Контактная сварка своими руками: Контактная сварка своими руками из микроволновки: как сделать + видео
alexxlab | 25.01.2023 | 0 | Разное
Контактная сварка своими руками из инвертора
Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Содержание
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений.
 Точно так же работает и самодельная контактная сварка из сварочного аппарата.
Точно так же работает и самодельная контактная сварка из сварочного аппарата. - Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
 Точно так же работает и самодельная контактная сварка из сварочного аппарата.
Точно так же работает и самодельная контактная сварка из сварочного аппарата.Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
 youtube.com/embed/qPMhgK9dWD0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/qPMhgK9dWD0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Содержание: Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость. Устройство и принцип работы контактной сваркиПринцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо. При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм. Соединение поверхностей выполняется одним из трех способов:
Подготовка деталей и сборка точечной сваркиСтандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель. При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации. Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить. Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Следует обратить внимание на заземление обеих обмоток. Дополнительные элементы сварочного аппаратаСледующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей. Важнейшей деталью клещей считаются контактные наконечники. Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства. Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами. После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой. В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления. На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор. Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах. |
 В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.

 Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.


 На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.
На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.
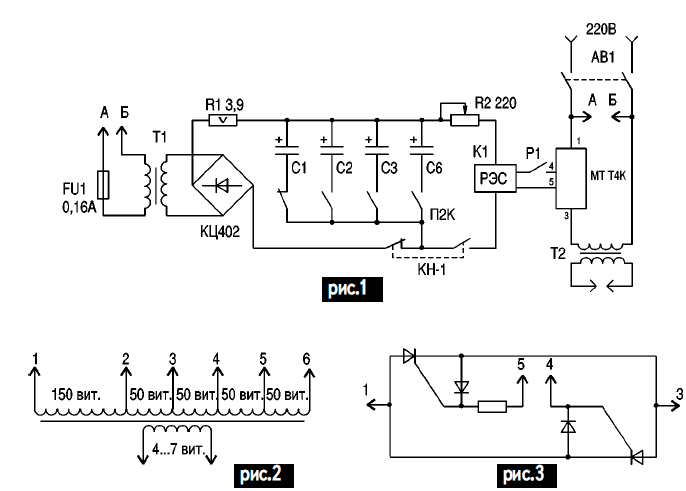
 Эти провода будут вести к лампе подсветки.
Эти провода будут вести к лампе подсветки. При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки.
При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки. youtube.com/watch?v=NAPTuBiyT_U
youtube.com/watch?v=NAPTuBiyT_U Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.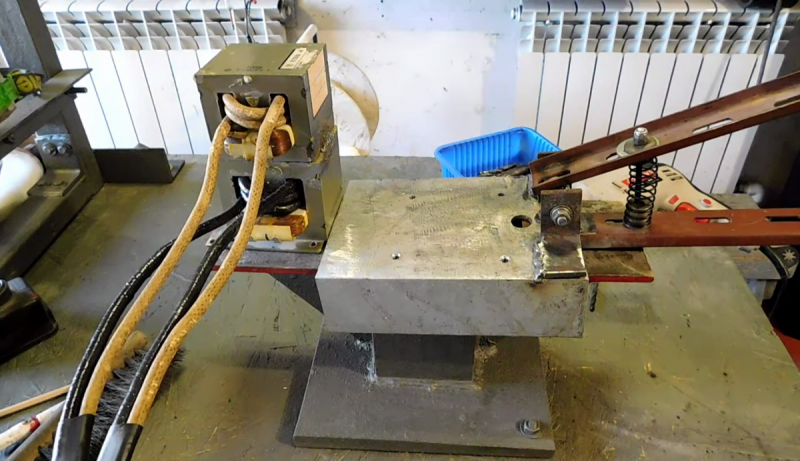
 Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата. Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.Точечная сварка с сопротивлением сжатию
Понимание того, почему STRSW становится предпочтительным/требуемым методом крепления для OEM-производителей, необходимо для обеспечения полного, безопасного и качественного ремонта.
