Конус морзе размеры 6: основные характеристики, размеры и функциональность
alexxlab | 09.01.1987 | 0 | Разное
Конус 7 24 размеры угол. Конус инструментальный. Допуски угла и формы конусов
И исполнению.
Конус Морзе и метрический конус
Конус Морзе – одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году .
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7 , нем. MK0-MK7 ) . Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper
). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ.
Конструктивных различий между конусом Морзе и метрическим нет.
| Обозначение конуса | Конусность | D | D 1 | d | d 1 | d 2 | d 3 max | d 4 max | d 5 | l 1 max | l 2 max | l 3 max | l 4 max | l 5 min | l 6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | – | – | – | 2,5 | 3 | 23 | 25 | – | – | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | – | – | – | 4 | 4,6 | 32 | 35 | – | – | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | – | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | ||
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7 | 1:19,231 | 83,058 | – | 285. 75 75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | ||
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
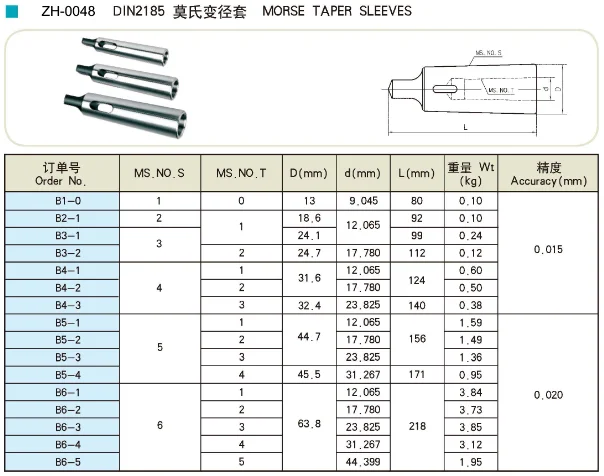
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной.
- B7 – укороченный до 14 мм КМ0 .
- B10 , B12 – укороченный до 18 и 22 мм соответственно КМ1 .
- B16 , B18 – укороченный до 24 и 32 мм соответственно КМ2 .
- B22 , B24 – укороченный до 45 и 55 мм соответственно КМ3 .
- B32 – укороченный до 57 мм КМ4 .
- B45 – укороченный до 71 мм КМ5 .
ГОСТ 19860-93
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНУСЫ ВНУТРЕННИЕ И НАРУЖНЫЕ КОНУСНОСТЬЮ 7:24
Допуски
Internal and axternal 7:24 tapers.
Tolerances
ОКС 25.080*
____________________
* В указателе “Национальные стандарты” 2006 год
ОКС 25. 080.01. – Примечание.
080.01. – Примечание.
Дата введения 1996-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 15.03.94
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Беларусь | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 28. 06.95 N 329 межгосударственный стандарт ГОСТ 19860-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
06.95 N 329 межгосударственный стандарт ГОСТ 19860-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
4 ВЗАМЕН ГОСТ 19860-74
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на конусы по ГОСТ 15945 с конусностью 7:24 обозначением от 30 до 80 и устанавливает допуски углов и формы конусов от 3 до 7 степени точности.
Требования настоящего стандарта являются обязательными.
2 НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 15945-82 Конусы внутренние и наружные конусностью 7:24. Размеры
3 ДОПУСКИ УГЛА И ФОРМЫ КОНУСОВ
3.1 Размеры и допуски углов наружных и внутренних конусов должны соответствовать указанным на рисунке и в таблице 1.
________________
* Размер для справок.
** – базорасстояние конуса задается в стандартах на конкретную продукцию
1 – основная плоскость; 2 – базовая плоскость
Таблица 1
Размеры в миллиметрах
Обозначения конусов | Допуск угла, мкм, конуса по ГОСТ 8908 | |||||||
Условное обозначение конусов – по ГОСТ 15945 с добавлением степени точности конуса по настоящему стандарту, например:
Конус 50 АТ5 ГОСТ 15945-82
3. 2 Предельные отклонения базорасстояния конуса следует выбирать из ряда: ±0,4; ±0,2; ±0,1; ±0,05 мм.
2 Предельные отклонения базорасстояния конуса следует выбирать из ряда: ±0,4; ±0,2; ±0,1; ±0,05 мм.
3.3. Допуски формы конусов должны соответствовать указанным в таблице 2.
Таблица 2
Обозначение | Наименование | Допуск формы, мкм, для степеней точности | ||||
| 30; 35 | Допуск прямолинейности | |||||
| 40; 45 | ||||||
| 50; 55 | ||||||
| 60; 65 | ||||||
| 70; 75 | ||||||
| 80 | ||||||
| 30; 35; 40; | Допуск круглости | |||||
| 45; 50; | ||||||
| 55; 60 | ||||||
| 65; 70; 75; 80 | ||||||
Для уменьшения номенклатуры инструмента, который применяется в промышленном металлообрабатывающем оборудовании, выпускаются разнообразные переходники из одних конусов в другие – для инструмента с коническим хвостовиком, а также конического отверстия шпинделя.
Переходник типа “наружный конус – внутренний конус” именуют переходной втулкой. Переходник типа “наружный конус – наружный конус” именуют переходной оправкой
.
Переходные втулки с конусом 7:24
Основная сфера применения инструментального конуса 7:24 – станки с ЧПУ оснащённые узлом для автоматической смены инструмента. Данный тип конуса лишён основного недостатка присущего конусу Морзе, который фиксируется самозаклиниванием, что представляет сложность для автоматической установки в шпиндель станка. Также конус 7:24 обладает большей площадью осевого упора влияющего на точность установки, возможностью замены штревелей предназначенных для затягивания и фиксации в шпинделе специальным механизмом.
Переходные втулки с конусом Морзе
Эти конуса изготавливаются в соответствии со стандартами Морзе (Стивен А.Морзе – американский изобретатель 19 века).
Стандартные конуса такого типа имеют несколько соответствующих типоразмеров, которые обозначаются цифрами 0,1,2,3,4,5,6.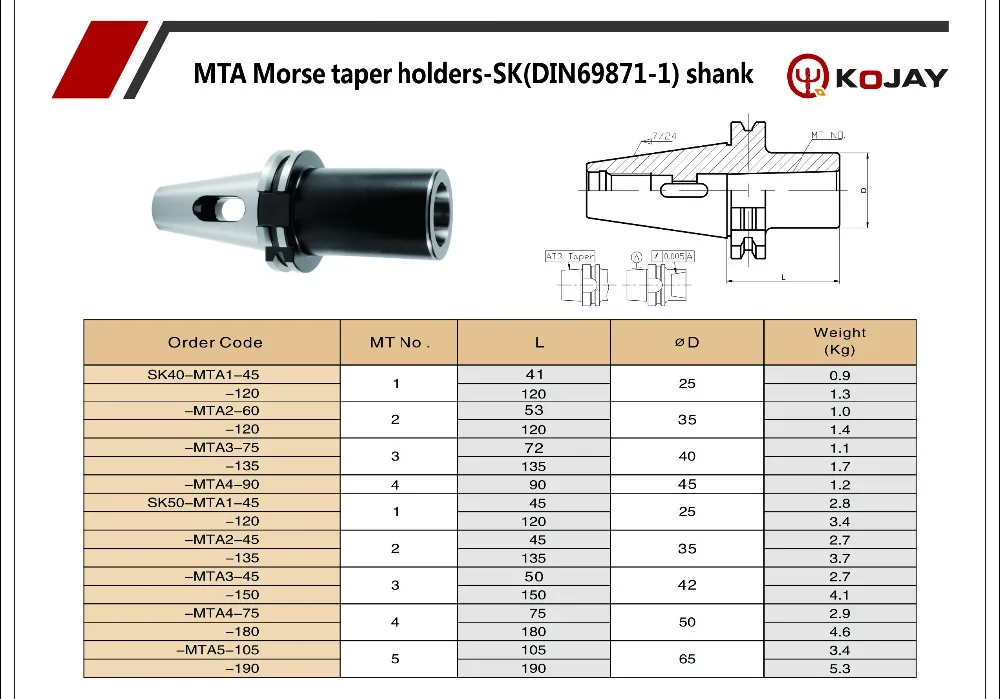 Подбор номеров переходных втулок осуществляется в соответствии с теми номерами, которые имеют конуса режущего инструмента.
Подбор номеров переходных втулок осуществляется в соответствии с теми номерами, которые имеют конуса режущего инструмента.
Фиксация конического хвостовика в специально предусмотренном отверстие шпинделя достигается за счет действия силы трения, которая возникает между коническими поверхностями. Обеспечивают высокую точность центровки инструмента, а также обеспечивают быструю его смену – с помощью специального клина.
Переходные втулки Морзе имеют два варианта исполнения: короткий и длинный.
Переходные втулки с HSK-конусом
HSK-конус (от нем. Hohlschaftkegel, полый конус) используется во фрезерных и токарно-фрезерных обрабатывающих центрах. Конусность 1:10.
HSK-конус имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160).
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
Переходные втулки с конусом R8
Конус R8 разработан компанией Bridgeport Machines для своего оборудования. Создавался специально для цанговых зажимов, впоследствии стал использоваться как инструментальный конус. Существует только один типоразмер.
Конус Морзе – это одно из самых распространенных средств для закрепления инструмента на станке. Свое название данный инструмент получил в честь знаменитого инженера Стивена Морзе, жившего в XIX веке. Сегодня для правильного выбора размеров этого изделия применяют дробные числа. Существует несколько стандартизованных значений, различающихся углами наклона и размерами.
Область применения конуса Морзе – это машиностроение. С его помощью можно быстро и очень точно закрепить режущий инструмент. Для этого конус Морзе крепится в станке в специальном отверстии или патроне, а в него в свою очередь вставляется например сверло. Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость.
Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость.
Габариты и элементы конуса Морзе
Отличительной чертой одного конуса Морзе от другого являются размеры. Существуют несколько их видов и в соответствии с ГОСТом каждый имеет определенный номер и аббревиатуру. Чтобы измерить его, необходимо воспользоваться калибровкой, а лучше всего специальной таблицей, которая позволит рассчитать размеры до микрона. В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.
С развитием машиностроительной отрасли возникла потребность в расширении модельного ряда конусов Морзе. Для этого был разработан метрический конус, который не имел особых конструктивных отличий от своего предшественника. Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.
Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.
Инструментальный конус представляет собой конический хвостовик какого-нибудь режущего инструмента и коническое отверстие в шпинделе или бабке такого же диаметра. Его функция заключается в быстрой смене режущего инструмента и сохранении высокой точности при центрировании и закреплении.
Применяется в основном в станках с ЧПУ, потому что устраняет ряд недостатков обычного конуса Морзе.
Преимущества:
- заклинивание хвостовиков в шпинделе гораздо меньше;
- меньшие размеры;
- улучшенный упор по оси;
- простота закрепления;
- автоматическая смена режущего инструмента.
В наши дни конусы Морзе изготавливают в соответствие с международным стандартом ISO и DIN. В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные..jpg) Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
Скачать ГОСТ 25557-82
Конусы Морзе распределены по 8 категориям. За рубежом это МТ0, МТ1, МТ2, МТ3, МТ4, МТ5, МТ6, МТ7. В Германии такая же нумерация, но буквенное обозначение МК. В нашей стране и на постсоветском пространстве КМ0, КМ1, КМ2, КМ3, КМ4, КМ5, КМ6 и №80.
Как показало время, некоторые конусы Морзе зарубежного производства неудобны в эксплуатации по причине большой длины. На этот случай был разработан ряд укороченных изделий, имеющий 9 размеров.
Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца. Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ.
Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Продукция Kennametal менее распространена, но так же отлично справляется со своим предназначением.
Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.
Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Основные сведения о хвостовиках и их обозначение
Существует несколько видов исполнения инструментального конуса. Он может содержать резьбу, лапку или обходиться без них.
В его торце может быть нарезана резьба, которую делают для закрепления инструмента на шпинделе с использованием штревеля. Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Если хвостовик изготовлен с лапкой, то она удерживает инструмент в шпинделе за счет того, что закреплена в специальном пазу. Лапка имеет два предназначения, с ее помощью легче достать изделие из шпинделя, а также создается жесткая фиксация и не будет проворачивания.
Также можно встретить исполнение с несколькими канавками и отверстиями. Они имеют разную глубину и размеры. Их задача – подводить к режущему инструменту смазочно-охлаждающую жидкость.
Хвостовики инструмента бывают различной конструкции и обозначаются буквенным кодом. Ниже приведена их расшифровка:
Ниже приведена их расшифровка:
- BI – внутренний, имеется паз;
- ВЕ – наружный, имеется лапка;
- AI – внутренний, имеется отверстие по оси;
- АЕ – наружный, имеется отверстие по оси с резьбой;
- BIK – внутренний, имеются паз и отверстие для подачи ;
- ВЕК – наружный, имеется лапка и отверстие для подачи СОЖ;
- AIK – внутренний, содержит отверстия по оси и для подачи СОЖ;
- АЕК – наружный, содержит отверстие по оси с резьбой и отверстие для подачи СОЖ.
Наружный и внутренний соответствуют своим названиям. В зависимости от используемого инструмента, следует выбирать исполнение наружное или внутреннее.
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.
Представленные ниже названия означают, что конус был укорочен:
- B7 – до 14 мм;
- B10 – до 18 мм;
- B12 – до 22 мм;
- B16 – до 24 мм;
- B18 – до 32 мм;
- B22 – до 45 мм;
- B24 – до 55 мм;
- B32 – до 57 мм;
- B45 – до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
Подробные данные можно взять из соответствующего ГОСТа.
