Контроль резьбы калибрами – |
alexxlab | 24.10.2019 | 0 | Разное
Контроль резьбы: методы, приборы, дефекты
Контроль резьбы представляет собой комплекс процедур по измерению важных характеристик нарезки. Для эффективного измерения параметров резьбы необходимо правильно определить методы и средства контроля. Во время контроля основных параметров нарезания чаще всего применяются методы трёх проволочек, средствами контроля выступают измерительные приспособления с индикаторами и микрометры. Существует 2 основных способа контроля резьбы:
- Метод дифференцирования: каждый элемент измеряется в отдельности.
- Метод комплексной проверки: проверка всех параметров производится совместно при помощи бесшкальных инструментов.

Для контроля трубной и конической резьбы чаще всего используют калибры, измеряющие размеры, форму и взаимное расположение поверхности детали.
Дефекты резьбовых соединений
При контроле резьбовых поверхностей могут быть выявлены следующие дефекты резьбовых соединений:
- Рваная нарезка. Этот дефект возникает при отличии диаметров отверстия и стержня от номинального диаметра. Также причиной может послужить недостаточная острота режущего инструмента. Для предупреждения проблемы необходимо тщательно проконтролировать значения всех диаметров и заменить затуплённый инструмент на подточенный.
- Тупая нарезка. Этот дефект проявляется, если номинальный диаметр меньше диаметра отверстия, но больше диаметра стержня. В итоге при нарезании профиль становится неполным. Чтобы избежать подобный дефект, нужно перед нарезанием провести точные измерения диаметров.
- Конусность резьбы. Причиной появления этого дефекта выступает неправильный размер режущего предмета, зубья которого срезают лишний металл. Единственным способом решения этой проблемы является соотнесение установленных размеров детали и режущего прибора.
- Тугая нарезка. При несоблюдении размерности детали и шероховатости резьбы инструмента процесс нарезания проводится с трудом. Этот дефект предупреждается при помощи корректного измерения параметров заготовки и определения правильных размеров режущего инструментов.
Для контроля дефектов резьбы используются калибры. Они подразделяются на следующие разновидности:
- Калибр расположения. Этот вид калибров создаётся по среднедопускаемым размерам контролируемой детали. Проверка происходит посредством вхождения калибра расположения в заготовку. Если нарезание выполнено надлежащим образом, то вход должен совершиться с большей или меньшей плотностью плавно и гладко.
- Калибры с пределами. Этот тип калибров изготавливается в соответствии с предельными размерами исходной заготовки. Он разделён на 2 стороны. Одна из них соответствует максимальному размеру детали, другая – минимальному. Одна сторона должна не проходить в измеряемое отверстие, чтобы мастер смог определить подлинные размеры детали.
- Контрольные калибры. Этот вид калибров предназначен для проверки параметров отверстий непосредственно во время рабочего процесса.
- Приемные калибры. Эти калибры являются специализированными инструментами, являющихся первостепенными рабочими приспособлениями для сотрудников отделения технического контроля (ОТК), которые осуществляют свою деятельность на проверочных пунктах.
Приборы контроля резьбы
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
- призматическая: устанавливается на место пятки микрометра;
- конусная: ставится в отверстие винта микрометра.
Скачать ГОСТ 17763-72
Работники ОТК для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.
Существуют дополнительные приборы с индикаторами для контроля конусности детали. Они создаются по международному стандарту API и определяют размер резьбовых соединений в диапазоне от 1,5 до 24 дюймов. Устройство этих приспособлений представлено съёмными, измерительными наконечниками. Они передают результаты измерений отдельному индикатору, который выводит полученные данные на экран. Мастеру, применяющему индикаторные приборы для определения конусности детали, не понадобятся приблизительные шаблоны для контроля. Эта особенность обусловлена тем, что наконечники приборов всегда стараются предоставить наивысшие показатели для индикатора на минимальном расстоянии в 1 дюйм.
Сотрудники фабрик и заводов во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.
Измерение шага резьбы
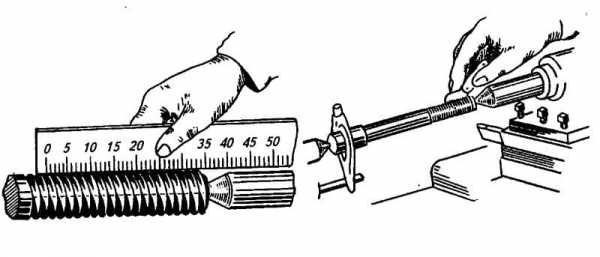
Для контроля такой характеристики, как шаг резьбы используются стандартные линейки с миллиметровыми и дюймовыми делениями, а также резьбомеры. Результаты вычислений шага посредством линейки являются неточными и производятся путём замера определённого числа витков. Главной задачей измерения является нахождение количества витков, которое приходится на единичный шаг резьбы. В условном случае, когда на 1 дюйм приходится 5 витков, шаг равняется 1/5 дюйма. Для удобства полученные результаты в дюймах пересчитывают в миллиметры. Во время процесса измерения витков посредством линейки человек должен учитывать следующие особенности:
- Для достижения максимальной точности нужно измерять не отдельные участки, а целую часть профиля детали.
- Перед процедурой измерения необходимо подсчитать целое количество витков.
- Шаг резьбы определяется после замера глубины и главных характеристик резьбовых соединений.

В результате измерений находится усреднённое значение шага. Погрешность расчётов зависит от правильности выполненной нарезки детали.
Резьбомер способен предоставить наиболее точные результаты измерений шага для трубной конической резьбы, потому что он может работать с наиболее маленькими расстояниями.
В состав его конструкции входят пластины, выполненные из сплавов железа. Каждая пластина оснащена вырезами, эквивалентными профилю нарезки и её шагу. Для определения величины шага резьбомер прикладывается к измеряемой детали. Пластина резьбомера производит точный контроль только в том случае, когда она параллельна оси нарезки. Важно, чтобы пластинка и отверстие резьбы совпали по размеру.
Измерение среднего диаметра резьбы
Контроль среднего диаметра нарезки осуществляется микрометром. Главными комплектующими этого инструмента являются сменные наконечники, которые вставляются в отверстие винта. Этот измерительный прибор предоставляет наиболее точные измерения резьбы.
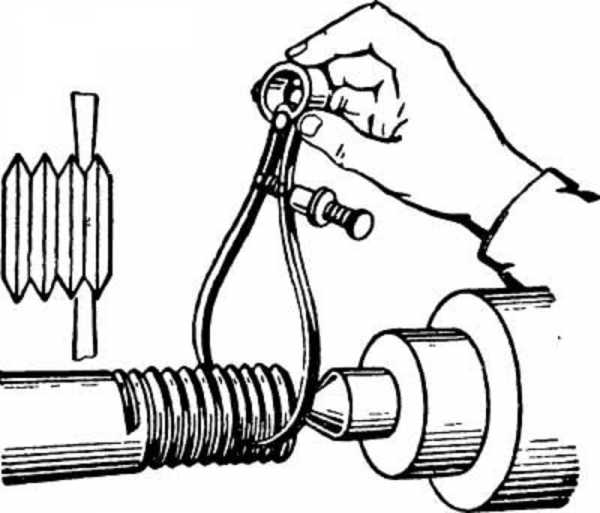
Если для работы необходимы лишь усреднённые значения диаметра резьбы, то можно применить специальное приспособление – кронциркуль. Его устройство представлено шариковыми наконечниками, размеры которых должны соответствовать типу и шагу резьбовых соединений. Наконечники кронциркуля ставятся по резьбовому калибру, выдавая средний размер диаметра. После этого необходимо проделать аналогичные действия и с боковыми сторонами детали. Для проверки полученных результатов используются резьбовые скобы. Оценка точности диаметра проводится по принципу сравнения полученной резьбы с исходным шаблоном.
Если требуется произвести контроль среднего диаметра маленькой длины, состоящей максимум из 2 витков, то мастера пользуются методом, в котором задействованы 2 проволочки. Этот способ измерения резьбы отличается тем, что на противоположные выступы и впадины резьбы накладываются проволоки, диаметр которых является табличной единицей. Расстояние между концами проволочек показывает число среднего диаметра детали. Для каждого класса точности выпускаются отдельные проволоки, создающиеся по ГОСТу 2475-88. Во время определения конечных чисел необходимо учитывать возможные погрешности, потому что 2 проволоки не позволяют получить максимально точные значения.
Скачать ГОСТ 2475-88
Также этот параметр резьбы может измеряться посредством микроскопа. Прибор прикладывается к боковым сторонам профиля заготовки. Окуляры микроскопа наводятся на изображение профиля с каждой стороны, чтобы определить его размер. Полученные значения складываются и делятся на количество сторон. Получившееся среднее арифметическое является действительным значением среднего диаметра резьбовых соединений.
