Контактная сварка мини: Мини аппарат контактной сварки HD20 pro+ для аккумуляторов 18650
alexxlab | 06.06.1991 | 0 | Разное
Выбираем аппарат для точечной сварки аккумуляторов с AliExpress / Подборки товаров с Aliexpress и не только / iXBT Live
С недавнего времени аппараты точечной сварки стали вполне доступны по цене. И многие самодельщики и не только, покупают их для сварки аккумуляторов. (хотя если быть точным, то многие самодельщики делают эти аппараты самостоятельно из трансформаторов и контроллеров) Я лично тоже не обошел данную тему стороной, и купил себе аппарат для точечной сварки. Небольшой, не сильно мощный, с встроенным аккумулятором. Мне его для нечастой и некрупной работы хватает (варю иногда литий в сборки).
Ниже я приведу несколько интересных моделей сварочных аппаратов, отсортированных по цене/качество/популярность которые на мой взгляд интересны к покупке. Но естественно данная статья подборка носит больше рекомендательный характер, и нужна прежде всего для отбора по критериям подходящих аппаратов. Я не говорю, что нужно покупать именно тот или иной сварочник, я просто показываю, какие варианты существуют, для того чтобы вам было проще выбрать нужный для вас.
Mini Spot Welder
Mini Spot Welder
Это небольшой компактный сварочный аппарат, который можно питать от 9-12в. Он подойдет для сварки небольших сборок, тонкой никелевой лентой. Для разовых работ сгодится более чем, или для срочной работы в поле, вдали от розетки. Для серьёзной работы конечно же у него не хватит мощности. Цена, кстати, у него очень приятная.
Сварочный аппарат BIFRC
Сварочный аппарат BIFRC
Еще один вариант сварочного аппарата без привязки к розетке. Это также маломощный прибор, но для небольших работ его хватит. Плюсом является то, что это уже готовый к работе аппарат. У него есть встроенная батарея на 5500мАч, которую можно заряжать через порт Type-C от любого USB источника. Заявленная мощность 4,2 V Макс 650A, что хватит примерно для сварки ленты около 0.1-0.15мм.
Конденсаторный сварочный аппарат
Конденсаторный сварочный аппарат
Этот аппарат интересен конечно же тем, что работает на от аккумуляторов, а от конденсаторов. У такого решения есть свои очевидные плюсы: быстрая зарядка, нет деградации элементов питания, хорошая мощность. Но минусом будет цена, так как хорошие конденсаторы стоят дорого. У лота очень хорошие отзывы. Данный сварочный аппарат судя по характеристикам и отзывам, спокойно варит никелевую полосу толщиной до 0.15мм
У такого решения есть свои очевидные плюсы: быстрая зарядка, нет деградации элементов питания, хорошая мощность. Но минусом будет цена, так как хорошие конденсаторы стоят дорого. У лота очень хорошие отзывы. Данный сварочный аппарат судя по характеристикам и отзывам, спокойно варит никелевую полосу толщиной до 0.15мм
Плата управления для точечной сварки
Плата управления для точечной сварки
Это вариант для самодельщиков. Тут нужно добавить источник питания и трансформатор. Зато на базе такой платы управления можно собрать мощный сварочный аппарат, способный варить ленты толщиной более 0.2мм. Данный лот имеет большое количество заказов и очень много отзывов, из которых можно подчерпнуть много полезной информации о том, какие сборки делают разные люди.
Сварочный аппарат в виде ручки
Сварочный аппарат в виде ручки
Довольно интересное и удобное решение. Сварочный аппарат в виде ручки. Помещается в руке, не занимает много места, компактный. При этом заявлено что в этой сварочной ручке имеется встроенный аккумулятор ёмкостью 7000мАч. Заряжать который можно через порт Type-C от любого USB источника. В характеристиках указано что максимальная толщина сварочной ленты до 0.2мм
Заряжать который можно через порт Type-C от любого USB источника. В характеристиках указано что максимальная толщина сварочной ленты до 0.2мм
Сварочный аппарат Sunko 737B
Sunko 737B
Этот сварочник уже ближе к промышленным вариантам. Подходит для сварки батарей лентой до 0.2мм и поддерживает высокую нагрузку и большой объём работы. Такие сварочные аппараты подходят для тех, кто варит много и занимается сборкой аккумуляторов, хотя по ценовому сегменту и мощности, это всё еще бюджетная модель начального уровня.
Сварочный аппарат SUNKKO 737G
SUNKKO 737G
Еще один вариант более профессионального сварочного аппарата. От предыдущего варианта отличается более высокой ценой, но при этом здесь уже есть два варианта размещения электродов. К тому же данный аппарат может варить ленту до 0.35мм, что делает его более подходящим для тех работ, где нужны большие сборки на толстой никелевой ленте для больших токов.
Сварочный аппарат SUNKKO 737DH
SUNKKO 737DH
Этот сварочный аппарат для точечной сварки поддерживает сварку ленты до 0. 35мм, и имеет мощность до 1200А. Он подходит для профессионалов, но при этом обладает относительно небольшой стоимостью. Тут также имеется большое количество настроек мощности и длительности импульсов. А управление процессом сварки происходит нажатием на ножную педаль. В общем это на данный момент один из оптимальных вариантов для домашних и не только мастеров.
35мм, и имеет мощность до 1200А. Он подходит для профессионалов, но при этом обладает относительно небольшой стоимостью. Тут также имеется большое количество настроек мощности и длительности импульсов. А управление процессом сварки происходит нажатием на ножную педаль. В общем это на данный момент один из оптимальных вариантов для домашних и не только мастеров.
Я подобрал сварочные аппараты по принципу от более дешевого простого, до более дорогого и мощного. В целом все они между собой отличаются мощностью и возможностью варить никелевую лент разной толщины для разных задач. Но все предложенные варианты имеют много заказов и хорошие отзывы. Читайте, сравнивайте, думаю подборка будет полезна для тех, кто в данный момент выбирает себе аппарат для точечной сварки аккумуляторов 18650 и т.д.
Новости
Публикации
Сегодня расскажу про монитор от Брестского электролампового завода, который собирается по лицензии китайской компании. Сразу скажу, что обратить внимание на эту модель 23. 8″ с разрешением full hd…
8″ с разрешением full hd…
Наушники Floaudio Calla – новое имя на рынке, как и наушники от Truthear & Crinacle Zero. Отличия – только в цене, но обозреваемые не проигрывают своим названным аналогам. Любители плотного…
У многих, кто видел подобные фотографии в сети, возникали мысли о том, что это “фотошоп”. При взгляде на снимки этого места сразу возникает вопрос: “как такой огромный корабль оказался на краю…
Наверное, вы не только слышали, ну и хотели побывать в городе Пиза, чтобы посмотреть на необычную падающую башню. Это старейшая постройка городского собора Санта-Мария Ассунта, начала наклоняться…
Если у устройства (ноутбук, телефон, планшет) недостаточное количество нужных портов, то ему на помощь приходят различные адаптеры и хабы – наподобие того, который будет представлен в данном…
Вслед за другими именитыми брендами, компания iKKO тоже решила выпустить ЦАП на обновленном семействе чипов Asahi Kasei. По мощности он, конечно, шаблонов не рвет, всего 70 мВт на 32 ома нагрузки,. ..