Развертки конические под укороченные конусы Морзе ГОСТ 11181-71 | Гамма-Про
| В нашей компании Вы можете заказать поставку либо изготовление, а также, при наличии на складе, приобрести Развертки конические под укороченные конусы Морзе ГОСТ 11181-71: |
| Развертки конические под укороченные конусы Морзе ГОСТ 11181-71 | ||||||||||||
Обозна- чения разверток | Раз- вертки для конусов Морзе | Число зубьев | ||||||||||
пред- вари- тельных | чис- товых | |||||||||||
2372-0151 | В7 | 7,067 | 7,640 | 6,390 | 6,3 | — | 55 | 24 | 13 | — | 5 | 6 |
2372-0152 | В10 | 10,094 | 10,742 | 19,346 | 8,0 | 60 | 28 | 15 | 7 | |||
2372-0153 | В12 | 12,065 | 12,763 | 11,067 | 10,0 | 70 | 34 | 20 | ||||
2372-0154 | В16 | 15,733 | 16,582 | 14,484 | 12,5 | 85 | 42 | 25 | ||||
2372-0155 | B18 | 17,780 | 18,679 | 16,082 | 14,0 | 100 | 52 | 34 | ||||
2372-0156 | В22 | 21,793 | 22,697 | 19,684 | 18,0 | 9 | 110 | 60 | 42 | 2,6 | 7 | 9 |
2372-0157 | В24 | 23,825 | 24,729 | 21,215 | 20,0 | 125 | 70 | 52 | ||||
2372-0158 | В32 | 31,267 | 32,410 | 28,514 | 25,0 | 13 | 135 | 75 | 53 | 5,2 | ||
2372-0159 | В45 | 44,399 | 45,715 | 40,978 | 35,5 | 16 | 170 | 90 | 65 | 6,6 | 9 | 11 |
Конусность 7 24 размеры.
 Нормальные углы и конусы инструментов. Переходные втулки с конусом R8
Нормальные углы и конусы инструментов. Переходные втулки с конусом R8Габариты и элементы конуса Морзе
Отличительной чертой одного конуса Морзе от другого являются размеры. Существуют несколько их видов и в соответствии с ГОСТом каждый имеет определенный номер и аббревиатуру. Чтобы измерить его, необходимо воспользоваться калибровкой, а лучше всего специальной таблицей, которая позволит рассчитать размеры до микрона. В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.
С развитием машиностроительной отрасли возникла потребность в расширении модельного ряда конусов Морзе. Для этого был разработан метрический конус, который не имел особых конструктивных отличий от своего предшественника. Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.
Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.
Инструментальный конус представляет собой конический хвостовик какого-нибудь режущего инструмента и коническое отверстие в шпинделе или бабке такого же диаметра. Его функция заключается в быстрой смене режущего инструмента и сохранении высокой точности при центрировании и закреплении.
Применяется в основном в станках с ЧПУ, потому что устраняет ряд недостатков обычного конуса Морзе.
Преимущества:
- заклинивание хвостовиков в шпинделе гораздо меньше;
- меньшие размеры;
- улучшенный упор по оси;
- простота закрепления;
- автоматическая смена режущего инструмента.
В наши дни конусы Морзе изготавливают в соответствие с международным стандартом ISO и DIN. В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
Скачать ГОСТ 25557-82
Конусы Морзе распределены по 8 категориям. За рубежом это МТ0, МТ1, МТ2, МТ3, МТ4, МТ5, МТ6, МТ7. В Германии такая же нумерация, но буквенное обозначение МК. В нашей стране и на постсоветском пространстве КМ0, КМ1, КМ2, КМ3, КМ4, КМ5, КМ6 и №80.
Как показало время, некоторые конусы Морзе зарубежного производства неудобны в эксплуатации по причине большой длины. На этот случай был разработан ряд укороченных изделий, имеющий 9 размеров.
Исполнение 1
Предельное отклонение положения основной плоскости.
/ — основная плосхость; 2 — зона крепления инструмента
Размеры для справок
Размеры соответствуют ИСО 297-88. кроме размеров.
Примечания:
1. Размеры, заключенные в скобках для станков, спроектированных до 01.01.94.
2. Размеры a, D 2 , / распространяются на инструменты, для которых предусмотрен зажим с передней стороны фланца.
3. Канавка для выхода шлифовального круга — по ГОСТ 8820 . =D ~о,5.
=D ~о,5.
4. По согласованию с потребителем допускается увеличение размера D t до значений равных диаметру наружной поверхности конца шпинделя по ГОСТ 30064-93.
* Предельное отклонение положения основной плоскости.
** Размеры определяют пространство для захвата инструмента.
| Таблица 1 | |
| заключенных в скобках (см. приложение) | |
| Размеры хвостовиков, соответствующие ИСО 7388-1-83 (см приложение). Примечания: 1. Величина диаметра цилиндрической части /) 5 должна удовлетворять следующему соотношению: Между базовым диаметром и фланцем изготовлять канавку для выхода шлифовального круга глуби-по ГОСТ 8820 . Ширина канавки для конусов 30 и 40-1,6 мм. для конусов 45 и 50-3.0 мм; Увеличение размера / при условии выполнения соотношения при этом пазы под шпонку шириной b могут быть нссквознымн с параллельными сторонами длиной не менее значения / 44 Примечания: 1. 2. По согласованию с потребителем допускается: Между базовым диаметром и фланцем изготовлять канавку для выхода шлифовального круга глубиной по ГОСТ 8820, ширина канавки для конуоов 30 и 40 — 1.6 мм, для конусов 45 и 50 — 3.0 мы; Увеличение размера / до значения, не превышающего: /+Л, при этом пазы под шпонку шириной Ь могут изготовляться несквозяыми с параллельными сторонами длиной не менее значения /; Изготовление паза с размером / а. 3. Размеры и форма центрового отверстия должны соответствовать указанным на черт. 4 и в табл. 4. 4. Неуказанные предельные отклонения размеров: Н14, Ы4, IT 14 5. Степень точности конусов АТ4, АТ5, допуски угла и формы конуса — по ГОСТ 19860 . Отклонение угла конуса от номинального располагать в «плюс». 6. Поверхностная твердость конической части хвостовиков — 51 … 57 HRC,. И исполнению. |
 Канавка для выхода шлифовального круга — по ГОСТ 8820 .
Канавка для выхода шлифовального круга — по ГОСТ 8820 .Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца. Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ.
Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Продукция Kennametal менее распространена, но так же отлично справляется со своим предназначением.

Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.
Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Конус 7:24 (он же конус ISO) используется как на универсальных станках с ручной сменой инструмента, так и на станках с ЧПУ с автоматической сменой инструмента. Он лишён недостатков, характерных для конуса «предыдущего поколения».
Около ста лет назад изобрели замену старейшему интерфейсу шпинделя – конусу Морзе. Конус с конусностью 7:24, называемый также конусом ISO, был главным образом предназначен для станков с ЧПУ, оснащенных узлом для автоматической смены инструмента.
Этот тип конуса лишён недостатков, характерных для конуса Морзе. Из-за самозаклинивания, присущего конусу Морзе, возникала проблема для автоматической установки в шпиндель станка. Конус 7:24 также обладает большей площадью осевого упора, которая влияет на точность установки инструмента. Кроме того, с помощью конуса ISO происходит центрирование оправки шпинделя фрезерного станка.
Кроме того, с помощью конуса ISO происходит центрирование оправки шпинделя фрезерного станка.
Закрепление фрезерной оснастки на шпинделе станка происходит благодаря резьбе на узком конце конуса. Обратная часть оправки используется для крепления режущих элементов – напрямую или через цанги.
Определяем размер конуса фрезерной оснастки
Размерность конусной части обозначается цифрой от 10 до 80 после наименования стандарта, о которых пойдет речь ниже. Сначала разберёмся с размерами.
Первый способ
Чтобы понять типоразмер конуса, вы должны измерить максимальный диаметр конуса. Самые типовые размеры мы указали в таблице ниже.
| № конуса | D, мм |
| 30 | 31,75 |
| 40 | 44,45 |
| 50 | 69,85 |
ISO 30 обычно применяется на небольших станках, ISO 40 – самый распространённый конус, который используется на средних станках, ISO 50 – соответственно на крупных.
Конечно, помимо данных типоразмеров конусов есть и другие, в том числе промежуточные – 35, 45 и т.п. Но перечисленные выше типоразмеры являются самыми популярными, и все производители оснастки выпускают их в серийном исполнении, что нельзя сказать о других размерах.
Второй способ
Определить размер метрического конуса можно также по внутренней резьбе. Для конуса 30 размера характерна резьба M12, для ISO 40 – M16, а для ISO 50 – M24. Передача крутящего момента осуществляется через пазы во фланце.
3 основных стандарта фрезерной оснастки с конусностью 7:24
SK (у некоторых производителей – DAT, AT)
- Описывается следующими стандартами: немецким DIN 69871, международным ISO 7388/1, российским ГОСТ 25827-2.
- Подходит для станков ЧПУ (выпущенных преимущественно в Европе) с автоматической сменой инструмента.
- Два паза на фланце оправки, паз вырезан полностью на всю ширину фланца.
- Визуально два кольца на фланце одинаковой ширины.

2. BT (у некоторых производителей – JIS)
- Описан японскими стандартами MAS 403 BT и JIS B 6339.
- Используется на ЧПУ-станках (преимущественно азиатских) с автоматической сменой инструмента.
- Из-за распространения азиатского оборудования в России, отечественные производители также производят оснастку типоразмеров по данному стандарту, хотя аналога среди отечественных стандартов нет.
- Два паза на фланце оправки, паз вырезан не до конца фланца.
- Визуально верхнее кольцо на фланце шире, чем нижнее.
NT
- Описывается следующими стандартами: немецким DIN 2080, международным ISO 7388/2, российским ГОСТ 25827-1.
- Применяется на универсальном оборудовании, а вот на станках с ЧПУ – не подойдёт, т.к. предусмотрена только ручная смена оснастки.
- Два паза на фланце оправки.
- Визуально одно кольцо на фланце и удлиненная резьбовая часть в виде цилиндра.
- Некоторые модели могут закрепляться в станке как на внутреннюю резьбу, так и за внешние выступы удлиненной части оправки.

- Под каждый вид оснастки используется свой штревель (винт) для фиксации и удержания в станке во время обработки.
- Национальные стандарты других стран, например, американские ANSI B5.18 с обозначением конуса как NMTB и NST, ANSI B5.50 обозначающийся литерами CAT, CV, или французский NFE 62540 не получили в России широкого распространения.
Подвод СОЖ
Еще один параметр, помимо типоразмера, который не стоит упускать при выборе фрезерной оправки для вашего станка, — это подача СОЖ.
Бывают оправки, не предусматривающие подачу СОЖ.
Если же у вас предусмотрена подача СОЖ на станке, то её можно осуществлять как через центральное отверстие, так и через фланец. Обратите на этот параметр внимание при выборе оснастки.
Основные сведения о хвостовиках и их обозначение
Существует несколько видов исполнения инструментального конуса. Он может содержать резьбу, лапку или обходиться без них.
В его торце может быть нарезана резьба, которую делают для закрепления инструмента на шпинделе с использованием штревеля. Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Если хвостовик изготовлен с лапкой, то она удерживает инструмент в шпинделе за счет того, что закреплена в специальном пазу. Лапка имеет два предназначения, с ее помощью легче достать изделие из шпинделя, а также создается жесткая фиксация и не будет проворачивания.
Также можно встретить исполнение с несколькими канавками и отверстиями. Они имеют разную глубину и размеры. Их задача – подводить к режущему инструменту смазочно-охлаждающую жидкость.
Хвостовики инструмента бывают различной конструкции и обозначаются буквенным кодом. Ниже приведена их расшифровка:
- BI – внутренний, имеется паз;
- ВЕ – наружный, имеется лапка;
- AI – внутренний, имеется отверстие по оси;
- АЕ – наружный, имеется отверстие по оси с резьбой;
- BIK – внутренний, имеются паз и отверстие для подачи ;
- ВЕК – наружный, имеется лапка и отверстие для подачи СОЖ;
- AIK – внутренний, содержит отверстия по оси и для подачи СОЖ;
- АЕК – наружный, содержит отверстие по оси с резьбой и отверстие для подачи СОЖ.

Наружный и внутренний соответствуют своим названиям. В зависимости от используемого инструмента, следует выбирать исполнение наружное или внутреннее.
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.
Представленные ниже названия означают, что конус был укорочен:
- B7 — до 14 мм;
- B10 — до 18 мм;
- B12 — до 22 мм;
- B16 — до 24 мм;
- B18 — до 32 мм;
- B22 — до 45 мм;
- B24 — до 55 мм;
- B32 — до 57 мм;
- B45 — до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
И исполнению.
Конус Морзе и метрический конус
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году .
Конус Морзе подразделяется на восемь размеров, от КМ0
до
КМ7
(англ.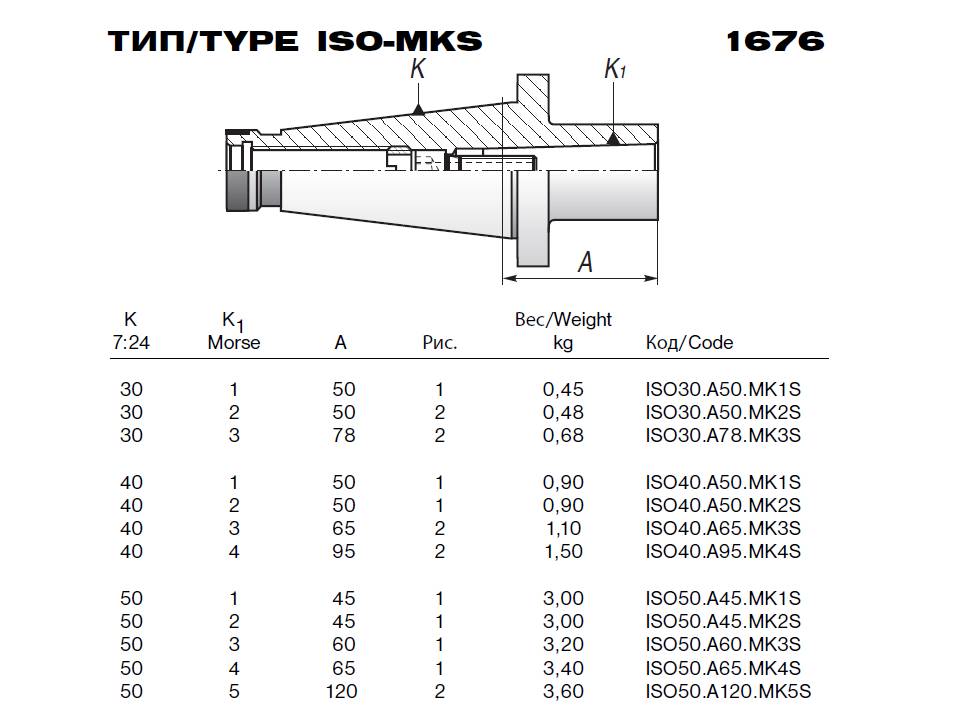 MT0-MT7 , нем. MK0-MK7 ) . Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
MT0-MT7 , нем. MK0-MK7 ) . Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами
(англ. Metric Taper ). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6 ) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200 ).