Для производственных работ часто требуется дополнительно произвести контроль усреднённого диаметра вала. На них размещаются подшипники, муфты, бортики и зубчатые колёса, с помощью которых осуществляется вращение детали. Его диаметр рассчитывается во время процесса кручения. Конечное значение находится по формуле d=(T/0,2[t])1/3 . На конечный результат могут повлиять посторонние факторы (размер отверстия и высота бортиков).
Измерение наружного диаметра резьбы
Контроль внешнего диаметра резьбы производится при использовании микрометрических инструментов, основу конструкции которых составляют микровинты. Расчёт происходит в соответствии со следующим алгоритмом:
- Микровинты прикладываются к профилю резьбы. Для корректировки местоположения инструмента необходимо произвести несколько вращений микрометра.
- Записать величину профиля нарезки для одной стороны. Значение рассчитываются, исходя из цены деления на шкале микровинтов.
- Приложить микрометр к противоположному концу профиля и вычислить его размер.
- Найти внешний диаметр нарезки, отняв от результата первоначального вычисления значение второго вычисления.
Измерение внутреннего диаметра резьбы
Внутренний диаметр нарезки контролируется измерительным приспособлением с заострёнными ножками – кронциркулем. Для организации вычислительных работ нужно установить инструмент на шаблонную деталь по резьбовому калибру, и затем проделать сравнение с исходным внутренним диаметром резьбовых соединений. Кронциркуль должен находиться относительно измеряемой оси под углом.
Также измерение внутренней резьбы может осуществляться приборами для цилиндрической резьбы. Это обусловлено тем, что внутренний диаметр имеет гладкую поверхность, что идеально подходит для формы наконечников, используемых в этих инструментах. Проверка полученных измерений делается посредством калибров-пробок.
Измерение резьбы методом трех проволочек
Метод трех проволочек применяется главным образом для контроля среднего диаметра резьбы. Определение значений диаметра происходит путём накладывания проволок одинакового диаметра на впадины резьбовых соединений. Размер полученной конструкции измеряется микрометром. На конечные результат вычислений может очень сильно повлиять погрешность профиля. Для устранения этой погрешности необходимо наложить проволочки на профиль таким образом, чтобы они соединялись на том уровне, где ширина впадин будет эквивалента ширине выступов. Проволочки обязаны лежать следующим образом: 1 проволока размещена на впадине с левой стороны, а 2 другие – на впадинах с противоположной стороны. Важно, что во время измерений деталь не деформировалась, а проволоки не перегибались
Помимо этого, сферой применения метода трёх проволочек является контроль диаметра трапецеидальной резьбы. Только в этом случае проверка детали проводится при помощи трех специальных роликов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Резьбы Контроль калибрами – Энциклопедия по машиностроению XXL
Из-за трудностей дифференцированного контроля (особенно внутренних резьб) контроль калибрами применяют как в массовом и серийном, так и в мелкосерийном и единичном производствах (за исключением резьб с малыми шагами). [c.249]Средства измерения резьбы. Комплексный контроль резьб осуществляют калибрами. При поэлементном контроле резьб погрешность шага на длине свинчивания, угла профиля и собственно среднего диаметра измеряют с помощью универсальных измерительных средств. [c.101]
Контроль резьбы резьбовыми калибрами. [c.24]
В целях обеспечения взаимозаменяемости резьбы скользящей посадки профиль резьбы с нанесенным покрытием не должен выходить за номинальный (фиг. 16) для контроля резьбы с покрытием служат проходные калибры по ГОСТу 9253—59. Для проверки резьбы непроходными калибрами после покрытия могут служить калибры тех же классов, что и до покрытия.
Калибры-пробки для контроля этой резьбы должны изготовляться с уступом в основной плоскости резьбы. У калибров-колец основная плоскость должна совпадать с торцом кольца (фиг, 20). [c.627]
В единичном производстве широко распространен метод окончательной проверки резьбового соединения путем свинчивания деталей. Такую проверку свинчиванием следует рекомендовать и при изготовлении резьбы диаметром меньше 200 мм, если длина внутренней резьбы значительно превышает ее диаметр, иначе возможны случаи, когда вследствие накопленной ошибки в шаге, не замеченной при контроле резьбы проходными калибрами нормальной длины, при сборке детали могут не свинчиваться. [c.446]
Механизация и автоматизация контроля резьб. Контроль наружных и внутренних резьб предельными калибрами операция недостаточно производительная. Например, время, затрачиваемое на контроль резьбовыми калибрами-кольцами резьбы болтов, в 10 — 20 раз превышает время, необходимое для изготовления этих резьб способами накатывания. Поэтому для резьбовых изделий, изготовляемых в больших количествах, существенной является задача повышения производительности контроля резьб. [c.103]
Калибры для контроля резьб. Контроль резьбы в соответствии с ГОСТом 1623-61 сводится к следующему [c.105]
На рис. 106,е приведена схема контроля с пневматическим измерением среднего диаметра резьбы. Контроль резьбы производится с помощью пневматического сегментного калибра (пневматической головки). Калибр вводится в резьбовое отверстие, затем сегменты раздвигаются до размера, определяемого установочным калибром. Размер среднего диаметра резьбы определяется по величине зазора между соплом и поверхностью витка резьбы. [c.236]
В отличие от контроля других параметров резьбы контроль винтового движения образующих позволяет установить кинематическую погрешность самой резьбы и процесса ее образования. Этот контроль применяется при поверке резьбовых калибров, резьбообразующего инструмента, ходовых винтов, точностном исследовании резьбонарезных станков и в других случаях. Контроль погрешностей шага резьбы может производиться непосредственным методом, путем сравнения с аттестованным образцовым винтом (или винтовой парой) и косвенным методом.
Истинное рассеивание размеров среднего диаметра резьбовых деталей отличается от рассеивания размеров при контроле калибрами. Дал(е контролируя резьбу калибрами высокой точности, мы не получаем истинного рассеивания размеров. Это различие вызвано неточностью изготовления самих калибров. [c.194]
Дц—в данном случае погрешность измерения, вносимая при контроле калибром (см. гл. V), Д Др — разбивки резьбы плашки и детали, [c.65]
Свинчивание по среднему диаметру. Истинное рассеивание размеров среднего диаметра резьбовых деталей, полученное в результате изготовления, отличается от рассеивания размеров их после контроля калибрами. Даже контролируя резьбу калибрами высокой точности, все же получается не истинное рассеивание размеров, а величина, более или менее приближаю- [c.145]
Контроль наружных и внутренних резьб предельными калибрами имеет недостаточную производительность. Так, например, время, затрачиваемое на контроль резьбовыми калибрами-кольцами резьбы болтов, превышает в 10—20 раз время, необходимое для изготовления этих резьб способом накатывания. Поэтому для резьбовых изделий, изготовляемых в больших количествах, очень существенной является задача повышения производительности контроля резьб. Решение этой задачи достигается путем механизации и автоматизации процессов контроля одновременно они способствуют сокращению брака, повышению объективности контроля, что в свою очередь улучшает качество продукции. [c.167]
Годность конических резьб при контроле их калибрами определяется по осевому положению торцовой поверхности калибра относительно торца изделия. Схема контроля конических резьб резьбовыми калибрами показана на фиг. 7. [c.49]
Для измерения точных резьб, резьбовых калибров и резьбовых режущих инструментов применяется поэлементный (дифференцированный) метод контроля, осуществляемый при помощи универсальных и специальных измерительных средств. Заключение о годности резьбы в данном случае производится по каждому параметру отдельно. [c.126]
При контроле калибрами резьба считается годной, если проходной калибр свинчивается с деталью по всей длине ее нарезки без усилия, а непроходной калибр свинчивается с деталью не более чем на две нитки. [c.115]
Комплексный метод контроля точности всех цилиндрических резьб осуществляется предельными калибрами, а резьб малых размеров также и с помощью проекторов, путем сравнения действительного контура проверяемой резьбы с предельными на всей длине свинчивания. Этот метод применяется для проверки резьбовых деталей, допуск среднего диаметра которых является суммарным. При этом методе проходными резьбовыми калибрами проверяют у болта размеры с/г и ь а у гайки — г и й. Одновременно с помощью этих калибров проверяют наличие диаметральной компенсации погрешностей шага и половины угла профиля. Проходной калибр должен свободно свинчиваться с проверяемой резьбой. Таким образом, проходные калибры дают возможность установить приведенный средний диаметр резьбы. С помощью непроходных резьбовых калибров проверяют только собственно средний диаметр резьбы. Непроходной калибр не должен свинчиваться с проверяемой резьбой (допускается свинчивание непроходного калибра до двух оборотов [1, 2, 7, 129]. [c.444]
Основным средством контроля конической резьбы являются калибры. Годность изделий определяется по осевому положению торца калибра относительно торца трубы или муфты. При измерении элементов конической резьбы используются те же методы и средства, что и при измерении цилиндрической резьбы [130].
