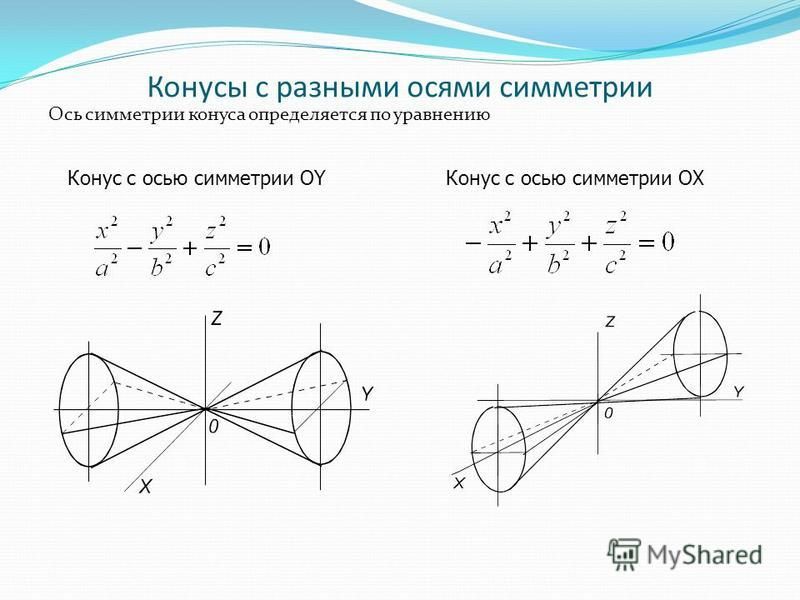
Конусность как определить: значение, формула, как определить, построение
alexxlab | 19.07.1986 | 0 | Разное
значение, формула, как определить, построение
При проведении инженерных и других расчетах, а также работе с инженерной графикой и создании чертежей приходится создавать уклон. Конусность получила весьма широкое распространение, она применяется при изготовлении самых различных деталей. Показатель конусности рассчитывается в большинстве случаев при создании деталей, которые получили широкое распространение в сфере машиностроения. Рассмотрим основные параметры, особенности начертания и многие другие моменты подробнее.
Содержание
Значение конусности
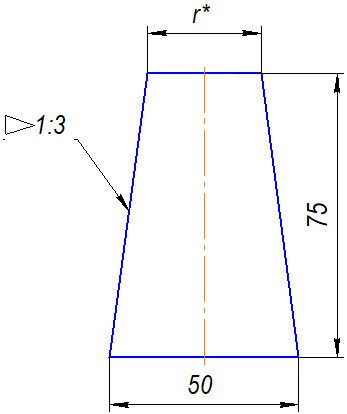
Рассматривая конусность следует учитывать, что этот показатель напрямую связан с уклоном. Этот параметр определяет отклонение прямой лини от вертикального ил горизонтального положения. При этом конусность 1:3 или конусность 1:16 существенно отличается. Определение уклона характеризуется следующими особенностями:
- Под уклоном подразумевается отношение противолежащего катета прямоугольного треугольника к прилежащему.
 Этот параметр еще называют тангенс угла.
Этот параметр еще называют тангенс угла. - Для расчета примеряется следующая формула: i=AC/AB=tga.
Стоит учитывать, что нормальные конусности несколько отличаются от рассматриваемого ранее параметра. Это связано с тем, что конусностью называется соотношение диаметра основания к высоте.
Рассчитать этот показатель можно самым различным образом, наибольшее распространение получила формула K=D/h. В некоторых случаях обозначение проводится в процентах, так как этот переменный показатель применяется для определения всех других параметров.
Рассматривая конусность 1:7 и другой показатель следует также учитывать особенности отображения информации на чертеже. Чаще всего подобное отображение проводится при создании технической документации в машиностроительной области.
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем. Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
- Отображается диаметр большого основания. Рассматриваемая фигура образуется телом вращения, которому свойственен диаметральный показатель. В случае конуса их может быть несколько, а изменение показателя происходит плавно, не ступенчато. Как правило, у подобной фигуры есть больший диаметр, а также промежуточной в случае наличия ступени.
- Наносится диаметр меньшего основания. Меньшее основание отвечает за образование требуемого угла.
- Рассчитывается длина конуса. Расстояние между меньшим и большим основанием является показателем длины.
- На основании построенного изображения определяется угол. Как правило, для этого проводятся соответствующие расчеты. В случае определения размера по нанесенному изображению при применении специального измерительного прибора существенно снижается точность. Второй метод применяется в случае создания чертежа для производства неответственных деталей.

Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.
Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
- Угол может указываться в градусах дробью или в процентах. Выбор проводится в зависимости от области применения чертежа. Примером можно назвать то, что в машиностроительной области указывается значение градуса.
- В машиностроительной области в особую группу выделяют понятие нормальной конусности. Она варьирует в определенном диапазоне, может составлять 30, 45, 60, 75, 90, 120°. Подобные показатели свойственны большинству изделий, которые применяются при сборке различных механизмов. При этом выдержать подобные значения намного проще при применении токарного оборудования. Однако, при необходимости могут выдерживаться и неточные углы, все зависит от конкретного случая.

- При начертании основных размеров применяется чертежный шрифт. Он характеризуется довольно большим количеством особенностей, которые должны учитываться. Для правильного отображения используется табличная информация.
- Для начала указывается значок конусности от которого отводится стрелка и отображается величина. Особенности отображения во многом зависит от того, какой чертеж. В некоторых случаях наносится большое количество различных размеров, что существенно усложняет нанесение конусности. Именно поэтому предусмотрена возможность использования нескольких различных методов отображения подобной информации.
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.
Формула для определения конусности
Провести самостоятельно расчет конусности можно при применении различных формул. Стоит учитывать, что в большинстве случаев показатель указывается в градусах, но может и в процентах – все зависит от конкретного случая. Алгоритм проведения расчетов выглядит следующим образом:
Алгоритм проведения расчетов выглядит следующим образом:
- K=D-d/l=2tgf=2i. Данная формула характеризуется тем, что конусность характеризуется двойным уклоном. Она основана на получении значения большого и меньшего диаметра, а также расстояния между ними. Кроме этого определяется угол.
- Tgf=D/2L. В данном случае требуется протяженность отрезка, который связывает большой и малый диаметр, а также показатель большого диаметра.
- F=arctgf. Эта формула применяется для перевода показателя в градусы. Сегодня в большинстве случаев применяются именно градусы, так как их проще выдерживать при непосредственном проведении построений. Что касается процентов, то они зачастую указываются для возможности расчета одного из диаметров. К примеру, если соотношение составляет 20% и дан меньший диаметр, то можно быстро провести расчет большого.
Как ранее было отмечено, конусность 1:5 и другие показатели стандартизированы. Для этого применяется ГОСТ 8593-81.
На чертеже вычисления не отображаются. Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
Скачать ГОСТ 8593-81
Угол конуса
Важным показателем при построении различных чертежей считается угол конуса. Он определяется соотношение большого диаметра к меньшему. Высчитывается этот показатель по следующим причинам:
- На момент обработки мастер должен учитывать этот показатель, так как он позволяет получить требуемое изделие с высокой точностью размеров. В большинстве случаев обработка проводится именно при учете угла, а не показателей большого и малого диаметра.
- Угол конуса рассчитывается на момент разработки проекта. Этот показатель наносится на чертеж или отображается в специальной таблице, которая содержит всю необходимую информацию. Оператор станка или мастер не проводит расчеты на месте производства, вся информация должна быть указана в разработанной технологической карте.
- Проверка качества изделия зачастую проводится по малому и большему основанию, но также могут применяться инструменты, по которым определяется показатель конусности.
Как ранее было отмечено, в машиностроительной области показатель стандартизирован. В другой области значение может существенно отличаться от установленных стандартов. Некоторые изделия характеризуются ступенчатым расположение поверхностей. В этом случае провести расчеты достаточно сложно, так как есть промежуточный диаметр.
Что такое уклон?
Как ранее было отмечено, довольно важным показателем можно считать уклон. Он представлен линией, которая расположена под углом к горизонту. Если рассматривать конусность на чертеже, то она представлена сочетанием двух разнонаправленных уклонов, которые объединены между собой.
Понятие уклона получило весьма широкое распространение. В большинстве случаев для его отображения проводится построение треугольника с определенным углом.
Две вспомогательные стороны применяются для расчета угла, которые и определяет особенности наклона основной поверхности.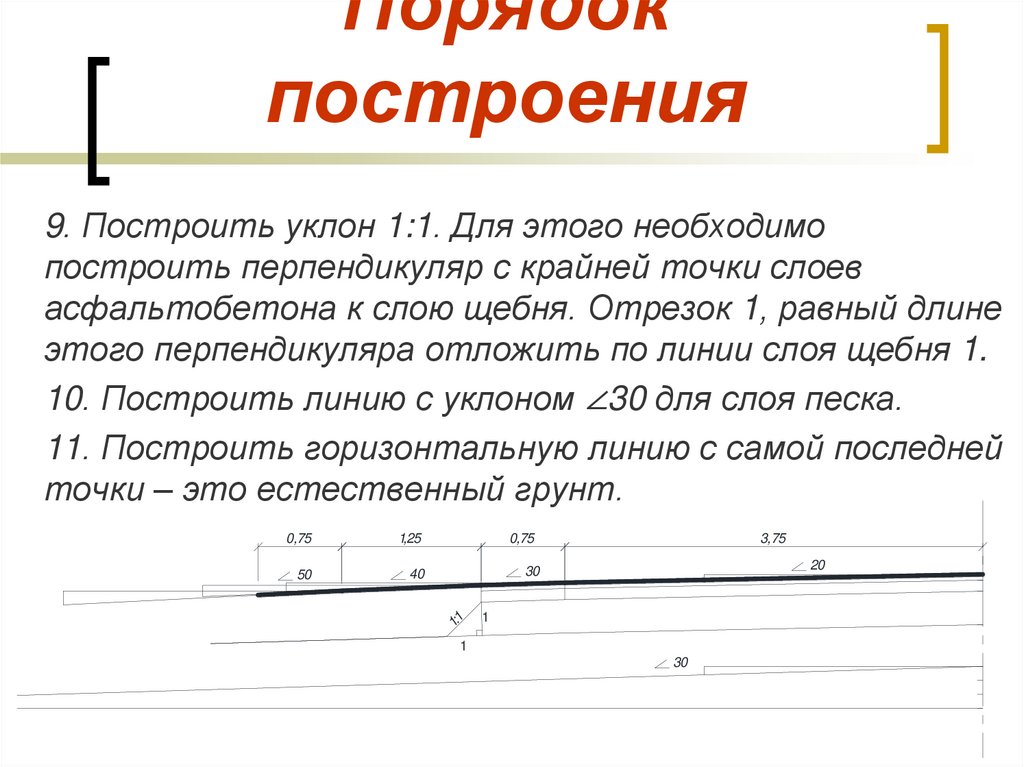
Как определить уклон
Для определения уклона достаточно воспользоваться всего одной формулой. Как ранее было отмечено, существенно упростить задачу можно при построении прямоугольного треугольника. Среди особенностей подобной работы отметим следующие моменты:
- Определяется начальная и конечная точка отрезка. В случае построения сложной фигуры она определяется в зависимости от особенностей самого чертежа.
- Проводится вертикальная линия от точки, которая находится выше. Она позволяет построить прямоугольный треугольник, который часто используется для отображения уклона.
- Под прямым углом проводится соединение вспомогательной линии с нижней точкой.
- Угол, который образуется между вспомогательной и основной линией в нижней точке высчитывается для определения наклона.
Формула, которая требуется для вычисления рассматриваемого показателя указывалась выше. Стоит учитывать, что полученный показатель также переводится в градусы.
Особенности построения уклона и конусности
Область черчения развивалась на протяжении достаточно длительного периода. Она уже много столетий назад применялась для передачи накопленных знаний и навыков. Сегодня изготовление всех изделия может проводится исключительно при применении чертежей. При этом ему больше всего внимания уделяется при наладке массового производства. За длительный период развития черчения были разработаны стандарты, которые позволяют существенно повысить степень читаемости всей информации. Примером можно назвать ГОСТ 8593-81. Он во многом характеризует конусность и уклон, применяемые методы для их отображения. Начертательная геометрия применяется для изучения современной науки, а также создания различной техники. Кроме этого, были разработаны самые различные таблицы соответствия, которые могут применяться при проведении непосредственных расчетов.
Она уже много столетий назад применялась для передачи накопленных знаний и навыков. Сегодня изготовление всех изделия может проводится исключительно при применении чертежей. При этом ему больше всего внимания уделяется при наладке массового производства. За длительный период развития черчения были разработаны стандарты, которые позволяют существенно повысить степень читаемости всей информации. Примером можно назвать ГОСТ 8593-81. Он во многом характеризует конусность и уклон, применяемые методы для их отображения. Начертательная геометрия применяется для изучения современной науки, а также создания различной техники. Кроме этого, были разработаны самые различные таблицы соответствия, которые могут применяться при проведении непосредственных расчетов.
Различные понятия, к примеру, сопряжение, уклон и конусность отображаются определенным образом. При этом учитывается область применения разрабатываемой технической документации и многие другие моменты.
К особенностям построения угла и конусности можно отнести следующие моменты:
- Основные линии отображаются более жирным начертанием, за исключением случая, когда на поверхности находится резьба.

- При проведении работы могут применяться самые различные инструменты. Все зависит от того, какой метод построения применяется в конкретном случае. Примером можно назвать прямоугольный треугольник, при помощи которого выдерживается прямой угол или транспортир.
- Отображение основных размеров проводится в зависимости от особенностей чертежа. Чаще всего указывается базовая величина, с помощью которой определяются другие. На сегодняшний день метод прямого определения размеров, когда приходится с учетом масштаба измерять линии и углы при помощи соответствующих инструментов практически не применяется. Это связано с трудностями, которые возникают на производственной линии.
В целом можно сказать, что основные стандарты учитываются специалистом при непосредственном проведении работы по построению чертежа.
Часто для отображения уклона в начертательной геометрии создаются дополнительные линии, а также обозначается угол уклона.
В проектной документации, в которой зачастую отображается конусность, при необходимости дополнительная информация выводится в отдельную таблицу.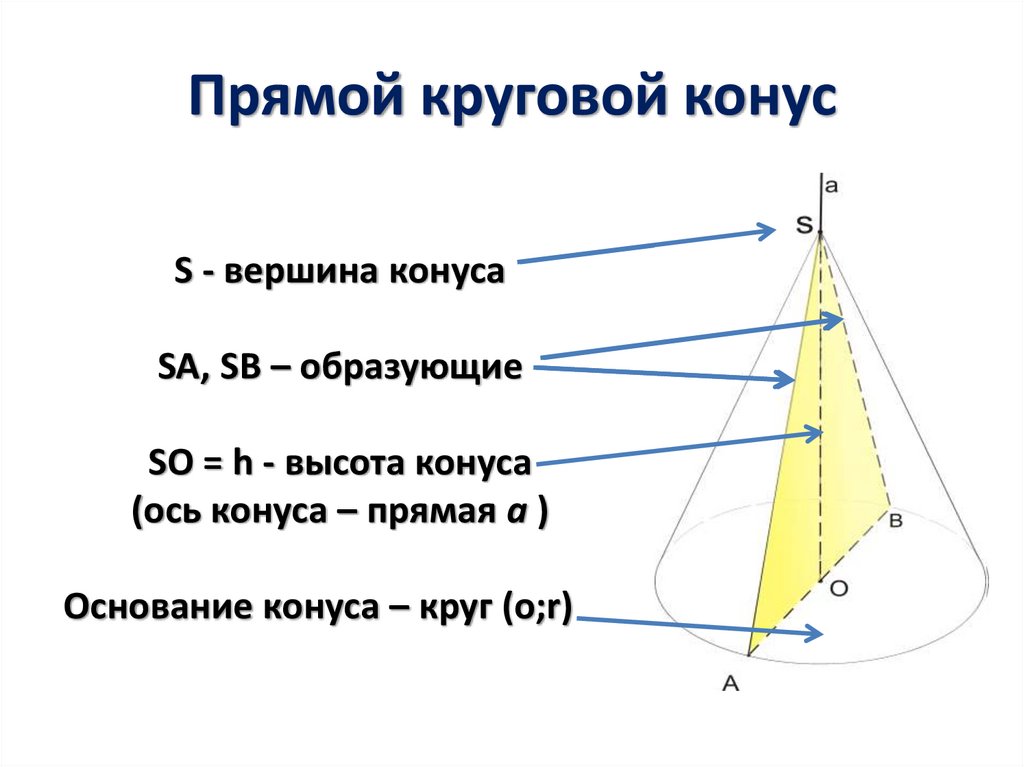
Построение уклона и конусности
Провести построение уклона и конусности достаточно просто, только в некоторых случаях могут возникнуть серьезные проблемы. Среди основных рекомендаций отметим следующее:
- Проще всего отображать нормальные конусности, так как их основные параметры стандартизированы.
- В большинстве случаев вводной информацией при создании конусности становится больший и меньший диаметр, а также промежуточное значение при наличии перепада. Именно поэтому они откладываются первыми с учетом взаимного расположения, после чего проводится соединение. Линия, которая прокладывается между двумя диаметрами и определяет угол наклона.
- С углом наклона при построении возникает все несколько иначе. Как ранее было отмечено, для отображения подобной фигуры требуется построение дополнительных линий, которые могут быть оставлены или убраны. Существенно упростить поставленную задачу можно за счет применения инструментов, которые позволяют определить угол наклона, к примеру, транспортир.
На сегодняшний день, когда компьютеры получили весьма широкое распространение, отображение чертежей также проводится при применении специальных программ. Их преимуществами можно назвать следующее:
- Простоту работы. Программное обеспечение создается для того, чтобы существенно упростить задачу по созданию чертежа. Примером можно назвать отслеживание углов, размеров, возможность зеркального отражения и многое другое. При этом не нужно обладать большим набором различных инструментов, достаточно приобрести требуемую программу и подобрать подходящий компьютер, а также устройство для печати. За счет появления программного обеспечения подобного типа построение конусности и других поверхностей существенно упростилось. Именно поэтому на проведение построений уходит намного меньше времени нежели ранее.
- Высокая точность построения, которая требуется в случае соблюдения масштабов. Компьютер не допускает погрешности, если вся информация вводится точно, то отклонений не будет.
 Этот момент наиболее актуален в случае создания проектов по изготовлению различных сложных изделий, когда отобразить все основные размеры практически невозможно.
Этот момент наиболее актуален в случае создания проектов по изготовлению различных сложных изделий, когда отобразить все основные размеры практически невозможно. - Отсутствие вероятности допущения ошибки, из-за которой линии будут стерты. Гриф может растираться по поверхности, и созданный чертеж в единственном экземпляре не прослужит в течение длительного периода. В случае использования электронного варианта исполнения вся информация отображается краской, которая после полного высыхания уже больше не реагирует на воздействие окружающей среды.
- Есть возможность провести редактирование на любом этапе проектирования. В некоторых случаях в разрабатываемый чертеж приходится время от времени вносить изменения в связи с выявленными ошибкам и многими другим причинами. В случае применения специального программного обеспечения сделать это можно практически на каждом этапе проектирования.
- Удобство хранения проекта и его передачи. Электронный чертеж не обязательно распечатывать, его можно отправлять в электронном виде, а печать проводится только при необходимости.
