Конус iso 40 размеры: ISO 40 KEMMLER DIN 69871
alexxlab | 31.01.2023 | 0 | Разное
Особенности фрезерной оснастки с конусами 7:24 ISO
Конус 7:24 (он же конус ISO) используется как на универсальных станках с ручной сменой инструмента, так и на станках с ЧПУ с автоматической сменой инструмента. Он лишён недостатков, характерных для конуса «предыдущего поколения».
Около ста лет назад изобрели замену старейшему интерфейсу шпинделя – конусу Морзе. Конус с конусностью 7:24, называемый также конусом ISO, был главным образом предназначен для станков с ЧПУ, оснащенных узлом для автоматической смены инструмента.
Этот тип конуса лишён недостатков, характерных для конуса Морзе. Из-за самозаклинивания, присущего конусу Морзе, возникала проблема для автоматической установки в шпиндель станка. Конус 7:24 также обладает большей площадью осевого упора, которая влияет на точность установки инструмента. Кроме того, с помощью конуса ISO происходит центрирование оправки шпинделя фрезерного станка.
Закрепление фрезерной оснастки на шпинделе станка происходит благодаря резьбе на узком конце конуса.
Определяем размер конуса фрезерной оснастки
Размерность конусной части обозначается цифрой от 10 до 80 после наименования стандарта, о которых пойдет речь ниже. Сначала разберёмся с размерами.
Первый способ
Чтобы понять типоразмер конуса, вы должны измерить максимальный диаметр конуса. Самые типовые размеры мы указали в таблице ниже.
|
№ конуса |
D, мм |
|
30 |
31,75 |
| 40 |
44,45 |
|
50 |
69,85 |
ISO 30 обычно применяется на небольших станках, ISO 40 – самый распространённый конус, который используется на средних станках, ISO 50 – соответственно на крупных.
Конечно, помимо данных типоразмеров конусов есть и другие, в том числе промежуточные – 35, 45 и т.п. Но перечисленные выше типоразмеры являются самыми популярными, и все производители оснастки выпускают их в серийном исполнении, что нельзя сказать о других размерах.
Второй способ
Определить размер метрического конуса можно также по внутренней резьбе. Для конуса 30 размера характерна резьба M12, для ISO 40 – M16, а для ISO 50 – M24. Передача крутящего момента осуществляется через пазы во фланце.
3 основных стандарта фрезерной оснастки с конусностью 7:24
1. SK (у некоторых производителей – DAT, AT)
-
Описывается следующими стандартами: немецким DIN 69871, международным ISO 7388/1, российским ГОСТ 25827-2.
-
Подходит для станков ЧПУ (выпущенных преимущественно в Европе) с автоматической сменой инструмента.

-
Два паза на фланце оправки, паз вырезан полностью на всю ширину фланца.
-
Визуально два кольца на фланце одинаковой ширины.
2. BT (у некоторых производителей – JIS)
- Описан японскими стандартами MAS 403 BT и JIS B 6339.
-
Используется на ЧПУ-станках (преимущественно азиатских) с автоматической сменой инструмента.
-
Из-за распространения азиатского оборудования в России, отечественные производители также производят оснастку типоразмеров по данному стандарту, хотя аналога среди отечественных стандартов нет.
-
Два паза на фланце оправки, паз вырезан не до конца фланца.
-
Визуально верхнее кольцо на фланце шире, чем нижнее.
3.
 NT
NT
-
Описывается следующими стандартами: немецким DIN 2080, международным ISO 7388/2, российским ГОСТ 25827-1.
-
Применяется на универсальном оборудовании, а вот на станках с ЧПУ – не подойдёт, т.к. предусмотрена только ручная смена оснастки.
-
Два паза на фланце оправки.
-
Визуально одно кольцо на фланце и удлиненная резьбовая часть в виде цилиндра.
-
Некоторые модели могут закрепляться в станке как на внутреннюю резьбу, так и за внешние выступы удлиненной части оправки.
-
Под каждый вид оснастки используется свой штревель (винт) для фиксации и удержания в станке во время обработки.
-
Национальные стандарты других стран, например, американские ANSI B5.
 18 с обозначением конуса как NMTB и NST, ANSI B5.50 обозначающийся литерами CAT, CV, или французский NFE 62540 не получили в России широкого распространения.
18 с обозначением конуса как NMTB и NST, ANSI B5.50 обозначающийся литерами CAT, CV, или французский NFE 62540 не получили в России широкого распространения.
Подвод СОЖ
Еще один параметр, помимо типоразмера, который не стоит упускать при выборе фрезерной оправки для вашего станка, – это подача СОЖ.
Бывают оправки, не предусматривающие подачу СОЖ.
