Конструкции концевых фрез: Концевые фрезы | Машиностроение
alexxlab | 03.04.1993 | 0 | Разное
Концевые фрезы | Машиностроение
Концевая фреза состоит из рабочей части, шейки и хвостовика (рис. 4.17). Зуб фрезы имеет три режущих кромки: главную на цилиндрической части, вспомогательную на торцовой части и переходную – между главной и вспомогательной режущими кромками. Переходная режущая кромка делается для упрочнения зуба фрезы.
Рис. 4.17. Конструкция концевой фрезы
Рис. 4.18. Конструкция концевой фрезы со впаянными пластинами твердого сплава
Зубья на цилиндрической части фрезы имеют винтовую форму с углом подъема ω=30…15о .
Хвостовая часть, в зависимости от диаметра фрезы, имеет цилиндрическую или коническую форму с конусом Морзе (d=14…63 мм). У фрез больших диаметров используются хвостовики с крутым конусом 7:24. Концевые фрезы с цилиндрическим хвостовиком в шпинделе станка крепятся с помощью цанговых патронов, а с коническим хвостовиком, на конце которого изготовлена внутренняя резьба, а также штревелем (натяжным болтом), проходящим через полый шпиндель станка.
Конструкции концевых фрез, оснащенных твердым сплавом, приведены на рис.. 4.18 и рис. 4.19. Первая фреза имеет впаянные пластины твердого сплава, а вторая состоит из двух частей – хвостовика и припаянной к нему цельной рабочей части из твердого сплава, так называемой коронки.
Широкому применению твердых сплавов в конструкциях фрез способствуют следующие положительные особенности процесса фрезерования:
— форма срезаемой стружки имеет малую толщину и длину;
— прерывистость процесса резания благоприятно влияет на тепловое напряжение режущих элементов фрезы;
— высокая жесткость и виброустойчивость.
Эти положительные особенности создали благоприятные возможности для применения СМП, а большие размеры корпусов фрез позволили размещать на них элементы крепления сменных пластин. Такое конструктивное решение позволяет в большинстве конструкциях фрез широкого применения новых марок режущих материалов. Напайные пластины используют только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин. Ниже приведены для примера некоторые варианты конструкций концевых фрез со сменными многогранными пластинами (СМП).
Ниже приведены для примера некоторые варианты конструкций концевых фрез со сменными многогранными пластинами (СМП).
Рис. 4.19. Конструкция концевой фрезы с напаянной твердосплавной коронкой
Рис. 4.20. Схема однорядной концевой фрезы с трехгранными пластинами с задними углами
Схема однорядной концевой фрезы с механическим креплением трехгранных твердосплавных пластин представлены на рис. 4.20.
Особенностью данной схемы является то, что пластины СМП установлены в глухом гнезде корпуса 1, а положение прихвата 3 зафиксировано штифтом 4. Крепежный винт 5 расположен под углом к оси штифта, что обеспечивает поджим пластины к боковым поверхностям гнезда. Наличие у пластин задних углом позволяет расположить их в корпусе под углами γос и γрад.
На рис. 4.21 показана насадная торцово-цилиндрическая фреза с механическим креплением пластин СМП.
Рис. 4.21-1. Торцово-цилиндрическая насадная фреза с механическим креплением пластин: 1 – корпус; 2 – режущие пластины; 3 – клинья; 4 – опорные вкладыши; 5 – державка; 6 – винты
В корпусе фрезы 1 по образующей цилиндра выполнены продольные пазы по некоторым углом. Режущие пластины 2, опираясь на опорные вкладыши 4 клиньями 3, с помощью державки 5 и винта 6 крепятся в пазу корпуса фрезы.
Режущие пластины 2, опираясь на опорные вкладыши 4 клиньями 3, с помощью державки 5 и винта 6 крепятся в пазу корпуса фрезы.
