Контактная сварка арматуры: Сварка арматуры: обзор способов и оборудования
alexxlab | 28.07.2023 | 0 | Разное
Сварка арматуры: обзор способов и оборудования
0На сумму: 0 р.
Сварка арматуры затруднительна не только для новичков, но даже бывалых сварщиков. Когда я уже был дипломированным специалистом и несколько лет работал по специальности, мне нужно было соединить два прутка арматуры диаметром 16 мм продольным швом длиной 10 см, выполнив его с двух сторон. Я использовал обычный инвертор и покрытые электроды “четверку”. Каково же было мое удивление, когда, отбив шлак, стык оказался не проварен. Возможно, с таким сталкивались или столкнетесь и вы. Скругленная форма боковых сторон прутка, наличие выступов и большое сечение значительно затрудняют выполнение таких соединений. В этой статье я рассмотрю виды сварки арматуры и оптимальное оборудование для каждого способа.
Пять способов сварки арматуры
Начну с обоснования. Виды и характеристики самой арматуры прописаны в ГОСТ 34028-2016, содержащем технические условия для арматурного и железобетонного проката. Механические свойства полученных соединений после сварки должны соответствовать ГОСТ 10922-90. Сами способы сварки арматуры и виды стыков изначально были расписаны в ГОСТ 14098-91, а сейчас в пришедшем ему на смену 14098-2014.
В документе указаны варианты соединения арматуры сваркой, которые бывают: встык торцами, внахлест, Т-образные или продольные. Для этого применяют один из пяти способов:
- Электродуговая ручная сварка;
- Ванная круглым стержневым электродом;
- Ванная электрошлаковая под флюсом;
- Точечная сварка;
- Машинная стыковая.
Особенности и применение каждого способа сварки арматуры
Перейдем к деталям каждого метода сварки арматуры, которая оказывается более капризной при соединении, чем кажется до начала работы.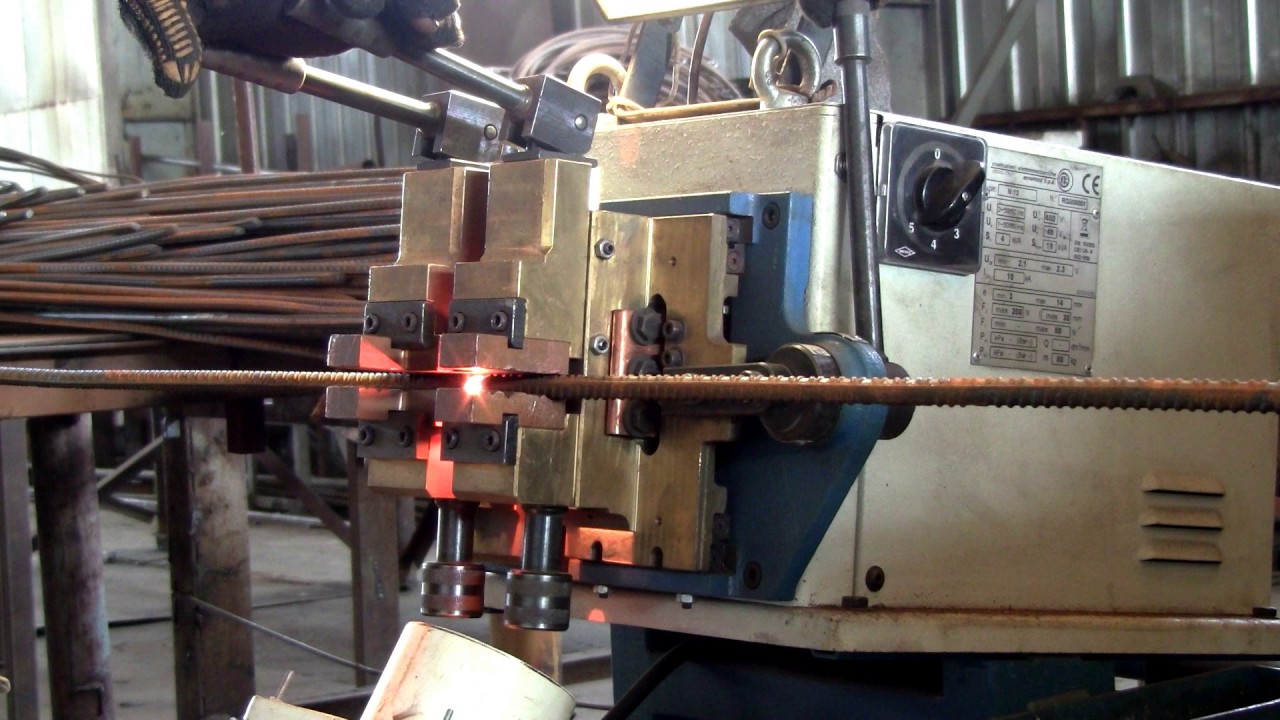
Электродуговая ручная сварка
Самый простой вид сварки арматуры покрытыми электродами. Удобен для создания любого типа соединения и накладки шва в разных пространственных положениях. Минимальные затраты по себестоимости. Используется на стройках, в мастерских, при ремонте промышленной техники и станков. Не требует дорогостоящего оборудования.
