Контактная точечная сварка: Точечная контактная сварка – принцип работы, применение. Где купить аппарат
alexxlab | 17.06.2023 | 0 | Разное
Контактная сварка и применение машин контактной и точечной сварки Статьи
Как известно, контактная сварка – это технологический процесс, при котором происходит соединение металлических деталей с помощью сварочного оборудования. Прочность соединения зависит от того, какой способ сварки был выбран: электрический (плавление), газоплазменный или холодный способ. Сварочные соединения бывают: стыковочные, внахлест, угловые, тавровые. Наибольшую распространенность получил электрический способ сварки.
Точечная сварка относится к одному из видов контактной электросварки металлических изделий нахлесточным сварным соединением. В зависимости от того, как расположены электроды по отношению к свариваемым заготовкам, она может быть как двусторонней, так и односторонней. Такой способ точечного соединения нашел применение в автосервисах, при ремонте автомобилей. Для осуществления сварочных работ требуется определенный сварочный аппарат.
Несколько аппаратов контактной сварки из нашего каталога
Машины контактной сварки классифицируется по типам сварного соединения и по типам тока, питающего сварочный трансформатор.
Контактная сварка – это соединение металла путем нагрева электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Контактная сварка была открыта английским физиком Уильямом Томсоном в 1856 году. В России в 1877 году Бенардос Н.Н. разработал способы контактной точечной и шовной сварки. В промышленности такой вид сварки стала применятся с 1936 года после освоения серийного выпуска контактных сварочных машин.
Основные преимущества:
- Высокая производительность;
- Низкий расход вспомогательных материалов;
- Высокая надежность и качество сварных соединений;
- Невысокие требования к квалификации сварщика.
Точечная сварка – это основной способ контактной сварки. Она основана на зажиме свариваемых деталей в электродах машины точечной сварки или специальных сварочных клещах. Между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Она основана на зажиме свариваемых деталей в электродах машины точечной сварки или специальных сварочных клещах. Между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Машина контактной сварки может быть стационарной, передвижной и подвесной. По роду тока в сварочном контуре сварочные машины делятся на переменного и постоянного тока. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки. Любая машина точечной сварки состоит из механической и электрической частей, гидро- или пневмосистемы и системы водяного охлаждения.
Машины контактной сварки широко используется во многих отраслях современной промышленности и применяется в большинстве технологических и ремонтных работ, связанных со сваркой. Машина точечной сварки – это специальная машина, приспособленная для сварки конкретных конструкций и типоразмеров деталей. Пример такой сварочной машины – машина контактной точечной сварки кузова автомобилей, встроенная в автоматическую линию сборочного конвеера.
Машина точечной сварки – это специальная машина, приспособленная для сварки конкретных конструкций и типоразмеров деталей. Пример такой сварочной машины – машина контактной точечной сварки кузова автомобилей, встроенная в автоматическую линию сборочного конвеера.
Для ознакомления с нашим ассортиментом машин точечной справки, посетите соответствующий раздел контактная сварка.
Как работает контактная точечная сварка (как варить), обозначение на чертеже по ГОСТ
Автор Сварщик На чтение 8 мин Просмотров 108 Опубликовано
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой. Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции. Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.
Содержание
- Принцип действия точечной сварки
- Устройство аппарата точечной сварки
- Где применяется
- Преимущества и недостатки
- Оборудование и материалы для точечной сварки
- Техника безопасности при точечной сварке
- Средства защиты
- Меры безопасности
- Технология и процесс точечной сварки
- Дефекты и причины их возникновения при точечной сварке
- Исправление дефектов сварки
- Обозначения точечной сварки на чертежах по ГОСТ
- Покупать или сделать своими руками?
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы.
 Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью. - Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.

Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
- аппарат для точечной сварки;
- свариваемые зачищенные детали;
- для защиты деталей от коррозии можно применять токопроводящий грунт или мастику.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.
Точечная сварка в работеТочечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.

- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии.
 Соответственно, она не будет затрачена на расплав металла.
Соответственно, она не будет затрачена на расплав металла. - Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.

Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.
Обозначение точечной сварки на чертежеОбозначение сварных точек производится на чертежах по ГОСТ 15878-79. Там же оговорены все условные обозначения и дополнительные данные.
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.
Ручная работа в гараже не требует дорогого оборудования.
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Точечная сварка 101: процесс, области применения, основные преимущества
Нынешний индустриальный век требует инноваций и эффективности в каждом процессе. Производственный сектор находится в авангарде всего, и одним из наиболее важных процессов обработки металлов является сварка. Существует несколько способов сварки двух металлических деталей, и точечная сварка является одним из наиболее эффективных вариантов, несмотря на то, что она относительно старая.
