Конус шпинделя мк 2: Оправка шпинделя МК-2 13 мм 50000038
alexxlab | 23.08.1993 | 0 | Разное
Сравнение сверлильных станков JET
Сверлильные станки предназначены для просверливания и обработки отверстий в заготовках из древесины, пластика и схожих по характеристикам материалах. Различаются мощностью двигателя, возможностью перемещения сверлильной головки и размером обрабатываемой детали.
| JDP-8L | JDP-10L | JDR-34 | JDR-34F | JDP-10M | JDP-15B | JDP-17 | |
| Вращение шпинделя | 580-2650 об/мин |
220–2450 об/мин |
500–2500 об/мин |
об/мин |
210–2580 об/мин |
180–2900 об/мин |
180–2900 об/мин |
| Количество скоростей | 5 | 12 | 5 | 5 | 12 | 16 | 16 |
| Конус шпинделя | MK-2 | MK-2 | МК-2 | МК-2 | МК-2 | МК-2 | МК-2 |
| Ход пиноли шпинделя | 50 мм | 60 мм | 80 мм | 80 мм | 60 мм | 80 мм | 127 мм |
| Шпиндель-стол | 200 мм | 400 мм | 235 мм | 650 мм | 340 мм | 471 мм | 763 мм |
| Шпиндель-основание | 280 мм | 520 мм | 350 мм | 1200 мм | 420 мм | 778 мм | 1194 мм |
| Наклон сверлильной головки | -45° 0° 90° | -45° 0° 90° | |||||
Макс. диаметр сверла диаметр сверла |
13 мм | 16 мм | 16 мм | 16 мм | 16 мм | 16 мм | 16 мм |
| Диаметр стойки | 46 мм | 59 мм | 60 мм | 73 мм | 60 мм | 73 мм | 52 мм |
| Вылет шпинделя |
104 мм | 400 мм | 155-410 мм | 155-410 мм | 127 мм | 190 мм | 215 мм |
| Размер стола | 160 х 160 мм | 200 х 195 мм | 220 х 230 мм | D 230 мм | 210 х 195 мм | 320 х 454 мм | 356 х 483 мм |
| Наклон стола | -45° 0° 45° | -45° 0° 45° | -90° 0° 90° | -90° 0° 90° | -45° 0° 45° | -90° 0° 90° | -90° 0° 90° |
| Габаритные размеры | 470 х 300 х 500 мм | 530 х 300 х 820 мм | 830 х 320 х 760 мм | 830 х 320 х 1660 мм | 530 х 320 х 840 мм | 677 х 434 х 1115 мм | 726 х 483 х 1679 мм |
| Мощность двигателя | 0. 35 кВт 35 кВт |
0.45 кВт | 0.6 кВт | 0.6 кВт | 0.4 кВт | 1.0 кВт | 1.0 кВт |
| Масса | 21 кг | 38 кг | 42 кг | 42 кг | 43 кг | 71 кг | 86 кг |
Деревообрабатывающие станки
| Главная » Станки JET » Деревообрабатывающие станки |
Поиск продукта в этой категории
| Название | |||||
| Цена |
|
||||
Сортировать по: наименованию (возр | убыв), цене (возр | убыв), рейтингу (возр | убыв)
<< пред 1 2 3 4 след >>
|
Сверлильный станок JDP-17F Частота вращения шпинделя: 160-3330 об/мин Выходная мощность (220В): 0,55 кВт/S1 100% Потребляемая мощность (220В): 1,0 кВт/S6 40% Макс.  Диаметр сверления: 25 мм Диаметр сверления: 25 ммКонус шпинделя: МК-3/В 16 Ход пиноли шпинделя: 85 мм Габариты: 365х365х1625 мм Масса: 83 кг Сравнить |
Сверлильный станок JDP-2800VS Диаметр стойки: 80 мм Выходная мощность (380В): 0,9 кВт/S1 100 % Потребляемая мощность (380В): 1,8 кВт/S6 40 % Потребляемая мощность (220В): 1,3 кВт/S6 40 % Конус шпинделя: МК-2 Габариты: 420х530х780 мм Масса: 130 кг Сравнить |
||
|
Сверлильный станок JDP-8L Двигатель: асинхронный Сравнить |
Сверлильный станок JDR-34 Частота вращения шпинделя: 500-2500 об/мин Ход пиноли шпинделя: 80 мм Габариты: 830х320х760 мм Масса: 42 кг Сравнить |
||
|
Сверлильный станок JDR-34F Частота вращения шпинделя: 500-2500 об/мин |
Станок для шлифования кантов EHVS-80 Упор: 110 х 610 мм Габариты: 530х1300х1200 мм Масса: 110 кг Сравнить |
