняется на станке. Тут с успехом используются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и фрезерный станок, однако лишь при наличии на нём устройства ЧПУ.
Домашние мастера обычно приобретают зенкеры в наборе. Это удобно и выгодно, но при этом следует проверить возможность установки хвостовика в патрон основного оборудования.
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.

Технология производства данных операций включает в себя:
- Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
- Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.

Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.
Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.

Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
- Изготовленная под углом 90° рабочая форма торца.
- Увеличенное до 5 количество зубьев.
- Возможность применения также и для зенковки отверстия, без изменения его диаметра.
- Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Конструкции такого инструмента различаются также в зависимости от материала изделия. Например, для фанеры или ДСП выбирается свой зенкер.
Хороший набор свёрл по дереву обязательно включает в себя и зенкер (как самостоятельно, так и в качестве насадки на основной инструмент).
proinstrumentinfo.ru