Конус морзе 2 размеры: основные характеристики, размеры и функциональность
alexxlab | 30.09.1991 | 0 | Разное
ГОСТ 15069-75 Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков. Конструкция и размеры
Текст ГОСТ 15069-75 Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков. Конструкция и размеры
УДК 621.914.31-229.324(083.74) Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОПРАВКИ С ЦИЛИНДРИЧЕСКОЙ ЦАПФОЙ И ХВОСТОВИКОМ КОНУС МОРЗЕ ДЛЯ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ Конструкция и размеры
Tool holders with straight guide and Morse taper shank for horisontal milling machines. Design and dimensions
ГОСТ
15069-75
Взамен
ГОСТ 15069—69
Постановлением Государственного комитета стандартов Совета Министров СССР от 30 сентября 1975 г. № 2544 срок действия установлен
с 01.01.77 до 01.01.82
Несоблюдение стандарта преследуется по закону
1. КОНСТРУКЦИЯ И РАЗМЕРЫ ОПРАВОК
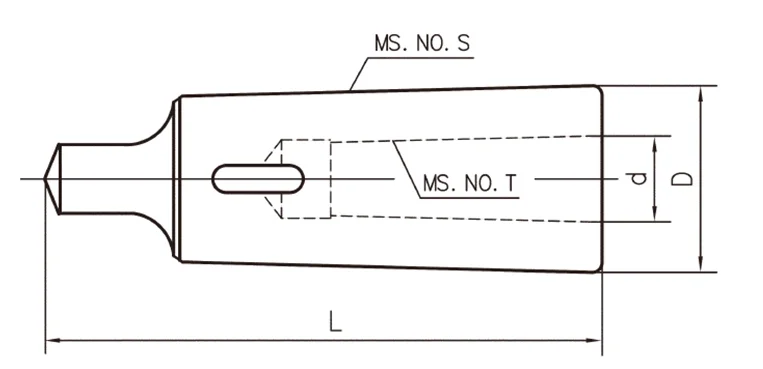
1.1. Конструкция и размеры оправок должны соответствовать указанным на черт. 1 и в табл. 1.
1 и в табл. 1.
Размеры для справок.
/ — корпус; 2 — шпонка; 3 — гайка; 4 — кольцо по ГОСТ 15071—75
Черт. 1
Издание официальное
★
Перепечатка воспрещена
Оболначення оправок | Применяемость | Конус Морзе | d | D | L j | и | 1 | Масел, кг, № | |
6224-0251 | 2 | 13 | 17,780 | 10 | 225 | 85 | 100 | 0,31 | |
6224-0252 | 285 | 140 | 160 | 0,38 | |||||
6224-0253 | 16 | 13 | 315 | 140 | 0,81 | ||||
6224-0254 | 405 | 230 | 250 | 0. | |||||
6224-0255 | 3 | 23,825 | 320 | 140 | 160 | 1,08 | |||
6224-0256 | 22 | 16 | 410 | 230 | 250 | 1,36 | |||
6224-0257 | 475 | 300 | 315 | 1,56 | |||||
6224-0258 | 27 | 20 | 375 | 180 | 200 | 1,65 | |||
6224-0259 | 490 | 300 | 315 | 1,92 | |||||
6-224-0260 | 16 | 13 . | 340 | 140 | 160 | 1,25 | |||
6224-0271 | 430 | 230 | 250 | 1,34 | |||||
6224-0261 | 350 | 140 | 160 | 1,58 | |||||
62124-0262 | 22 | 16 | 440 | 230 | 250 | 1,86 | |||
6224-0263 | 505 | 300 | 315 | 2,06 | |||||
6224-0264 | 4 | 31,267 | 360 | 140 | 160 | 1,90 | |||
6224-0265 | 27 | 20 | 450 | 230 | 250 | : 2,32 | |||
6224-0266 | 520 | 300 | 315 | 2,61 | |||||
6224-0267 | 600 | 380 | 400 | 3,00 | |||||
6224-0268 | 460 | 230 | 250 | 3,00 | |||||
6224-0260 | 32 | 23 | 525 | 300 | 315 | 3,42 | |||
6224-0270 | 610 | 380 | 400 | 3,98 |
 95
95* Допускается применять набор шпонок, равный длине Lи по ГОСТ Примечание, По заказу потребителя оправки должны комплектоваться Пример условного обозначения оправки с конусом
Оправка 6224-0251
1. 2. Маркировать: обозначение оправки и товарный знак пред
2. Маркировать: обозначение оправки и товарный знак пред
Таблица 1
Поз. 1. Корпус Кол. 1 | Поз. 2. Шпонка* | Поз. Гайка | |||||
ГОСТ 15074-75 | ГОСТ 8789- | -68 | ГОСТ 15073—-75 Кол. 1 | ||||
Обозначения | Обозначения | Кол. | Обозначения | Кол. | Обозначения | Кол. | Обозначения |
6224-0251/001 | 7050-0663 | 1 | 6002-0162 | ||||
6024-0252/001 | 7050-0662 | ||||||
6224-0253/001 | 7050-0665 | 2 | — | —. | 6002-0164 | ||
6224-0254/004 | 7050-0666 | ||||||
6224-0255/004 | 7050-0669 | 1 | |||||
6224-0256/001 | 7050-0668 | 2 | 6000-0166 | ||||
6224-0257/001 | 3—6X6X70 | 1 | |||||
0224-0258ДЮ1 | 7050-0652 | 1 | 6002-0168 | ||||
6024-0259/001 | 7050-0656 | — | |||||
6224-0260/004 | 7050-0665 | 2 | 6002-0164 | ||||
6224-0274/001 | 7050-0666 | ||||||
6024-0261/001 | 7050-0669 | 1 | |||||
6224-0262/001 | 7060-0668 | 2 | 6000-0166 | ||||
6224-0263/001 | 3—6X6X70 | 1 | |||||
6224-0264/001 | 7050-0651 | 1 | |||||
6204-0265/001 | 7050-0653 | 6002-0168 | |||||
6224-0266/001 | 7050-0656 | 2 | |||||
6224-0267/001 | 7050-0654 | 7050-0657 | 1 | — | — | ||
6224-0268/001 | 7060-0661 | 1 | |||||
6224-0269/001 | 7050-0675 | 2 | 6002-0170 | ||||
6224-0270/001 | 7050-0671 | 7050-0674 | 1 |
8789—68.
поддерживающими втулками по ГОСТ 15072—75.
Морзе 2, размерами d= 13 мм, L = 225 мм: ГОСТ 15069—75 приятия-изготовителя.
