Конструкция резца токарного – Резцы для токарного станка по металлу – классификация, виды, назначение
alexxlab | 08.07.2020 | 0 | Разное
Резец отрезной токарный: конструкция, виды, режимы, назначение
На производстве для получения ступенчатых валов и заготовок необходимого размера применяется резец отрезной. Используется на станках с ручным и автоматическим управлением, параметры подбираются в соответствии с интенсивностью проводимых работ и материалом заготовок. Работы проводятся только острым или прошедшим заточку инструментом во избежание аварийных ситуаций, порчи заготовки и самого резца. Не следует использовать продукцию неизвестных производителей, инструмент должен соответствовать ГОСТ.

Конструкция и назначение отрезного резца
Отрезной токарный резец представляет собой в общем случае пластину из инструментальной стали с тонким относительно общей ширины и толщины вылетом рабочей поверхности. В каждом конкретном случае существует уникальный набор геометрических параметров и углов, которые обеспечивают хороший рез, износостойкость и сопротивляемость повышению температуры во время обработки детали. Для работы на автоматических станках применяются резцы с припаянными твердосплавными пластинами.
Рассмотрев чертеж разных геометрических форм резцов, можно выделить ряд параметров, которые характерны для любой конструкции:
- задний угол – образуется между плоскостью точения и кромкой резца, от его значения зависит насколько велика будет сила трения между заготовкой и инструментом, соответственно влияет на температурных режим процесса;
- передний угол – определяет насколько эффективно происходит процесс удаления стружки, влияет на температурный режим и скорость реза;
- угол между основными поверхностями или угол заострения определяет скорость реза и быстроту изнашивания рабочей поверхности.
Сборный или инвертированный резец представляет собой мощную конструкцию со сменными отрезными пластинами, имеющими обычно Т-образный профиль. Несколько пластин из разных сплавов позволяют осуществлять резку разных материалов, форма рабочей поверхности хорошо подходит для проходки канавок и углублений, можно затачивать до критической длины, практически до полного износа рабочей поверхности.
Виды отрезных резцов
Отрезной резец – петушок назван так в силу своеобразия геометрии после заточки. Впервые петушковый токарный резец применил И.К. Евсеев, суть его рационализаторского предложения заключалась в уменьшении ширины стружки по сравнению с шириной реза. Стружка не сможет подклинить – уменьшается вероятность разрушения режущей кромки. Операция выполняется быстрее, не требуется увеличение скорости вращения шпинделя. При установке режущей кромкой вниз стружка падает на станину и не требует активного вмешательства оператора.
Отрезной резец ВК8 применяется для обработки стали и чугуна, обладает повышенными прочностными и температурными характеристиками, хорошей скоростью резки.
ВК8 – твердый сплав (карбида вольфрама 92%, кобальта 8%) применяется как покрытие для инструментов, режущих камень, металл, гранит. ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
Скачать ГОСТ 3882-74
Подбирая отрезной резец по металлу, нужно учитывать ряд факторов:
- материал, который необходимо обрабатывать;
- интенсивность работ;
- специфику обработки заготовки;
- степень износа токарного оборудования.

Инструментами из быстрорежущей стали нельзя обрабатывать каленые заготовки и сталь с большим коэффициентом вязкости – рабочие поверхности быстро выкрошатся и восстановить их будет проблематично, а стоимость новых высока. Для работы на станках с ЧПУ лучшим выбором станут твердосплавные резцы, хорошо переносящие температурные нагрузки, которые практически всегда будут присутствовать в цикле обработки. При работе на старом изношенном оборудовании с большими люфтами и биениями лучше применять сборные резцы, их проще затачивать и менять.
Режимы резания при использовании отрезного резца
Токарная обработка металлических заготовок заключается в методичном снятии лишнего металла. Припуск – лишний металл, снятый с детали за определенное количество проходов. Главная задача оператора – выбрать такой режим вращения шпинделя и подачи резца, чтобы не происходило перегрева. Скорость выполнения работы не должна существенно ускорять износ оборудования и допускать нештатные режимы работы (перегрев, обработку материала неподходящим или тупым резцом), потенциально опасные для станка и оператора.
Технологи производят расчет режима резания индивидуально для каждого станка, учитывая его износ и специфику операций. В случае решения сложных задач используется метод пробных проходов в виде точения небольших участков при разных условиях. Это сильно растягивает процесс во времени, но может помочь выйти на оптимальные параметры, которые в итоге ускорят работу. Изготовление новой детали на станках с ЧПУ тоже не обходится без пробных проходов и построения алгоритма работы с учетом специфики изделия и особенностей оборудования.