Конструктивных различий между конусом Морзе и метрическим нет.
Размеры наружного и внутреннего конуса (по ГОСТ 25557-2006), мм
Таблица 1
| Обозначение конуса | Конусность | D | D 1 | d | d 1 | d 2 | d 3 max | d 4 max | d 5 | l 1 max | l 2 max | l 3 max | l 4 max | l 5 min | l 6 | |
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | — | — | — | 2,5 | 3 | 23 | 25 | — | — | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | — | — | — | 4 | 4,6 | 32 | 35 | — | — | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | — | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7 | 1:19,231 | 83,058 | — | 285. 75 75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
Предисловие
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1. 0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и оВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и оВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2021 г. N 93-П) За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | AZ | Азстандарт |
| Армения | AM | Минэкономики Республики Армения |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Грузия | GE | Грузстандарт |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Киргизия | KG | Кыргызстандарт |
| Молдова | MD | Молдова-Стандарт |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
| Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
| Узбекистан | UZ | Узстандарт |
| Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2021 г..jpg) N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 296:1991* «Станки. Самозажимные конусы хвостовиков инструментов» («Machine tools — Self-holding tapers for tool shanks», MOD). ________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных. При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА. Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 «Станки» Международной организации по стандартизации (ISO).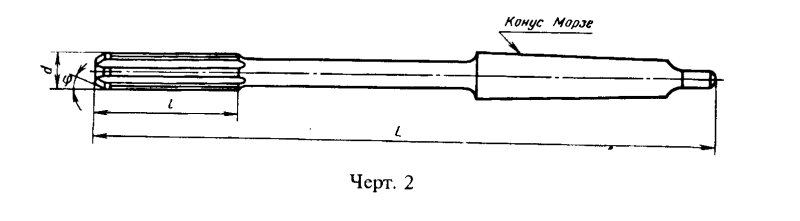 Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6). Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ. Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6). Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ. Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
6 ВЗАМЕН ГОСТ 25557-2006 (ИСО 296:1991) Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www. gost.ru)
gost.ru)
1 Область применения
Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе и устанавливает размеры наружных и внутренних инструментальных конусов трех категорий: — общего применения; — малые; — большие.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты: ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля ГОСТ 14034-74 Отверстия центровые. Размеры Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения конусов
В зависимости от конструкции инструментальный хвостовик должен иметь обозначение:
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
AE — наружный конус с резьбовым отверстием по оси; BIK — внутренний конус с пазом и отверстием для подачи СОЖ; BEK — наружный конус с лапкой и отверстием для подачи СОЖ; AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ; AEK — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
4 Размеры
4.1 Рекомендованные инструментальные конусы представлены в таблице 1. Таблица 1
| Категория конуса | Обозначение конуса |
| Конус общего применения | Конус Морзе N 1 — N 6 |
| Малый конус | Метрические конусы N 4 и N 6 и конус Морзе N 0 |
| Большой конус | Метрические конусы N 80 — N 200 |
4. 2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
Рисунок 1, лист 1
Рисунок 1, лист 2
Таблица 2
| В миллиметрах | |||||||||||||||
| Наименование конуса | Метрический | Морзе | Метрический | ||||||||||||
| Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
| Конусность | 1:20=0,05 | 1:19,212= =0,05205 | 1:20,047= =0,04988 | 1:20,020= =0,04995 | 1:19,992= =0,05020 | 1:19,254= =0,05194 | 1:19,002= =0,05263 | 1:19,180= =0,05214 | 1:20=0,05 | ||||||
| D | 4,0 | 6,0 | 9,045 | 12,065 | 17,780 | 23,825 | 31,267 | 44,399 | 63,348 | 80,0 | 100,0 | 120,0 | 160,0 | 200,0 | |
| Наружный конус | а | 2,0 | 3,0 | 3,0 | 3,5 | 5,0 | 5,0 | 6,5 | 6,5 | 8,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 |
| D1* | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 | |
| D2 | — | — | — | — | 15,0 | 21,0 | 28,0 | 40,0 | 56,0 | — | — | — | — | — | |
| d* | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143,0 | 179,4 | |
| d1 | — | — | — | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 | |
| d2* | — | — | 6,1 | 9,0 | 14,0 | 19,1 | 25,2 | 36,5 | 52,4 | 69,0 | 87,0 | 105,0 | 141,0 | 177,0 | |
| d3 не более | — | — | 6,0 | 8,7 | 13,5 | 18,5 | 24,5 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | |
| d4 не более | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | |
| d8 | — | — | — | 6,4 | 10,5 | 13,0 | 17,0 | 21,0 | 26,0 | — | — | — | — | — | |
| d9 | — | — | — | 8,0 | 12,5 | 15,0 | 20,0 | 26,0 | 31,0 | — | — | — | — | — | |
| d10 не более | — | — | — | 8,5 | 13,2 | 17,0 | 22,0 | 30,0 | 11,5 | — | — | — | — | — | |
| l1 не более | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 | |
| l2 не более | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 | |
| l3-0,1 | — | — | 56,5 | 62,0 | 75,0 | 94,0 | 117,5 | 149,5 | 210,0 | 220,0 | 260,0 | 300,0 | 380,0 | 460,0 | |
| l4 не более | — | — | 59,5 | 65,5 | 80,0 | 99,0 | 124,0 | 156,0 | 218,0 | 228,0 | 270,0 | 312,0 | 396,0 | 480,0 | |
| l7-0,1 | — | — | — | — | 20,0 | 29,0 | 39,0 | 51,0 | 81,0 | — | — | — | — | — | |
| l8-0,1 | — | — | — | — | 34,0 | 43,0 | 55,0 | 69,0 | 99,0 | — | — | — | — | — | |
| l11 | — | — | — | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | — | — | — | — | — | |
| l12 | — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | |
| p | — | — | — | 3,3 | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | |
| b h23 | — | — | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
| с** | — | — | 6,5 | 8,5 | 10,0 | 13,0 | 16,0 | 19,0 | 27,0 | 24,0 | 28,0 | 32,0 | 40,0 | 48,0 | |
| e не более | — | — | 10,5 | 13,5 | 16,0 | 20,0 | 24,0 | 29,0 | 40,0 | 48,0 | 58,0 | 68,0 | 88,0 | 108,0 | |
| i не менее | — | — | — | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 | |
| R не более | — | — | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 12,0 | 18,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | |
| r | — | — | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | 10,0 | |
| t не более | 2,0 | 3,0 | 4,0 | 5,0 | 5,0 | 7,0 | 9,0 | 10,0 | 16,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | |
| Внутренний конус | d5 Н11 | 3,0 | 4,6 | 6,7 | 9,7 | 14,9 | 20,2 | 26,5 | 38,2 | 54,8 | 71,5 | 90,0 | 108,5 | 145,5 | 182,5 |
| d6 не менее | — | — | — | 7,0 | 11,5 | 14,0 | 18,0 | 23,0 | 27,0 | 33,0 | 39,0 | 39,0 | 52,0 | 52,0 | |
| d7 | — | — | — | — | 19,5 | 24,5 | 32,0 | 44,0 | 63,0 | — | — | — | — | — | |
| l5 не менее | 25,0 | 34,0 | 52,0 | 56,0 | 67,0 | 84,0 | 107,0 | 135,0 | 188,0 | 202,0 | 240,0 | 276,0 | 350,0 | 424,0 | |
| l6 | 21,0 | 29,0 | 49,0 | 52,0 | 62,0 | 78,0 | 98,0 | 125,0 | 177,0 | 186,0 | 220,0 | 254,0 | 321,0 | 388,0 | |
| l9 | — | — | — | — | 22,0 | 31,0 | 41,0 | 53,0 | 83,0 | — | — | — | — | — | |
| l10 | — | — | — | — | 32,0 | 41,0 | 53,0 | 67,0 | 97,0 | — | — | — | — | — | |
| l13 | — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | |
| g А13 | 2,2 | 3,2 | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
| h | 8,0 | 12,0 | 15,0 | 19,0 | 22,0 | 27,0 | 32,0 | 38,0 | 47,0 | 52,0 | 60,0 | 70,0 | 90,0 | 110,0 | |
| p | — | — | — | — | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | |
| z *** | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | |
| * Размеры D1, d, d2 являются теоретическими и зависят от диаметра D и номинальных размеров а , l1, l3. | |||||||||||||||
 ** Допускается увеличивать длину
** Допускается увеличивать длинуПример условного обозначения конуса Морзе 3, степени точности АТ7:
Морзе 3 АТ7
ГОСТ 25557-2016
То же, метрического конуса 120, степени точности АТ8:
Метрический 120 АТ8
ГОСТ 25557-2016
4.3 Предельные отклонения размеров конусов — по ГОСТ 2848. 4.4 Центровые отверстия — по ГОСТ 14034.
Приложение ДА (справочное).
Информация о причинах включения в стандарт дополнительных положений по сравнению с примененным международным стандартом
Приложение ДА (справочное)
Таблица ДА.1
| Разделы, пункты настоящего стандарта, включающие дополнительные положения | Объяснение причин включения дополнительных положений | |
| Раздел | Пункт | |
| 4 | 4.2 | Пример условного обозначения необходим для заказа инструмента с конусами Морзе или метрическими |
4. 3 4.4 3 4.4 | Требования, необходимые для изготовления конусов | |
Приложение ДБ (справочное).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Приложение ДБ (справочное)
Таблица ДБ.1
| Структура настоящего стандарта | Структура международного стандарта ISO 296:1991 | ||
| Раздел | Пункт | Раздел | Пункт |
| 1 | — | 1 | — |
| 2 | — | 2 | — |
| 3 | — | 4 | — |
| 4 | 4.1 | 1 | — |
| 4.2 | 4 | — | |
| 4.3; 4.4 | — | — | |
Приложение ДВ (справочное).
Развертка ручная Конус Морзе 6 ГОСТ 11182-71
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА HEIDENPETER» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с ц/х шлифованные HSSCo5, длинные , DIN 340, для нержавеющей стали» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.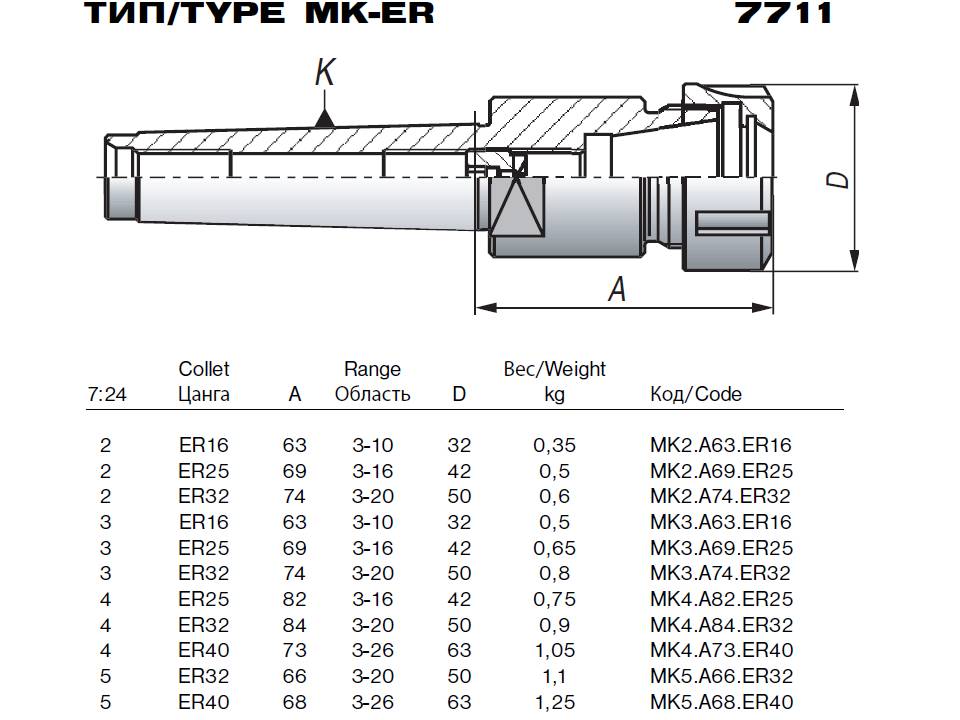 Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "FURIUS"»» Сверла c ц/х по металлу серия "T"»» Сверла с ц/х проточенным хвостовиком» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.
Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "FURIUS"»» Сверла c ц/х по металлу серия "T"»» Сверла с ц/х проточенным хвостовиком» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т. д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
ГОСТ 25557-2016 (ISO 296:1991) Конусы инструментальные.
 Основные размеры (Переиздание)
Основные размеры (Переиздание)ГОСТ 25557-2016 (ISO 296:1991)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
Основные размеры
Machine tools tapers. Basic dimensions
МКС 25.100
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 “Межгосударственная система стандартизации. Основные положения” и ГОСТ 1.2 “Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены”
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом “ВНИИИНСТРУМЕНТ” (ОАО “ВНИИ ИНСТРУМЕНТ”) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 “Инструмент”
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N 93-П)
N 93-П)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Грузия |
GE |
Грузстандарт |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркмения |
TM |
Главгосслужба “Туркменстандартлары” |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2017 г. N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 296:1991* “Станки. Самозажимные конусы хвостовиков инструментов” (“Machine tools – Self-holding tapers for tool shanks”, MOD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. – Примечание изготовителя базы данных.