Для обработки высоких уступов разработаны концевые фрезы с механическим креплением четырехгранных пластин (рис. 4.21-2, а ). Базой для торцевых пластин служит торец. Пластины, расположенные на цилиндрической части корпуса, устанавливаются с перекрытием и осевые силы на них распределяются с минимальными значениями. Поэтому пластины на цилиндрической части корпуса фрезы легко могут быть расположены по винтовой линии (рис. 4.21-2, б) или с тангенциальным расположением пластин (рис. 4.21-2, в).
Концевые ступенчатые фрезы (рис.4.22 ), работающие с автоматической подачей и снимающие равномерный припуск могут выполняться с твердосплавными пластинами, расположенными рядами (ступенями). Количество режущих пластин на каждой ступени и число ступеней зависит от диаметра и длины фрезы. При расположении двух-трех режущих пластин на одной ступени обеспечивает свободный доступ к ним и достаточное пространство для размещения стружки. Такие фрезы работают со сниженными вибрациями, что позволяет повысить производительность и стойкость инструмента.
Такие фрезы работают со сниженными вибрациями, что позволяет повысить производительность и стойкость инструмента.
Рис. 4.21 . Схемы концевых фрез с перекрытием (а), по винтовой линии (б) и с тангенциальным расположением режущих пластин (в): 1 — кор-пус; 2 – режущие пластины; 3 – винт; 4 – клин; 5 – диск; 6 – стопорный винт
Рис. 4.22. Концевая ступенчатая фреза
Концевые копировальные фрезы малого диаметра (d = 10…15 мм) могут выполняться с режущими пластинами цилиндрической формы без смещения (рис. 4.23, а) и со смещением относительно оси инструмента (рис. 4.23, б). Такие фрезы используются для обработки поверхностей сложной формы. Схема со смещенной осью обеспечивает более надежное крепление пластин. В процессе обработки силы резания воздействуют на корпус 2 и штырь 3, жестко контактирующих с корпусом по всей его длине и обеспечивающий стабильное закрепление режущей пластины 1. Режущая пластина устанавливается со смещением относительно оси фрезы на винте 4. Пластины контактируют со штифтом и дном паза корпуса.
Пластины контактируют со штифтом и дном паза корпуса.
Простота и надежность конструкции обеспечивает эффективное использование таких фрез при обработке радиусных участков сложноконтурных поверхностей изделий.
Разновидностью концевой фрезы является шпоночная фреза (рис. 4.25). Размер шпоночной фрезы по диаметру определяется шириной нарезаемой шпоночной канавки и колеблется от 3 до 40 мм. Шпоночная фреза имеет два винтовых режущих зуба на цилиндрической части и два торцовых зуба.
Рис. 4.23 . Схема концевой фрезы с режущей пластиной цилиндрической формы: 1 – режущая пластина; 2 – корпус; 3 – штырь; 4 – винт
Рис. 4.25. Схема и внешний вид шпоночной фрезы
В момент врезания фрезы на глубину шпоночной канавки (подача вдоль оси фрезы) главными режущими зубьями являются торцовые, а при осуществлении подачи вдоль оси детали – цилиндрические зубья.
Шпоночные фрезы по исполнению в металле могут быть цельные (рис.4.25) или с напайными пластинами.
Особенность условий работы шпоночных фрез заключается в том, что шпоночный паз они обрабатывают за несколько проходов. В конце каждого прохода производится врезание на глубину паза за счет вертикального движения вдоль оси фрезы. Переточка шпоночных фрез производится по задним поверхностям торцовых кромок. При этом диаметр фрезы сохраняется, что необходимо для обеспечения постоянства размера паза.
В конце каждого прохода производится врезание на глубину паза за счет вертикального движения вдоль оси фрезы. Переточка шпоночных фрез производится по задним поверхностям торцовых кромок. При этом диаметр фрезы сохраняется, что необходимо для обеспечения постоянства размера паза.