Контроль калибрами. Резьбовые изделия чаще всего контролируют резьбовыми калибрами , причем в отличие от контроля гладких изделий резьбовые калибры применяются независимо от серийности производства ввиду относительной сложности контроля, особенно внутренних резьб. Для контроля внутренней резьбы служат резьбовые пробки, а для контроля наружной резьбы — резьбовые кольца или скобы. Комплект состоит из проходного и непроходного калибров. [c.258]
Неответственные, неточные наружные и внутренние. резьбы иногда контролируют нормальными резьбовыми калибрами (рис. 233). Для проверки наружной резьбы служит нормальное резьбовое кольцо (рис. 233,а), внутренней — нормальный резьбовой калибр-пробка (рис. 233,6), гладкий конец которой предназначен для контроля диаметра отверстия, подготовленного под нарезание резьбы. Нормальный калибр навинчивают на конт- [c.412]
Точные резьбы контролируют с помощью предельных резьбовых калибров. Для контроля внутренних резьб применяют калибр-пробку с проходным (ПР) и непроходным (НЕ) концами (рис. 234,а). Проходной конец пробки имеет длинную резьбу полного профиля и должен завинчиваться в контролируемую деталь. Непроходной конец имеет 2—3 витка резьбы неполного профиля и не должен завинчиваться в проверяемую деталь. [c.413]
Резьбовые калибры-пробки и калибры-кольца (рис. 47) применяют соответственно для контроля внутренних и наружных резьб. Резьбовые калибры-пробки имеют проходную сторону 1 и непроходную сторону 2. Резьбовые калибры-кольца состоят из проходного кольца 4 и непроходного кольца 3. Проходные калибры имеют полный профиль и являются как бы прототипом детали резьбового соединения. Резьбу непроходных пробок и колец делают укороченной до 2—>3 витков.
Контроль трубных конических резьб. Контроль резьбы труб (наружная резьба) производится по среднему диаметру калибром-кольцом с конической резьбой. Ширина кольца равна 1 . Основная плоскость резьбы совпадает с торцом кольца. При навинчивании на трубу торец трубы должен совпасть с торцом кольца (фиг. 25). [c.324]
Калибры (пробки и кольца) применяют для контроля внутренних и наружных резьб. Контроль резьбовыми калибрами осуществляют комплексно, одновременно проверяют несколько основных элементов резьбы. Резьбовые калибры, так же как и гладкие пробки и скобы для контроля отверстий и валов, имеют проходную (ПР) и непроходную (НЕ) стороны. Проходные резьбо- [c.228]
Допуски калибров для трубной цилиндрической резьбы. Резьба проходных калибров для труб и муфт выполняется с вершинами, срезанными по хорде через точки касания дуги окружности закругленного профиля по ГОСТ 6357 (см. т. 2, Резьбы). Размеры впадин резьбы изделий (наружный диаметр резьбы муфт и внутренний диаметр резьбы труб) должны обеспечиваться контролем размеров резьбонарезного инструмента. [c.361]
Калибры-пробки для контроля этих резьб должны изготовляться с уступом в основной плоскости резьбы. У калибров – колец основная [c.366]
Взаимозаменяемость деталей с резьбой обеспечивается комплексными методами контроля резьбы (резьбовыми калибрами). Резьбовые пробки для контроля гаек и резьбовые кольца для контроля болтов являются прототипами сопрягаемых деталей принятые по ни.м резьбовые детали будут свинчиваться при полной взаимозаменяемости. Виды резьбовых калибров и допуски на их изготовление предусмотрены ГОСТ 1623—61 (для резьб диаметром от 1 до 600 мм) и ГОСТ 3199—60 (для резьб диаметром меньше 1 мм). [c.138]
Схема расположения полей допусков по среднему диа.метру на болт, гайку и все калибры к резьбе М24 кл. 2 приведена на рис. 90. На схеме поля допусков на проходной ПР и непроходной НЕ рабочие калибры (кольца или скобы) показаны пунктиром, так как эти допуски предусмотрены стандартом не для непосредственного контроля калибров, а только для координирования по ним полей допусков контрольных калибров-пробок.
Рабочие и контрольные калибры для болтов (наружной резьбы). Рабочими калибрами для проверки болтов являются резьбовые проходные и непроходные кольца, а также резьбовые скобы (рис. 84,6, в). Для контроля самих рабочих калибров предусмотрены контрольные калибры в виде резьбовых пробок, которые обозначаются КПР — ПР и КПР — НЕ, У-ПР, У —НЕ, К —И, КИ-НЕ, КНЕ —ПР и КНЕ-НЕ. [c.181]
Повышение производительности контроля калибрами. Контроль резьбовыми пробками и скобами требует затраты значительного времени, поскольку при проверке проходными калибрами требуется завернуть пробку или навернуть кольцо на всю длину проверяемой резьбы. Выше отмечалось, что резьбовые скобы обеспечивают более высокую производительность контроля. Нашли применение приспособления для механизации вращения резьбовых калибров. В одном из таких приспособлений [c.319]
Наибольшее распространение получили однозаходные цилиндрические резьбы с симметричным профилем, характеризующимся пятью функциональными параметрами d (U) — номинальный наружный диаметр rf, Dj) — нoмнпaльJ ый внутренний диаметр d fD.,) — номинальный средний диаметр Р — шяг рег. ьбы а — угол профиля. На примере этого типа резьб рассмотрим призтипы альтернативного метода их контроля калибрами. [c.88]
Резьбовой иепроходной нерегулируемый калибр-кольцо НЕ (11) контролирует наименьший средний диаметр наружной резьбы. Он, как правило, не должен навинчиваться на контролируемую резьбу. Допускается навинчивание калибра до двух оборотов (число оборотов определяется при свинчивании калибра-кольца с резьбой изделия). При контроле коротких резьб (до 3 витков) это не допускается. Контроль калибра-кольца должен осуществляться калибрами-пробками КНЕ-ПР (12) и КНЕ-НЕ (13). Износ калибра-кольца должен регулярно контролироваться калибром-пробкой КИ-НЕ (16). [c.101]
Допускается п1)нмеиять другие методы контроля резьбы. В спорных случаях решающим к тoдoм контроля резьбы является контроль калибрами, нредусмотрен-ны. н ГОСТ 24939—81 СТ СЭВ 192 —79) Калибры для цилиндрических резьб. Вилы . [c.104]
В табл. 2..35 приводится перечень стандартов, регламентирующих требования к резьбоЕ .м калибрам для контроля резьб об[цего назначения. [c.104]
В зависимости от назначения калибры подразделяют на рабочие Р, приемные П и контрольные К. В табл. П.8 указано назначение калибров и их характеристики. Свинчиваемость проходных рабочих калибров с изделием означает, что приведенный средний диаметр резьбы не выходит за установленный предельный размер, а имеющиеся погрешности шага и половины угла профиля скомпенсированы соответствующим изменением среднего диаметра. Контроль резьбы этими калибрами гарантирует, что наружный диаметр гайки не меньше наружного диаметра болта, а внутренний диаметр болта не больше внутреннего диаметра гайки. Несчинчиваемость непроходных резьбовых калибров с гайками гарантирует, что собственно средний диаметр резьбы гайки не больше, а болта — не меньше установленного предельного размера. [c.399]
Комплексный метод Выявляется комплекс (совокупность) погрешностей Применяется при окончательном контроле сложноконтурных изделий (резьбовых и шлицевых деталей, зубчатых колес и пр.) Контроль резьбы резьбовыми калибрами [c.6]
Контроль метрических резьб в основном производят ком-плексны.м и дифференцированным методами. Комплексный метод базируется на сравнении действительных контуров резьбы с предельными. Этому методу соответствует контроль калибрами, контроль на проекторах и других приборах. [c.570]
Контроль цилиндрической резьбы, обеспечивающий ее взаимозаменяемость, осуществляется комплексными предельными калибрами. Проходные калибр-пробки и калибр-кольца имеют полный профиль с их помощью контролируют приведенный средний диаметр резьбы, учитывающий влияние всех ее параметров на свинчива-емость. Непроходные калибры имеют укороченный профиль и небольшое число витков резьбы ими контролируют только средний диаметр резьбы. Непроходные калибры не должны свинчиваться с годным изделием более чем на два витка. [c.151]
Рабочие калибры для гаек (внутренней резьбы). Рабочим калибрами для контроля гаек являются резьбовые пробки проходная ПР и непроходная НЕ (рис. 79, а). Ввинчиваемость пробки ПР в гайку показывает, что средний диаметр не выходит за установленный наименьший предельный размер, имеющиеся ошибки шага и угла профиля резьбы гайки компенсированы соответствующим увел чением среднего диаметра, наружный диаметр гайки не меньше наружного диаметра болта. [c.164]
mash-xxl.info
ОБЕСПЕЧЕНИЕ ЭФФЕКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ КАЛИБРОВ-ПРОБОК | Опубликовать статью РИНЦ
Шутиков М.А. 1, Феофанов А.Н. 2, Схиртладзе А.Г.3
1ORCID: 0000-0002-8738-0119, бакалавр метрологии и стандартизации, Московский Государственный Технический Университет «СТАНКИН», 2ORCID: 0000-0003-4761-0538, Доктор технических наук, профессор, Московский Государственный Технический Университет «СТАНКИН», 3ORCID: 0000-0002-8102-9256, Доктор педагогических наук, кандидат технических наук, профессор, Московский Государственный Технический Университет «СТАНКИН»
ОБЕСПЕЧЕНИЕ ЭФФЕКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ КАЛИБРОВ–ПРОБОК
Аннотация
В статье приведена современная классификация калибров, применяемых в машиностроительной сфере РФ. Обоснованно, что важную роль на современном машиностроительном предприятии с точки зрения контроля резьбовых соединений деталей играют резьбовые калибры. Классифицированы существующие методы контроля среднего диаметра резьбы калибров-пробок. Рассмотрен метод автоматизации контроля среднего диаметра резьбы на универсальном трехкоординатном измерительном видеомикроскопе. Установлено, что применение данного метода обоснованно в условиях современного производства, так как его применение снижает временные затраты и повышает достоверность результатов.