Тщательно спланированный технологический цикл на основе справочных данных и опыта, использование отрезных токарных резцов, соответствующих ГОСТ, и исправного оборудования – залог успешного и безаварийного производства. Увеличение производительности – задача, решение которой не должно доходить до абсурда. Эксплуатация на пределе возможностей – гарантия быстрого выхода из строя станочного парка, срыва сроков поставки изделий. Резцы – дорогие расходные материалы, но использование дешевых изделий может привести к поломке станка полностью.
Маркировка
Маркировка описывает основные механические и физические параметры инструмента. Например, 2130-0255 ВК6 ГОСТ 18884-73 говорит, что это резец канавочный, соответствует ГОСТ 18884-73, правый в исполнении 1, с сечением 25Х16 мм и пластиной из твердого сплава ВК6. В отличие от обычного отрезного резца по ГОСТ канавочный отличается наличием пластины с ВК6.
Скачать ГОСТ 18884-73
Отрезной резец по ГОСТ 18884-82 обладает еще более высокопрочной пластиной, полученной из сплава ВК8 или более твердого. Такие инструменты могут использоваться в автоматическом режиме работы. Подобрать изделие с необходимыми параметрами можно с помощью соответствующих справочников.

Производители
При выборе резцов следует ориентироваться не на лучшую цену, а на соответствие продукции требованиям государственного стандарта. Произведенные по техническим условиям резцы вряд ли прослужат долго, да и заточить их будет проблематично. Несоответствие стандарту прямо указывает на изменение состава материалов в сторону удешевления. Например, для сплава ВК8 разница в несколько процентов кобальта кардинально меняет прочностные и температурные характеристики.
Только продукция, произведенная по ГОСТ, может обеспечить заявленные параметры и обеспечить бесперебойный технологический цикл.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Элементы токарного резца по металлу. Особенность конструкции
И так здравствуйте друзья! Сегодня мы с вами поговорим про то какие основные части и элементы токарного резца. Эта тема необходима нам потому, что это необходимо знать для дальнейшего изучения механической обработки на токарных станках.

Основные части и элементы токарного резца.
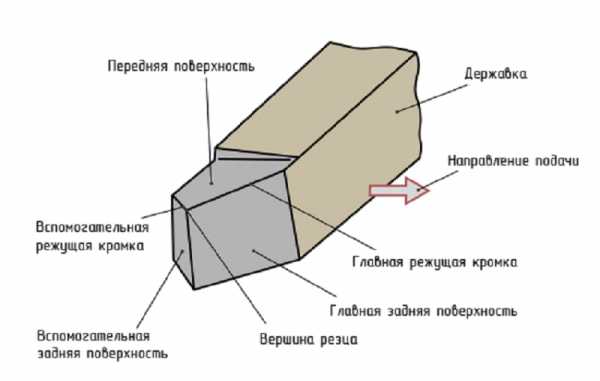
Для того чтобы было более понятно посмотрим на этот рисунок где изображен токарный резец и обозначены основные его составляющие. Или как их можно назвать элементы резца. Вы конечно можете меня обвинить, что я для примера привел резец очень древний, но извините это классика.
Элементы токарного резца подразделяются:
1. Это так называемый стержень (или державка) самого резца. Он непосредственно служит для крепления инструмента в резцедержателе токарного станка или револьверную головку.
2. Передняя поверхность. По ней сходит стружка в процессе обработки на токарном станке и падает в станину.
3. Вершина резца. Ну хочу вам сразу сказать, что вершина токарного резца должна находится строго по оси обрабатываемой заготовки не ниже и не выше иначе будет повышенный износ режущей пластины и как следствие ее разрушение.
4. Главная режущая кромка. Ну тут все понятно) главная кромка напрямую участвует в процессе резания, а если сказать проще срезает металл с заготовки.
5. Главная задняя поверхность. Имеет угол аналогичный наклону главной режущей кромки но в срезании металла не участвует.
6. Вспомогательная режущая кромка. Не участвует в процессе резания не помню честно говоря зачем она 🙂 если кто помнит пишите в комментариях обсудим и подискутируем.
7. Вспомогательная задняя поверхность. Эта поверхность является продолжением заднего угла вспомогательной режущей кромки.