||
|
Стационарная циркулярная пила JTS-315SP Ширина распила: 310 (860) мм Сравнить |
Стружкоотсос DC-1800 Производительность всасывания: 1800 м3/ч Сравнить |
||
|
Стружкоотсос DC-1900A Производительность всасывания: 2900/1180 м3/ч Сравнить |
Стружкоотсос JDC-500 Диаметр вытяжного штуцера: 100 мм Сравнить |
||
|
Тарельчатый шлифовальный станок JDS-12 Сравнить |
Токарный станок 3520B Конус задней бабки: МК-2 Сравнить |
||
|
Токарный станок 4224 Конус задней бабки: МК-2 Сравнить |
Токарный станок JWL-1236 Конус задней бабки: МК-2 Сравнить |
||
|
Токарный станок JWL-1440L Передний конец шпинделя: 1”x 8 TPI/M33x3,5 Сравнить |
Токарный станок JWL-1442 Конус задней бабки: МК-2 Сравнить |
||
|
Токарный станок JWL-1642 Конус задней бабки: МК-2 Сравнить |
Токарный станок по дереву JML-1014i Конус задней бабки: МК-2 Сравнить |
||
|
Торцово-усовочная пила JMS-12SCMS Число оборотов пильного диска: 4200 об/мин Сравнить |
Торцовочная пила JMS-10 Число оборотов пильного диска: 4500 об/мин Сравнить |
 высота шлифования: 125 мм
высота шлифования: 125 мм /пос.: 315мм/30мм
/пос.: 315мм/30мм 75/45 мм
75/45 мм<< пред 1 2 3 4 след >>
ЧПУ PROFI – ЧПУ PROFI
Текущий фильтр
Нет результатов поиска.
Бестселлеры
- Зубчатый ремень HTD-3M – ширина 15 мм – продается метражом – черный
4,70 евро
4,70 евро за шт. - Установочные винты / установочные винты – черненые M4x5 мм
0,23 евро
0,23 евро за шт.
- Установочные винты / установочные винты – черненые M5x8 мм
0,25 евро
0,25 евро за шт. - Медный кабель CNC гибкий 4 x 1 мм² – экранированный – цена за 1 м
3,51 евро
3,51 евро за м -
214,14 евро
214,14 евро за шт.
Подпишитесь на нашу рассылку
Специальные предложения
Державки
Сборщики пошлин
Резцедержатель — это интерфейс между шпинделем прецизионного станка и прецизионным режущим инструментом. Резцедержатель имеет три базовых элемента; конусное соединение, удерживающее устройство и соединение режущего инструмента.
Типы конусов
Выбранная державка зависит от конструкции конуса шпинделя станка; Вы не можете заменить резцедержатель станком с другим типом шпинделя.
- Р8
- Морзе
- DIN 69871
- ИСО (ДИН 2080)
- МАС 403-БТ
- HSK
РУЧНЫЕ КОНУСЫ
Р8
В большинстве ручных фрезерных станков (типа Bridgeport) используется конус R8, который на самом деле не является конусом, как определено в Справочнике по машинному оборудованию, поскольку представляет собой прямой хвостовик длиной 3 1⁄16″, удерживаемый на месте 7⁄16″-20. резьбовое дышло. Единственная конусность – это внутренний угол 16,85° секции конуса длиной 15⁄16″.
резьбовое дышло. Единственная конусность – это внутренний угол 16,85° секции конуса длиной 15⁄16″.
Конус Морзе
Доступны восемь размеров, обозначаемых числом от 0 до 7. Это сокращенно MT, за которым следует цифра, например, конус Морзе номер 4 будет MT4. Конус MT2 чаще всего встречается в сверлильных станках с производительностью до ½ дюйма. Конусы Морзе могут иметь три типа концов: хвостовик для облегчения удаления с помощью выколотки, резьбовой для фиксации на месте с помощью дышла и плоский или без хвостовика или с резьбой.