 При этом вся информация может копироваться много раз.
При этом вся информация может копироваться много раз.
Процедура построения при применении подобных программ характеризуется достаточно большим количеством особенностей, которые нужно учитывать. Основными можно назвать следующее:
- Программа при построении наклонных линий автоматически отображает угол. Проведенные расчеты в этом случае позволяют проводить построение даже в том случае, если нет информации об большом или малом, промежуточном диаметре. Конечно, требуется информация, касающаяся расположения диаметров относительно друг друга.
- Есть возможность использовать дополнительные инструменты, к примеру, привязку для построения нормальной конусности. За счет этого существенно прощается поставленная задача и ускоряется сама процедура. При черчении от руки приходится использовать специальные инструменты для контроля подобных параметров.
- Длина всех линий вводится числовым методом, за счет чего достигается высокая точность. Погрешность может быть допущена исключительно при применении низкокачественного устройства для вывода графической информации.
- Есть возможность провести замер всех показателей при применении соответствующих инструментов.
- Для отображения стандартов используются соответствующие инструменты, которые также существенно упрощают поставленную задачу. Если программа имеет соответствующие настройки, то достаточно выбрать требуемый инструмент и указывать то, какие размеры должны быть отображены. При этом нет необходимости знания стандартов, связанных с отображением стрелок и других линий.
Есть несколько распространенных программ, которые могут применяться для построения самых различных фигур. Их применение на сегодняшний день считается стандартом. Для работы требуются определенные навыки, а также знание установленных норм по отображению различных плоскостей и размеров. Не стоит забывать о том, что рассматриваемое программное обеспечение является лишь инструментом, вся работа выполняется инженером.
Понятие конусности встречается в достаточно большом количестве различной технической литературы. Примером можно назвать машиностроительную область, в которой распространены конусные валы и другие изделия. На практике производство подобных изделий может создавать довольно большое количество проблем, так как выдерживать заданный угол не просто.
Примером можно назвать машиностроительную область, в которой распространены конусные валы и другие изделия. На практике производство подобных изделий может создавать довольно большое количество проблем, так как выдерживать заданный угол не просто.
Способ определения конусности деталей
Авторы патента:
Пьянков Игорь Иванович (RU)
Горшков Геннадий Николаевич (RU)
Михалев Алексей Алексеевич (RU)
G01B3/56 – калибры для измерения углов или конусов, например кронциркули для измерения конических поверхностей
Владельцы патента RU 2388993:
Открытое акционерное общество Научно-производственное объединение “Искра” (RU)
Изобретение относится к машиностроению и может быть использовано для определения конусности на деталях. Сущность: в способе, включающем измерение геометрических параметров конуса, используют плоский калибр в виде клина с длиной, равной длине конуса.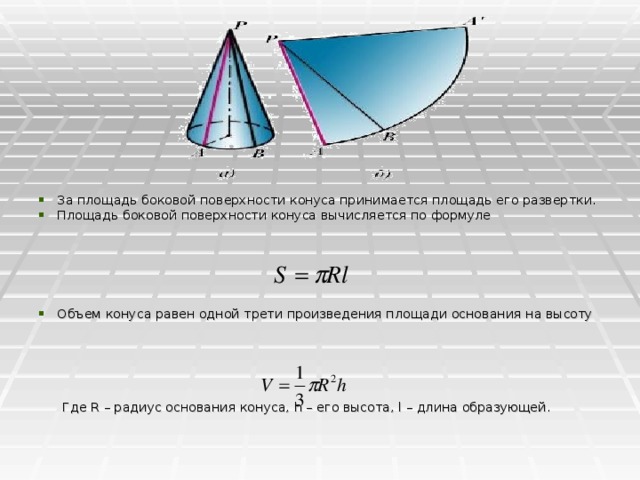 Прикладывают калибр к конусной поверхности таким образом, чтобы он находился в меридиональной плоскости детали, меньшим торцом сопрягался с большим диаметром конуса. Измеряют суммарную величину расстояния между нижней образующей конуса и верхней плоскостью калибра. При этом по разности указанной величины у торцов калибра судят об отклонении от требуемой конусности детали и диаметре конуса в его основании. Технический результат: предлагаемый способ позволяет просто и надежно определить отклонение от требуемой конусности, диаметр основания и расположение конуса, в том числе для длинных массивных валов компрессоров. 2 ил.
Прикладывают калибр к конусной поверхности таким образом, чтобы он находился в меридиональной плоскости детали, меньшим торцом сопрягался с большим диаметром конуса. Измеряют суммарную величину расстояния между нижней образующей конуса и верхней плоскостью калибра. При этом по разности указанной величины у торцов калибра судят об отклонении от требуемой конусности детали и диаметре конуса в его основании. Технический результат: предлагаемый способ позволяет просто и надежно определить отклонение от требуемой конусности, диаметр основания и расположение конуса, в том числе для длинных массивных валов компрессоров. 2 ил.
Изобретение относится к машиностроению и может быть использовано для определения конусности на деталях.
Известен классический способ определения конусности на деталях, описанный в Справочнике по производственному контролю в машиностроении, под ред. д.т.н., проф. А.К.Кутая. – Л.: Машиностроение, стр.329-335. Он заключается в том, что конусность деталей определяется с помощью калибров – втулок на краску.
При контроле на краску наружных конических поверхностей длинных массивных валов, в частности валов компрессоров, использование калибра-втулки весьма затруднительно из-за его большой массы и заклинивания при контроле пологих конусов.
Технической задачей настоящего изобретения является разработка простого и надежного способа определения конусности деталей с высокой точностью, преимущественно длинномерных массивных валов, включающего определение отклонения от конусности, диаметра основания и расположения конуса по оси вала относительно близлежащего торца, уступа или канавки.
Технический результат достигается тем, что в способе определения конусности деталей, включающем измерение геометрических параметров конуса, используют плоский калибр в виде клина с длиной, равной длине конуса, прикладывают калибр к конусной поверхности таким образом, чтобы он находился в меридиональной плоскости детали, меньшим торцом сопрягался с большим диаметром конуса, измеряют суммарную величину расстояния между нижней образующей конуса и верхней плоскостью калибра у торцов калибра, при этом по разности указанной величины у торцов калибра судят об отклонении от требуемой конусности детали и диаметре конуса в его основании.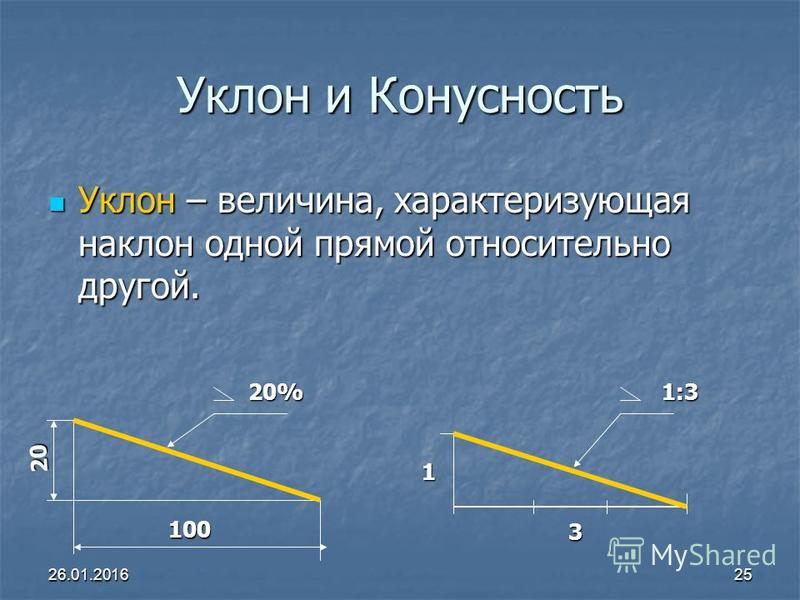
При конусности контролируемой детали, равной конусности калибра, верхняя его поверхность будет параллельна нижней образующей конуса. Измеряя суммарную величину расстояния между нижней образующей конуса и верхней плоскостью калибра с помощью микрометра или другого средства измерения по концам калибра, определяют отклонение от конусности по разности измеренных величин.
Заявленный способ поясняется чертежами. На фиг.1 изображен конус вала с установленным калибром. На фиг.2 – вид с торца вала.
Способ осуществляется с помощью контрольных устройств.
Контрольные устройства содержат плоский калибр 1 в виде клина с плоскими измерительными поверхностями, имеющими точную конусность контролируемой поверхности. Калибр устанавливается в пазы призматических стоек 2, которые обеспечивают его положение в меридиональной плоскости контролируемого конуса 3 вала. С помощью планки 4 калибр базируется за торец 5 вала, относительно которого задано расположение основания конуса. Отклонение от конусности определяется как разница размеров расстояния между нижней образующей конуса и верхней плоскостью калибра у торцов калибра 1.
где D – диаметр конуса в его основании;
Б – измеряемый размер;
hк – высота калибра у основания;
Lк – расстояние от большего торца калибра до плоскости основания конуса;
k – конусность калибра;
α – половина угла конуса.
Таким образом, предлагаемый способ позволяет просто и надежно определить отклонение от требуемой конусности, диаметр основания и расположение конуса, в том числе для длинных массивных валов компрессоров.
Способ определения конусности деталей, включающий измерение геометрических параметров конуса, отличающийся тем, что при измерениях используют плоский калибр в виде клина длиной, равной длине конуса, прикладывают калибр к конусной поверхности таким образом, чтобы он находился в меридиональной плоскости детали, меньшим торцом сопрягался с большим диаметром конуса, измеряют суммарную величину расстояния между нижней образующей конуса и верхней плоскостью калибра у торцов калибра, при этом по разности указанной величины у торцов калибра судят об отклонении от требуемой конусности детали и диаметре конуса в его основании.
Похожие патенты:
Устройство для измерения угла конуса иглы распылителя // 2243498
Изобретение относится к измерительной технике, а именно к устройствам для измерения угла конуса иглы распылителя дизельной топливной аппаратуры. .
Универсальный предельный калибр для контроля конических поверхностей // 2194241
Изобретение относится к измерительной технике. .
Устройство для контроля углов наружных конусов // 2003038
Способ измерения конусности // 1796861
Изобретение относится к техническим измерениям в машиностроении и может быть использовано для измерения конусности объектов. .
Устройство для измерения параметров конических отверстий // 1796860
Изобретение относится к измерительной технике и может быть использовано при измерении конусности большего диаметра конического отверстия и угла при вершине конуса.
Способ определения конусности детали // 1778496
Изобретение относится к измерительной технике, Целью изобретения является повышение точности определения конусности детали путем устранения нелинейности функции преобразования.
Способ определения параметров деталей, выполненных в виде двух усеченных конусов, имеющих общее большее основание // 1768926
Изобретение относится к измеритель-, ной технике и касается устройств, основанных на механических методах измерения, в частности приспособлений для контроля заготовок конических зубчатых колес.
Устройство для контроля параметров конусов // 1631251
Изобретение относится к измерительной технике. .
Способ определения отклонений от номинального расположения геометрических элементов с одинаковым шагом // 1569518
Изобретение относится к области машиностроения и может быть использовано при контроле элементов универсально-сборной переналаживаемой оснастки. .
Универсальный предельный калибр для контроля конических поверхностей // 1562666
Изобретение относится к машиностроению и может быть использовано при контроле конических поверхностей. .
Способ контроля допускаемого отклонения конусности отверстий // 2426066
Изобретение относится к области машиностроения и может быть использовано для контроля допускаемого отклонения конусности отверстий
Калибр для тангенциальных отверстий // 2584264
Изобретение можно использовать в промышленности для контроля диаметров и углов наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок, в которых они выполнены. Целью технического решения является расширение технологических возможностей. Для этого калибр для тангенциальных отверстий содержит проходную и непроходную пробки, расположенные последовательно одна за другой, и ручку, отличающийся тем, что линия перехода пробки проходного диаметра в пробку непроходного диаметра, выполненная в виде ступени, по форме соответствует линии пересечения диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено. Технический результат: позволяет контролировать не только диаметр отверстий, но и соответствие угла наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок. 2 ил.
Целью технического решения является расширение технологических возможностей. Для этого калибр для тангенциальных отверстий содержит проходную и непроходную пробки, расположенные последовательно одна за другой, и ручку, отличающийся тем, что линия перехода пробки проходного диаметра в пробку непроходного диаметра, выполненная в виде ступени, по форме соответствует линии пересечения диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено. Технический результат: позволяет контролировать не только диаметр отверстий, но и соответствие угла наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок. 2 ил.
Нормальные конусности и углы
Источник: ГОСТ 8593-81
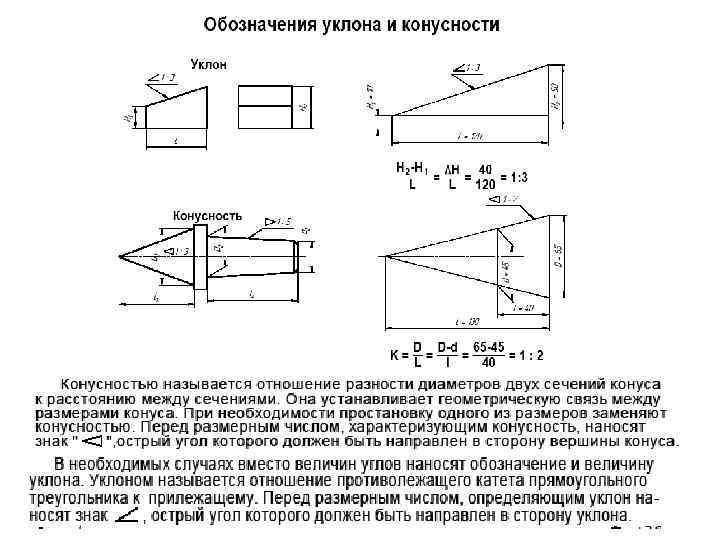
Конусность К есть отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними.
Уклон “i” есть отношение разности размеров двух поперечных сечений к расстоянию между ними.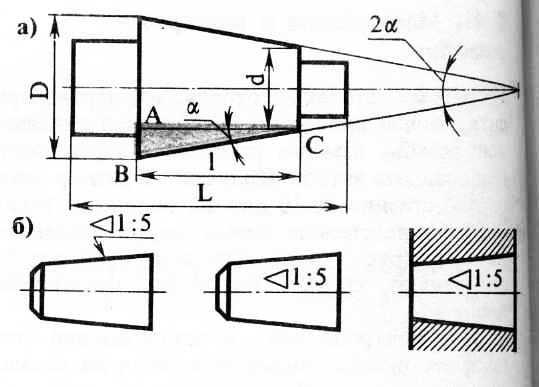
Таблица 1. Углы конусности
|
Конусность К |
Угол конуса 2а |
Угол уклона а |
Исходное значение (К или 2а) |
|
1:200 |
0°7’11” |
0°8’36” |
1:200 |
|
1:100 |
0°34’23” |
0°17’11” |
1:100 |
|
1:50 |
1°8’46” |
0°34’23” |
1:50 |
|
1:30 |
1°54’35” |
0°57’17” |
1:30 |
|
1:20 |
2°51’51” |
1°25’56” |
1:20 |
|
1:15 |
3°49’6″ |
1°54’33” |
1:15 |
|
1:12 |
4°46’19” |
2°23’9″ |
1:12 |
|
1:10 |
5°43’29” |
2°51’45” |
1:10 |
|
1:8 |
7°9’10” |
3°34’35” |
1:8 |
|
1:7 |
8°10’16” |
4°5’8″ |
1:7 |
|
1:5 |
11°25’16” |
5°42’38” |
1:5 |
|
1:3 |
18°55’29” |
9°27’44” |
1:3 |
|
1:1,866 |
30° |
15° |
30° |
|
1:1,207 |
45° |
22°30′ |
45° |
|
1:0,866 |
60° |
30° |
60° |
|
1:0,652 |
75° |
37°30′ |
75° |
|
1:0,500 |
90° |
45° |
90° |
|
1:0,289 |
120° |
60° |
120° |
К оглавлению
|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности. Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает… Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит… Интересное: Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски… Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья… Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все… Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
⇐ ПредыдущаяСтр 9 из 29Следующая ⇒ С помощью двух шариков
Известно, что конусность Сх определяется углом конуса a по формуле: Сх = 2tg(a/2). Угол внутреннего конуса можно косвенно измерить при помощи двух шариков. Для этого в коническое отверстие детали последовательно закладывают два измеренных гладким микрометром шарика разных диаметров и с помощью индикаторного, микрометрического или штангенглубиномера измеряют их положение в отверстии от одной базовой поверхности (рис. 13.1).
Рис. 13.1. Схема измерения внутреннего конуса
После измерений можно подсчитать синус половины действительного угла по формуле sin(a/2) = . где D и d – диаметры большого и малого шариков, H и h – расстояние от базовой поверхности до шариков. По рассчитанному значению синуса половины угла конуса определяют действительную конусносность. В случае, когда имеется возможность свободно оперировать тригонометрическими функциями, конусность можно определить по формуле Сх = 2tg(a/2) = 2tg(arcsin(a/2)), в противном случае удобнее пользоваться приближенной формулой:
Сх = .
Порядок выполнения работы
1. Измерить микрометром диаметры двух имеющихся шариков D и d. 2. Измерить штангенглубиномером расстояние от вершины помещенного в коническое отверстие шарика до базового торца детали, при двух разных шариках и занести показания в отчет. Шарики помещать в коническое отверстие необходимо порознь, отдельно друг от друга. 3. Измерить линейкой или штангенциркулем примерный наибольший диаметр внутреннего конуса и по нему определить номер конуса, номинальную конусность и предельные отклонения конусности на длине L в соответствии с указанной преподавателем степенью точности изготовления. Предельные отклонения инструментальных конусов и значение базовой длины приведены в табл. П12 Приложения 2. Табличное значение нижнего предельного отклонения Нтабл, необходимо пересчитать в безразмерное предельное отклонение конусности: Н = Нтаб./1000L. 4. Подсчитать действительное значение конусности Сх, ее действительное отклонение от номинальной D = Сх – С, построить схему расположения поля допуска и дать заключение о годности. 5. Составить отчет о работе, согласно прилагаемой форме.
Форма протокола измерений
Р а б о т а 14 ⇐ Предыдущая45678910111213Следующая ⇒ Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰). Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим… Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций… Папиллярные узоры пальцев рук – маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… |
 ..
..

 13.1)
13.1)
 ..
..НОРМАЛЬНЫЕ УГЛЫ   Таблица не распространяется на угловые размеры конусов. При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й – 3-му. НОРМАЛЬНЫЕ КОНУСНОСТИ и УГЛЫ КОНУСОВ   Стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.   Примечание. Значения конусности или угла конуса, указанные в графе “Обозначение конуса”, приняты за исходные при расчете других значений, приведенных в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2. КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ   Стандарт распространяется на укороченные инструментальные конусы Морзе.   *z – наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D от теоретическогот положения.