SJL-6905»*
Размеры в мм
Таблица 2
Обозначения корпусов | Конус Морзе | d | 1 | к | В | ii | / | 1. | h | h | h | Масса, кг, ft | |
6224-0291/001 | 2 | 13 | 225 | 85 | 17,780 | 10 | 1112×1,5 | 136 | 36 | 70 | 0,28 | ||
6224-0252/001 | 285 | 140 | 106 | 20 | 0,34 | ||||||||
6224-0253/001 | 16 | 315 | 13 | 202 | 42 | 0,75 | |||||||
6224-0254/001 | i 405 | 230 | М16Х1. | 292 | 0,86 | ||||||||
6224-0255/001 | 320 | 140 | 210 | 10 | 0,98 | ||||||||
ЙЖ/001 | 3 | 22 | 410 | 230 | 23,825 | 16 | 11×2 | 300 | 50 | 25 | 87 | 1,23 | |
6224-0257/001 | 475 | 300 | 365 | 1,42 | |||||||||
6224-0258/001 | 27 | 375 | 180 | 20 | 1 О! X 04 | 264 | 64 | 32 | 1,49 | ||||
6224-0259/001 | 490 | 300 | 379 | 1,72 | |||||||||
6284-0260/091 | 16 | 340 | 140 | 13 | 1116/1,5 | 202 | 42 | 20 | 10 | 1,20 | |||
6224-0271/001 | 430 | 230 | 292 | 12 | 1,27 | ||||||||
6224-0261/001 | 350 | 140 | 210 | 1,48 | |||||||||
6224-0262/001 | 22 | 440 | 230 | 16 | 3120×2 | 300 | 50 | 25 | 1,73 | ||||
5224-0263/001 | 4 | 505 | 300 | 31,267 | 365 | 110 | 1,92 | ||||||
Ю-И/Ю1 | 360 | 140 | 224 | -WW* | Ю | 1,75 | |||||||
8ШВД01 | 27 | 450 | 230 | 314 | 2,14 | ||||||||
6224-0266/001 | 520 | зю | 20 | 1124×2 | 379 464 | 64 | 32 | 2,48 | |||||
6224-0267/001 | 600 | 380 | 2,78 |
 5
5&г;
Upoimme
Размеры в мм
Обозначения корпусов | Конус Морзе | 1 | I | и | Ь | I | 1. | I. | h | 1т | Масса, кг Я | ||
«268/11 | 4 | 32 | 460 | 230 | 31,267 | 23 | Я27Х2 | 318 | 68 | 32 | ПО | 10 | 2,72 |
6224-Ш/Ш1 | 525 | 300 | 383 | J.11 3,62 | |||||||||
6224-0270/001 | 610 | 380 | 468 |
Примечания:
1. Допускается изготовлять оправки с закрытым шпоночным пазом.
2. Допускается шпоночный паз изготовлять сквозным по резьбовой части, глубина которого пе долма касаться поверхности цилиндрической цапфы.
3. Для конца шпоночного паза на расстоянии от торцовой поверхности оправки, в пределах 20-25 мм, размеры и шероховатость поверхностен допускается не контролировать. Другой конец паза не контролируется на длине радиусной части инструмента.
Другой конец паза не контролируется на длине радиусной части инструмента.
Пример условного обозначения корпуса оправки с конусом Морзе 2, размерами Д=13 мм, [=225 мм:
Корпус ШШШ FOCI 1Ш-75
2.2. Размеры концов оправок с конусом Морзе и техническиетребования—по ГОСТ 836-72.
2.3. Размеры шпоночного паза – по стандарту СЭВ CI43-73.
2.4. Конусы Морзе – по ГОСТ 2847-67.
2.5. Резьба – по ГОСТ 9150-59. Допуски резьбы – по ГОСТ 16093-70.
2.6. Проточки и фаски под резьбу – по ГОСТ 10549-63.
2.7. Канавки для выхода шлифовального круга – по ГОСТ 8820-69.
2.8. Параметр шероховатости поверхностен проточек, канавок и фасок по ГОСТ 2789—73 должен быть ]?г<40 мкм.
2.9. Центровое отверстие формы к – по ГОСТ 14034-74.
2.10. Остальные технические требования – по ГОСТ 17166-71,
Изменение № I ГОСТ 15069—75 Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально-фрезерных станков. Конструкция и размеры
Постановлением Государственного комитета СССР по стандартам от 26. 0£.82 876 срок введения установлен
0£.82 876 срок введения установлен
с 01.07.82
Пункт 1.1. Таблица 1. Заменить ссылку: ГОСТ 6789—68 на ГОСТ 23360—78; графа «ГОСТ 23360—78. Обозначения». Заменить цифру: 3 на 2.
Пункт 2.2. Заменить ссылку: ГОСТ 836—72 на ГОСТ 24644—81.
Пункт 2.3. Заменить ссылку: СТ СЭВ 49—73 на ГОСТ 9472—70.
(Продолжение см. стр. 80)
Пункт 2.5, Заменить ссылки: СТ СЭВ 180—75t СТ СЭВ 182—75 на ГОСТ 24705—81; ГОСТ 16098—70 на ГОСТ 16093—81.
Пункт 2.6. Заменить ссылку: ГОСТ 10549—63 на ГОСТ 10549—80.
(ИУС № 6 1982 г.)
Размер конус морзе 2
Для закрепления инструмента на станках в машиностроении широко применяются хвостовики и оправки конической формы, называемой конусом Морзе. Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента.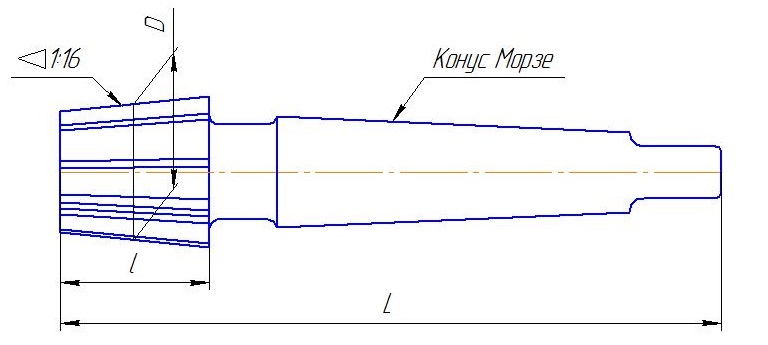 Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.

В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.
Системы обозначения конусов Морзе
В России и странах ближнего зарубежья до сих пор принято классифицировать все виды конусов Морзе согласно советским ГОСТам. В них указаны основные параметры (конусность, длина, диаметры наружного и внутреннего конусов) для каждого вида конусов Морзе.
Даже сейчас, когда во всем мире производство инструмента регламентируется международными стандартами ISO и DIN, обозначения ГОСТ обозначения в нашей стране не потеряли свою актуальность. Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
На данный момент основным документом, регламентирующим обозначения и размеры конусов Морзе является ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры», заменивший устаревший ГОСТ 25557-82. Ниже приведены примеры обозначения конусов Морзе из данного ГОСТ.
Так же существуют госты на отдельные виды инструмента, в которых применена эта конструктивная особенность. Например, ниже приведена таблица обозначений оправок с конусом Морзе для сверлильных патронов (ГОСТ 2682-86).
В соответствие с современными международными стандартами конусы Морзе подразделяются на 8 видов, обозначаемых маркировкой МТ и цифрами от 0 до 7 (например: МТ3), в Германии принята маркировка МК
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок. Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
Ниже приведены основные размеры укороченных конусов Морзе:
Наименование
конуса
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Содержание
Ко́нус инструмента́льный — конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Конус Морзе и метрический конус [ править | править код ]
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году [1] .
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. Morse taper, MT0-MT7 , нем. Morsekegel, MK0-MK7 ) [2] [3] . Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2016 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой и без них. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве некоторых шпинделей есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделях штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Шпиндель обычно делается под один из вариантов фиксации — с лапкой, со штревелем или с фиксацией трением. Поскольку угол конуса меньше чем угол трения, фиксация хвостовика в гнезде может также происходить только за счет сил трения, без использования штревелей и лапок.
Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус [ править | править код ]
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны.
Конструктивных различий между конусом Морзе и метрическим нет.
 75
75- ↑ Отсутствует в ГОСТ 25557-2006
Укороченные конуса Морзе [ править | править код ]
- Медиафайлы на Викискладе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
- B7 — укороченный до 14 мм КМ0.
- B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
- B16, B18 — укороченный до 24 и 32 мм соответственно КМ2.
- B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
- B32 — укороченный до 57 мм КМ4.
- B45 — укороченный до 71 мм КМ5.
Конус 7:24 [ править | править код ]
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты:
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
 Steilkegel ). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
Steilkegel ). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.
Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.
| Конус | D | L | Резьба | DF |
|---|---|---|---|---|
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
HSK, КМ [ править | править код ]
HSK-конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper , полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарты на эти конуса ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
KM — конус, разработанный компанией Kennametal. По сути сходен с HSK, но не получил массового распространения. Конструкция КМ не запатентована.