DIN 228-A
DIN 228-B
К
| и [мм] | б [мм] | с [мм] | д [мм] | д 1 [мм] | Д [мм] | Д 1 [мм] | и [мм] | ф [мм] | л 1 [мм] | л 2 [мм] | α/2
| Р [мм] | М
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 3,5 | 5,2 | 13,5 | 8,7 | 9,0 | 12 065 | 12,2 | 16 | 55,0 | 62,0 | 53,5 | 1°25’43” | 5 | М6 |
| 2 | 5,0 | 6,3 | 16,0 | 13,5 | 14,0 | 17 780 | 18,0 | 24 | 31,5 | 75,0 | 64,0 | 1°25’50” | 6 | М10 |
| 3 | 5,0 | 7,9 | 20,0 | 18,5 | 19,0 | 23 825 | 24,1 | 24 | 33,5 | 94,0 | 81,0 | 1°26’16” | 7 | М12 |
| 4 | 6,5 | 11,9 | 24,0 | 24,5 | 25,0 | 31 267 | 31,6 | 32 | 42,5 | 117,5 | 102,5 | 1°29’15” | 8 | М16 |
| 5 | 6,5 | 15,9 | 29,0 | 35,7 | 35,7 | 44 399 | 44,7 | 40 | 52,5 | 149,5 | 129,5 | 1°30’26” | 10 | М20 |
| 6 | 8,0 | 19,0 | 40,0 | 51,0 | 51,0 | 63 384 | 63,8 | 47 | 61,5 | 210,0 | 182 | 1°29’36” | 13 | М24 |
КОНУСЫ С ЧПУ
Держатель инструмента с ЧПУ состоит из двух секций (конус и держатель инструмента), разделенных калибровочной линией (воображаемой линией, обозначающей часть держателя инструмента, которая соответствует нижней кромке шпинделя станка). Коническая секция входит в шпиндель, позволяя станку передавать вращательное движение инструменту, который удерживается в секции резцедержателя. Число, следующее за типом державки (например, NMTB 30), является номером размера шпинделя. Чем больше номер размера шпинделя, тем больше машина. Державка большего размера будет длиннее и будет иметь калибровочную линию большего диаметра. Несмотря на все названия, на самом деле в державках с ЧПУ используется только два конуса. Во всех фланцах CAT V-Flange, NMTB и BT используется конус 3 ½:12 или 7:24 (высота конуса достигает 3 ½” после расстояния 12”). Они делятся на две категории: однофланцевые и двухфланцевые.
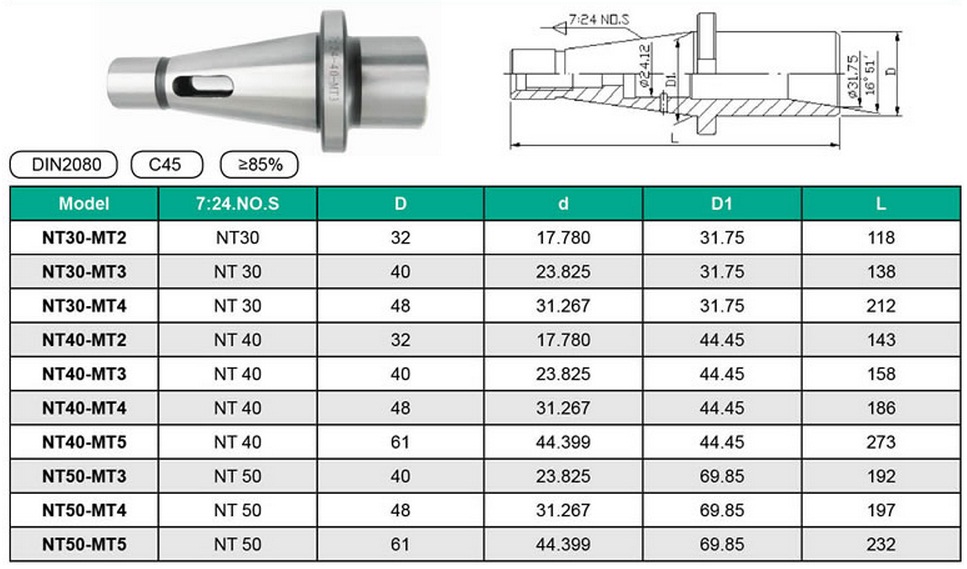
DIN69871, CAT, CV или V-образный конусный фланец (Caterpillar «V-Flange»)
КонусыCAT V-Flange используют дюймовую резьбу для фиксирующей ручки и используются для удержания режущих инструментов дюймовых или метрических размеров. Это конусы с двумя фланцами и бывают следующих размеров: 30, 35, 40, 45, 50. Это наиболее распространенный тип конуса, используемый на станках с ЧПУ.