Итак, как именно работает точечная работа и каковы ее преимущества? В следующем тексте будет кратко рассмотрен этот эффективный метод производства и его широкое промышленное применение.
Что такое точечная сварка
Точечная сварка — это метод электросварки, в котором для соединения двух металлических деталей используется сочетание давления и тепла с помощью электрического тока. Этот метод является лучшим выбором только для листового металла, так как концентрированный ток устраняет сопротивление на месте и облегчает процесс сплавления.
Когда дело доходит до наиболее распространенных применений процесса точечной сварки, автомобильная конструкция занимает наибольшую долю, поскольку она требует большей гибкости и долговечности сварного шва. Медные электроды являются наиболее распространенным выбором для сварочного процесса, поскольку они обладают лучшей теплопроводностью и электрическим сопротивлением.
Сегодня промышленность продолжает внедрять инновации в процесс сварки, добавляя роботов на сборочную линию. Это приводит к еще более значительному увеличению общей эффективности и скорости процесса сварки, что еще больше увеличивает широкую популярность и применение контактной точечной сварки.
Это приводит к еще более значительному увеличению общей эффективности и скорости процесса сварки, что еще больше увеличивает широкую популярность и применение контактной точечной сварки.
Как работает точечная сварка?
Процесс точечной сварки прост. Он работает за счет подачи тока высокого напряжения, сосредоточенного на небольшом участке, находящемся под давлением. Электрический ток достаточно мощный, чтобы мгновенно расплавить металл и начать процесс плавления. В этом случае крайне важно, чтобы заготовки были правильно выровнены. Несоблюдение этого требования может привести к выходу изделия из строя и потере материала.
Другим важным элементом, определяющим качество сварного шва, является давление. Оно должно быть идеальным, так как слишком малое давление приведет к ухудшению качества сварного шва, а слишком большое может повредить основной материал.
По своей сути процесс для этих продуктов требует трех основных этапов. Все остальное, распространенное сегодня в отрасли, является дополнительным шагом к поддержанию постоянного качества и стандартов в процессе. Вот три основных этапа точечной сварки.
Вот три основных этапа точечной сварки.
Шаг 1. Выравнивание заготовок
Повторим еще раз, после завершения процесса сварки вернуться к предыдущему состоянию невозможно. Поэтому крайне важно максимально точно выровнять заготовки между собой. Это сэкономит время и ресурсы и обеспечит согласованность результатов.
Этап 2: Применение давления
Второй этап – приложение давления. Точечная сварка работает за счет сочетания давления и тепла от электрического тока. Как правило, электроды из чистой тугоплавкой меди являются идеальным выбором для этого, потому что они устойчивы к нагреву и не окисляются даже под огромным давлением. Таким образом гарантируется отсутствие дефектов материала, таких как нежелательная реакция или расслоение в заготовке.
Шаг 3: Подача тока
Последним шагом после выбора давления и положения электродов является запуск тока. Как правило, ножная педаль инициирует цепь и позволяет течь току, который концентрируется в одной точке и вызывает ее плавление.
Время и сила тока зависят от общей толщины двух заготовок. После сплавления ток прекращается, но давление остается прежним, чтобы заготовки могли правильно соединяться.
Советы по обеспечению высокого качества точечной сварки
Качество и стабильность любого изделия для контактной точечной сварки зависит от множества факторов, начиная со следующих, но не ограничиваясь ими. Приведенные ниже параметры являются самыми основными, которые являются общими для любой ситуации. Однако настоящие важные факторы определяются тонкостями и требованиями конкретного проекта.
1 – Подходящие силы электродов
Силы электродов – это энергетические потребности конкретного металлического сплава для сплавления друг с другом. Чем сильнее сила, тем больше тока и тепловой энергии она рассеет. Слишком большая тепловая энергия может оказать существенное негативное влияние на качество сварного шва, поэтому важно соблюдать осторожность.
Другим важным моментом, касающимся электродных усилий, является образование брызг. Поскольку ток является наиболее важным фактором этих сил и в первую очередь отвечает за образование брызг, важно обеспечить использование правильной комбинации тока и давления , которые непосредственно влияют на силы электрода. Обратите внимание, что правильная комбинация зависит от инженера или людей, работающих на сварке. В некоторых случаях, когда вам нужны быстрые результаты без учета качества, идеальной комбинацией будет высокий ток и низкое давление. Точно так же для приложений, где вам нужно очень высокое качество, вы можете попытаться уменьшить ток и увеличить давление/время удержания.
