Контроль резьбы калибрами: Контроль натяга резьбы калибрами
alexxlab | 11.09.2020 | 0 | Разное
TO ENSURE EFFECTIVE CONTROL OF THE MEAN DIAMETER OF THE THREAD OF PLUG GAGES
Шутиков М.А. 1, Феофанов А.Н. 2, Схиртладзе А.Г.3
1ORCID: 0000-0002-8738-0119, бакалавр метрологии и стандартизации, Московский Государственный Технический Университет «СТАНКИН», 2ORCID: 0000-0003-4761-0538, Доктор технических наук, профессор, Московский Государственный Технический Университет «СТАНКИН», 3ORCID: 0000-0002-8102-9256, Доктор педагогических наук, кандидат технических наук, профессор, Московский Государственный Технический Университет «СТАНКИН»
ОБЕСПЕЧЕНИЕ ЭФФЕКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ КАЛИБРОВ–ПРОБОК
Аннотация
В статье приведена современная классификация калибров, применяемых в машиностроительной сфере РФ. Обоснованно, что важную роль на современном машиностроительном предприятии с точки зрения контроля резьбовых соединений деталей играют резьбовые калибры.
Ключевые слова: резьбовой калибр, контроль, средний диаметр, калибр пробка, измерительный микроскоп.
Shutikov M.A.1, Feofanov A.N. 2, Shirtladze A.G.3
1ORCID: 0000-0002-8738-0119, Bachelor of metrology and standardization, Moscow State University of «STANKIN», 2ORCID: 0000-0003-4761-0538, PhD in Engineering, professor, Moscow State University of «STANKIN», 3ORCID: 0000-0002-8102-9256, PhD in Pedagogy, PhD in Engineering, professor, Moscow State University of «STANKIN»
TO ENSURE EFFECTIVE CONTROL OF THE MEAN DIAMETER OF THE THREAD OF PLUG GAGES
Abstract
This article presents a modern classification of gauges used in mechanical engineering of the Russian Federation. It was reasoned that an important role in modern machine-building enterprise from the point of view of control of threaded connections of the parts plays thread gauges. Classified the existing methods control the mean diameter of the thread of plug gages. The method of automated control of the average diameter of the thread on the universal three-axis measuring video microscope. The use of this method is justified in the conditions of modern production, because its application reduces time and increases the reliability of the results.
It was reasoned that an important role in modern machine-building enterprise from the point of view of control of threaded connections of the parts plays thread gauges. Classified the existing methods control the mean diameter of the thread of plug gages. The method of automated control of the average diameter of the thread on the universal three-axis measuring video microscope. The use of this method is justified in the conditions of modern production, because its application reduces time and increases the reliability of the results.
Keywords: thread gauge, the average diameter, the gauge of the tube, a measuring microscope.
Одной из приоритетных задач гражданской и оборонной сферы на современном этапе, наряду с обеспечением высокого технического уровня, является повышение качества машин и механизмов, что в свою очередь, определяет рентабельность их эксплуатации, а во многих случаях и их безопасность. Снижение материальных затрат на производство новой продукции является одним из важнейших направлений современной экономики [1, С. 114].
114].
В целях обеспечения соответствия действительных размеров, формы и расположения поверхностей деталей заданным требованиям, они подвергаются контролю в серийном и массовом производстве [2, С. 212]. Одним из средств контроля на современном этапе являются калибры. Калибр – это средство контроля, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линейными или угловыми размерами, и контактирующее с элементом изделия по поверхностям, линиям или точкам (ГОСТ 27284-87) [3, С. 3].
Калибры классифицируются на нормальные и предельные. Нормальные калибры имеют номинальный размер измеряемого элемента и ограничивают размер только в одном направлении. При контроле нормальными калибрами годность проверяемых изделий оценивают на основании субъективных ощущений контролирующего, при этом нормальный калибр должен проходить без усилий и зазоров.