КОНУСНОСТЬ НАРУЖНЫХ И ВНУТРЕННИХ КОНУСОВ КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ НАРУЖНЫЕ
  Профиль резьбового отверстия соответствует отверстию центровому форма Р по ГОСТ ГОСТ 14034-74 .   В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице. Стандарт также определяет размеры пазов канавок и отвестий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.   В зависимости от конструкции инструментальный хвостовик может иметь соответствующее обозначение: BI – внутренний конус с пазом; КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ ВНУТРЕННИЕ КОНУСЫ ВНУТРЕННИЕ И НАРУЖНЫЕ КОНУСНОСТЬЮ 7: 24   Допуски конусов внутренних и наружных конусностью 7:24 по ГОСТ 19860-93. КОНУСЫ ИНСТРУМЕНТОВ   Степень точности инструментальных конусов обозначается допуском угла конуса заданной степени точности по ГОСТ 8908-81 и определяется предельными отклонениями угла конуса и допусками формы поверхности конуса, числовые значения которых указаны ниже.   Примечания:   Пример обозначения конуса Морзе 3, степени точности АТ8: Морзе 3 АТ8 ГОСТ 25557-2006   То же метрического конуса 160, степени точности АТ7: Метр. 160 АТ7 ГОСТ 25557-2006   То же укороченного конуса В18, степени точности АТ6: Морзе В18 АТ6 ГОСТ 9953-82 Похожие документы: ГОСТ 2848-75 – Конусы инструментов. Допуски. Методы и средства контроля | ||||||||||||||||||||||||||||||||||||||
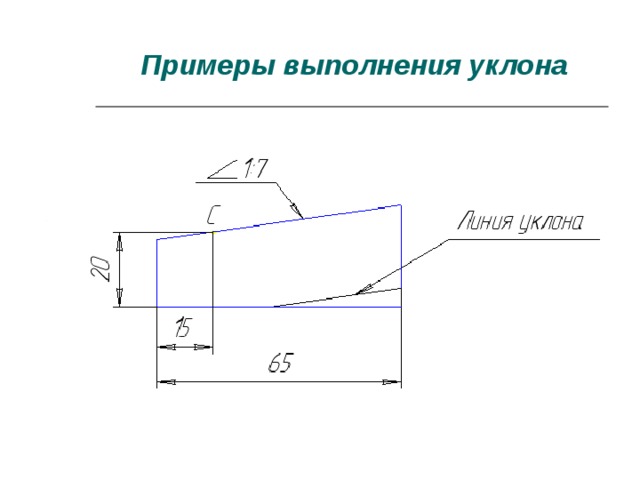
 Угол уклона линии знака примерно 30°.
Угол уклона линии знака примерно 30°.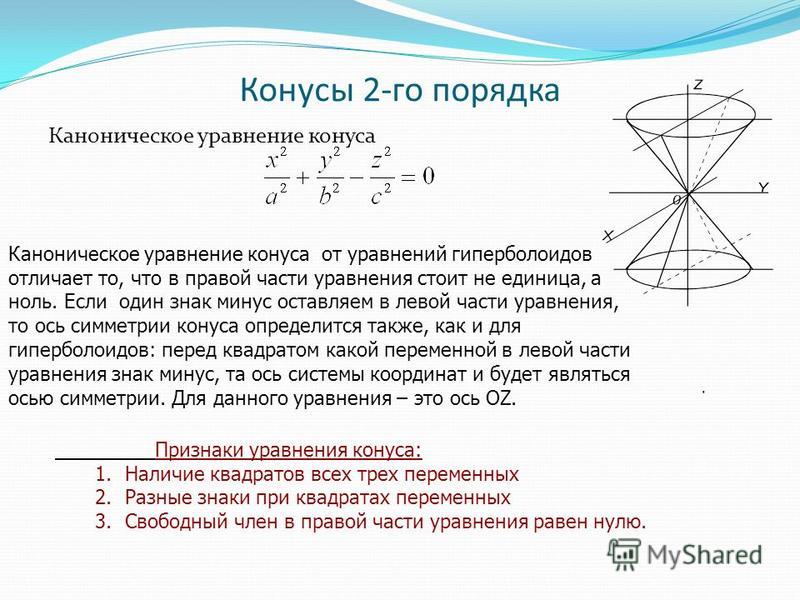 Достаточно на чертеже привести условное обозначение конусности по соответствующему стандарту.
Достаточно на чертеже привести условное обозначение конусности по соответствующему стандарту.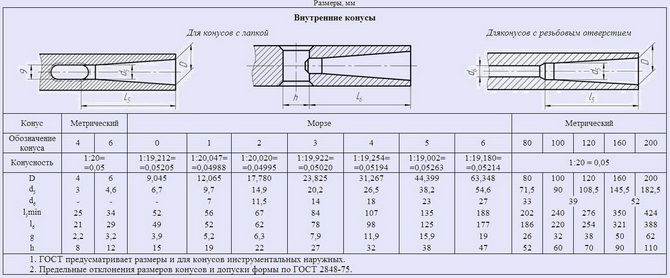 1). Очевидно, что уклон 1:1 соответствует углу в 45 градусов. Чтобы построить линию с уклоном 1:2, по горизонтали откладывают две единицы, для уклона 1:3 – три единицы и т. д. Как видно из чертежа, уклон есть отношение катета противолежащего к катету прилежащему, т. е. он выражается тангенсом угла а. Величину уклона на чертеже в соответствии с ГОСТ 2.307-68 указывают с помощью линии-выноски, на полке которой наносят знак уклона и его величину. Расположение знака уклона должно соответствовать определяемой линии: одна из прямых знака должна быть горизонтальна, другая – наклонена примерно под углом 30° в ту же сторону, как и сама линия уклона.
1). Очевидно, что уклон 1:1 соответствует углу в 45 градусов. Чтобы построить линию с уклоном 1:2, по горизонтали откладывают две единицы, для уклона 1:3 – три единицы и т. д. Как видно из чертежа, уклон есть отношение катета противолежащего к катету прилежащему, т. е. он выражается тангенсом угла а. Величину уклона на чертеже в соответствии с ГОСТ 2.307-68 указывают с помощью линии-выноски, на полке которой наносят знак уклона и его величину. Расположение знака уклона должно соответствовать определяемой линии: одна из прямых знака должна быть горизонтальна, другая – наклонена примерно под углом 30° в ту же сторону, как и сама линия уклона. С помощью рейсшины и угольника через точку А проводят линию уклона, параллельную гипотенузе.
С помощью рейсшины и угольника через точку А проводят линию уклона, параллельную гипотенузе. Как видно, размер меньшего основания конуса получается в результате построения. Этот размер обычно не наносят на чертеж. Запись М16X1,5 является условным обозначением метрической резьбы , о чем подробнее будет сказано дальше.
Как видно, размер меньшего основания конуса получается в результате построения. Этот размер обычно не наносят на чертеж. Запись М16X1,5 является условным обозначением метрической резьбы , о чем подробнее будет сказано дальше.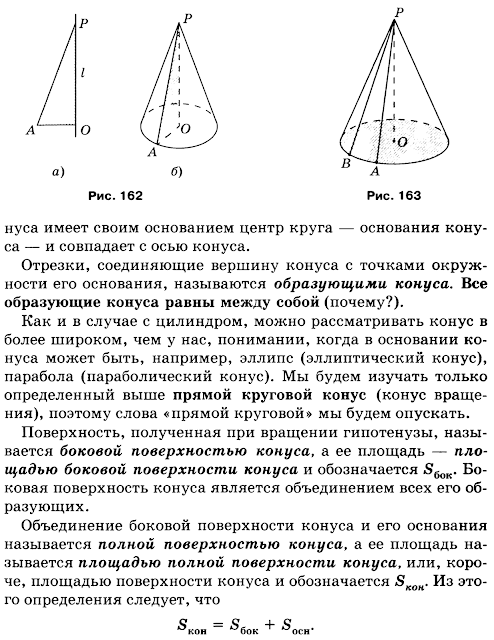 – Ростов н/Д: Рост. гос.
– Ростов н/Д: Рост. гос.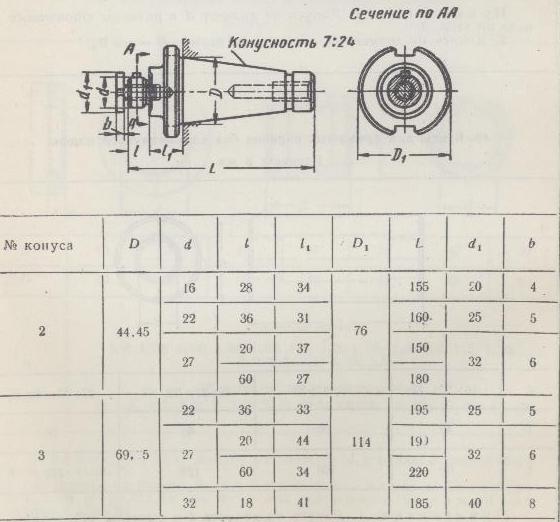
 7), т.е.
7), т.е. При
При 11).
11). 15).
15).



 п.
п.
 6.40, б ). Величиной уклона будет отношение размера меньшего катета к размеру горизонтальной линии. В данном случае нужно разделить 10 на 100. Величина уклона клина будет 1:10.
6.40, б ). Величиной уклона будет отношение размера меньшего катета к размеру горизонтальной линии. В данном случае нужно разделить 10 на 100. Величина уклона клина будет 1:10.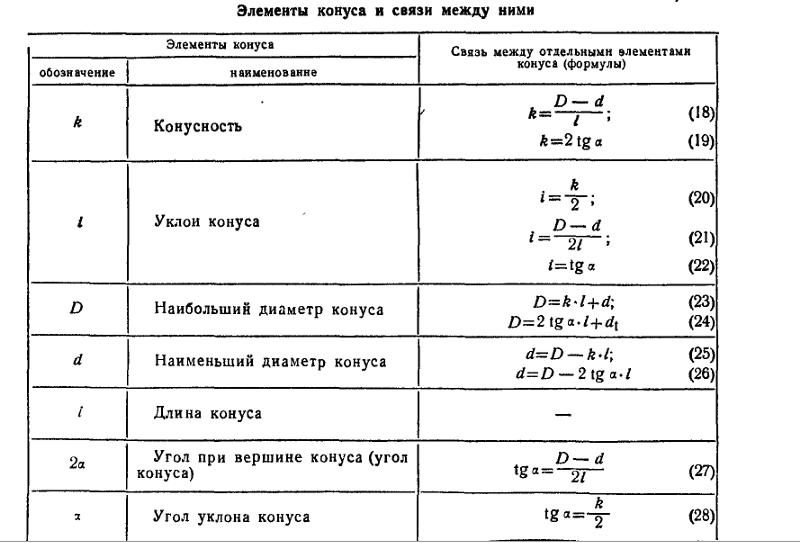
Москва |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации – ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Научно-исследовательский и конструкторский институт средств измерений в машиностроении» (ОАО «НИИизмерения») на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 «Допуски и средства контроля»
3 УТВЕРЖДЕН И
ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию
и метрологии от 4 декабря 2009 г. № 557-ст
№ 557-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 1119:1998 «Геометрические характеристики изделий. Ряды конусностей и углов конусов» (ISO 1119:1998 «Geometrical product specifications (GPS) – Series of conical tapers and taper angles», MOD).
При этом в него не включено приложение А (справочное) «Связи в матричной системе GPS» применяемого международного стандарта, которое нецелесообразно применять в национальной стандартизации в связи с тем, что оно содержит сведения о матричной модели Системы стандартов ИСО «Геометрические характеристики изделий (GPS)» и месте применяемого международного стандарта в ней, не относящиеся к объекту стандартизации.
В настоящий стандарт относительно применяемого международного стандарта внесены следующие технические отклонения:
– «Библиография» приведена в соответствие с содержанием стандарта и требованиями ГОСТ Р 1.5-2004 .
Указанное приложение, не
включенное в настоящий стандарт, приведено в дополнительном .
Наименование настоящего стандарта изменено относительно наименования применяемого международного стандарта для приведения в соответствие с требованиями ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок – в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случав пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
В настоящем стандарте использованы нормативные ссылки на следующие стандарты: ГОСТ
Р 50017-92 (ИСО 575-78) Машины текстильные и оборудование вспомогательное. ГОСТ Р 50018-92 (ИСО 324-78) Машины текстильные и оборудование вспомогательное. Патроны конические для крестовой намотки при крашении (крестовая намотка). Половина угла конуса 4°20″. Размеры и методы контроля ГОСТ Р 50042-92 (ИСО 368-82) Машины текстильные и оборудование вспомогательное. Патроны для веретен кольцепрядильных и крутильных машин. Конус 1:38 и 1:64. Размеры ГОСТ Р 50213-92 (ИСО 5237-78) Машины текстильные и оборудование вспомогательное. Патроны конические для намотки пряжи (крестовая намотка). Половина угла конуса 5°57. Размеры и методы контроля ГОСТ Р 50663-99 (ИСО 8382-88) Аппараты искусственной вентиляции легких для оживления. Общие технические требования и методы испытаний А.1 Информация о стандарте и его применении Настоящий международный
стандарт содержит определение конусности и угла конуса, значения конусностей и
углов конусов общего и специального назначения, а также области их применения. Для обеспечения однозначного понимания требований он должен быть дополнен стандартами, включающими связующие звенья с 3-го по 6-й. А.2 Положение в матричной системе GPS Настоящий международный стандарт является общим стандартом GPS; его положения следует учитывать в связующих звеньях 1 и 2 серий стандартов на углы в общей матрице GPS, как показано на рисунке А.1 А.3 Связанные стандарты Связанные стандарты являются стандартами серий стандартов, указанных на рисунке А.1 Рисунок А.1 ИСО/ТР 14638:1995 Геометрические характеристики изделий (GPS). Основная схема. Приложение
ДБ Таблица ДБ.1
ИСО 8489-5:1995Машины текстильные и вспомогательное оборудование. Конусы крестовой намотки. Часть 5. Размеры, допуски и обозначения конусов с половиной угла при вершине 5°57″ ИСО 8489-3:1995Машины текстильные и вспомогательное оборудование. Конусы крестовой намотки. Часть 3. Размеры, допуски и обозначения конусов с половиной угла при вершине 4°20″ ИСО 8489-4:1995Машины текстильные и вспомогательное оборудование. Конусы крестовой намотки. Часть 4. Размеры, допуски и обозначения конусов с половиной угла при вершине 4°20″, используемых для намотки при крашении ИСО 8489-2:1995Машины текстильные и вспомогательное оборудование. Конусы крестовой намотки. Часть 2. Размеры, допуски и обозначения конусов с половиной угла при вершине 3°30″ ИСО 239:1974Конусы сверлильные патронов ИСО 594-1:1986Наконечники конические с конусностью 6% (тип Люэра) для шприцев, игл и другого медицинского оборудования. Часть 1. Общие требования ИСО 595-1:1986Шприцы
медицинские цельностеклянные или металлостеклянные многократного применения. ИСО 595-2:1987Шприцы медицинские цельностеклянные или металлостеклянные многократного применения. Часть 2. Конструкция Ключевые слова: угол конуса, конусность | ||||||||||||||||||||||||||||||||||||||
 Патроны конические переходные. Половина угла конуса 4°20″. Размеры и методы
контроля
Патроны конические переходные. Половина угла конуса 4°20″. Размеры и методы
контроля 
 Ряды предпочтительных чисел»
Ряды предпочтительных чисел» Самозажимные конусы хвостовиков инструментов»
Самозажимные конусы хвостовиков инструментов»
 Часть 1. Размеры
Часть 1. РазмерыК его высоте (H ) для полных конусов или отношение разности двух торцевых поперечных сечений конуса (D и d ) к расстоянию между ними (L ) для усеченных конусов. Конусность, как правило, выражается в отношении двух чисел например: 1:10; 1:12; 1:20.
В некоторых странах (в основном это страны с распространенной имперской системой длины) конусность задают в виде диаметра основания конуса единичной высоты. Например 0,6 дюйма на фут или 0,05 дюйма на дюйм , что соответствует конусности 1:20.
Также конусность может задаваться углом.
Конусность может задаваться в процентах и промилле.
ГОСТ 8593-81 предусматривает следующие конусности:
1:500, 1:200, 1:100, 1:50, 1:30, 1:20, 1:15, 1:12, 1:10, 1:8, 1:7, 1:6, 1:5, 1:4, 1:3, 30°, 45°, 60°, 75°, 90°, 120°
Wikimedia Foundation
. 2010
.
2010
.
Смотреть что такое “Конусность” в других словарях:
конусность – (C) Отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними. Примечания 1. Конусность может быть определена как отношение разности диаметров большого и малого оснований к длине конуса 2. Конусность, как правило,… …
конусность – 3.3 конусность: Отношение разности верхнего и нижнего диаметров изделия цилиндрической формы к высоте изделия. Источник: ГОСТ 5500 2001: Изделия огнеупорные стопорные для разливки стали из ковша. Технические условия …
конусность – kūgiškumas statusas T sritis radioelektronika atitikmenys: angl. taper vok. kegeliger Verlauf, m; Kegeligkeit, f; Konizität, f rus. конусность, f pranc. conicité, f … Radioelektronikos terminų žodynas
конусность ротора (турбины) – — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN rotor taper … Справочник технического переводчика
конусность резьбы – 11 конусность резьбы: Изменение среднего диаметра закругленной резьбы или диаметра впадин упорной резьбы на заданной осевой длине. Источник … Словарь-справочник терминов нормативно-технической документации
Источник … Словарь-справочник терминов нормативно-технической документации
обратная конусность (сверла) – Уменьшение наружного диаметра от уголков вдоль направляющих ленточек в направлении к хвостовику. [ГОСТ Р 50427 92 (ИСО 5419 82)] Тематики сверла Обобщающие термины спиральные сверла EN back taper DE Verjüngung FR conicité arriére (dépouille… … Справочник технического переводчика
Вопрос 1. Какими размерами определяются форматы чертежных листов?
3) Размерами внешней рамки, выполняемой сплошной тонкой линией;
Вопрос 2.Как располагается основная надпись чертежа по форме 1 на чертежном листе?
2) В правом нижнем углу;
Вопрос 3. Толщина сплошной основной линии в зависимости от сложности изображения и формата чертежа лежит в следующих пределах?
2) 0,5 …… 1,4 мм.;
Вопрос 4. Для обводки чертежей и технического рисования применяют карандаши с маркировкой:
Вопрос 5. Сталь углеродистая качественная конструкционная имеет обозначение на чертежах:
1) Сталь 45 ГОСТ 1050- 88
Вопрос 6. Окружность в изометрии изображается в виде:
Окружность в изометрии изображается в виде:
Вопрос 7. На размерных линиях длина стрелок равна:
Вопрос 8. Масштабы изображений на чертежах должны выбираться из следующего ряда?
2) 1:1; 1:2; 1:2,5; 1:4; 1:5; 1:10…….
Вопрос 9. Размер шрифта h определяется следующими элементами?
2) Высотой прописных букв в миллиметрах;
Вопрос 10. ГОСТ устанавливает следующие размеры шрифтов в миллиметрах?
3) 1,8; 2,5; 3,5; 5; 7; 10; 14; 20……
Вопрос 11. Толщина линии шрифта d зависит от?
1) От толщины сплошной основной линии S;
Вопрос 12. В соответствии с ГОСТ 2.304-81 шрифты типа А и Б выполняются?
1) Без наклона и с наклоном около 75 0 ;
Вопрос 13. Какой может быть ширина букв и цифр стандартных шрифтов?
1) Ширина букв и цифр определяются размером шрифта.
Вопрос 14. В каких единицах измерения указываются линейные размеры на чертеже?