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 “Станки” Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
6 ВЗАМЕН ГОСТ 25557-2006 (ИСО 296:1991)
7 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге “Межгосударственные стандарты”
1 Область применения
Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе и устанавливает размеры наружных и внутренних инструментальных конусов трех категорий:
– общего применения;
– малые;
– большие.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2848 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034 Отверстия центровые. Размеры
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения.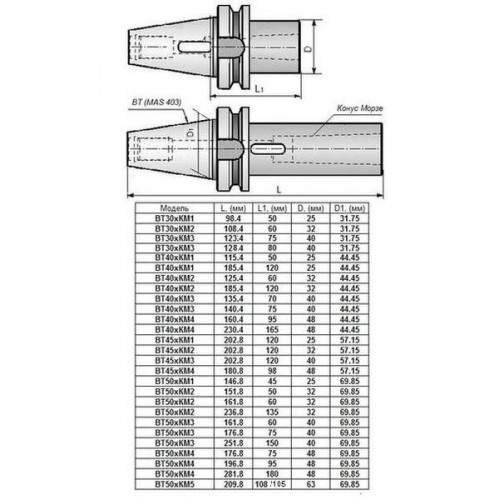 Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения конусов
В зависимости от конструкции инструментальный хвостовик должен иметь обозначение:
BI – внутренний конус с пазом;
BE – наружный конус с лапкой;
AI – внутренний конус с отверстием по оси;
AE – наружный конус с резьбовым отверстием по оси;
BIK – внутренний конус с пазом и отверстием для подачи СОЖ;
BEK – наружный конус с лапкой и отверстием для подачи СОЖ;
AIK – внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
AEK – наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
4 Размеры
4.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Таблица 1
|
Категория конуса |
Обозначение конуса |
|
Конус общего применения |
Конус Морзе N 1 – N 6 |
|
Малый конус |
Метрические конусы N 4 и N 6 и конус Морзе N 0 |
|
Большой конус |
Метрические конусы N 80 – N 200 |
4. 2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
Рисунок 1, лист 1
Рисунок 1, лист 2
Таблица 2
|
В миллиметрах |
|||||||||||||||
|
Наименование конуса |
Метрический |
Морзе |
Метрический |
||||||||||||
|
Обозначение конуса |
4 |
6 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
80 |
100 |
120 |
160 |
200 |
|
|
Конусность |
1:20=0,05 |
1:19,212= |
1:20,047= |
1:20,020= |
1:19,992= |
1:19,254= |
1:19,002= |
1:19,180= |
1:20=0,05 |
||||||
|
D |
4,0 |
6,0 |
9,045 |
12,065 |
17,780 |
23,825 |
31,267 |
44,399 |
63,348 |
80,0 |
100,0 |
120,0 |
160,0 |
200,0 |
|
|
Наружный конус |
а |
2,0 |
3,0 |
3,0 |
3,5 |
5,0 |
5,0 |
6,5 |
6,5 |
8,0 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
|
|
4,1 |
6,2 |
9,2 |
12,2 |
18,0 |
24,1 |
31,6 |
44,7 |
63,8 |
80,4 |
100,5 |
120,6 |
160,8 |
201,0 |
|
|
|
– |
– |
– |
– |
15,0 |
21,0 |
28,0 |
40,0 |
56,0 |
– |
– |
– |
– |
– |
|
|
|
2,9 |
4,4 |
6,4 |
9,4 |
14,6 |
19,8 |
25,9 |
37,6 |
53,9 |
70,2 |
88,4 |
106,6 |
143,0 |
179,4 |
|
|
|
– |
– |
– |
М6 |
М10 |
М12 |
М16 |
М20 |
М24 |
М30 |
М36 |
М36 |
М48 |
М48 |
|
|
|
– |
– |
6,1 |
9,0 |
14,0 |
19,1 |
25,2 |
36,5 |
52,4 |
69,0 |
87,0 |
105,0 |
141,0 |
177,0 |
|
|
|
|
– |
– |
6,0 |
8,7 |
13,5 |
18,5 |
24,5 |
35,7 |
51,0 |
67,0 |
85,0 |
102,0 |
138,0 |
174,0 |
|
|
|
2,5 |
4,0 |
6,0 |
9,0 |
14,0 |
19,0 |
25,0 |
35,7 |
51,0 |
67,0 |
85,0 |
102,0 |
138,0 |
174,0 |
|
|
– |
– |
– |
6,4 |
10,5 |
13,0 |
17,0 |
21,0 |
26,0 |
– |
– |
– |
– |
– |
|
|
|
– |
– |
– |
8,0 |
12,5 |
15,0 |
20,0 |
26,0 |
31,0 |
– |
– |
– |
– |
– |
|
|
|
|
– |
– |
– |
8,5 |
13,2 |
17,0 |
22,0 |
30,0 |
11,5 |
– |
– |
– |
– |
– |
|
|
|
23,0 |
32,0 |
50,0 |
53,5 |
64,0 |
81,0 |
102,5 |
129,5 |
182,0 |
196,0 |
232,0 |
268,0 |
340,0 |
412,0 |
|
|
|
25,0 |
35,0 |
53,0 |
57,0 |
69,0 |
86,0 |
109,0 |
136,0 |
190,0 |
204,0 |
242,0 |
280,0 |
356,0 |
432,0 |
|
|
– |
– |
56,5 |
62,0 |
75,0 |
94,0 |
117,5 |
149,5 |
210,0 |
220,0 |
260,0 |
300,0 |
380,0 |
460,0 |
|
|
|
|
– |
– |
59,5 |
65,5 |
80,0 |
99,0 |
124,0 |
156,0 |
218,0 |
228,0 |
270,0 |
312,0 |
396,0 |
480,0 |
|
|
– |
– |
– |
– |
20,0 |
29,0 |
39,0 |
51,0 |
81,0 |
– |
– |
– |
– |
– |
|
|
|
– |
– |
– |
– |
34,0 |
43,0 |
55,0 |
69,0 |
99,0 |
– |
– |
– |
– |
– |
|
|
|
– |
– |
– |
4,0 |
5,0 |
5,5 |
8,2 |
10,0 |
11,5 |
– |
– |
– |
– |
– |
|
|
|
– |
– |
– |
– |
27,0 |
36,0 |
47,0 |
60,0 |
90,0 |
– |
– |
– |
– |
– |
|
|
|
p |
– |
– |
– |
3,3 |
4,2 |
5,0 |
6,8 |
8,5 |
10,2 |
– |
– |
– |
– |
– |
|
|
b |
– |
– |
3,9 |
5,2 |
6,3 |
7,9 |
11,9 |
15,9 |
19,0 |
26,0 |
32,0 |
38,0 |
50,0 |
62,0 |
|
|
с** |
– |
– |
6,5 |
8,5 |
10,0 |
13,0 |
16,0 |
19,0 |
27,0 |
24,0 |
28,0 |
32,0 |
40,0 |
48,0 |
|
|
e |
– |
– |
10,5 |
13,5 |
16,0 |
20,0 |
24,0 |
29,0 |
40,0 |
48,0 |
58,0 |
68,0 |
88,0 |
108,0 |
|
|
i |
– |
– |
– |
16,0 |
24,0 |
24,0 |
32,0 |
40,0 |
47,0 |
59,0 |
70,0 |
70,0 |
92,0 |
92,0 |
|
|
R |
– |
– |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
12,0 |
18,0 |
24,0 |
30,0 |
36,0 |
48,0 |
60,0 |
|
|
r |
– |
– |
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
5,0 |
6,0 |
8,0 |
10,0 |
|
|
t |
2,0 |
3,0 |
4,0 |
5,0 |
5,0 |
7,0 |
9,0 |
10,0 |
16,0 |
24,0 |
30,0 |
36,0 |
48,0 |
60,0 |
|
Внутренний конус |
|
3,0 |
4,6 |
6,7 |
9,7 |
14,9 |
20,2 |
26,5 |
38,2 |
54,8 |
71,5 |
90,0 |
108,5 |
145,5 |
182,5 |
|
|
|
– |
– |
– |
7,0 |
11,5 |
14,0 |
18,0 |
23,0 |
27,0 |
33,0 |
39,0 |
39,0 |
52,0 |
52,0 |
|
|
– |
– |
– |
– |
19,5 |
24,5 |
32,0 |
44,0 |
63,0 |
– |
– |
– |
– |
– |
|
|
|
|
25,0 |
34,0 |
52,0 |
56,0 |
67,0 |
84,0 |
107,0 |
135,0 |
188,0 |
202,0 |
240,0 |
276,0 |
350,0 |
424,0 |
|
|
21,0 |
29,0 |
49,0 |
52,0 |
62,0 |
78,0 |
98,0 |
125,0 |
177,0 |
186,0 |
220,0 |
254,0 |
321,0 |
388,0 |
|
|
|
– |
– |
– |
– |
22,0 |
31,0 |
41,0 |
53,0 |
83,0 |
– |
– |
– |
– |
– |
|
|
|
– |
– |
– |
– |
32,0 |
41,0 |
53,0 |
67,0 |
97,0 |
– |
– |
– |
– |
– |
|
|
|
– |
– |
– |
– |
27,0 |
36,0 |
47,0 |
60,0 |
90,0 |
– |
– |
– |
– |
– |
|
|
|
g |
2,2 |
3,2 |
3,9 |
5,2 |
6,3 |
7,9 |
11,9 |
15,9 |
19,0 |
26,0 |
32,0 |
38,0 |
50,0 |
62,0 |
|
|
h |
8,0 |
12,0 |
15,0 |
19,0 |
22,0 |
27,0 |
32,0 |
38,0 |
47,0 |
52,0 |
60,0 |
70,0 |
90,0 |
110,0 |
|
|
p |
– |
– |
– |
– |
4,2 |
5,0 |
6,8 |
8,5 |
10,2 |
– |
– |
– |
– |
– |
|
|
z*** |
0,5 |
0,5 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,5 |
1,5 |
1,5 |
2,0 |
2,0 |
|
* Размеры , , являются теоретическими и зависят от диаметра и номинальных размеров а, , . ** Допускается увеличивать длину c до размера e. ***z – максимально допустимое отклонение при проверке конуса калибром. |
|||||||||||||||
Пример условного обозначения конуса Морзе 3, степени точности АТ7:
Морзе 3 АТ7 ГОСТ 25557-2016
То же, метрического конуса 120, степени точности АТ8:
Метрический 120 АТ8 ГОСТ 25557-2016
4.3 Предельные отклонения размеров конусов – по ГОСТ 2848.
4.4 Центровые отверстия – по ГОСТ 14034.
Приложение ДА (справочное). Информация о причинах включения в стандарт дополнительных положений по сравнению с примененным международным стандартом
Приложение ДА
(справочное)
Таблица ДА.1
|
Разделы, пункты настоящего стандарта, включающие дополнительные положения |
Объяснение причин включения дополнительных положений |
|
|
Раздел |
Пункт |
|
|
4 |
4. |
Пример условного обозначения необходим для заказа инструмента с конусами Морзе или метрическими |
|
|
4.3 4.4 |
Требования, необходимые для изготовления конусов |
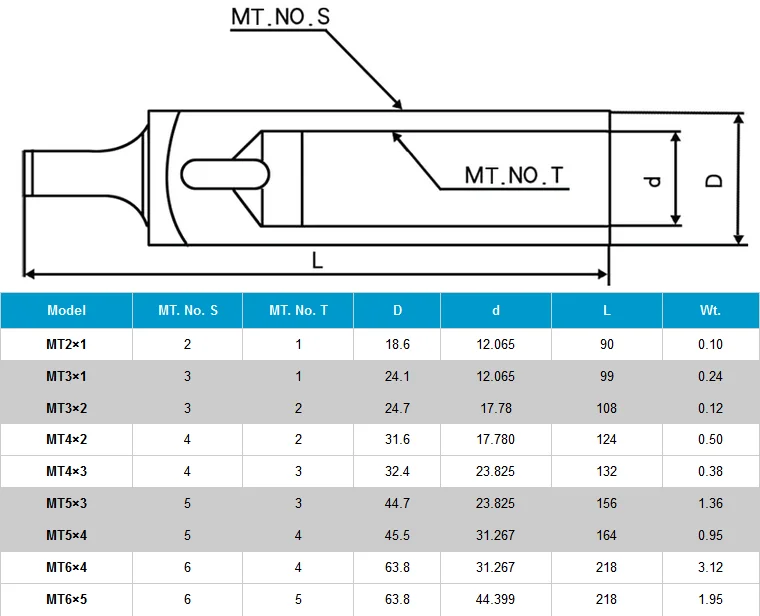 2
2
Приложение ДБ (справочное). Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Приложение ДБ
(справочное)
Таблица ДБ.1
|
Структура настоящего стандарта |
Структура международного стандарта ISO 296:1991 |
||
|
Раздел |
Пункт |
Раздел |
Пункт |
|
1 |
– |
1 |
– |
|
2 |
– |
2 |
– |
|
3 |
– |
4 |
– |
|
4 |
4. |
1 |
– |
|
|
4.2 |
4 |
– |
|
|
4.3; 4.4 |
– |
– |
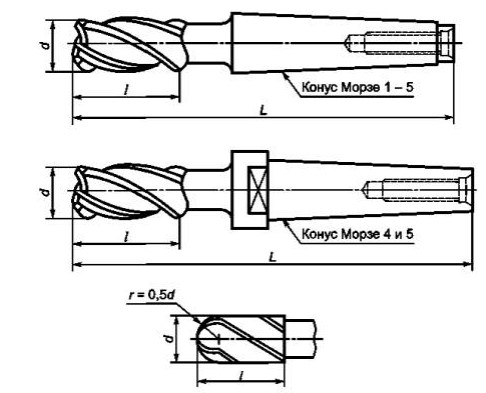 1
1
Приложение ДВ (справочное). Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Приложение ДВ
(справочное)
Таблица ДВ.1
|
Обозначение ссылочного межгосударственного стандарта |
Степень соответствия |
Обозначение и наименование ссылочного международного стандарта |
|
ГОСТ 2848-75 |
MOD |
ISO 1947-73 “Система допусков на конические поверхности деталей с конусностью от 1:3 до 1:500 и длиной от 6 до 630 мм” |
|
Примечание – В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта:
|
||

|
УДК 621.9.02-229.2:006.354 |
МКС 25.100 |
|
Ключевые слова: конусы инструментальные, конусы Морзе, метрические конусы, размеры |
|
1. Линейные размеры, углы, конусы
1. Нормальные линейные размеры (по ГОСТ 6636-69 в ред.)