Рис. 4.26. Концевая фреза для обработки Т-образных пазов
К разновидностям концевых фрез относятся также фрезы для обработки Т-образных пазов (рис. 4.26), которые работают в тяжелых условиях и часто ломаются из-за скапливающейся стружки в обрабатываемом пазу. Для улучшения отвода стружки фрезы делают с равнонаправленными зубьями и с углом поднутрения на торцах, равным φ=1…2о.
Виды концевых фрез — РИНКОМ
Виды концевых фрез — РИНКОМГлавная
Статьи
Виды концевых фрез Виды концевых фрез
17 апреля 2019
Гирин Кирилл
Концевые фрезы нашли широкое применение в автоматической (на станках) и ручной (с использованием легкого электроинструмента) металлообработке.
фрезы
В этой статье расскажем об особенностях и видах концевых фрез. Вы узнаете:
Содержание
Виды концевых фрез
- Применение концевых фрез
- Основные виды концевых фрез (типизация по конструкции и назначению)
-
Дополнительные критерии, по которым классифицируют концевые фрезы
- Тип хвостовика
- Конструкция
- Размер зубьев
- Количество режущих кромок
- Направление отведения стружки
- ГОСТы на концевые фрезы
- Дополнительные требования к твердосплавным концевым фрезам
- Где купить концевые фрезы по металлу
-
для выполнения каких операций предназначены металлорежущие инструменты данной группы;
-
какие существуют основные виды концевых фрез;
-
по каким дополнительным критериям классифицируют инструменты;
-
какие государственные стандарты устанавливают характеристики выпускаемых производителями концевых фрез;
-
каким дополнительным требованиям должны отвечать характеристики твердосплавных инструментов данной категории.

Фотография №1: концевые фрезы по металлу
Применение концевых фрез
Фотография №2: обработка заготовки концевой фрезой на станке
Основная сфера применения концевых фрез — продольная обработка наружных и внутренних плоскостей, параллельных оси вращения. Перечислим основные операции этого типа.
-
Фрезерование контурных и линейных пазов и канавок.
-
Обработка наружных и внутренних поверхностей.
-
Получение ступенчатых плоскостей.
-
Выборка фигурных и прямолинейных выемок различной глубины.
-
Получение контурных уступов.
-
Обработка поверхностей, расположенных по отношению друг к другу под прямым углом
Эти операции выполняют при изготовлении таких деталей и изделий, как:
-
части корпусов, имеющие сквозные окна;
-
валы со шпоночными пазами;
-
плиты различных форм;
-
пуансоны, матрицы и шаблоны;
-
зубчатые шестерни и плоские изделия с выемками/канавками;
-
пресс-формы и штампы.

Фотография №3: изготовление вала со шпоночным пазом
Основные виды концевых фрез (типизация по конструкции и назначению)
Существуют следующие основные типы концевых фрез по назначению и конструкции.
-
Цилиндрические. Используются чаще всего. С применением таких инструментов решают практически все перечисленные выше задачи.
-
Шпоночные. Отличаются наличием двух режущих поверхностей на торцах рабочих частей. Это дает возможность резать метал в продольном и перпендикулярном направлениях. Такие концевые фрезы по металлу применяют для фрезерования выемок на плоских заготовках и шпоночных канавок на валах.
-
Копирные.
 Рабочие части могут быть цилиндрическими и коническими. Торцы закруглены. Чаще всего копирные концевые фрезы применяют для изготовления штампового инструмента и различных сложных моделей.
Рабочие части могут быть цилиндрическими и коническими. Торцы закруглены. Чаще всего копирные концевые фрезы применяют для изготовления штампового инструмента и различных сложных моделей.
-
Концевые фрезы для фрезерования специальных пазов (т-образных и типа «ласточкин хвост»). Рабочие части имеют формы дисков. Такие фрезы применяют для выборки длинных пазов нужных конфигураций.