Но этот вид подойдет только для неответственных соединений, на которые не будет оказываться высокая нагрузка. Еще качество сварки во многом зависит от опытности сварщика. Как я упоминал в начале, мой первый стык был полон непроваров — шлак просто вытеснил металл из центра шва. Оптимальный диаметр арматуры при таком методе составляет до 20 мм.
Оборудование для электродуговой ручной сварки
Здесь используются самые простые инверторы для ручной дуговой сварки.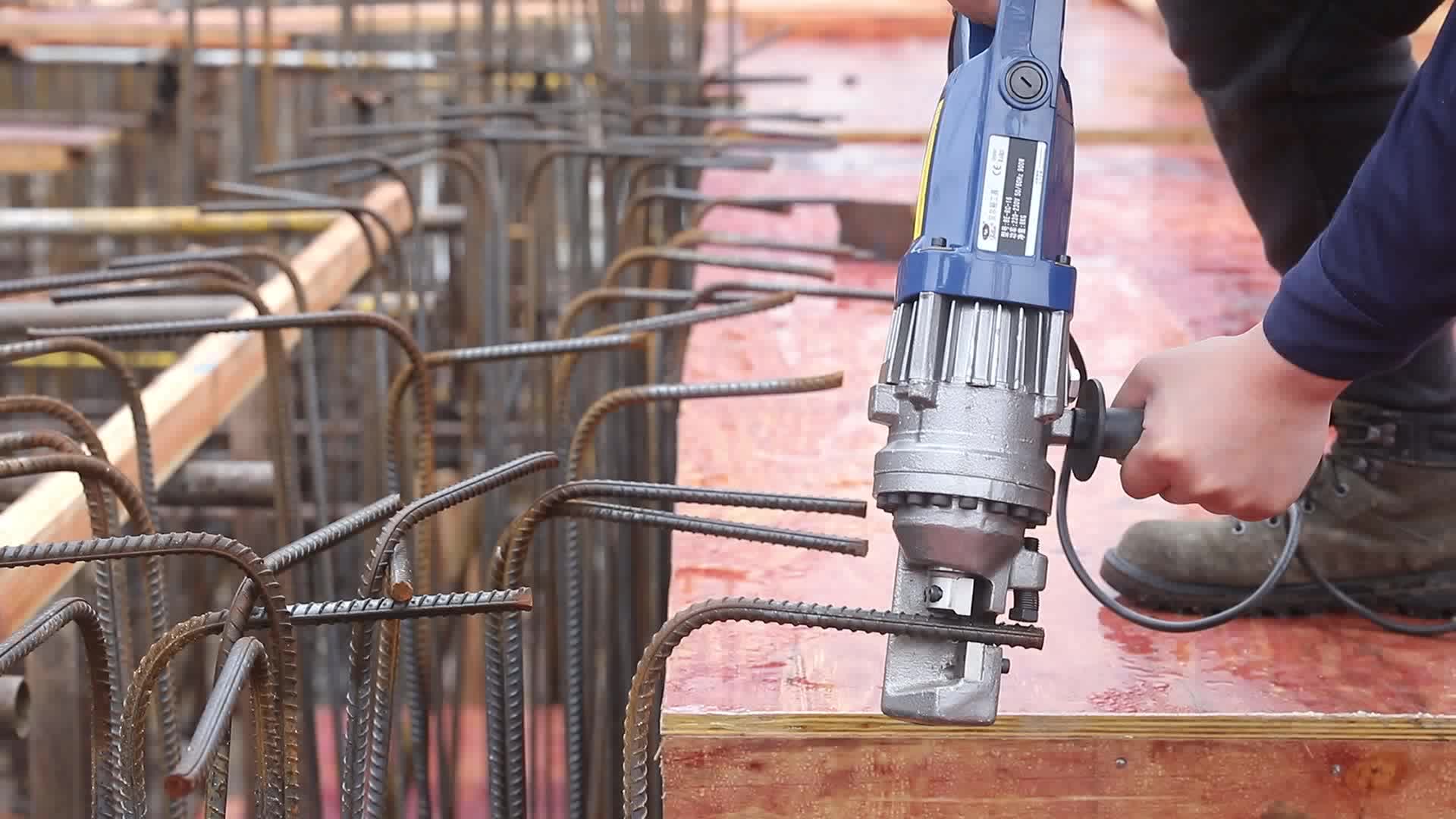
- ПТК Мастер ARC 180 D18 — инвертор со сварочным током 20-180 А. Один из самых доступных по цене.
- ТОР Торус-200Д Классик — модель с силой тока 30-200 А. Выпускается в РФ — никакого Китая, очень надежная.
- Сварог PRO ARC 180 (Z208S) — полупрофессиональная версия с регулировкой 10-180 А. Уверенно вариант “четверкой”, весит всего 4.7 кг.
- Сварог TECH ARC 250 (Z285) — инвертор для сварки арматуры с подключением к 380 В. Много полезных функций, варит электродами диаметром до 5 мм, а максимальная сила тока — 250 А.