Ключевые слова: резьбовой калибр, контроль, средний диаметр, калибр пробка, измерительный микроскоп.
Shutikov M.A.1, Feofanov A.N. 2, Shirtladze A.G.3
1ORCID: 0000-0002-8738-0119, Bachelor of metrology and standardization, Moscow State University of «STANKIN», 2ORCID: 0000-0003-4761-0538, PhD in Engineering, professor, Moscow State University of «STANKIN», 3ORCID: 0000-0002-8102-9256, PhD in Pedagogy, PhD in Engineering, professor, Moscow State University of «STANKIN»
TO ENSURE EFFECTIVE CONTROL OF THE MEAN DIAMETER OF THE THREAD OF PLUG GAGES
Abstract
This article presents a modern classification of gauges used in mechanical engineering of the Russian Federation. It was reasoned that an important role in modern machine-building enterprise from the point of view of control of threaded connections of the parts plays thread gauges. Classified the existing methods control the mean diameter of the thread of plug gages. The method of automated control of the average diameter of the thread on the universal three-axis measuring video microscope. The use of this method is justified in the conditions of modern production, because its application reduces time and increases the reliability of the results.
Keywords: thread gauge, the average diameter, the gauge of the tube, a measuring microscope.
Одной из приоритетных задач гражданской и оборонной сферы на современном этапе, наряду с обеспечением высокого технического уровня, является повышение качества машин и механизмов, что в свою очередь, определяет рентабельность их эксплуатации, а во многих случаях и их безопасность. Снижение материальных затрат на производство новой продукции является одним из важнейших направлений современной экономики [1, С. 114].
В целях обеспечения соответствия действительных размеров, формы и расположения поверхностей деталей заданным требованиям, они подвергаются контролю в серийном и массовом производстве [2, С. 212]. Одним из средств контроля на современном этапе являются калибры. Калибр – это средство контроля, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линейными или угловыми размерами, и контактирующее с элементом изделия по поверхностям, линиям или точкам (ГОСТ 27284-87) [3, С. 3].
Калибры классифицируются на нормальные и предельные. Нормальные калибры имеют номинальный размер измеряемого элемента и ограничивают размер только в одном направлении. При контроле нормальными калибрами годность проверяемых изделий оценивают на основании субъективных ощущений контролирующего, при этом нормальный калибр должен проходить без усилий и зазоров.
В зависимости от формы контролируемых деталей калибры подразделяются на:
- калибры-пробки для контроля гладких цилиндрических и конусных отверстий;
- гладкие калибры-пробки служат для контроля отверстий, конструктивно они выполнены в виде ручки и рабочей части;
- калибр-скоба предназначен для контроля диаметра вала. [4, С. 100].
Калибр-пробка, представляющий собой калибр с наружной цилиндрической поверхностью, служит для контроля отверстий [5, С. 439].
Надежную работу изделия во многом определяет качество резьбовых соединений. Резьбовые соединения имеют чрезвычайно широкое применение и составляют приблизительно 20% от общего количества соединений в современных изделиях, а в ряде случаев их доля доходит до 70% [6, С. 3].
Резьбовые калибры предназначены для комплексного контроля резьбовых изделий. При этом обеспечивается соблюдение предельных контуров сопрягаемых резьб на длине их свинчивания. Проходными калибрами контролируется приведённый средний диаметр резьбы, включающий диаметральные компенсации ошибок шага и угла профиля. Проходной калибр должен иметь полный профиль резьбы и длину, равную длине свинчивания, а непроходные калибры имеют укороченный профиль.
Комплексный контроль параметров резьбы в большинстве случаев осуществляется резьбовыми калибрами (внешний вид которого представлен на рис. 1), поэтому важно поддерживать качество калибров на высоком уровне [6, С. 11].
Рис.1 – Внешний вид резьбового калибра-пробки
Обеспечение высокого качества резьбовых калибров является непрерывным процессом и заключается не только в производстве высококачественной продукции, но и в контроле их качества.
Решение проблемы контроля качества резьбовых калибров может быть достигнуто только за счет применения в технологических процессах средств непрерывного контроля [7, С. 7]. В настоящее время большинство предприятий и НИИ используют устаревшую систему контроля качества резьбовых калибров, что зачастую влечёт за собой излишние временные затраты. Кроме того, отсутствие должного контроля качества резьбовых калибров на предприятиях и НИИ по единым и утвержденным стандартам может привести к принятию негодного изделия за годное (ошибка второго рода) и годного за негодное (ошибка первого рода).
На практике в современном машиностроении существует несколько методов контроля среднего диаметра резьбы, например, проекционный, метод двух проволочек, метод трех проволочек, метод осевого сечения и др. Наибольшую известность и признание получил метод трех проволочек.
Однако, опыт применения метода трех проволочек показал, что он подвержен влиянию человеческого фактора – ошибок контроля, связанных с влиянием оператора. К тому же, в условиях современного производства применение такого метода приводит к повышенным временным затратам. При устранении указанных выше несоответствий можно добиться значительного повышения производительности контроля калибров, повышения достоверности результатов контроля и его качества, снижения времени, затрачиваемого на контроль среднего диаметра резьбы.
В связи с этим целесообразным видится разработка нового метода контроля среднего диаметра резьбового калибра-пробки, который соответствовал бы требованиям массового производства с одной стороны, а так же минимизировал влияние человеческого фактора с другой стороны.
Таким методом может являться измерение среднего диаметра резьбы калибра-пробки с помощью универсального трехкоординатного видеомикроскопа. Измерительный микроскоп предназначен для бесконтактного измерения линейных и угловых размеров деталей с плоской поверхностью, тел вращения, резьбы и прочих деталей точного приборостроения.
Метод заключается в следующем: калибр выдерживают в помещении, где будет производиться контроль, на металлической плите. Затем калибр помещают в центра микроскопа, и запускают программное обеспечение для измерения диаметра резьбы. Далее, объектив микроскопа наводится на верхний профиль резьбы. Четыре линии профиля резьбы проецируются в программу (рис. 2).
Затем, с помощью джойстика, наводятся на нижний профиль резьбы, где снимается две линии профиля резьбы (рис. 3).
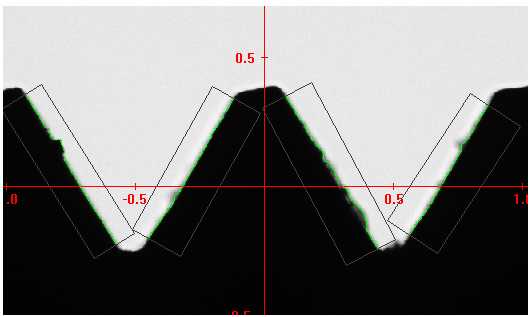
Рис. 2 – Проекция верхнего профиля резьбы в программе
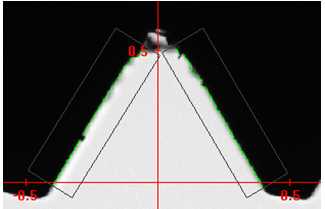
Рис. 3 – Проекция нижнего профиля резьбы в программе
Между полученными проекциями профиля витков резьбы по касательным строятся окружности (две для верхнего профиля, одна – для нижнего).