Стандарт устанавливает ряды нормальных линейных размеров в интервале 0,001 – 100000мм, предназначенные для применения в машиностроении и рекомендуемые в других отраслях промышленности.
Размеры в диапазоне от 0,001 до 0,009мм должны соответствовать следующим: 0,001; 0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008; 0,009мм.
Размеры, мм
Ряды | Дополнительные размеры * | Ряды | Дополнительные размеры * | ||||||
Ra 5 | Ra 10 | Ra 20 | Ra40 | Ra5 | Ra 10 | Rа 20 | Rа 40 | ||
1,0 | 1,0 | 1,0 | 1,0 1,05 | – | 4,0 | 4,0 | 4,0 | 4,0 4,2 | 4,1 4,4 |
1,1 | 1,1 1,15 | – | 4,5 | 4,5 4,8 | 4,6 4,9 | ||||
1,2 | 1,2 | 1,2 1,3 | 1,25 1,35 | 5,0 | 5,0 | 5,0 5,3 | 5,2 5,5 | ||
1,4 | 1,4 1,5 | 1,45 1,55 | 5,6 | 5,6 6,0 | 5,8 6,2 | ||||
1,6 | 1,6 | 1,6 | 1,6 1,7 | 1,65 1,75 | 6,3 | 6,3 | 6,3 | 6,3 6,7 | 6,5 7,0 |
1,8 | 1,8 1,9 | 1,85 1,95 | 7,1 | 7,1 7,5 | 7,3 7,8 | ||||
2,0 | 2,0 | 2,0 2,1 | 2,05 | 8,0 | 8,0 | 8,0 8,5 | 8,2 8,8 | ||
2,2 | 2,2 2,4 | 2,15 2,30 | 9,0 | 9,0 9,5 | 9,2 9,8 | ||||
2,5 | 2,5 | 2,5 | 2,5 2,6 | 2,7 | 10 | 10 | 10 | 10 10,5 | 10,2 10,8 |
2,8 | 2,8 3,0 | 2,9 3,1 | 11 | 11 11,5 | 11,2 11,8 | ||||
3,2 | 3,2 | 3,2 3,4 | 3,3 3,5 | 12 | 12 | 12 13 | 12,5 13,5 | ||
3. | 3,6 3,8 | 3,7 3,9 | 14 | 14 15 | 14,5 15,5 | ||||
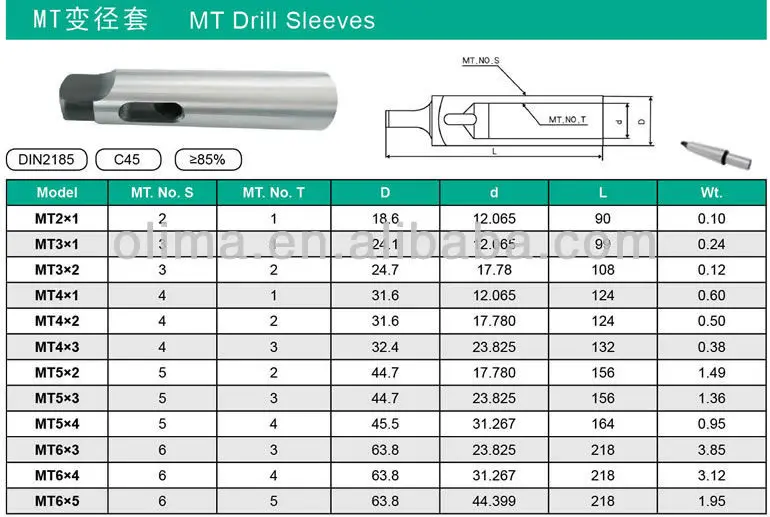 6
6Продолжение табл. 1
Ряды | Дополнительные размеры * | Ряды | Дополнительные размеры * | ||||||
Ra 5 | Ra 10 | Rа 20 | Ra 40 | Ra 5 | Ra 10 | Ra 20 | Ra 40 | ||
16 | 16 | 16 | 16 17 | 16,5 17,5 | 100 | 125 | 125 | 125 130 | 118 135 |
18 | 18 19 | 18,5 | 140 | 140 150 | 145 155 | ||||
20 | 20 | 20 21 | 19,5 20,5 | 160 | 160 | 160 | 160 170 | 165 175 | |
22 | 22 24 | 21,5 23,0 | 180 | 180 190 | 185 195 | ||||
25 | 25 | 25 | 25 26 | 27 | 200 | 200 | 200 210 | 205 215 | |
28 | 28 30 | 29 31 | 220 | 220 240 | 230 | ||||
32 | 32 | 32 34 | 33 35 | 250 | 250 | 250 | 250 260 | 270 | |
36 | 36 38 | 37 39 | 280 | 280 300 | 290 310 | ||||
40 | 40 | 40 | 40 42 | 41 44 | 320 | 320 | 320 340 | 330 350 | |
45 | 45 48 | 46 49 | 360 | 360 380 | 370 390 | ||||
50 | 50 | 50 53 | 52 55 | 400 | 400 | 400 | 400 420 | 410 440 | |
56 | 56 60 | 58 62 | 450 | 450 480 | 460 490 | ||||
63 | 63 | 63 | 63 67 | 65 70 | 500 | 500 | 500 530 | 515 545 | |
71 | 71 75 | 73 78 | 560 | 560 600 | 580 615 | ||||
80 | 80 | 80 85 | 82 88 | 630 | 630 | 630 | 630 670 | 650 690 | |
90 | 90 95 | 92 98 | 710 | 710 750 | 730 775 | ||||
100 | 100 | 100 | 100 105 | 102 108 | 800 | 800 | 800 850 | 825 875 | |
110 | 110 120 | 112 115 | 900 | 900 950 | 925 975 | ||||
*Для размеров свыше1000мм допускается также применять числа из ряда Ra 160 по ГОСТ 8032-84.
При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra5 следует предпочитать ряду Ra 10 и т.д.).
Дополнительные размеры, приведенные в таблице, допускается применять лишь в отдельных, технически обоснованных случаях.
2. Нормальные утлы (по ГОСТ 8908-81)1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд |
0° | 10° | 70° | ||||||
0°15′ | 12° | 75° | ||||||
0°30′ | 15° | 80 | ||||||
0º45′ | 18 | 85 | ||||||
1° | 20 | 90° | ||||||
1°30′ | 22 | 100 | ||||||
2 | 25 | 110 | ||||||
2°30′ | 30 | 120 | ||||||
3 | 35 | 135 | ||||||
4 | 40 | 150 | ||||||
5 | 5 | 45 | 165 | |||||
6 | 50 | 180 | ||||||
7 | 55 | 270 | ||||||
8 | 60 | 360 | ||||||
9 | 65 |
Таблица не распространяется на угловые размеры конусов.
При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й – 3-му.
3. Нормальные конусности и углы конусов (по ГОСТ 8593-81)Стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.
C = (D – d) / L = 2tg(α/2)
Обозначение конуса | КонусностьC | Угол конуса α | Угол уклона α / 2 | ||||
ряд 1 | ряд 2 | утл.ед. | рад | утл. | рад | ||
1 : 500 | 1 : 500 | 0,0020000 | 6’52,5″ | 0,0000 | 3’26,25″ | 0,0010000 | |
1 :200 | 1 : 200 | 0,0050000 | 1711,3″ | 0,0050000 | 8’35,55″ | 0,0025000 | |
1 : 100 | 1 : 100 | 0,0100000 | 34’22,6″ | 0,0100000 | 17’11,3” | 0,0050000 | |
1 : 50 | 1 : 50 | 0,0200000 | 1°8’45,2″ | 0,0199996 | 34’22,6″ | 0,0099998 | |
1 : 30 | 1 :30 | 0,0333333 | 1°54’31,9″ | 0,0333304 | 57’17,45″ | 0,0166652 | |
1 : 20 | 1 :20 | 0,0500000 | 2°51’51,1” | 0,0499896 | 1°25’55,55″ | 0,0249948 | |
1 : 15 | 1 : 15 | 0,0666667 | 3°49’5,9″ | 0,0666420 | 1°54’32,95″ | 0,0333210 | |
1 : 12 | 1 : 12 | 0,0833333 | 4°4618,8″ | 0,0832852 | 2°23’19,4″ | 0,0416426 | |
1 : 10 | 1 : 10 | 0,1000000 | 5°43’29,3″ | 0,0999168 | 2°5144,65″ | 0,0499584 | |
1 : 8 | 1 : 8 | 0,1250000 | 7°9’9,6″ | 0,1248376 | 3°34’34,8″ | 0,0624188 | |
1 : 7 | 1 :7 | 0,1428571 | 8°10’16,4″ | 0,1426148 | 4°5’8,2″ | 0,0713074 | |
1 : 6 | 1 :6 | 0,1666667 | 9°31’38,2″ | 0,1662824 | 4°45’49,1” | 0,0831412 | |
1 : 5 | 1 :5 | 0,2000000 | 11°25’16,3″ | 0,1993374 | 5º42’38,15″ | 0,0996687 | |
1 : 4 | 1 : 4 | 0,2500000 | 14°15’0,1” | 0,2487100 | 7°7’30,05″ | 0,1243550 | |
1 : 3 | 1 : 3 | 0,3333333 | 18°55’28,7″ | 0,3302972 | 9°27’44,35″ | 0,1651486 | |
30° | 1:1,866025 | 0,5358985 | 30° | 0,5235988 | 15° | 0,2617994 | |
45е | 1:1,207107 | 0,8284269 | 45° | 0,7853982 | 22°30′ | 0,3926991 | |
60° | 1:0,866025 | 1,1547010 | 60° | 1,0471976 | 30° | 0,5235988 | |
75° | 1:0,651613 | 1,5346532 | 75° | 1,3089970 | 37°30′ | 0,6544985 | |
90° | 1:0,500000 | 2,0000000 | 90° | 1,5707964 | 45° | 0,7853982 | |
120° | 1:0,288675 | 3,4641032 | 120° | 2,0943952 | 60° | 1,0471976 | |
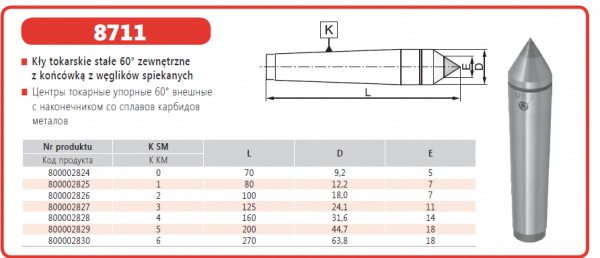 ед.
ед.Примечание. Значения конусности или угла конуса, указанные в графе “Обозначение конуса”, приняты за исходные при расчете других значений, приведенных в таблице.
Значения конусности или угла конуса, указанные в графе “Обозначение конуса”, приняты за исходные при расчете других значений, приведенных в таблице.
При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
4. Укороченные конусы инструментов (по ГОСТ 9953-82). Стандарт распространяется на укороченные инструментальные конусы Морзе
Размеры, мм
Наружные конусы
Внутренние конусы
Конусы с резьбовым отверстием
*Z – наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D, от ее теоретического положения.
** Размеры для справок.
Обозначение конуса | Конус Морзе | D | D1 | d | d1 | l1 | l2 | α, не более | b | с |
В7 | 0 | 7,067 | 7,2 | 6,5 | 6,8 | 11 | 14 | 3 | 3 | 0,5 |
В10 В12 | 1 | 10,094 12,065 | 10,3 12,2 | 9,4 11,1 | 9,8 11,5 | 14,5 18,5 | 18 22 | 3,5 3,5 | 3,5 3,5 | 1,0 |
В16 В18 | 2 | 15,733 17,780 | 16 18 | 14,5 16,2 | 15 16,8 | 24 32 | 29 37 | 5 5 | 4 4 | 1,5 |
В22 В24 | 3 | 21,793 23,825 | 22 24,1 | 19,8 21,3 | 20,5 22 | 40,5 50,5 | 45,5 55,5 | 5 5 | 4,5 4,5 | 2,0 |
В32 | 4 | 31,267 | 31,6 | 28,6 | – | 51,0 | 57,5 | 6,5 | – | 2,0 |
В45 | 5 | 44,399 | 44,7 | 41,0 | – | 64. | 71,0 | 6,5 | – | 2,0 |
 5
5Размеры D1 и d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров α и l1.
5. Конусность наружных и внутренних конусов с резьбовым отверстиемОбозначение величины конуса | Конусность | Угол конуса 2α |
В7 | 1 : 19,212 = 0,05205 | 2°58’54” |
B10; B12 | 1 : 20,047 = 0,4988 | 2°51’26” |
В16; В18 | 1 : 20, = 0,04995 | 2°51’41” |
В22; В24 | 1 : 19,922 = 0,05020 | 2°52’32” |
В32 | 1 : 19,954 = 0,05194 | 2º58’31” |
В45 | 1 : 19,002 = 0,05263 | 3°00’53” |
Угол конуса 2α подсчитан по величине конусности с округлением 1”
6.