Во общем не так уж сложно запомнить под главной режущей кромкой находится главная задняя поверхность а под вспомогательной соответственно вспомогательная поверхность. Уф ну и закрутил )))))
ДААА! вы наверное заметили что на вышеуказанном рисунке есть еще и сноска под названием головка резца. Но я про нее не забыл я как раз хотел вам про нее рассказать, а именно что все вышеуказанные пункты кроме стержня или державки и есть головка токарного резца.
Ну конечно вы сейчас скажите, что я рассказал про конструкцию «доисторического» токарного резца и будете от части правы это токарный резец с напаянной пластиной НО режущий инструмент с неперетачиваемыми твердосплавными пластинами имею такие же поверхности — ЭТО КЛАССИКА 🙂 .
Видео про основные части и элементы токарного резца:
Ну вот и все. Думаю что прочитав мою статью про основные части и элементы конструкции токарного резца,закрепив все этим на мой взгляд достаточно толковым видео вы поняли что к чему. Ну а если нет пишите в комментариях, что не понятно будем разбираться вместе. ДО ВСТРЕЧИ!!!
Да чуть не забыл А ТЫ ПОДПИСАЛСЯ на новые новости моего блога:) !
С вами был Андрей!
mextexnologii.ru
Конструкции токарных резцов
Конструкции токарных резцов. Цельные резцы, головка и тело которых состоят из одного материала, применяются очень редко. Резцы такой конструкции встречаются только из углеродистой инструментальной стали, стоимость которой сравнительно невелика, а также из быстрорежущих сталей для небольших резцов, используемых главным образом в державках.
Напайные и наварные резцы (резцы с напаянными или приваренными пластинками из быстрорежущей стали или из твердого сплава) имеют широкое распространение. Стержень такого резца, обычно нормального сечения, изготовляется из обыкновенной углеродистой стали марок Ст. 6 и Ст. 7 либо из качественной углеродистой стали марки 45 или 50. Стержни резцов, работающих в особо тяжелых условиях, прочность которых нельзя усилить увеличением сечения, изготовляются из углеродистой инструментальной стали марок У7 и Увили из легированной стали марки 40Х.
Несмотря на высокое качество современных способов напайки пластинок твердогосплава, изготовление таких резцов сопровождается иногда образованием трещин и в дальнейшем разрушением пластинки. Поэтому в последнее время стремятся заменить напайку или приварку птастинок (особенно минералокерамических) механическим закреплением их.
Пластинка 1 в этом случае закрепляется в стержне 4 резца посредством прижима 3 и болта 2. Один конец прижима опирается на пластинку, а другой — на рифленую поверхность (шаг рифлей — 1,5 мм). При износе пластинки на 1,5 мм прижим можно сдвинуть вперед (для этого отверстие для болта, закрепляющего прижим, сделано продолговатым). Пластинка в рабочем положении правой кромкой упирается в заплечик, имеющийся с нижней стороны прижима.
При замене затупившейся пластинки новой снимать резец со станка нет надобности. Недостаток такого способа закрепления пластинок состоит в том, что они используются примерно лишь наполовину. Кроме того, быстро изнашиваются болт, прижимы и другие детали, посредством которых осуществляется крепление пластинки.
В последние годы применительно к механическому креплению стали выпускаться многогранные не перетачиваемые пластинки.
В случае, когда длина режущей кромки резца, например расточного, может иметь небольшую протяженность, он изготовляется коротким и небольшого сечения. Для закрепления таких резцов используются державки различных конструкций. Державки применяются также для закрепления фасонных и резьбовых резцов. Наиболее употребительные конструкции подобных державок рассматриваются в соответствующих лавах.
Державка для закрепления твердосплавных пластинок.
www.autoezda.com
Какие бывают резцы для токарного станка по металлу: проходные, упорный, отрезные
Для механической обработки металла или других материалов применяются специальные режущие инструменты. Станки токарной группы предназначены для получения изделий цилиндрической или конической формы. Провести точение можно при применении токарных резцов, которые имеют ряд своих особенностей. Резцы для токарного станка по металлу классифицируются по огромному количеству признаков, подбираются в зависимости от особенностей проводимых операций. С появлением высокопроизводительного оборудования количество разновидностей рассматриваемого режущего инструмента увеличилось.
Конструктивные особенности токарного резца
Токарное оборудование применяется на протяжении многих десятилетий. Первый резец для токарных станков обладал примитивной конструкцией, но она сохранилась практически без изменений. Основными элементами режущего инструмента являются:
- Державка — часть инструмента, предназначенная для его фиксации в специальном узле станка.