Если же у вас предусмотрена подача СОЖ на станке, то её можно осуществлять как через центральное отверстие, так и через фланец. Обратите на этот параметр внимание при выборе оснастки.
Инструментальные оправки DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
- Продукция
- Инструментальные оправки
- DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
Конус DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
DIN ISO 7388-1 (ранее DIN 69871) – традиционный интерфейс для шпинделей фрезерных станков, который отличается исключительно прочной конструкцией. Область применения от точной до тяжелой обработки резанием. Зажим в шпинделе фрезерного станка осуществляется с помощью дополнительного штревеля. Центрирование происходит исключительно по поверхности конуса. В первую очередь cтандарт DIN ISO 7388-1 (ранее DIN 69871) используется для числа оборотов до 12.000 об/мин.
Область применения от точной до тяжелой обработки резанием. Зажим в шпинделе фрезерного станка осуществляется с помощью дополнительного штревеля. Центрирование происходит исключительно по поверхности конуса. В первую очередь cтандарт DIN ISO 7388-1 (ранее DIN 69871) используется для числа оборотов до 12.000 об/мин.
Технические спецификации DIN ISO 7388-1 (ранее DIN 69871)
Конус SK30
- Оправки термообработаны до 60 – 2 HRC
- Предел прочности не менее 950 H/мм2
- Конус c допуском угла конуса AT3
- Угол конуса: 8° 17’50” +4”
- Вкл. отверстие для кодоносителя Ø 10 мм
- Форма ADF: внутренний подвод CОЖ по выбору: через центр (форма AD) и через буртик (форма AF)
| SK30 | D1 | D2 | D3 макс. | D4 | D5 | D6 | L1 | L2 | L3 | L4 мин. | L5 | T | T1 | B1 | B2 | B3 |
| [мм] | 31,75 | 13 | 43 | 50 | – | 10 | 47,8 | 19,1 | 15,9 | 35 | 11,1 | M12 | 4,65 | 16,1 | 16,4 | 19 |
Конус SK40
- Оправки термообработаны до 60 – 2 HRC
- Предел прочности не менее 950 H/мм2
- Конус c допуском угла конуса AT3
- Угол конуса: 8° 17’50” +4”
- Вкл.
 отверстие для кодоносителя Ø 10 мм
отверстие для кодоносителя Ø 10 мм - Форма ADF: внутренний подвод CОЖ по выбору: через центр (форма AD) и через буртик (форма AF)
| SK40 | D1 | D2 | D3 макс. | D4 | D5 | D6 | L1 | L2 | L3 | L4 мин. | L5 | T | T1 | B1 | B3 | |
| [мм] | 44,45 | 17 | 48 | 63,55 | 54 | 10 | 68,4 | 19,1 | 15,9 | 35 | 11,1 | M16 | 4,65 | 16,1 | 22,8 | 25 |
Конус SK50
- Оправки термообработаны до 60 – 2 HRC
- Предел прочности не менее 950 H/мм2
- Конус c допуском угла конуса AT3
- Угол конуса: 8° 17’50” +4”
- Вкл.
 отверстие для кодоносителя Ø 10 мм
отверстие для кодоносителя Ø 10 мм - Форма ADF: внутренний подвод CОЖ по выбору: через центр (форма AD) и через буртик (форма AF)
| SK50 | D1 | D2 | D3 макс. | D4 | D5 | D6 | L1 | L2 | L3 | L4 мин. | L5 | T | T1 | B1 | B2 | B3 |
| [мм] | 69,85 | 25 | 78 | 97,5 | 84 | 10 | 101,75 | 19,1 | 15,9 | 35 | 11,1 | M24 | 4,65 | 25,7 | 35,5 | 37,7 |
Подвод СОЖ DIN ISO 7388-1 (ранее DIN 69871)
Стандартом DIN ISO 7388-1 (ранее DIN 69871) установлены три варианта внутреннего подвода CОЖ:
- Форма A: Отсутствие внутреннего подвода СОЖ
- Форма AD: Центральный подвод СОЖ через штревель.
 Для этого необходим штревель с проходным отверстием
Для этого необходим штревель с проходным отверстием - Форма AF: Боковой подвод СОЖ через соединительный буртик с выемкой для захвата. Для этого необходим штревель с уплотнением.
Инструментальные оправки производства компании Haimer c конусом по стандарту DIN ISO 7388-1 (ранее DIN 69871) изготавливаются в форме AD/AF, если не указано иное.
Если нет ных пожеланий клиента, то оправки поставляются в форме AD. Отверстия на буртике для формы AF в этом случае заглушены с помощью пластиковых дюбелей и стяжных болтов.