- EWM Pico 180 — сварочный аппарат изготавливается в Европе. Очень прочный корпус и выносливая электроника для суровых монтажных условий.
- ПТК Rilon MMA 315 G — трехфазный аппарат с диапазоном тока 40-315 А.
 Дешево и сердито.
Дешево и сердито.
- Foxweld ВД-306И — это хит промышленного использования. Есть “Горячий старт”, “Антиприлипание”, “Форсаж”. Силу тока 20-315 А можно регулировать как на панели, так и дистанционно через пульт.
- BRIMA ARC 400-1 — сварочный аппарат для сварки арматуры с повышенной мощностью за сравнительно скромную цену. Максимальная сила тока — 400 А, а значит проплавит даже сечение 60 мм.
- Сварог REAL ARC 500 (Z316) — сварочный гигант за относительно небольшие деньги — варит с силой тока 500 А. Подойдет для прутков арматуры 80-100 мм и электрода “шестерки”.
- EWM Pico 300 cel — аппарат европейской сборки с трехфазным подключением. Чрезвычайно легкий для своей категории — 16.5 кг, но уверенно варит в любых эксплуатационных условиях.
инсайды производителей, новости!Читайте бесплатно эксклюзивные материалы нашего блога.

Знания в 2021 году самый ценный из ресурсов!Электрошлаковая сварка
Метод аналогичен вышеописанному, но сверху формочка засыпается флюсом. Электрод поджигается и выдерживается немного времени для образования лужицы жидкого металла на дне ванночки. Затем его опускают полностью во флюс. Гранулы плавятся от температуры и выделяют дополнительный газ, лучше защищающий жидкий металл от включения внешних газов.
Сварка арматуры флюсом применяется при сборке массивных каркасов и подходит для вертикальных и горизонтальных соединений.
Оборудование для электрошлаковой сварки арматуры
Технология предусматривает заполнение формочки флюсом для более качественного провара. Оборудование для сварки арматуры под флюсом используется примерно такое же, как и при ванном методе.
 Лучшими инверторами, я считаю, такие:
Лучшими инверторами, я считаю, такие:- Форсаж-315М — простой и надежный, выпускается в России, рассчитан на эксплуатацию на улице при температуре до -30 градусов.
- ПТК Rilon MMA 400 G — один из самых бюджетных, способный выдавать 400 А. При возбуждении дуги понижает напряжение до 24 В, повышая безопасность сварщика.
- Foxweld ВД-400И — хит продаж, очень выносливый, с повышенной защитой от пыли и влаги для суровых строительных условий.
- Сварог ARC 630 (J21) — инвертор для сварки арматуры под флюсом с силой тока 630 А. Проплавит любое сечение, а цена ниже аналогов.
- EWM Pico 350 cel puls — варит чисто и без брызгов, не оставляет кратеров. Легкий и удобный для переноски на плече. Идеален для стройки и частых перемещений сварщика. Советую его для самых ответственных стыков.
Точечная сварка
Точечная сварка арматуры происходит за счет преобразования кинетической энергии тока в тепловую, которая плавит стороны, соединяя их между собой.
 Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.Подходит для арматуры диаметром 1-10 мм. Используется в полевых условиях для возведения сетчатых конструкций или стационарно при производстве небольших ЖБИ-изделий для создания армирующего каркаса.
Оборудование для точечной сварки арматуры
Аппарат контактной сварки арматуры представляет собой медные клещи, к которым подведены плюс и минус. Сведение электродов и пропускание тока обеспечивает быстрое соединение. Оборудование различается на ручное (для работы в поле, на стройплощадке и т. д.), и стационарное (для предприятий, цехов).

- Fubag SG 2 — ручная модель с силой сжатия 40-120 кг. Автоматически регулирует время и ток сварки. Одна из самых бюджетных.
- TECNA 7900 — аппарат для точечной сварки с регулировкой вылета плечей 125-500 мм. Изготовлен в Италии, очень надежный.
- TECNA 3321 — итальянский аппарат повышенной мощности, которым можно соединить два прутка арматуры по 10 мм каждый.
- Fubag RS 15 — стационарная машина контактной точечной сварки с жидкостным охлаждением. Усилие при сжатии клещей составляет 200 даН.
- Fubag RSV 35 — стационарный аппарат повышенной мощности с удобным управлением педалью, оставляющий руки сварщика свободными для удержания заготовки.