Нажмите здесь, чтобы узнать больше
Современные автомобили спроектированы таким образом, чтобы вести себя определенным образом во время удара. Когда вы слышите слово «воздействие», какой образ возникает у вас в голове? Это когда транспортное средство ударяется обо что-то или обо что-то ударяется? Так обычно думает большинство людей. Однако это только одна его часть.
При столкновении транспортных средств на самом деле происходят три удара:
- Столкновение транспортного средства с объектом
- Столкновение пассажиров с удерживающими устройствами
- Столкновение внутренних органов пассажиров с костями или друг с другом и их перестановка
Производители транспортных средств должны создавать более безопасные автомобили, которые лучше защищают пассажиров от этих трех ударов. Создание более прочного пассажирского салона или кабины для уменьшения проникновения имеет важное значение, но производители также должны гарантировать, что материалы, используемые в конструкции автомобиля, минимизируют силы, возникающие при третьем ударе.
Безопасность пассажиров
Как и в любой хорошей спортивной команде, существует групповая работа по обеспечению безопасности пассажиров. Нет ни одного аспекта автомобиля, который выполняет это в одиночку. Это полный пакет, предназначенный для совместной работы и обеспечивающий безопасность пассажиров при столкновении.
Подушки безопасности и другие удерживающие устройства предназначены для предотвращения столкновений автомобиля. Конструкция не только поглощает как можно больше энергии, когда детали деформируются (энергия нужна для изгиба металла), но и в то же время направляет энергию по салону, чтобы свести к минимуму деформацию и проникновение в пространство пассажира.
Время срабатывания подушек безопасности является критическим фактором для правильной работы подушек безопасности и натяжителей ремней безопасности. Если способность поглощать или направлять энергию изменяется во время ремонта, время срабатывания подушки безопасности также может быть изменено. Хуже того, это может привести к полному отсутствию развертывания.
Хуже того, это может привести к полному отсутствию развертывания.
Процедуры ремонта кузова OEM написаны так, как они есть, по причине. Требуется много времени, усилий и испытаний, чтобы убедиться, что ремонт не только будет хорошо выглядеть и продлится весь срок службы автомобиля, но и сохранит тот же стандарт при столкновении, что и при выходе с завода, тем самым сохранив возможность ремонта. уменьшить проникновение в кабину и свести к минимуму силу третьего удара. Подумайте об этом в следующий раз, когда вы захотите отклониться от процедуры OEM.
STRSW гораздо менее подвержен неправильной настройке и человеческому фактору при выполнении сварки.
При ремонте после аварии существуют различные методы крепления, которые могут быть указаны в процедурах ремонта. Они могут варьироваться между OEM-производителями и даже внутри моделей автомобилей, но двумя наиболее распространенными методами являются сварка электрозаклепкой и контактная точечная сварка методом выдавливания (STRSW). Хотя некоторые OEM-производители разрешают использовать сварку электрозаклепками вместо заводской точечной сварки, в процедурах ремонта может быть указано, что STRSW является предпочтительным методом сварки. Чтобы помочь вам понять, почему, давайте рассмотрим различия между сваркой электрозамком и STRSW.
Хотя некоторые OEM-производители разрешают использовать сварку электрозаклепками вместо заводской точечной сварки, в процедурах ремонта может быть указано, что STRSW является предпочтительным методом сварки. Чтобы помочь вам понять, почему, давайте рассмотрим различия между сваркой электрозамком и STRSW.
Сварка электродом
Сварка электродом обычно выполняется сварочным аппаратом GMA (MAG) с подачей проволоки. Это процесс, который требует пробивки или сверления отверстий определенного диаметра на определенном расстоянии друг от друга, а затем каждый сварной шов должен выполняться вручную. Из-за характера того, как создается сварной шов, и из-за машины, используемой для его изготовления, это может привести к неравномерным и слабым сварным швам. Успешная сварка электрозаклепкой во многом зависит от опыта человека, устанавливающего машину и, следовательно, от правильного выполнения сварки. Существует много переменных при создании сварного шва – достаточно, чтобы даже опытный сварщик не был уверен в результате этих сварных швов, особенно при работе с незнакомыми материалами, такими как высокопрочные стали (HSS).