Для перехода в форму AF отверстия на буртике должны быть открыты. Для этого натяжной болт надо наполовину вывернуть. Затем болт захватывается клещами и вместе с дюбелем вынимается.
Отверстия могут быть снова закрыты. Для этого есть специальный ремкомплект, состоящий из дюбелей и стяжных болтов.
Внимание! Каждый дюбель одноразового использования!
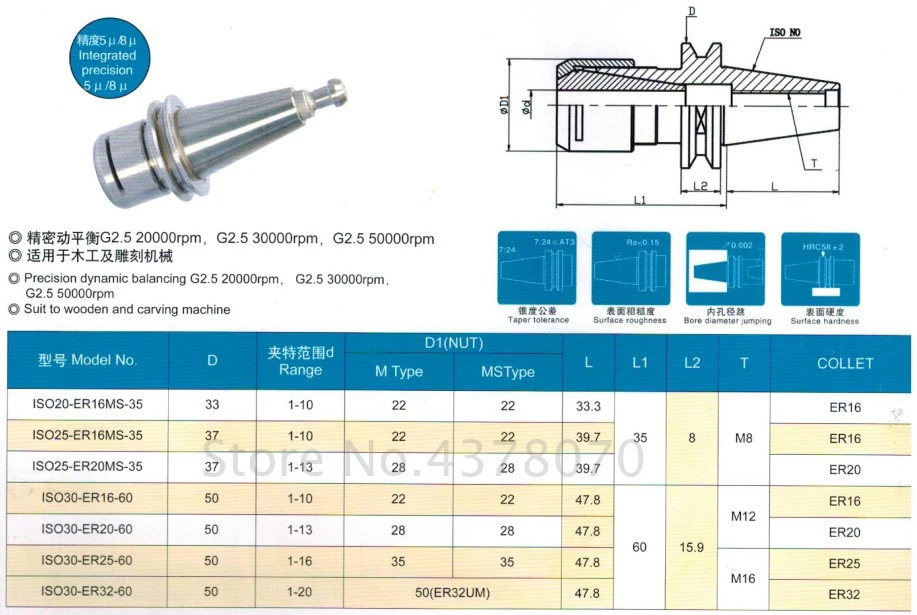
Конус держателя инструмента для шлифовального круга ISO 40 – Intermac, Bimatech и другие – IMS Н/Д Категория: Конические державки ISO 40 Метки: Bimatech, Campagnola & Fedeli, IND Montanari, Intermac, Northwood
| Код | А | Д | л |
|---|---|---|---|
| МВИН109 | 25 | 12 | 23 |
| МВИН110 | 25 | 12 | 14 |
| МВИН111 | 25 | 22 | 20 |
| МВИН122 | 25 | 22 | 34 |
| МВИН112 | 25 | 22 | 39 |
| МВИН123 | 25 | 22 | 47 |
| МВИН113 | 25 | 22 | 80 |
| МВИН113-Б | 25 | 22 | 90 |
| МВИН113-С | 25 | 22 | 100 |
| МВИН114 | 25 | 35 | 20 |
| МВИН124 | 25 | 35 | 34 |
| МВИН115 | 25 | 35 | 39 |
| МВИН125 | 25 | 35 | 47 |
| МВИН116 | 25 | 35 | 80 |
| МВИН117 | 25 | 43 | 170 |
| МВИН118 | 25 | 45 | 45 |
| МВИН119 | 25 | 45 | 100 |
| МВИН120 | 25 | 45 | 170 |
- Описание
- Дополнительная информация
- Отзывы (0)
Описание
[Этот держатель инструмента подходит также для станков Bimatech, Campagnola & Fedeli, IND Montanari, Intermac, Northwood с ЧПУ]
ISO 40 Конус держателя инструмента Intermac позволяет работать с шлифовальными кругами в рабочих центрах с ЧПУ Intermac.
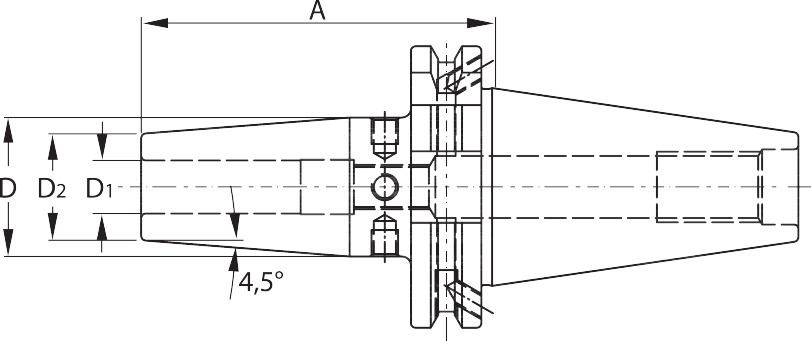
Вместе с фотографиями этого «держателя инструмента для шлифовального круга» у вас также есть фотография технического чертежа .