- Рабочая головка — вторая часть резца, посредством которой выполняется механическая обработка заготовки.
Более сложной формой характеризуется рабочая головка. Она представлена сочетанием нескольких режущих кромок, которые обладают определенным углом заточки. Выбор угла заточки проводится в зависимости от особенностей предстоящей работы: режимы резания, свойства материала, требуемая точность размеров и другие. Державка может быть выполнена всего в двух видах: прямоугольной и квадратной формы.
Классификация по конструктивным признакам
Работать можно при применении самых различных вариантов исполнения режущего инструмента. Устанавливаемые приспособления для токарного станка по металлу позволяют проводить крепление следующих видов режущих инструментов:
- Прямые получили самое широкое распространение. В этом случае державка вместе с рабочей головкой расположены на одной или двух параллельных друг другу осях. Для подобного инструмента подходит самый различный держатель.
- Изогнутые характеризуются тем, что положение оси рабочей части относительной державки отклоняется на определенный градус. Изготовление резцов по металлу изогнутого типа также проводится довольно часто, так как они позволяют проводить черновое или чистовое точение.
- Оттянутые имеют меньшую ширину рабочей головки в сравнении с державкой. Работа с подобным инструментом проводится довольно часто.
- Отогнутые имеют оси рабочей части и державки, которые не совпадают. Смещение можно заметить при визуальном осмотре инструмента сверху.
Кроме этого, классификация режущего инструмента проводится с учетом установленных норм в ГОСТ. Согласно технической информации выделяют следующие группы токарных резцов:
- Цельная конструкция, которая изготавливаются целиком из одного металла. Состоять сплав может из различных химических элементов, которые способны повысить жесткость и прочность структуры, повысить сопротивление к образованию трещин и других дефектов. Рассматривая то, какой еще металл может использоваться при изготовлении подобного изделия, стоит отметить инструментальные стали.
- Варианты исполнения, на рабочую часть которых напаивается пластина. Напайка проводится при применении специального сплава, что обеспечивает высокую прочность и надежность инструмента. Напаять могут пластины из твердых сплавов, которые способны выдерживать длительную работу. Сегодня инструмент подобного типа получил самое широкое распространение, так как его применение позволяет существенно повысить качество получаемой поверхности.
- Резцы со сменными режущими пластинами, которые фиксируются при помощи специальных винтов или прижимов. В этом случае нож по мере износа может быть заменен. Из-за сложности конструкции и ее достаточно высокой стоимости подобные инструменты применяются намного реже.
Состав применяемых сплавов при изготовлении режущих инструментов может существенно отличаться. Для определения основных механических качеств указывается марка металла, который применяется при изготовлении изделия.
Другие разновидности резцов
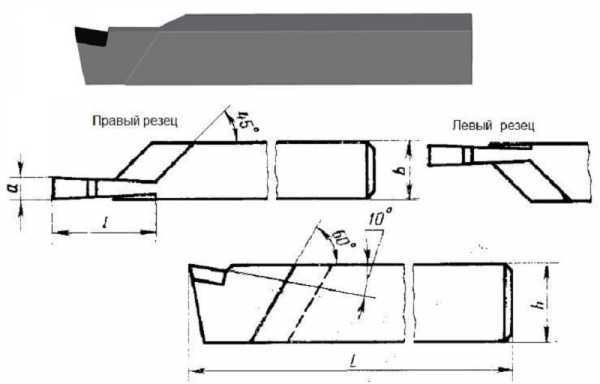
Классификация инструмента проводится и по направлению, в котором совершается подача. Выделяют токарные резцы:
- Левого типа — в процесс обработки инструмент подводить слева направо.
- Правого типа — этот тип изделия получил наибольшее распространение, так как подача суппорта осуществляется справа налево.
Технологическая карта обработки заготовки предусматривает применение следующих инструментов:
- Для выполнения черновой обработки. Зачастую приходится делать так, что показатель скорости вращения шпинделя низкий, а подача высокой. За счет этого можно снимать большой слой материала за один проход. Однако снижение показателя скорости вращения шпинделя несколько ухудшает качество получаемой поверхности. На этом этапе также образуются важные геометрические элементы изделия: фаски и канавки.
- Для чистовых работ. После того как основной слой металла был удален, наступает этап проведения чистовой обработки. В этом случае размеры заготовки и показатель шероховатости доводятся практически до финального показателя.
- Некоторые специалисты также выделяют получистовую работу, но на практике инструменты этой группы применяются крайне редко.
