Конструкция сварочного выпрямителя – устройство, прицип действия и назначение
alexxlab | 15.05.2020 | 0 | Разное
Сварочный выпрямитель — устройство и принцип работы
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Виды сварки и устройство выпрямителя
Существует масса новейших методов соединения металлов и их сплавов, как правило, они основаны на лёгких и надёжных мобильных, инверторных, сварочных аппаратах. Эти изделия работают на принципе выпрямителя, но их конечные характеристики, отличаются от традиционных устройств. К относительно новым видам сварки относятся следующие способы соединения металлов:
- Сварка методом MIG/MAG, которая работает на принципах сварки металлов в активной или защитной среде газа с полуавтоматической подачей присадочной проволоки в зону плавления;
- сварка методом TIG, где процесс происходит в защитной среде инертного газа, с использованием неплавких электродов и наплавляемой полосы присадочного материала;
- сварка методом ММА, где используются принципы инвертора в режиме постоянного тока, но электроды, покрытые и возможна смена полярности.
Популярность высокотехнологичных методов вполне объяснима, но не утрачивает значение и использование старых методов сварки металлов. Причина заключается в предсказуемости параметров, глубине провара и использовании доступных комплектующих.
Основным недостатком метода сварки, с применением выпрямителя, кроме большого веса, является его нагрузка на питающие электросети общего использования. Это воздействие снижается за счёт питания через трёхфазное напряжение 380 V, оно же позволяет перераспределить нагрузку во вторичной цепи и создать многопостовые выпрямители.
Констукция устройства
Конструктивно устройство выпрямления напряжения и создания мощного сварочного тока выглядит следующим образом, а именно:
- необходимость понижения входного напряжения означает наличие трансформатора, он преобразует переменный 50 Гц ток 220/380 В, в низковольтное напряжение;
- мощный диодный мост выпрямляет переменное напряжение в циклическое постоянное;
- сглаживающий конденсаторный фильтр большой ёмкости, преобразует пульсирующее напряжение в, практически, линейное постоянное напряжение;
- блок регулировки силы тока;
- дроссели, ограничивающие нарастание сварочного тока.
Конструкция аппаратов может несколько отличаться от упрощённой схемы для улучшения технических характеристик, но по этому принципу можно собрать выпрямитель своими руками. Он позволит выполнять простые сварочные работы дома и на даче.
Важно помнить, что необходимо предусмотреть индикацию режимов работы и воздушное охлаждение сварочного аппарата потому, что выпрямительные диоды при сварке сильно нагреваются.
Сварочный выпрямитель: принцип работы и характеристики
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными. Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Очень важно, для обеспечения качества, подобрать вольтамперные характеристики модели для выполнения тех работ, которыми вы будете заниматься.
Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели. При этом ВСВУ обладает всеми свойствами универсального аппарата.

Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг. Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса. Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.
Важно, что ремонт выпрямителя обойдётся значительно дешевле починки современных инверторных аппаратов.
Что имеем в итоге?
Подводя итоги, нужно сказать, что выбор каждого человека определяется решаемыми задачами и денежными ресурсами, но выбор выпрямителя, особенно для производства, будет верным решением. Мы рассказали о свойствах трансформаторных выпрямителей, основных характеристиках и принципе действия и надеемся, что эта информация будет вам полезна.
electrod.biz
Выпрямитель для сварочного аппарата своими руками: схема
Несмотря на то, что электрическое оборудование является одним из самых сложных по своей конструкции, многими мастерами изготавливается выпрямитель для сварочного аппарата своими руками. Кроме хорошо оборудованной мастерской, необходимы знания в электротехнике. Современные реалии таковы, что можно воспользоваться уже готовыми схемами, а также советами по подбору диодов и других элементов.
Самодельные приборы могут изготавливаться как для однофазной, так и для 3-фазной сети. Во втором случае требуются более мощные диоды для выпрямительного моста и система охлаждения.
Устройство сварочного выпрямителя
Важно! Для самостоятельного изготовления выпрямителя можно не использовать трансформатор, а подключать его напрямую к сети
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.
Схематическое устройство сварочного выпрямителя
Само устройство довольно требовательно к расчетным данным, но принцип его работы достаточно понятен. Входящий ток поступает на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке появляется электрический ток, но с другими параметрами. Будет понижено напряжение, и повышена сила тока. Следующий этап — трансформация. Это именно то, для чего конструируются выпрямители.
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель. При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение. На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Самодельный сварочный выпрямитель для однофазной сети
Чтобы понять, что представляют собой функциональные блок-схемы сварочных выпрямителей, стоит начать с того, что внешние характеристики могут быть падающими или жесткими, в зависимости от типа электрода.