-
Четвертькруглые вогнутые. Режущие кромки таких фрез имеют форму обратных дуг. Такими инструментами фрезеруют закругленные кромки.
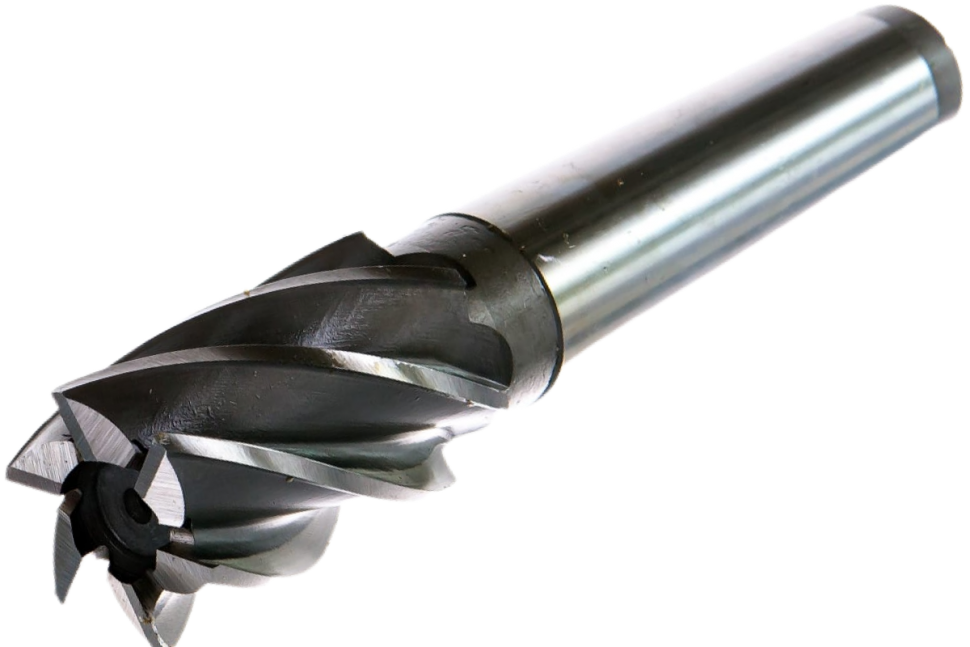
Фотография №4: цилиндрическая концевая фреза
Фотография №5: шпоночная концевая фреза
Фотография №6: копирная концевая фреза
Фотография №7: т-образная концевая фреза для выборки пазов типа «ласточкин хвост»
Фотография №8: четвертькруглая вогнутая концевая фреза
Дополнительные критерии, по которым классифицируют концевые фрезы
Самые важные — это:
-
тип хвостовика;
-
конструкция;
-
размер зубьев;
-
количество режущих кромок;
-
направление отведения стружки.

Тип хвостовика
Для металлообработки используют концевые фрезы с цилиндрическими и коническими хвостовиками. Приспособления первого типа предназначены для установки в ручные электроинструменты.
Концевые фрезы с коническими хвостовиками закрепляют в патронах специальных станков.
Фотография №9: концевая фреза с коническим хвостовиком
Конструкция
По конструкции инструменты делят на 2 основных типа.
-
Цельные концевые фрезы.
Приспособления со специальными твердосплавными напайками/пластинами.
Фрезы первого типа изготавливают в зависимости от назначения из инструментальных и быстрорежущих сталей, а также твердых сплавов. Цельные инструменты имеют стабильные параметры и высокую жесткость. Применяются для большинства операций.
Концевые фрезы с твердосплавными напайками используют при специальных режимах резания, а также при обработке изделий и заготовок из сплавов титана, нержавеющей стали и иных труднообрабатываемых материалов.
Фотография №10: концевая фреза с твердосплавными пластинами
Размер зубьев
Существуют крупнозубые и мелкозубые концевые фрезы. Первые применяют для черновых работ по металлу, вторые — для чистового фрезерования.