Capto [ править | править код ]
Конус Capto, разработанный компанией Sandvik Coromant, сегодня продвигается, как аналог HSK премиум-класса.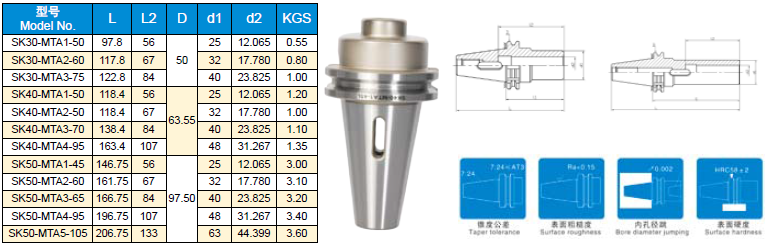 С 2008 года посадка Capto вошла в международный стандарт ISO 26623.
С 2008 года посадка Capto вошла в международный стандарт ISO 26623.
В сечении он представляет собой треугольник со скругленными краями и выгнутыми сторонами. Угол поверхности посадки взят аналогично конусу Морзе. Такая форма не позволяет конусу провернуться в гнезде, обеспечивает необходимое самозаклинивание и повторяемость при разборке-сборке по всем осям. Понятно, что с одной стороны базирование на треугольник более предпочтительно ввиду гораздо большей жесткости передачи. Однако технология изготовления такого конуса несколько сложнее и следовательно дороже для конечного потребителя. При всей своей премиумной цене логически обоснованным является применение Capto для черновой, получерновой обработки.
Главное преимущество посадки Capto по отношению к другим посадкам — жесткость соединения. Некоторые производители станков, проверив на практике возможности интерфейса Capto, стали интегрировать его в базовый шпиндель станка (WFL, Mazak). В зависимости от размера соединения Capto обозначаются C3.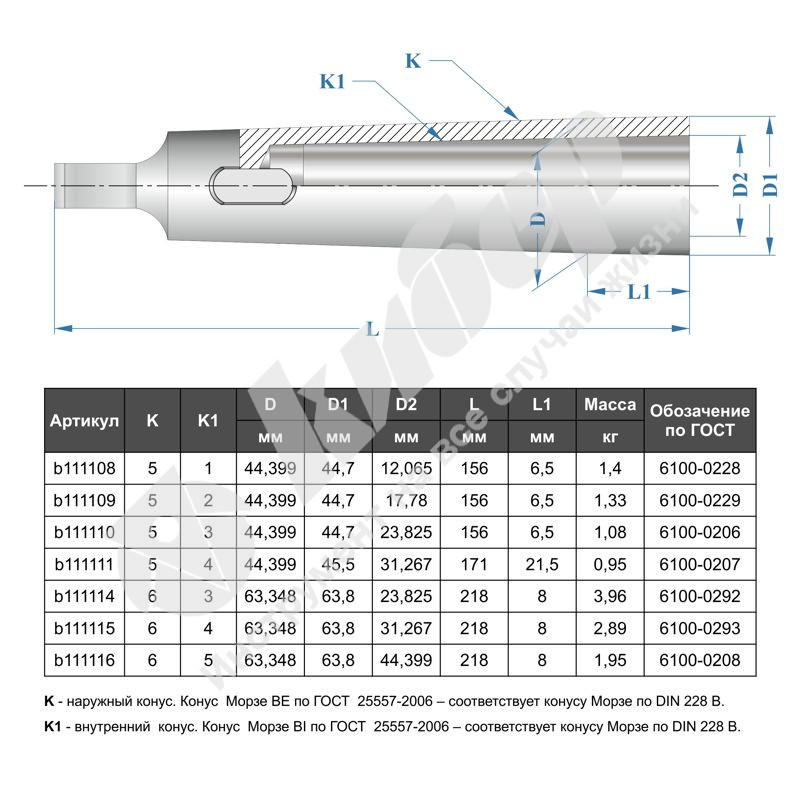 .C10. Существуют следующие типоразмеры интерфейса (указан диаметр фланца):
.C10. Существуют следующие типоразмеры интерфейса (указан диаметр фланца):
- С3 — 32мм
- С4 — 40мм
- С5 — 50мм
- С6 — 63мм
- С8 — 80мм
- С10 — 100мм
При всей своей привлекательности этот конус не отвечает требованию концентрации износа. (То есть при превышении нагрузки на шпиндель — сгорит шпиндель, но Capto не провернется)
Brown & Sharpe, Jacobs, Jarno [ править | править код ]
По внешнему виду и сферам применения похожи на конуса Морзе [4] . Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение, в основном, на территории США.
R8 [ править | править код ]
Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования.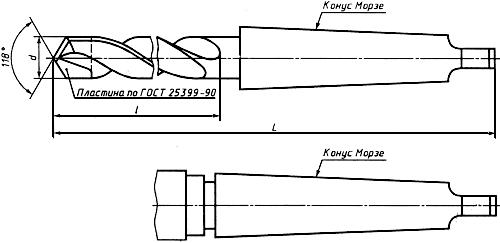 Существует один типоразмер этого конуса.
Существует один типоразмер этого конуса.
Переходные оправки и втулки [ править | править код ]
Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Другие конусы, применяемые в машиностроении [ править | править код ]
Конус 1:50 [ править | править код ]
Конусность 1:50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и конически развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′ [5] .
Конус 1:30 [ править | править код ]
Конусы насадных разверток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55′ [5] .
Конусность 1:30 соответствует углу уклона 0°55′ [5] .
Конус 1:16 [ править | править код ]
Резьба обсадных труб 6 5/8″, бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Конус 1:10 [ править | править код ]
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 12081-72.
Центры упорные и конусы инструментов для тяжелых станков. ГОСТ 7343—72.
Отверстия под заклепки в котельных листах, мостовых и корабельных конструкциях (т. н. котельный конус).
Конус 1:7 [ править | править код ]
Пробковые краны, центры упорные для тяжелых станков, конусы инструментов (ГОСТ 7343—72).
Конус 1:5 [ править | править код ]
Концы шлифовальных шпинделей с наружным базирующим конусом ГОСТ 2323
Конус 1:4 [ править | править код ]
Фланцевые концы шпинделей токарных, револьверных и других станков, резьба замков в нефтепромышленности.
Конус 1:1,866 [ править | править код ]
Центры станков, центровые отверстия, потайные и полупотайные головки заклёпок диаметром 16—25 мм, потайные головки винтов диаметром 22—24 мм.
Конус 1:0,866 [ править | править код ]
Конус 1:0,652 [ править | править код ]
Потайные головки болтов, потайные и полупотайные головки заклёпок диаметром 10—13 мм.
Конус 7:64 [ править | править код ]
Отверстия под оправки в столах зубодолбежных станков.
Конус 7 24 размеры угол. Конус инструментальный
И исполнению.
Конус Морзе и метрический конус
Конус Морзе – одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году .
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7 , нем. MK0-MK7 ) . Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper
). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6
) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 – ME200
).
Metric Taper
). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6
) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 – ME200
).
Конструктивных различий между конусом Морзе и метрическим нет.
| Обозначение конуса | Конусность | D | D 1 | d | d 1 | d 2 | d 3 max | d 4 max | d 5 | l 1 max | l 2 max | l 3 max | l 4 max | l 5 min | l 6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | – | – | – | 2,5 | 3 | 23 | 25 | – | – | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | – | – | – | 4 | 4,6 | 32 | 35 | – | – | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | – | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7 | 1:19,231 | 83,058 | – | 285. 75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной.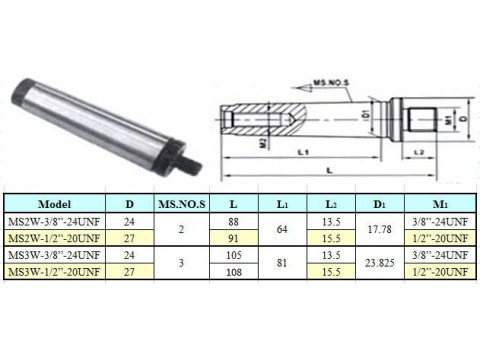 Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса – диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса – диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
- B7 – укороченный до 14 мм КМ0 .