В зависимости от формы контролируемых деталей калибры подразделяются на:
- калибры-пробки для контроля гладких цилиндрических и конусных отверстий;
- гладкие калибры-пробки служат для контроля отверстий, конструктивно они выполнены в виде ручки и рабочей части;
- калибр-скоба предназначен для контроля диаметра вала.
 [4, С. 100].
[4, С. 100].
 [4, С. 100].
[4, С. 100].Калибр-пробка, представляющий собой калибр с наружной цилиндрической поверхностью, служит для контроля отверстий [5, С. 439].
Надежную работу изделия во многом определяет качество резьбовых соединений. Резьбовые соединения имеют чрезвычайно широкое применение и составляют приблизительно 20% от общего количества соединений в современных изделиях, а в ряде случаев их доля доходит до 70% [6, С. 3].
Резьбовые калибры предназначены для комплексного контроля резьбовых изделий. При этом обеспечивается соблюдение предельных контуров сопрягаемых резьб на длине их свинчивания. Проходными калибрами контролируется приведённый средний диаметр резьбы, включающий диаметральные компенсации ошибок шага и угла профиля. Проходной калибр должен иметь полный профиль резьбы и длину, равную длине свинчивания, а непроходные калибры имеют укороченный профиль.
Комплексный контроль параметров резьбы в большинстве случаев осуществляется резьбовыми калибрами (внешний вид которого представлен на рис.
Рис.1 – Внешний вид резьбового калибра-пробки
Обеспечение высокого качества резьбовых калибров является непрерывным процессом и заключается не только в производстве высококачественной продукции, но и в контроле их качества.
Решение проблемы контроля качества резьбовых калибров может быть достигнуто только за счет применения в технологических процессах средств непрерывного контроля [7, С. 7]. В настоящее время большинство предприятий и НИИ используют устаревшую систему контроля качества резьбовых калибров, что зачастую влечёт за собой излишние временные затраты. Кроме того, отсутствие должного контроля качества резьбовых калибров на предприятиях и НИИ по единым и утвержденным стандартам может привести к принятию негодного изделия за годное (ошибка второго рода) и годного за негодное (ошибка первого рода).
На практике в современном машиностроении существует несколько методов контроля среднего диаметра резьбы, например, проекционный, метод двух проволочек, метод трех проволочек, метод осевого сечения и др.
Однако, опыт применения метода трех проволочек показал, что он подвержен влиянию человеческого фактора – ошибок контроля, связанных с влиянием оператора. К тому же, в условиях современного производства применение такого метода приводит к повышенным временным затратам. При устранении указанных выше несоответствий можно добиться значительного повышения производительности контроля калибров, повышения достоверности результатов контроля и его качества, снижения времени, затрачиваемого на контроль среднего диаметра резьбы.
В связи с этим целесообразным видится разработка нового метода контроля среднего диаметра резьбового калибра-пробки, который соответствовал бы требованиям массового производства с одной стороны, а так же минимизировал влияние человеческого фактора с другой стороны.
Таким методом может являться измерение среднего диаметра резьбы калибра-пробки с помощью универсального трехкоординатного видеомикроскопа. Измерительный микроскоп предназначен для бесконтактного измерения линейных и угловых размеров деталей с плоской поверхностью, тел вращения, резьбы и прочих деталей точного приборостроения.
Измерительный микроскоп предназначен для бесконтактного измерения линейных и угловых размеров деталей с плоской поверхностью, тел вращения, резьбы и прочих деталей точного приборостроения.
Метод заключается в следующем: калибр выдерживают в помещении, где будет производиться контроль, на металлической плите. Затем калибр помещают в центра микроскопа, и запускают программное обеспечение для измерения диаметра резьбы. Далее, объектив микроскопа наводится на верхний профиль резьбы. Четыре линии профиля резьбы проецируются в программу (рис. 2).
Затем, с помощью джойстика, наводятся на нижний профиль резьбы, где снимается две линии профиля резьбы (рис. 3).
Рис. 2 – Проекция верхнего профиля резьбы в программе
Рис. 3 – Проекция нижнего профиля резьбы в программе
Между полученными проекциями профиля витков резьбы по касательным строятся окружности (две для верхнего профиля, одна – для нижнего).