Количество режущих кромок
Этот параметр определяет, сколько слоев металла снимается за один оборот фрезы. Чем больше количество режущих кромок, тем чище обработка. По этому критерию концевые фрезы делятся на одно-, двух-, трех- (и т. д.) заходные.
Направление отведения стружки
Этот критерий также имеет важное значение. Стружка может отводиться вверх и вниз.
Первый способ является традиционным, но имеет следующие недостатки.
-
Часть стружки под действием силы тяжести падает вниз и вновь попадает в зону резания. В результате обработка затрудняется.
-
Стружка накапливается. Появляется лишняя операция — удаление отходов.
-
На верхних гранях реза образуется «ворс». В некоторых случаях это недопустимо.
Концевые фрезы с удалением стружки вниз называют компрессионными. Эти инструменты лишены вышеуказанных недостатков.
ГОСТы на концевые фрезы
Характеристики концевых фрез устанавливают следующие ГОСТы.
-
17025-71 — для концевых фрез с цилиндрическими хвостовиками.
-
17026-71 — для концевых фрез с коническими хвостовиками.
-
32405-2013 — для твердосплавных концевых фрез.
Дополнительные требования к твердосплавным концевым фрезам
Твердосплавные цельные концевые фрезы, изготовленные из твердых сплавов марок ВК, рекомендуется использовать для металлообработки до следующих значений износа зубьев.
-
Для концевых фрез с сечением до 3 мм — 0,15 мм.
-
Для концевых фрез с сечением от 3 до 6 мм — 0,25 мм.
-
Для концевых фрез с сечением от 6 до 10 мм — 0,3 мм.
-
Для концевых фрез с сечением от 10 до 16 мм — 0,35 мм.
-
Для концевых фрез с сечением 16 мм и более — 0,5 мм.
Конусность режущих участков твердосплавных фрез должна находиться в пределах от 0,01 (сечение инструмента — 1–5 мм) до 0,03 мм (сечение инструмента — 12 и более мм).
Радиальное биение должно варьироваться в пределах от 0,015 до 0,03 мм. Допускается небольшое отклонение по длине — +1–2 мм.
Где купить концевые фрезы по металлу
Купить концевые фрезы по металлу оптом или в розницу на очень выгодных условиях вы можете в нашем магазине. В каталоге вы найдете огромное количество инструментов для различных видов черновых и чистовых работ, выполняемых на станках и с применением ручного электроинструмента.
В каталоге вы найдете огромное количество инструментов для различных видов черновых и чистовых работ, выполняемых на станках и с применением ручного электроинструмента.
Изучите ассортимент и сформируйте заказ. Мы доставим купленные инструменты максимально быстро. При отсутствии каких-либо фрез в каталоге мы закажем их специально для вас.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 октября 2022
Фрезерование уступов и пазов
31 августа 2022
Автомобильная резьба: разновидности и способы определения
30 июня 2022
Коническая резьба
16 февраля 2022
Фрезы со сменными пластинами
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Основы проектирования концевых фрез – Mastercut Tool Corp
Скошенная кромка – Режущая кромка, которая представляет собой прямую линию и образует угол с осью фрезы. Срез, который производит инструмент с угловой кромкой, не будет таким плоским, как спиральная режущая кромка.
Осевое биение – разница между самым высоким и самым низким показаниями индикатора, полученными на торце фрезы вблизи наружного диаметра.
Задний конус – Небольшой конус, в результате чего конец хвостовика режущего диаметра меньше, чем режущий конец. Это условие помогает не только в условиях погружения или сверления, но также имеет тенденцию компенсировать отклонение.
Фаска – Короткая заниженная плоская поверхность, устанавливаемая в месте соединения периферии и торца фрезы. Он используется для укрепления слабого угла.
Он используется для укрепления слабого угла.
Стружколомы – Специальная геометрия передней поверхности, благодаря которой стружка туго скручивается и ломается.