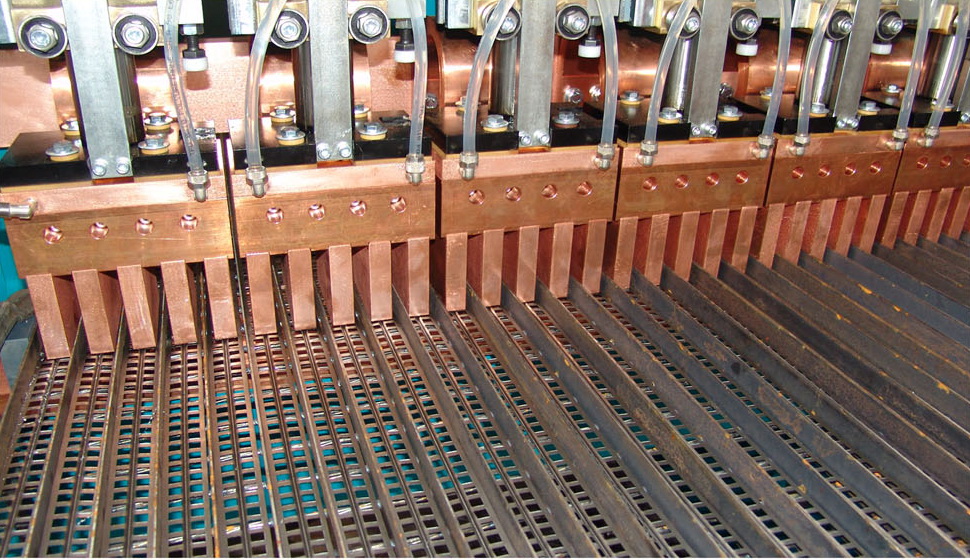
Машинная стыковая сварка
Схожий метод с вышеописанным, только арматура сдавливается между собой при помощи более мощных электрических, пневматических или гидравлических приводов. За счет повышенного усилия происходит более глубокое проплавление, поэтому машинная контактная сварка арматуры оборудованием соединяет прутки сечением 4-20 мм.
Технология не требует присадочных материалов. Применяется при изготовлении армирующих каркасов для крупных ЖБИ-изделий.
Оборудование для машинной контактной стыковой сварки арматуры
Это машины, которые бывают только стационарными. Оборудование высокотехнологичное и дорогое. Посоветую следующие модели:
- ЮГ-Сварка МСС-901 — трехфазная машина стыковой сварки с силой сведения электродов 1000 даН. Соединяет арматуру диаметром до 8 мм.
- ЮГ-Сварка МСС 1902 Н — небольшой станок для сварки прутков диаметром 12 мм. Если толщина арматуры будет 3 мм, то за час можно выполнить 200 стыков.
- ЮГ-Сварка МСО-201 — простая и компактная стационарная версия для соединения арматуры сечением 1000 мм².

- ЮГ-Сварка МСО 606 НГ — Проплавляет арматуру сечением 500-2000 мм². Использует предварительный подогрев для лучшего последующего перемешивания металлов.
- ЮГ-Сварка МСО 011 Н — соединяет круглый прокат сечением до 4000 мм². Машина способна за час выполнить 80 стыков арматуры диаметром 20 мм.
В зависимости от выбранного способа соединения подбирается соответствующее оборудование для сварки арматуры, а от его качества зависит надежность соединений и последующая целостность конструкций. Рекомендую выбирать аппараты и машины проверенных брендов, о которых есть достаточно отзывов. Если нужна помощь в подборе оборудования для конкретного метода и задач, то я с коллегами всегда готов помочь.
Сергей Шевцов
Сварщик и специалист демо-зала
Ванная сварка
Суть метода — соединение арматуры сваркой при помощи электрода, где два торца прутков размещены в полукруглой форме. Между краями арматуры выдерживается зазор 10-20 мм для затекания жидкого металла.
Формочка может быть стальной — тогда она приваривается к арматуре, или медной — многоразовой. Метод подходит для соединения арматуры встык. Диаметр прутка может быть от 20 до 100 мм. Шов отлично переносит вибрации и динамические нагрузки. Применяется стыковая сварка арматуры в строительстве зданий по каркасно-монолитной технологии.
Оборудование для ванной сварки арматуры
Для реализации понадобятся стальные или медные накладки. Последние — многоразовые, но они стоят дороже. Аппарат для сварки арматуры нужен более мощный, поскольку приходится проплавлять толщину 20-100 мм. Рекомендую следующие модели:
Спасибо за подписку!
Контактная точечная сварка арматуры: режимы, оборудование, технология
Главная » Технологии
ТехнологииАвтор Сварщик На чтение 5 мин Просмотров 136 Опубликовано
Точечный метод контактной сварки арматуры применяют при сборке каркасов для ЖБИ, изготовлении сеток из прутка. Технология основана на принципе преобразования кинетической энергии тока в тепловую, металл соединяют без применения присадок. Оборудование для контактно-точечной сварки делают самостоятельно на базе имеющихся сварочных аппаратов. Для производства армирующих сеток в промышленных масштабах используют автоматы. Режим рабочего тока выбирают под арматуру, учитывают вид сплава, толщину прутка.
Содержание
- Преимущества и недостатки метода
- Способы контактной сварки арматуры
- Применяемое оборудование
- Режимы точечной сварки арматуры
- Технология сварки
Как у любого другого способа горячего соединения металла, у контактно-точечного метода есть ряд преимуществ:
- высокая производительность, особенно при использовании автоматов;
- низкий выход брака, образуются качественные однородные соединения;
- шов получается прочный, выносит нагрузку на изгиб, кручение;
- не нужны расходные материалы для наплавки, диффузионный слой образуется при расплаве прутка;
- работы проводят в любом пространственном положении;
- оборудование бывает двух типов: стационарное и переносное;
- регулируя параметры рабочего тока, подбирают режим для любого вида прутков:
- не создаются остаточные напряжения в металле.