После этого, между двумя верхними точками верхних окружностей проводится горизонтальная линия. От центра этой линии измеряют расстояние М до верхней точки нижней окружности (рис. 4) и по формуле:
От центра этой линии измеряют расстояние М до верхней точки нижней окружности (рис. 4) и по формуле:
где: d – диаметр проволочки S – шаг резьбы определяют dср – значение среднего диаметра резьбы калибра.
Рис. 4 – Визуализация нахождения размера М
Обобщенная схема проведения измерений на видеомикроскопе приведена на блок-схеме (рис. 5).
Стоит также отметить, что программа Saphir имеет возможность обучения. Программа запоминает произведенные действия, и в дальнейшем позволяет выполнять измерения и вычисление среднего диаметра резьбы в автоматическом режиме (без участия оператора).
Таким образом, при введении метода контроля с помощью микроскопа, нивелируется влияние погрешности, связанной с человеческим фактором, ввиду автоматизации процесса измерения. К тому же, значительно сокращается время, затрачиваемое на проведение контрольных операций.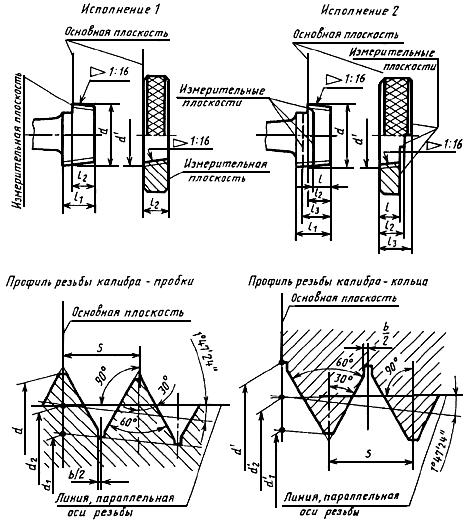
Рис. 5 – Блок-схема алгоритма проведения измерений среднего диаметра резьбы
Из этого следует, что рассмотренный метод является перспективным в условиях современного машиностроения, так как на данный момент используется все больше резьбовых соединений и для их контроля необходимо повышать количество резьбовых калибров на предприятиях. Следовательно, в связи с увеличением количества калибров существующие методы (например, метод трех проволочек) теряют свою эффективность в современном производстве. Таким образом, видится целесообразным введение метода автоматизированного контроля среднего диаметра резьбы калибров в машиностроительной отрасли.
Список литературы / References
- Феофанов А.Н., Шохрина Н.В., Гришина Т.Н. Основы методики обоснования технологических характеристик изделия / Феофанов А.Н., Шохрина Н.В., Гришина Т.Н. // Вестник МГТУ « Станкин» №4 (35) (0,463) . – 2015. –№4.
- Прокофьев А.Н., Лексиков В.П. Технологическое обеспечение прочности и износостойкости резьбовых соединений // Машиностроение и техносфера XXI века: Сборник тр. XIV междунар. науч.-техн.конф., Донецк, ДонГТУ, 2007,т.2. – С.210-214.
- ГОСТ 27284-87. Калибры. Термины и определения. – Введ. 1988-01-01. – М. : Изд-во стандартов, 2003. – 6 с.
- Рыбаков А.В., Евдокимов С.А., Краснов А.А. Создание системы автоматизированной поддержки информационных решений при проектировании технологической оснастки / А.В. Рыбаков, С.А. Евдокимов, А.А. Краснов . – М.: ФГБОУ ВПО МГТУ «СТАНКИН», 2013 . – 162 с.
- Радкевич Я.М., Схиртладзе А.Г., Лактионов Б.И. Метрология, Стандартизация и Сертификация. // Москва: Московский Государственный Горный Университет,2003 г –788 с.
- Прокофьев А.Н. Технологическое обеспечение и повышение
качества резьбовых соединений: дис. на соиск. уч. ст. док. тех. наук: 05.02.08: защищена 01.07.08 / Прокофьев Александр Николаевич – Брянск: Брянский государственный технический университет, 2008. – 392 с.