3) В миллиметрах
Вопрос 15.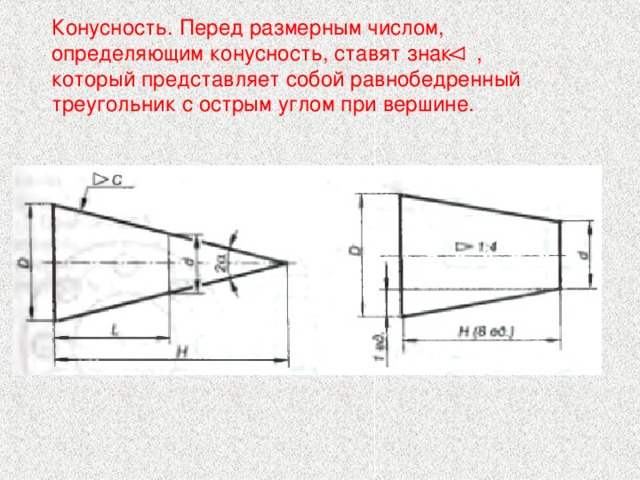 При нанесении размера радиуса окружности используют следующий знак?
При нанесении размера радиуса окружности используют следующий знак?
Вопрос 16. На рисунке показаны примеры правильных и ошибочных расположений размерных линий. Определите, под каким номером обозначен правильный чертеж?
3) Правильный вариант ответа №1;
Вопрос 17 . Тонкие пластины с криволинейными кромками, служащие для обводки лекальных кривых называются:
2) Лекалами
Вопрос 18 . Какими линиями проводят осевые и центровые линии :
1) Штрихпунктирными
Вопрос 19. Определите, на каком чертеже правильно записаны размерные числа:
3) Правильный вариант ответа №4;
Вопрос 20. На каком расстоянии от контура детали проводят размерные линии?
Вопрос 21 . Что обозначает знак R 30 на чертеже?
2) Радиус окружности 30 мм
Вопрос 22 . Государственный стандарт обозначается на чертеже:
Вопрос 23 . Разрезы на чертеже бывают:
2. Простые, сложные, фронтальные, горизонтальные. вертикальные. продольные, поперечные, профильные.
вертикальные. продольные, поперечные, профильные.
Вопрос 24 . Сечения на чертеже классифицируются:
1) Наложенные, вынесенные и сечения в разрыве детали
Вопрос 25 . На сколько миллиметров должна выходить выносная линия за размерную линию?
Вопрос 26 . Обозначение курсового проекта в конструкторской документации:
Вопрос 27 . Масштаб выбирается строго из стандартного ряда:
1. 1:1; 1:2; 1: 2,5; 1:4; 1:5; 1:10…
Вопрос 28 . Заполнять основную надпись на чертежах необходимо:
2) после выполнения чертежа
Вопрос 29 . Где указывается масштаб, в котором выполнен чертёж?
3) В специальной графе основной надписи
Вопрос 30 . Государственные стандарты ЕСКД обозначаются на чертеже по типу:
2) ГОСТ 2.302 – 68 «Масштабы»
Вопрос 31. На каком чертеже правильно нанесены величины диаметра и квадрата?
3) Правильный вариант ответа №3;
Вопрос 32. Какими линиями выполняют вспомогательные построения при выполнении элементов геометрических построений?
2) Сплошными тонкими;
Вопрос 33.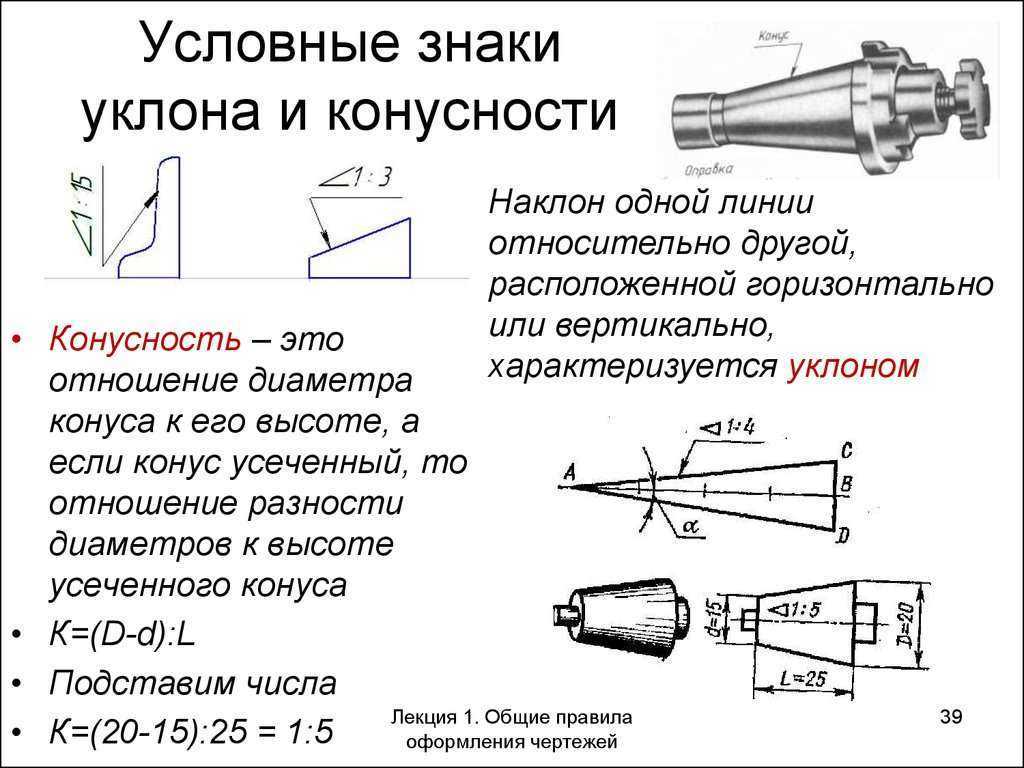 На каком расстоянии от контура рекомендуется проводить размерные линии?
На каком расстоянии от контура рекомендуется проводить размерные линии?
Вопрос 34. На каком расстоянии друг от друга должны быть параллельные размерные линии?
На изображениях конических элементов деталей размеры могут быть проставлены различно: диаметры большего и меньшего оснований усеченного конуса и его длина; угол наклона образующей (или угол конуса) или величина конусности и диаметр основания, длина и т.п.
Конусность
Отношение разности диаметров двух поперечных сечений конуса (D-d. ) к расстоянию между ними (l ) (рис. 6.39, а ) называется конусностью (К ): К = (D – d )/l.
Рис. 6.39.
Например, конический элемент детали с диаметром большего основания 25 мм, диаметром меньшего основания 15 мм, длиной 50 мм будет иметь конусность К = (D – d )/l = (25 – 15)/50 = 1/5 = 1:5.
При проектировании новых изделий применяются величины конусности, установленные ГОСТ 8593–81: 1:3; 1:5; 1:7; 1:8; 1:10; 1:12; 1:15; 1:20; 1:30.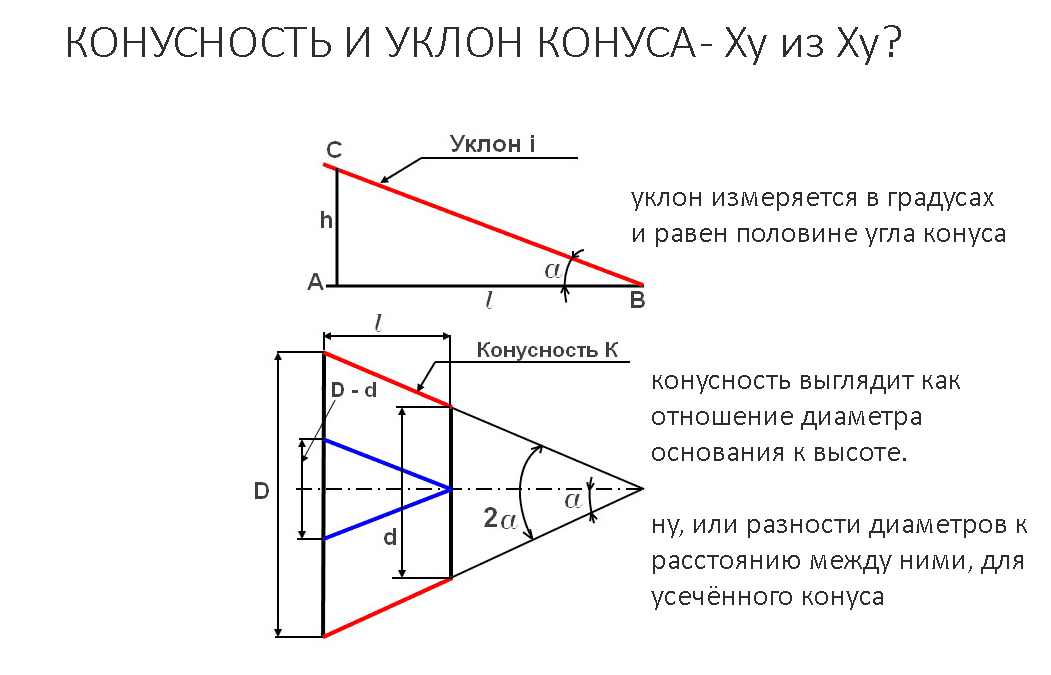 Стандартизированы также величины конусности, которые имеют элементы деталей с часто встречающимися углами между образующими конуса: углу 30° соответствует конусность 1:1,866; 45° – 1:1,207; 60° – 1:0,866; 75° – 1:0,652; углу 90° – 1:0,5. В чертежах металлорежущих инструментов часто конусность определяется надписью, указывающей номер конуса Морзе. В этих случаях размеры конических элементов устанавливают по ГОСТ 10079–71 и др.
Стандартизированы также величины конусности, которые имеют элементы деталей с часто встречающимися углами между образующими конуса: углу 30° соответствует конусность 1:1,866; 45° – 1:1,207; 60° – 1:0,866; 75° – 1:0,652; углу 90° – 1:0,5. В чертежах металлорежущих инструментов часто конусность определяется надписью, указывающей номер конуса Морзе. В этих случаях размеры конических элементов устанавливают по ГОСТ 10079–71 и др.
На чертежах конусность наносят согласно правилам ГОСТ 2.307–2011. Перед размерным числом, определяющим величину конусности, наносят условный знак в виде равнобедренного треугольника, острие которого направлено в сторону вершины конуса.
Знак и цифры, указывающие величину конусности, располагают на чертежах параллельно геометрической оси конического элемента.
Они могут быть проставлены над осью (рис. 6.39, 6 ) или на полке (рис. 6.39, в). В последнем случае полка соединяется с образующей конуса с помощью линии выноски, заканчивающейся стрелкой.
Уклон
Плоские поверхности деталей, расположенные наклонно, обозначают на чертеже величиной уклона. Как подсчитать эту величину, покажем на примере. Клин, изображенный на рис. 6.40, я, имеет наклонную поверхность, уклон которой нужно определить. Из размера наибольшей высоты клина вычтем размер наименьшей высоты: 50 – 40 = 10 мм. Разность между этими величинами можно рассматривать как размер катета прямоугольного треугольника, образовавшегося после проведения на чертеже горизонтальной линии (рис. 6.40, б ). Величиной уклона будет отношение размера меньшего катета к размеру горизонтальной линии. В данном случае нужно разделить 10 на 100. Величина уклона клина будет 1:10.
Рис. 6.40.
На чертеже уклоны указывают знаком и отношением двух чисел, например 1:50; 3:5.
Если требуется изобразить на чертеже поверхность определенного уклона, например 3:20, вычерчивают прямоугольный треугольник, у которого один из катетов составляет три единицы длины, а второй – 20 таких же единиц (рис. 6.41).
6.41).
Рис. 6.41.
При вычерчивании деталей или при их разметке для построения линии по заданному уклону приходится проводить вспомогательные линии. Например, чтобы провести линию, уклон которой 1:4, через концевую точку вертикальной линии (рис. 6.42), отрезок прямой линии длиной 10 мм следует принять за единицу длины и отложить на продолжении горизонтальной линии четыре такие единицы (т.е. 40 мм). Затем через крайнее деление и верхнюю точку отрезка провести прямую линию.
Рис. 6.42.
Вершина знака уклона должна быть направлена в сторону наклона поверхности детали. Знак и размерное число располагают параллельно направлению, по отношению к которому задан уклон.
Конус ℹ️ определение, основные свойства и элементы геометрической фигуры, формулы нахождения площадей и объема, построение сечений, виды уравнений
| конус в Викисловаре |
У этого термина существуют и другие значения, см. Конус (значения).
Конус (значения).
Конус
(от др.-греч. κώνος «сосновая шишка»[1]) — тело в евклидовом пространстве, полученное объединением всех лучей, исходящих из одной точки (
вершины
конуса) и проходящих через плоскую поверхность. Иногда конусом называют часть такого тела, имеющую ограниченный объём и полученную объединением всех отрезков, соединяющих вершину и точки плоской поверхности (последнюю в таком случае называют
основанием
конуса, а конус называют
опирающимся
на данное основание). Если основание конуса представляет собой многоугольник, такой конус является пирамидой.
Связанные определения
- Отрезок, соединяющий вершину и границу основания, называется образующей конуса
. - Объединение образующих конуса называется образующей
(или
боковой
)
поверхностью конуса
. Образующая поверхность конуса является конической поверхностью. - Отрезок, опущенный перпендикулярно из вершины на плоскость основания (а также длина такого отрезка), называется высотой конуса
.
- Угол раствора конуса
— угол между двумя противоположными образующими (угол при вершине конуса, внутри конуса). - Если основание конуса имеет центр симметрии (например, является кругом или эллипсом) и ортогональная проекция вершины конуса на плоскость основания совпадает с этим центром, то конус называется прямым
. При этом прямая, соединяющая вершину и центр основания, называется
осью конуса
. - Косой
(
наклонный
) конус — конус, у которого ортогональная проекция вершины на основание не совпадает с его центром симметрии. - Круговой конус
— конус, основание которого является кругом. - Прямой круговой конус
(часто его называют просто конусом) можно получить вращением прямоугольного треугольника вокруг прямой, содержащей катет (эта прямая представляет собой ось конуса). - Конус, опирающийся на эллипс, параболу или гиперболу, называют соответственно эллиптическим
,
параболическим
и
гиперболическим конусом
(последние два имеют бесконечный объём).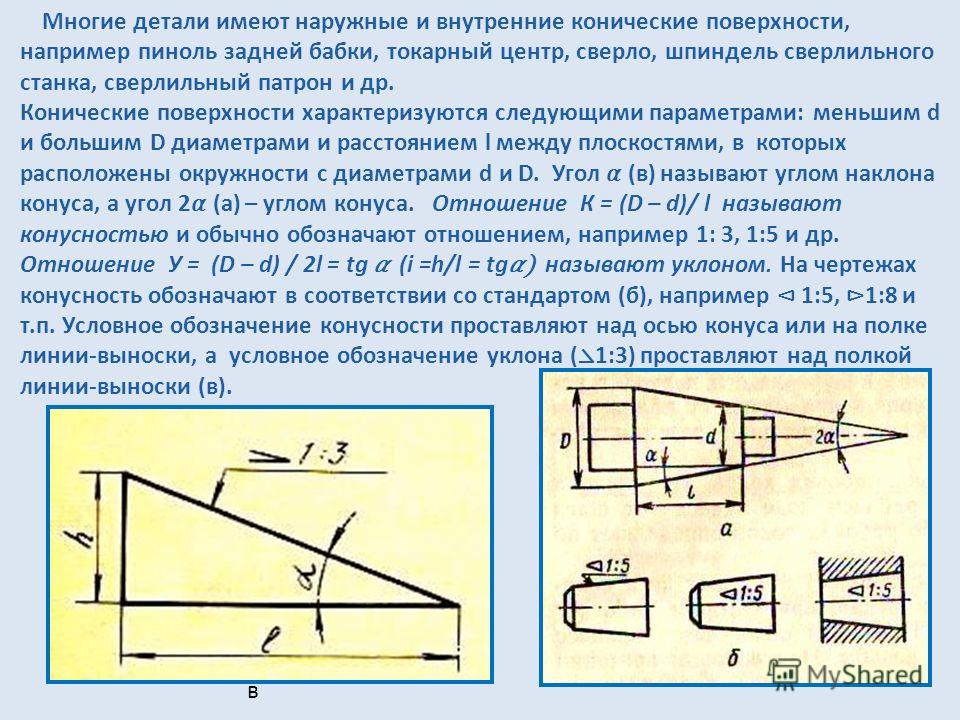
- Часть конуса, лежащая между основанием и плоскостью, параллельной основанию и находящейся между вершиной и основанием, называется усечённым конусом
, или
коническим слоем
.
Как рассчитать угол конуса
Содержание
| Элементы конуса | Расчетные формулы | Элементы конуса | Расчетные формулы |
| K | K = (D-d)/ lK = 2tga | D | D = K× l + dD = 2× l×tga + d |
| a | tga = (D-d)/ 2ltga = K / 2 | d | d = D – 2× l×tgad = D – K× l |
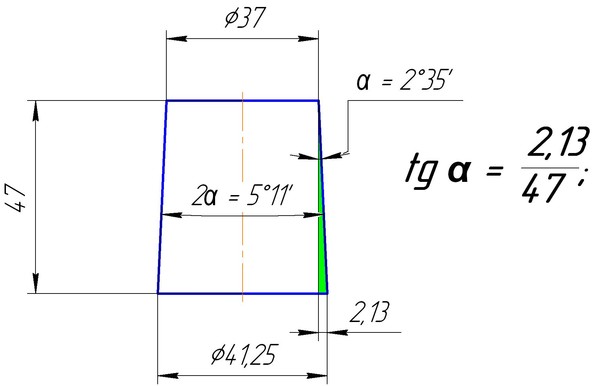
Угол a вычисляют по тригонометрической функции тангенса.
Нормальные конические поверхности должны быть изготовлены по стандартным размерам, некоторые из которых указаны в табл.4.