- Для выполнения тонких технологических операций. Если деталь должна обладать высокоточными размерами, то устанавливается инструмент, предназначенный для тонкой обработки. Он характеризуется тем, что изготавливается из сверхтвердых материалов, размеры и форма наконечника остаются неизменными на протяжении всего срока эксплуатации. Чаще всего устанавливается на станках с ЧПУ.
Вариант исполнения для черновой работы обходится дешевле всех, так как к нему предъявляется меньшее количество требований и при изготовлении применяются более доступные материалы.
Виды токарных резцов по металлу
Различают виды инструмента по предназначению. Этот момент во многом определяет форму и размеры, угол заточки режущей кромки. Выделяют следующие виды:
- Проходной резец прямой получил самое широкое распространение, так как в большинстве случаев применяется для образования наружной цилиндрической поверхности. Однако он менее удобный для снятия фасок.
- Проходной отогнутый также может применяться для получения наружной цилиндрической поверхности, но в отличие от предыдущего варианта исполнения он более комфортный при снятии фасок. Державка этого инструмента может выполняться в самой различной форме и размерах.
- Проходной упорный с отогнутой рабочей частью применяется для получения наружной цилиндрической формы, разновидность инструмента считается самой востребованной из всех представленных на рынке. Конструктивные особенности позволяют даже за один проход проводить снятие большого слоя металла.
- Подрезной инструмент применяется для обработки торцевых поверхностей. За счет изменения формы рабочей части стало возможно проводить снятие металла в перпендикулярном направлении относительно оси заготовки. Стоит учитывать, что область применения этого инструмента весьма ограничена, но без него не провести многие технологические операции.
- Отрезные резцы для токарного станка также получили весьма широкое распространение. Они применяются для отрезки заготовок под прямым углом. Характерной чертой конструкции можно назвать очень тонкую ножку, которая рассчитана на глубокое врезание в металл. Для обеспечения длительного срока службы на ножку напаивается пластина из твердосплавного металла.
- Резьбонарезные применяются в случае наличия соответствующего режима работы станка. Бывают винторезные модели, которые могут применяться для нарезания резьбы на поверхности. Для подобной работы также требуется специальный инструмент, который будет создавать канавку требующейся формы. В отдельную группу относят инструменты, которые предназначены для создания внутренней резьбы. Они имеют довольно сложную форму, предназначены для подведения к торцевой поверхности под определенным углом. В целом резьбонарезной инструмент для образования внутренней резьбы несколько напоминает расточный вариант исполнения, но отличия касаются формы режущей кромки.
- Расточный инструмент предназначен для обработки глухих отверстий, расположенных с торцевой стороны. Выделяют две группы подобных резцов: для глухих и сквозных отверстий. Разница заключается в форме режущей кромки. Рабочая часть выполнена в отогнутом виде, за счет чего инструмент можно подвести к внутренней части заготовки.
Кроме этого, в продаже можно встретить варианты исполнения, предназначенные для мини-станков. Они характеризуются державкой меньшего размера. Применение современных сплавов при изготовлении позволяет сделать инструмент более устойчивым к механическому и иному воздействию.
Особенности сборных резцов
Рассматривая универсальные резцы, следует уделить внимание сборной конструкции. Они характеризуются тем, что могут снабжаться режущими пластиками с различной формой. К особенностям этого варианта исполнения можно отнести следующие моменты:
- При смене наконечника можно получить самые различные варианты исполнения резца. Есть возможность изменять угол обработки, что требуется в некоторых случаях при получении сложной поверхности.
- Конструкция подобного инструмента сложна, что определяет повышение стоимости.
- Зачастую рассматриваемое изделие приобретается для станков ЧПУ или других специальных моделей, предназначенных для выполнения специфических работ.
- Применяемый метод крепления не предназначен для высоких нагрузок. Именно поэтому при применении рассматриваемого инструмента нужно уделить внимание правильности выбора режима резания.
- Пластины, которые выступают в качестве режущей кромки, изготавливают из прочных и износостойких сплавов. Именно поэтому они могут прослужить долго и применяться для чистовой обработки.
Широкое распространение станков с ЧПУ определило появление довольно большого количества новых разновидностей резцов.
Это связано с тем, что возможности станка ограничиваются лишь эксплуатационными качествами применяемого режущего инструмента.