- B10 , B12 – укороченный до 18 и 22 мм соответственно КМ1 .
- B16 , B18 – укороченный до 24 и 32 мм соответственно КМ2 .
- B22 , B24 – укороченный до 45 и 55 мм соответственно КМ3 .
- B32 – укороченный до 57 мм КМ4 .
- B45 – укороченный до 71 мм КМ5 .
НОРМАЛЬНЫЕ УГЛЫ
(ГОСТ 8908-81)
  Таблица не распространяется на угловые размеры конусов. При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й – 3-му.
НОРМАЛЬНЫЕ КОНУСНОСТИ и УГЛЫ КОНУСОВ
(ГОСТ 8593-81)
  Стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.
  Примечание. Значения конусности или угла конуса, указанные в графе “Обозначение конуса”, приняты за исходные при расчете других значений, приведенных в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ
(ГОСТ 9953-82)
  Стандарт распространяется на укороченные инструментальные конусы Морзе.
  *z – наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D от теоретическогот положения.
  ** размеры для справок.
| Обозначение конуса | Конус Морзе | D | D 1 | d | d 1 | l 1 | l 2 | a, не более | b | c | ||||
| B7 | 0 | 7,067 | 7,2 | 6,5 | 6,8 | 11,0 | 14,0 | 3,0 | 3,0 | 0,5 | ||||
| B10 B12 | 1 | 10,094 12,065 | 10,3 12,2 | 9,4 11,1 | 9,8 11,5 | 14,5 18,5 | 18,0 22,0 | 3,5 3,5 | 3,5 3,5 | 1,0 1,0 | ||||
| B16 B18 | 2 | 15,733 17,780 | 16,8 18,0 | 14,5 16,2 | 15,0 16,8 | 24,0 32,0 | 29,0 37,0 | 5,0 5,0 | 4,0 4,0 | 1,5 1,5 | ||||
| B22 B24 | 3 | 21,793 23,825 | 22,0 24,1 | 19,8 21,3 | 20,5 22,0 | 40,5 50,5 | 45,5 55,5 | 5,0 5,0 | 4,5 4,5 | 2,0 2,0 | ||||
| B32 | 4 | 31,267 | 31,6 | 28,6 | – | 51,0 | 57,5 | 6,5 | – | 2,0 | ||||
| B45 | 5 | 44,399 | 44,7 | 41,0 | – | 64,5 | 71,0 | 6,5 | – | 2,0 | ||||
| Размеры D 1 и d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров а и l 1 | ||||||||||||||
КОНУСНОСТЬ НАРУЖНЫХ И ВНУТРЕННИХ КОНУСОВ
И КОНУСОВ С РЕЗЬБОВЫМ ОТВЕРСТИЕМ
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ НАРУЖНЫЕ
(ГОСТ 25557-2006)
| Тип конуса | Метрический | Морзе | Метрический | |||||||||||
Обозн. | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 |
| D | 4,0 | 6,0 | 9,045 | 9,065 | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 | 80 | 100 | 120 | 160 | 200 |
| D 1 | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 |
| d* | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 |
| d 1 | – | – | – | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 |
| d 4 max | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 |
| l min | – | – | – | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 |
| l 1 | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 |
| l 2 | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 |
| l 11 | – | – | – | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | – | – | – | – | – |
* – размер для справок.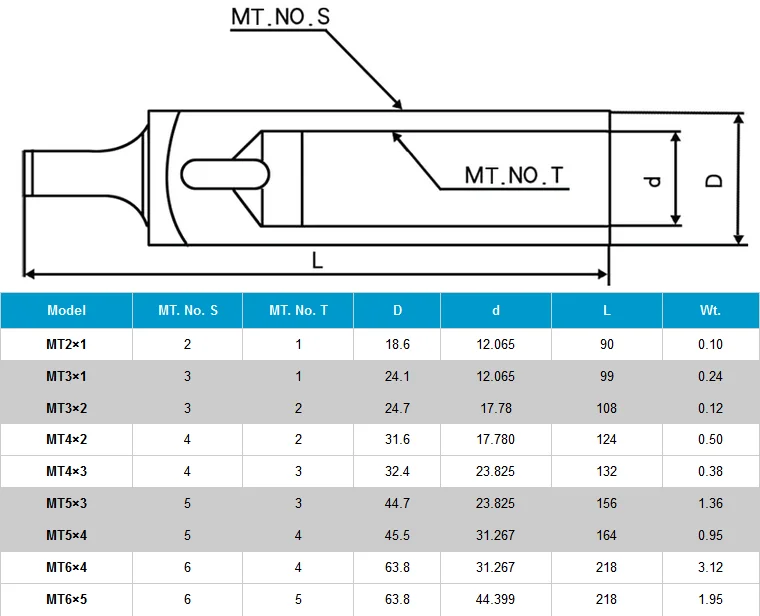 – угол конусов Морзе №0-№5 соответствует углу укороченных конусов Морзе; №6 – 1:19,180 = 0,05214 – угол метрических конусов – 1:20 = 0,05. | ||||||||||||||
  Профиль резьбового отверстия соответствует отверстию центровому форма Р по ГОСТ ГОСТ 14034-74 .
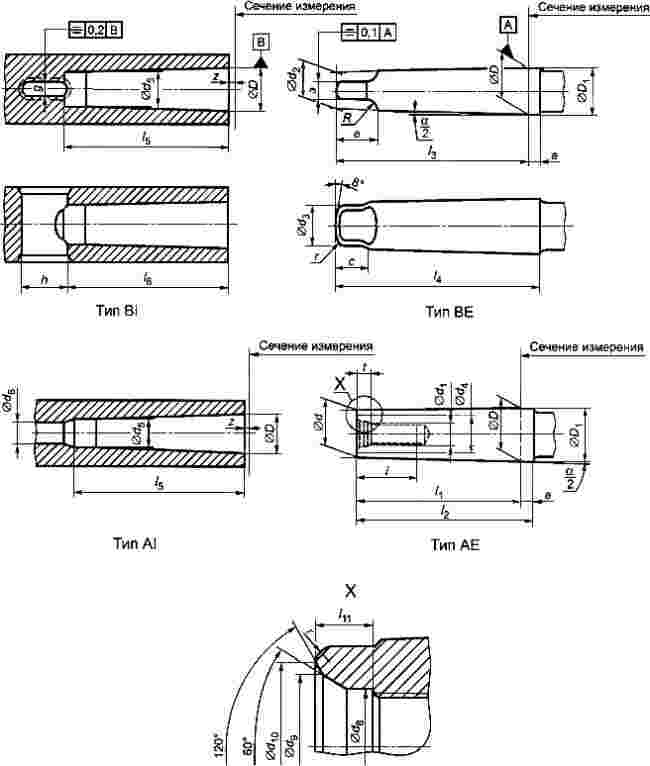
  В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице. Стандарт также определяет размеры пазов канавок и отвестий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
  В зависимости от конструкции инструментальный хвостовик может иметь соответствующее обозначение:
BI – внутренний конус с пазом;
BE – наружный конус с лапкой;
AI – внутренний конус с отверстием по оси;
АЕ – наружный конус с резьбовым отверстием по оси;
BIK – внутренний конус с пазом и отверстием для подачи СОЖ;
ВЕК – наружный конус с лапкой и отверстием для подачи СОЖ;
AIK – внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
АЕК – наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ ВНУТРЕННИЕ
(ГОСТ 25557-2006)
КОНУСЫ ВНУТРЕННИЕ И НАРУЖНЫЕ КОНУСНОСТЬЮ 7: 24
(ГОСТ 15945-82)
  Допуски конусов внутренних и наружных конусностью 7:24 по ГОСТ 19860-93.