- Прокофьев А.Н. Технологическое повышение качества резьбовых соединений // Повышение качества машин, технологической оснастки и инструментов: Сб. науч. тр., Брянск, БГТУ, 1999. – С.7 – 8.
 – 2015. –№4.
– 2015. –№4. – 392 с.
– 392 с.Список литературы на английском языке / References in English
- Feofanov A.N., Shohrina N.V., Grishina T.N. Osnovy metodiki obosnovanija tehnologicheskih harakteristik izdelija [Basics techniques substantiation of technological characteristics of the product] / Feofanov A.N., Shohrina N.V., Grishina T.N.// Vestnik MGTU « Stankin» №4 (35) (0,463) [in Russian]
- Prokof’ev A.N., Leksikov V.P. Tehnologicheskoe obespechenie prochnosti i iznosostojkosti rez’bovyh soedinenij [Technological security of durability and wear resistance of threaded joints] // Mashinostroenie i tehnosfera XXI veka: Sbornik tr. XIV mezhdunar. nauch.-tehn.konf. [Mechanical Engineering and Technosphere of the XXI century: Proceedings of the XIV International Scientific and Technical Conference], – Donetsk, – 2007. – v.2 – P. 210–214 [in Russian]
- GOST 27284-87. Kalibry. Terminy i opredelenija [Gauge. Terms and definions] . – Vved. 1988–01–01. – M. : Izd-vo standartov, 2001. – 6 p. [in Russian]
- Rybakov A.V., Evdokimov S.A., Krasnov A.A. Sozdanie sistemy avtomatizirovannoj podderzhki informacionnyh reshenij pri proektirovanii tehnologicheskoj osnastki [Creation of automated information solutions supporting system for the design of industrial equipment] / Rybakov A.V., Evdokimov S.A., Krasnov A.A. – M.: FGBOU VPO MGTU «STANKIN», 2013 – 162 p. [in Russian]
- Radkevich Ja.M., Shirtladze A.G., Laktionov B.I. Metrologija, Standartizacija i Sertifikacija. [Metrology, Standardization and Certification.] // Moskva: Moskovskij Gosudarstvennyj Gornyj Universitet., 2013 – 788 p. [in Russian]
- Prokof’ev A.N. Tehnologicheskoe obespechenie i povyshenie kachestva rez’bovyh soedinenij [Technological maintenance and improvement quality threaded connections] : dis. … of PhD in Engineering: 05.02.08: defense of the thesis: 01.07.08 / Prokof’ev Aleksandr Nikolaevich – Brjansk: Brjanskij gosudarstvennyj tehnicheskij universitet, 2008. – 392 p. [in Russian]
- Prokof’ev A.N. Tehnologicheskoe povyshenie kachestva rez’bovyh soedinenij [Technology to improve the quality of threaded joints] // Povyshenie kachestva mashin, tehnologicheskoj osnastki i instrumentov [Improving the quality of machines, tooling and tools] : Sb. nauch. tr., Brjansk, BGTU, 1999. – P.7 – 8. [in Russian]
 – v.2 – P. 210–214 [in Russian]
– v.2 – P. 210–214 [in Russian] … of PhD in Engineering: 05.02.08: defense of the thesis: 01.07.08 / Prokof’ev Aleksandr Nikolaevich – Brjansk: Brjanskij gosudarstvennyj tehnicheskij universitet, 2008. – 392 p. [in Russian]
… of PhD in Engineering: 05.02.08: defense of the thesis: 01.07.08 / Prokof’ev Aleksandr Nikolaevich – Brjansk: Brjanskij gosudarstvennyj tehnicheskij universitet, 2008. – 392 p. [in Russian]Контроль – внутренняя резьба – Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Контроль внутренней резьбы осуществляют резьбовыми калибрами-пробками. В этом случае они используются в комплекте, в состав которого входят проходной и непроходной калибры. Контрольные элементы пробок выполняют в виде вставок для размеров от 1 до 100 мм и насадок для размеров свыше 50 мм. Резьбовые непроходные калибры-пробки снабжены с одной или двух сторон цилиндрическим поясками, которые служат для направления калибра в резьбовое отверстие. [1]
[1]
Контроль внутренней резьбы производится с помощью жестких резьбовых и гладких калибров и трехконтактных измерительных головок оригинальной конструкции. [2]
Для контроля внутренних резьб применяют предельные резьбовые калибры-пробки. Если в отверстие не проходит проходная калибр-пробка или проходит непроходная калибр-пробка, то деталь считается браком. В первом случае брак является исправимым п может быть устранен, если резьбовое отверстие пройдут новым исправным метчиком, который увеличит диаметр резьбы. Во втором случае брак является неисправимым. [3]
Для контроля внутренних резьб применяют предельные пробки, имеющие проходную и непроходную стороны. [4]
Для контроля внутренних резьб применяют предельные резьбовые калибры-пробки. Если в отверстие не проходит проходная калибр-пробка или проходит непроходная калибр-пробка, то деталь считается браком. В первом случае брак является исправимым и может быть устранен, если резьбовое отверстие пройдут новым исправным метчиком, который увеличит диаметр резьбы. Во втором случае брак является окончательным – неисправимым.