Наряду с достоинствами, у метода имеются недостатки:
- подготовительный этап занимает много времени – предъявляются особые требования к зоне контакта с электродами;
- необходимо прикладывать физические усилия;
- большой расход электроэнергии;
- нужен мощный источник тока;
- при работе ручным оборудованием задействованы обе руки, сила сжатия ограничена физическим возможностями сварщика.
Способы контактной сварки арматуры
Сначала несколько слов о сути сварочного процесса. Ток подается в рабочую зону по контактным неплавящимся электродам, пруток располагают между ними. Когда электрическая цепь замыкается, возникает электрическая дуга, она в считанные секунды нагревает металл. Зона воздействия ограничена площадью электродов.
Метод контактной сварки основан на высоком сопротивлении арматуры и принципе преобразования кинетической энергии электронов в тепловую. Контактные электроды делают из цветных металлов, имеющих низкое сопротивление, поэтому в процессе работы они не нагреваются. При сжимании контактов диффузный слой уплотняется, для соединения толстой арматуры применяют специальные рычажные или пневмоприводы.
При сжимании контактов диффузный слой уплотняется, для соединения толстой арматуры применяют специальные рычажные или пневмоприводы.
Варить прутки можно встык – торцы расправляются полностью, внахлест – с образованием нескольких контактных точек. Металлические стержни при монтаже железобетонных каркасов соединяют внахлест под прямым углом.
При контактной точечной сварке арматуры металл проваривают:
- с образованием монолитного узла, сплав разогревают до состояния расплава;
- с образованием контактной зоны, металл нагревают до температуры пластичности.
Скорость подачи тока при необходимости ограничивают, соединять стержни допустимо:
- Непрерывным оплавлением, этот способ актуален для арматур из сталей категории А1, прутков, получаемых методом холодной деформации без последующей закалки. Ток подается непрерывно, дуга пронизывает металл в постоянном режиме.
- Прерывистым оплавлением, способ удобен при сварке закаленных горячедеформированных стержней из сплавов категорий А2–А4.
 Дуга пронзает металл в импульсном режиме.
Дуга пронзает металл в импульсном режиме.
Сварочные аппараты обычно поддерживают оба режима прогрева.
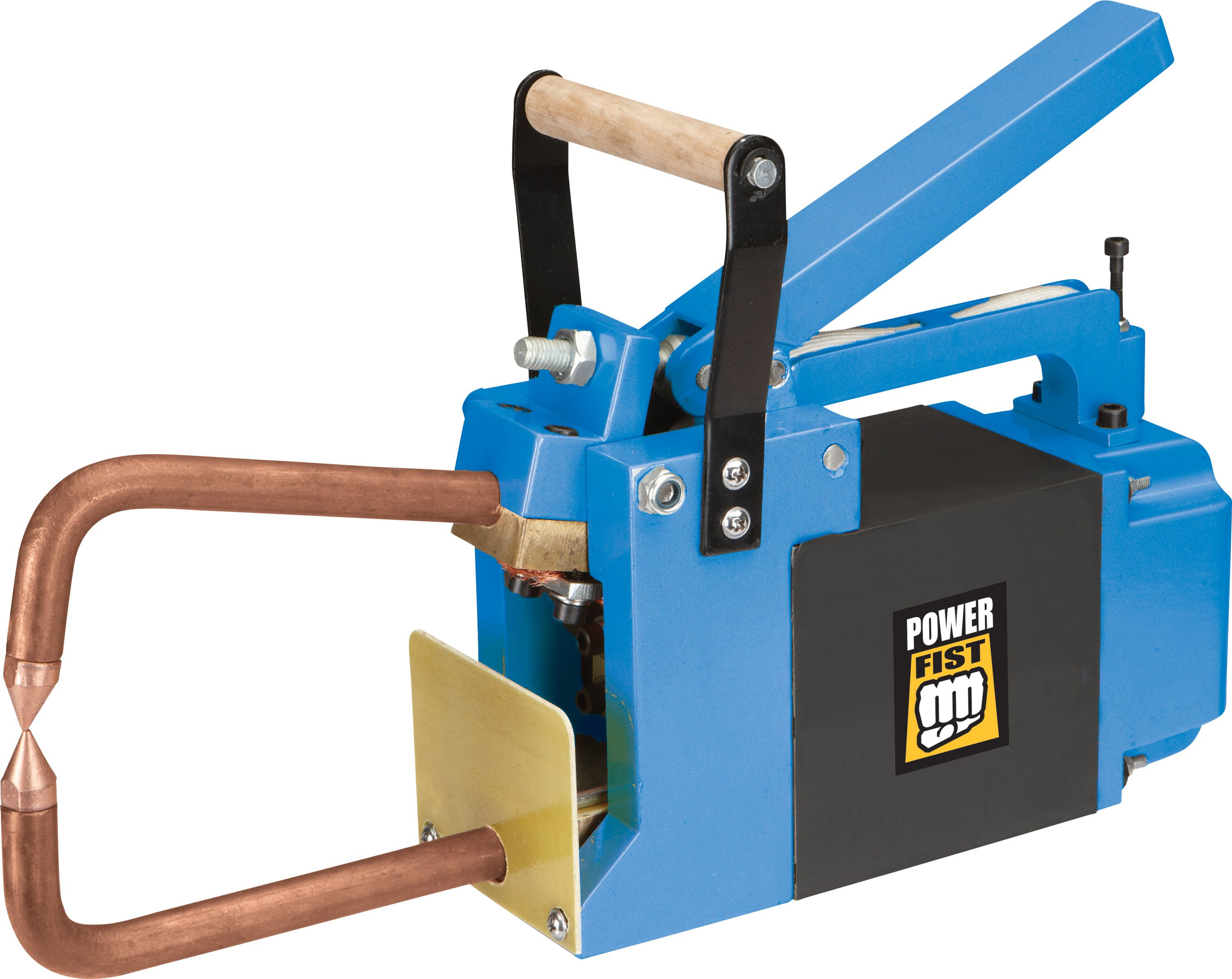
Применяемое оборудование
Переносные сварочные аппараты делают на основе имеющегося сварочного аппарата большой мощности. В качестве вторичной обмотки используют витки медного кабеля. Контакты сжимаются рычажным устройством по типу клещей. Выносные рычаги для сварки арматуры удлиняют, чтобы увеличить давление на рабочую зону.