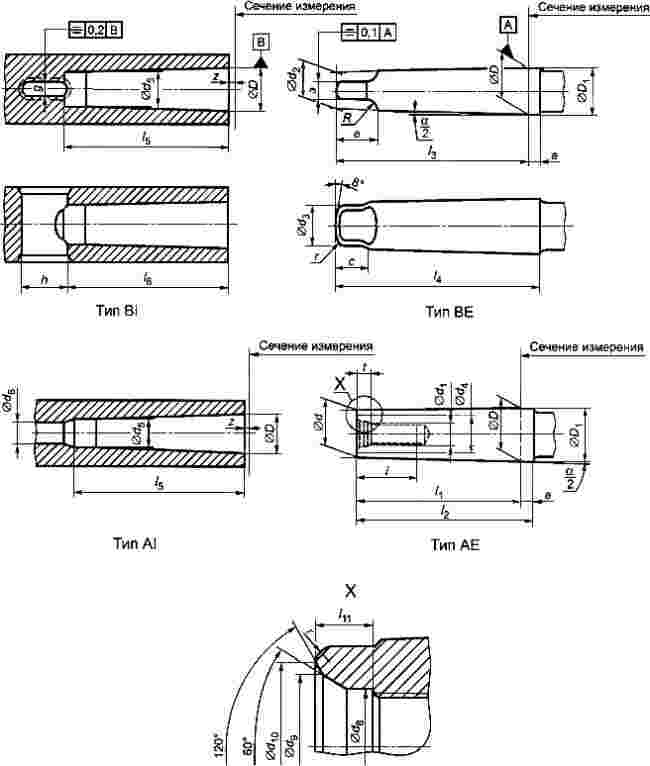 Рекомендуемые размеры центрового отверстия укороченного конуса
Рекомендуемые размеры центрового отверстия укороченного конусаРазмеры, мм
Центровые отверстия для конусов Морзе В12, В18, В24 и В45 – формы Р по ГОСТ 14034-74. Допускается изготовление центрового отверстия с размерами, указанными в таблице.
Обозначение конуса Морзе | d2 | d3 | d4 | L |
В12 | М6 | 8,0 | 8,5 | 16 |
В18 | М10 | 12,5 | 13,2 | 24 |
В24 | М12 | 15,0 | 17,0 | 28 |
В32 В45 | М16 М20 | 20,0 26,0 | 22,0 30,0 | 32 40 |
7. Конусы инструментов. Предельные отклонения угла конуса и допуски формы конусов (по ГОСТ 2848-75)
Конусы инструментов. Предельные отклонения угла конуса и допуски формы конусов (по ГОСТ 2848-75)
Степень точности инструментальных конусов обозначается допуском угла конуса заданной степени точности по ГОСТ 8908-81 и определяется предельными отклонениями угла конуса и допусками формы поверхности конуса, числовые значения которых указаны ниже.
Обозначение конусов | Длина измерения угла конуса L, мм | Предельные отклонения угла конуса, мкм, на длине конуса | Допуски формы конуса, мкм | ||||||||
Прямолинейность образующей | Круглость | ||||||||||
Степень точности | |||||||||||
AT6 | АТ7 | АТ8 | АТ6 | АТ7 | АТ8 | АТ6 | АТ7 | АТ8 | |||
Метрических | 4 6 | 25 35 | 8 10 | 12 16 | 20 25 | 1,6 2,0 | 2,5 3,0 | 4 5 | 4 | 6 | 10 |
Морзе | 0 1 | 49 52 | 10 | 16 | 25 | 2,5 | 4,0 | 6 | 5 | 8 | 12 |
2 | 64 | 3,0 | 5,0 | 8 | |||||||
3 | 79 | 12 | 20 | 30 | 6 | 10 | 16 | ||||
Морзе | 4 | 100 | 16 | 25 | 40 | 3,0 | 5,0 | 8 | 6 | 10 | 16 |
5 | 126 | 4,0 | 6,0 | 10 | |||||||
6 | 174 | 5,0 | 8,0 | 12 | 8 | 12 | 20 | ||||
Метрических | 80 | 180 | |||||||||
100 | 212 | 20 | 30 | 50 | |||||||
120 | 244 | 25 | 40 | 60 | |||||||
160 | 308 | 6,0 | 10,0 | 16 | 10 | 16 | 25 | ||||
200 | 372 | 30 | 50 | 80 | |||||||
Укороченных | В7 | 14 | 6 | 10 | 16 | 1,2 | 2,0 | 3 | 3 | 5 | 8 |
В10 | 18 | 1,6 | 2,5 | 4 | |||||||
В12 | 22 | ||||||||||
В16 | 29 | 8 | 12 | 20 | 2,0 | 3,0 | 5 | ||||
В18 | 37 | 10 | 16 | 25 | |||||||
В22 | 45,5 | 2,5 | 4,0 | 6 | 4 | 6 | 10 | ||||
В24 | 55,5 | 12 | 20 | 30 | |||||||
В32 | 57,5 | ||||||||||
В45 | 71 | 3,0 | 5,0 | 8 | |||||||
Примечания:
1. Отклонения угла конуса от номинального размера располагать в “плюс” – для наружных конусов, в “минус” – для внутренних.
Отклонения угла конуса от номинального размера располагать в “плюс” – для наружных конусов, в “минус” – для внутренних.
2. ГОСТ 2848-75 для наружных конусов предусматривает также степени точности АТ4, АТ5. Допуски по ГОСТ 2848-75 распространяются на конусы инструментов по ГОСТ 25557-1 и ГОСТ 9953-82.
Пример обозначения конуса Морзе 3, степени точности АТ8:
Морзе 3 АТ8 ГОСТ 25557-82
То же метрического конуса 160, степени точности АТ7:
Метр. 160 АТ7 ГОСТ 25557-82
То же укороченного конуса В18, степени точности АТ6:
Морзе В18 АТ6 ГОСТ 9953-82
8. Конусы инструментальные Морзе и метрические внутренние (по ГОСТ 25557-82)Размеры, мм
Внутренние конусы
Для конусов с лапкой
Для конусов с резьбовым отверстием
Конус | Метрический | Морзе | Метрический | |||||||||||
Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 |
Конусность | 1 : 20 = 0,05 | 1 : 19,212 = 0,05205 | 1 : 20,047 = 0,04988 | 1 : 20,020 = 0,04995 | 1 : 19,922 = 0,05 | 1 : 19,254 = 0,05194 | 1 : 19,002 = 0,05263 | 1 : 19,180 = 0,05214 | 1 : 20 = 0,05 | |||||
D | 4 | 6 | 9,045 | 12,065 | 17,780 | 23,825 | 31,267 | 44,399 | 63,348 | 80 | 100 | 120 | 160 | 200 |
d5 | 3 | 4,6 | 6,7 | 9,7 | 14,9 | 20,2 | 26,5 | 38,2 | 54,6 | 71,5 | 90 | 108,5 | 145,5 | 182,5 |
d6 | – | – | – | 7 | 11,5 | 14 | 18 | 23 | 27 | 33 | 39 | 52 | ||
l5 min | 25 | 34 | 52 | 56 | 67 | 84 | 107 | 135 | 188 | 202 | 240 | 276 | 350 | 424 |
l6 | 21 | 29 | 49 | 52 | 62 | 78 | 98 | 125 | 177 | 186 | 220 | 254 | 321 | 388 |
g | 2,2 | 3,2 | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19 | 26 | 32 | 38 | 50 | 62 |
h | 8 | 12 | 15 | 19 | 22 | 27 | 32 | 38 | 47 | 52 | 60 | 70 | 90 | 110 |
1. ГОСТ предусматривает размеры и для конусов инструментальных наружных.
ГОСТ предусматривает размеры и для конусов инструментальных наружных.
2. Предельные отклонения размеров конусов и допуски формы по ГОСТ 2848-75.
9. Конусы внутренние и наружные конусностью 7 : 24 (по ГОСТ 15945-82)Размеры, мм
Пример обозначения конуса 25:
Конус 25 ГОСТ 15945-82
Обозначение конуса | D | L* (справочный) |
10 | 15,87 | 21,8 |
15 | 19,05 | 26,9 |
25 | 25,40 | 39,8 |
30 | 31,75 | 49,2 |
35 | 38,10 | 57,2 |
40 | 44,45 | 65,6 |
45 | 57,15 | 84,8 |
50 | 69,85 | 103,7 |
55 | 88,90 | 131,6 |
60 | 107,95 | 163,7 |
65 | 133,35 | 200,0 |
70 | 165,10 | 247,5 |
75 | 203,20 | 305,8 |
80 | 254,00 | 390,8 |
 Допуски конусов внутренних и наружных конусностью 7 : 24 (по ГОСТ 19860-93)
Допуски конусов внутренних и наружных конусностью 7 : 24 (по ГОСТ 19860-93)Настоящий стандарт распространяется на конусы по ГОСТ 15945 с конусностью 7 : 24 обозначением от 30 до 80 и устанавливает допуски углов и формы конусов от 3 до 7-й степени точности.
Размеры и допуски углов наружных и внутренних конусов* Размер для справок.
** Z – базорасстояние конуса задается в стандартах на конкретную продукцию
1 – основная плоскость; 2 – базовая плоскость
Обозначения конусов | D | d | Lрасч | Допуск угла, мкм, конуса ATDпо ГОСТ 8908 | ||||
3 | 4 | 5 | 6 | 7 | ||||
30 | 31,75 | 17,750 | 48 | 2,5 | 4 | 6 | 10 | 15 |
35 | 38,10 | 21,767 | 56 | 2,5 | 4 | 6 | 10 | 15 |
40 | 44,45 | 25,492 | 65 | 3,0 | 5 | 8 | 12 | 20 |
45 | 57,15 | 32,942 | 83 | 3,0 | 5 | 8 | 12 | 20 |
50 | 69,85 | 40,100 | 102 | 4,0 | 6 | 10 | 16 | 25 |
55 | 88,90 | 54,858 | 127 | 4,0 | 6 | 10 | 16 | 25 |
60 | 107,95 | 60,700 | 162 | 5,0 | 8 | 12 | 20 | 30 |
65 | 133,35 | 74,433 | 202 | 5,0 | 8 | 12 | 20 | 30 |
70 | 165,10 | 92,183 | 250 | 6,0 | 10 | 16 | 25 | 40 |
75 | 203,20 | 113,658 | 307 | 6,0 | 10 | 16 | 25 | 40 |
80 | 254,00 | 138,208 | 394 | 8,0 | 12 | 20 | 30 | 50 |
Условное обозначение конусов по ГОСТ 15945 с добавлением степени точности конуса:
Конус 50 АТ5 ГОСТ 15945-82
Предельные отклонения базорасстояния конуса Z следует выбирать из ряда: ± 0,4; ± 0,2; ± 0,1; ± 0,05мм.
Продолжение табл. 10
Допуски формы конусовОбозначение конуса | Наименование допуска | Допуск формы, мкм, для степеней точности | ||||
3 | 4 | 5 | 6 | 7 | ||
30; 35 | Допуск прямолинейности | 0,6 | 1,0 | 1,6 | 2,5 | 4 |
40; 45 | 0,8 | 1,2 | 2,0 | 3,0 | 5 | |
50; 55 | 1,0 | 1,6 | 2,5 | 4,0 | 6 | |
60; 65 | 1,2 | 2,0 | 3,0 | 5,0 | 8 | |
70; 75 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | |
80 | 2,0 | 3,0 | 5,0 | 8,0 | 12 | |
30; 35; 40; | Допуск круглости | 0,6 | 1,0 | 1,6 | 2,5 | 4 |
45; 50 | ||||||
55; 60 | 0,8 | 1,2 | 2,0 | 3,0 | 5 | |
65; 70; | 1,0 | 1,6 | 2,5 | 4,0 | 6 | |
75; 80 | ||||||
Конус Морзе MT6 Конус Морзе Оправки шпинделя
Увеличить изображение
Оправка с конусом Морзе
Оправка с конусом Морзе позволяет быстро и легко проверить правильность биения шпинделя для станков с конусом Морзе. В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Оправки изготавливаются по стандарту DIN 229 с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Оправки изготавливаются по стандарту DIN 229 с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
Полный лист технических данных (465.M00)
Лист технических данных в формате PDF: оправки с конусом Морзе для шпинделя (465.M00)
Подробнее Задать вопрос Запросить цену
| Продукт | Калибр |
| Тип детали | Оправка с биением |
| Конус/Стандарт | Конус Морзе |
| Размер конуса | MT6 |
| Г (мм) | 50 |
| Д (мм) | 300 |
| Т (мм) | M24x3 |
| l1 (мм) | 182 |
| d1 (мм) | 63. 348 348 |
| Описание | Д (мм) | Д (мм) | Т (мм) | l1 (мм) | d1 (мм) | Номер детали | ||
|---|---|---|---|---|---|---|---|---|
| Конус Морзе MT0 | Свяжитесь с нами | 465.М00.000.000 | ||||||
| Конус Морзе MT1 | 200 | 12 | M6x1 | 53,5 | 12,065 | 465.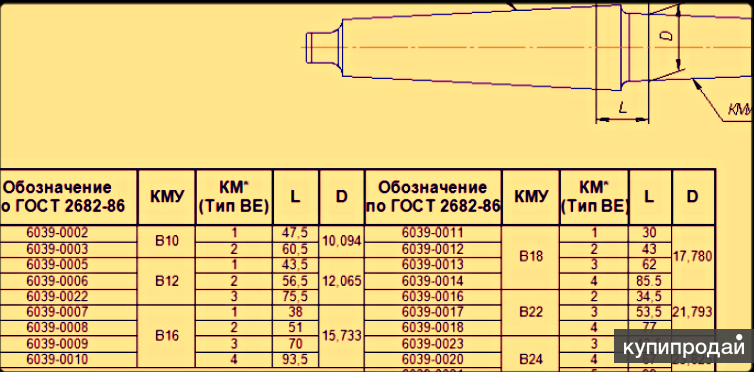 М01.000.000 М01.000.000 | ||
| Конус Морзе MT2 | 200 | 20 | М10×1,5 | 64 | 17.780 | 465.М02.000.000 | ||
| Конус Морзе MT3 | 250 | 25 | М12×1,75 | 81 | 23,825 | 465. М03.000.000 М03.000.000 | ||
| Конус Морзе MT4 | 300 | 30 | М16х2 | 102,5 | 31,267 | 465.М04.000.000 | ||
| Конус Морзе MT5 | 300 | 40 | M20x2,5 | 129,5 | 44,399 | 465. М05.000.000 М05.000.000 | ||
| Конус Морзе MT6 | 300 | 50 | M24x3 | 182 | 63,348 | 465.М06.000.000 |
Обзор: Кейсы для переноски оправки шпинделя
Независимо от того, требуется ли частая транспортировка ваших измерительных приборов или их хранение в одном месте в течение определенного периода времени, мы можем предложить надежное решение.