Поскольку ток является наиболее важным фактором этих сил и в первую очередь отвечает за образование брызг, важно обеспечить использование правильной комбинации тока и давления , которые непосредственно влияют на силы электрода. Обратите внимание, что правильная комбинация зависит от инженера или людей, работающих на сварке. В некоторых случаях, когда вам нужны быстрые результаты без учета качества, идеальной комбинацией будет высокий ток и низкое давление. Точно так же для приложений, где вам нужно очень высокое качество, вы можете попытаться уменьшить ток и увеличить давление/время удержания.
2 – Увеличить время сжатия
Время удержания или сжатия относится к общему времени, в течение которого заготовка остается под давлением до подачи тока. Увеличение этого времени может значительно повысить общее качество сварного шва, так как у заготовки будет больше времени для стабилизации. Кроме того, начальное давление также вызывает постоянную деформацию кончиков заготовок без нагрева, что является наиболее эффективным способом обеспечения качества и прочности.
Время сжатия, несомненно, может улучшить качество сварки. Однако есть загвоздка! Увеличение времени сжатия может привести к резкому увеличению затрат, поскольку операционная настройка приведет к созданию меньшего количества деталей в заданный период времени. Как и любой другой параметр, время сжатия должно идеально соответствовать общим требованиям проекта и обеспечивать идеальное сочетание качества и эффективности производства.
3 — Краткая продолжительность сварки
Время сварки — это общее время, в течение которого заготовка остается под действием тока. В процессе точечной сварки существует только одно правило. Время сварки должно быть как можно меньше и это обеспечит наилучшее качество.
Однако обратите внимание, что слишком сильное сокращение продолжительности сварки приведет к преждевременному сварному шву, который не проплавится должным образом и впоследствии вызовет проблемы. Несмотря на то, что не существует общепринятой минимальной продолжительности, согласно общему соглашению Руководящих принципов AHSS, типичное время составляет около 1/5 секунды. 0057-й -й секунды. Тем не менее, это не высечено на камне, поскольку другие факторы, такие как расстояние между сварными швами, требуемая прочность и свойства материала, могут изменить подходящее время.
0057-й -й секунды. Тем не менее, это не высечено на камне, поскольку другие факторы, такие как расстояние между сварными швами, требуемая прочность и свойства материала, могут изменить подходящее время.
4 – Правое время удержания
Время удержания – это общая продолжительность, в течение которой заготовка остается под давлением посредством контакта с электродами. Сюда входит время после подачи тока, необходимое для затвердевания зоны сварки. Увеличение этого времени удержания позволяет давлению удерживать заготовку стабильной, что может повысить общее качество соединения.
Однако слишком большое увеличение времени удержания также может создать множество проблем. Тепло может отводиться к электродам, что может привести к их износу. Точно так же материал также играет роль. Хрупкий выбор, такой как некоторые углеродистые стали , также может привести к образованию трещин, которые могут снизить качество сварного шва.
Стандартные материалы для точечной сварки
Существует множество типов материалов, которые отлично подходят для точечной сварки . Материал не ограничивается только чистыми металлами. Сплавы также отлично подходят для этого. На самом деле 9Сталь 0065 имеет самый широкий уровень использования точечной сварки из-за ее использования в автомобильном секторе. Как правило, отличным выбором может быть любой металлический сплав с высоким электрическим сопротивлением.
Материал не ограничивается только чистыми металлами. Сплавы также отлично подходят для этого. На самом деле 9Сталь 0065 имеет самый широкий уровень использования точечной сварки из-за ее использования в автомобильном секторе. Как правило, отличным выбором может быть любой металлический сплав с высоким электрическим сопротивлением.
Когда дело доходит до материалов, которые плохо работают в процессе, наиболее заметными являются Алюминий и оцинкованная сталь . Оба материала требуют значительной силы токов, что может затруднить формирование сварного шва.
Помимо типа материала, также важно обеспечить надлежащее толщина листа металл . Как правило, наиболее подходящая толщина составляет около 3 мм, что обеспечивает наилучшее качество сварного шва. Кроме того, два сплавляемых листа должны быть одинакового размера или иметь соотношение размеров 3:1 для достижения наилучших результатов.
Точечная сварка в различных отраслях промышленности
Процесс точечной сварки имеет множество применений в различных отраслях промышленности. Тем не менее, следующие 4 промышленные области больше всего полагаются на эту технику для получения продукции самого высокого качества.
Тем не менее, следующие 4 промышленные области больше всего полагаются на эту технику для получения продукции самого высокого качества.