Кроме этих поверхностей, различают также конусы Морзе и метрические конусы. Наружные конусы Морзе выполняют на хвостовой части сверл (см.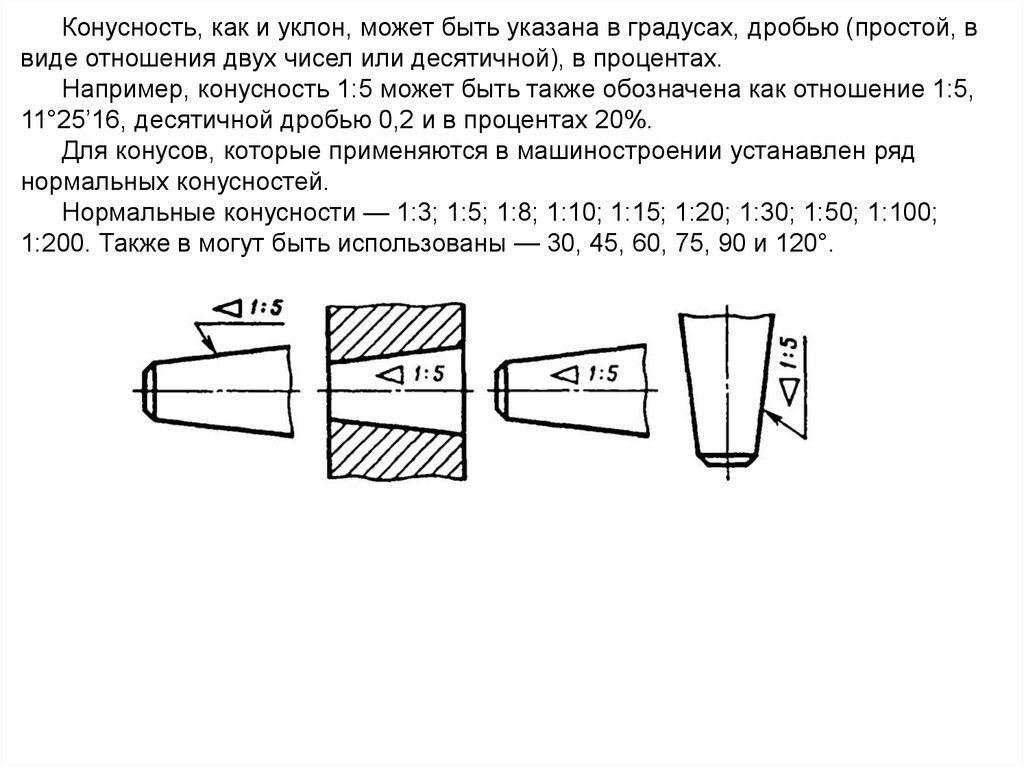 рис.6
рис.6
), зенкеров, разверток, центров, а внутренние конусы – в отверстиях шпинделей, оправок, переходных втулок, в которые эти инструменты устанавливают. Существуют семь номеров конусов Морзе (от до
6
) со своими размерами и углами наклона
a
. Наименьшим является конус Морзе (
1:19,212
), наибольшим – конус Морзе
6
(
1:19,18
). Их размеры приведены в стандарте СТ СЭВ 147-75. Недостатком конусов Морзе следует считать разные углы наклона
a
у различных номеров.
Таблица 4
Стандартные размеры конусов деталей
| Конусность K | Угол конуса 2a | Угол наклона a | Обозначение конусности |
| 1:100 1:50 1:20 1:10 1:3 1:1,866 1:1,207 1:0,866 | 0 0 34¢23² 1 0 8¢45² 2 0 51¢51² 5 0 43¢29² 18 0 55¢30² 30 0 45 0 60 0 | 0 0 17¢12² 0 0 34¢23² 1 0 25¢56² 2 0 51¢45² 9 0 27¢45² 15 0 22 0 30¢ 30 0 | 1:100 1:50 1:20 1:10 1:3 30 0 45 0 60 0 |
Метрические конусы 4, 6, 80, 100, 120, 160, 200
(см. тот же стандарт) имеют одинаковую конусность
тот же стандарт) имеют одинаковую конусность
1:20
(и угол
a
), а номер конуса обозначает размер диаметра большого основания.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения:
Да какие ж вы математики, если запаролиться нормально не можете.
8256 – | 7223 – или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)
очень нужно
Конусность – отношение разности диаметров двух поперечных сечений кругового конуса к расстоянию между ними.
Конусность имеет двойной Уклон: k=2i Конусность на чертеже может быть указана в градусной мере, в радианах и в процентах. Заданы конусность пробки крана 1:5, диаметр D=BC=20 мм, длина l=35 мм.
Необходимо построить очертание пробки крана одним из двух способов: Первый способ. Из формулы k=2i находим i=1:10. Отмечаем точки BC и строим треугольник DKP так, чтобы KP:BK=1:10. Продолжив BP до пересечения с осью конуса, получим вершину конуса S. Точку S соединяем с точкой C. Отложив по оси пробки от BC отрезок l=35 мм и проведя через конец этого отрезка прямую, перпендикулярную к оси , получим диаметр d=EF=13 мм торца пробки; Второй способ. Из формулы k=(D-d)/l находим d=EF=20-35/5=13 мм; Величина угла при вершине конуса:
здесь угол φ представлен в радианах.
где L – расстояние от большого сечения до вершины S конуса, а отношение: D/(2L) = tgφ Пусть задана конусность например 1 : 2,5 откуда i=1:5 и tgφ=0,2 тогда перевод ее в градусы выполняется по формулам:
Конусность стандартизована. ГОСТ 8593-81 устанавливает нормальные конусности и углы конусов
| Обозна- чение | конуса | Конус- | ность | Угол | конуса | Угол | уклона |
| Ряд 1 | Ряд 2 | Угл. ед. | Рад. | Угл. ед. | Рад. | ||
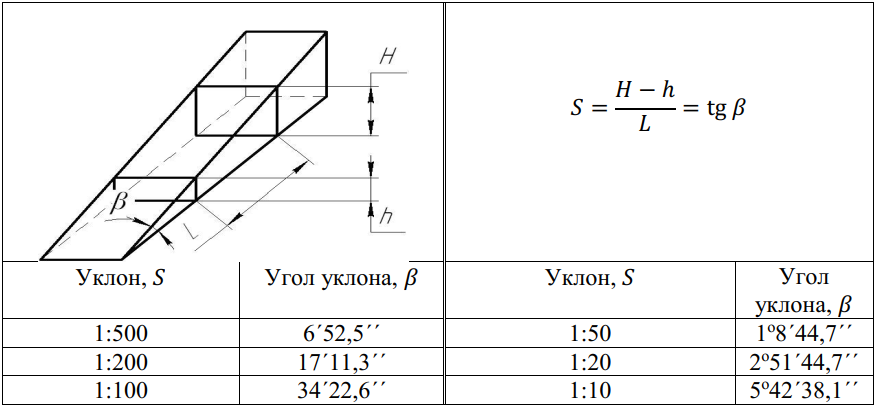
| 1:500 | 1:500 | 0,0020000 | 6`52,5″ | 0,0020000 | 3`26,25″ | 0,0010000 | |
| 1:200 | 1:200 | 0,0050000 | 17`11,3″ | 0,0050000 | 8`25,65″ | 0,0025000 | |
| 1:100 | 1:100 | 0,0100000 | 34`22,6″ | 0,0100000 | 17`11,3″ | 0,0050000 | |
| 1:50 | 1:50 | 0,0200000 | 1°8`45,2″ | 0,0199996 | 34`22,6″ | 0,0099998 | |
| 1:30 | 1:30 | 0,0333333 | 1°54`34,9″ | 0,0333304 | 57`17,45″ | 0,0166652 | |
| 1:20 | 1:20 | 0,0500000 | 2°51`51,1″ | 0,0499896 | 1°25`55,55″ | 0,0249948 | |
| 1:15 | 1:15 | 0,0666667 | 3°49`5,9″ | 0,0666420 | 1°54`32,95″ | 0,0333210 | |
| 1:12 | 1:12 | 0,0833333 | 4°46`18,8″ | 0,0832852 | 2°23`9,4″ | 0,0416426 | |
| 1:10 | 1:10 | 0,1000000 | 5°43`29,3″ | 0,0999168 | 2°51`44,65″ | 0,0499584 | |
| 1:8 | 1:8 | 0,1250000 | 7°9`9,6″ | 0,1248376 | 3°34`34,8″ | 0,0624188 | |
| 1:7 | 1:7 | 0,1428571 | 8°10`16,4″ | 0,1426148 | 4°5`8,2″ | 0,0713074 | |
| 1:6 | 1:6 | 0,1666667 | 9°31`38,2″ | 0,1662824 | 4°45`49,1″ | 0,0831412 | |
| 1:5 | 1:5 | 0,2000000 | 11°25`16,3″ | 0,1993374 | 5°42`38,15″ | 0,0996687 | |
| 1:4 | 1:4 | 0,2500000 | 14°15`0,1″ | 0,2487100 | 7°7`30,05″ | 0,1243550 | |
| 1:3 | 1:3 | 0,3333333 | 18°55`28,7″ | 0,3302972 | 9°27`44,35″ | 0,1651486 | |
| 30° | 1:1,866025 | 0,5358985 | 30° | 0,5235988 | 15° | 0,2617994 | |
| 45° | 1:1,207107 | 0,8284269 | 45° | 0,7853982 | 22°30` | 0,3926991 | |
| 60° | 1:0,866025 | 1,1547010 | 60° | 1,0471976 | 30° | 0,5235988 | |
| 75° | 1:0,651613 | 1,5346532 | 75° | 1,3089970 | 37°30` | 0,6544985 | |
| 90° | 1:0,500000 | 2,0000000 | 90° | 1,5707964 | 45° | 0,7853982 | |
| 120° | 1:0,288675 | 3,4641032 | 120° | 2,0943952 | 60° | 1,0471976 |
Конусности и углы конусов должны соответствовать указанным на чертеже и в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
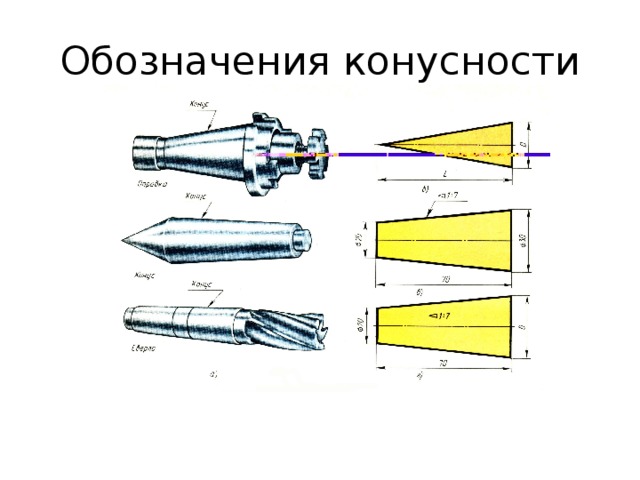
Конусность поверхности
обозначается на чертеже: – надписью Конусность с указанием ее величины; – указывающей на нее стрелкой с полкой где пишется: – Конусность с указанием ее величины; – знак конусности и ее величина.
В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий. Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя; наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие
Читать также: Токарно винторезный станок назначение
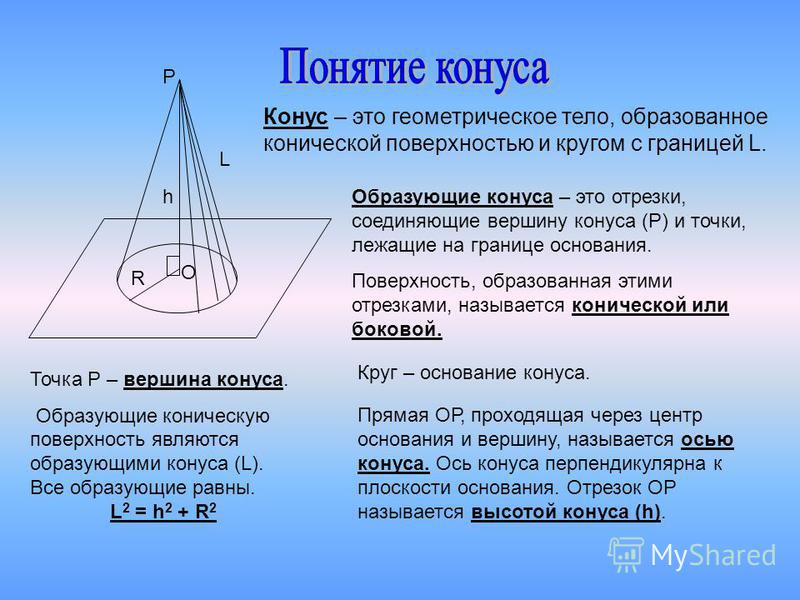
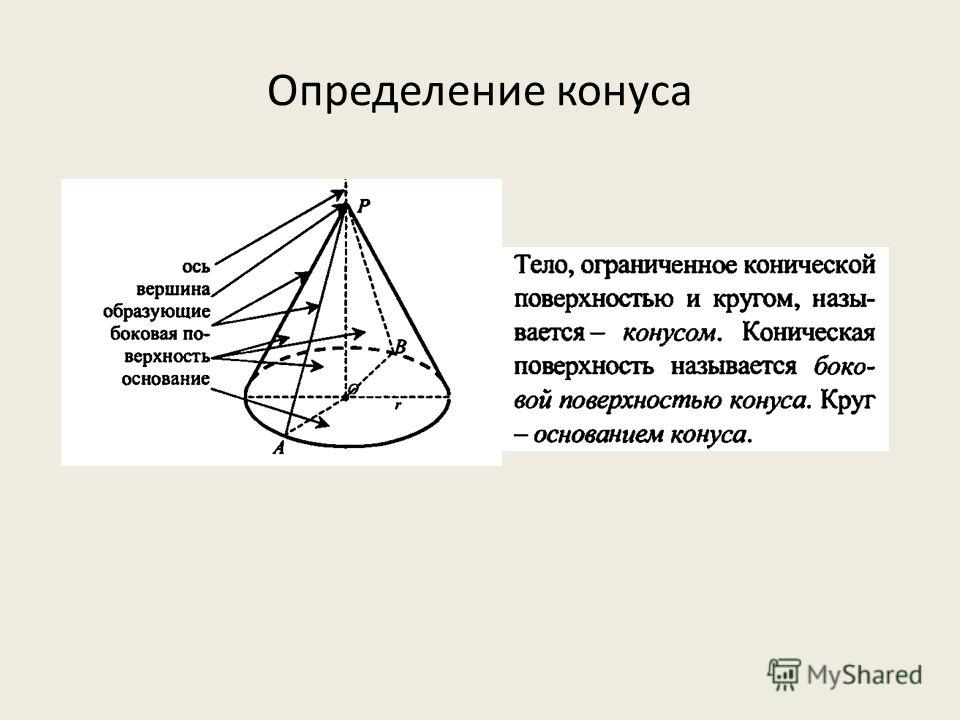
Понятие о конусе и его элементах
Элементы конуса . Если вращать прямоугольный треугольник АБВ вокруг катета АБ (рис. 202, а), то образуется тело АВГ, называемое полным конусом
. Линия АБ называется осью или
высотой конуса
, линия АВ —
образующей конуса
. Точка А является
вершиной конуса
.
При вращении катета БВ вокруг оси АБ образуется поверхность круга, называемая основанием конуса
.
Угол ВАГ между боковыми сторонами АВ и АГ называется углом конуса
и обозначается 2α. Половина этого угла, образуемая боковой стороной АГ и осью АБ, называется
углом уклона конуса
и обозначается α. Углы выражаются в градусах, минутах и секундах.
Если от полного конуса отрезать его верхнюю часть плоскостью, параллельной егооснованию (рис. 202, б), то получим тело, называемое усеченным конусом
. Оно имеет два основания верхнее и нижнее. Расстояние OO1 по оси между основаниями называется
высотой усеченного конуса
. Так как в машиностроении большей частью приходится иметь дело с частями конусов, т. е. усеченными конусами, то обычно их просто называют конусами; дальше будем называть все конические поверхности конусами.
Связь между элементами конуса. На чертеже указывают обычно три основных размера конуса: больший диаметр D, меньший — d и высоту конуса l (рис. 203).
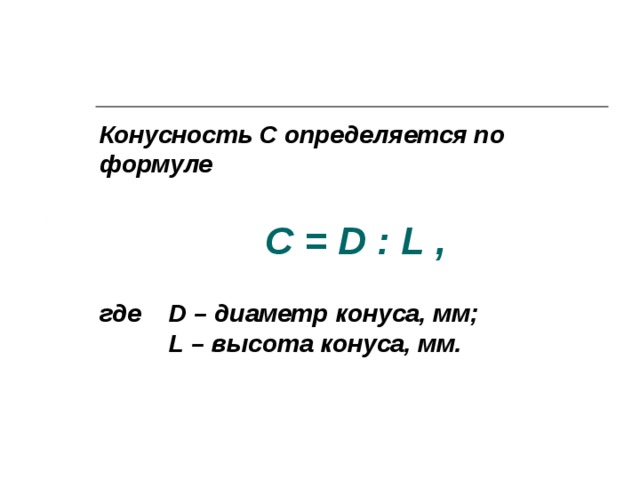
Иногда на чертеже указывается только один из диаметров конуса, например, больший D, высота конуса l и так называемая конусность. Конусностью называется отношение разности диаметров конуса к его длине. Обозначим конусность буквой K, тогда
Если конус имеет размеры: D =80 мм, d = 70 мм и l = 100 мм, то согласно формуле (10):
Это значит, что на длине 10 мм диаметр конуса уменьшается на 1 мм или на каждый миллиметр длины конуса разница между его диаметрами изменяется на
Иногда на чертеже вместо угла конуса указывается уклон конуса
. Уклон конуса показывает, в какой мере отклоняется образующая конуса от его оси. Уклон конуса определяется по формуле
где tg α — уклон конуса; D — диаметр большого основания конуса в мм; d — диаметр малого основания конуса в мм; l — высота конуса в мм.
Пользуясь формулой (11), можно при помощи тригонометрических таблиц определить угол а уклона конуса.
Уклон конуса и конусность обычно выражают простой дробью, например: 1 : 10; 1 : 50, или десятичной дробью, например, 0,1; 0,05; 0,02 и т. д.
Способы получения конических поверхностей на токарном станке
На токарном станке обработка конических поверхностей производится одним из следующих способов: а) поворотом верхней части суппорта; б) поперечным смещением корпуса задней бабки; в) с помощью конусной линейки; г) с помощью широкого резца.
Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном станке коротких наружных и внутренних конических поверхностей с большим углом уклона нужно повернуть верхнюю часть суппорта относительно оси станка под углом α уклона конуса (см. рис. 204). При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Для установки верхней части суппорта 1 на требуемый угол можно использовать деления, нанесенные на фланце 2 поворотной части суппорта (рис. 204). Если угол α уклона конуса задан по чертежу, то верхнюю часть суппорта повертывают вместе с его поворотной частью на требуемое число делений, обозначающих градусы. Число делений отсчитывают относительно риски, нанесенной на нижней части суппорта.
Если на чертеже угол α не дан, а указаны больший и меньший диаметры конуса и длина его конической части, то величину угла поворота суппорта определяют по формуле (11)
Способ обтачивания конических поверхностей поворотом верхней части суппорта имеет следующие недостатки: он допускает обычно применение только ручной подачи, что отражается на производительности труда и чистоте обработанной поверхности; позволяет обтачивать сравнительно короткие конические поверхности, ограниченные длиной хода верхней части суппорта.
Обработка конических поверхностей способом поперечного смещения корпуса задней бабки
Для получения конической поверхности на токарном станке необходимо при вращении заготовки вершину резца перемещать не параллельно, а под некоторым углом к оси центров. Этот угол должен равняться углу α уклона конуса. Наиболее простой способ получения угла между осью центров и направлением подачи — сместить линию центров, сдвинув задний центр в поперечном направлении. Путем смещения заднего центра в сторону резца (на себя) в результате обтачивания получают конус, у которого большее основание направлено в сторону передней бабки; при смещении заднего центра в противоположную сторону, т. е. от резца (от себя), большее основание конуса окажется со стороны задней бабки (рис. 205).
Смещение корпуса задней бабки определяют по формуле
где S — смещение корпуса задней бабки от оси шпинделя передней бабки в мм; D — диаметр большого основания конуса в мм; d — диаметр малого основания конуса в мм; L — длина всей детали или расстояние между центрами в мм; l — длина конической части детали в мм.
Смещение корпуса задней бабки производят, используя деления 1 (рис 206), нанесенные на торце опорной плиты, и риску 2 на торце корпуса задней бабки.
Если на торце плиты делений нет, то смещают корпус задней бабки, пользуясь измерительной линейкой, как показано на рис. 207.