..
Аппараты контактной сварки в Симферополе: 132-товара: бесплатная доставка, скидка-16% [перейти]
Партнерская программаПомощь
Симферополь
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Промышленность
Промышленность
Дом и сад
Дом и сад
Торговля и склад
Торговля и склад
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Аппараты контактной сварки
89 000
Аппарат контактной точечной сварки BlueWeld Digital CAR SPOTTER Plus 5500 400V Длина: 25, Ширина:
В МАГАЗИНЕще цены и похожие товары
148 000
Аппарат контактной точечной сварки Telwin Digital CAR SPOTTER 7000 400V Длина: 98, Ширина: 40,
В МАГАЗИНЕще цены и похожие товары
123 041
Аппарат конденсаторной приварки шпилек FoxWeld SW2500
В МАГАЗИНЕще цены и похожие товары
288 130
Аппарат контактной сварки RedHotDot CONTACT DOT Вылет электродов: 150, Вес нетто: 82. 000, Max ток:
000, Max ток:
ПОДРОБНЕЕЕще цены и похожие товары
123 041
Аппарат контактно-конденсаторной сварки Foxweld SW2500 Емкость конденсаторов: 99, Энергия сварки:
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат для точечной сварки импульсный точечный сварочный агрегат ручной, 80А Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
10 386
Аппарат точечной аргоновой сварки сварочный импульсный, 400 Вт, 110/220 В Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
12 599
18805
Аппарат для сварки импульсный точечный сварочный агрегат аргоном, регулируемое точечная Импульсная Сварка, 220 В
ПОДРОБНЕЕЕще цены и похожие товары
31 472
Аппарат для точечной сварки зубов автоматический импульсный, 220 В Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
18 492
28018
Аппарат для точечной сварки импульсный точечный сварочный агрегат ручной Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
10 379
16217
Аппарат точечной аргоновой сварки импульсный, 220/110 В, 400 Вт Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
12 599
Аппарат для сварки импульсный точечный сварочный агрегат аргоном, регулируемое точечная Импульсная Сварка, 110 В
ПОДРОБНЕЕЕще цены и похожие товары
8 198
12422
Аппарат для точечной сварки импульсный точечный сварочный агрегат ручной, 80 А Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
10 430
Аппарат точечной аргоновой сварки импульсный, 400 Вт, 110 В/220 В Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
28 087
Аппарат для точечной сварки зубов автоматический импульсный, 220 В Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
36 400
Аппарат точечной сварки Вид сварки: точечная, Мощность: 100Вт, Толщина свариваемого металла: 180мм
ПОДРОБНЕЕЕще цены и похожие товары
48 000
Аппарат для контактной точечной сварки KraftWell KRW65SW/220L 220 В (споттер) Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
44 800
Аппарат для контактной точечной сварки KraftWell KRW65SW/380L 380 В (споттер) Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
52 000
Аппарат контактной сварки HATGER HG-9000 Вид сварки: точечная, Тип аппарата точечной сварки:
ПОДРОБНЕЕЕще цены и похожие товары
30 500
Аппарат точечной контактной сварки SUNKKO 709A Производитель: SUNKKO
ПОДРОБНЕЕЕще цены и похожие товары
17 942
Аппарат точечной аргоновой сварки сварочный импульсный, 400 Вт, 220 В Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
33 040
Аппарат для контактной точечной сварки ATIS S40 (220В) Производитель: Atis, Вид сварки: точечная,
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат для точечной сварки ювелирных изделий, 220 В/50 точечная Импульсная Сварка Вид сварки:
ПОДРОБНЕЕЕще цены и похожие товары
6 625
10351
Аппарат сварочный точечная Импульсная Сварка импульсный точечный сварочный агрегат ювелирных изделий, 80/50/30 А
ПОДРОБНЕЕЕще цены и похожие товары
26 569
Аппарат для точечной сварки зубов автоматический импульсный, 220 В Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
7 743
11732
Аппарат для точечной сварки импульсный точечный сварочный агрегат ручной Вид сварки: точечная
ПОДРОБНЕЕЕще цены и похожие товары
57 594
Аппарат контактной сварки TECNA SpA 7900 Толщина лист/пруток, мм: 2+2 / 6+6, Количество, т/час: 60,
ПОДРОБНЕЕЕще цены и похожие товары
512 430
Аппарат контактной сварки TECNA SpA 3324 Толщина лист/пруток, мм: 3,5+3,5 / 12+12, Количество,
ПОДРОБНЕЕЕще цены и похожие товары
774 213
Аппарат контактной сварки TECNA SpA 2121 Мощность, кВА: 32, Ход электродов: линейный, Привод :
ПОДРОБНЕЕЕще цены и похожие товары
784 218
Аппарат контактной сварки TECNA SpA 8004/380 Мощность, кВА: 60, Напряжение питания, В: 380/2,
ПОДРОБНЕЕЕще цены и похожие товары
788 046
Аппарат контактной сварки TECNA SpA 8009/380 Мощность, кВА: 35, Напряжение питания, В: 380/2,
ПОДРОБНЕЕЕще цены и похожие товары
89 000
Аппарат контактной точечной сварки BlueWeld Digital CAR SPOTTER Plus 5500 400V Длина: 25, Ширина:
В МАГАЗИНЕще цены и похожие товары
148 000
Аппарат контактной точечной сварки Telwin Digital CAR SPOTTER 7000 400V Длина: 98, Ширина: 40,
В МАГАЗИНЕще цены и похожие товары
123 041
Аппарат конденсаторной приварки шпилек FoxWeld SW2500
В МАГАЗИНЕще цены и похожие товары
2 страница из 9
Контактная сварка что это такое
Технология контактной сварки известна уже давно. В настоящее время она незаменима в строительстве самолетов, автомобилей, судов, сельскохозяйственной и другой техники. Метод имеет особенности, которые заинтересуют не только специалистов.