Стружкоотделители – Выемки по окружности фрезы типа «кукурузный початок», в результате чего образуется узкая стружка. Подходит для черновой обработки.
Зазор – Пространство, создаваемое удалением дополнительного инструментального материала из-за заднего угла.
Задний угол – Угол, образованный очищенной поверхностью и линией, касательной к режущей кромке.
- Зазор: Первичный (первый угол 5 – 9 градусов) – Рельеф рядом с режущей кромкой.
- Зазор: Вторичный (2-й угол 14 – 17 градусов) – Рельеф прилегает к режущей кромке.
- Зазор: Третичный (3-й) – Дополнительный задний зазор предусмотрен рядом со второстепенным углом.

Вогнутая часть – Небольшое углубление требуется на торце концевой фрезы. Эта функция достигается за счет угла наклона тарелки на фрезе.
Выпуклая – Радиус выступа наружу на торце шаровой мельницы.
Диаметр сердечника – Диаметр цилиндра (или конуса с коническими концевыми фрезами), касательного к канавкам в самой глубокой точке.
Зенковка – Выемка в неконцевом режущем инструменте для облегчения заточки.
Разметка фрезы (биение) – Инструментальный материал удаляется фрезой (или шлифовальным кругом) на конце канавки.
Режущая кромка – Передняя кромка режущего зуба. Пересечение двух тонко обработанных поверхностей, как правило, с прилежащим углом менее 90 градусов.
Угол режущей кромки – Угол между режущей кромкой и осью инструмента.
Фрезы с дифференциальным шагом – Специально разработанный вариант радиального расстояния между зубьями фрезы. Это обеспечивает изменение расстояния между зубьями и может способствовать уменьшению вибрации. Эта концепция основана на уменьшении гармонического эффекта инструмента, контактирующего с деталью в точный момент вибрации.
Это обеспечивает изменение расстояния между зубьями и может способствовать уменьшению вибрации. Эта концепция основана на уменьшении гармонического эффекта инструмента, контактирующего с деталью в точный момент вибрации.
Угол тарелки – Угол, образованный концевой режущей кромкой и плоскостью, перпендикулярной оси фрезы. Тарелка гарантирует, что резак создаст плоскую поверхность.
Входной угол – Угол, образованный линией, проходящей через центр фрезы под углом 90° к направлению подачи, и радиальной линией, проходящей через начальную точку контакта. Когда этот угол приближается к 90 градусам, ударная нагрузка увеличивается.
Угол входа: рампа в — значение угла или радиуса входа фрезы в поверхность детали.
Скругление – Радиус в нижней части канавки, по которому определяется диаметр сердцевины.
Канавка – Пространство между режущими зубьями, обеспечивающее пространство для стружки и возможность переточки. Количество режущих кромок. Иногда его называют «зубами» или «пищеводом». Число на концевой фрезе будет определять скорость подачи.
Количество режущих кромок. Иногда его называют «зубами» или «пищеводом». Число на концевой фрезе будет определять скорость подачи.
Длина канавки – Длина канавки или канавки. Часто используется неправильно для обозначения длины резки.
Выемка (выемка) — Вторичные резы на инструменте для обеспечения пространства для стружки на углах и концах. Пространство, образующее торцевую режущую кромку, которая используется при осевой подаче.
Угол разреза – Задний угол элемента разреза.
Ширина прорези – Ширина прорези. Пространство между режущими кромками, обеспечивающее пространство для стружки и возможность повторной заточки. Иногда называют флейтой.
Пятка – Задний край рельефного участка. Это поверхность зуба за режущей кромкой.
Спиральный – Режущая кромка или канавка, которая равномерно проходит вокруг цилиндрической поверхности в осевом направлении. Нормальное направление спирали – это спираль правильного направления.
Нормальное направление спирали – это спираль правильного направления.