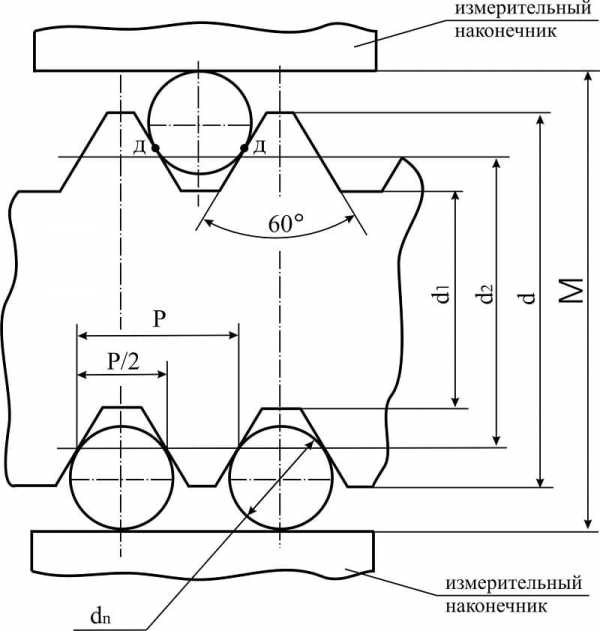
После этого, между двумя верхними точками верхних окружностей проводится горизонтальная линия. От центра этой линии измеряют расстояние М до верхней точки нижней окружности (рис. 4) и по формуле:
где:
d – диаметр проволочки
S – шаг резьбы
определяют dср – значение среднего диаметра резьбы калибра.
Рис. 4 – Визуализация нахождения размера М
Обобщенная схема проведения измерений на видеомикроскопе приведена на блок-схеме (рис. 5).
Стоит также отметить, что программа Saphir имеет возможность обучения. Программа запоминает произведенные действия, и в дальнейшем позволяет выполнять измерения и вычисление среднего диаметра резьбы в автоматическом режиме (без участия оператора).
Таким образом, при введении метода контроля с помощью микроскопа, нивелируется влияние погрешности, связанной с человеческим фактором, ввиду автоматизации процесса измерения. К тому же, значительно сокращается время, затрачиваемое на проведение контрольных операций.
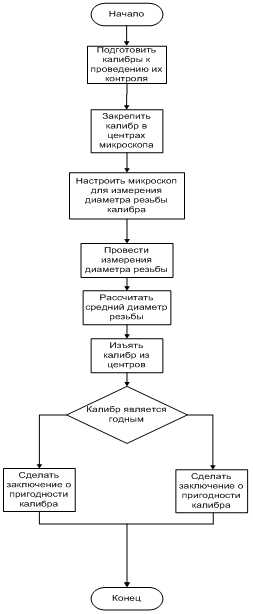
Рис. 5 – Блок-схема алгоритма проведения измерений среднего диаметра резьбы
Из этого следует, что рассмотренный метод является перспективным в условиях современного машиностроения, так как на данный момент используется все больше резьбовых соединений и для их контроля необходимо повышать количество резьбовых калибров на предприятиях. Следовательно, в связи с увеличением количества калибров существующие методы (например, метод трех проволочек) теряют свою эффективность в современном производстве. Таким образом, видится целесообразным введение метода автоматизированного контроля среднего диаметра резьбы калибров в машиностроительной отрасли.
Список литературы / References
- Феофанов А.Н., Шохрина Н.В., Гришина Т.Н. Основы методики обоснования технологических характеристик изделия / Феофанов А.Н., Шохрина Н.В., Гришина Т.Н. // Вестник МГТУ « Станкин» №4 (35) (0,463) . – 2015. –№4.
- Прокофьев А.Н., Лексиков В.П. Технологическое обеспечение прочности и износостойкости резьбовых соединений // Машиностроение и техносфера XXI века: Сборник тр. XIV междунар. науч.-техн.конф., Донецк, ДонГТУ, 2007,т.2. – С.210-214.
- ГОСТ 27284-87. Калибры. Термины и определения. – Введ. 1988-01-01. – М. : Изд-во стандартов, 2003. – 6 с.
- Рыбаков А.В., Евдокимов С.А., Краснов А.А. Создание системы автоматизированной поддержки информационных решений при проектировании технологической оснастки / А.В. Рыбаков, С.А. Евдокимов, А.А. Краснов . – М.: ФГБОУ ВПО МГТУ «СТАНКИН», 2013 . – 162 с.
- Радкевич Я.М., Схиртладзе А.Г., Лактионов Б.И. Метрология, Стандартизация и Сертификация. // Москва: Московский Государственный Горный Университет,2003 г –788 с.
- Прокофьев А.Н. Технологическое обеспечение и повышение качества резьбовых соединений: дис. на соиск. уч. ст. док. тех. наук: 05.02.08: защищена 01.07.08 / Прокофьев Александр Николаевич – Брянск: Брянский государственный технический университет, 2008. – 392 с.
- Прокофьев А.Н. Технологическое повышение качества резьбовых соединений // Повышение качества машин, технологической оснастки и инструментов: Сб. науч. тр., Брянск, БГТУ, 1999. – С.7 – 8.
Список литературы на английском языке / References in English
- Feofanov A.N., Shohrina N.V., Grishina T.N. Osnovy metodiki obosnovanija tehnologicheskih harakteristik izdelija [Basics techniques substantiation of technological characteristics of the product] / Feofanov A.N., Shohrina N.V., Grishina T.N.// Vestnik MGTU « Stankin» №4 (35) (0,463) [in Russian]
- Prokof’ev A.N., Leksikov V.P. Tehnologicheskoe obespechenie prochnosti i iznosostojkosti rez’bovyh soedinenij [Technological security of durability and wear resistance of threaded joints] // Mashinostroenie i tehnosfera XXI veka: Sbornik tr. XIV mezhdunar. nauch.-tehn.konf. [Mechanical Engineering and Technosphere of the XXI century: Proceedings of the XIV International Scientific and Technical Conference], – Donetsk, – 2007. – v.2 – P. 210–214 [in Russian]
- GOST 27284-87. Kalibry. Terminy i opredelenija [Gauge. Terms and definions] . – Vved. 1988–01–01. – M. : Izd-vo standartov, 2001. – 6 p. [in Russian]
- Rybakov A.V., Evdokimov S.A., Krasnov A.A. Sozdanie sistemy avtomatizirovannoj podderzhki informacionnyh reshenij pri proektirovanii tehnologicheskoj osnastki [Creation of automated information solutions supporting system for the design of industrial equipment] / Rybakov A.V., Evdokimov S.A., Krasnov A.A. – M.: FGBOU VPO MGTU «STANKIN», 2013 – 162 p. [in Russian]
- Radkevich Ja.M., Shirtladze A.G., Laktionov B.I. Metrologija, Standartizacija i Sertifikacija. [Metrology, Standardization and Certification.] // Moskva: Moskovskij Gosudarstvennyj Gornyj Universitet., 2013 – 788 p. [in Russian]
- Prokof’ev A.N. Tehnologicheskoe obespechenie i povyshenie kachestva rez’bovyh soedinenij [Technological maintenance and improvement quality threaded connections] : dis. … of PhD in Engineering: 05.02.08: defense of the thesis: 01.07.08 / Prokof’ev Aleksandr Nikolaevich – Brjansk: Brjanskij gosudarstvennyj tehnicheskij universitet, 2008. – 392 p. [in Russian]
- Prokof’ev A.N. Tehnologicheskoe povyshenie kachestva rez’bovyh soedinenij [Technology to improve the quality of threaded joints] // Povyshenie kachestva mashin, tehnologicheskoj osnastki i instrumentov [Improving the quality of machines, tooling and tools] : Sb. nauch. tr., Brjansk, BGTU, 1999. – P.7 – 8. [in Russian]
research-journal.org
Немного о резьбах и методах их проверки
Резьба – это чередующиеся винтовые канавки и выступы постоянного сечения (нарезка), образованные на поверхности детали. Контур сечения канавок и выступов в плоскости, проходящей через её ось, называется профилем резьбы. По этому признаку различают треугольные, трапецеидальные, упорные, круглые, прямоугольные и другие резьбы. В зависимости от формы поверхности, на которой образована винтовая нарезка, резьбы бывают цилиндрические и конические (наружные и внутренние), а в зависимости от направления винтового движения резьбового контура — правые и левые; по числу заходов (ниток нарезки) различают резьбы однозаходные и многозаходные (двухзаходные, трёхзаходные и т. д.).
Треугольные резьбы относятся к группе крепёжных и разделяются на метрическую (наиболее распространена) и дюймовую, используют главным образом в разъёмных соединениях деталей машин, т. к. они обеспечивают прочность и сохранение плотности стыка при длительной эксплуатации.
В группу так называемых, кинематических резьб входят трапецеидальная резьба, которая в передачах винт — гайка служит для преобразования вращательного движения в поступательное при наименьшем трении (ходовые винты станков, винты столов измерительных приборов и т. п.), и упорная резьба, которая служит для преобразования вращательного движения в прямолинейное, например в прессах и домкратах, а также применяется при больших односторонних нагрузках, например в соединениях колонн прессов с поперечинами и т. п.