Читать также: Как вальцевать тормозные трубки
Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в том, что этим способом можно обтачивать конусы большой длины и вести обтачивание с механической подачей.
Недостатки этого способа: невозможность растачивать конические отверстия; потеря времени на перестановку задней бабки; возможность обрабатывать лишь пологие конусы; перекос центров в центровых отверстиях, что приводит к быстрому и неравномерному износу центров и центровых отверстий и служит причиной брака при вторичной установке детали в этих же центровых отверстиях.
Неравномерного износа центровых отверстий можно избежать, если вместо обычного применять специальный шаровой центр (рис. 208). Такие центры используют преимущественно при обработке точных конусов.
Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. Схема обработки конуса с применением конусной линейки приводится на рис. 209.
К станине станка прикреплена плита 11, на которой установлена конусная линейка 9. Линейку можно поворачивать вокруг пальца 8 под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4 и 10. По линейке свободно скользит ползун 7, соединяющийся с нижней поперечной частью 12 суппорта при помощи тяги 5 и зажима 6. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 3, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если сообщить каретке продольную подачу, то ползун 7, захватываемый тягой 5, начнет перемещаться вдоль линейки 9. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 9. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 1 верхней части 2 суппорта. Эта часть суппорта должна быть повернута на 90° относительно нормального положения, т. е. так, как это показано на рис. 209.
Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле (11).
Подсчитав величину tg α, легко определить значение угла α по таблице тангенсов. Применение конусной линейки имеет ряд преимуществ: 1) наладка линейки удобна и производится быстро; 2) при переходе к обработке конусов не требуется нарушать нормальную наладку станка, т. е. не нужно смещать корпус задней бабки; центры станка остаются в нормальном положении, т. е. на одной оси, благодаря чему центровые отверстия в детали и центры станка не срабатываются; 3) при помощи конусной линейки можно не только обтачивать наружные конические поверхности, но и растачивать конические отверстия; 4) возможна работа е продольным самоходом, что увеличивает производительность труда и улучшает качество обработки.
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода.
Обработка конических поверхностей широким резцом
Обработку конических поверхностей (наружных и внутренних) с небольшой длиной конуса можно производить широким резцом с углом в плане, соответствующим углу α уклона конуса (рис. 210). Подача резца может быть продольная и поперечная.
Однако использование широкого резца на обычных станках возможно только при длине конуса, не превышающей примерно 20 мм. Применять более широкие резцы можно лишь на особо жестких станках и деталях, если это не вызывает вибрации резца и обрабатываемой детали.
Растачивание и развертывание конических отверстий
Обработка конических отверстий является одной из наиболее трудных токарных работ; она значительно труднее, чем обработка наружных конусов.
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Если отверстие должно быть в сплошном материале, то сначала сверлят цилиндрическое отверстие, которое затем растачивают резцом на конус или обрабатывают коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует предварительно просверлить отверстие сверлом, диаметр d, которого на 1—2 мм меньше диаметра малого основания конуса (рис. 211, а). После этого рассверливают отверстие одним (рис. 211, б) или двумя (рис. 211, в) сверлами для получения ступеней.
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее производить обработку конических отверстий непосредственно после сверления набором специальных разверток, как показано на рис. 212.
Режимы резания при обработке отверстий коническими развертками
Конические развертки работают в более тяжелых условиях, чем цилиндрические: в то время как цилиндрические развертки снимают незначительный припуск небольшими режущими кромками, конические развертки режут всей длиной их режущих кромок, расположенных на образующей конуса. Поэтому при работе коническими развертками применяют подачи и скорости резания меньше, чем при работе цилиндрическими развертками.
При обработке отверстий коническими развертками подачу производят вручную, вращая маховичок задней бабки. Необходимо следить за тем, чтобы пиноль задней бабки перемещалась равномерно.
Подачи при развертывании стали 0,1—0,2 мм/об, при развертывании чугуна 0,2—0,4 мм/об.
Скорость резания при развертывании конических отверстий развертками из быстрорежущей стали 6—10 м/мин.
Читать также: Заклепочник насадка на шуруповерт или дрель
Для облегчения работы конических разверток и получения чистой и гладкой поверхности следует применять охлаждение. При обработке стали и чугуна применяют эмульсию или сульфофрезол.
Измерение конических поверхностей
Поверхности конусов проверяют шаблонами и калибрами; измерение и одновременно проверку углов конуса производят угломерами. На рис. 213 показан способ проверки конуса с помощью шаблона.
Наружные и внутренние углы различных деталей можно измерять универсальным угломером (рис. 214). Он состоит из основания 1, На котором на дуге 130 нанесена основная шкала. С основанием 1 жестко скреплена линейка 5. По дуге основания перемещается сектор 4, несущий нониус 3. К сектору 4 посредством державки 7 может быть прикреплен угольник 2, в котором, в свою очередь, закрепляется съемная линейка 5. Угольник 2 и съемная линейка 5 имеют возможность перемещаться по грани сектора 4.
Путем различных комбинаций в установке измерительных деталей угломера можно производить измерение углов от 0 до 320°. Величина отсчета по нониусу 2′. Отсчет, полученный при измерении углов, производится по шкале и нониусу (рис. 215) следующим образом: нулевой штрих нониуса показывает число градусов, а штрих нониуса, совпадающий со штрихом шкалы основания, — число минут. На рис. 215 со штрихом шкалы основания совпадает 11-й штрих нониуса, что означает 2’Х 11 = 22′. Следовательно, угол в данном случае равен 76°22′.
На рис. 216 показаны комбинации измерительных деталей универсального угломера, позволяющие производить измерение различных углов от 0 до 320°.
Для более точной проверки конусов в серийном производстве применяют специальные калибры. На рис. 217, а показан кониче-ский калибр-втулка для проверки наружных конусов, а на рис. 217, б—конический калибр-пробка для проверки конических отверстий.
На калибрах делаются уступы 1 и 2 на торцах или наносятся риски 3, служащие для определения точности проверяемых поверхностей.
На. рис. 218 приводится пример проверки конического отверстия калибром-пробкой.
Для проверки отверстия калибр (см. рис. 218), имеющий уступ 1 на определенном расстоянии от торца 2 и две риски 3, вводят с легким нажимом в отверстие и проверяют, нет ли качания калибра в отверстии. Отсутствие качания показывает, что угол конуса правилен. Убедившись, что угол конуса правилен, приступают к проверке его размера. Для этого наблюдают, до какого места калибр войдет в проверяемую деталь. Если конец конуса детали совпадает с левым торцом уступа 1 или с одной из рисок 3 или находится между рисками, то размеры конуса правильны. Но может случиться, что калибр войдет в деталь настолько глубоко, что обе риски 3 войдут в отверстие или оба торца уступа 1 выйдут из него наружу. Это показывает, что диаметр отверстия больше заданного. Если, наоборот, обе риски окажутся вне отверстия или ни один из торцов уступа не выйдет из него, то диаметр отверстия меньше требуемого.
Для точной проверки конусности применяют следующий способ. На измеряемой поверхности детали или калибра проводят мелом или карандашом две-три линии вдоль образующей конуса, затем вставляют или надевают калибр на деталь и повертывают его на часть оборота. Если линии сотрутся неравномерно, это значит, что конус детали обработан неточно и необходимо его исправить. Стирание линий по концам калибра говорит о неправильной конусности; стирание линий в средней части калибра показывает, что конус имеет небольшую вогнутость, причиной чего обычно является неточное расположение вершины резца по высоте центров. Вместо меловых линий можно нанести на всю коническую поверхность детали или калибра тонкий слой специальной краски (синьки). Такой способ дает большую точность измерения.
Брак при обработке конических поверхностей и меры его предупреждения
При обработке конических поверхностей, помимо упомянутых видов брака для цилиндрических поверхностей, дополнительно возможны следующие виды брака: 1) неправильная конусность; 2) отклонения в размерах конуса; 3) отклонения в размерах диаметров оснований при правильной конусности; 4) непрямолинейность образующей конической поверхности.
1. Неправильная конусность получается главным образом вследствие неточного смещения корпуса задней бабки, неточного поворота верхней части суппорта, неправильной установки конусной линейки, неправильной заточки или установки широкого резца. Следовательно, точной установкой корпуса задней бабки, верхней части суппорта или конусной линейки перед началом обработки можно брак предупредить. Этот вид брака исправим только в том случае, если ошибка во всей длине конуса направлена в тело детали, т. е. все диаметры у втулки меньше, а у конического стержня больше требуемых.
2. Неправильный размер конуса при правильном угле его, т. е. неправильная величина диаметров по всей длине конуса, получается, если снято недостаточно или слишком много материала. Предупредить брак можно только внимательной установкой глубины резания по лимбу на чистовых проходах. Брак исправим, если снято недостаточно материала.
3. Может получиться, что при правильной конусности и точных размерах одного конца конуса диаметр второго конца неправилен. Единственной причиной является несоблюдение требуемой длины всего конического участка детали. Брак исправим, если деталь излишне длинна. Чтобы избежать этого вида брака, необходимо перед обработкой конуса тщательно проверить его длину.
4. Непрямолинейность образующей обрабатываемого конуса получается при установке резца выше (рис. 219, б) или ниже (рис. 219, в) центра (на этих рисунках для большей наглядности искажения образующей конуса показаны в сильно преувеличенном виде). Таким образом, и этот вид брака является результатом невнимательной работы токаря.
Свойства
- Если площадь основания конечна, то объём конуса также конечен и равен трети произведения высоты на площадь основания.
V={1 \over 3} SH,
где S
— площадь основания,
H
— высота. Таким образом, все конусы, опирающиеся на данное основание (конечной площади) и имеющие вершину, находящуюся на данной плоскости, параллельной основанию, имеют равный объём, поскольку их высоты равны.
- Центр тяжести любого конуса с конечным объёмом лежит на четверти высоты от основания.
- Телесный угол при вершине прямого кругового конуса равен
2\pi \left(1 — \cos {\alpha \over 2} \right), где α — угол раствора конуса.
- Площадь боковой поверхности такого конуса равна
S = \pi R l,
а полная площадь поверхности (т. е. сумма площадей боковой поверхности и основания)
S = \pi R (l + R), где
R
— радиус основания,
l
— длина образующей. 2H.
- Для усечённого конуса (не обязательно прямого и кругового) объём равен:
V={1 \over 3} (HS_2-hS_1),
где S1 и S2 — площади соответственно верхнего (ближнего к вершине) и нижнего оснований, h
и
H
— расстояния от плоскости соответственно верхнего и нижнего основания до вершины.
- Пересечение плоскости с прямым круговым конусом является одним из конических сечений (в невырожденных случаях — эллипсом, параболой или гиперболой, в зависимости от положения секущей плоскости).
Уравнение конуса
Уравнения, задающие боковую поверхность прямого кругового конуса с углом раствора 2Θ, вершиной в начале координат и осью, совпадающей с осью Oz
:
- В сферической системе координат с координатами (r
, φ, θ):
\theta = \Theta.
- В цилиндрической системе координат с координатами (r
, φ,
z
):
z = r\cdot\operatorname{ctg}\Theta или r = z\cdot\operatorname{tg}\Theta. n f(x,y,z) для любого действительного числа α.
Что такое уклон?
Как ранее было отмечено, довольно важным показателем можно считать уклон. Он представлен линией, которая расположена под углом к горизонту. Если рассматривать конусность на чертеже, то она представлена сочетанием двух разнонаправленных уклонов, которые объединены между собой.
Понятие уклона получило весьма широкое распространение. В большинстве случаев для его отображения проводится построение треугольника с определенным углом.
Две вспомогательные стороны применяются для расчета угла, которые и определяет особенности наклона основной поверхности.
Развёртка
Прямой круговой конус как тело вращения образован прямоугольным треугольником, вращающимся вокруг одного из катетов, где h
— высота конуса от центра основания до вершины — является катетом прямоугольного треугольника, вокруг которого происходит вращение. Второй катет прямоугольного треугольника
r
— радиус в основании конуса. Гипотенузой прямоугольного треугольника является
l
— образующая конуса.
В создании развёртки конуса могут использоваться всего две величины r
и
l
. Радиус основания
r
определяет в развертке круг основания конуса, а сектор боковой поверхности конуса определяет образующая боковой поверхности
l
, являющаяся радиусом сектора боковой поверхности. Угол сектора \varphi в развёртке боковой поверхности конуса определяется по формуле:
φ = 360°·(r
/
l
).
Формула для определения конусности
Провести самостоятельно расчет конусности можно при применении различных формул. Стоит учитывать, что в большинстве случаев показатель указывается в градусах, но может и в процентах – все зависит от конкретного случая. Алгоритм проведения расчетов выглядит следующим образом:
- K=D-d/l=2tgf=2i. Данная формула характеризуется тем, что конусность характеризуется двойным уклоном. Она основана на получении значения большого и меньшего диаметра, а также расстояния между ними. Кроме этого определяется угол.
- Tgf=D/2L. В данном случае требуется протяженность отрезка, который связывает большой и малый диаметр, а также показатель большого диаметра.
- F=arctgf. Эта формула применяется для перевода показателя в градусы. Сегодня в большинстве случаев применяются именно градусы, так как их проще выдерживать при непосредственном проведении построений. Что касается процентов, то они зачастую указываются для возможности расчета одного из диаметров. К примеру, если соотношение составляет 20% и дан меньший диаметр, то можно быстро провести расчет большого.
Как ранее было отмечено, конусность 1:5 и другие показатели стандартизированы. Для этого применяется ГОСТ 8593-81.
На чертеже вычисления не отображаются. Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
Скачать ГОСТ 8593-81
Отрывок, характеризующий Конус
Князь Андрей приехал в квартиру генерала Бенигсена, занимавшего небольшой помещичий дом на самом берегу реки. Ни Бенигсена, ни государя не было там, но Чернышев, флигель адъютант государя, принял Болконского и объявил ему, что государь поехал с генералом Бенигсеном и с маркизом Паулучи другой раз в нынешний день для объезда укреплений Дрисского лагеря, в удобности которого начинали сильно сомневаться. Чернышев сидел с книгой французского романа у окна первой комнаты. Комната эта, вероятно, была прежде залой; в ней еще стоял орган, на который навалены были какие то ковры, и в одном углу стояла складная кровать адъютанта Бенигсена. Этот адъютант был тут. Он, видно, замученный пирушкой или делом, сидел на свернутой постеле и дремал. Из залы вели две двери: одна прямо в бывшую гостиную, другая направо в кабинет. Из первой двери слышались голоса разговаривающих по немецки и изредка по французски. Там, в бывшей гостиной, были собраны, по желанию государя, не военный совет (государь любил неопределенность), но некоторые лица, которых мнение о предстоящих затруднениях он желал знать. Это не был военный совет, но как бы совет избранных для уяснения некоторых вопросов лично для государя. На этот полусовет были приглашены: шведский генерал Армфельд, генерал адъютант Вольцоген, Винцингероде, которого Наполеон называл беглым французским подданным, Мишо, Толь, вовсе не военный человек – граф Штейн и, наконец, сам Пфуль, который, как слышал князь Андрей, был la cheville ouvriere [основою] всего дела. Князь Андрей имел случай хорошо рассмотреть его, так как Пфуль вскоре после него приехал и прошел в гостиную, остановившись на минуту поговорить с Чернышевым. Пфуль с первого взгляда, в своем русском генеральском дурно сшитом мундире, который нескладно, как на наряженном, сидел на нем, показался князю Андрею как будто знакомым, хотя он никогда не видал его. В нем был и Вейротер, и Мак, и Шмидт, и много других немецких теоретиков генералов, которых князю Андрею удалось видеть в 1805 м году; но он был типичнее всех их. Такого немца теоретика, соединявшего в себе все, что было в тех немцах, еще никогда не видал князь Андрей. Пфуль был невысок ростом, очень худ, но ширококост, грубого, здорового сложения, с широким тазом и костлявыми лопатками. Лицо у него было очень морщинисто, с глубоко вставленными глазами. Волоса его спереди у висков, очевидно, торопливо были приглажены щеткой, сзади наивно торчали кисточками. Он, беспокойно и сердито оглядываясь, вошел в комнату, как будто он всего боялся в большой комнате, куда он вошел. Он, неловким движением придерживая шпагу, обратился к Чернышеву, спрашивая по немецки, где государь. Ему, видно, как можно скорее хотелось пройти комнаты, окончить поклоны и приветствия и сесть за дело перед картой, где он чувствовал себя на месте. Он поспешно кивал головой на слова Чернышева и иронически улыбался, слушая его слова о том, что государь осматривает укрепления, которые он, сам Пфуль, заложил по своей теории. Он что то басисто и круто, как говорят самоуверенные немцы, проворчал про себя: Dummkopf… или: zu Grunde die ganze Geschichte… или: s’wird was gescheites d’raus werden… [глупости… к черту все дело… (нем.) ] Князь Андрей не расслышал и хотел пройти, но Чернышев познакомил князя Андрея с Пфулем, заметив, что князь Андрей приехал из Турции, где так счастливо кончена война. Пфуль чуть взглянул не столько на князя Андрея, сколько через него, и проговорил смеясь: «Da muss ein schoner taktischcr Krieg gewesen sein». [«То то, должно быть, правильно тактическая была война.» (нем.) ] – И, засмеявшись презрительно, прошел в комнату, из которой слышались голоса. Видно, Пфуль, уже всегда готовый на ироническое раздражение, нынче был особенно возбужден тем, что осмелились без него осматривать его лагерь и судить о нем. Князь Андрей по одному короткому этому свиданию с Пфулем благодаря своим аустерлицким воспоминаниям составил себе ясную характеристику этого человека. Пфуль был один из тех безнадежно, неизменно, до мученичества самоуверенных людей, которыми только бывают немцы, и именно потому, что только немцы бывают самоуверенными на основании отвлеченной идеи – науки, то есть мнимого знания совершенной истины. Француз бывает самоуверен потому, что он почитает себя лично, как умом, так и телом, непреодолимо обворожительным как для мужчин, так и для женщин. Англичанин самоуверен на том основании, что он есть гражданин благоустроеннейшего в мире государства, и потому, как англичанин, знает всегда, что ему делать нужно, и знает, что все, что он делает как англичанин, несомненно хорошо. Итальянец самоуверен потому, что он взволнован и забывает легко и себя и других. Русский самоуверен именно потому, что он ничего не знает и знать не хочет, потому что не верит, чтобы можно было вполне знать что нибудь. Немец самоуверен хуже всех, и тверже всех, и противнее всех, потому что он воображает, что знает истину, науку, которую он сам выдумал, но которая для него есть абсолютная истина. Таков, очевидно, был Пфуль. У него была наука – теория облического движения, выведенная им из истории войн Фридриха Великого, и все, что встречалось ему в новейшей истории войн Фридриха Великого, и все, что встречалось ему в новейшей военной истории, казалось ему бессмыслицей, варварством, безобразным столкновением, в котором с обеих сторон было сделано столько ошибок, что войны эти не могли быть названы войнами: они не подходили под теорию и не могли служить предметом науки. В 1806 м году Пфуль был одним из составителей плана войны, кончившейся Иеной и Ауерштетом; но в исходе этой войны он не видел ни малейшего доказательства неправильности своей теории. Напротив, сделанные отступления от его теории, по его понятиям, были единственной причиной всей неудачи, и он с свойственной ему радостной иронией говорил: «Ich sagte ja, daji die ganze Geschichte zum Teufel gehen wird». [Ведь я же говорил, что все дело пойдет к черту (нем.) ] Пфуль был один из тех теоретиков, которые так любят свою теорию, что забывают цель теории – приложение ее к практике; он в любви к теории ненавидел всякую практику и знать ее не хотел. Он даже радовался неуспеху, потому что неуспех, происходивший от отступления в практике от теории, доказывал ему только справедливость его теории. Он сказал несколько слов с князем Андреем и Чернышевым о настоящей войне с выражением человека, который знает вперед, что все будет скверно и что даже не недоволен этим. Торчавшие на затылке непричесанные кисточки волос и торопливо прилизанные височки особенно красноречиво подтверждали это. Он прошел в другую комнату, и оттуда тотчас же послышались басистые и ворчливые звуки его голоса. Не успел князь Андрей проводить глазами Пфуля, как в комнату поспешно вошел граф Бенигсен и, кивнув головой Болконскому, не останавливаясь, прошел в кабинет, отдавая какие то приказания своему адъютанту. Государь ехал за ним, и Бенигсен поспешил вперед, чтобы приготовить кое что и успеть встретить государя. Чернышев и князь Андрей вышли на крыльцо. Государь с усталым видом слезал с лошади. Маркиз Паулучи что то говорил государю. Государь, склонив голову налево, с недовольным видом слушал Паулучи, говорившего с особенным жаром. Государь тронулся вперед, видимо, желая окончить разговор, но раскрасневшийся, взволнованный итальянец, забывая приличия, шел за ним, продолжая говорить:
Построение уклона и конусности
Провести построение уклона и конусности достаточно просто, только в некоторых случаях могут возникнуть серьезные проблемы. Среди основных рекомендаций отметим следующее:
- Проще всего отображать нормальные конусности, так как их основные параметры стандартизированы.