Клещи для сварки бывают двух видов:
- стационарные, когда один из рычагов плотно закрепляют на горизонтальной платформе или рабочем столе;
- подвесные, когда рычаг крепится вертикально;
- переносные, оба рычага свободны, подвижность оборудования ограничивается длиной провода.
Модульные машины или станки устроены сложнее, предусмотрен охлаждающий контур, автоматическая подача прутка, есть дополнительные функции, возможна установка сразу нескольких электродов.
Режимы точечной сварки арматуры
Выделяют два основных режима: жесткий и мягкий. О каждом стоит сказать подробнее.
- Точечная сварка на мягком режиме обеспечивает медленный прогрев контактной зоны. Максимальная плотность тока не превышает 100 А/мм2, скорость тока поддерживается в пределах от 1,5 до 3 секунд в зависимости от диаметра стержня. При мягком режиме используют оборудование большой мощности, электрическая сеть при работе «проседает» меньше. Снижен риск возникновения остаточных напряжений. При нагреве не изменяются свойства стали – не возникает эффекта закалки. Метод применяется для холоднотянутых арматурных стержней.
- Жесткий режим предусматривает работу на плотном токе, от 120 до 300 А на единицу площади. Скорость воздействия, соответственно, ниже, чем при мягком режиме: от 0,1 до 1,5 секунд.
 При таком методе возникает эффект закалки, поэтому на жестком режиме варят только горячекатанные прутки, которые прогревались в процессе изготовления.
При таком методе возникает эффект закалки, поэтому на жестком режиме варят только горячекатанные прутки, которые прогревались в процессе изготовления.
Технология сварки
- Подготовительный этап. Перед контактной сваркой арматуры важно правильно подготовить прутки. Места контактов зачищают до металлического блеска, затем обезжиривают. От качества подготовки поверхности зависит прочность шва. На поверхности не должно быть следов краски, масла, ржавчины. Даже после обработки металла резаком требуется зачистка металлической щеткой.
- Выбор режима работы. В зависимости от марки арматуры настраивают рабочие параметры тока, чтобы не допустить дефектов сваривания. Определяют временные интервалы воздействия, силу зажима арматуры. При работе с прутками тоньше 5 мм важно не пережать зону контакта.
- Процесс сварки. Уложенную встык арматуру помещают между электродными контактами. Сжимают в зоне будущего шва, только потом включают питание. В процессе нагрева электроды продолжают сжимать, чтобы обеспечить взаимодиффузию.

- После окончания работ проводят контроль качества соединения. Если есть необходимость, арматуру проваривают еще раз с другими параметрами тока.
При работе важно соблюдать технику безопасности, щиток надевать не нужно, но защитные очки нужны обязательно. Оборудование заземляют, руки изолируют рукавицами. Проверяют прочность крепления стационарных установок. Перед работой проверяют качество изоляции кабеля. При нагревании выделяются вредные компоненты, необходимо предусмотреть вентиляцию.
Контактно-точечный метод сварки арматуры – самый экономичный и простой. Не требует расходных материалов. Зона контакта создается за счет внутреннего разогрева металла электрической дугой. Скорость проведения работ – высокая, но плотность соединения органичена силой сдавливания электродов.
Приспособления для контактной и точечной сварки
Что такое приспособление для точечной сварки? Какие факторы следует учитывать при закреплении процессов контактной и точечной сварки?