Его принципиальная схема состоит из 2 обязательных элементов: трансформатора, тиристорной схемы (сюда же входит компенсатор). Вторая может быть 2 типов: из управляемых тиристоров Vy и диодная неуправляемая Vн. В линейном блоке находится сглаживающий дроссель Lc. Этот компонент призван снизить скорость нарастания тока до максимальных значений при появлении сварочной дуги. Эта защита выполняет роль индуктивного фильтра, не допуская разбрызгивания металла из сварочной ванны.
Трансформатор понижающий формирует внешние характеристики и регулирует режим работы. Из-за низкой стабильности выходного тока у однофазных однополупериодных выпрямителей преимущественно применяются 2-полупериодные схемы, которые пропускают верхние и нижние части волн.
Выбор конденсатора основывается на 2 характеристиках: емкости (чем она выше, тем меньше пульсация) и напряжении (должно превышать амплитудное как минимум в 2 раза).
Сварочный выпрямитель для трехфазной сети
В домашних условиях можно сделать выпрямитель для 3-фазной сети. Для этого используется схема сварочного выпрямителя имени Мицкевича. Она включает в себя 3 соединенных диода с выходом на конденсатор. Но эта схема имеет недостатки 1-фазного однополупериодного выпрямителя — нестабильность тока. Она неуправляемая, с уже заданными точными характеристиками тока.
Этот недостаток компенсирует вторая схема Ларионова. В ней используются 2-полупериодные схемы на каждую фазу. В этом случае потери тока минимизированы почти вдвое, есть возможность управления такими параметрами, как сила тока на выходе.
Инверторный сварочный выпрямитель
Инверторный выпрямитель представляет функциональный прибор в отличие от простого аналога. Он способен трансформировать переменный ток в прямой, а также отключать эту функцию и работать с переменным. В зависимости от используемых тиристоров, есть возможность менять частоту тока, уменьшать или увеличивать силу тока и напряжение. Использование выпрямителя ограничено и затратно: обычно такие устройства применяются в промышленных масштабах. Поэтому для бытового использования лучше предпочесть инвертор.
Особенности применения и меры безопасности при работе
Важно! При первичном включении необходимо использовать меры безопасности на случай короткого замыкания
Основы безопасности работы с электричеством связаны с его эксплуатацией. В то же время, работая над схемами, никто не застрахован от неправильных действий, применения элементов, не соответствующих указанным параметрам, а также использования ошибочных схем или допущения собственных ошибок. В связи с этим при проверке работоспособности устройства нужно придерживаться следующих правил:
- Включение новых схем проводить, максимально обезопасив себя от воздействия поражения электричеством. Перед включением установить сборку в емкость, сделанную из диэлектрического материала, отойти на расстояние не менее 1-1,5 метров и только после этого опробовать работоспособность системы.
- При работе с конденсаторами нового поколения важно помнить, что при несоответствии рабочего напряжения может произойти предусмотренная производителем разгерметизация. В результате КЗ возникает задымление, вредное для глаз.
- Стабилизирующий блок питания. Входное напряжение стабилизаторов должно превышать выходную величину минимум на 1,5 В.
- Транзисторы и стабилизаторы желательно устанавливать на разные радиаторы, поскольку каждый из них выделяет большое количество тепла.
Заключение
Зная, как сделать выпрямитель на 12 Вольт своими руками, можно изготовить для собственного использования устройство, которое будет полезным не только для сварки, но и во многих домашних приборах, освещении, зарядниках для автомобильных аккумуляторов, аудиоаппаратуры. Выпрямитель может работать как от сети, так и от вторичной обмотки трансформатора. Единственный недостаток схем, используемых для бытового применения, — невысокий КПД.
Видео: САМОДЕЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО ТОКА
svarkaipayka.ru
Сварочные выпрямители. Сварка
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
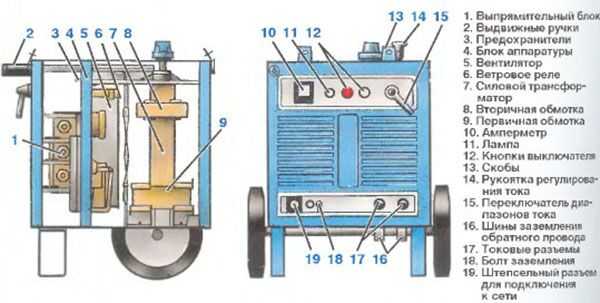
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.