[5]
Во втором случае брак является окончательным – неисправимым.
[5]
Для контроля внутренних резьб диаметром до 30 мм существуют двухнедельные калибры-пробки. Кроме того, для всех размеров изготовляются односторонние проходные и непроходные калибры-пробки. Для контроля наружной резьбы ( болтов) допускается применение проходных калибров-колец, непроходных калибров-скоб и резьбовых двусторонних проходных и непроходных скоб. [6]
| Примеры измерения двухсторонним калибром-пробкой. а – проходным концом, б – непроходным концом. [7] |
Для контроля внутренних резьб используются предельные резьбовые калибры-пробки, имеющие проходные и непроходные резьбовые хвостовики. Резьбовые калибры изготовляют цельными или со вставками. Иногда проходные и непроходные хвостовики ( вставки) крепятся на отдельных ручках. [8]
Для контроля внутренних резьб применяют предельные резьбовые калибры-пробки. Если в отверстие не проходит проходная калибр-пробка или проходит непроходная калибр-пробка, то изделие считается браком. В первом случае брак является исправимым и может быть устранен, если через резьбовое отверстие будет пропущен новый, исправный метчик, который увеличит диаметр резьбы.
[9]
Если в отверстие не проходит проходная калибр-пробка или проходит непроходная калибр-пробка, то изделие считается браком. В первом случае брак является исправимым и может быть устранен, если через резьбовое отверстие будет пропущен новый, исправный метчик, который увеличит диаметр резьбы.
[9]
Для контроля внутренней резьбы применяются предельные резьбовые калибры-пробки, изображенные на фиг. [10]
Для контроля внутренних резьб применяют предельные резьбовые калибры-пробки. Если в отверстие не проходит проходная калибр-пробка или проходит непроходная калибр-пробка, то деталь считается браком. В первом случае брак является исправимым и может быть устранен, если резьбовое отверстие пройдут новым исправным метчиком, который увеличит диаметр резьбы. Во втором случае брак является неисправимым. [11]
Для контроля внутренней резьбы от МЗ до М24 используются стандартные проходные резьбовые вставки с полным профилем. Переходная оправка 6 изменяется соответственно размеру хвостовика вставки.
[12]
Переходная оправка 6 изменяется соответственно размеру хвостовика вставки.