Угол спирали – Угол, образованный линией, касательной к спирали и плоскостью, проходящей через ось фрезы, или углом режущей кромки, который образует спиральная режущая кромка с плоскостью, содержащей ось цилиндрической фрезы.
Крючок – Термин, используемый для обозначения вогнутого состояния поверхности зуба. Этот термин подразумевает изогнутую поверхность, а не прямую поверхность. Крючок необходимо измерять по режущей кромке, что затрудняет измерение.
Лента – Узкая поверхность профильного заточенного зуба фрезы сразу за режущей кромкой,
(А) Цилиндрическая – узкая часть периферийной фаски, примыкающая к режущей кромке, не имеющая радиального рельефа .
(B) Рельеф – Часть земли, примыкающая к режущей кромке, которая обеспечивает рельеф.
Ход – Осевое продвижение винтовой режущей кромки за один оборот.
Шаг = (диаметр фрезы x Pi) / угол наклона спирали
Длина резания (длина канавки) – Эффективная осевая длина периферийной режущей кромки, которая была освобождена для резания.
Радиальный передний угол – Угол между передней поверхностью и радиусом, измеренным в плоскости, перпендикулярной оси.
Передний угол – Угловое соотношение между поверхностью зуба или касательной к поверхности зуба в данной точке и базовой плоскостью или линией. Угловой элемент, притертый к поверхности концевой фрезы.
- Осевой передний угол – Угол, образованный плоскостью, проходящей через ось, и линией, совпадающей с поверхностью зуба или касающейся ее.
- Эффективный передний угол – Передний угол больше всего влияет на образование стружки. Эффективный передний угол сильно зависит от радиального и осевого переднего угла только тогда, когда задействованы угловые углы.
- Спиральная гребенка – В большинстве случаев термины «винтовая гребенка» и «аксиальная гребенка» взаимозаменяемы. Это наклон поверхности зуба относительно плоскости, проходящей через ось фрезы.
- Отрицательный передний угол – Возникает, когда начальный контакт между инструментом и заготовкой происходит в точке или на линии зуба, отличной от режущей кромки. Передняя поверхность опережает режущую кромку.
- Положительный передний угол – Возникает, когда начальный контакт между фрезой и заготовкой происходит на режущей кромке. Режущая кромка опережает переднюю поверхность.
Relief-Space – Обеспечивается удалением материала сразу за режущей кромкой. Сделано, чтобы исключить возможность крена или натирания.
- Осевой угол затылования – Угол, образованный линией, касательной к затылованной поверхности на конце режущей кромки и плоскостью, перпендикулярной оси.

- Осевой затыльник – Затылок, измеренный в осевом направлении между плоскостью, перпендикулярной оси режущей кромки, и зачищенной поверхностью. Помогает предотвратить трение по мере износа угла.
- Вогнутая поверхность – Вогнутая поверхность за режущей кромкой. Производится шлифовальным кругом, установленным на 90 градусов к оси фрезы.
- Эксцентриковый затыльник – Заточенная поверхность за режущей кромкой, имеющая выпуклую форму. Изготавливается кругом типа I, расположенным под углом к оси фрезы.
- Концевой затыльник – Затыльник на конце концевой фрезы. Необходим только для погружных фрез и для уменьшения трения в результате износа углов.
- Плоский рельеф – Заниженная поверхность за режущей кромкой, имеющая плоскую поверхность, образованную поверхностью чашечного круга.
- Радиальный затыльник – Затылок в радиальном направлении, измеренный в плоскости вращения.
 Его можно измерить по величине падения индикатора на заданном радиусе при заданном угловом вращении.
Его можно измерить по величине падения индикатора на заданном радиусе при заданном угловом вращении.
Тангенциальный передний угол – Угол, образованный линией, касательной к крючкообразному зубу на режущей кромке, и радиусом, проходящим через ту же точку в плоскости, перпендикулярной оси.
Зуб – Режущая кромка концевой фрезы.