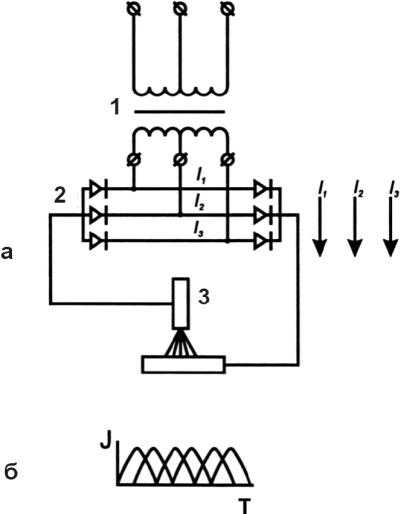
Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
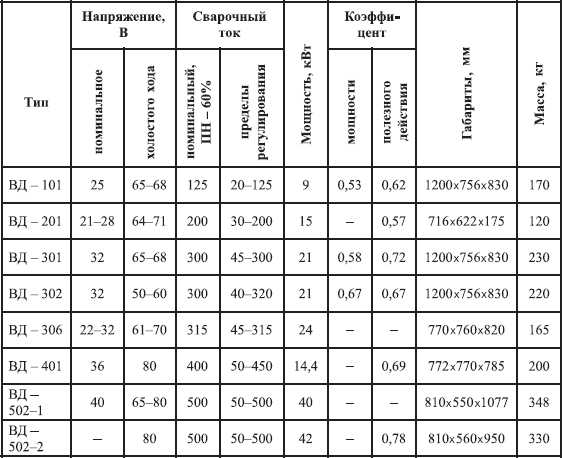
Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Сварочный выпрямитель: устройство и принцип работы
 Среди строительного оборудования свою нишу занимают инструменты для сварки:
Среди строительного оборудования свою нишу занимают инструменты для сварки:
- инверторы;
- агрегаты;
- выпрямители.
Задача последних – создание постоянного тока из переменного, который в последствии будет использоваться для питания сварочной дуги. Преобразованный в постоянный, переменный ток не меняет свое направление и величину.
В каких случаях используют современные выпрямители для сварочных работ?
Принцип их действия заключается в том, что они проводят переменный ток исключительно в одном направлении. Осуществляется это при помощи кремниевых или селеновых полупроводников, входящих в состав оборудования. Из двух типов наиболее выгодными являются селеновые, так как их стоимость низка, а производительность гораздо выше.
Используется сварочный выпрямитель для сварки обратной полярности или соединения элементов из низкоуглеродистой стали, цветных металлов и их сплавов. Изделия созданы в качестве альтернативы преобразователей тока, снабженных вращающимися роторами. Они по своим характеристикам значительно превосходят преобразователи тока.
Устройство типовых моделей
В конструкцию типового сварочного выпрямителя входят:
- трансформатор с регуляторами тока;
- устройство для выпрямления тока;
- дополнительные элементы (пуск, защита, измерения).
Полупроводники, о которых было сказано выше, являются частью выпрямительного блока, который может быть одно- или трёхфазным. Последний вид предпочтительнее, так как является высокотехнологичным и экономичным.

Преимущества и недостатки оборудования
Сварочное оборудование, выпущенное надежными компаниями-производителями и имеющее сертификаты качества, обладает рядом плюсов:
- высокая производительность;
- простота в эксплуатации;
- небольшой вес;
- прочность и долговечность.
В процессе эксплуатации металл практически не разбрызгивается, а на фазы выпрямителя дается равномерная нагрузка.

Среди минусов можно выделить высокий уровень чувствительности оборудования к перепадам напряжения и коротким замыканиям, а также относительно высокую стоимость. Популярна услуга аренды техники, это помогает сэкономить средства в некоторых случаях.
Выпрямители для сварочных работ требуют ухода: их нужно регулярно осматривать на предмет поломок, хранить в сухих местах и ежемесячно чистить при помощи продувания сухим воздухом.
osnovam.ru
Классификация и устройство сварочных выпрямителей
 Сварочным выпрямителем называют устройство, являющееся источником постоянного тока. Конструктивно выпрямитель состоит из:
Сварочным выпрямителем называют устройство, являющееся источником постоянного тока. Конструктивно выпрямитель состоит из:
— трансформатора,
— блока полупроводниковых вентилей;
— аппаратуры, регулирующей величину сварочного тока.
Классификация выпрямителей осуществляется в зависимости способа регулировки сварочного тока:
— с помощью дросселя;
— регулируемого трансформатора;
— тиристорами.
Блоки выпрямителей создаются на базе силовых диодов либо тиристоров. Первые проводят ток лишь в одном направлении, при этом управлять его величиной невозможно. Тиристоры являются не полностью управляемыми элементами, их нельзя включить пока напряжение на электродах не снизится до 0. Управляемыми проводниками считаются транзисторы (триоды), но их использование в сварочных выпрямителях не распространено.
В виду наличия ЭДС самоиндукции в сварочных схемах могут возникать пики напряжения (перенапряжения), которые могут привести к пробою полупроводников. Поэтому с целью исключения такой вероятности выпрямительные блоки шунтируют R-C- цепью.