Трубные резьбы используют в трубопроводах и арматуре разнообразного назначения для обеспечения герметичности соединений.
Основные параметры резьбы (общие для наружной и внутренней): наружный диаметр d (или D для гаек), внутренний d1(D1)и средний d2(D2), шаг Р, угол профиля a, углы наклона боковых сторон профиля b и g, которые для резьб с симметричным профилем равны половине угла профиля a/2, угол подъёма резьбы, высота профиля H, рабочая высота профиля h2, длина свинчивания резьбы (см. на чертеже для метрической резьбы).
Резьбоизмерительные инструменты
Различают резьбоизмерительные инструменты для комплексного контроля и для измерения отдельных параметров наружной и внутренней цилиндрической и конической резьб (см. выше).
К средствам комплексного контроля, используемым при приёмке готовых деталей, относятся проходные и непроходные калибры, с помощью которых определяют, находятся ли в допускаемых пределах размеры сопрягаемых винтовых поверхностей (болт и гайка) на длине свинчивания. Проходным калибром, который должен при проверке свинчиваться, контролируют так называемый приведённый средний диаметр (искусственно созданный контрольный параметр), обеспечивающий сопряжение резьбового соединения. Для комплексного контроля пользуются также индикаторными резьбоизмерительными инструментами.
Р. и., предназначенные для измерения отдельных параметров наружной резьбы — среднего диаметра, профиля и шага, используют при определении точности технологического процесса или для оценки эксплуатационных свойств специальных точных резьбовых деталей (ходовых винтов, винтов микрометров, резьбовых калибров и т. п.). Для измерения среднего диаметра применяют микрометры со вставками, имеющими резьбовой профиль.
Один из способов определения среднего диаметра точной резьбы — измерение с помощью проволочек (роликов), которые закладывают между витками резьбы и каким-либо измерительным средством — оптиметром, микрометром и др. Определяют размер по высоте, на которую выступают проволочки над наружным диаметром резьбы. Пользуются также специальными приспособлениями с тремя, двумя или одной проволочкой, а при измерении среднего диаметра внутренней резьбы — нутромерами специальной конструкции или приборами со сменными сферическими наконечниками.
Измерение профиля резьбы в деталях с относительно крупным шагом (ходовые винты, червяки) производят приборами, измерительный узел которых разворачивается на угол профиля резьбы, и наконечник перемещается вдоль её боковой поверхности. Иногда для этой цели пользуются угломерами специальной конструкции. Шаг резьбы обычно определяют в осевом сечении на инструментальных и универсальных микроскопах и проекторах.
Калибр
(франц. Calibre – измерительный), бесшкальный измерительный инструмент, предназначенный для контроля размеров, формы и взаимного расположения частей изделий. Контроль состоит в сравнении размера изделия с калибром по вхождению или степени прилегания их поверхностей. Такое сравнение позволяет рассортировывать изделия на годные (размер находится в пределах допуска) и бракованные с возможным исправлением или неисправимые.
Наиболее распространены предельные калибры.: проходные, выполненные по наименьшему предельному размеру отверстия или наибольшему размеру вала и входящие в годные изделия, и непроходные, выполненные по наибольшему размеру отверстия или наименьшему размеру вала и не входящие в годные изделия.
По назначению различают калибры.: рабочие — для проверки изделий на предприятии-изготовителе и контрольные — для проверки или регулировки рабочих калибров.
Достоинства калибров – простота конструкции, возможность комплексного контроля изделий сложной формы.
Недостатки – малая универсальность, невозможность определить действительные отклонения размеров.
Применение калибров в машиностроении сокращается за счёт внедрения универсальных средств измерения, механизированных и автоматических приборов.
Это были выдержки из Большой Советской Энциклопедии издание третье от 1969-1978гг. С тех пор прошло более тридцати лет, но «внедрение универсальных средств измерения, механизированных и автоматических приборов» до сих пор не вытеснило калибры из отраслей массового производства, где невозможно контролировать каждую железку выше обозначенными резьбоизмерительными инструментами. Применение калибров является самым массовым средством контроля не только у нас, но и во всем мире, на ближайшие еще лет сто.
www.itotulamash.ru
4.6. Контроль и измерение резьбы [50, 35]
Точность резьбы можно контролировать дифференцированным(контроль каждого параметра в отдельности) икомплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности (среднего диаметра, шага и угла профиля) трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т. п. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например, о приведенном среднем диаметре резьбы. Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами.
4.6.1. Контроль резьбы калибрами
В систему калибров входят рабочие гладкие и резьбовые проходные (Р-ПР) и непроходные (Р-НЕ) калибры, а также контркалибры (КПР-ПР, КНЕ-ПР, У-ПР, КНЕ-НЕ, КИ-НЕ, У-НЕ) для проверки и регулирования (установки) рабочих резьбовых скоб и колец.
Свинчиваемость рабочего резьбового проходного калибра с резьбой или вхождение на нее скобы означает, что приведенный средний, наименьший внутренний для болта и наибольший наружный для гайки диаметры не выходят за проходные предельные значения. Непроходными резьбовыми калибрами контролируют только собственно средний диаметр резьбы — в случае годности резьбы они не должны свинчиваться с проверяемой резьбой более, чем на два оборота.
Резьбу гаек проверяют с помощью предельных резьбовых калибров — пробок, резьбу болтов — жесткими или регулируемыми резьбовыми кольцами или скобами.
Проходные резьбовые калибры (ПР) имеют полный профиль и длину свинчивания. Они являются как бы прототипами сопрягаемых деталей. Ими контролируют приведенный средний диаметр и одновременно наибольший внутренний диаметр наружной резьбы и наименьший наружный диаметр внутренней резьбы. Непроходные резьбовые калибры (НЕ) имеют укороченный профиль и служат для проверки собственно среднего диаметра резьбы – наименьшего для болта и наибольшего для гайки.
Наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы контролируют гладкими калибрами или универсальными средствами измерений.
Резьбовые и гладкие калибрыдля метрической резьбы цилиндрической и конической, трубной цилиндрической, соединяемой с трубной конической, изготовляются по ГОСТу 24939 – 81.
И знос
калибра-кольца контролируется контрольным
калибром-пробкой К-И. Калибр-скоба Р-ПР
устанавливается по контркалибру-пробке
У-ПР, а Р-НЕ – по контркалибру-пробке
У-НЕ.
знос
калибра-кольца контролируется контрольным
калибром-пробкой К-И. Калибр-скоба Р-ПР
устанавливается по контркалибру-пробке
У-ПР, а Р-НЕ – по контркалибру-пробке
У-НЕ.
а)б)
Рис. 4.43. Схемы полей допусков резьбовых калибров
Допуски резьбовых калибров.Расположение полей допусков среднего диаметра калибров для контроля наружной резьбы показано на рис. 4.43,а,внутренней — на рис. 4.43,б. Допуски и величины, определяющие положение полей допусков и предел износа калибров, регламентируются по ГОСТу 24997 – 81. Допуски всех контркалибров, приведенных на рис. 2.43, одинаковы и равны ТСР.
Обозначения: ТPL– допуск наружного и среднего диаметра резьбового проходного и непроходного калибров-пробок; ТR– допуск внутреннего и среднего диаметра резьбового проходного и непроходного калибров-колец; WGO– величина среднедопустимого износа резьбовых проходных калибров-пробок и калибров-колец; WNG– величина среднедопустимого износа резьбовых непроходных калибров-пробок и калибров-колец; F1– расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы; ZPL– расстояние от середины поля допуска ТPрезьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы; ZR– расстояние от середины поля допуска TR резьбового проходного калибра до верхнего предела среднего диаметра наружной резьбы.