Tooth Face — также известен как Rake Face. Часть зуба, на которой зуб встречается с деталью.
Хвостовик – Выступающая часть фрезы, которая фиксирует фрезу и приводит ее в движение от шпинделя станка или адаптера.
- Цилиндрический хвостовик – Цилиндрический хвостовик с лысками или насечками или без них, часто встречающийся на твердосплавных концевых фрезах.
- Хвостовик Weldon – Отраслевое название конкретного типа хвостовика с приводом и плоским расположением. Плоская часть фрезы обеспечивает положительную (нескользящую) приводную поверхность концевой фрезы.

Как выбрать лучшую конструкцию твердосплавной концевой фрезы для вашего применения
Предложения по продуктам
Предложения по семейству продуктов
{{/каждый}} {{#if (this.showMore)}}
{{/если}}
Мобильное меню
- О нас
- /
- Новости
- /
- Как выбрать лучшую конструкцию цельной твердосплавной концевой фрезы для вашего применения
Знаете ли вы, что сегодня на рынке доступны две основные конструкции концевых фрез? Первый — это «обычный» дизайн, который встречается чаще всего. Он имеет первичный «рельеф» с вторичным зазором, плоским или вогнутым. Задний угол измеряется по высшим точкам угловых переходов. Он легко перетачивается и может использоваться как для осевых, так и для радиальных зазоров.
Задний угол измеряется по высшим точкам угловых переходов. Он легко перетачивается и может использоваться как для осевых, так и для радиальных зазоров.
Другая конструкция — «Эксцентричная». С другой стороны, конструкция концевой фрезы с эксцентриковым рельефом объединяет первичный и вторичный рельеф в одну постоянную каплю. Непрерывное падение обеспечивает самую сильную режущую кромку. Однако эксцентриковая шлифовка в основном используется для радиального зазора. Таким образом, на многих концевых фрезах с шлифовкой ER вы все равно будете видеть первичную/вторичную часть на лицевой стороне.
Теперь, когда мы понимаем технические различия между двумя типами конструкций концевых фрез, возникает следующий вопрос: какая конструкция лучше всего подойдет для вашего следующего применения. На приведенной ниже диаграмме показано, когда каждый тип дизайна лучше всего подходит для вашего приложения:
Первичный Вторичный 5V0C Тоньше, острее режущие кромки для лучшей резки. Может выдерживать небольшую глубину резания и производить очень чистую отделку. Поскольку он острый, он может болтаться. Более склонен к сколам при повторной нарезке стружки.
Может выдерживать небольшую глубину резания и производить очень чистую отделку. Поскольку он острый, он может болтаться. Более склонен к сколам при повторной нарезке стружки.
Эксцентрик 5V0C Прочные режущие кромки. Любит более высокие скорости кормления. Для правильной работы необходимо откусить кусок материала. Легко отводит тепло в чип. Очень хорошо работает с твердыми материалами.
Эксцентриковый рельеф очень хорошо работает с большинством материалов, но все же есть веская причина использовать первичную/вторичную шлифовку. Первичное/вторичное шлифование подходит для обработки более мягких материалов, небольшой глубины резания, тонкостенных деталей и т. д. По этой причине вы всегда увидите комбинацию двух предлагаемых стилей, подходящую для большинства ситуаций.
Моя учетная запись
КОМПАНИЯ
Присоединяйтесь к нашей команде экспертов
О нас
НАШИ БРЕНДЫ
Загрузки
- Приложение НОВО
Купить продукцию WIDIA
Купить продукцию WIDIA на Amazon
ОСТАВАТЬСЯ НА СВЯЗИ
- Найти решение
- Избранное
- Найти дистрибьютора
- Чат
- Поддерживать
- Каталоги
Прокрутить вверх
© 2022 Группа продуктов WIDIA | Политика конфиденциальности данных
Доступны следующие файлы САПР
Выберите файл для загрузки
Корзина
Итого: {{subTotal.