По конструктивному исполнению схемы сварочных выпрямителей бывают 1 и 3-х-фазные.
Однофазные схемы в выпрямителях используют обычно при незначительных мощностях. Трехфазные схемы обеспечивают меньшую пульсацию сварочного тока.
Схема Ларионова
В трехфазных блоках выпрямления используют мостовую схему соединения диодов. В таких схемах пульсация напряжения составляет 300Гц.
Принцип работы
В анодной группе включаются диоды с высоким потенциалом, а в катодной – с низким. Т. е. открытыми являются диоды – с наибольшими положительным и отрицательным потенциалами, и в течении 1/3 периода каждый вентиль работает с двумя другими другой группы. Данная схема используется почти во всем сварочном оборудовании, номинальный ток у которых не превышает 500А.
Трехфазная кольцевая схема выпрямления
Для ее исполнения трансформатор выпрямителя должен включать две группы вторичных обмоток, включенных по схемы звезды со сдвигом по фазе на полпериода. Пульсация напряжения в такой схеме также равна 300Гц.
Принцип работы
При переключении диода переключается и одна из обмоток в цепи выпрямления. Каждая обмотка будет включена в течении 1/3 периода. Главным недостатком такой схемы выпрямления является требование об использовании более дорогостоящего и сложного трансформатора.
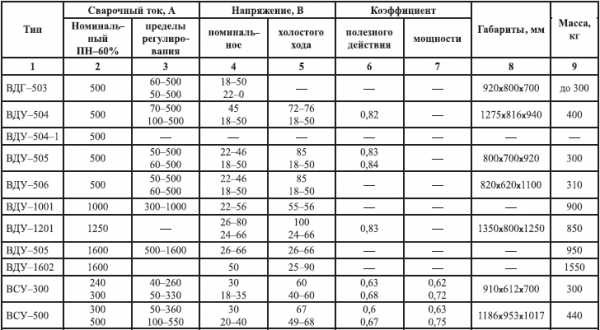
Шестифазная схема выпрямления с реактором
Для ее создания трансформатор на вторичной стороне должен иметь две идентичные группы обмоток, включенных по схеме звезды и сдвинутых на 1/2 периода. Также с целью организации параллельной работы в цепь включают симметричный дроссель (реактор).
Принцип работы
Для каждой звезды поочередно включаются диоды с наибольшим положительным потенциалом. Данная схема используется для сварочных выпрямителей значительной мощности (1000А и выше).
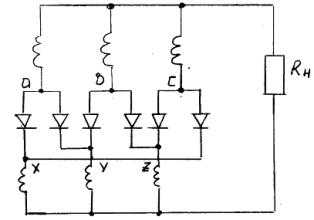
Выпрямитель, регулируемый трансформатором.
Конструктивно состоит из:
— силового трансформатора;
— блока выпрямителей;
— пускозащитной аппаратуры.
Регулировка реализуется одновременным переключением вторичных обмоток со схемы «звезды» в «треугольник» и наоборот. В области ступеней регулировка производиться при изменении расстояния между переключающимися обмотками. Подобные устройства при промышленном производстве собирают на кремниевых диодах. Управление работой схемы осуществляется магнитным пускателем.
Защитная аппаратура не допускает включение схемы, если нет достаточного охлаждения блока, а также ели один из диодов работает неисправен.
По такой схеме работает выпрямитель ВД-306, которые считаются наиболее простыми в изготовлении и использовании. К числу недостатков относят отсутствие возможности стабилизации при изменении величины питающего напряжения, отсутствие возможности управления на расстоянии.
pue8.ru
Сварочные выпрямители – Сварка металлов
Сварочные выпрямители
Категория:
Сварка металлов
Сварочные выпрямители
Для преобразования переменного тока в постоянный в современной промышленности используют полупроводники, которые в контакте с металлами образуют электрические вентили — приборы, обладающие способностью хорошо проводить электрический ток в одном (прямом проводящем) направлении и плохо в обратном (запирающем) направлении. Для изготовления достаточно мощных вентилей пригодны особым образом приготовленные полупроводники из селена, германия и кремния высокой чистоты. Селеновые вентили’ нашли наиболее широкое применение. Германий целесообразен лишь для относительно небольших токов, обычно не свыше 50 а. Наиболее перспективен для выпрямителей значительной мощности кремний, он удобен для выпрямления токов в сотни и тысяч ампер. По мере развития производства кремниевых выпрямителей они становятся совершеннее в техническом отношении и стоимость их постепенно снижается.