1 — Электронная промышленность
Печатные платы, газовые датчики и солнечные панели являются одними из наиболее распространенных компонентов, для обеспечения качества и эффективности производства которых используется точечная сварка. Кроме того, этот процесс сварки также идеально подходит для самых сложных электрических компонентов со сложными деталями, поскольку сварка остается сосредоточенной в одной точке и оставляет достаточно места для других возможностей и процессов.
2 – Автомобильная промышленность
Естественно, в автомобильном секторе наиболее распространена точечная сварка, потому что основная часть кузова любого автомобиля состоит из листового металла. Этот процесс сварки является экономичным, эффективным и не требует сложной настройки. В результате его можно интегрировать в любую сборочную линию, что делает его одним из наиболее подходящих процессов для автоматизации.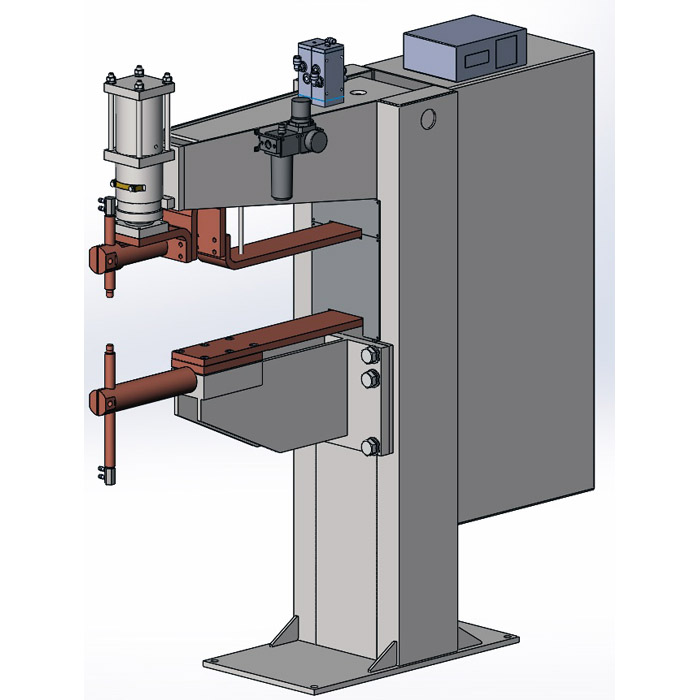
3 – Соединение рулонов гвоздей
Точечная сварка отлично подходит для создания гвоздей. Процесс сварки создает более быстрые гвозди с автоматизацией по сравнению с пневматическим пистолетом для гвоздей.
4 — Производство аккумуляторов
Как уже говорилось ранее, точечная сварка — идеальный выбор для производства аккумуляторов. Аккумуляторы имеют несколько соединенных между собой клемм, которые используют листовой металл для разделения.
Преимущества точечной сварки
Точечная сварка является распространенным выбором для автомобильной промышленности, где чрезвычайно важны как функциональность, так и эстетика. Этот баланс является одним из наиболее важных преимуществ процесса сварки, которое отличает его от других процессов, таких как Сварка TIG и MIG .
Вот несколько преимуществ решения о соединении листового металла с помощью точечной сварки:
- Быстрый, чистый и эффективный процесс практически без требований к последующей обработке.

- Простой и понятный процесс, не требующий особой подготовки.
- Работает без открытого огня, при этом является опасным и неэффективным.
- Роботы на сборочной линии могут выполнять точечную сварку, поскольку этот процесс относительно прост.
- Может одновременно соединять несколько металлических листов.
- Не требует наполнителя.
- Экономичный и несложный, поскольку не требует инертных газов или присадочных металлов.
Недостатки точечной сварки
Несмотря на то, что точечная сварка имеет ряд преимуществ, есть и некоторые недостатки. Вот несколько недостатков, которые противоречат процессу точечной сварки.
- Даже малейшее смещение заготовок может вызвать серьезные проблемы.
- Процесс может вызвать необратимую деформацию основного металла, что повлияет на эстетику.
- Этот процесс не работает с более толстыми металлическими деталями толщиной более 3 мм.
- Точечные сварные швы локализованы и могут быть менее прочными, чем другие сварные соединения.

- Окончательное качество зависит от давления. Любая изменчивость давления может значительно снизить качество.
- Через некоторое время может потребоваться замена электродов из-за термического растрескивания.
Получите правильный вид производственных услуг в RapidDirect
Точечная сварка является одним из наиболее эффективных способов сплавления листового металла, но важно использовать их правильно, чтобы обеспечить максимальную согласованность и качество. Ищете идеального партнера для решения вопросов, связанных со сваркой или изготовлением листового металла? Тогда RapidDirect — ваш идеальный выбор благодаря нашему многостороннему опыту и преданной команде.