В настоящее время она незаменима в строительстве самолетов, автомобилей, судов, сельскохозяйственной и другой техники. Метод имеет особенности, которые заинтересуют не только специалистов.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Немного истории
- Оборудование и технология контактной сварки
- Подготовка поверхности
- Машины для контактной сварки
- Электроды для контактной сварки
- Дефекты и контроль качества
- Виды контактной сварки
- Точечная
- Рельефная
- Шовная
- Стыковая
- Другие процессы
- Преимущества и недостатки
- Обозначение на чертежах
Контактная сварка активно используется и в быту, и на производстве. Оборудование предназначено для соединения металлических заготовок под воздействием давления при высокой температуре. Результатом является прочное соединение металлических деталей и ровная поверхность готовой конструкции.
Что такое контактная сварка
Контактная сварка – это технологический процесс соединения металлических заготовок посредство воздействия высокой температуры и давления. Нагрев достигается за счет сопротивления материалов электрическому току, который проходит через них, а давление обеспечивают специальные механизмы. Применяется технология преимущественно в промышленности и серийном производстве продукции.
Немного истории
Первый случай использования контактной сварки был зафиксирован документально. Это в 1856 году сделал Уильям Томсон – английский физик. Независимо от его исследований другой ученый – американец Элиу Томсон разработал и внедрил на производстве стыковую сварку. В это же время и в том же году известный российский изобретатель Николай Николаевич Бенардос предложил варианты точечного и шовного сваривания металлических заготовок.
Для практической реализации технологии в то время использовались специальные клещи, имеющие в своей конструкции угольные электроды. К ним подавался электрический ток. Далее заготовки в виде двух металлических пластин укладывались одна поверх другой и прижимались клещами. Проходящий через заготовки ток был достаточно большой силы, чтобы нагреть обе пластинки до нужной температуры, при которой образуются сварные точки.
Элиу Томсон после ряда удачных экспериментов и получения стабильного результата в 1886 году обратился за получением патента на контактную сварку. Это был инновационный способ соединения металлов при помощи электричества. Его описание уточняло, что «металлические предметы должны соприкасаться теми местами, которые предполагается сваривать. Через них проходит огромной силы ток – до 200 тысяч ампер. При этом его величина напряжения составляет всего лишь 1-2 вольта. В месте соприкосновения металл греется сильнее из-за высокого сопротивления. В это время заготовки нужно сжимать и место сварки часто ковать. После остывания заготовки будут хорошо сваренными.» Данный метод в то время называли «безогненной сваркой» или электрической ковкой».
После остывания заготовки будут хорошо сваренными.» Данный метод в то время называли «безогненной сваркой» или электрической ковкой».
Практическое применение технологии нашлось сразу же. Она была задействована для соединения проводов телеграфной связи. Но это было только начало продвижения. Элиу Томсон продолжал исследования, комбинируя гидравлические системы сжатия и воздействие электрического тока на соединяемые заготовки. Благодаря этому вскоре технология стала использоваться в авиастроении, в частности, для производства самолетных двигателей.
В 1928 году компания Stout Metal Airplane впервые задействовала оборудование точечной сварки на конвейере по обработке дюралюминия. А уже в тридцатых годах прошлого столетия в Соединенных Штатах были проведены первые испытания в области контактной сварки деталей из легкоплавких материалов, а также их сплавов. методы работы в дальнейшем применялись известными авиастроительными компаниями – Douglas, Boeing и Sikorsky Aircraft.
Оборудование и технология контактной сварки
Подготовка поверхности
Существуют различные методы предварительной обработки поверхности заготовок. Полный набор состоит из таких манипуляций: удаление оксидных или других видов пленок, обезжиривание, нейтрализация среды, пассивирование, промывка, сушка и контроль состояния. Предварительная подготовка рабочей поверхности имеет большое влияние на конечное качество сварного соединения. Поэтому важно соблюдать следующие требования:
- поверхность соединяемых заготовок должна быть ровной, а плоскости совпадать по всей площади;
- в соединении двух деталей рабочими поверхностями должно обеспечиваться одинаковое сопротивление;
- цепь электрод-деталь должна обладать наименее возможным для материала сопротивлением.
Машины для контактной сварки
В работе применяются специальные контактные сварочные машины. Они бывают стационарными, подвесными или передвижными. По назначению – универсальными или специализированными. В зависимости от вида тока, протекаемого в сварочном контуре, аппараты делятся на два класса – постоянного и переменного тока. Также они отличаются способом сварки – точечная, рельефная, шовная или стыковая.
В зависимости от вида тока, протекаемого в сварочном контуре, аппараты делятся на два класса – постоянного и переменного тока. Также они отличаются способом сварки – точечная, рельефная, шовная или стыковая.
Для уменьшения сварочного тока сварочные машины комплектуются трансформаторами, которые понижают напряжение до уровня 1-15 вольт в сети. Используются электроды, выполненные из медного сплава. Мощность оборудование варьируется в диапазоне от 0,5 до 500 кВА, а усилие сжатия – 1-1000 кгс. Прижим обеспечивается за счет пружинного механизма или пневматического привода.
Независимо от уровня и предназначения машина для контактной сварки имеет несколько обязательных блоков: пневматической или гидравлической системы, контура охлаждения, механической и электрической части. Основные блоки, в свою очередь, делятся на несколько составляющих. Так, электрическая часть включает сварочный трансформатор, регулятора цикла сварки, прерывателя цепи. Регулятор обеспечивает последовательность выполнения манипуляций, своевременное начало и окончание как всего цикла, так и его отдельных операций.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Механическая часть включает разны элементы в зависимости от типа установки. Так, точечные машины имеют только привод сжатия, тогда как шовные, помимо этого, включают и привод вращения роликов. Стыковой сварной аппарат комплектуется приводом зажатия и осадки свариваемых заготовок.
В состав пневмогидравлической системы входят лубрикаторы для смазки подвижных механизмов и фильтры, вместе составляющие группу предварительной подготовки. Есть элементы регулирования – клапаны, манометры, редукторы, а также узлы подвода воздуха – штуцера, клапаны, краны и вентили.
Система водяного охлаждения состоит из нескольких элементов. В нее входят штуцера приемной и разводящей гребенки, полости водяного контура в трансформаторе и вторичной обмотке; реле, вентили и шланги.
Стыковые машины включаются кнопками на щитке управления, а точечные и шовные – при помощи педали. Помимо этого, предусмотрены элементы контроля над сжатием электродов, подачей и отключением тока, работой регулятора сварочного цикла, вращением роликов, зажиганием деталей.
Помимо этого, предусмотрены элементы контроля над сжатием электродов, подачей и отключением тока, работой регулятора сварочного цикла, вращением роликов, зажиганием деталей.
Электроды для контактной сварки
Электроды замыкают вторичный контур сварки, что приводит к повышению температуры и свариванию заготовок. Перемещение деталей при шовной сварке происходит при участии прижимных роликов. Они помимо этого, необходимы для того, чтобы прижимать соединяемые поверхности, удерживать их в процессе нагрева и усадки.