[Изображения приспособлений для точечной сварки, изготовленных компанией Stryver ниже]
Приспособление для точечной сварки — это инструмент, используемый для скрепления составных частей перед точечной сваркой. Этот термин также может использоваться в целом для приспособлений для выступающей сварки и других приспособлений, используемых для сварки сопротивлением, несмотря на то, что это технически неверно. Для сварки RSW наиболее трудным ограничением, которое необходимо преодолеть во многих конструкциях приспособлений, является размер оборудования для контактной сварки. Пистолеты для точечной сварки, особенно в роботизированных приложениях, исключительно велики, и их трудно перемещать вокруг сборки, ограниченной сварочным приспособлением.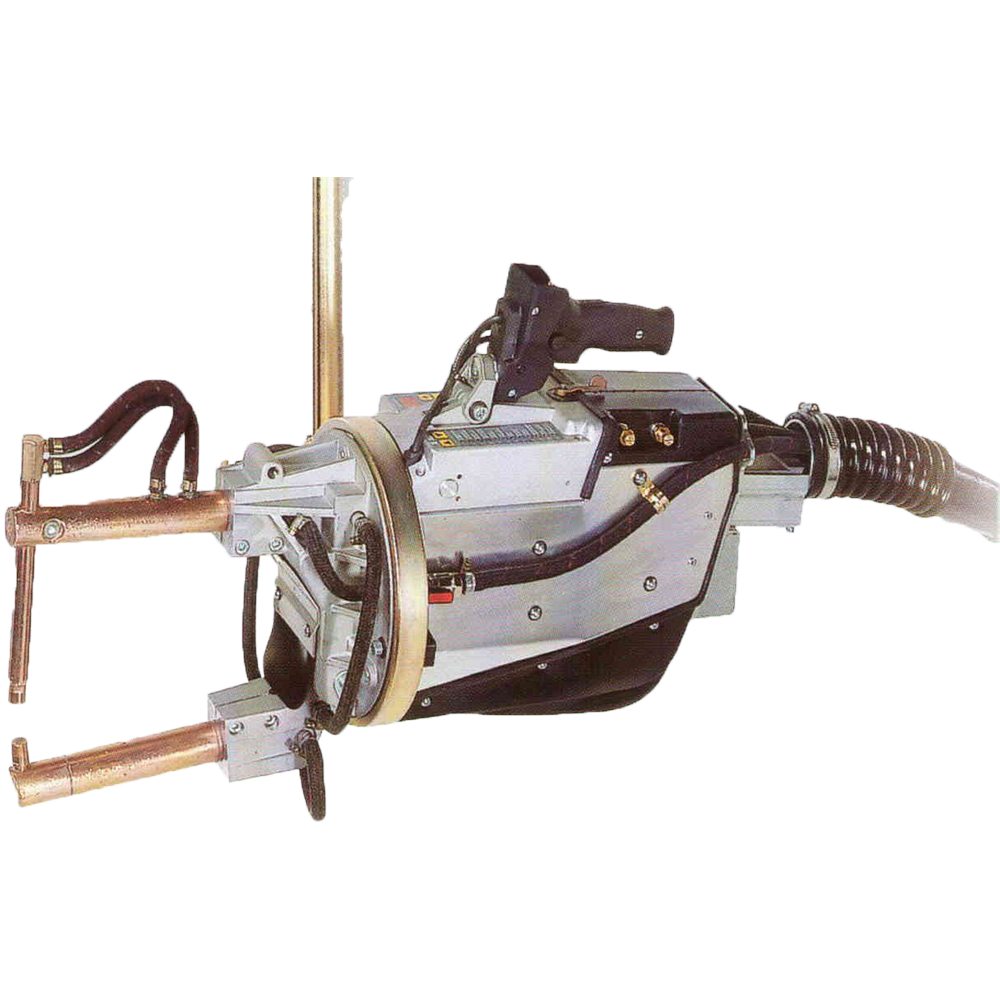 Инструменты для точечной сварки должны быть спроектированы таким образом, чтобы они подходили к горловине оборудования для точечной сварки во всех местах сварки. Это может представлять особую проблему для небольших компонентов, которые необходимо сваривать точечной сваркой, поскольку инструменты для ограничения этих небольших сборок также должны быть расположены в пределах сварочного процесса. Для большинства других применений контактной сварки, таких как рельефная сварка, шовная сварка, сварка оплавлением и сварка с горячей высадкой, требуются инструменты с аналогичными требованиями к пространству для размещения оборудования для выполнения самого сварного шва. Выступающая сварка особенно часто используется для добавления приварных гаек к сборке.
Инструменты для точечной сварки должны быть спроектированы таким образом, чтобы они подходили к горловине оборудования для точечной сварки во всех местах сварки. Это может представлять особую проблему для небольших компонентов, которые необходимо сваривать точечной сваркой, поскольку инструменты для ограничения этих небольших сборок также должны быть расположены в пределах сварочного процесса. Для большинства других применений контактной сварки, таких как рельефная сварка, шовная сварка, сварка оплавлением и сварка с горячей высадкой, требуются инструменты с аналогичными требованиями к пространству для размещения оборудования для выполнения самого сварного шва. Выступающая сварка особенно часто используется для добавления приварных гаек к сборке.
Вот некоторые из факторов, которые компания Stryver обычно принимает во внимание при разработке процесса точечной сварки:
- Как детали должны располагаться в оснастке для максимально прямого доступа к горелке?