[12]
Для повышения производительности контроля внутренних резьб предложена новая конструкция резьбовой пробки, показанная на фиг. Эта пробка быстро вводится в резьбовое отверстие без ввинчивания при убранном секторе, который затем с поворотом пробки занимает свое рабочее положение. Преимуществом таких пробок ( наряду с быстротой измерения) является увеличение срока их службы, а существенным недостатком – относительно высокая стоимость их изготовления. [13]
| Резьбовые калибры-пробки. [14] |
Резьбовой калибр для контроля внутренней резьбы представляет собой резьбовую пробку. [15]
Страницы: 1 2 3
Датчики резьбы | Джонсон Гейдж
Разработка и производство измерительных приборов, техническое обучение, лабораторные и инспекционные услуги
Бескомпромиссные стандарты качества.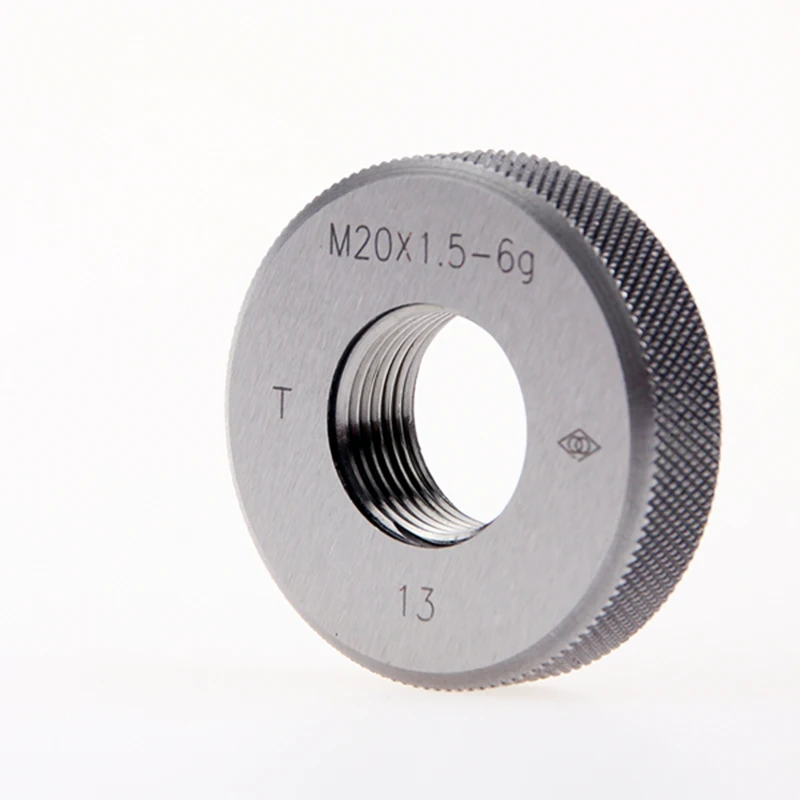 Требования жесткого графика. Критические дизайнерские приложения. Нет ничего проще. Особенно осмотр резьбового изделия. В то время как эта динамичная среда подавляет многие традиционные методы измерения, одна система постоянно превосходит сегодняшние требования. Системы контроля резьбы от Johnson Gage. Системы контроля резьбы Johnson Gage неизменно соответствуют современным требованиям и превосходят их.
Требования жесткого графика. Критические дизайнерские приложения. Нет ничего проще. Особенно осмотр резьбового изделия. В то время как эта динамичная среда подавляет многие традиционные методы измерения, одна система постоянно превосходит сегодняшние требования. Системы контроля резьбы от Johnson Gage. Системы контроля резьбы Johnson Gage неизменно соответствуют современным требованиям и превосходят их.
Системы контроля резьбы Johnson Gage, проверенные в бесчисленных сложных производственных и инспекционных приложениях, от автомобильной до медицинской и аэрокосмической, обеспечивают полное соответствие размеров основным характеристикам резьбы. От простой проверки сборки до полных систем управления технологическим процессом для приложений, критически важных с точки зрения безопасности, Johnson Gage предлагает решение для ваших требований к проверке резьбы.
Johnson Gage теперь предлагает образовательную онлайн-платформу; Классы, инструкции и обучение искусству нарезания резьбы, которое может предоставить только компания Johnson Gage. Более 100 лет сотрудничая с промышленностью и адаптируясь к ней, компания Johnson Gage создала эту платформу, полностью ориентируясь на клиента. Классы, Инструкции по настройке и эксплуатации, Процедуры измерительной системы для осмотра/оценки приемлемости размеров и наблюдения за износом измерительного элемента. Критические знания для всех, кто занимается проверкой резьбовых изделий.