STRSW
STRSW выполняется с помощью специального сварочного аппарата. Однако многие аппараты для точечной сварки имеют другие насадки, которые позволяют выполнять дополнительные функции. Несмотря на то, что есть настройки, которые необходимо отрегулировать, а иногда и требуются специальные наконечники для сварки, STRSW гораздо менее подвержен неправильным настройкам и человеческим ошибкам при выполнении сварки. Простота настройки и снижение вероятности ошибки, связанной с человеческим фактором, позволяют производить более стабильные и предсказуемые сварные швы. Это, в свою очередь, повысит уверенность в результате сварки независимо от типа соединяемой стали.
D Несмотря на простоту STSRW, не думайте, что она надежна.
Многие OEM-производители, которые требуют или рекомендуют STRSW, имеют специальные устройства для точечной сварки, одобренные для их автомобилей. Эту информацию обычно можно найти в руководствах по ремонту кузова (BRM) для конкретных автомобилей в разделе общей информации о сварке или в процедурах ремонта или списках оборудования. Кроме того, информация о сварке обычно включает такую информацию, как текущие настройки, циклы или время, а также советы по использованию. Это ценная информация, поскольку общая цель OEM-производителя, рекомендующего или требующего STRSW, состоит в том, чтобы наиболее точно воспроизвести заводские точечные сварные швы, которые были удалены в процессе ремонта.
Кроме того, информация о сварке обычно включает такую информацию, как текущие настройки, циклы или время, а также советы по использованию. Это ценная информация, поскольку общая цель OEM-производителя, рекомендующего или требующего STRSW, состоит в том, чтобы наиболее точно воспроизвести заводские точечные сварные швы, которые были удалены в процессе ремонта.
В то время как замена точечной сварки на точечную сварку, безусловно, воссоздает заводской вид после ремонта, тенденция OEM-производителей переходить на STRSW вместо сварки пробкой выходит за рамки простой эстетики. Возможность использовать метод крепления, который точно повторяет метод OEM, помогает поддерживать стандарт целостности автомобиля. Многие причины использования STRSW связаны с конструкцией автомобиля.
Развивающиеся материалы
Материалы, используемые в современных автомобилях, продолжают развиваться. Мы все были свидетелями снижения производства низкоуглеродистой стали и увеличения производства быстрорежущей стали. Все большее распространение получают быстрорежущие и сверхвысокопрочные стали (UHSS) различной прочности. Продолжается разработка более тонких и прочных сортов стали, которые найдут свое место в автомобилях завтрашнего дня.
Все большее распространение получают быстрорежущие и сверхвысокопрочные стали (UHSS) различной прочности. Продолжается разработка более тонких и прочных сортов стали, которые найдут свое место в автомобилях завтрашнего дня.
Как указано выше, эти высокопрочные стали играют ключевую роль в OEM-производителях, которые рекомендуют или требуют точечную сварку для ремонта после столкновения. STRSW создает гораздо меньшую зону теплового воздействия, чем сварка пробкой. Это важно, так как многие высокопрочные стали ограничены количеством тепла, которое может быть применено к ним.
При использовании точечной сварки во время ремонта UHSS может не сваривать так же, как мягкую сталь. Сварщику почти неизбежно потребуются другие настройки для UHSS, чтобы выполнить надлежащий сварной шов. У изготовителя транспортного средства также могут быть требования к конкретным машинам для точечной сварки, которые могут иметь предустановленные программы для конкретных применений. Некоторым точечным сварщикам может потребоваться только толщина листа и тип вводимого материала, и сварщик внесет необходимые корректировки.
При выполнении STRSW необходимо помнить о следующих вещах:
- Большинство деталей UHSS обычно заменяются с помощью сварки STRSW на заводском шве, а сварка методом GMA (MAG) электрозаклепками используется для соединения деталей, недоступных для точечной сварки.