Чтобы определить держатель инструмента Intermac, используйте технический чертеж и таблицу со всеми кодами моделей. В таблице вы найдете размеры каждой отдельной модели держателя инструмента в этой категории.
Выберите подходящую модель для вашей машины.
При возникновении любых сомнений обращайтесь к нам :
пришлите нам фото (если можно с размерами) держателя инструмента Intermac и модель вашего станка с ЧПУ. Мы окажем вам техническую помощь в поиске подходящего держателя инструмента, не беспокойтесь!
Как и для других типов держателей инструментов, также для Intermac можно выбрать версию «Nichel Treated» и «Stainless Steel».
Свяжитесь с нами любым удобным для вас способом: по электронной почте (
*защищенный адрес электронной почты*), по WhatsApp +39 320 9749150 или по телефону.
Работники станков с ЧПУ Intermac также заинтересованы в:
- Intermac ISO 40 1/2 Конус держателя газового сверла
- Конус держателя цангового патрона Intermac ISO 40 ER
- ВСЕ ДЕРЖАТЕЛИ ДЛЯ ИНСТРУМЕНТОВ INTERMAC ISO 40 С ФИЛЬТРИРОВАНИЕМ
Отзывы (0)
Запросить информацию
Пока нет вопросов. Будьте первым, кто задаст вопрос об этом товаре.
Вам также может понравиться…
Держатели инструментов ASME B5.50 CAT40/CAT50
- Продукты
- Держатели инструмента
- ASME B5.50 CAT40/CAT50
Крутой конус ASME B5.50 CAT40/CAT50
Традиционный интерфейс ASME для шпинделей отличается чрезвычайно прочной конструкцией5. . Область его применения варьируется от чистовой обработки до черновой обработки в тяжелых условиях. Резцедержатель втягивается в фрезерный шпиндель с помощью дополнительной натяжной шпильки. Центрирование осуществляется через конусный контакт. Таким образом, интерфейс с крутым конусом ASME B5.50 в первую очередь подходит для приложений со скоростью вращения шпинделя до 25 000 об/мин.
Таким образом, интерфейс с крутым конусом ASME B5.50 в первую очередь подходит для приложений со скоростью вращения шпинделя до 25 000 об/мин.
Крутой конус CAT40
- Цементируемые держатели 60 – 2 HRC
- Прочность на растяжение в сердцевине не менее 950 Н/мм 2
- Угол конусности 902 AT3 17’50” +4”
- Форма ADB: подача охлаждающей жидкости внутрь через центр (форма AD) и через манжету (форма B)
| CAT40 | Д1 | Д2 | Д3 макс | Д4 | Д5 | Д6 | Л1 | Л2 | Л3 | L4 мин. | Л5 | Т | Т1 | В1 | В2 | В3 |
| [дюйм] | 1,75 | 0,669 | 1,71 | 2,5 | 2,126 | 0,39 | 2,687 | 0,75 | 0,625 | 1,38 | 0,44 | 5/8″ – 11 | 0,18 | 0,646 | 0,89 | 0,984 |
Крутой конус CAT50
- Державки цементируемые 60 – 2 HRC
- Прочность на растяжение в сердцевине не менее 950 Н/мм2
- Конус с допуском AT3
- Угол конуса: 8° 17’50” +4”
- Форма ADB: подача СОЖ внутрь через центр (форма AD) и через манжету (форма B)
| CAT50 | Д1 | Д2 | D3 макс. | Д4 | Д5 | Д6 | Л1 | Л2 | Л3 | L4 мин. | Л5 | Т | Т1 | В1 | В2 | В3 |
| [дюйм] | 2,75 | 1,063 | 2,71 | 3,875 | 3,307 | 0,39 | 4,0 | 0,75 | 0,625 | 1,38 | 0,44 | 1″ – 8 | 0,18 | 1,02 | 1,39 | 1,484 |
Подача СОЖ ASME B5.50
Согласно ASME B5.50 доступны 3 варианта внутренней подачи СОЖ:
- Форма A: без внутренней подачи СОЖ Форма AD: 902 СОЖ 902 через фиксирующую ручку. Требуется ретенционная ручка с центральным отверстием.
- Форма B: Боковая подача СОЖ через манжету. Требуется герметичная удерживающая ручка.
Зажимные устройства HAIMER с конусом по ASME B5.50 выполняются в форме ADB, если не указано иное:
Форма ADB означает: зажимные устройства оснащены отверстиями для формы AD, а также для формы B.