Подробности PDF (465.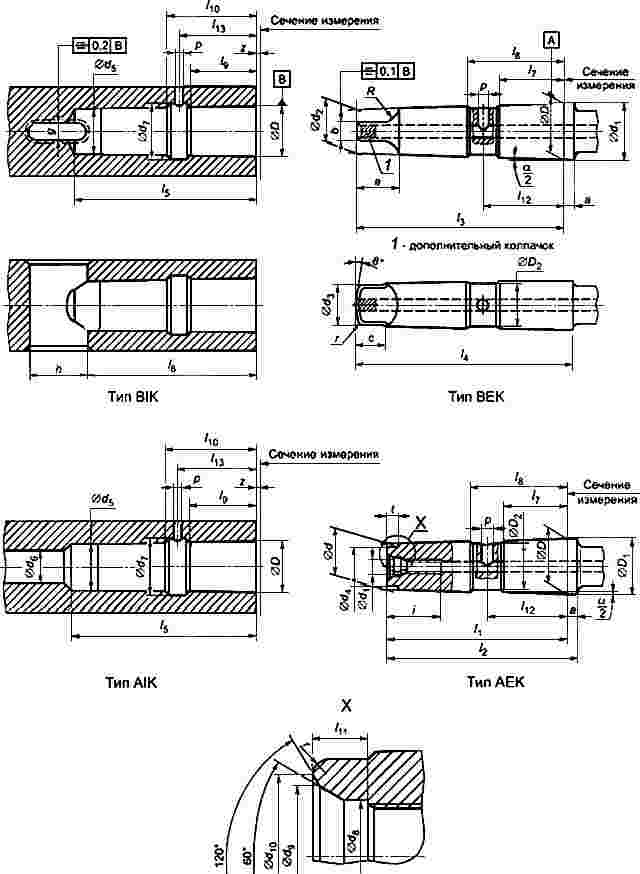 006)
006)
Для получения дополнительной информации об этом изделии (конус Морзе MT6, конические оправки шпинделя с конусом Морзе) или других изделиях заполните форму ниже. или свяжитесь с нашим офисом напрямую:
Телефон: 815-962-5600
Факс: 815-962-4600
Местонахождение: 304 North Main St, Suite 104, Rockford, IL 61101-1101 USA
Эл. почта: info@ΤΑCRοckfοrd.cοm
Родственные
Оправки для измерения биения шпинделя с конусом Морзе
Оправки для измерения биения с конусом Морзе позволяют быстро и легко проверить правильность биения шпинделя для станков с конусом Морзе. В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Беседки изготавливаются по стандарту DIN 229.с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
Датчики конусности шпинделя Морзе
TAC Rockford Датчики конусности шпинделя Морзе предназначены для проверки конусов шпинделя Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Обзор: Датчики конуса Морзе
Держатели конуса Морзе HSK-A
Доступны для HSK-A 50, 63, 80, 1000002 Измерители конусности держателя инструмента Морзе TAC Rockford предназначены для проверки конусов держателя инструмента Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Переходники HSK-A
Для инструментов с конусом Морзе с хвостовиком DIN 228-B. Доступно для HSK-A 50, 63, 80, 100.
Двухконтактные оправки для испытания на биение с крутым конусом
Оправки/оправки для испытания на биение шпинделя с крутым конусом, совместимые с Big Plus.
Стандартные оправки для испытаний на биение со сферическим концом с крутым конусом
Оправки для проверки биения шпинделя со сферическим концом предназначены для проверки точности позиционирования 5-осевых станков, но также могут использоваться вместо стандартных оправок для проверки биения, когда требуется меньшая длина или для точки касания с поверхности шпинделя (шаровой конец идеально подходит для этой цели).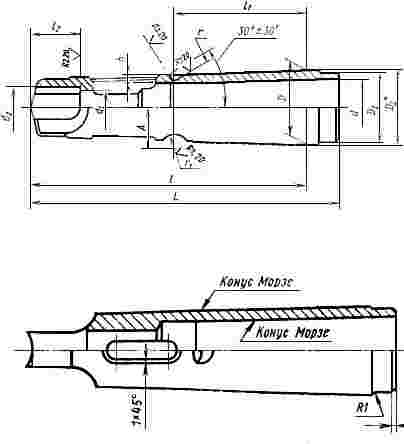
Очистители шпинделя Морзе
Стандартные оправки HSK для испытания на биение со сферическим концом
Оправки для испытания на биение шпинделя со сферическим концомпредназначены для проверки точности позиционирования 5-осевых станков, но могут также использоваться вместо стандартных оправок для испытания на биение, если они короче длина или для точки касания с торца шпинделя (для этой цели идеально подходит шаровой конец).
Артикул № 16106, ЧПУ для тяжелых условий эксплуатации, размер конуса Морзе 6, размер наконечника 0,9375 дюйма (дюйма). Живой центр “А” на Riten Industries Inc.
Информация о запросе
- Гарантированная точность ± 0,0002
- Может использоваться вместе с торцовыми драйверами.
- Большие детали для станков с ЧПУ
- Также доступны хвостовики Jarno, Brown and Sharpe и прямые хвостовики.
- Полный сервис, ремонт и гарантия Riten.

Технические характеристики
| Конус Морзе (MT) Размер | Н/Д 6 |
| Разм. “А” | Н/Д 0,938 дюйма |
| Разм. “Б” | Н/Д 3,281 дюйма |
| Разм. “С” | Н/Д 4,625 дюйма |
| Разм. “Д” | Н/Д 3,844 дюйма |
| Разм. “Е” | Н/Д 0,500 дюйма |
| В2 | Н/Д 30 градусов |
| Максимальное число оборотов в минуту | Н/Д от 0 до 4000 |
| Масса | Н/Д 7100 фунтов |
| Тип конуса | Н/Д конус Морзе |
| Точечная форма | Н/Д Трейсер Пойнт |
 org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”>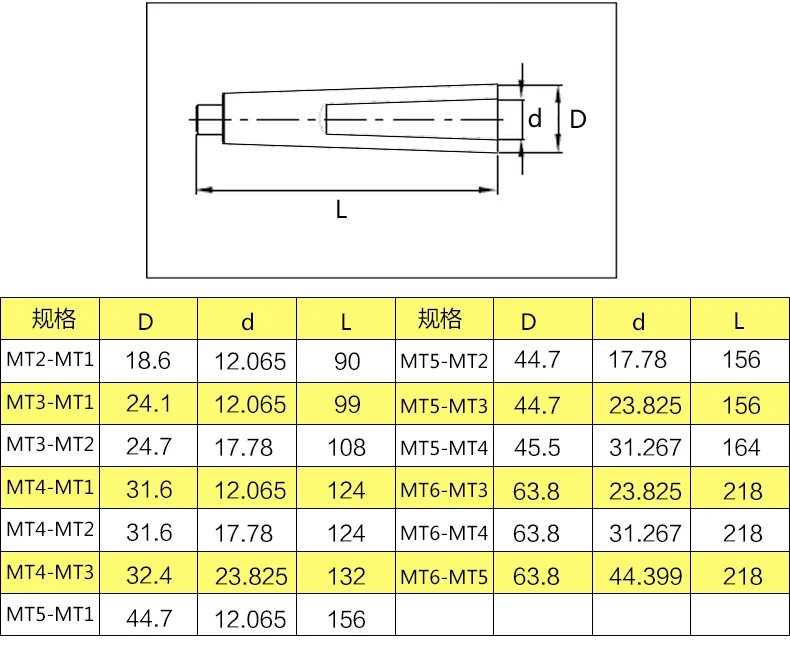 org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> © 2019 Riten Industries, Inc. Все права защищены / Политика конфиденциальности Живой центр “А” на Riten Industries Inc.
Все права защищены / Политика конфиденциальности Живой центр “А” на Riten Industries Inc.
Информация о запросе
- Гарантированная точность ± 0,0002
- Может использоваться вместе с торцевыми драйверами.
- Большие детали для станков с ЧПУ
- Также доступны хвостовики Jarno, Brown and Sharpe и прямые хвостовики.
- Применяется полное обслуживание, ремонт и гарантия Riten.
Технические характеристики
| Конус Морзе (MT), размер | Н/Д 6 |
| Разм. “А” | Н/Д 2000 дюймов |
| Разм. “Б” | Н/Д 2,250 дюйма |
| Разм. “С” | Н/Д 4,625 дюйма |
| Разм. “Д” | Н/Д 3,844 дюйма |
| Разм. “Е” | Н/Д 0,500 дюйма |
| Максимальное число оборотов в минуту | Н/Д от 0 до 4000 |
| Масса | Н/Д 14000 фунтов |
| Тип конуса | Н/Д конус Морзе |
| Точечная форма | Н/Д Стандартная точка |
 org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”> © 2019 Riten Industries, Inc. Все права защищены / Политика конфиденциальности
5-6MT Коническая втулка Морзе | DEWS5-6
- Артикул:
- ДЭВС5-6
- Доставка сегодня невозможна. Пожалуйста свяжитесь с нами.
Список цен: 124,55 доллара США
В настоящее время: Цена: 67,26 долларов США.
(Вы сэкономили 57,29 долларов США)
Список цен: 124,55 доллара США
В настоящее время:
Цена: 67,26 долларов США.
(Вы сэкономили 57,29 долларов США)
- Артикул:
- ДЭВС5-6
- Марка
- Квалтек
- СКП:
- 887861173407
- MPN:
- ДЭВС5-6
- Наличие:
- Доставка сегодня невозможна. Пожалуйста свяжитесь с нами.
БЕСПЛАТНАЯ двухдневная доставка при заказе на сумму более 100 долларов США
Часто покупают вместе:
- Описание
- Характеристики продукта
Описание
Размер №: 5 “-6, номер отверстия 5MT, хвостовик Dia. 6 MT, конические втулки Морзе, аксессуары для станков
Просмотреть всеЗакрыть
Характеристики продукта
Размер: | 5-6MT |
Окончание: | Без покрытия (светлый) |
Просмотреть всеЗакрыть
Жители Калифорнии: см. Предложение 65, информация
.Стоковые фотографии иногда используются для представления нескольких размеров в категории. Товар, который вы получите, будет соответствовать описанию.
- сопутствующие товары
Сопутствующие товары
Добавить в корзину
Быстрый просмотр
Втулка с конусом Морзе 1-2MT
Квалтек
Список цен: $11,74
В настоящее время:
Цена: 6,34 доллара США.
Размер №: 1 “-2, номер отверстия 1MT, хвостовик Dia.2 MT, конические втулки Морзе, аксессуары для станков
РОС1-2
Добавить в корзину
Быстрый просмотр
Втулка с конусом Морзе 3-5MT
Квалтек
Список цен: 40,31 доллара США
В настоящее время: Цена: 21,77 доллара США.
Размер №: 3 “-5, номер отверстия 3MT, хвостовик Dia.5 MT, конические втулки Морзе, аксессуары для станков
ДЭВС3-5
Добавить в корзину
Быстрый просмотр
Втулка с конусом Морзе 2-5MT
Квалтек
Список цен: 40,31 доллара США
В настоящее время:
Цена: 21,77 доллара США.
Размер №: 2 “-5, номер отверстия 2MT, хвостовик Dia.5 MT, конические втулки Морзе, аксессуары для станков
ДЭВС2-5
Добавить в корзину
Быстрый просмотр
Втулка с конусом Морзе 1-5MT
Квалтек
Список цен: 40,31 доллара США
В настоящее время: Цена: 21,77 доллара США.
Размер №: 1 “-5, номер отверстия 1MT, хвостовик Dia.5 MT, конические втулки Морзе, аксессуары для станков
РОС1-5
Добавить в корзину
Быстрый просмотр
Втулка с конусом Морзе 4-6MT
Квалтек
Список цен: 115,17 долларов США
В настоящее время: Цена: $62,19
Размер №: 4 “-6, номер отверстия 4MT, хвостовик Dia. 6 MT, конические втулки Морзе, аксессуары для станков
ДЭВС4-6
Глава 3: Конусы, установочные штифты, крепежные детали и основные понятия
Меню главы
- Титульная страница
- Страница авторского права
- Содержимое
- Предисловие
- Благодарности
- Глава 1: Настройка магазина
- Глава 2: Металлы, сплавы, масла и определение твердости
- Глава 3: Конусы, установочные штифты, крепежные детали и основные понятия
- Глава 4: Опиловка и шлифовка
- Глава 5: Сверление, развертывание и нарезание резьбы
- Глава 6: Ленточные пилы
- Глава 7: Токарные станки
- Глава 8: Фрезерные станки
- Глава 9: Ноу-хау механического цеха
- Индекс
- Кредиты
Глава 3
Глава 3
Самая большая неизведанная территория в мире — пространство между ушами.
—Bill O’Brien
Введение
В этой главе рассматриваются различные темы, важные для понимания работы механического цеха: конусы Морзе и их ремонт, размеры цанг 5C и R8, резьбовые крепления и сплошная резка. Некоторым эти предметы могут показаться базовыми, но они являются важными концепциями, и небольшой обзор никогда не помешает.
Функции конуса
Большинство конусов позиционируют и удерживают инструмент или заготовку точно на оси вращения, часто в пределах нескольких десятитысячных дюйма. Поскольку их конструкция «папа-конус внутри охватывающего конуса» является самоцентрирующейся, конусы раз за разом выстраиваются в линию по их осевому положению без шага выравнивания. Это упрощает изменение настроек.
Общие конструкции конусов
В механическом цехе имеется пять распространенных конструкций конусов:
- Конусы Морзе (МЦ) используются в шпинделях и задних бабках большинства современных токарных станков.
 Конусы в шпинделях обычно удерживают центры токарных станков, в то время как конусы задней бабки могут удерживать не только центры токарных станков, но и оправки сверлильных патронов и большие спиральные сверла. Конусы также используются для удержания оправок сверлильных патронов в шпинделях сверлильных станков. Многие поворотные столы имеют конус Морзе в центре для удержания центральных точек или цанг. Неглубокий конус конуса МТ делает их самоблокирующийся. Это означает, что после установки на место путем постукивания МТ будут удерживаться на месте без необходимости использования дышла, но для их освобождения необходимо постучать или нажать на их внутренние концы. Конусы Морзе бывают восьми размеров: 0, 1, 2, 3, 4, 5, 6 и 7. Все размеры имеют немного разные конусы от до 0,62 дюйма на фут. Есть два способа определить номер конуса неизвестного конуса Морзе. Если неизвестный МТ является патрубком, измерьте его конусность в дюймах на дюйм, как показано на рис. 3-1, а затем найдите соответствующий конус в таблице 3-1 (третий столбец слева). Если конус внутренний, измерьте его внутренний диаметр на конце раструба, а затем найдите соответствующий диаметр в Таблице 3-1 (крайний правый столбец).