- В большинстве случаев вводной информацией при создании конусности становится больший и меньший диаметр, а также промежуточное значение при наличии перепада. Именно поэтому они откладываются первыми с учетом взаимного расположения, после чего проводится соединение. Линия, которая прокладывается между двумя диаметрами и определяет угол наклона.
- С углом наклона при построении возникает все несколько иначе. Как ранее было отмечено, для отображения подобной фигуры требуется построение дополнительных линий, которые могут быть оставлены или убраны. Существенно упростить поставленную задачу можно за счет применения инструментов, которые позволяют определить угол наклона, к примеру, транспортир.
На сегодняшний день, когда компьютеры получили весьма широкое распространение, отображение чертежей также проводится при применении специальных программ. Их преимуществами можно назвать следующее:
- Простоту работы. Программное обеспечение создается для того, чтобы существенно упростить задачу по созданию чертежа. Примером можно назвать отслеживание углов, размеров, возможность зеркального отражения и многое другое. При этом не нужно обладать большим набором различных инструментов, достаточно приобрести требуемую программу и подобрать подходящий компьютер, а также устройство для печати. За счет появления программного обеспечения подобного типа построение конусности и других поверхностей существенно упростилось. Именно поэтому на проведение построений уходит намного меньше времени нежели ранее.
- Высокая точность построения, которая требуется в случае соблюдения масштабов. Компьютер не допускает погрешности, если вся информация вводится точно, то отклонений не будет. Этот момент наиболее актуален в случае создания проектов по изготовлению различных сложных изделий, когда отобразить все основные размеры практически невозможно.
- Отсутствие вероятности допущения ошибки, из-за которой линии будут стерты. Гриф может растираться по поверхности, и созданный чертеж в единственном экземпляре не прослужит в течение длительного периода. В случае использования электронного варианта исполнения вся информация отображается краской, которая после полного высыхания уже больше не реагирует на воздействие окружающей среды.
- Есть возможность провести редактирование на любом этапе проектирования. В некоторых случаях в разрабатываемый чертеж приходится время от времени вносить изменения в связи с выявленными ошибкам и многими другим причинами. В случае применения специального программного обеспечения сделать это можно практически на каждом этапе проектирования.
- Удобство хранения проекта и его передачи. Электронный чертеж не обязательно распечатывать, его можно отправлять в электронном виде, а печать проводится только при необходимости. При этом вся информация может копироваться много раз.
Процедура построения при применении подобных программ характеризуется достаточно большим количеством особенностей, которые нужно учитывать. Основными можно назвать следующее:
- Программа при построении наклонных линий автоматически отображает угол. Проведенные расчеты в этом случае позволяют проводить построение даже в том случае, если нет информации об большом или малом, промежуточном диаметре. Конечно, требуется информация, касающаяся расположения диаметров относительно друг друга.
- Есть возможность использовать дополнительные инструменты, к примеру, привязку для построения нормальной конусности. За счет этого существенно прощается поставленная задача и ускоряется сама процедура. При черчении от руки приходится использовать специальные инструменты для контроля подобных параметров.
- Длина всех линий вводится числовым методом, за счет чего достигается высокая точность. Погрешность может быть допущена исключительно при применении низкокачественного устройства для вывода графической информации.
- Есть возможность провести замер всех показателей при применении соответствующих инструментов.
- Для отображения стандартов используются соответствующие инструменты, которые также существенно упрощают поставленную задачу. Если программа имеет соответствующие настройки, то достаточно выбрать требуемый инструмент и указывать то, какие размеры должны быть отображены. При этом нет необходимости знания стандартов, связанных с отображением стрелок и других линий.
Есть несколько распространенных программ, которые могут применяться для построения самых различных фигур. Их применение на сегодняшний день считается стандартом. Для работы требуются определенные навыки, а также знание установленных норм по отображению различных плоскостей и размеров. Не стоит забывать о том, что рассматриваемое программное обеспечение является лишь инструментом, вся работа выполняется инженером.
Понятие конусности встречается в достаточно большом количестве различной технической литературы. Примером можно назвать машиностроительную область, в которой распространены конусные валы и другие изделия. На практике производство подобных изделий может создавать довольно большое количество проблем, так как выдерживать заданный угол не просто.
Калькулятор конусности
Создано Рахулом Дхари
Отзыв Стивена Вудинга
Последнее обновление: 15 февраля 2022 г.
Содержание:- Что такое конусность?
- Типы конусности
- Как рассчитать конусность на фут?
- Пример: Использование калькулятора конусности
- Применение конусов
- Часто задаваемые вопросы
Калькулятор конусности предназначен для определения параметров, связанных с сужением заготовки . Конус похож на коническая усеченная форма с двумя концами разного размера. В современных автоматизированных производственных процессах ручная регулировка выравнивания инструмента может оказаться устаревшей. Но вам все равно нужно подставить цифры нужных размеров, чтобы получилась коническая заготовка.
Сверлильные патроны, оправки, гвозди, болты и винты являются одними из наиболее распространенных применений конусов. Различные параметры для конусности включают длину, диаметры и угол конусности . Читайте дальше, чтобы понять, что такое конусность и как рассчитать конусность на дюйм?
Что такое конусность?
Конусообразование — это процесс механической обработки заготовки в виде конического профиля , т. е. постепенного уменьшения размеров одного конца по отношению к длине . Его также можно сравнить с усеченным конусом или усеченным конусом . Что касается заготовки круглого сечения, сечение на большем конце называется основным сечением и имеет диаметр как большой диаметр ( D l ), тогда как меньшая секция известна как меньшая секция , а диаметр — это меньший диаметр ( D s ). Элементами конуса являются:
- Длина конуса (
T l): Расстояние между малым и большим участками заготовки. - Конусность на дюйм (
TPI ): Уменьшение диаметра поперечного сечения на дюйм длины. Для заготовки с конусной длинойT l, формула конусности на дюйм:
TPI = (D l - D s ) / T l Приведенная выше формула изменена следующим образом для расчета конусности на фут, TPF :3 90 (D l - D s ) / T l
- Угол конусности (
θ): Угол между осевой линией и наклонной стороной. Угол конусности определяется уравнением:
θ = atan (TPI/2) Конусность может быть указана с использованием трех параметров:
- Главный диаметр;
- Малый диаметр; и
- Длина конуса.
Типичный конус может быть указан с использованием трех указанных выше размеров. Тем не менее, некоторые другие способы упомянуть о конусе — это следующие комбинации параметров.
- Основной диаметр, длина конуса и конусность на фут или дюймы.
- Наибольший диаметр, вспомогательный диаметр и сквозная длина.
- Наибольший диаметр, меньший диаметр и угол конусности.
Типы конусов
Некоторые распространенные типы конусов классифицируются на основе:
- Размер – конусы Ярно, метрические, Брауна и Шарпа, Морзе и Джейкобса.
- Расположение – Внутренние и внешние конусы.
- Применение – самофиксирующиеся и быстросъемные конусы.
Как рассчитать конусность на фут?
Для расчета конусности на фут:
- Введите большой диаметр ,
D l. - Заполните меньший диаметр ,
D s. - Вставка Длина конуса ,
T l. - Калькулятор угла конусности вернет значение конусности на дюйм или фут и угол конусности .
Пример: Использование калькулятора конусности
Оцените длину конуса для заготовки с большим и малым диаметрами как 12 и 6 дюймов соответственно. Возьмите угол конуса как 80,5° .
Длина конуса рассчитывается как:
- Введите большой диаметр ,
D l = 12 дюймов. - Заполните меньший диаметр ,
D s = 6 в. - Пластина Угол конусности ,
θ = 80,5°. - Калькулятор угла конуса вернет конусность на дюйм .
TPI = 2 * tan θ = 2 * tan 80,5° = 11,952/дюйм - Далее, используя формулу длины конуса :
T L = (D L - D S ) / TPI T L = (12 - 6) / 0,5 = 0,502 в . широко используется для вставных адаптеров
, установки сверл в патроны, державки и самоудерживающиеся круглые предметы .Часто задаваемые вопросы
Что такое конус?
Конусность представляет собой форму или профиль, один конец которого меньше другого, а поперечное сечение уменьшается постепенно.
Как найти конусность на дюйм?
Чтобы найти конусность на дюйм:
- Найдите разницу между большим и меньшим диаметрами.
- Разделите разницу на длину конусной области.
Как оценить конусность на фут?
- Найдите разницу между большим и малым диаметрами.
- Разделите разницу на длину конусной области.
- Умножьте конусность на дюйм на 12.
Как рассчитать угол конуса?
Угол конусности рассчитывается с помощью функции арктангенса половины конусности на дюйм.
Рахул Дхари
Большой диаметр (Dₗ)
Второстепенный диаметр (Dₛ)
Длина конуса (Tₗ)
Угол конуса (θ)
Конус (T)
Посмотрите 43 похожих калькулятора строительных материалов 🏗️
Вес алюминияBalusterBeam load… Еще 40
Taper RatioПрежде чем узнать о типах конусности, нам нужно узнать о методах заданной конусности, чтобы мы могли очень хорошо понять типы конусности.
Методы указанного конуса
Конус можно указать следующими способами:
- Конус в градусах
- Конус в дюймах
- Конус в футах
- Конус в метрических единицах
- Стандартный номер конуса
- Конус по символу
Конус в градусах
В этом методе конусность выражается в градусах.
Аналогично 60°, 3°, 30° и т. д.
Конус в дюймах
В дюймовых системах конусность выражается в конусности на дюйм.
Нравится 0,0208″.
Конус в футе
В футовых системах конусность выражается в конусности на фут.
Как 5/8′.
Конус в метрической системе
Метрические конусности представлены в соотношении 1 мм на единицу длины.
Например, в конусе 1:20 диаметр будет изменяться на 1 мм на каждые 20 мм длины.
Номер стандартного конуса
В соответствии со стандартным конусом, конусность номеров может быть указана как их стандарт. номер
Например, конус Морзе, указанный в MT 0 до МТ 7.
Конус по символу
В этом методе конусность выражается символом, например, конусность обозначается символом К.
Типы конусов
Конусы можно разделить на три категории:
- Согласно классу
- Согласно использованию
- Согласно размеру
Согласно классу
В зависимости от класса существует два типа конуса:
- Самоудерживающийся конус
- Быстросъемный конус
Самоудерживающийся конус
В этом типе конусности угол конусности
поддерживается на уровне менее 3°.
В этом конусе не требуется никакого другого фиксирующего устройства чтобы удерживать собранный компонент.
Его также называют медленно сужающимся.
Быстросъемный конус
В этом типе конуса угол конуса сохраняется более 18°.
Из-за большого угла конусности они требуют блокировки приспособление для зажима.
Коэффициент конусности 7:24.
Согласно использованию
В зависимости от использования есть два типа конуса
- Внутренний конус
- Внешний конус
Внутренний конус
Конусность, указанная на внутренней поверхности цилиндрической детали или заготовка называется внутренним конусом.
Внешний конус
Конусность, заданная на внешней поверхности цилиндрической заготовки или заготовки, равна называется внешней конусностью.
В соответствии с размером
По размеру различают следующие типы конусности:
- Конус Морзе
- Метрическая конусность
- Конусность Ярно
- Конус Брауна и Шарпа
- Стандартный конический штифт
- Конус Джейкобса
Конус Морзе
Конус Морзе – это самоудерживающийся конус,
он доступен в размере 8 от MT 0 до MT 7.
Конусность конуса Морзе составляет 1:10 и его включенный угол доступен в 3 ° или 5/8 дюйма / фута.
Конус Морзе в основном используется в токарных станках с носовым шпинделем, хвостовиком сверла, оправкой, и т. д.
Метрический конус
Метрический конус представляет собой самоудерживающийся и быстросъемный конус, на котором доступны 7 размеров в самоудерживающемся состоянии и 4 размера в быстросъемном исполнении.
Где размеры от MT O до MT 6 в самоудерживающемся типе и 30°, 40°, 45°, 50° являются быстроразъемными типами.
Метрический конус в основном используется в токарных станках на поверхностях шпинделя.
Конус Ярно
Конус Ярно также является самоудерживающимся типом конуса и доступен в 20 размеров от 01 до 20.
Коэффициент конусности конуса Ярно составляет 1:20. и его включенный угол доступен на 0,6 дюйма / фут.
В основном используется в машинах для маркировки штампов.
Конус Брауна и Шарпа
Конус Брауна и Шарпа представляет собой самоудерживающийся и быстросъемный конус, на котором доступны 18 размеров в самоудерживающемся исполнении и 09 размеров в быстросъемном исполнении.
Где размеры от BS 1 до BS 18 самоудерживающегося типа и от 4 до 12 быстросъемного типа.
Соотношение конусности коричневого и острого конуса составляет 1:20, а прилежащий угол BS 10 составляет 0,5161 дюйма/фут.
Все другие типы конусности, включая углы, имеют размер 1/2 дюйма/фут.
Конус Брауна и Шарпа используется в шпинделе и оправке фрезерного станка.
Стандартный конус штифта
Стандартный конус штифта представляет собой самоудерживающийся конус.
Коэффициент конусности стандартной конусности штифта составляет 1:50 дюйма. метрическая и 1:48 в британской.
Прилагаемый угол – 1/4 дюйма/фут.
Стандартный конусный штифт, используемый в зажимных устройствах, конусный штифт и т. д.
Джейкобс Конус
Конус Джейкобса в основном используется в патроне сверлильного станка, оправке и т. д.
Как рассчитать коэффициент конусности и конусность Угол?
Для расчета коэффициента конусности имеются following formula applied:
Taper Ratio
K = D-d/L
Where,
K = Taper Ratio
D = Larger diameter of the taper
d = Меньший диаметр конуса
L = длина конуса
Угол конуса
Tan θ = D-d/2L
θ = TAN-1 (D-D/2L)
, где,
D = больший диаметр конуса
D = меньший диаметр конуса
L = длина конуса
L = длина конуса
L = длина конуса
л. Например,
Если большой диаметр и малый диаметр конуса равны 40 мм и 30 мм соответственно. А общая длина конуса 20 мм. Затем рассчитать коэффициент конусности и угол конусности?
Коэффициент конусности = (40 – 30)/20
= 10/20
= 1/2
, что означает, что соотношение конуса составляет 1: 2
Угол конуса
θ = (40-30)/(2×20)
θ = тангенс-1 (10/40)
= 14,03°
Итак, друзья, здесь я обсуждал типы конусов в соответствии с их классом, размером и
использует кратко. А также известно, как рассчитать коэффициент конусности и угол конусности?
Надеюсь, вы ясно понимаете все аспекты, связанные с
сужаться.
Спасибо.
Простое и точное измерение конусности | Библиотека 3D-решений
Конусность — это термин, используемый для описания сужения объекта или поверхности. На этой странице представлены основы конусов, в том числе их назначение, типы деталей, в которых они используются, методы их расчета, способы их изготовления, а также распространенные проблемы и решения, связанные с их измерением.
- Конусы
- Детали, в которых используются конусы
- Расчет угла конусности
- Методы изготовления конуса
- Проблемы при обычном измерении конусности
- Проблемы измерения конусности с помощью оптического компаратора
- Проблемы измерения конусности с помощью системы измерения профиля
- Решение проблем с измерением конусности
- Резюме: Значительное улучшение и более высокая эффективность измерения конусности
Конусность указывает на состояние, при котором диаметр, ширина или толщина длинной узкой структуры постепенно уменьшается к кончику. Существует множество различных типов конусных форм, которые выбираются в зависимости от цели использования. Конусы используются для усиления конструкции или облегчения монтажа и формируются с помощью таких процессов, как прессование или резка.
Добавление формы сужения к дизайну называется сужением. Большой угол конусности называется острым конусом, а малый угол конуса называется пологим конусом. Уклон — это термин, аналогичный конусности, и необходимо правильно использовать каждый из этих терминов.
Форма, имеющая угол наклона с обеих сторон, является конусом, а форма, имеющая угол наклона с одной стороны, а другая сторона плоская, является наклонной. Например, глядя на ту же форму круглого конуса, при описании наклона одной стороны только с использованием центральной линии в качестве ссылки, тогда это наклон. Если описывать наклон с обеих сторон, то это конусность.
конусность СклонКонусность и уклон обозначаются символом и числовым значением. Размер конусности определяется углом конусности или коэффициентом конусности. Наклон обозначается числом, называемым коэффициентом градиента.
Пример: Коэффициент конусности- А
- Выровняйте символ конуса в том же направлении, что и форма конуса.
Конусы используются в большом количестве деталей, таких как подшипники, которые поддерживают штифты или валы, трубы и радиаторы или фланцы. Все формы сужаются, однако их назначение различно, и их формы имеют разные характеристики.
В этих деталях используется конус (линейный конус), который линейно изменяет диаметр в зависимости от расстояния. Боковой угол является постоянным, а размер конусности определяется углом конусности или коэффициентом конусности.
В этих деталях используется конусность (экспоненциальная конусность), которая экспоненциально изменяет диаметр в зависимости от расстояния. Боковая форма сужается быстрее по мере удаления от основания, а кончик очень острый. Это позволяет уменьшить шаг, а также уменьшить вес и вибрацию.
Пример: Радиатор Кроме того, конус параболической формы (параболический конус) используется в деталях, предназначенных для уменьшения сопротивления жидкости, таких как трубы и корпуса самолетов. В таких деталях, как штифты, которые используются для соединения других деталей, используется обратный конус. Обратный конус имеет форму, перевернутую от обычного конуса, и имеет кончик, который толще основания.
На чертежах размер конуса обычно указывается коэффициентом конусности. Однако в таких случаях, как при обработке на токарном станке, может потребоваться значение угла конусности.