При контакте электроды сильно нагреваются и достаточно быстро изнашиваются. Поэтому к ним предъявляются высокие требования в плане устойчивости к высоким температурам и сопротивляемости на сжатие, которое достигает 5 кг на квадратный миллиметр. Производятся расходные материалы из бронзы и меди. форма электродов подбирается максимально близкой к рельефу поверхности заготовок, которые свариваются. Для аппаратов шовного типа они производятся в виде дисков.
Дефекты и контроль качества
Насколько прочным получится соединение, выполненное контактной сваркой, во многом определяется качеством подготовительных работ и выбором режима работы. Основной показатель шовной и точечной сварки – размер ядра соединения. Этот показатель должен находиться в пределах трех толщин самого тонкого свариваемого листа. Заготовка должна плавиться на не менее чем на 20 и не более чем на 80% своей толщины. В случае нарушения этих параметров образуется брак – непровар металла в первом случае и его прожиг – во втором.
Основной показатель шовной и точечной сварки – размер ядра соединения. Этот показатель должен находиться в пределах трех толщин самого тонкого свариваемого листа. Заготовка должна плавиться на не менее чем на 20 и не более чем на 80% своей толщины. В случае нарушения этих параметров образуется брак – непровар металла в первом случае и его прожиг – во втором.
Контроль над качеством сварного соединения осуществляется визуальным осмотром или с помощью специальных технических средств из списка неразрушающего контроля. Технический способ определения брака чаще всего необходим для обнаружения непроваров, которые при первичном осмотре определить очень сложно. Наиболее эффективна ультразвуковая диагностика. При однородном и качественном сварном соединении ультразвуковые излучения не отражаются и не слабеют.
При необходимости применяются и разрушающие методы определения брака. Они применяются выборочно. В контрольных образцах измеряется диаметр литого ядра, полученного с помощью точечной или шовной сварки.
Виды контактной сварки
Точечная
Сварочный процесс характеризуется тем, что соединяемые детали могут привариваться одновременно не только в одной, но и в нескольких точках. Прочность соединения определяется структурой и диаметром точки. Эти показали напрямую зависят от размера электрода, формы его контактирующей поверхности; состояния заготовок, прилагаемого усилия на сжатие, силы тока и времени его воздействия на металл.
При помощи аппаратов точечной сварки реально за одну минуту создавать до шестисот сварных соединений. Технология наиболее эффективна для соединения тонких листовых деталей. Применяется она для сваривания заготовок со стенками толщиной до 20 мм. Метод широкой используется в создании разной техники. Он востребован в самолетостроении, производстве и ремонте автомобилей; судостроении и изготовлении сельскохозяйственной техники. Часто используется и в других отраслях, в частности в строительстве.
Рельефная
Подобно точечной технология предполагает возможность одновременного соединения заготовок в нескольких местах. Отличается наличием специально подготовленных рельефных выступов. Прочность контакта во многом определяется формой заготовок в месте их соединения. Форма электрода при этом не влияет на конечный результат. Рельеф заготовок подготавливается заранее с помощью прессовальной техники или иным способом. Он может формироваться как на одной, так и на обеих деталях.
Отличается наличием специально подготовленных рельефных выступов. Прочность контакта во многом определяется формой заготовок в месте их соединения. Форма электрода при этом не влияет на конечный результат. Рельеф заготовок подготавливается заранее с помощью прессовальной техники или иным способом. Он может формироваться как на одной, так и на обеих деталях.
В автомобилестроении рельефная сварка применяется для установки кронштейнов. Самый простой пример – это крепления скоб к автомобильному капоту. Другой наглядный вариант использования технологии – установка петель на двери. В радиотехнической промышленности метод сварки востребован для крепления проводки к тонким элементам деталей схемы.
Шовная
Соединение заготовок выполняется при помощи шва, состоящего из нужного количества литых участков или сварных точек. Для получения герметичного шва сварочные соединения располагаются максимально близко. Шовная сварка точно так же представляет собой большое количество сварных точек, которые частично перекрывают дуг друга.
Выполняется операция на специальных станках для шовной сварки, оснащенными дисковыми электродами-роликами, которые вращаются. Не менее важная их задача заключается в том, чтобы прокатывать и прижимать свариваемые поверхности. Для таких работ подходят листы толщиной 0,2-3 мм. Применяется технология в производстве разного рода герметичных резервуаров.
Стыковая
Заготовки соединяются по всей плоскости их соприкосновения под воздействием высокой температуры, вызывающей плавление кромок. Способ выполнения стыковой сварки выбирается в зависимости от ряда показателей – марки металла, требований по качеству сварного соединения, площади сечения соприкасаемых поверхностей. Существует несколько методов, любым из которых можно выполнить работы: оплавлением с подогревом, постоянным оплавлением без перерывов, сопротивлением.
Последний способ используется для соединения заготовок с площадью сечения до 200 квадратных миллиметров. На практике оно востребован для соединения стержней, проволоки и труб малого сечения, изготовленных из низкоуглеродистой стали.
Сварка оплавлением подходит для работы с заготовками сечением до 100000 мм кв. В эту категорию материалов попадают магистральные трубопроводы, стыки металлоконструкций из профиля, арматура для строительного бетона и множество других конструктивных элементов. Технология востребована в создании железнодорожных безстыковых путей, любых других длинномерных конструкций из разных материалов. в кораблестроении с ее помощью создаются якорные цепи; теплообменники для судов-рефрижераторов. Если необходимо восстановить целостность режущего или сверлильного инструмента, то данный метод сварки подходит как нельзя лучше.
Другие процессы
К разновидности контактной относится импульсная сварка. Дуга горит постоянно, даже в промежутках между импульсами тока, не оказывая при этом сколь-нибудь существенного влияния на глубину плавления материала. Основной сварочный ток дополняется импульсами, обеспечивающими глубокое и качественное соединение металлических заготовок. Помимо одинарного разработан также метод двойного модулированного импульса тока. Благодаря модуляции можно управлять формой импульсов, что необходимо для мелкокапельного переноса металла при сварке.
Благодаря модуляции можно управлять формой импульсов, что необходимо для мелкокапельного переноса металла при сварке.
Одним из достоинств импульсной сварки является стабильное горение дуги, маловероятно образования кратеров в точках сварки, участки перекрытия в сварном шве минимальны. Импульсная сварка используется для соединения различных марок стали, цветных металлов, включая медные, алюминиевые, никелевые сплавы, а также титана. Толщина заготовок может варьироваться в диапазоне от 1 до 50 миллиметров.