studfiles.net
Контроль калибрами резьбовых соединений – Энциклопедия по машиностроению XXL
Контроль калибрами резьбовых соединений [c.228]Общие положения. Контроль деталей резьбовых соединений с помощью резьбовых калибров наиболее распространен в практике машиностроения. Проверка деталей с наружной или внутренней резьбой правильно изготовленными проходными (комплексными) и непроходными (элементными) калибрами гарантирует получение изделий, размеры которых будут находиться в заданных пределах. [c.616]
Свинчиваемость проверяемых только предельными калибрами резьбовых соединений гарантируется в том случае, если фактические длины свинчиваемых изделий не превышают длины используемых при контроле калибров более чем на 25%. [c.767]
На рис. 2.28 представлена схема, характеризующая номенклатуру и назначение калибров, входящих в комплект для проверки деталей резьбового соединения и обеспечивающих контроль всех геометрических параметров, на которые установлены допуски. В двойную рамку заключены калибры, имеющие полный профиль, остальные калибры выполняются с укороченным профилем. В кружки по- [c.90]
В единичном производстве широко распространен метод окончательной проверки резьбового соединения путем свинчивания деталей. Такую проверку свинчиванием следует рекомендовать и при изготовлении резьбы диаметром меньше 200 мм, если длина внутренней резьбы значительно превышает ее диаметр, иначе возможны случаи, когда вследствие накопленной ошибки в шаге, не замеченной при контроле резьбы проходными калибрами нормальной длины, при сборке детали могут не свинчиваться. [c.446]
Приведены стандартные длины свинчивания, с учетом которых должны назначаться длины стандартных резьбовых калибров. Свинчиваемость резьбовых соединений с допусками по ГОСТу 10177 — 62, проверяемых только предельными калибрами, гарантируется, если фактические длины свинчивания изделий не превышают длины используемых при контроле калибров более чем на 25%. [c.532]
При контроле тех же винтов на проекторе погрешность измерения не превышает 25%. Из сказанного следует, что точность и надежность контроля резьбы на проекторе в сравнении с калибрами значительно выше, при этом резко сокращается производственный брак и повышается уровень взаимозаменяемости резьбовых соединений [c.152]
Свинчиваемость проверяемых предельными калибрами упорных резьбовых соединений с допусками по ГОСТ 10177—62 гарантируется при условии, что фактические длины свинчиваемых изделий не превышают длины используемых при контроле калибров более чем на 25%. В ГОСТ 10177—62 имеются стандартные длины свинчивания, с учетом которых назначаются длины проходных резьбовых калибров. [c.440]
Резьбовые калибры-пробки и калибры-кольца (рис. 47) применяют соответственно для контроля внутренних и наружных резьб. Резьбовые калибры-пробки имеют проходную сторону 1 и непроходную сторону 2. Резьбовые калибры-кольца состоят из проходного кольца 4 и непроходного кольца 3. Проходные калибры имеют полный профиль и являются как бы прототипом детали резьбового соединения. Резьбу непроходных пробок и колец делают укороченной до 2—>3 витков. [c.54]
Для обеспечения взаимозаменяемости резьбовых соединений деталей из пластмасс необходим комплексный метод контроля всех основных параметров резьбы — среднего диаметра, шага, угла профиля. Резьбу проверяют на свинчивание предельными резьбовыми калибрами. [c.88]
Многие стандарты отраслевые (ОСТ) и предприятий (СТП) составляются на основе ГОСТ и имеют целью уменьшить количество параметров и норм (например, типоразмеров, классов точности, методов контроля и т. п.), предусмотренных в ГОСТах и распространить те из них, которые наиболее применимы в условиях данной отрасли промышленности или одного предприятия. Это приводит к упрощению и удешевлению производственных процессов, так как сокращает число вариантов или типоразмеров, допустимых по ГОСТ. Так на одном из заводов до разработки и внедрения стандарта предприятия применялось 76 типоразмеров резьбовых соединений (разные номинальные диаметры и шаги, несколько классов точности). После изучения применяемости всех резьбовых соединений в СТП было включено только 36 типоразмеров резьб, что значительно сократило технологическую оснастку (количество метчиков, плашек, сверл, калибров и др.), облегчило и удешевило производство. [c.13]
Слесари нарезают резьбу метчиками и плашками, поэтому им следует рассказать лишь о принципе, по которому назначаются допуски на детали резьбовых соединений, классах точности, посадках и комплексных методах контроля (для слесарей-инструментальщиков, имеющих дело с точными резьбами, следует указать также дифференцированные методы контроля резьбы, а также допуски резьбовых калибров, увязав эти вопросы с курсом инструментального дела). [c.275]
Приведены стандартные длины свинчивания, о учетом которых должны назначаться длины стандартных резьбовых калибров. Свинчиваемость резьбовых соединений, проверяемых только предельными калибрами гарантируется, если фактические длины свинчивания не превышают длины используемых при контроле калибров более чем на 25%. Если фактические длины свинчивания будут существенно больше указанных в таблице, необходимо назначить специальные допуски на элементы резьбы ила же использовать калибры о увеличенной длиной. [c.748]
Под геометрической точностью понимают точность геометрического параметра, функционально не связанную с какими-либо независимыми переменными и установленную при отсутствии влияния каких-либо внешних сил, искажающих геометрию поверхности. Геометрическая точность ограничивает только предельные значения рассматриваемых параметров вне их функциональной связи с какими-либо независимыми переменными. Такому определению геометрической точности отвечает система допусков на различные виды соединений гладкие цилиндрические, резьбовые и другие, не являющиеся кинематическими парами. В этих соединениях ограничиваются предельные величины зазоров и натягов и не интересует закономерность их изменения по длине сопряжения. При этом контроль соединяемых деталей обычно производят с помощью калибров, являющихся прототипами сопрягаемой детали и контролирующих соблюдение продольных контуров (размеров) на длине сопряжения. [c.58]
Автоматическое устройство для контроля резьбы винтов МЗ-М8. Из бункера винты поступают в магазин 4 (см. фиг. 187), из которого отсекателем 5 каждый винт перемещается к фиксатору 2. Затем ползун 1 с измерительной плашкой 3 опускается вниз и, захватывая винт, прокатывает его на другой измерительной плашке 6, соединенной штоком 7 с электроконтактным датчиком 8. В зависимости от размера среднего диаметра резьбы винта плашка 6 через шток 7 замкнет один из контактов датчика S, который подает команду через электронное реле сортирующему устройству. Винты сортируются на 3 группы годные, брак (+) и брак (—). Автомат налаживается по двум предельным резьбовым калибрам. Производительность автомата 3500 винтов в час. [c.189]
Натяг принимается порядка 0,1—0,15 мм. Головка имеет хвостовик, на наружной поверхности которого выполнены посадочные поверхности Б для соединения со стеблем. У головок диаметром до 90 мм резьба прямоугольного профиля двухзаходная, а у головок большего диаметра — трехзаходная. На переднем торце головки выполнено отверстие А, соосное с осью головки и имеющее резьбовой участок. В это отверстие с помощью рукоятки 1 вворачивают центрирующий палец 3 (рис. 11.2) прибора для контроля точности настройки резца на требуемый диаметр головки. На палец надет с возможностью поворота вокруг оси пальца корпус 8 прибора с пазом типа ласточкина хвоста для установки ползуна 7. В стойку на ползуне установлен индикатор 5, закрепляемый винтом 4. После настройки положения индикатора в направлении оси головки ползун стопорится винтом 6. В процессе настройки резца на диаметр корпус прибора с индикатором поворачивается относительно оси пальца, соприкасаясь измерительным наконечником индикатора поочередно с калибрующей кромкой резца и поверхностью направляющих первого ряда. Выбор люфта в месте проворота корпуса 8 вокруг пальца 3 осуществляется винтом 2. Настройка заканчивается при одинаковых показаниях индикатора или с превышением резца над направляющими на 0,05—0,08 мм. [c.241]
При конструировании предельных калибров для гладких, резьбовых и других деталей нужно выполнять принцип подобия (принцип Тейлора), согласно которому проходные калибры по своей форме должны явиться прототипом сопрягаемой детали с длиной, равной длине соединения (т. е. для валов иметь форму колец), и контролировать размеры по всей длине соединения с учетом погрешностей формы деталей. Непроходные калибры должны иметь малую измерительную длину и контакт, приближающийся к точечному, для того, чтобы проверять только собственно размер детали (что достигается при контроле отверстий, например, штихмасами). Предельные калибры дают возможность контролировать одновременно все связанные размеры и отклонения формы детали и проверять, находятся ли отклонения размеров и формы поверхностей деталей в поле допуска. Таким образом, изделие считается годным, когда погрешности размера, формы и расположения поверхностей находятся в поле допуска (см. истолкование предельных размеров в 2 гл. 3). [c.193]
Принцип конструирования калибров. При конструировании предельных калибров для гладких, резьбовых и других деталей должен выполняться принцип подобия (принцип Тейлора), согласно которому проходные калибры по своей форме должны являться прототипом сопрягаемой детали с длиной, равной длине соединения (для контроля поверхности по всей длине). Непроходные калибры должны иметь малую измерительную длину и контакт, приближающийся к точечному, для того чтобы проверять только собственно размер детали. Предельные калибры дают возможность контролировать одновременно все связанные друг с другом размеры и отклонения формы детали и проверять, находятся ли отклонения размеров, формы и расположения поверхностей деталей в поле суммарного допуска. [c.218]