Более 100 лет сотрудничая с промышленностью и адаптируясь к ней, компания Johnson Gage создала эту платформу, полностью ориентируясь на клиента. Классы, Инструкции по настройке и эксплуатации, Процедуры измерительной системы для осмотра/оценки приемлемости размеров и наблюдения за износом измерительного элемента. Критические знания для всех, кто занимается проверкой резьбовых изделий.
Узнайте больше
Gage in Motion
Маленький диаметр
Посмотреть видео
Маленький диаметр
СМОТРЕТЬ ВИДЕО
Большой диаметр
Смотреть видео
Смотрите
Посмотреть видео
Small Diameter
.
Большой диаметр
Смотреть видео
Внешняя скамья
подробнее о Малый диаметр
Внешний переносной
 youtube.com/embed/B-0VClvX7PQ?feature=oembed” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””>
youtube.com/embed/B-0VClvX7PQ?feature=oembed” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””> подробнее о внешних портативных устройствах
Johnson Gage и COVID-19
Компания Johnson Gage была назначена основным бизнесом, поставляющим технологии, измерительные приборы и услуги предприятиям в критически важных отраслях, включая медицину, транспорт и оборону. Таким образом, мы будем оставаться открытыми и работать с особой осторожностью в соответствии с рекомендуемыми правилами техники безопасности и охраны здоровья, чтобы обслуживать наших клиентов. Наши сотрудники, наше сообщество и наши клиенты всегда являются нашей заботой, и мы будем следовать инструкциям на рабочем месте, а также распоряжениям местных и государственных органов власти. Пожалуйста, оставайтесь в безопасности и будьте здоровы – Джонсон Гейдж.
Услуги и решения
Special Gage Design & Mfg. успешно…
ПОДРОБНЕЕ
Калибровочная лаборатория
Своевременная, точная и отслеживаемая калибровка манометра — это основа любой системы контроля качества…
ПОДРОБНЕЕ
Инспекция
Несмотря на простое обоснование приобретения систем контроля резьбы Johnson Gage…
ПОДРОБНЕЕ
Резьбовые пробки – измерительное оборудование
Промышленное измерительное оборудование
Информация о продуктеЗапросить предложениеЗапросить услугу
ПредыдущийСледующий
заявление. Мы предлагаем широкий выбор конструкций калибров-заглушек, включая Taperlock, Trilock и Reversible. Наша команда выбирает множество производителей, моделей и брендов, поэтому мы можем предоставить идеальный датчик для вашего проекта и вашего бюджета. Запросите предложение ниже или позвоните нашим специалистам для получения дополнительной информации.
Мы предлагаем широкий выбор конструкций калибров-заглушек, включая Taperlock, Trilock и Reversible. Наша команда выбирает множество производителей, моделей и брендов, поэтому мы можем предоставить идеальный датчик для вашего проекта и вашего бюджета. Запросите предложение ниже или позвоните нашим специалистам для получения дополнительной информации.
Несмотря на свою простоту, резьбовые калибры могут легко выйти из строя даже при правильном использовании. Трение при установке манометра в контрольное положение может привести к износу или деформации резьбы. Резьба также может быть повреждена из-за неправильного хранения, короткого падения или агрессивных условий. Компания Premier Scales & Systems с гордостью предлагает лучшие в отрасли калибровки резьбовых калибров в рамках обширного списка своих возможностей.
Несколько дизайнов
- Конусный замок
- Трилок
- Реверсивный
Класс посадки
- Унифицированный дюйм 2B – 3B
- Метрическая серия M 6H
- Резьбовые вставки (STI)
Материалы
- Сталь
- Углерод
- Карбид
- Нитрид-титановое покрытие
Допуски
- Настройка класса X
- Настройка класса W
Запросить цену
Company Name
Address
Point of Contact
First Name *
Last Name *
E-Mail *
Phone Number *
Quote TypeEquipment SalesService / RepairCalibrationAutomation / SystemOther
Дополнительная информация
Этот сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия обслуживания Google.