КОНУСЫ ИНСТРУМЕНТОВ
Предельные отклонения угла конуса и допуски формы конусов
(ГОСТ 2848-75)
  Степень точности инструментальных конусов обозначается допуском угла конуса заданной степени точности по ГОСТ 8908-81 и определяется предельными отклонениями угла конуса и допусками формы поверхности конуса, числовые значения которых указаны ниже.
  Примечания:
  1. Отклонения угла конуса от номинального размера располагав в “плюс” – для наружных конусов, в “минус” – для внутренних.
  2. ГОСТ 2848-75 для наружных конусов предусматривает также степени точности АТ4 и АТ5. Допуски по ГОСТ 2848-75 распространяются на конусы инструментов по ГОСТ 25557-2006 и ГОСТ 9953-82.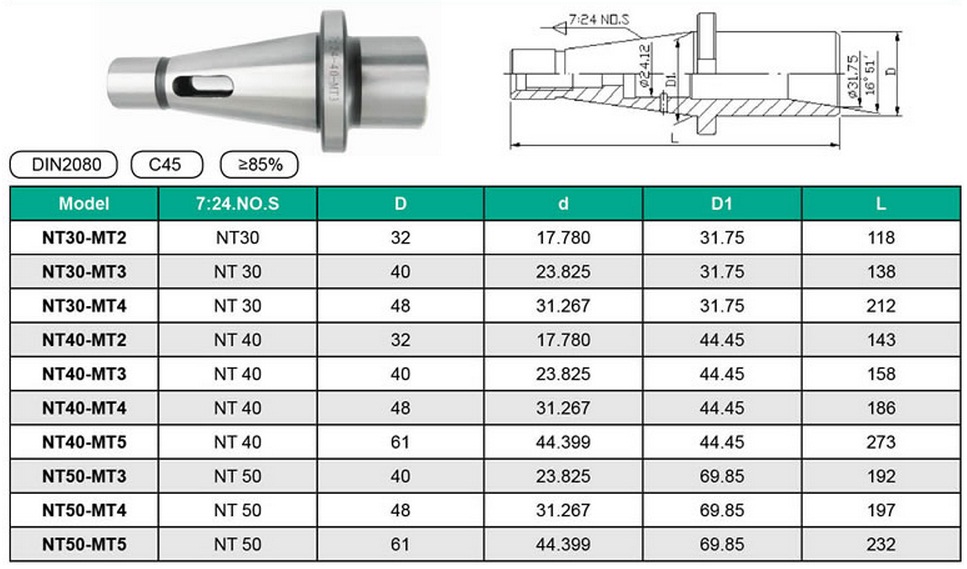
  Пример обозначения конуса Морзе 3, степени точности АТ8:
Морзе 3 АТ8 ГОСТ 25557-2006
  То же метрического конуса 160, степени точности АТ7:
Метр. 160 АТ7 ГОСТ 25557-2006
  То же укороченного конуса В18, степени точности АТ6:
Морзе В18 АТ6 ГОСТ 9953-82
Похожие документы:
ГОСТ 2848-75 – Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 7343-72 – Конусы инструментов с конусностью 1:10 и 1:7. Размеры
ГОСТ 10079-71 – Развертки конические с коническим хвостовиком под конусы Морзе. Конструкция и размеры
ГОСТ 22774-77 – Конусы и трубки шлифовальные. Типы и размеры
ГОСТ 25548-82 – Основные нормы взаимозаменяемости. Конусы и конические соединения. Термины и определения
ГОСТ 19860-93
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНУСЫ ВНУТРЕННИЕ И НАРУЖНЫЕ КОНУСНОСТЬЮ 7:24
Допуски
Internal and axternal 7:24 tapers.
Tolerances
ОКС 25. 080*
080*
ОКП 39 0000
* В указателе “Национальные стандарты” 2006 год
ОКС 25.080.01. – Примечание.
Дата введения 1996-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 15.03.94
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Беларусь | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 28. 06.95 N 329 межгосударственный стандарт ГОСТ 19860-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
06.95 N 329 межгосударственный стандарт ГОСТ 19860-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
4 ВЗАМЕН ГОСТ 19860-74
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на конусы по ГОСТ 15945 с конусностью 7:24 обозначением от 30 до 80 и устанавливает допуски углов и формы конусов от 3 до 7 степени точности.
Требования настоящего стандарта являются обязательными.
2 НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 15945-82 Конусы внутренние и наружные конусностью 7:24. Размеры
3 ДОПУСКИ УГЛА И ФОРМЫ КОНУСОВ
3.1 Размеры и допуски углов наружных и внутренних конусов должны соответствовать указанным на рисунке и в таблице 1.
________________
* Размер для справок.
** – базорасстояние конуса задается в стандартах на конкретную продукцию
1 – основная плоскость; 2 – базовая плоскость
Таблица 1
Размеры в миллиметрах
Обозначения конусов | Допуск угла, мкм, конуса по ГОСТ 8908 | |||||||
Условное обозначение конусов – по ГОСТ 15945 с добавлением степени точности конуса по настоящему стандарту, например:
Конус 50 АТ5 ГОСТ 15945-82
3. 2 Предельные отклонения базорасстояния конуса следует выбирать из ряда: ±0,4; ±0,2; ±0,1; ±0,05 мм.
2 Предельные отклонения базорасстояния конуса следует выбирать из ряда: ±0,4; ±0,2; ±0,1; ±0,05 мм.
3.3. Допуски формы конусов должны соответствовать указанным в таблице 2.
Таблица 2
Обозначение | Наименование | Допуск формы, мкм, для степеней точности | ||||
| 30; 35 | Допуск прямолинейности | |||||
| 40; 45 | ||||||
| 50; 55 | ||||||
| 60; 65 | ||||||
| 70; 75 | ||||||
| 80 | ||||||
| 30; 35; 40; | Допуск круглости | |||||
| 45; 50; | ||||||
| 55; 60 | ||||||
| 65; 70; 75; 80 | ||||||
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ Минск
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации,
3. Стандарт соответствует международному стандарту ИСО 297-88 в части размеров хвостовиков инструментов с конусом 7:24 и полностью соответствует ИСО 7388-1-83
Исполнение 1
Предельное отклонение положения основной плоскости.
/ – основная плосхость; 2 – зона крепления инструмента
Размеры для справок
Размеры соответствуют ИСО 297-88. кроме размеров.
Таблица 1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
заключенных в скобках (см. 4. По согласованию с потребителем допускается увеличение размера D t до значений равных диаметру наружной поверхности конца шпинделя по ГОСТ 30064-93. * Предельное отклонение положения основной плоскости. ** Размеры определяют пространство для захвата инструмента.
Размеры хвостовиков, соответствующие ИСО 7388-1-83 (см приложение). Примечания: 1. Величина диаметра цилиндрической части /) 5 должна удовлетворять следующему соотношению: Между базовым диаметром и фланцем изготовлять канавку для выхода шлифовального круга глуби-по ГОСТ 8820 . Ширина канавки для конусов 30 и 40-1,6 мм. для конусов 45 и 50-3.0 мм; Увеличение размера / при условии выполнения соотношения при этом пазы под шпонку шириной b могут быть нссквознымн с параллельными сторонами длиной не менее значения / 44 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 =D ~о,5.