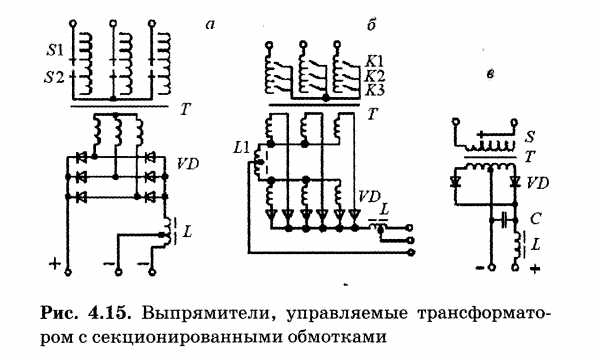
Основным фактором, ограничивающим мощность выпрямителей, является их нагрев, нарушающий нормальную работу. Поэтому мощность и надежность работы выпрямителя зависит от совершенства и надежности его охлаждения, которое во многих случаях производится специальным вентилятором. Число вентилей в выпрямителе определяется схемой выпрямления, значениями выпрямленного тока и его напряжения. В сварочных выпрямителях обычно применяются одно- или трехфазные мостовые схемы двухполупе-риодного выпрямления (рис. 1).
В однофазной мостовой схеме вентили включены в четыре плеча моста (рис. 1, а). Нагрузка Н включена в одну диагональ моста, она питается выпрямленным током I =; действующее значение выпрямленного напряжения на выходе U — .К другой диагонали моста подведен однофазный переменный ток с действующим значением напряжения U Частота пульсаций выпрямленного тока 100 гц. В трехфазной мостовой схеме (схема Ларионова) вентили включены в шесть плеч трехфазного моста; пульсации выпрямленного напряжения уменьшены, частота их 300 гц (рис. 1, б). Трехфазная система выпрямления имеет ряд преимуществ перед однофазной: выше устойчивость дуги, равномерная нагрузка всех трех фаз силовой сети переменного тока, лучше используется трансформатор, питающий выпрямитель. Поэтому обычно в сварочных выпрямителях используется трехфазная схема выпрямления.
Однофазная мостовая схема обычно применяется в комбинированных источниках питания, когда сварка может производиться на постоянном токе при включенном блоке вентилей или на переменном токе при отключенных вентилях. Простейший сварочный выпрямитель с падающей характеристикой, состоящий из трансформатора с увеличенным магнитным рассеянием и блока вентилей, удовлетворяет требованиям к обычным источникам для ручной дуговой сварки.
Трансформаторы для выпрямителей могут быть построены по тем же схемам, что и сварочные трансформаторы. Существуют и более сложные схемы сварочных выпрямителей, с регулировочными дросселями насыщения, со стабилизаторами напряжения и пр. Целесообразность таких устройств сомнительна из-за сложности и высокой стоимости; вряд ли они смогут конкурировать с электромашинными преобразователями в условиях ручной дуговой сварки. Конечно, для специальных целей более сложные устройства могут быть вполне целесообразными. Приведем основные технические данные сварочных выпрямителей ВД-101 и ВД-301 для ручной дуговой сварки. Выпрямители передвижные, состоят из понижающего трехфазного трансформатора с увеличенным магнитным рассеянием, выпрямительного кремниевого блока с вентилятором для охлаждения, пускорегулирую-щей и защитной аппаратуры (рис. 2). Сопоставление сварочных выпрямителей с электромашинными преобразователями указывает на явные преимущества первых.
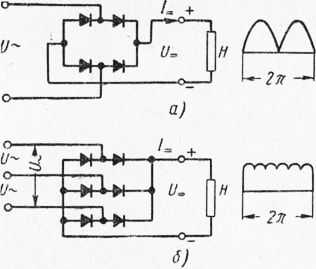
Рис. 1. Типовые схемы выпрямителей
Подобно электромашинным преобразователям, сварочные выпрямители могут быть не только однопостовыми с падающей внешней характеристикой, но и многопостовыми с жесткой характеристикой, с питанием отдельных сварочных постов через балластные реостаты. Наша промышленность выпускает многопостовые сварочные выпрямители на выпрямленный ток 1000, 1600 и 3000 а для одновременного питания постоянным током 6, 9 и 18 сварочных постов, рассчитанных на ток до 300 а каждый, при коэффициенте одновременности работы постов 0,6. Мощность, потребляемая выпрямителями из питающей силовой сети при полной загрузке, соответственно 77, 123 и 230 ква при cos ф = 0,89.
Опыт показывает, что выпрямители экономичнее электромашинных преобразователей, удобнее в эксплуатации, дают более устойчивую дугу, меньшее разбрызгивание металла, обладают лучшими динамическими свойствами и повышенным быстродействием сварочной цепи. Электромашинные преобразователи сохранят значение для сетей со значительно колеблющимся напряжением. Применение в этих случаях выпрямителей со сложными стабилизаторами питающего напряжения во многих случаях нецелесообразно.