Появление современных сплавов, которые могут выдерживать воздействие высоких температур и трения, также позволило максимально раскрыть потенциал подобного оборудования. Именно поэтому сегодня резцы с твердосплавными пластинами получили весьма широкое распространение, встречаются в машиностроительных, станкостроительных и других цехах. Однако их высокая стоимость определяет низкую рентабельность применения на обычных токарных станках. Поэтому цельный инструмент пока часто применяется при выполнении различных операций.
chebo.pro
Конструкция и геометрия токарного резца
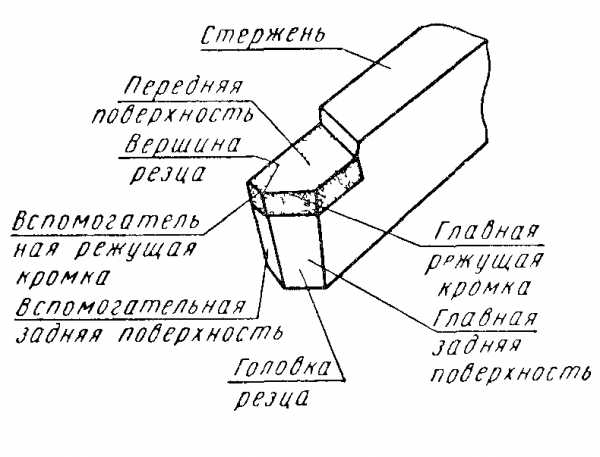
 Рис. 3. Элементы рабочей части токарного резца.
Рис. 3. Элементы рабочей части токарного резца.
|
Токарные резцы имеют наиболее полную геометрию, элементы которой присутствуют у любого режущего инструмента. Они имеют рабочую (режущую) часть и державку (рис. 3). Рабочая часть изготавливается из соответствующего инструментального материала, а державка из сталей 40, 45, 40Х. Габариты державки определяются шириной
Рабочая часть резца содержит переднюю , главную и вспомогательную задние поверхности.
Передняя поверхность – это поверхность лезвия инструмента, по которой в процессе резания сходит стружка. Главная задняя поверхность инструмента – это поверхность лезвия, обращенная в процессе обработки к поверхности резания заготовки. Вспомогательная задняя поверхность – это поверхность лезвия инструмента, обращенная к обработанной поверхности заготовки. Так как эти поверхности не параллельны между собой, то при пересечении они образуют элементы лезвия резца (см. рис. 3).
Для ориентации инструмента в пространстве и определения его геометрии установлено понятие координатных плоскостей. Такими плоскостями являются основная плоскость и плоскость резания. Основная плоскость– это координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения резания (рис. 4). Плоскость резания – это координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости.

Рис. 4. Геометрические параметры проходного токарного резца
Геометрию резца рекомендуется рассматривать в главной и вспомогательной секущих плоскостях.
Главная секущая плоскость –этоплоскость перпендикулярная проекции главной режущей кромки на основную плоскость.
Вспомогательная секущая плоскость
основную плоскость.
В главной секущей плоскости рассматриваются (см. рис. 4):
–главный передний угол –это угол между передней поверхностью лезвия инструмента и основной плоскостью;
–главный задний угол –это угол между главной задней поверхностью лезвия инструмента и плоскостью резания;
–угол заострения –это угол между передней и главной
задней поверхностями;
–угол резания –это угол между передней поверхностью лезвия инструмента и плоскостью резания.
, т.е. если , ,
если , то .
В вспомогательной секущей плоскости рассматриваются:
– вспомогательный передний угол –это угол между передней поверхностью лезвия инструмента и основной плоскостью;
– вспомогательный задний угол –это угол между вспомогательной задней поверхностью лезвия инструмента и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости.
Геометрия резца, кроме того, определяется главным и вспомогательным углами в плане, углом при вершине резца, а также углами наклона главной и вспомогательной режущих кромок (см. рис. 4).
Главный угол в плане –это угол между плоскостью резания и рабочей плоскостью. Рабочая плоскость – плоскость, в которой расположены векторы скоростей главного движения резания и движения подачи. Вспомогательный угол в плане –это угол между проекцией вспомогательной режущей кромки на основную плоскость и рабочей плоскостью.
Угол наклона главной режущей кромки – это угол между
основной плоскостью, проведенной через вершину резца, и главной режущей кромкой инструмента. Угол наклона вспомогательной режущей кромки – это угол между основной плоскостью, проведенной через вершину резца, и вспомогательной режущей кромкой. Углы и принято считать положительными, если вершина резца является наинизшей точкой соответствующей режущей кромки. В противном случае – отрицательными.
Похожие статьи:
poznayka.org