=D ~о,5.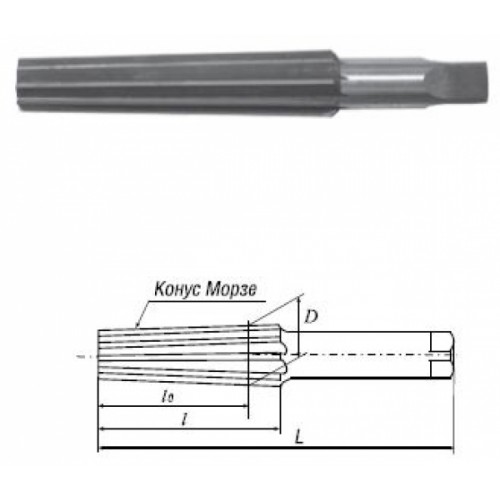
 Канавка для выхода шлифовального круга – по ГОСТ 8820 .
Канавка для выхода шлифовального круга – по ГОСТ 8820 .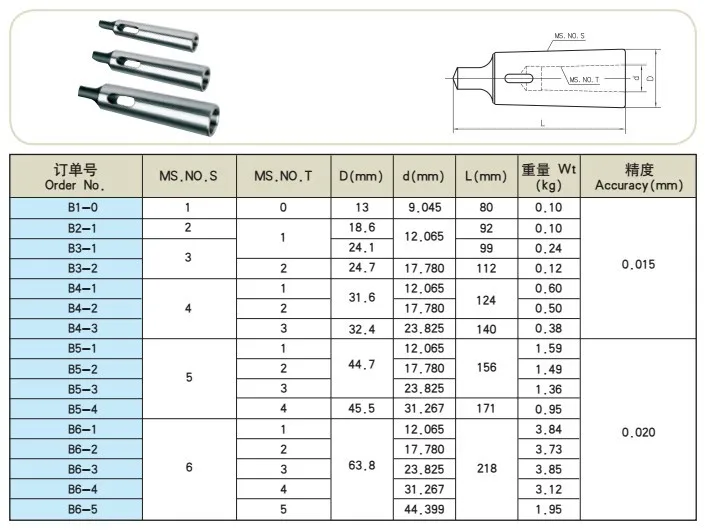 Свое название данный инструмент получил в честь знаменитого инженера Стивена Морзе, жившего в XIX веке. Сегодня для правильного выбора размеров этого изделия применяют дробные числа. Существует несколько стандартизованных значений, различающихся углами наклона и размерами.
Свое название данный инструмент получил в честь знаменитого инженера Стивена Морзе, жившего в XIX веке. Сегодня для правильного выбора размеров этого изделия применяют дробные числа. Существует несколько стандартизованных значений, различающихся углами наклона и размерами. В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.
В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.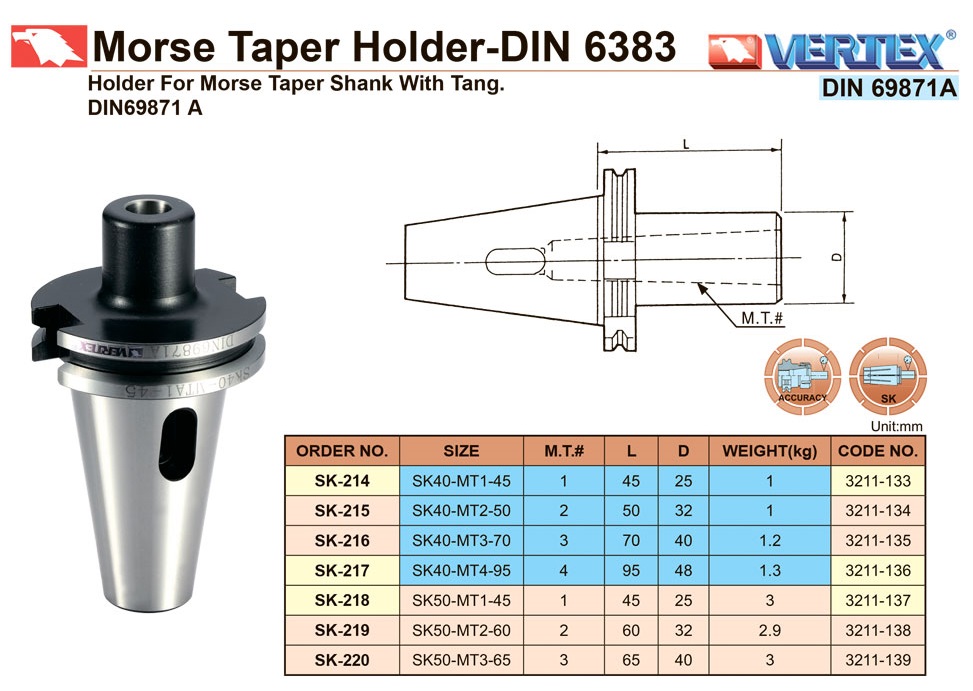

 Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами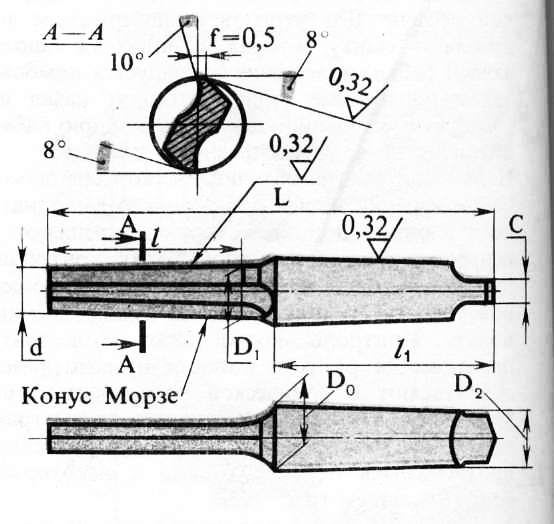 Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.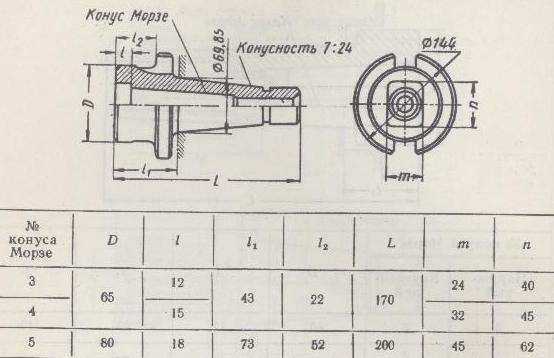
 MT1 и MT2 имеют одинаковую конусность на дюйм, но длина конуса Морзе разная. Вы можете вынуть конус из станка и измерить его. Чтобы узнать, какой конус вам нужен для вашего токарного станка, обратитесь к руководству.
MT1 и MT2 имеют одинаковую конусность на дюйм, но длина конуса Морзе разная. Вы можете вынуть конус из станка и измерить его. Чтобы узнать, какой конус вам нужен для вашего токарного станка, обратитесь к руководству.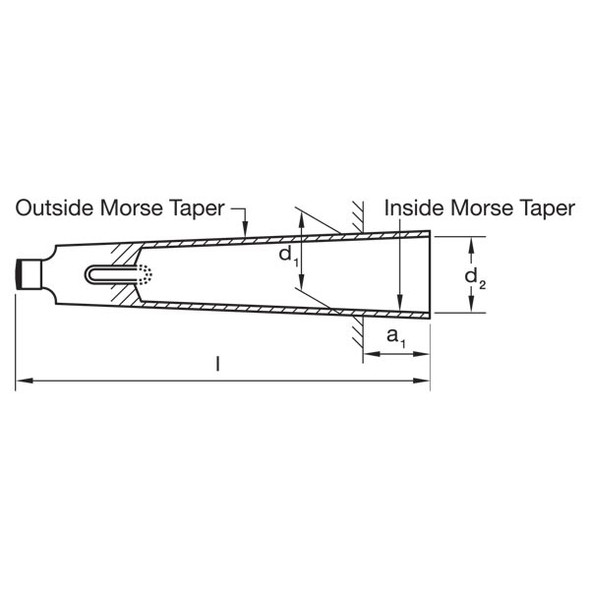 Если необходима смена инструмента, она выводится клином.