Компания RapidDirect имеет опыт работы в сфере сварочных услуг и многочисленные Производство листового металла процессов с клиентами по всему миру. Мощные возможности позволяют нам создавать наиболее эффективные решения общих производственных задач. Более того, доступ к этому качеству и опыту даже не требует больших капиталовложений, поскольку наши услуги являются одними из самых конкурентоспособных на рынке с точки зрения стоимости.
Кроме того, RapidDirect выделяется быстрыми сроками выполнения заказов и полностью онлайн-опытом. Наша производственная онлайн-платформа — это все, что вам когда-либо понадобится для выполнения требований вашего проекта и получения коммерческого предложения. Просто загрузите свои проекты, требования к материалам, ожидаемое время выполнения заказа и другие связанные параметры, и подождите, пока наш представитель свяжется с вами и предложит индивидуальный план, разработанный в соответствии с вашими потребностями. Легче не бывает!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Часто задаваемые вопросы
Простая ли точечная сварка?
Если коротко, то да! Точечная сварка существует уже некоторое время, поэтому она относительно проста. Однако это означает, что в отрасли преобладают более строгие стандарты качества.
Какова прочность точечных сварных швов?
Высококачественный сварной шов достаточно прочный, так как этот метод используется во многих автомобилях и других устройствах с высокой нагрузкой.
Какая толщина рекомендуется для точечной сварки?
Рекомендуемая толщина до 3 мм, предпочтение отдается листу того же размера. Однако в случае разных размеров соотношение 3:1 дает наилучшие результаты.
Точечная сварка сопротивлением (RSW) Принцип работы и преимущества-недостатки
Принцип работы контактной точечной сварки (RSW) и преимущества-недостатки
Точечная сварка сопротивлением – сравнительно современный метод сварки. Он пришел в область сварки между 19 годами.00 – 1905. Это наиболее широко используемое сопротивление. метод сварки. Основная цель метода контактной точечной сварки — соединение двух-четырех тонких металлических листов внахлест (толщина которых может достигать 3 мм).
Сначала работа очищается и удаляются все виды загрязнений, таких как жир, масло, грязь, окалина и краска. Поверхность электродов также сделана очень чистой. Для скрепления металлических листов используются одновременно два медных электрода. Ток проходит через электроды, а затем в металлические листы. Из-за сопротивления в воздушном зазоре в точках контакта выделяется тепло. Поскольку медь является отличным проводником, тепло очень быстро рассеивается в металле. Поскольку металл (заготовка) является плохим проводником тепла по сравнению с медным электродом, тепло остается в воздушном зазоре. Таким образом, тепло остается в
в одном месте, создавая сильный эффект, и металл расплавляется в нужном месте. Период отвода тепла очень мал, и в это время металл плавится, а затем затвердевает, и таким образом образуется соединение.
Ток проходит через электроды, а затем в металлические листы. Из-за сопротивления в воздушном зазоре в точках контакта выделяется тепло. Поскольку медь является отличным проводником, тепло очень быстро рассеивается в металле. Поскольку металл (заготовка) является плохим проводником тепла по сравнению с медным электродом, тепло остается в воздушном зазоре. Таким образом, тепло остается в
в одном месте, создавая сильный эффект, и металл расплавляется в нужном месте. Период отвода тепла очень мал, и в это время металл плавится, а затем затвердевает, и таким образом образуется соединение.
Этапы контактной точечной сварки показаны на следующей диаграмме
Преимущества контактной точечной сварки
- Сравнительно низкая стоимость Метод контактной точечной сварки (RSW)
- не требует высококвалифицированного рабочего.
- Устранена деформация или коробление деталей, хотя остаются некоторые углубления или вмятины.
- Соединение очень однородное.

- Возможен как автоматический, так и полуавтоматический режим работы.
- Нет необходимости в подготовке кромок.
- Сварку можно выполнять быстро. Для соединения требуется всего несколько секунд.
Недостатки RSW
- Стоимость оборудования высока, что может повлиять на начальную стоимость.
- Требуются квалифицированные сварщики или техники для обслуживания и контроля.
- Некоторые металлы требуют специальной подготовки поверхности для успешного проведения RSW.
- Толстые детали сваривать нелегко.
Применение точечной сварки сопротивлением
- Точечная сварка толстых стальных листов заменяет клепку.
- Сварка двух или более листовых металлов может быть соединена механическим способом более экономично при использовании методов точечной сварки. Нам не нужны газонепроницаемые соединения.
- Точечная сварка может использоваться для соединения раскосов, накладок или зажимов с корпусами, основаниями и крышками, которые в основном являются продуктом штамповки листового металла.