На рис. 2.29 изображена схема, на которой представлено расположение полей допускав всех калибров, используемых для контроля резьбового соединения М8—7Н 7е6е. Вертикальной штриховкой отмечены зоны допустимого износа рабочих поверхностей калибров рядом с полями допусков помещены номера калибров в соответствии с ГОСТ 24939—81 (СТ СЭВ 1921—79) и табл. 2.26. В ГОСТ 24939—81 приводятся также схематические изображения калибров разных видов. Конструкция и основные размеры калибров для метрической резьбы устанавливаются ГОСТ 17756 — 72 —ГОСТ 17767 — 72. ГОСТ 24997—81 (СТ СЭВ 2647—80) регламентирует допуски рабочих поверхностей калибров для метрической резьбы, профиль резьбы проходных и непроходных калибров, длину рабочей части, формулы для расчета размеров резьбовых гладких калибров. [c.90]
Свинчиваемость резьбовых соединений с допусками по ГОСТу 9253—59 гарантируется при условии, если длина свинчивания изделий превышает длины стандартных калибров (по ГСХИТу 1774—60) не более чем на 25%. При фльшей длине свинчивания изделий для обеспечения собираемости резьбовых сопряжений контроль необходимо осуществлять специальными удлиненными калибрами. [c.494]
Схема г. Основным преимуществом измерения приведенного среднего диаметра наружной резьбы по этой схеме следует считать подобие калибра, состоящего из двух полуколец, сопряженной детали — гайке. Это дает возможность приблизить процесс измерения к условиям свинчивания реальных резьбовых соединений. Недостатки сх емы невозможность выявления погрещности формы, трудность точного измерения резьбовых полуколец, больщое измерительное усилие. Эта схема была использована в автомате для контроля резьбы, разработанном Бюро взаимозаменяемости. [c.211]
Контроль резьбовых соединений может осуществляться как универсальными инструментами (резьбовыми микрометрами и штихмасамн), так и жесткими калибрами. Резьбы наружные могут проверяться с помощью оптических измерительных приборов. Наиболее распространены [c.320]
Контроль, обеспечивающий взаимозаменяемость резьбовых деталей и нормальную их свинчи-ваемость, производится предельными резьбовыми калибрами и резьбовыми скобами. На рис. 192 показаны резьбовой калибр для контроля внутренней резьбы, у которого имеется проходная сторона 7 и непроходная сторона 2, и резьбовой калибр-кольцо для контроля наружной резьбы, у которого имеется проходное кольцо 4 и непроходное 3. Проходные калибры имеют полный профиль и являются как бы прототипом детали резьбового соединения. Непроходные калибры контролируют только средний диаметр и имеют укороченный профиль, уменьшенную высоту нитки и уменьшенное число витков (обычно 2—3,5 витка). [c.248]
Комплексную оценку правильности выполненной резьбы производят (рис. 10.29, о—г) резьбовыми калибрами. Их разделяют на проходные, которые имеют полный профиль резьбы и являются как бы прототипом детали с резьбовым соединением, и непроходные, контратирующие только средний диаметр и имеющие укороченный профиль. Перед контролем проверяемые детали необходимо очистить от стружки и грязи. С калибрами следует обращаться осторожно, чтобы на рабочей резьбовой поверхности не появились забоины и царапины. [c.115]
Контролу резьб калибрами применяется только для тех резьбов лх соединений, допуск среднего диаметра которых является суммарным допуском. Остальные резьбы контролируются дифференцированным методом, т. е. проверяется каждый элемент резьбы ц, отдельности. Проверка резьбы калибрами заключается в одновременном -контроле нескольких элементов профиля. Она основана на сравнении действительного профиля резьбы детали с предписанными пределами. Для контроля резьбы в этом случае используют резьбовые предельные калибры, которые имеют проходной и непро-ходноД размеры. [c.228]
mash-xxl.info
Проходные резьбовые калибры-кольца применяются для контроля наружной резьбы в качестве проходной стороны калибра; непроходные резьбовые калибры-кольц
Проходные резьбовые калибры-кольца применяются для контроля наружной резьбы в качестве проходной стороны калибра; непроходные резьбовые калибры-кольц
Проходные резьбовые калибры-кольца применяются для контроля наружной резьбы в качестве проходной стороны калибра; непроходные резьбовые калибры-кольца – в качестве непроходной стороны калибра. Для контроля степени износа резьбовые калибры-кольца должны регулярно проверяться при помощи резьбовых калибров-пробок. Для контроля резьбовых калибров-колец, особенно новых, должны использоваться контрольные проходные и непроходные калибры-пробки (или т. н. поверочные калибры-пробки). При этом наружный диаметр наружной резьбы (d), как правило, контролируется при помощи гладких проходных и непроходных калибров-колец, либо проходных и непроходных калибров-скоб. 6.5 Thread gauges for external threads and smooth gauges for thread major diameters A go thread ring gauge is used for gauging the external thread for the go side, a no-go thread ring gauge for the no-go side. The thread ring gauges should be monitored regularly with thread wear check plug gauges. Check go and no-go plug gauges (check plug gauges) are used for testing, especially with new ring gauges. The major diameter of thread d is tested with smooth go and no-go ring gauges or go and no-go snap gauges. G-GUT-LR Проходные резьбовые калибры-кольца Проходной калибр-кольцо проверяет т.н. диаметр свинчивания (приведённый средний диаметр) наружной резьбы на установленной длине свинчивания. Т.е. он контролирует наибольшее значение среднего диаметра ), а также возможные отклонения по шагу и углу наклона стороны профиля изготовленной наружной резьбы. Одновременно, он проверяет наибольший внутренний диаметр наружной резьбы, т.е. сформирована ли достаточная длина прямой части боковой поверхности профиля наружной резьбы, и что радиус (кривая) у дна впадины наружной резьбы не превышает предел, установленный для рабочего профиля резьбы. При этом сам радиус (кривая) у дна впадины, также как и наружный диаметр наружной резьбы не контролируются. Резьбовой проходной калибр-кольцо должен навинчиваться рукой на всю длину контролируемой наружной резьбы, при этом не требуется прилагать особые усилия. Резьбовой проходной калибр-кольцо в процессе эксплуатации может подвергаться достаточно сильному износу и поэтому требует регулярной проверки степени его износа при помощи резьбовых калибров-пробок. Следует отметить, что длина резьбовой части калибра-кольца составляет не менее 80% от длины свинчивания, рекомендуемой (стандартом) для контролируемого размера резьбы. Размеры проходных резьбовых калибров-колец определяются стандартом DIN 2285. В стандартном исполнении проходной резьбовой калибр-кольцо выпускается без канавок, поскольку наружная резьба гораздо легче очищается перед проверкой калибром, нежели внутренняя. Go thread ring gauge The go thread ring gauge checks the so-called “mating size” of the external thread and the screwing-on capability. In doing so, it checks the largest dimension of the external thread pitch diameter d2 including certain form deviations in the thread, e.g. pitch and thread profile angle d eviations. It also checks whether the straight flank piece is long enough, i.e. that the curve on the external thread root does not extend too far into the profile flank. The root curve itself is not checked. The major diameter is also not checked by this gauge. It must be possible to screw on the go thread ring gauge by hand along the full length of the workpiece thread without the use of particular force. The go thread ring gauge is subject to greater wear and should be checked at regular intervals with the wear check plug gauge. It should be noted that the thread length is not less than 80% of the thread engagement length of the workpiece thread. Dimensions of the go thread ring gauges acc. DIN 2285. Go thread ring gauges in the standard version are made without dirt flute (external threads are easier to clean than internal threads prior to gauging). G-AUS-LR Непроходные резьбовые калибры-кольца Непроходной резьбовой калибр-кольцо проверяет не имеет ли фактический средний диаметр (приведённый средний диаметр) контролируемой наружной резьбы значение ниже минимально установленного стандартом. При этом наружный и внутренний диаметр наружной резьбы не контролируются. Резьбовой непроходной калибр-кольцо не должен навинчиваться рукой на контролируемую наружную резьбу (с обеих сторон) более чем на 2 нитки, при этом не требуется прилагать особые усилия. Два полных оборота определяются непосредственно по калибру-кольцу при его свинчивании с контролируемой резьбы. Резьбовой непроходной калибр-кольцо требует регулярной проверки степе ни его износа при помощи резьбовых калибров-пробок. Длина резьбовой части непроходного резьбового калибра-кольца составляет минимум 3 нитки. При этом профиль резьбы имеет усеч ённую верш ину. Непроходные резьбовые калибры-кольца, как правило, маркируются кольцом красного цвета. Размеры резьбовых калибров-колец выполняются в соответствии с DIN 2299. No-go thread ring gauge The no-go thread ring gauge is designed to check whether the actual pitch diameter of the workpiece external thread falls below the prescribed smallest size. The external thread major and minor diameter are not tested here. It must not be possible to screw the no-go thread ring gauge onto the workpiece thread (from both sides) by hand for more than two threads without the use of particular force. The two revolutions are determined on screwing off the ring gauge. The no-go thread ring gauge must be monitored regularly with the wear check plug gauge. The no-go thread ring gauge has a thread length of at least three threads. The thread profile has a truncated crest. The ring gauges have a red marking. Dimensions acc. DIN 2299. 146 Emuge Резьбовые калибры Thread guages 6.5 Резьбовые калибры и гладкие калибры для контроля наружной резьбы и её наружного диаметра
lab2u.ru