Рис. 2. Сварочный выпрямитель ВД-301
—-
Преимущества сварочных выпрямителей перед преобразователями заключаются в отсутствии вращающихся частей, более высоком к. п. д. и меньших потерях энергии при холостом ходе, бесшумности работы, равномерной загрузке трехфазной сети, меньшей массе и более широких пределах регулирования сварочного тока и напряжения. Эти преимущества позволяют широко использовать сварочные выпрямители вместо преобразователей, особенно в условиях стационарного производства.
Сварочный выпрямитель состоит из двух основных частей: понижающего (обычно трехфазного) трансформатора с устройством для регулирования тока или напряжения и выпрямительного блока, состоящего из селеновых или кремниевых вентилей.
Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор для охлаждения выпрямительного блока. Вентилятор сблокирован с выпрямителем воздушным реле. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.
Рис. 3. Сварочный выпрямитель ВДУ-504
Промышленностью выпускаются однопостовые и многопостовые сварочные выпрямители. Однопостовые выпрямители рассчитаны на получение либо жесткой и пологопадающей, либо крутопадающей вольт-амперной характеристики; выпускаются также универсальные выпрямители с крутопадающими и жесткими характеристиками. Сварочный ток чаще всего регулируется изменением расстояния между обмотками трансформатора (подвижные обмотки первичные). Регулирование напряжения производится секционированием первичной обмотки, т. е. изменением коэффициента трансформации.
Многопостовые сварочные выпрямители выпускаются для одновременного питания шести, девяти и восемнадцати сварочных постов; они комплектуются соответствующим количеством балластных реостатов РБ-301.
Внешний вид универсального выпрямителя ВДУ-504 представлен на рис. 3.
—
Выпрямители предназначены для питания сварочных установок различного назначения. Сварочные выпрямители имеют следующие преимущества по сравнению с электромашинными генераторами: широкие пределы регулирования сварочного тока, высокие динамические свойства и технико-экономические показатели, высокий КПД. Они надежны в эксплуатации и просты в обслуживании, работают бесшумно.
К недостаткам сварочных выпрямителей следует отнести: низкий коэффициент мощности, неустойчивость к перегрузкам и токам короткого замыкания, необходимость в искусственном охлаждении, зависимость напряжения от колебания напряжения сети (необходимо применять стабилизаторы напряжения).
В числителе приведено значение для жесткой внешней характеристики, в знаменателе — для мягкой.
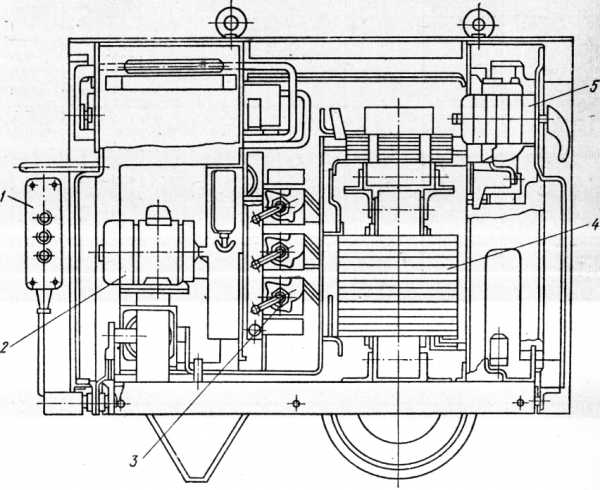
Рис. 4. Сварочный выпрямитель ВДУ-504:
1— пульт управления; 2 — электродвигатель; 3 — дроссели; 4 — трансформатор; 5 — переключатель диапазонов.
Основными составными частями сварочных выпрямителей являются понижающие трансформаторы и полупроводниковые вентили (селеновые и кремниевые). В последнее время широко применяются тиристоры — управляемые кремниевые вентили.
Однопостовые выпрямители. Изготовляются в соответствии с ГОСТ 13821 —68.
Выпрямители типа ВС предназначены для питания автоматов и полуавто, матов при сварке в защитных газах, под флюсом и порошковой проволокой без защиты. На рис. 5 показана электрическая принципиальная схема выпрямителя ВС-600. Внешние характеристики выпрямителей типа ВС пологопадающие и жесткие. Выпрямительный блок собран на селеновых элементах; для снижения скорости нарастания тока короткого замыкания в сварочную цепь последовательно включена индуктивность.
Многопостовые выпрямители. Система многопостовой сварки состоит из сварочных постов, специальных устройств для ограничения сварочного тока (балластных реостатов), распределительной сети и источников питания многопостовых или одно-постовых, работающих параллельно.