- Некоторые производители автомобилей, такие как Honda и Acura, имеют особые правила и ограничения при сварке стали с давлением 1500 МПа.
- При использовании оборудования для точечной сварки проверьте и убедитесь, что сварщик получает правильное напряжение в розетке. Это чрезвычайно важно, потому что, если напряжение слишком низкое, сварка не будет хорошей.
Ключ проверки
Несмотря на простоту STSRW, не думайте, что она надежна. Крайне важно убедиться, что сварочный аппарат настроен правильно не только для автомобиля, который вы ремонтируете, но и для выполняемой вами процедуры. Дополнительные слои или более толстые материалы часто требуют других настроек сварщика, чем меньшее количество слоев или более тонкий материал. Опять же, это должно быть прописано в BRM.
Опять же, это должно быть прописано в BRM.
Кроме того, OEM-производители обычно рекомендуют или требуют проведения разрушающих испытаний на испытательных образцах того же типа и толщины свариваемого материала. Обычно приводятся иллюстрации или объяснение того, как будет выглядеть успешный сварной шов после разрушающего испытания. Важно удостовериться, что разрушающее испытание выполняется так, как указано в BRM.
Перед выполнением любых сварных швов на транспортном средстве необходимо выполнить точечные сварные швы, провести визуальный осмотр и испытания на разрушение, чтобы убедиться, что сварочный аппарат настроен и работает должным образом. При выполнении сварных швов от HSS к UHSS не должно быть отрыва сварного шва. При выполнении сварных швов мягкой стали с UHSS или высокопрочной низколегированной (HSLA) стали с UHSS должен быть отрыв сварного шва из более слабой стали. Если есть разрыв UHSS, тепло от STRSW изменило прочность металла.
При ремонте автомобиля задайте себе несколько вопросов:
- Будет ли автомобиль работать так, как задумано, если он подвергнется экстремальным испытаниям (крупное столкновение)?
- Вы бы посадили своих близких в этот автомобиль после того, как вы или ваши сотрудники отремонтировали его?
- Выдержат ли ваши сварные швы, и не внесли ли вы нежелательные компромиссы, которые могут не реализоваться до окончательного испытания?
- Если ваш клиент проверит вашу работу в реальном мире, будет ли результат благоприятным?
Резюме
Понимание того, почему STRSW становится предпочтительным или обязательным методом крепления для OEM-производителей, необходимо для обеспечения полного, безопасного и качественного ремонта, сохраняющего целостность автомобиля и защищающего пассажиров от трех ударов при столкновении.
kWeld – Аккумуляторная точечная сварка следующего уровня
Если вы хотите сделать свои собственные аккумуляторные блоки из литий-ионных круглых элементов, то вам придется решить проблему соединения отдельных элементов. Пайка проводов к ним не вариант, потому что требуемый длительный нагрев на выводах батареи имеет тенденцию повреждать внутреннюю структуру элемента.
Я столкнулся именно с этой проблемой и узнал, что наиболее распространенным методом соединения элементов между собой является приваривание к ним никелевых или никелированных стальных полос с помощью точечной сварки сопротивлением.
Принцип их работы заключается в пропускании электрического тока через металлическую полосу и язычок батареи. Поскольку металлы имеют электрическое сопротивление, этот ток заставляет материал плавиться вместе. Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Так как это сложная задача, профессиональные сварщики начинают с нескольких тысяч долларов. Есть более дешевые модели от китайской фирмы, но я отказался от этого варианта… Поскольку я инженер-электронщик с немалым опытом в силовой электронике, я решил разработать свой собственный сварочный аппарат. Он должен быть доступным для домашних мастеров, более мощным и надежным, чем аналогичные конструкции, и простым в использовании.