Если необходима смена инструмента, она выводится клином.
 Держите их свободными от древесного мусора, липкой смолы, ржавчины и потускнения. Сгладьте все шероховатости, вмятины или заусенцы, которые вы видите или чувствуете. Нет необходимости смазывать или натирать воском конус Морзе, за исключением случаев хранения.
Держите их свободными от древесного мусора, липкой смолы, ржавчины и потускнения. Сгладьте все шероховатости, вмятины или заусенцы, которые вы видите или чувствуете. Нет необходимости смазывать или натирать воском конус Морзе, за исключением случаев хранения.
 В конце работы на токарном станке нет горения.
В конце работы на токарном станке нет горения. M00)
M00) | Продукт | Манометр |
| Тип детали | Оправка с биением |
| Конус/Стандарт | Конус Морзе |
| Размер конуса | MT2 |
| D (мм) | 20 |
| Д (мм) | 200 |
| Т (мм) | M10x1,5 |
| l1 (мм) | 64 |
| d1 (мм) | 17.780 |
| Описание | Д (мм) | Д (мм) | Т (мм) | л1 (мм) | d1 (мм) | Номер детали | ||
|---|---|---|---|---|---|---|---|---|
| Конус Морзе MT0 | Свяжитесь с нами | 465.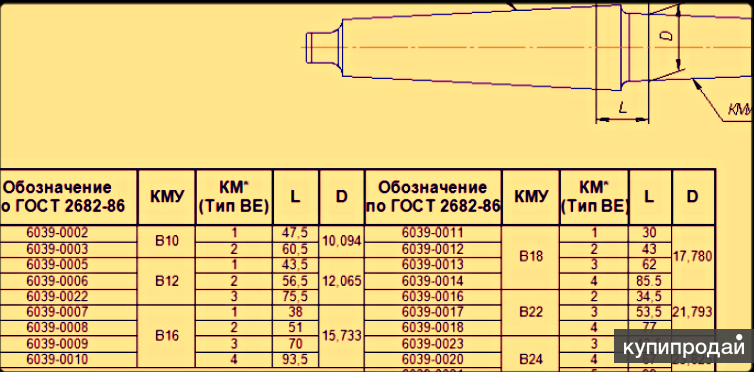 М00.000.000 М00.000.000 | ||||||
| Конус Морзе MT1 | 200 | 12 | M6x1 | 53,5 | 12.065 | 465.М01.000.000 | ||
| Конус Морзе MT2 | 200 | 20 | M10x1,5 | 64 | 17,780 | 465.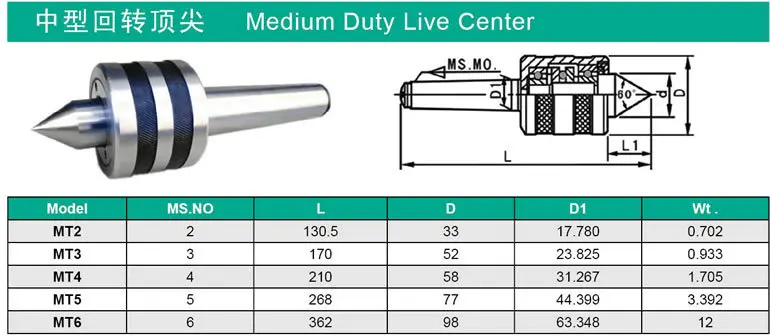 М02.000.000 М02.000.000 | ||
| Конус Морзе MT3 | 250 | 25 | M12x1,75 | 81 | 23,825 | 465.М03.000.000 | ||
| Конус Морзе MT4 | 300 | 30 | M16x2 | 102,5 | 31.267 | 465. М04.000.000 М04.000.000 | ||
| Конус Морзе MT5 | 300 | 40 | M20x2,5 | 129,5 | 44,399 | 465.М05.000.000 | ||
| Конус Морзе MT6 | 300 | 50 | M24x3 | 182 | 63,348 | 465. М06.000.000 М06.000.000 |
Обзор: Кейсы для переноски с оправкой шпинделя
Независимо от того, требуется ли вам частая транспортировка манометров или их хранение в одном месте в течение определенного периода времени, мы можем предложить надежное решение.
Подробности PDF (465.006)
Для получения дополнительной информации об этом элементе (конус Морзе MT2, конус Морзе, оправки шпинделя) или других элементах, заполните форму ниже. или свяжитесь с нашим офисом напрямую:
Телефон: 815-962-5600
Факс: 815-962-4600
Адрес: 304 North Main St, Suite 104, Rockford, IL 61101-1101 USA
Эл. почта: info@ΤΑCRοckfοrd.cοm
Связанные
Оправки для измерения биения шпинделя с конусом Морзе
Оправки для измерения биения с конусом Морзе позволяют быстро и легко проверить правильность биения шпинделя для станков с конусом Морзе.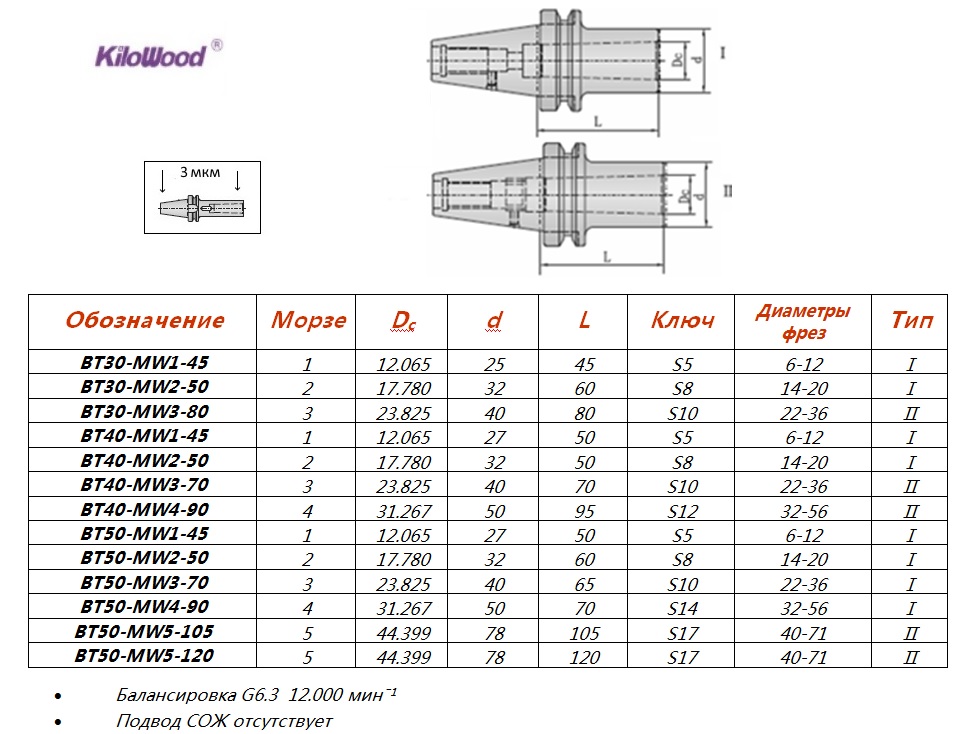 В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Беседки изготавливаются по стандарту DIN 229.с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Беседки изготавливаются по стандарту DIN 229.с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
Датчики конусности шпинделя Морзе
TAC Rockford Датчики конусности шпинделя Морзе предназначены для проверки конусов шпинделя Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Обзор: Датчики конуса Морзе
Держатели конуса Морзе HSK-A
Доступны для HSK-A 50, 63, 80, 1000002 Измерители конусности держателя инструмента Морзе TAC Rockford предназначены для проверки конусов держателя инструмента Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Переходники HSK-A
Для инструментов с конусом Морзе с хвостовиком DIN 228-B. Доступно для HSK-A 50, 63, 80, 100.