Преимущества и недостатки
Контактная сварка часто используется для соединения нержавеющей стали и других металлов, в том числе цветных. Широкое распространение технологии в разных областях хозяйствования обусловлена большим перечнем достоинств:
- Метод дает возможность быстро выполнить необходимый объем работы.
- Контактная сварка позволяет сформировать ровный и в тоже время прочный шов.
- На создание одной сварочной точки уходит порядка десятой доли секунды.
 Опытный специалист за минуту рабочего времени может создать до 600 таких точек, а это уже приличный шов.
Опытный специалист за минуту рабочего времени может создать до 600 таких точек, а это уже приличный шов. - Технология не требует применения расходных материалов – электродов, присадочной проволоки, флюса или инертного газа. В результате себестоимость единицы сварного соединения существенно снижается.
- Металл деформируется только в местах формирования точек сварного соединения. Готовая конструкция получается ровной, без видимых дефектов поверхности.
- Работа характеризуется простотой и не требует высокой квалификации сварщика. С ней могут справиться специалисты среднего уровня и даже новички.
- Контактные электроды обладают длительным сроком службы и мало изнашиваются.
- Метод считается наиболее безопасным по сравнению с другими, поскольку при работе нет открытого пламени. Риск возгорания небольшой.
- Контактная технология является экологически чистой. Ее влияние на окружающую среду и здоровье специалиста несущественно.

Тем не менее существует ряд недостатков, которые необходимо учитывать при работе с контактной точечной сваркой:
- оборудование стоит немалых денег и назвать его массовым нельзя;
- требуется высокая сила тока – свыше 1000 ампер. Это значит, что необходимо подключаться к мощным линиям энергоснабжения;
- герметичность швов, выполненных контактным способом, не такая высокая, как у соединений, сделанных электродами;
- необходимо внимательно следить за напряжением. Оно не должно быть высоким.
Обозначение на чертежах
В некоторых случаях для выполнения работы может понадобиться чертеж либо другие графические материалы. Они должны передать специалисту информацию о важных критериях и основных параметрах будущего соединения. Пример такой схемы:
Из нее опытный сварщик сразу может выделить несколько явных моментов:
- видимый шов обозначается сплошной линией;
- штрих-пунктир обозначает невидимое сварное соединение;
- знаком плюс маркируется видимая сварная точка;
- невидимые сварные точки на схеме не обозначаются.

Контактная точечная сварка чаще всего востребована на производственных участках. Технология позволяет быстро создавать прочные сварные соединения. Она широко используется в судо-, самолето- и машиностроении. Способ подходит для работы с металлами разного состава, в том числе и с нержавейкой. Он характеризуется высокой безопасностью и экологичностью. Но перед началом работ необходимо определиться с оптимальной силой тока и убедиться, что подводящие линии энергоснабжения смогут обеспечить нужные параметры.
портативный транзистор для точечной мини-сварки – Купить портативный транзистор для точечной мини-сварки с бесплатной доставкой
портативный транзистор для точечной мини-сварки – Купить портативный транзистор для точечной мини-сварки с бесплатной доставкой | Покупки на BanggoodДом
- “” 27 результатов
Цена –
ОК
Доставить из
Всего 1 страница
Перейти на страницу
Перейти
Подтвердите свой возраст
Для входа в этот раздел вам должно быть не менее 18 лет.
МНЕ ДО 18 ЛЕТ МНЕ СТАРШЕ 18
Микросварка контактов мелких деталей
При соединении мелких деталей, компонентов из стали или различных цветных металлов металлы соединяются вместе с помощью подходящих видов сварки, таких как точечная сварка, проволока с покрытием сварка, уплотнение или контактная пайка. Все эти процессы являются подкатегориями микросварка .
Задача соединения самой разнообразной геометрии, такой как выступ, проволока или вилка, в для безопасного процесса требуются высокоточные профили тока, силы, пути и температуры от основной таймер сварки. Также обширные возможности отключения и другие возможности переключения для необходимы отдельные сварочные импульсы и полезные опции мониторинга.
В модульной серии SPATZ+ компания MATUSCHEK предлагает решения для небольших
части, которые отвечают самым высоким технологическим требованиям и могут быть оптимизированы для удовлетворения конкретных
потребности клиента.
С появлением электромобилей появились новые области применения. Когда при производстве аккумуляторов микросварка стала надежным процесс соединения батарейных блоков и элементов. Также сварка шпилек для статоров электрических машин стала заявка на интерес.
В сочетании с прецизионной сваркой LSK
головки, даже маленькие и очень маленькие детали можно сваривать в ограниченном пространстве и, таким образом,
представляют собой решение бесчисленных задач по соединению в электронике и медицинской технике. К
достигать более высоких токов до 100 кА и более,
Сварочные таймеры SPATZ+ для микросборки могут быть
каскадный (ведущий/ведомый). Таким образом, могут быть изготовлены еще более прочные детали из меди или алюминия.
сварные, как в сфере электромобилей. Полностью автоматизированные системы с полевой шиной и
Ethernet для таймера сварки высшего уровня, программирования и анализа (Industry 4. 0) так же
возможно с контроллерами SPATZ+, такими же сложными
ручные рабочие места.
0) так же
возможно с контроллерами SPATZ+, такими же сложными
ручные рабочие места.
Медицинская техника
В медицинской технике сварное соединение должно служить всю жизнь. Кардиостимуляторы, дефибрилляторы, стенты и датчики устройства не допускают разрушения сварного соединения. Поэтому высокая точность и требуется надежное производственное оборудование. Наши элементы управления и сварочные головки обеспечивают высокое качество результатов с возможности внутрисистемной диагностики.
Подходящие сварочные таймеры для медицинской техники:
- HF-DC: SPATZ+ В9000/ч22
- HF-AC: SPATZ+ h400AC
- HF-ACDC: SPATZ+ P500
Подходящие сварочные клещи для медицинской техники:
- SPATZ+ LSK 80/200
- СПАЦ+ ЛСЗ 80/200
Примеры контактной сварки в медицинской технике
Контакты
Контакты производятся в очень больших количествах. Будь то сварка или пайка, несмотря на
высокая частота циклов, высокая термическая нагрузка и прогрессирующий износ, соединение должно быть прочным при
все время. Контроллеры серии SPATZ+, адаптированные к поставленной задаче, не только создают
надежное соединение, но также предлагают широкий спектр функций мониторинга для надежного обнаружения
плохие сварные швы. С помощью отображения тренда в программном обеспечении также можно распознать
заранее, если что-то пойдет не так.
Будь то сварка или пайка, несмотря на
высокая частота циклов, высокая термическая нагрузка и прогрессирующий износ, соединение должно быть прочным при
все время. Контроллеры серии SPATZ+, адаптированные к поставленной задаче, не только создают
надежное соединение, но также предлагают широкий спектр функций мониторинга для надежного обнаружения
плохие сварные швы. С помощью отображения тренда в программном обеспечении также можно распознать
заранее, если что-то пойдет не так.
Подходящие сварочные таймеры для контактного соединения:
- HF-DC: SPATZ+ H9000/h22
- MF-DC: SPATZ+ M400/600/900 (каскадируемый)
- HF-AC: SPATZ+ h400AC
- MF-AC: SPATZ+ M400/600/900 (каскадируемый)
Подходящие сварочные головки:
- SPATZ+ LSK80 до LSK1000
- Все Сервоприводы SPATZ+ приводы
Примеры сварки контактов
Лампы накаливания
Тончайшие фольги из экзотических материалов должны быть сварены самой тонкой проволокой и едва
видны витки проволоки. И каждый сварной шов должен быть хорошим. Поскольку каждый отдельный шов
определяет работу и срок службы лампы.
И каждый сварной шов должен быть хорошим. Поскольку каждый отдельный шов
определяет работу и срок службы лампы.
Здесь также требуются чрезвычайно «плавные» токи, чтобы не повредить предварительно эти чувствительные материалы с пиками тока. В случае перекрестных соединений внутри лампочки, узкий допуск также требуется для проникновения проводов.
Все эти требования могут быть надежно выполнены с помощью высокочастотных преобразователей Серия СПАЦ+. Входы для измерения тока, напряжения, силы и смещения сигналы, входящие в стандартную комплектацию, позволяют надежно управлять обрабатывать данные.
Подходящие сварочные таймеры:
- HF-DC: SPATZ+ H9000/h22
- HF-AC: SPATZ+ h400AC
Подходящие сварочные головки:
- SPATZ+ LSK 80/200
Примеры сварки лампочек
Сборки/гибридные компоненты
Гибридные компоненты сочетают в себе различные материалы и геометрию.![]() Для алгоритмов управления
это часто представляет собой особую проблему, так как место сварки часто не оптимально
доступный. В дополнение к прецизионным системам контроля микросварки со специальным мониторингом
функции, головки и сварочные горелки, которые знают точное положение.
Для алгоритмов управления
это часто представляет собой особую проблему, так как место сварки часто не оптимально
доступный. В дополнение к прецизионным системам контроля микросварки со специальным мониторингом
функции, головки и сварочные горелки, которые знают точное положение.
В сочетании с нашими высокочастотными инверторами наши электродвигательные головки и пистолеты идеально подходит для этой цели. Они не только могут быстро приспособиться к следующему месту сварки, записи пути, но они также предлагают очень быстрое изменение положения, как известно благодаря очень хорошему отслеживанию благодаря линейному приводу.
Подходящие сварочные таймеры:
- HF-DC: SPATZ+ H9000/h22
- MF-DC: SPATZ+ M400/600/900 (каскадируемый)
- HF-AC: SPATZ+ h400AC
- MF-AC: SPATZ+ M400/600/900 (каскадируемый)
Подходящие сварочные головки:
- SPATZ+ LSK80 до LSK1000
Примеры сварки гибридных компонентов
Коллекторы (горячая заварка / закалка)
Этот метод используется для точек контакта, доступных с одной стороны, где контакт
электрод располагают вплотную к электроду с одной стороны сверху.![]()
Концы обмоточных проводов помещаются один над другим в паз, который выпиливается в коллектор. Этот процесс используется в серийном производстве малых двигателей на механизированных или автоматизированных сварочных аппаратов и является частью контактной сварки провода с эмалированной изоляцией.
Подходящие сварочные таймеры:
- HF-DC: SPATZ+ H9000/h22
- MF-DC: SPATZ+ M400/600/900
Подходящие сварочные головки:
- Все Сервоприводы Приводы SPATZ+
Примеры сварки коллекторов
Свинцовые аккумуляторы
Требования к соединению соединителей внутри свинцово-кислотного аккумулятора
очень особенные. С одной стороны, особенно важно предотвратить сварку.
разбрызгивание, так как относительно большое количество жидкого свинца летает по производственному предприятию
и батарея становится непригодной в результате.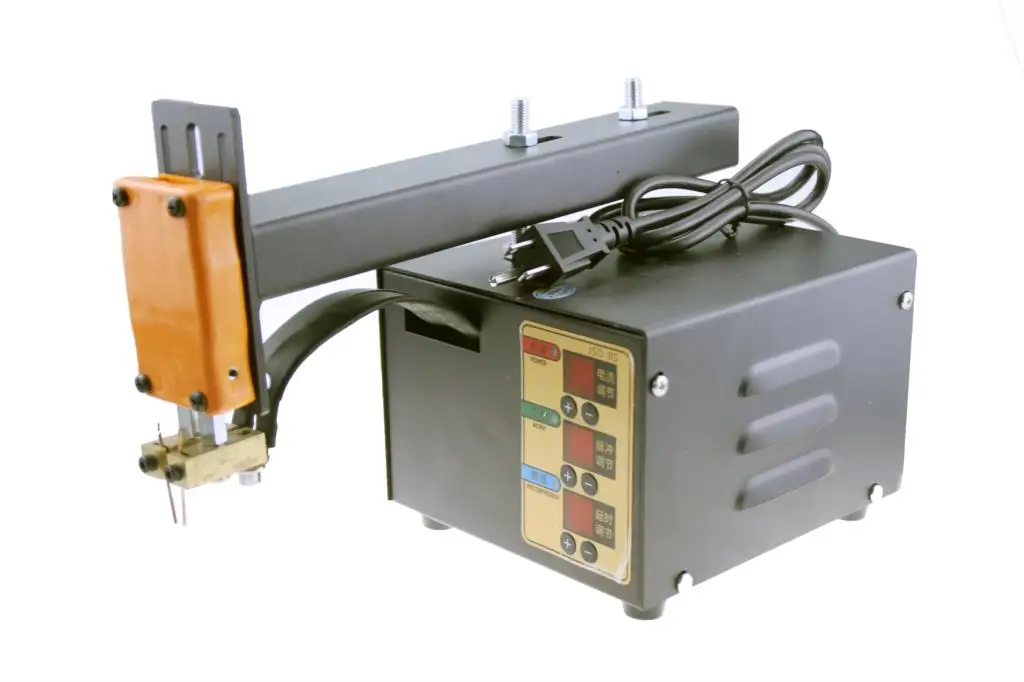 С другой стороны, так называемые «холодные пятна».
следует также безопасно избегать, так как это может привести к разрушению батареи в дальнейшем.
использовать.
С другой стороны, так называемые «холодные пятна».
следует также безопасно избегать, так как это может привести к разрушению батареи в дальнейшем.
использовать.
Также для любого другого производства батарей и элементов, сопротивление сварка является высоконадежной технологией соединения. Различные комбинации основных металлов для различных электрических контактов в процессе сборки могут быть соединены. С увеличением спрос на тяговые аккумуляторные батареи, а также спрос на высококачественное производственное оборудование входит в комплект.
Подходящие сварочные таймеры:
- MF-DC: SPATZ+ M400/600/900
Подходящие карты расширения:
- SPATZ+ KAM карта расширения
Примеры сварки свинцовых аккумуляторов
Электрическая мобильность
Медь и алюминий — это два высокопроводящих материала, которые должны проводить много
электричество для мобильности, но нужно еще больше электричества для постоянного подключения.
Горячая опрессовка медных шпилек статоров электродвигателей требует мощного сварочного оборудования и гибких программные структуры для отображения отдельных шагов процесса присоединения.
Для контактной пайки толстых уплотненных медных жил требуется система управления с выносливость и контроль температуры соответствуют температуре плавления припоя.
Подходящие сварочные таймеры:
- MF-DC: SPATZ+ M400/600/900 (каскадируемый)
- MF-AC: SPATZ+ M400/600/900 (каскадируемый)
Подходящие сварочные головки:
- SPATZ+ LSK200 до ЛСК1000
Примеры:
Здесь вы найдете решения для продуктов в разделе мелких деталей Серия СПАЦ+. | |
Мы будем рады проконсультировать вас по выбору подходящих решений для вашего
индивидуальные сварочные задачи и сообщить вам о нашем портфолио обучения. |

5 лучших способов самостоятельно удалить точечные сварные швы — Иствуд
16 сентября 2015 г.
Как лучше всего избавиться от раздражающих точечных сварных швов?
Когда вы разбираете свой проектный автомобиль, вы неизбежно столкнетесь с точечными сварными швами, которые необходимо удалить. Их может быть сложно удалить, особенно если вы хотите сохранить как можно больше исходного металла. Хорошая новость заключается в том, что, приложив немного усилий и терпения, вы можете удалить точечные сварные швы с металла и перейти к следующей задаче. В этом руководстве рассматриваются пять самых простых методов удаления пятен, которые можно использовать в мастерской.
Как и многие другие аспекты реставрации автомобилей, одну и ту же задачу можно выполнить несколькими способами. Все сводится к тому, какой метод лучше всего подходит для вас. Все эти методы удаления точечных сварных швов преследуют одну и ту же цель. Какой из них вы выберете, зависит от того, какие инструменты у вас есть и насколько глубоко вы хотите углубиться.
Какой из них вы выберете, зависит от того, какие инструменты у вас есть и насколько глубоко вы хотите углубиться.
Начнем с самого простого метода: фрезы для точечной сварки. Эти инструменты используются для разделения панелей, сваренных точечной сваркой, и с меньшей вероятностью могут повредить листовой металл, чем панельный резак. Но даже эти инструменты имеют несколько вариаций.
- Резка точечных сварных швов
Первым и наиболее распространенным вариантом является резак для точечной сварки. В нем используется небольшой центрирующий штифт, который первым контактирует с панелью; это предотвращает блуждание резака. Штифт находится на пружине, поэтому, как только вы нажмете на панель, он вдавится и начнет прорезать панель. Отрезной диск похож на кольцевую пилу по дереву, которая немного больше, чем точечный сварной шов. Их можно заменить режущими головками разного размера в зависимости от вашего проекта.
Преимущество этого типа резака перед остальными состоит в том, что после того, как режущая головка просверлит первую панель, панели можно будет разделить.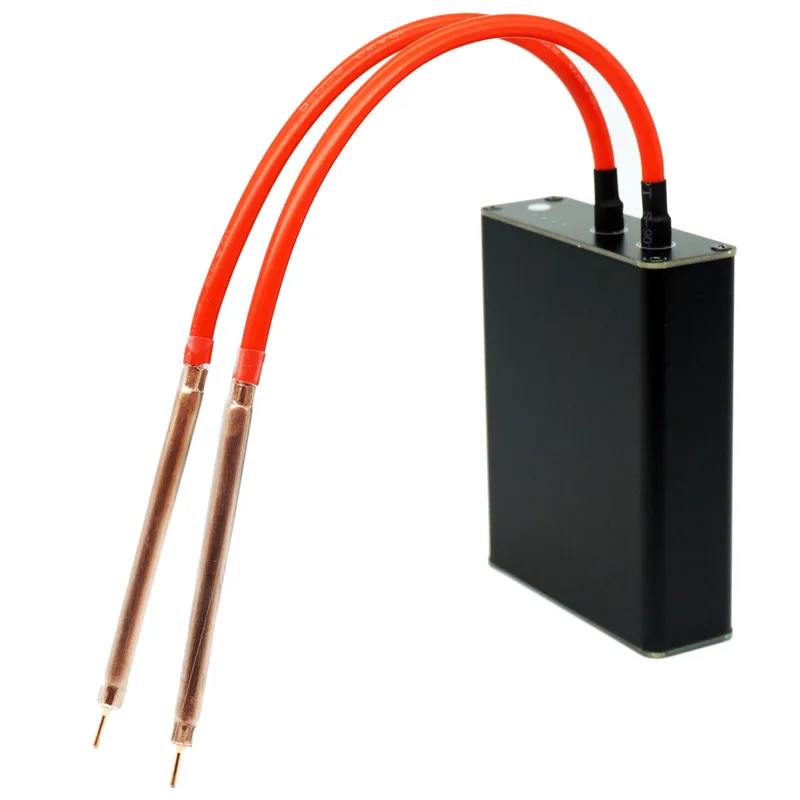 Вы не останетесь с отверстием, прорезанным насквозь через обе панели. Такие резаки для точечной сварки стоят от 25 до 80 долларов. Это дороже, чем некоторые другие методы, но это самый профессиональный и точный метод для резки точечных сварных швов.
Вы не останетесь с отверстием, прорезанным насквозь через обе панели. Такие резаки для точечной сварки стоят от 25 до 80 долларов. Это дороже, чем некоторые другие методы, но это самый профессиональный и точный метод для резки точечных сварных швов.
- Сверление точечных сварных швов специальной насадкой
Следующий резак для точечной сварки немного дешевле и выполняет ту же основную функцию. Это сверло для точечной сварки представляет собой очень широкое, но плоское сверло с самоцентрирующимся наконечником, поэтому оно не будет блуждать. (Если ваше сверло не имеет самоцентрирующегося наконечника, вы можете уменьшить блуждание, сделав небольшой паз в месте сварки с помощью металлического пробойника.) Преимущество этих сверл для точечной сварки состоит в том, что они сделаны из цельного куска металла, поэтому нет осколков, которые могли бы сломаться.
Основным недостатком является то, что каждый резак предназначен для точечной сварки определенного размера, в отличие от первого варианта, где режущая головка может быть заменена для работы с точечной сваркой различных размеров. При цене от 30 до 40 долларов они могут быть дороже, чем стандартное сверло, но они намного точнее и служат намного дольше, чем стандартное сверло (и не будут так легко просверливать обе панели).
При цене от 30 до 40 долларов они могут быть дороже, чем стандартное сверло, но они намного точнее и служат намного дольше, чем стандартное сверло (и не будут так легко просверливать обе панели).
Технический совет 1. При использовании этого метода удаления пятен или метода № 3, описанного ниже, вы должны выбрать сверло размером от 1/8 до ¼ дюйма больше, чем размер самого точечного сварного шва. Это гарантирует, что сварной шов и любые утечки будут полностью удалены.
- Использование обычной дрели для сверления сварных швов
Следующий способ, безусловно, самый простой и легкий. Однако это не обязательно делает его лучшим вариантом. Никаких специальных инструментов не требуется — вам понадобится только дрель и набор стандартных сверл. Просто выберите правильное сверло и начните сверление. Этот метод работает очень хорошо, но требует гораздо больше времени и может быстро изнашивать сверла.
Хотя это самый простой способ удаления точечных сварных швов, использование обычной дрели сопряжено с двумя другими серьезными проблемами.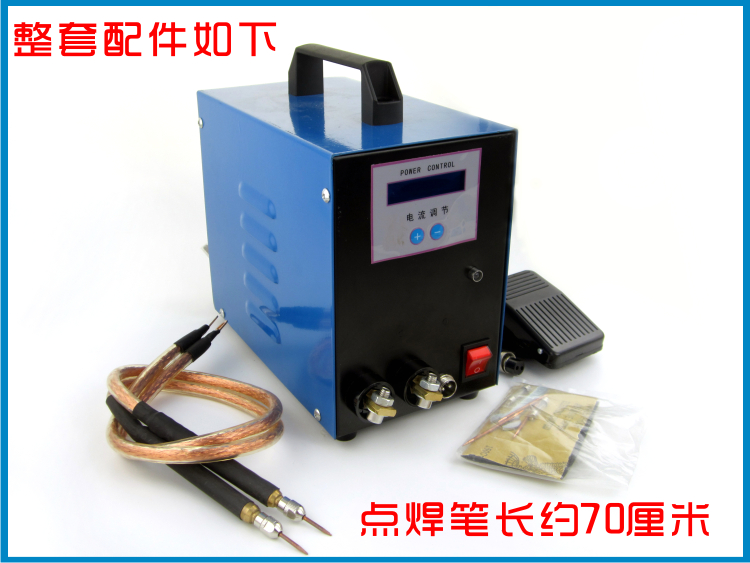 Во-первых, почти невозможно сохранить обе панели, так как вам придется полностью просверливать обе. Вторая проблема этого метода заключается в том, что вы не сможете удалить много точечных сварных швов, потому что даже самые лучшие сверла со временем затупятся, а значит, вам придется постоянно покупать новые сверла. Один из способов уменьшить износ сверла — сначала просверлить небольшое направляющее отверстие, а затем использовать сверло большего размера для удаления точечной сварки. Этот метод требует очень много времени и может вызвать разочарование, если ваши сверла затупятся.
Во-первых, почти невозможно сохранить обе панели, так как вам придется полностью просверливать обе. Вторая проблема этого метода заключается в том, что вы не сможете удалить много точечных сварных швов, потому что даже самые лучшие сверла со временем затупятся, а значит, вам придется постоянно покупать новые сверла. Один из способов уменьшить износ сверла — сначала просверлить небольшое направляющее отверстие, а затем использовать сверло большего размера для удаления точечной сварки. Этот метод требует очень много времени и может вызвать разочарование, если ваши сверла затупятся.
Технический совет 2. Когда вы выполняете сверление любого типа, будь то с помощью специального резака для точечной сварки или обычного сверла, вы всегда должны использовать смазку или смазочно-охлаждающую жидкость. Это поможет сохранить биту прохладной и увеличит срок службы ваших бит.
Технический совет 3. При всех трех методах резки держите фрезу или сверло вращающимся, когда вы вынимаете его из металла. Это помогает вытягивать мусор/стружку и предотвращает заедание. Используйте проволочную щетку или пылесос, чтобы удалить остатки мусора.
Это помогает вытягивать мусор/стружку и предотвращает заедание. Используйте проволочную щетку или пылесос, чтобы удалить остатки мусора.
Охватывает три метода удаления точечной сварки, включающие резку. (Для получения дополнительной информации см. наше руководство Какой резак для точечной сварки является лучшим .) Теперь давайте рассмотрим два других метода избавления от этих сварных швов.
- Звездный метод удаления точечных сварных швов
Если у вас нет дрели или сверл, но вы все равно хотите или должны удалить точечные сварные швы, есть еще один метод, который является скорее последним средством. Для этого вам понадобятся такие инструменты, как отрезной круг и либо молоток с пробойником, либо пневматический молоток с насадкой-зубилом. Сначала вырежьте звездообразный узор прямо поверх сварного шва; вам нужно будет только прорезать верхнюю панель. Затем, используя пробойник или долото, слегка ударьте по центру разреза, чтобы освободить остальную часть металла. Если вы можете добраться до нижней части панели, этот шаг может стать проще, если использовать отвертку, чтобы разъединить две части. Этот метод следует использовать только в крайнем случае, когда вам не нужна верхняя панель.
Если вы можете добраться до нижней части панели, этот шаг может стать проще, если использовать отвертку, чтобы разъединить две части. Этот метод следует использовать только в крайнем случае, когда вам не нужна верхняя панель.
- Шлифовка точечных сварных швов
Последний метод также является крайним средством, но в крайнем случае он позволит выполнить ту же задачу за меньшее время, чем звездный метод. По сути, вы шлифуете точечные сварные швы и удаляете часть металла, чтобы облегчить фактический процесс удаления. Используя угловую шлифовальную машину, удалите металл непосредственно над точечным сварным швом, не прожигая панель. После того, как вы удалили большую часть первого слоя металла, используйте пробойник или долото и молоток, чтобы освободить остальную часть металла. Если вы не уверены, сколько металла вы удалили, нажмите на центр точечного сварного шва, и появится контур точечного сварного шва.
Все эти методы удаляют точечные сварные швы с панелей из листового металла.