И мне не понравилось, что, казалось бы, все точечные сварщики используют предустановленную длину импульса для установки интенсивности сварки. Протекающий ток обычно нельзя регулировать, вместо этого он зависит от электрического сопротивления самого места сварки. И это зависит от довольно многих факторов, таких как загрязнение, коррозия и механическая сила, с которой металлы сталкиваются друг с другом. Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.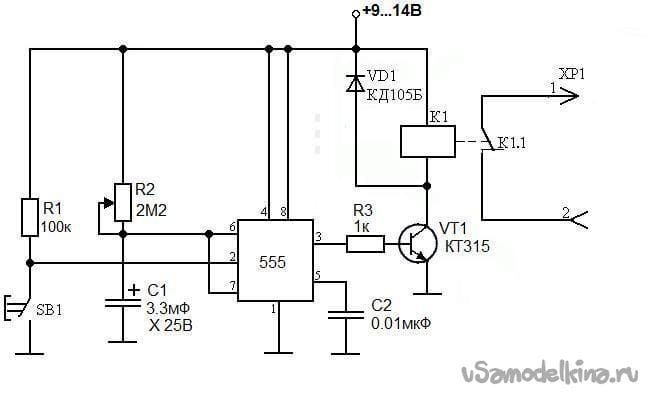
Но есть гораздо более простой способ получения однородных сварных швов: если количество энергии, подаваемой в точку сварки, остается постоянным, то каждый раз расплавляется одно и то же количество металла. Это то, что делает kWeld . Нет необходимости экспериментировать с временными интервалами или количеством импульсов очистки. Вы просто набираете желаемое количество энергии и начинаете работать. Устройство автоматически регулирует длительность импульса для достижения одинакового результата при каждом сварном шве.
На этом рисунке показан результат сварки полос никеля толщиной 0,15 мм с ячейками 18650 (источник: форум eevblog, пользователь «romantao»): толщиной до 0,3 мм. Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм:
кВт Сварка 9Система 0112 доступна в виде комплекта для самостоятельной сборки в моем магазине: https://www. keenlab.de/index.php/product-category/kspot-welder-kit/
keenlab.de/index.php/product-category/kspot-welder-kit/
Инструкции по сборке и эксплуатации доступны для скачивания здесь :
https://www.keenlab.de/wp-content/uploads/2018/07/kWeld-assembly-manual-r5.0.pdf
https://www.keenlab.de/wp-content/uploads/ 2018/07/kWeld-operation-manual-r3.0.pdf
Прошивку системы можно обновить, что позволит вам воспользоваться новыми функциями или улучшениями.
Последняя прошивка доступна для загрузки здесь:
https://www.keenlab.de/wp-content/uploads/2019/01/1
Этот инструмент https://www.keenlab.de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
Необходимый блок питания для сварщика не входит в комплект. В идеале он должен иметь выходное напряжение от 5 до 15 В постоянного тока и должен обеспечивать ток не менее 1500 А при коротком замыкании в течение нескольких десятков миллисекунд. Поскольку добиться этого довольно сложно, в следующем списке приведены некоторые рекомендации:
Поскольку добиться этого довольно сложно, в следующем списке приведены некоторые рекомендации:
- Литий-полимерный аккумулятор Turnigy nano-tech 3S/5000 мА·ч/130C (ссылка). Я провел стресс-тестирование одного из них в течение нескольких полных циклов разрядки, и после этого он не показал видимых вздутий. Измеряемый ток 1300-1500 ампер.
- Turnigy graphene 3S/6000mAh/65C Литий-полимерный аккумулятор (ссылка). Они не показывают никакого вздутия после нескольких циклов полной разрядки, но у меня пока нет данных об их продолжительности жизни. Нынешний уровень сравним с моделью нанотехнологий.
- Ultracell UXL65-12 (ссылка). Согласно отзывам пользователей, ток, указанный прибором kWeld , составляет приблизительно 1000 А при тестировании с никелевыми полосками толщиной 0,15 мм.
- Bosch SMT 31-100 (ссылка). Согласно отзыву пользователя, сварочный ток, указанный kWeld , составляет приблизительно 1400 А.
ПРЕДУПРЕЖДЕНИЕ: Литий-полимерные аккумуляторы потенциально опасны.