К многопостовым источникам питания предъявляются такие требования, как снижение потерь электроэнергии до минимума и ограничение взаимного влияния постов.
Число одновременно обслуживаемых постов, номинальный ток одного поста и коэффициент одновременности включения сварочных постов указываются в паспорте многопостового источника питания.
При многопостовой сварке обычно применяются выпрямители с жесткими внешними характеристиками.
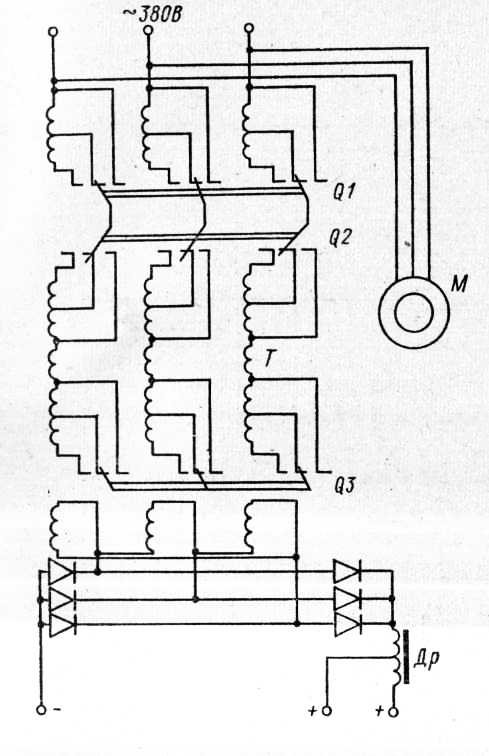
Рис. 5. Электрическая принципиальная
Q1—Q3 — переключатели секций обмоток трансформатора: М — электродвигатель вентилятора: Т — трансформатор; Др — дроссель
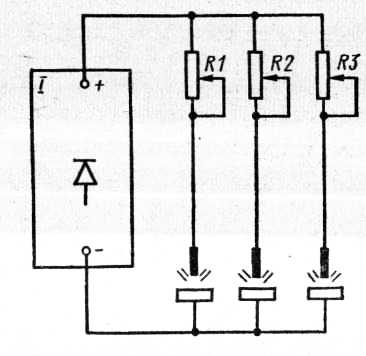
Рис. 6. Электрическая структурная схема многопостовой сварки:
схема сварочного выпрямителя ВС-600:
1 — многопостовой выпрямитель: — R3 — балластные реостаты
Балластные реостаты изготовляются согласно ГОСТ 18636—73.
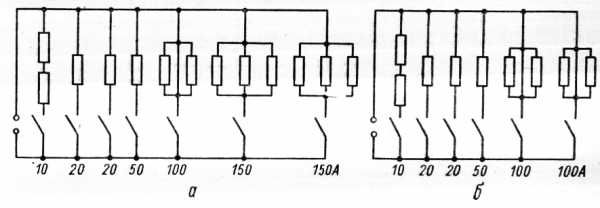
Рис. 7. Электрические структурные схемы балластных реостатов РБ-501 (а) и РБ-301 (б):
10, 20, 50, 100, 150 А — ступени сварочного тока.
К недостаткам многопостовой системы следует отнести то, что при ремонте источника питания не работают все посты; миогопостовые системы имеют низкий КПД. Число одновременно подключаемых постов зависит от мощности источников питания, распределительной сети и нагрузки всех постов.
Электрические принципиальные схемы многопостовых сварочных выпрямителей показаны на рис. 8 и 9.
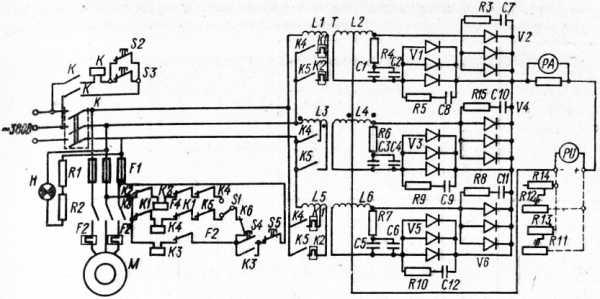
Рис. 8. Электрическая принципиальная схема многопостового сварочного выпрямителя ВДМ-1601:
К — автоматический выключатель: KI — Кб, F2 — реле; SI — переключатель; S2, S3 — путевые выключатели; S4 — кнопка «пуск»; S5 — кнопка «стоп»; F1 — предохранители; Н — лампа сигнальная; РА — амперметр: PU — вольтметр; Т — трансформатор; Ll — L6 — катушки трансформатора; С1 — C12 — конденсаторы; Rl — RI5— резисторы; VI — V6 — выпрямители; М — электродвигатель вентилятора.
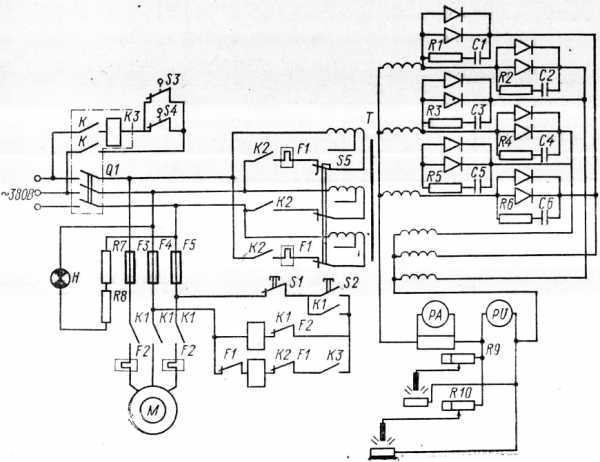
Рис. 9. Электрическая принципиальная схема многопостового сварочного выпрямителя ВКСМ-1000-1-1:
С* — С6 — конденсаторы блока защиты; Q1 — автоматический выключатель; К — контакторы; St — кнопка «стоп»; S2 — кнопка «пуск»; S3, S4 — выключатели: S5 — переключатель напряжения; РА — амперметр: PU — вольтметр; М — электродвигатель вентилятора; Fl, F2 — тепловые реле; RI — R10 — резисторы.
—
В настоящее время самым распространенным источником питания при сварке постоянным током является сварочный выпрямитель.
Сварочные выпрямители в сравнении со сварочными преобразователями имеют существенные преимущества: у них меньше стоимость, потери холостого хода, масса и габариты, уровень шума, более высокий коэффициент полезного действия, лучшие динамические свойства и быстродействие, более устойчивое горение сварочной дуги. Недостатком сварочные выпрямителей является чувствительность к колебаниям напряжения сети. В этих условиях целесообразно применение сварочных преобразователей.
Современные сварочные выпрямители для ручной сварки выпускаются в соответствии с ГОСТ 13821—77 («Выпрямители одно-постовые с падающими внешними характеристиками для дуговой сварки». Общие технические условия).
Реклама:
Читать далее:
Сварочная проволока
Статьи по теме:
pereosnastka.ru
Устройство сварочного выпрямителя – Справочник сварщика
 В сварочном
деле существует огромное количество различных устройств и приспособлений,
помогающих решить те или иные сварочные задачи. В этой статье мы поговорим об
устройстве сварочных выпрямителей и их назначении.
В сварочном
деле существует огромное количество различных устройств и приспособлений,
помогающих решить те или иные сварочные задачи. В этой статье мы поговорим об
устройстве сварочных выпрямителей и их назначении.
Что такое сварочный выпрямитель? – Это устройство, которое преобразует переменный ток электрической сети, в постоянный ток, необходимый для сварки. Как правило, устройство такого выпрямителя состоит из силового трансформатора и специального выпрямительного блока, а также в нем присутствует различная пускорегулирующая, измерительная и защитная аппаратура.
Силовой трансформатор работает для преобразования электроэнергии силовой сети в энергию, которая нужна для выполнения сварки. Также, он согласует значения напряжения в сети, с выходными значениями напряжения. Как правило, используются в основном трёхфазные трансформаторы, поскольку качество сварных швов при использовании одно или двухфазных выпрямителей находится не на самом лучшем уровне.
Регуляторы тока входящие в устройство сварочного выпрямителя, используются для того чтобы сформировать жесткую или падающую внешнюю характеристику. Кроме того, они позволяют установить необходимый режим сварки.
Сам выпрямительный блок собирается по 3-х фазной мостовой схеме, при которой обеспечивается равномерная загрузка 3-х фазной сети. А сами сварочные выпрямители бывают следующих видов:
- регулируемые трансформатором;
- выпрямители с дросселем насыщения;
- тиристорные выпрямители;
- выпрямители с транзисторными регуляторами;
- инверторные выпрямители.
Кроме того, классифицируются сварочные выпрямители по специальным вольт-амерным характеристикам. К примеру, выпрямители с жесткими характеристиками применяются в основном в механизированной сварке. При таком выпрямителе возможны несколько способов регулирования напряжения, а именно:
– витковое и магнитное регулирование;
– фазовое и импульсное регулирование.

А вот при ручной дуговой сварке используются выпрямители, имеющие падающие внешние характеристики. В таких выпрямителях используется повышение сопротивления трансформатора, а также возможно применение обратной связи по току.
Таким образом, устройство сварочного выпрямителя будет зависеть от того, для какого типа сварки он применяется, а также какие вольт-амерные характеристики нужно получить на выходе сварщику для проведения сварочных работ.
www.vse-o-svarke.org