К
| Б [мм] | Д 1 [мм] | Д 2 [мм] | Д 3 [мм] | Д 4 [мм] | Д 5 [мм] | Д 6 [мм] | л 1 [мм] | л 2 [мм] | л 3 [мм] | л 4 [мм] | л 5 [мм] | М
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 30 | 16,1 | 31,75 | 13 | 59,30 | 50,00 | 44,30 | 45 | 47,80 | 24 | 16,4 | 19,0 | 15,0 | М12 |
| 40 | 16,1 | 44,45 | 17 | 72,30 | 63,55 | 56,25 | 50 | 68,40 | 32 | 22,8 | 25,0 | 18,5 | М16 |
| 50 | 25,7 | 69,85 | 25 | 107,25 | 97,50 | 91,25 | 80 | 101,75 | 47 | 35,5 | 37,7 | 30,0 | М24 |
Фланцевый конус BT (бонсай)
Также известен как: JMTBA MAS-403 “BT”, JIS B 6339 – 1986, JIS B6339 – 1992, ISO 7388/1 – 1983. Фланец BT был разработан в Японии и также представляет собой конус с двумя фланцами. Они также удерживаются фиксирующими ручками, но резьба метрическая. Державки BT симметричны относительно оси шпинделя, а державки CAT – нет. Это дает державкам BT большую стабильность и баланс на более высоких скоростях. BT и CAT очень похожи, и их легко спутать. Разница заключается в стиле и толщине фланца.
Фланец BT был разработан в Японии и также представляет собой конус с двумя фланцами. Они также удерживаются фиксирующими ручками, но резьба метрическая. Державки BT симметричны относительно оси шпинделя, а державки CAT – нет. Это дает державкам BT большую стабильность и баланс на более высоких скоростях. BT и CAT очень похожи, и их легко спутать. Разница заключается в стиле и толщине фланца.
К
| и [мм] | Б [мм] | д [мм] | Д 1 [мм] | Д 2 [мм] | Д 3 [мм] | Д 4 [мм] | Д 5 [мм] | и [мм] | ф [мм] | х [мм] | г [мм] | л 1 [мм] | л 2 [мм] | л 3 [мм] | М
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 30 | 2 | 16,1 | 8 | 31,75 | 12,5 | 56,1 | 46 | 38 | 20 | 13,6 | 4 | 8 | 48,4 | 24 | 16,3 | М12 |
| 40 | 2 | 16,1 | 10 | 44,45 | 17,0 | 75,6 | 63 | 53 | 25 | 16,6 | 5 | 10 | 65,4 | 30 | 22,6 | М16 |
| 50 | 3 | 25,7 | 15 | 69,85 | 25,0 | 119,0 | 100 | 85 | 35 | 23,2 | 7 | 15 | 101,8 | 45 | 35,4 | М24 |
ИСО (ДИН 2080)
ANSI B5. 18, Национальная ассоциация производителей станков, 1927 г. DIN 2080/IS 2340, ISO R 290-2583. NMTB (Национальная ассоциация производителей станков) — это державка с одним фланцем. Он удерживается на месте дышлом. Также называется Quick Change, NMTB, MM, National Standard, American Standard Machine Taper и т. д. Узлы, изготовленные в соответствии со стандартами ISO, обычно считаются взаимозаменяемыми с узлами ANSI. Однако есть несколько отличий. Большинство (но не все) хвостовиков NMTB совместимы с быстросменными шпинделями Erickson соответствующего размера.
18, Национальная ассоциация производителей станков, 1927 г. DIN 2080/IS 2340, ISO R 290-2583. NMTB (Национальная ассоциация производителей станков) — это державка с одним фланцем. Он удерживается на месте дышлом. Также называется Quick Change, NMTB, MM, National Standard, American Standard Machine Taper и т. д. Узлы, изготовленные в соответствии со стандартами ISO, обычно считаются взаимозаменяемыми с узлами ANSI. Однако есть несколько отличий. Большинство (но не все) хвостовиков NMTB совместимы с быстросменными шпинделями Erickson соответствующего размера.
К
| и [мм] | Б [мм] | Д [мм] | Д 1 [мм] | Д 2 [мм] | Ф [мм] | л 1 [мм] | л 2 [мм] | л 3 [мм] | л 4 [мм] | М
|
|---|---|---|---|---|---|---|---|---|---|---|---|
| 30 | 1,6 | 16,1 | 50 | 31,75 | 17,4 | 8 | 68,4 | 24 | 33,5 | 16,2 | М12 |
| 40 | 1,6 | 16,1 | 63 | 44,45 | 25,3 | 10 | 93,4 | 30 | 42,5 | 22,5 | М16 |
| 50 | 3,2 | 25,7 | 97,5 | 69,85 | 39,6 | 12 | 126,8 | 45 | 61,5 | 35,3 | М24 |
HSK (вал Hohl Kegel или полый конический хвостовик)
Инструмент HSK становится все более популярным благодаря своей стабильности и сбалансированности при высокоскоростных операциях обработки. Сокращение от немецких слов, означающих полый конический хвостовик, конус HSK намного меньше в соотношении 1:10 (высота конуса достигает 1 дюйм после расстояния 10 дюймов). Это помогает ускорить смену инструмента и предназначено для увеличения сцепления при увеличении скорости вращения шпинделя. В нем используется система удержания тягового стержня, которая заставляет пальцы захвата вклиниваться в зажимное положение.
Сокращение от немецких слов, означающих полый конический хвостовик, конус HSK намного меньше в соотношении 1:10 (высота конуса достигает 1 дюйм после расстояния 10 дюймов). Это помогает ускорить смену инструмента и предназначено для увеличения сцепления при увеличении скорости вращения шпинделя. В нем используется система удержания тягового стержня, которая заставляет пальцы захвата вклиниваться в зажимное положение.
Выбор державки для более высоких скоростей
Важнейшими критериями выбора инструмента для более высоких скоростей являются точность биения/концентричность и сбалансированность.
Точность биения/концентричность
Держатели следует выбирать на основе их способности удерживать инструмент соосно вращению шпинделя. Обычно это приводит к инструментам с фрикционным приводом, таким как цанговые патроны, держатели с термозажимом, патроны для механических фрезерных станков и т. д. При выборе держателя с фрикционным приводом вместо принудительного привода, такого как держатель концевой фрезы с боковым замком, вы жертвуете принудительным приводом ради лучшего биения. точность и сбалансированность.
точность и сбалансированность.
Весы
Чем выше скорость вращения шпинделя в данном приложении, тем важнее становится баланс держателя. Влияние отсутствия баланса на операцию резания зависит от типа сил резания, возникающих при резке. Чем выше силы резания, тем меньше влияние баланса на общую работу станка. В большинстве случаев предварительно сбалансированная оправка — это все, что требуется для достижения сбалансированных условий обработки. Если вы выберете хорошо сбалансированную державку, но с плохой концентричностью, эффективная сила резания от внешней режущей кромки будет вредна для операции.
Цанговый патрон:
- Цанговый патрон состоит из корпуса патрона, хвостовика и узла крепления.
- Они очень универсальны, поскольку в одном держателе можно использовать цанги разных размеров, что позволяет удерживать инструменты разных размеров. Они бывают разных размеров и типов хвостовиков.
Одноугловая цанговая система:
- Цанговый патрон ER: Для большинства операций сверления и более легкого высокоскоростного фрезерования.
 Очень хорошая концентричность и баланс. Безопасная рабочая скорость достигает 30 000 об/мин. Большие размеры имеют ограничение, основанное на центробежных силах. Серия
Очень хорошая концентричность и баланс. Безопасная рабочая скорость достигает 30 000 об/мин. Большие размеры имеют ограничение, основанное на центробежных силах. Серия - TG/PG: Для тяжелого сверления и некоторых операций фрезерования. Система обеспечивает хорошую концентричность и хорошую силу захвата. Система гаек не подходит для обеспечения хорошего баланса на более высоких скоростях.
- Для небольших буровых работ, где необходим зазор.
- Эта система является самой простой в использовании, но ей не хватает концентричности и усилия захвата. Не подходит для прецизионных высокоскоростных приложений.
Держатели концевых фрез:
- Для тяжелой обработки. Используется для крепления концевых фрез. Держатели концевых фрез удерживают режущие инструменты с большей жесткостью, чем цанги.
- Имеются модели Weldon для использования инструментов с плоскими поверхностями Weldon.

Гидравлические державки:
- Гидравлические держатели являются самыми простыми держателями для большинства операторов и должны применяться в операциях с жесткими допусками или там, где используются дорогие круглые инструменты и важно максимально увеличить срок службы инструмента.
- Они сводят к минимуму вибрацию инструмента за счет гашения вибрации и обеспечивают превосходные характеристики балансировки, обеспечивая при этом высокую точность биения.
Фрезерные патроны:
- Для прецизионного фрезерования на средних и низких скоростях и номинального сверления.
- Очень хорошая концентричность и хорошая устойчивость к боковой нагрузке.
- Подвижная большая зажимная гайка ограничивает возможности балансировки и центробежной силы, ограничивая скорость от 8000 до 12000 об/мин.
Держатели насадных фрез:
- Для крепления фрез, использующих крепление американского национального стандарта для мельниц Shell.