- Как можно эффективно управлять аспектами процесса, включая входной ток, чтобы свести к минимуму искрение?
- Если электрод необходимо встроить в инструмент, как его можно встроить, чтобы обеспечить легкую замену в будущем?
- Требуется ли дальнейшая проверка для обеспечения надлежащего завершения процесса, и если да, то как можно включить проверку в процесс, не требуя дополнительных этапов обработки?
Компания Stryver разработала и усовершенствовала стратегии решения проблем с инструментами для контактной сварки. Мы научились создавать полностью автоматизированные процессы контактной сварки и автоматизировать станки для сварки пьедесталов, чтобы создавать приспособления для сварки RSW и другие приспособления для контактной сварки с учетом автоматизации. Все приспособления RSW разработаны с учетом вашего полного процесса. Надлежащие тепловые условия, электропроводность и условия сварки предназначены для процесса.
Мы научились создавать полностью автоматизированные процессы контактной сварки и автоматизировать станки для сварки пьедесталов, чтобы создавать приспособления для сварки RSW и другие приспособления для контактной сварки с учетом автоматизации. Все приспособления RSW разработаны с учетом вашего полного процесса. Надлежащие тепловые условия, электропроводность и условия сварки предназначены для процесса.
Компания Stryver может настроить ваше оборудование для контактной сварки, добавить к нему наши инструменты для контактной сварки, настроить сварочный аппарат и оборудование для выполнения процесса, добавить в систему процессы проверки качества и сбора данных, необходимые для обеспечения качества продукции, и отправить его на ваш пол. Наша высококвалифицированная команда гарантирует, что приспособление не будет ни перепроектировано, ни недостаточно спроектировано для вашего применения, сводя к минимуму количество экзотических, дорогостоящих материалов, необходимых для работы в экстремальных условиях, присутствующих при точечной сварке. Светильники Stryver разработаны специально для вашего применения.
Светильники Stryver разработаны специально для вашего применения.
Наряду с созданием автоматических приспособлений для сварки сопротивлением в больших объемах с целью минимизации рабочей силы, Stryver также может спроектировать и изготовить простые ручные зажимные приспособления для вашего процесса сварки опор. Мы также можем помочь вам автоматизировать существующее оборудование для контактной сварки, чтобы свести к минимуму трудозатраты, необходимые для запуска вашего процесса. Мы разработаем приспособление RSW, которое будет лучше всего работать в вашем производственном помещении. Доверьтесь более чем 30-летнему опыту компании Stryver в области крепления роботов, чтобы выполнить свою работу.
Ознакомьтесь с приведенными ниже примерами инструментов для контактной сварки, которые компания Stryver создала и внедрила для наших клиентов. Эти приспособления для сварки сопротивлением и приспособления для точечной сварки используются в различных отраслях промышленности, от автомобилестроения до медицинского оборудования и потребительских товаров. Наша команда будет рада рассмотреть ваше приложение для измерения сопротивления или инструментов RSW и предоставить ценовое предложение.
Наша команда будет рада рассмотреть ваше приложение для измерения сопротивления или инструментов RSW и предоставить ценовое предложение.
Что такое сварка сопротивлением? Использование и работа
6 февраля 2023 г. 6 февраля 2023 г. | 10:57
Сварка сопротивлением — это процесс соединения металлов путем приложения к материалам давления и электрического тока. Этот эффективный метод сварки десятилетиями использовался в различных отраслях промышленности, в том числе в автомобильной, аэрокосмической, электротехнической и сантехнической. Давайте подробнее рассмотрим контактную сварку и то, как она работает.
Что такое сварка сопротивлением?
Сварка сопротивлением — это процесс плавления, в котором используется тепло, выделяемое электрическим сопротивлением, для соединения двух или более металлических деталей. Металлические части соединяются под давлением; через них пропускают электрический ток в течение нескольких миллисекунд, пока металл не достигнет точки плавления. Интенсивное тепло, выделяемое при прохождении электричества через металл, заставляет детали сплавляться без добавления какого-либо наполнителя, такого как припой или флюс. Важно отметить, что процесс должен быть выполнен быстро, чтобы не повредить материал.
Интенсивное тепло, выделяемое при прохождении электричества через металл, заставляет детали сплавляться без добавления какого-либо наполнителя, такого как припой или флюс. Важно отметить, что процесс должен быть выполнен быстро, чтобы не повредить материал.
Сварка сопротивлением Использование
Сварка сопротивлением сегодня имеет множество применений в различных отраслях промышленности. Его можно использовать для соединения листового металла, проволочной сетки, труб, трубных решеток, стержней и многого другого. Кроме того, его также можно использовать для точного и точного формирования различных форм, таких как заклепки и шпильки. Он также обеспечивает превосходную прочность и надежность благодаря возможности соединения при высоких температурах. Таким образом, он широко используется в производственных процессах для таких продуктов, как автомобили, компоненты самолетов, электронное оборудование, бытовая техника, сантехника и т. д.
Как работает контактная сварка?
Основной принцип контактной сварки заключается в подаче электрического тока между двумя кусками металла при одновременном сильном сжатии их друг с другом, пока они не достигнут точки плавления одновременно.