Двухконтактные оправки для испытания на биение с крутым конусом
Оправки/оправки для испытания на биение шпинделя с крутым конусом, совместимые с Big Plus.
Стандартные оправки для испытаний на биение со сферическим концом с крутым конусом
Оправки для проверки биения шпинделя со сферическим концом предназначены для проверки точности позиционирования 5-осевых станков, но также могут использоваться вместо стандартных оправок для проверки биения, когда требуется меньшая длина или для точки касания с поверхности шпинделя (шаровой конец идеально подходит для этой цели).
Очистители шпинделя Морзе
Стандартные оправки HSK для испытания на биение со сферическим концом
Оправки для испытания на биение шпинделя со сферическим концом предназначены для проверки точности позиционирования 5-осевых станков, но могут также использоваться вместо стандартных оправок для испытания на биение, если они короче длина или для точки касания с торца шпинделя (для этой цели идеально подходит шаровой конец).
Общий | Как определить размер конуса Морзе? | Практик-механик
Сочко124
Пластик
- #1
У меня есть китайский (вставьте марку…) токарный станок 1340, и я ищу центры для него. Как определить, какой размер конуса мне нужен? Кроме того, у меня есть отверстие шпинделя, эквивалентное метрическому эквиваленту 1,5 дюйма, и мне нужно знать, где я могу найти переходник, чтобы использовать один и тот же размер в передней и задней бабке. Кто-нибудь знает, с чего мне нужно начать?
трактор
Титан
- #2
Измерить размер конуса?
Крис П
Майк К.
Алмаз
- #3
Машинный конус – Википедия, бесплатная энциклопедия
Гугл – замечательный инструмент. Научитесь использовать его. Первое попадание при поиске «Размеры конуса Морзе».
Сочко124
Пластик
- #4
Как мне измерить конусность и как после ее измерения определить размер Морзе?
Росско
Алюминий
- #5
Правда???
Сочко124
Пластик
- #6
Отлично! Не знаю, почему я не попробовал это первым. Но есть идеи, где взять цангу с конусным переходником, которая поставляется со многими токарными станками?
Но есть идеи, где взять цангу с конусным переходником, которая поставляется со многими токарными станками?
Майк К.
Алмаз
- #7
Посмотрите на схему. Это дает большое и малое измерение и расстояние между ними. Измерьте маленький и большой конец и расстояние между ними и сравните с таблицей. На самом деле все, что вам нужно сделать, это измерить большой размер и большой конец вашего конуса.
Весьма вероятно, что станок имеет MT3 в задней бабке и MT4 или 5 в шпинделе.
Сочко124
Пластик
- #8
Да, я получил измерительные детали, просто я, должно быть, задержался с ответом. Спасибо
Сочко124
Пластик
- #9
Росско сказал:
Действительно???
Нажмите, чтобы развернуть…
Спасибо за мудрое замечание. Это ооочень полезно
Тони Уэллс
Запрещено
- #10
Чтобы немного повеселиться, найдите два шарикоподшипника разного размера и бросьте один в отверстие. Измерьте глубину до его вершины. Сделайте то же самое с другим. Теперь рассчитайте конусность и диаметр в устье с учетом скоса.
Поршефикс
Горячекатаный
- #11
Конус Морзе Я вытащил эту ссылку из вашего исходного вопроса «Как определить, какой размер конуса мне нужен?». Я полагаю, что комментарий Росско должен был просто подчеркнуть, что информация, которую вы ищете, легко доступна в Google или во многих других поисковых системах.
Блейк в Спокане
Горячекатаный
- #12
Я предполагаю, что 4-1/2 MT Теперь мои 2 цента стоят – это не редкость для новой передней бабки токарного станка иметь MT половинного размера или любого размера MT, если на то пошло. Новые токарные станки имеют большее отверстие шпинделя по сравнению с их размером. Old Monarchs, South Bends, Le Blonds и т. Д. имеют наименьшее сквозное отверстие по сравнению с их большим размером патрона / поворотного кулака, а их MT были на #. Royal и другие производства. предлагайте 5C и другие готовые адаптеры. Конусы Морзе составляют ок. 5/8 дюйма на фут, я сказал прибл. 5/8 дюйма на фут.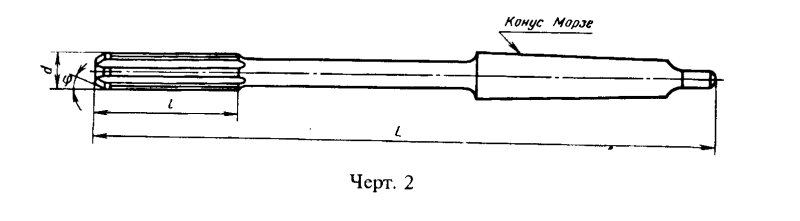 Затем вы можете указать конусность канала ствола по пройденному расстоянию, чтобы получить 12 дюймов, а затем X2.
Затем вы можете указать конусность канала ствола по пройденному расстоянию, чтобы получить 12 дюймов, а затем X2.
Майк К.
Алмаз
- №13
Подавляющее большинство токарных станков 1340 имеют конус шпинделя 5MT. Поищи это.
Росско
Алюминий
- №14
Socko124 сказал:
Спасибо за остроумное замечание.
Это очень полезно
Нажмите, чтобы развернуть…
Нет проблем, когда кто-то дает вам ответ, а вы снова задаете другой вопрос, на который снова ответили первым вопросом, затем третьим. И, руководствуясь здравым смыслом, если бы на первые 3 можно было ответить как на первый вопрос, можно было бы попытаться ответить на 1 снова.
Сочко124
Пластик
- №15
Хорошо, это 5MT в передней бабке и 3MT в задней бабке. Кто-нибудь знает, где я могу достать переходник 5MT-3MT, возможно, я неправильно его называю, когда ищу, потому что придумываю пшик. И нужно вырастить Росско. Я новичок в этом и просто пытаюсь узнать больше об этом.
Я новичок в этом и просто пытаюсь узнать больше об этом.
лесоруб
Нержавеющая сталь
- №16
Enco, M.S.C., почти любой поставщик инструментов.
Сочко124
Пластик
- # 17
Это просто переходник с конусом Морзе 5 на 3? или есть другое имя, с которым я, возможно, не знаком?
Тони Уэллс
Запрещено
- # 18
Втулка с конусом Морзе 3 X 5 (или 3 на 5)
Давид Утиджян
Титан
- # 19
Socko124 сказал:
Это просто переходник с конусом Морзе 5 на 3? или есть другое имя, с которым я, возможно, не знаком?
Нажмите, чтобы развернуть…
Да примерно так это и называется.
Совет: при использовании Google (или любой поисковой системы) не пытайтесь быть слишком конкретными с первой попытки. Если вы выполните поиск «адаптер конуса Морзе», вы найдете то, что вам нужно. Его также называют «конической втулкой Морзе».
Если вы выполните поиск «адаптер конуса Морзе», вы найдете то, что вам нужно. Его также называют «конической втулкой Морзе».
Популярные места, такие как Enco, MSC, McMaster-Carr, Wholesale Tools и почти любой магазин инструментов, как в Интернете, так и за его пределами, продают их. Качественный не должен стоить больше 60 долларов, а импортные можно найти за 1/4 этой суммы.
Однако… может быть, это не совсем то, что вам нужно, но для установки центра в шпиндель подойдет. Проблема будет в том, чтобы попытаться вытащить центр из втулки. Большинство центров не имеют хвостовиков, а большинство втулок предназначены для инструментов с хвостовиками, таких как сверла и развертки. Вы можете модифицировать втулку с конусом Морзе, отрезав излишки прямо перед замочным отверстием.
Другой вариант — просто заказать его у производителя вашего токарного станка или у другого производителя, у которого такой же конус шпинделя, как у вас.
-ДУ-
Последнее редактирование: