Конусная линейка для станка токарного – Конусная линейка токарного станка – На опознание
alexxlab | 14.02.2020 | 0 | Разное
Электронная конусная линейка для токарного станка – Проекты в работе
Задумана для станка 16У03П (кстати, почему синусная, а может косинусная или тангенсная? 😉 ).
У него основная проблема в том, что задняя бабка не сдвигается .
Мне как-бы говорят: “Не будет тебе ни длинных конусов, ни конусной резьбы”.
Кстати, да и вообще операция подготовки точения конусов, та еще процедура, напрыгаешься
(имеется ввиду конечно же точные конуса типа КМ, а не просто заостренные пипочки 😉 )
Идея окончательно созрела после того как я поставил стеклянную цифровую линейку
на продольную подачу, подумал почему бы информацией с линейки не воспользоваться еще как-то?
Что имеем, линейка разрешением 5 мкм выдает сигналы энкодера типа пары А-В в режиме 4Х,
то есть нормальный цикл квадратуры составит 20 мкм, – вполне приемлемое значение для
точного управления сервопривода через встроенный электронный редуктор.
Всю связанную с этим методом идеологию описал здесь. Ничего нового, всё стандартно.
Например, чтобы проточить конус 45 град, нам нужно при перемещении суппорта на 20 мкм
обеспечить подачу в поперечной на те же 20 мкм.
Механика, проблема…, пришлось поломать голову, но ничего кроме этого на ум не пришло –
Лимб закрыт, а функция фиксация лимба это еще и муфта сцепления, по другому как-то не срослось.
Для индикации ручной (предварительной) подачи “на проход” потребуется установка
часового индикатора с ходом 25 или 50 мм, надо искать… :wacko:
Однократная (на всё время операции) запись параметров в сервопривод будет осуществляться
с какого-нибудь нетбука под Винды.
Проект в самом начале, буду выкладывать по мере продвижения (тянуть не планирую).
Хотя и “всё ясно как Божий день”, советы, сомнения приму с благодарностью, “наезды” приму толерантно. 🙂
P.S. Сервак Mitsubushi J2S 200W
www.chipmaker.ru
Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона α не более 10-12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой.
Схема обработки конуса с применением конусной линейки показана на рис. 156.
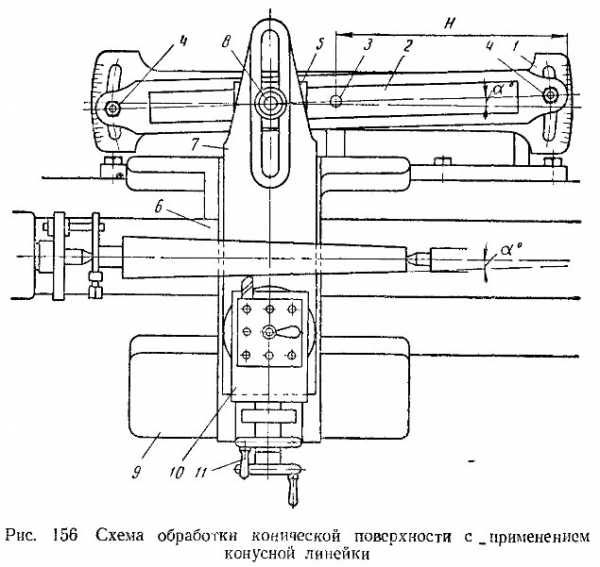
К станине станка прикреплена плита 1, на которой установлена линейка 2. Линейку можно поворачивать вокруг пальца 3 под требуемым углом α к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4.
В пазах линейки может скользить ползун 5, соединяющийся с нижней поперечной частью 6 суппорта при помощи тяги 7 и зажима 8. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 9, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если установить линейку на соответствующий угол уклона конуса и закрепить на станке деталь, то, сообщив суппорту продольную подачу, ползун 5, захватываемый тягой 7, начнет перемещаться вдоль линейки 2. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 2. Благодаря этому резец начнет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания при помощи рукоятки 11 верхней части 10 суппорта. Эта часть суппорта должна быть повернута на 90° относительно ее нормального положения, т.е. так, как это показано на рис. 156.
Линейка должна быть установлена параллельно образующей конуса, расположенной ближе к токарю. Отсчет угла α поворота линейки производится по делениям, нанесенным на плиту, при помощи риски на торце линейки. Деления на плите могут обозначать градусы или миллиметра. Количество делений, на которое нужно повернуть линейки, определяется из ого условия, что угол α поворота линейки должен быть равен углу уклона конуса.
Если даны диаметры основания конуса D и d и его высота l, то угол поворота линейки можно найти по формуле: tg α=(D-d)/2*l.
Подсчитав величину tg α, легко определить значение угла α по таблице тригонометрических величин.
Если деления на плите обозначают не градусы, а миллиметры, то число делений C, на которое нужно повернуть линейку определяют по формуле C=(D-d)/2 * H/l,
где H – расстояние от оси вращения линейки до ее конца, мм;
l – высота конуса, мм.
Применение конусной линейки имеет ряд преимуществ:
- наладка линейки удобна и производится быстро;
- при переходе к обработке конусов не требуется нарушать нормальную наладку станка, не нужно смещать корпус задней бабки; центры станка остаются в нормальном положении, т.е. на одной оси, благодаря этому центровые отверстия в детали и центры станка срабатываются значительно меньше, чем при сдвиге задней бабки;
- размеры конуса получаются точными без повторных наладок;
- возможна работа с продольным самоходом, что увеличивает производительность труда и улучшает качество обработки;
- можно обтачивать не только наружные конические поверхности, но и растачивать внутренние конические поверхности.
Недостатком применения конусной линейки является необходимость отсоединять поперечные салазки суппорта от связанного с ними винта перед началом работы и снова соединять салазки с винтом по окончании работы.
Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода.
machinetools.aggress.ru
Конусная линейка – Большая Энциклопедия Нефти и Газа, статья, страница 3
Конусная линейка
Cтраница 3
Недостатком применения конусной линейки является необходимость отсоединять поперечные салазки суппорта от связанного с ними винта перед началом работы и снова соединять салазки с винтом по окончании работы. [32]
Корпус 3 конусной линейки закрепляют на кронштейнах на станине станка. На корпусе 3 имеется призматическая направляющая 2, которую по шкале устанавливают под углом к линии центров станка. По направляющей перемещается ползун 1, связанный через рычаг с кареткой поперечного суппорта 4 станка. При этом гайку ходового винта поперечной подачи отсоединяют от каретки суппорта. Коническую поверхность этим способом обтачивают с продольной подачей. Скорость продольной подачи складывается со скоростью поперечной подачи, получаемой кареткой поперечного суппорта от ползуна, скользящего по направляющей линейки. Сложение двух движений обеспечивает перемещение резца под углом к линии центров станка. [33]
Полуавтомат имеет конусную линейку для обработки конических поверхностей и нарезания конических резьб. [34]
При пользовании конусной линейкой легко переходить от обработки конической поверхности к цилиндрической. [35]
К станку прилагается конусная линейка ( рис. 22), с помощью которой можно производить обработку наружных и внутренних конусов и нарезание конической резьбы без смещения задней бабки. [37]
На рис. 131 изображена конусная линейка, установленная на задней стенке станины в Т – образных пазах, по которым она может перемещаться вдоль станка. [38]
В каком месте крепится конусная линейка на токарном станке. [39]
Обработка конусов с помощью конусной линейки отличается удобством и высокой производительностью. Недостатком метода является необходимость отсоединения салазок суппорта от винта поперечной подачи. [40]
Обработка конусов при помощи конусной линейки ограничивается наибольшим возможным углом ее поворота. [41]
Для постановки на станках конусной линейки необходима замена винта и ряда других деталей, сопряженных с ним. [43]
При установке и снятии конусной линейки необходим частичный демонтаж поперечных салазок с заменой винта и других деталей. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Токарные Линейки конусные – Энциклопедия по машиностроению XXL
Линейки конусные 9 — 281, 310 – конусные к токарным станкам 26 Красный пролетарий 9 — 279 [c.131]Операция 3 — окончательная токарная обработка конусного отверстия с применением конусной линейки а на токарно-револьверном станке. [c.65]
| Фиг. 43. Конусная линейка (к токарному станку 26 завода Красный пролетарий”) /—кронштейн, прикреплённый к продольным салазкам супорта 2 — ползушка 3 — кронштейн, закреплённый на станине 4 — штанга, связывающая ползушку 2 с кронштейном 3 5 — линейка, поворачиваемая под углом до 12° около пальца, запрессованного в ползушке 2 б — ползун, скользящий по линейке 5 7 — сухарь на цапфе ползуна 5 — подшипник винта 3 — рамка, прикреплённая к поперечным салазкам су-порта. | 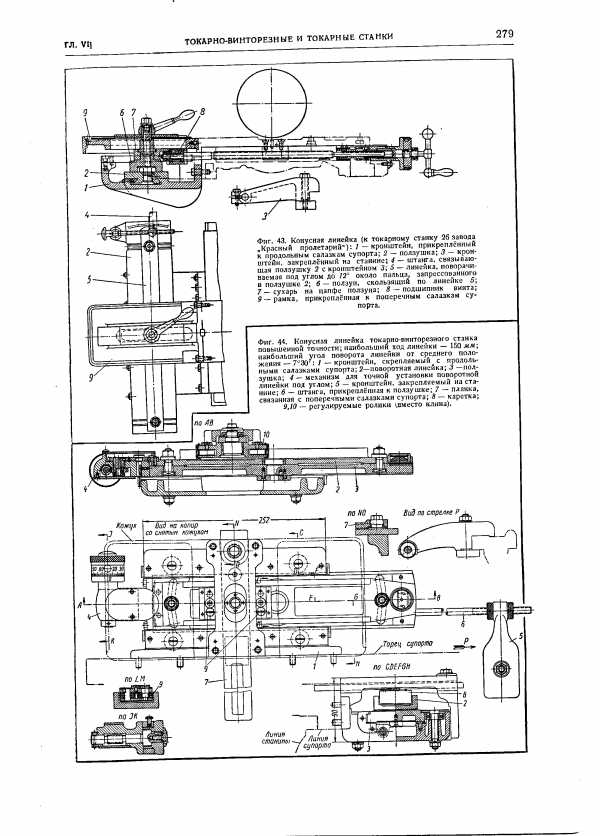 |
| Фиг. 44. Конусная линейка токарно-винторезного станка ии ход ” — | 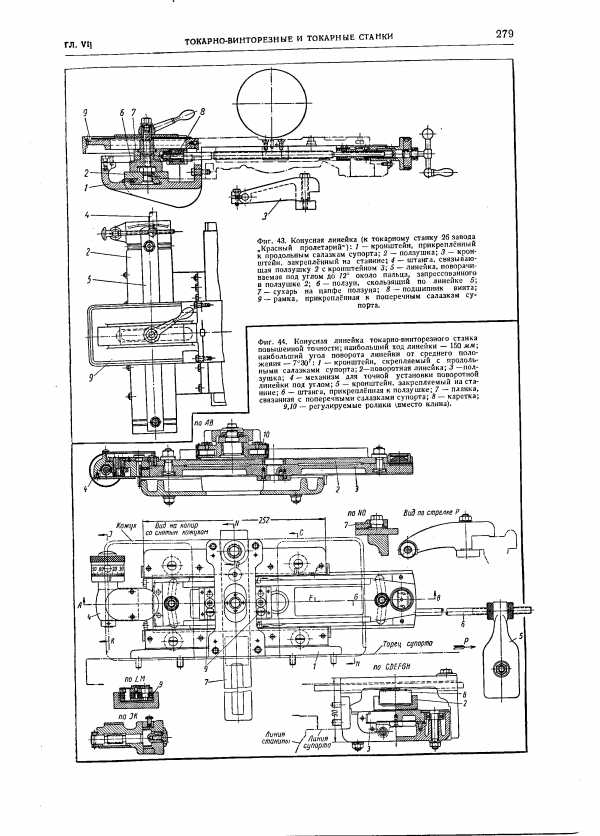 |
Устройство механизмов, анало-гичных имеющимся у современных станков. На токарных и револьверных станках ставятся конусные линейки на револьверных станках—механизмы замедления числа оборотов и реверса для нарезания резьб на вертикально-сверлильных станках устраивается реверс для нарезания резьбы метчиками на круглошлифовальных — увеличивается ширина камня и вводится жёсткий упор для шлифования по методу врезания и др.
Применение конусной линейки. Почти все современные токарные станки имеют приспособление, называемое конусной.линейкой, для обработки конических поверхностей с углом уклона а не более 10—12°. [c.181]
Когда на токарно-винторезном станке есть конусная линейка, можно осуществить дифференциальную настройку геометрическим суммированием. В таких случаях звеном настройки является не только гитара, но и линейка (фиг. 157). [c.263]
Точение длинных пологих конусов (2а = 8. .. 10°) производят при смещении в поперечном направлении корпуса задней бабки относительно ее основания (рис. 6.31, г) или с использованием специального приспособления – конусной линейки. Точение на станках с ЧПУ конических поверхностей с любым углом конуса при вершине осуществляют подбором скоростей продольной и поперечной подач. Сквозные отверстия на токарно-винторезных станках растачивают проходными расточными резцами (рис. 6,31, д), глухие -упорными (рис. 6.31, е). [c.352]
Конусной (копировальной) линейкой. При обработке конусов с углами уклона не свыше 10—12° этот способ является наиболее прогрессивным и производительным. Наладка копирных линеек, имеющихся у большинства универсальных токарных станков, очень проста и осуществляется достаточно быстро. При наладке станка следует разъединить поперечные салазки суппорта со своим винтом, а линейку [c.244]
Конические поверхности на токарных станках можно обрабатывать следующими способами при помощи широкого резца, смещением центра задней бабки, поворотом верхних салазок суппорта, при помощи конусной (копировальной) линейки и одновременного перемещения продольной каретки суппорта в продольном направлении, а поперечной каретки — в поперечном направлении. [c.353]
Так как смещение задней бабки может быть сравнительно небольшим, этим способом обрабатывают конические поверхности с небольшой конусностью. С помощью копирной линейки можно обрабатывать любые встречаемые в практике длины конусов. Недостатком этого способа является ограниченная конусность обрабатываемых поверхностей. Специальные токарные полуавтоматы для обточки конусов обеспечивают обработку всех элементов хвостовика и шейки. Получение обрабатываемой конической поверхности осуществляется сочетанием движений продольной и поперечной подачи. На этих полуавтоматах применяются два резца один проходной, закрепленный в переднем суппорте, для обточки конуса шейки и лаПки, другой — фасонный для подрезания торца со стороны лапки. Этот резец закрепляется в заднем суппорте. После токарной обработки хвостовиков производится фрезерование лапки. Обработка ведется набором дисковых трехсторонних фрез, установленных на одну общую оправку. Расстояние между фрезами регулируется установочными кольцами. В мелкосерийном производстве используют обычные горизонтально-фрезерные станки и одно- или двухместные приспособления для закрепления заготовок. В крупносерийном производстве применяют непрерывное фрезерование лапок, закрепляя заготовки на круглом, медленно вращающемся столе. [c.196]
Основными методами обтачивания конусов на токарном станке является обработка конуса широким резцом перемещением верхних салазок продольным точением при смещенной задней бабке с помощью конусной линейки одновременным включением продольной и поперечной подач. [c.64]
По типу промежуточных передающих устройств копировальные приспособления делятся на механические, гидравлические и электрические. Примерами механических копировальных приспособлений могут служить конусная линейка к токарному станку и копировальное приспособление конструкции В. К. Семинского. [c.69]
Обработка конических поверхностей при помощи конусной линейки и других копировальных приспособлений. Конические поверхности на токарно-карусельных станках могут быть обрабо- [c.248]
Для обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. Схема обработки конуса с применением конусной линейки приводится на рис. 209. [c.205]
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей. [c.208]
Для обработки конических поверхностей с углом уклона а не более 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. [c.145]
Обработка на токарном станке фасонных поверхностей по копиру по существу не отличается от обработки конических поверхностей с помощью конусной линейки. Необходимо лишь заменить конусную линейку (см. рис. 156) линейкой с криволинейным очертанием (рис. 177), называемой копиром. [c.160]
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода. [c.182]
Обработка на токарном станке фасонных поверхностей по копиру по существу не отличается от обработки конических поверхностей с помощью конусной линейки. Необходимо лишь заменить прямую линейку (см. фиг. 209) линейкой с криволинейным очертанием (фиг. 229), называемой копиром. Если отъединить нижнюю часть суппорта от винта поперечной подачи и затем сообщить каретке продольное перемещение, то резец получит наряду с продольным также и поперечное перемещение от копирной линейки. [c.192]
Обработка конусов. Известны три основных метода обработки конусов на токарных станках метод смещения задней бабки метод поворота поперечных салазок суппорта метод обработки с помощью конусной линейки. Применяют также обработку конусов проходным резцом на длине конусной части г 10 15 мм при невысоких требованиях к точности и шероховатости поверхности конуса. Схема обработки конусов по методу смещения задней бабки изображена на рис. 42. Смещение задней бабки вычисляют по формуле [c.117]
Коническую резьбу нарезают на токарно-винторез юм станке с помощью копировальной линейки (так же как при обточке конусных поверхностей), которую устанавливают на величину угла уклона конуса. Настройку станка по ходу резьбы производят так же, как и для цилиндрических резьб. [c.163]
Обработка конических поверхностей на токарном станке выполняется различными способами смещением задней бабки в поперечном направлении, поворотом верхней части суппорта, при помощи конусной (копировальной) линейки и при помощи широкого резца. [c.112]
Некоторые разновидности устройства для обработки конусов при помощи конусной линейки. Суппорты многих токарных станков не приспособлены для обработки конуса по линейке. В таких случаях, пользуясь приспособлением для конусной обработки, приходится вынимать виит поперечной подачи суппорта. [c.241]
Приспособление своим конусным хвостовиком или через переходную конусную втулку закрепляют в конусном отверстии шпинделя. Индикатор устанавливают на поперечные салазки и подводят к одному из концов линейки приспособления. При медленном вращении шпинделя (от руки) замечают максимальное отклонение стрелки. С помощью винтов устраняют биение образующей линейки. Этим устанавливают ее перпендикулярно оси вращения шпинделя с точностью 5 мкм и создают базу для проверки расположения различных узлов станка. Затем поперечные салазки перемещают к противоположному концу приспособления и засекают максимальное отклонение стрелки индикатора при медленном вращении шпинделя (от руки). Разность показаний индикатора на обоих концах линейки соответствует величине перпендикулярности направления движения салазок суппорта к оси шпинделя на длине линейки, что характеризует плоскостность проточки торца на диаметре, в два раза превышающем длину линейки. Такая проверка обычно заменяет трудоемкую проверку плоскости методом обработки торца на токарном станке и др [c.44]
Например, при проверке работы токарного станка протачивают цилиндрический валик диаметром не менее /4 высоты центров, длиной до 300 мм и микрометром измеряют его конусность и овальность. Кроме того, обтачивают торцовую поверхность заготовки диаметром не менее высоты центров и при помощи линейки, щупа и мерных плиток проверяют ее плоскостность. [c.377]
Конусы на токарных станках обрабатывают поперечным смещением задней бабки, одновременным включением двух движений подач, поворотом средней части суппорта, с помощью конусной или копирной линейки. [c.126]
Ввиду того, что не у каждого токарного станка имеется конусная линейка, нарезание наружной конусной резьбы иногда производят в центрах посредством смещения задней бабки, как показано на фиг. 92. Получить точную резьбу при этом методе невозможно и его [c.126]
Обработку конусов на токарном станке производят в зависимости от их длины и конусности одним из следующих способов 1) с помощью широкого резца 2) при повернутой верхней части суппорта 3) при смещенном корпусе задней бабки в поперечном направлении 4) с применением копировальной линейки 5) путем комбинирования продольной и поперечной подачи. [c.230]
Обработка конических поверхностей с применением копировальной (конусной) линейки позволяет получить наружные и внутренние поверхности с углом наклона не свыше 10—12°. С помощью линейки можно обрабатывать наружную и внутреннюю коническую резьбы. Линейки изготавливаются в качестве дополнительных приспособлений для токарных станков. [c.234]
Радиус инерции 1 (2-я)—140 Конусность 5 — 28 Конусные линейки 9 — 281, 310 – к токарно-аинторезным станкам повышенной точности 9 — 279 Конусные передачи с одним из рабочих тел, установленным на качающемся рычаге, [c.114]
| Фиг. 36. Супорт токарно-винторезного станка повышенной точности / — эксцентриковый палец 2 — ролик, заменяющий прижимную планку (установлен по четырём концам каретки) 3 — замок эксцентрикового пальца 4 — планка конусной линейки (см. также фиг. 44) J — опора винта, скреплённая с планкой 6 — сухарь и винт, скрепляющие планку 4 с поперечными салазками для работы с конусной линеикои. |  |
Обработка конусов на токарном станке выполняется поперечным смещением задней бабки, поворотом верхних салазок, посредством конусной линейки или копировальных приспособлент , широкими угловыми резцами и коническими развертками. [c.239]
Обтачивание внутренних коническнх поверхностей. Обтачивают на токарно-винторезных станках широким резцом, поворотом каретки верхнего суппорта, с конусной линейкой. Часто внутренние конические поверхности обрабатывают специальными 1Сонически.ми зенкерами, которые закрепляют в пиноли задней бабки. [c.454]
Некоторые модели токарных станков оснащены конусными линейками, допускающими сравнительно небольшой угол поворота Так, на станке мод. 1А62 максимальный угол поворота линейки Увеличение конусности обрабатываемых на таких станка деталей достигается одновременным использованием конусной линейки и смещения задней бабки. Если половина угла при вершине обтачиваемого конуса а больше максимального угла поворота линейки то линейку устанавливают под максимально возможным углом, а величину смещения задней бабки рассчитывают как при обработке конуса, у которого угол уклона равен разности (а—а1 ). Требуемая величина смещения будет составлять [c.357]
Механические копировальные устройства применяются для обработки ступенчатых, конических и фасонных поверхностей [34]. Ограничимся рассмотрением универсальных устройств (конусных линеек) для обработки конических поверхностей. -Обработка конических поверхностей с помощью конусных линеек является одним из удобных и производительных способов-. С помощью конусных линеек обрабатываются конические поверх1 сти с углом конуса до 12°. С их помощью возможно также нарезание конических резьб. Конусные линейки нашли применение в малых и средних токарных станках. Их установка осуществляется на противоположной от рабочего стороне станка, а закрепление — на задней стенке станины или каретки. Наилучшие результаты обработки конической поверхности по пр5Цлолинейности получаются на станках, у которых задняя направляющая для каретки призматическая, что объясняется меньшими перекосами каретки в этих станках. [c.173]
На токарных станках корпус задней бабки смещается в поперечном направлении не больше чем на 15—20 мм примерно на такую же величину удается сместить копирно-конусную линейку. Именно этим объясняется, цочбму каждым из данных способов можно- обрабатывать только детали с небольшой конусностью. [c.123]
Шлг.фсвание конусной резьбы можно производить на обычном токарно-винюрезиом станке с конусной линейкой, если на супорте [c.185]
mash-xxl.info