Конусы в шпинделях обычно удерживают центры токарных станков, в то время как конусы задней бабки могут удерживать не только центры токарных станков, но и оправки сверлильных патронов и большие спиральные сверла. Конусы также используются для удержания оправок сверлильных патронов в шпинделях сверлильных станков. Многие поворотные столы имеют конус Морзе в центре для удержания центральных точек или цанг. Неглубокий конус конуса МТ делает их самоблокирующийся. Это означает, что после установки на место путем постукивания МТ будут удерживаться на месте без необходимости использования дышла, но для их освобождения необходимо постучать или нажать на их внутренние концы. Конусы Морзе бывают восьми размеров: 0, 1, 2, 3, 4, 5, 6 и 7. Все размеры имеют немного разные конусы от до 0,62 дюйма на фут. Есть два способа определить номер конуса неизвестного конуса Морзе. Если неизвестный МТ является патрубком, измерьте его конусность в дюймах на дюйм, как показано на рис. 3-1, а затем найдите соответствующий конус в таблице 3-1 (третий столбец слева). Если конус внутренний, измерьте его внутренний диаметр на конце раструба, а затем найдите соответствующий диаметр в Таблице 3-1 (крайний правый столбец).
Рис. 3-1. Измерение конуса Морзе неизвестного размера для определения его номера.
MT Конус | Конус | Конус | Диаметр на |
0 | 0,62460 | 0,05205 | 0,3561 |
1 | 0,59858 | 0,04988 | 0,475 |
2 | 0,59941 | 0,04995 | 0,700 |
3 | 0,60235 | 0,05019 | 0,938 |
4 | 0,62326 | 0,05193 | 1,231 |
5 | 0,63151 | 0,05262 | 1,748 |
6 | 0,62565 | 0,05213 | 2,494 |
7 | 0,62400 | 0,05200 | 3,270 |
Таблица 3-1. Размеры конуса Морзе.
Конусы Морзе выпускаются в трех вариантах:
- Без хвостовика – Сюда входят большинство токарных центров с подвижным и неподвижным концами. См. Рисунок 3-2 (сверху).
- С прорезями и резьбой дышла – Это цанги. См. Рисунок 3-2 (в центре).
- С хвостовиком – Для предотвращения вращения сверл с хвостовиком MT. См. Рисунок 3-2 (внизу).
Рис. 3-2. Три конструкции конуса Морзе. Удлиненный хвостовик спирального сверла предотвращает вращение сверла под нагрузкой и облегчает его извлечение из шпинделя токарного станка.
Многие старые токарные станки использовали цанги MT непосредственно в своих шпинделях, и токарные станки Sherline используют их до сих пор. Но сегодня большинство больших токарных станков с отверстиями для шпинделя MT имеют переходник для установки MT меньшего размера. Например, токарный станок Kent 13340 имеет отверстие шпинделя MT 5, но с установленным адаптером шпинделя MT он может вмещать MT 3. Помимо экономии средств, это большое преимущество, поскольку задняя бабка также имеет центр того же размера. . Другим современным инструментом, в котором используются MT, является поворотный стол, который имеет центральное отверстие с внутренней резьбой MT для размещения цангового зажима для удерживания рабочих или центральных точек.
- Конусы Jacobs ( JTs ) предназначены только для сверлильных патронов и их оправок. Существует девять размеров JT: 0, 1, 2, 2 короткие, 3, 4, 5, 6 и 33. 33 — это не опечатка; это нечетная система счисления. См. Таблицу 3-2. Как и конусы Морзе, JT являются самоблокирующимися, но поскольку сверлильные патроны, однажды установленные на их оправки, меняются редко, для их фиксации требуется значительное усилие, чтобы патрон и его конус не развалились под нагрузкой. См. рис. 3-3.
Номер конуса JT | Конус | Маленький конец | Большой конец | Длина |
0 | 0,59145 | 0,22844 | 0,2500 | 0,43750 |
1 | 0,92508 | 0,33341 | 0,3840 | 0,62625 |
2 | 0,97861 | 0,48764 | 0,5590 | 0,87500 |
2 короткие | 0,97861 | 0,48764 | 0,5488 | 0,7500 |
3 | 0,63898 | 0,74610 | 0,8110 | 1. |
4 | 0,62886 | 1.0372 | 1.1240 | 1,6563 |
5 | 0,62010 | 1.3161 | 1.4130 | 1,8750 |
6 | 0,62292 | 0,6241 | 0,6760 | 1.0000 |
33 | 0,76194 | 0,5605 | 0,6240 | 1.0000 |
Таблица 3-2. Размеры конуса Джейкобса.
Рис. 3-3. JT закрепляются путем совмещения охватываемого и охватывающего конусов и ударов противоположного конца вала о кусок дерева. Инерция сверлильного патрона создает большие силы, когда оправка внезапно останавливается после удара по дереву и прижимает патрон к оправке. Не используйте оправочный пресс.
- Цанги 5C являются наиболее распространенной конструкцией цанг, хотя существуют десятки других. Цанги 5C используются в токарных станках среднего размера, делительных головках и цанговых блоках. Размеры цанги 5C см. на рис. 3-4.
Рис. 3-4. Цанги 5C являются наиболее распространенными из десятков конструкций цанг.
- Цанги R8 широко используются на фрезерных станках типа Bridgeport для удержания инструментов в их шпинделях. Размеры цанги R8 см. на рис. 3-5.
Рис. 3-5. Цанги R8 являются наиболее распространенными цангами для фрезерных станков типа Bridgeport.
Ранние предикторы потери маргинальной кости вокруг имплантатов с соединением конуса Морзе, нагруженных одиночными коронками: проспективное продольное исследование
Сохранить цитату в файл
Формат: Резюме (текст) PubMedPMIDAbstract (текст) CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл. адрес:
(изменить)
Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый рабочий день
Который день? воскресеньепонедельниквторниксредачетвергпятницасуббота
Формат отчета: РезюмеРезюме (текст)АбстрактАбстракт (текст)PubMed
Отправить максимум: 1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Уайли
Полнотекстовые ссылки
. 2020 апр;55(2):174-181.
doi: 10.1111/jre.12699. Epub 2019 21 сентября.
Мануэль Т. Б. Радаэлли 1 , Леонардо Федерицци 1 , Густаво Г. Насименто 2 , Фабио Р. М. Лейте 2 , Ноэли Боскато 3
Принадлежности
- 1 Отделение ортопедии, Центр стоматологических исследований Меридионал, Пассо-Фундо, Бразилия.
- 2 Секция пародонтологии, кафедра стоматологии и гигиены полости рта, Орхусский университет, Орхус, Дания.
- 3 Программа магистратуры по стоматологии, Школа стоматологии, Федеральный университет Пелотас, Пелотас, Бразилия.
- PMID: 31541470
- DOI: 10.1111/jre.12699
Мануэль Т. Б. Радаэлли и соавт. J Периодонтальная Рез. 2020 апрель
. 2020 апр;55(2):174-181.
дои: 10.1111/jre.12699. Epub 2019 21 сентября.
Авторы
Мануэль Т. Б. Радаэлли 1 , Леонардо Федерицци 1 , Густаво Г. Насименто 2 , Фабио Р. М. Лейте 2 , Ноэли Боскато 3
Принадлежности
- 1 Отделение ортопедии, Центр стоматологических исследований Меридионал, Пассо-Фундо, Бразилия.
- 2 Секция пародонтологии, кафедра стоматологии и гигиены полости рта, Орхусский университет, Орхус, Дания.
- 3 Программа магистратуры по стоматологии, Школа стоматологии, Федеральный университет Пелотас, Пелотас, Бразилия.
- PMID: 31541470
- DOI: 10.1111/jre.12699
Абстрактный
Предыстория и цель: В нескольких исследованиях оценивалось совместное влияние конструкции имплантата (длины и диаметра), периимплантатных и окклюзионных переменных на раннюю потерю маргинальной кости. Мониторинг этих факторов в течение первого года после установки имплантата может быть эффективным для предотвращения раннего отторжения имплантата. Это проспективное продольное исследование было направлено на выявление ранних предикторов потери маргинальной кости вокруг имплантатов с коническим соединением Морзе через 12 месяцев после нагрузки имплантата.
Методы: Участники (n = 33) получили 109 имплантатов с конусом Морзе, установленных субкрестально (диаметр: от 3,5 до 5 мм, длина: от 6 до 15 мм), нагруженных одиночными коронками. Имплантаты были рентгенографически исследованы при установке имплантата (исходный уровень) и через 12 месяцев после ортопедической нагрузки. Имплантат, периимплантат и окклюзионные независимые переменные были проанализированы с помощью анализа дерева решений. Многоуровневый анализ смешанных эффектов использовался для оценки скорректированных прогностических значений потери маргинальной кости на основе ранних предикторов, определенных в анализе дерева решений.
Полученные результаты: Более высокая потеря маргинальной кости наблюдалась в мезиальном отделе (в среднем 0,87 мм, в диапазоне от 0,5 до 1,19), чем в дистальном (в среднем 0,73 мм, в диапазоне от 0,4 до 1,12 мм). Прогностическая модель выявила наибольшую потерю маргинальной кости в связи с протезами с цементной фиксацией, диаметр платформы 3,5 мм, размеры сосочков до 2 мм, ширину кератинизированной слизистой менее 3 мм, длину имплантатов более 8,5 мм, неадекватное окклюзионное соотношение, наличие кровотечения при зондировании и глубокого периимплантного кармана.
Вывод: Поскольку размеры имплантата, периимплантатные и окклюзионные факторы были связаны с ранней потерей маргинальной кости вокруг имплантата с конусом Морзе, вмешательство в эти факторы может предотвратить раннюю потерю маргинальной кости.
Ключевые слова: зубные имплантаты; окклюзия зубов; остеоинтеграция; протезирование.
© 2019 John Wiley & Sons A/S. Опубликовано John Wiley & Sons Ltd.
Похожие статьи
Клинические результаты применения коронок с опорой на одиночные имплантаты по сравнению с несъемными зубными протезами с опорой на 3 единицы в Управлении здравоохранения Дубая: ретроспективное исследование.
Альхаммади С.Х., Бернсайд Г., Милошевич А. Альхаммади С.Х. и соавт. Здоровье полости рта BMC. 2021 1 апреля; 21 (1): 171. doi: 10.1186/s12903-021-01530-2. Здоровье полости рта BMC. 2021. PMID: 33794841 Бесплатная статья ЧВК.
Стабильность и потеря маргинальной кости при использовании трех типов имплантатов с ранней нагрузкой в течение первого года после нагрузки.
Лядже А., Озкан Ю.К.
, Озкан Ю., Ванлиоглу Б.
Лиадже А. и др.
Оральные челюстно-лицевые имплантаты Int J. 2012 янв-февраль;27(1):162-72.
Оральные челюстно-лицевые имплантаты Int J. 2012.
PMID: 22299093Установка имплантатов с соединением конуса Морзе с переключением платформ с интерфейсом имплантат-абатмент на разных уровнях по отношению к альвеолярному гребню: краткосрочное (1 год) рандомизированное проспективное контролируемое клиническое исследование.
Кутузис Т., Нейва Р., Нонхофф Дж., Лундгрен Т. Кутузис Т. и соавт. Оральные челюстно-лицевые имплантаты Int J. 2013 ноябрь-декабрь; 28(6):1553-63. дои: 10.11607/джоми.3184. Оральные челюстно-лицевые имплантаты Int J. 2013. PMID: 24278924 Клиническое испытание.
Выявление окклюзионной перегрузки и способы борьбы с ней, чтобы избежать потери маргинальной кости вокруг имплантатов.
Фу Дж. Х., Хсу Ю. Т., Ван Х. Л. Фу Дж. Х. и др. Оральный имплантат Eur J. 2012;5 Приложение:S91-103. Оральный имплантат Eur J. 2012. PMID: 22834398 Обзор.
Зубные имплантаты с конусом Морзе и смена платформы: новая парадигма в оральной имплантологии.
Маседо Х.П., Перейра Х., Вахей Б.Р., Энрикес Б., Бенфатти С.А.М., Магини Р.С., Лопес-Лопес Х., Соуза Х.К.М. Маседо Дж.П. и др. Евр Джей Дент. 2016 г., январь-март; 10(1):148-154. дои: 10.4103/1305-7456.175677. Евр Джей Дент. 2016. PMID: 27011755 Бесплатная статья ЧВК. Обзор.
Посмотреть все похожие статьи
использованная литература
ССЫЛКИ
- Купер Л.Ф., Тарнов Д., Фроум С., Мориарти Дж. , ДеКок И.Дж. Сравнение изменений маргинальной кости при использовании систем имплантатов с внутренним конусом и внешним шестигранником: проспективное рандомизированное исследование. Int J Пародонтология Restorative Dent. 2016;36:631-642.
- Купер Л.Ф., Тарнов Д., Фроум С., Мориарти Дж.
- Хрканович Б.Р., Альбректссон Т., Веннерберг А. Причины отказа оральных имплантатов. J Оральная реабилитация. 2014;41:443-476.
- Альбректссон Т., Хрканович Б., Остман П.О., Сеннерби Л. Начальная и долгосрочная реакция крестальной кости на современные зубные имплантаты. Пародонтол. 2017;73:41-50.
- Альбректссон Т., Зарб Г., Уортингтон П., Эрикссон А.Р. Долгосрочная эффективность используемых в настоящее время зубных имплантатов: обзор и предлагаемые критерии успеха.
- Альбректссон Т., Зарб Г., Уортингтон П., Эрикссон А.Р. Долгосрочная эффективность используемых в настоящее время зубных имплантатов: обзор и предлагаемые критерии успеха.