Это отношение размера толстого конца к размеру тонкого конца. Например, при коэффициенте конусности 3:100 диаметр уменьшается на 3 мм (0,12 дюйма) на каждые 100 мм (3,94 дюйма) длины.
- и
- Диаметр большей стороны
- б
- Диаметр меньшей стороны
- л
- Длина
- Ф
- Уголок конусный
Угол конуса можно рассчитать по приведенной ниже формуле.
Например, если коэффициент конусности, указанный на чертеже, равен 3/100, угол конусности можно рассчитать, как показано ниже.
Конусы создаются с помощью токарного станка или пресса. При штамповке конус создается при изготовлении штампа, а затем эта форма «прижимается» к материалу. В случае токарного станка обработка выполняется путем регулировки угла держателя пластины. Здесь мы расскажем, как создается конус при использовании токарного станка.
Токарный станок — это станок, который удаляет материал во время его вращения. Вставка или специальный режущий инструмент прикладывается к поверхности объекта по мере его вращения, и материал удаляется по окружности. Поскольку резка выполняется во время вращения заготовки, этот метод подходит для обработки конусов, диаметр которых уменьшается по направлению к вершине. На токарном станке угол конической концевой фрезы определяется как 1/2 угла конусности. 1/2 угла конусности равна углу наклона.
(1) Поверните станок и отрегулируйте угол.
↓
(2) Вращайте ручку токарного станка и выполняйте резку.
↓
(3) После резки до конца возвращайтесь назад, пока инструмент не выйдет из зацепления.
↓
(4) Повторяйте эту процедуру, пока не будет получена желаемая форма.
При использовании высокоточного токарного станка возможна точная обработка конуса порядка микрометров. Соответственно, для контроля качества требуются высокоточные измерительные приборы.
Чрезвычайно важно убедиться, что размеры и формы, полученные при обработке конуса, находятся в пределах допусков. В частности, поскольку конический конус представляет собой трехмерную форму, требуется высокая точность и количественные трехмерные измерения. Однако при использовании обычных оптических компараторов, систем измерения профиля и конусных калибров возникают различные проблемы. К таким проблемам могут относиться трудности с получением точных измерений и вариации измеренных значений.
Оптический компаратор — это тип оптического измерительного прибора, принцип измерения которого аналогичен оптическому микроскопу. Объект размещается на предметном столике, и измерительный прибор пропускает свет снизу, проецируя целевой профиль на экран. Некоторые большие оптические компараторы имеют диаметр экрана более 1 м (3,3 фута). Для деталей с утопленными конусами профиль невозможно визуализировать с помощью этого метода без предварительного вырезания образца.
Этот метод измерения связан со следующими проблемами.
- С обычным оптическим компаратором в фокусе находится только часть мишени. По этой причине необходимо точно фокусироваться на каждой точке измерения вручную. Например, если цель представляет собой круглый конус, необходимо точно отрегулировать фокус в каждом месте измерения. Это приводит не только к проблеме ошибки измерения, когда положение фокуса различается в зависимости от оператора, но и к проблеме увеличения времени, необходимого для настройки фокуса при измерении большего количества мест. Также может быть необходимо разрезать мишень, чтобы измерить форму поперечного сечения.
- При сравнении форм необходимо визуально проверять различия, накладывая проекцию на увеличенный в 10 раз рисунок. Различия между проектируемыми размерами и чертежом нельзя получить в числовом виде, а форму профиля необходимо перенести на кальку, что затрудняет хранение и сравнение данных.
Это приводит к ряду больших проблем. Не все операторы на месте способны точно измерять формы. Есть также некоторые места, которые невозможно измерить, и может потребоваться разрезать мишень.
Система измерения профиля измеряет и записывает профиль цели путем отслеживания ее поверхности стилусом. В последние годы были разработаны системы измерения профиля, в которых вместо стилуса используется лазер для измерения сложных форм путем бесконтактного отслеживания профиля. Некоторые модели даже могут измерять как верхнюю, так и нижнюю поверхности.
Система измерения профиля должна проводить точную линию измерения в перпендикулярном направлении относительно заданной формы конуса.
Это связано со следующими проблемами.
- Измерительные работы требуют много времени, включая время на крепление образца к шаблону и его выравнивание. Знания и навыки, связанные с использованием систем измерения профиля, также необходимы для точного выравнивания цели.
- Щуп системы измерения профиля перемещается вверх и вниз по дуге с центром в точке опоры рычага щупа, а кончик щупа также перемещается в направлении оси X. Это приводит к ошибке в данных по оси X.
- Проведение стилусом нужной линии чрезвычайно сложная работа, и даже небольшое смещение стилуса приводит к ошибке в измеренных значениях.
Обзор проблем, связанных с обычными измерительными приборами, показывает, что есть определенный момент, который объединяет все проблемы. Это то, что измерение трехмерной цели или области выполняется посредством точечного и линейного контакта.
Для решения этих проблем с измерениями компания KEYENCE разработала серию трехмерных оптических профилометров VR. Серия VR точно захватывает трехмерную форму всей поверхности цели, не касаясь цели. Он также измеряет трехмерную форму путем трехмерного сканирования цели на предметном столике всего за одну секунду с высокой точностью. Это позволяет проводить мгновенные количественные измерения без изменения результатов измерений. Некоторые конкретные примеры преимуществ поясняются ниже.
При использовании измерительного прибора контактного типа из-за того, что щуп не может дойти до дна, трудно измерить объекты с малым шагом и углублениями, такими как лезвия и ребра радиатора.
Серия VR может измерять конусы и другие формы путем виртуального поперечного сечения объекта, что ранее требовало фактического разрезания объекта для выполнения. Даже объекты с углублениями можно измерять, не разрушая их.
Пользователи также могут создавать шаблоны для часто измеряемых элементов, чтобы оптимизировать процесс измерения и быстро анализировать несколько деталей.
- Скачать каталоги
- Контакты/Запросы
Измерение можно выполнить, просто поместив цель на предметный столик и нажав кнопку. Строгого позиционирования или другой подготовки не требуется. Серия VR способна извлекать элементы из объекта и автоматически регулировать выравнивание детали. Это позволяет выполнять высокоточные измерения операторам, не имеющим знаний или опыта работы с измерительными приборами.
- Скачать каталоги
- Контакты/Запросы
Серия VR решает проблемы, с которыми сталкиваются обычные измерительные приборы, мгновенно измеряя 3D-объекты с помощью высокоточного бесконтактного 3D-сканирования.
- Измерение поперечных сечений без разрезания мишени.
- Устранение вариаций, вызванных человеческим фактором, что делает возможным точное количественное измерение.
- Без необходимости точного позиционирования или другой подготовки измерение можно выполнить, просто поместив цель на предметный столик и нажав кнопку. Это избавляет от необходимости назначать специализированного оператора для выполнения измерительных работ.
- 3D-формы можно легко измерять на высоких скоростях с высокой точностью. Это позволяет измерять большое количество целей за короткое время, помогая улучшить качество.
Эта система также позволяет проводить сравнения с прошлыми 3D-измерениями и данными САПР, а также легко анализировать данные, такие как распределение в пределах допусков. Его можно эффективно использовать для самых разных целей, включая разработку продукции, анализ производственных тенденций и выборочный контроль.
- Скачать каталоги
- Контакты/Запросы
ИНДЕКС
Конусность— общий анализ На этой неделе мы дадим определение конусности резьбы, обсудим важность конусности, как правильно измерить конусность на различных типах соединений, влияние погрешности конусности на зазор и, наконец, мы коснемся различий между калибрами разных производителей.
Что такое конусность?
Сначала мы должны определить некоторую общую номенклатуру конусов.
- API Определение Конусность — увеличение среднего диаметра резьбы, измеряемое в дюймах на дюйм резьбы.
- Физическое описание конусности — увеличение диаметра в пределах заданной длины вдоль трубы. Обычно измеряется с интервалом в 1 дюйм.
- TPF – конусность на фут, стандартное обозначение для измерения конусности.
- Допуски на конусность выражаются в единицах «дюйм на дюйм резьбы», и отклонение конусности определяется соответствующим образом. Измерения выполняются для конкретных длин интервалов, и наблюдаемое отклонение должно быть рассчитано по принципу «внутри/внутри резьбы».
При измерении конусности резьбы вы измеряете средний диаметр резьбы в двух точках на известном расстоянии друг от друга и сравниваете их.
Несмотря на то, что стандартная выноска представляет собой измерение TPF, существует очень мало случаев, когда имеется полный фут резьбы для измерения конусности. Из-за этого измерение принимается как отклонение делительного диаметра более чем на дюйм.
Размер точки контакта рассчитывается таким образом, чтобы точка контакта соприкасалась с боковыми сторонами резьбы на линии шага.
- Линия шага резьбы — это воображаемая линия, проходящая через центр резьбы. в месте, где расстояние между нитями равно расстоянию между нитями.
- Инспектор должен убедиться, что контактные точки имеют правильный размер, используя штангенциркуль или микрометр для проверки перед проверкой. Неправильные точки контакта приведут к ошибке в измерении.
Хотя можно создать газонепроницаемое уплотнение с помощью комбинации хорошо изготовленной резьбы и герметика (тефлоновая лента/смазка для труб). Конические соединения имеют явное преимущество, потому что они могут навинчивать максимальное количество витков за меньшее количество оборотов, что позволяет навинчивать витки быстрее. В нефтегазовой отрасли очень важно поддерживать максимальную эффективность буровой установки.
Однако неправильная конусность может привести к катастрофическому разрушению забойной скважины.
Как Thread Taper влияет на зазор и рабочий диаметр?
На протяжении десятилетий единственным одобренным API методом проверки резьбы API было использование калибра-кольца или калибра-пробки. Несмотря на изменения в спецификации API, многие компании по-прежнему используют калибр-кольцо или калибр-пробку для измерения зазора или функционального диаметра. Эти датчики дадут вам общее представление о том, как соединения будут сочетаться друг с другом, но они не дают вам полного представления о том, что влияет на показания зазора. Использование калибров-колец или калибров-пробок не может дать вам конкретных данных о каком-либо отдельном элементе резьбы, потому что это одновременное измерение диаметра, конусности, шага, угла боковой поверхности и погрешности формы. Кольцевой калибр или калибр-пробка могут показывать плохие измерения зазора, когда фактические отдельные элементы резьбы находятся в пределах допуска, это может привести к повторному изготовлению хорошей детали.
Зазор (определение API) — расстояние между поверхностями датчиков или датчиков и базовыми плоскостями продукта при сопряжении.
Физическое описание — расстояние между поверхностью кольца или калибра-пробки и соединительной поверхностью или плечом.
Теперь, когда мы определили конусность и зазор, давайте посмотрим, как они соотносятся друг с другом. Чтобы правильно рассчитать влияние ошибки конусности на зазор. Сначала мы должны собрать измерение конусности в TPF и отклонение делительного диаметра от номинального. Нам нужна эта информация, потому что зазор зависит от конусности и делительного диаметра. Когда у вас есть эти размеры, мы можем найти отклонение, необходимое для определения зазора, по следующей формуле:
(12/TPF) X PD (отклонение) = зазор
Пример: (12/0,75) x (+,003) = +0,048”
Сначала вы делите 12 на
TPF детали, а затем умножить результат на отклонение делительного диаметра
ценность. В приведенном выше примере мы использовали TPF ¾” и диаметр шага
отклонение +0,003”. Исходя из этих размеров, мы рассчитали
зазор на +0,048”. Для стандартных круглых соединений API ¾” TPF 8 допуск
для вашего зазора +/- один оборот или +/- 0,125”. Итак, исходя из наших расчетов
значение, любой калиброванный калибр-кольцо должен обеспечить правильный зазор. Это из
Конечно, не учитываются другие отдельные элементы резьбы, которые могли бы
дальнейшее влияние на показания зазора. Это расчетное значение также является суммой
материала, который необходимо удалить, чтобы доставить деталь к
надлежащая устойчивость к зазору.
Еще один важный аспект помните: чем менее крутая конусность, тем больший эффект оказывает изменение диаметр шага будет иметь на зазоре. Увидев, как противостояние под влиянием ¾” TPF на соединениях трубок и обсадных труб, давайте посмотрим, каков эффект. имеет вращающиеся заплечные соединения с более крутым конусом.
(12/TPF) X PD (отклонение) = зазор
Пример: (12/2) x (+,003) = +0,018”
Как видно из двух приведенных выше примеров, соединение RSC имеет гораздо большую степень конусности, но результирующее влияние на зазор меньше, чем в примере соединения T&C. Вы можете видеть, что результирующий эффект зазора значительно выше, когда конус менее крутой.
Обозначения отношения конусности и градусов
В зависимости от компании вы работаете, или процедуры, которой вы следуете, вы можете увидеть конус, написанный как выражение в конусности на фут (TPF), отношение или даже градус. В любом случае, вы должны быть в состоянии понять, что каждый из них означает и как конвертировать между разные выноски. Итак, давайте рассмотрим, как правильно спрятаться между тремя.
Во-первых, вы хотите взять условное обозначение конусности и преобразовать его в соотношение. Конусность обычно выражается в конусности на фут (TPF), но вам необходимо использовать эквивалентные единицы при преобразовании в соотношение. Например, конусность 3 дюйма на фут соответствует изменению 3 дюйма на каждые 12 дюймов. Это можно назвать соотношением 3 к 12 или 1 к 4. Если в условном обозначении конусности есть дроби, например конусность 1 ½ дюйма на фут, вы должны преобразовать дроби в десятичные дроби для коэффициента. Таким образом, в этом примере будет соотношение 1,5 к 12. Теперь, по сути, вам нужно решить задачу о прямоугольном треугольнике. Пусть длина будет основанием, а сторона, прилегающая к углу интереса прямоугольного треугольника, то есть 1 фут или 12 дюймов. Противоположная сторона прямоугольного треугольника равна 1/2 изменения диаметра или 3/2 = 1,5 или 1,5/2 = 0,75.
3” TPF/2 = 1,5 = отношение 1,5 к 12
1,5” TPF/2 = 0,75 = отношение 0,75 к 12
Затем нужно разделить первое число в соотношении на второе в соотношении. Результатом этого расчета является тангенс конусности, выраженный в градусах. Используя приведенный выше пример, отношение 1,5 к 12 становится 0,125 или отношение 0,75 к 12 становится 0,0625.
Отношение 1,5 к 12 = 1,5/12 = 0,125
0 Отношение 0,75 к 12 = 0,75/12 = 0,0625
Наконец, вы определяете арктангенс результата шага 2 выше. На научных калькуляторах это функция «tan-1». После того, как вы возьмете арктангенс деленного отношения, результатом будет угол конусности, выраженный в градусах. В приведенных выше примерах арктангенс 0,125 равен 7,125 градуса, а арктангенс 0,75 равен 7,125. Таким образом, конусность 3 дюйма на фут эквивалентна 7,125 градусам. Для конусности 1,5 дюйма на фут эквивалент составляет 3,576 градуса.
1,5/12 = 0,125 = TAN -1 (0,125) = 7,125 градусов
0,75/12 = 0,0625 = TAN -1 (0,0625) = 3,576 Г. конусность Ошибка
- Твердость материала
- Толщина материала
- Скорость резьбы
- Инструмент отталкивает
- Чак не уровни
Существует много факторов, которые могут повлиять на резьбу, в то время как в детали, в то время как в детали, в то время как в детали, в то время как в детали, в то время как в детали, в то время как в детали, в то время как в детали, в то время как в детали, в то время как в детали. машина. Помимо распространенных причин отклонения, таких как отталкивание инструмента и скорость нарезания резьбы, другим важным фактором является твердость или толщина материала, на который нарезается резьба, что требует многократных проходов.
Профилактические действия
- Проверьте свою конусную на деталях на машине
- Измерение конусной. зазор, а также средний диаметр различных соединений. Ошибка конусности является огромной проблемой для компаний, использующих кольца и заглушки для количественного определения функционального диаметра. Чего большинство людей не осознает, так это того, что калибры-кольца и калибры-пробки не измеряют истинный диаметр делителя, они измеряют совокупное значение диаметра, шага, конусности, угла боковой поверхности и погрешности формы. Каждый из этих размеров оказывает сильное влияние на измерение зазора, поэтому конусность всегда следует проверять отдельно. Как и все отдельные элементы потока, указанные в различных спецификациях API. С помощью показанных здесь уравнений вы теперь можете рассчитать влияние вашей ошибки конусности на зазор, чтобы гарантировать, что ваше соединение примет сопрягаемую деталь.
Конусность Определение и значение | Dictionary.com
- Основные определения
- Викторина
- Связанный контент
- Примеры
- Британский
Показывает уровень сложности слова.
1
[ tey-per ]
/ ˈteɪ pər /
Сохранить это слово!
См. синонимы для: Taper / Taper / Taper / Tapers на Thesaurus.com
Показывает уровень сложности слова.
глагол (используется без дополнения)
становиться меньше или тоньше к одному концу.
постепенно худеть.
глагол (используется с дополнением)
постепенно уменьшаться к одному концу.
постепенно уменьшать.
сущ.
постепенное уменьшение ширины или толщины удлиненного объекта.
постепенное уменьшение силы, мощности и т. д.
все, что имеет сужающуюся форму, например, шпиль или обелиск.
свеча, особенно очень тонкая.
длинный фитиль, покрытый воском, жиром или чем-то подобным, используемый для зажигания свечей или газа.
Фразы-глаголы
сужаться,
- становиться постепенно более тонкими к одному концу.
- прекратить постепенно; снижаться; уменьшение: буря сейчас начинает стихать. Я не бросил курить полностью, но сокращаю количество сигарет до трех в день.
ВИКТОРИНА
Сыграем ли мы в «ДОЛЖЕН» ПРОТИВ. “ДОЛЖЕН” ВЫЗОВ?
Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма используется для указания обязательства или обязанности кого-либо?
Начало конусности
1
Впервые записано до 900; Среднеанглийский: «восковая свеча», древнеанглийский, вариант тапура, диссимилированный вариант неподтвержденной папурной бумаги
историческое использование конуса
Английский конус не имеет родственников в других языках.
На староанглийском языке тапур, тапор означало «свеча, фитиль». Tapur, возможно, может быть диссимилированной формой латинского papȳrus «папирусное растение, папирус, бумага», иногда используемого в качестве фитиля. В качестве альтернативы древнеанглийская форма могла иметь кельтское происхождение, родственное ирландскому тапару и валлийскому tampr «свечка, факел», от протоиндоевропейского корня tep- «быть теплым», источник латинского tepidus «теплый». (англ. tepid ).
Свеча – это свеча, которая сужается на одном конце. Соответствующее значение глагола «постепенно сужаться к одному концу» появилось в самом начале 17 века; родственное переносное значение «постепенно уменьшаться или уменьшаться» датируется серединой 19 века.ДРУГИЕ СЛОВА ОТ СЛОВА Taper
ta·per·er, существительное·per·ing·ly, наречие·ta·pered, прилагательноеun·ta·per·ing, прилагательное тапирСлова рядом с конусом
магнитофон, магнитофон, рулетка, тапенада, магнитофон, конус, магнитофон, магнитофон, запись на магнитную ленту, конический роликовый подшипник, конусность
Другие определения конуса (2 из 2)
конус 2
[Tey-per]
/ ˈteɪ pər /
Существительное
Человек, который записывает или редактирует магнитную ленту, видеозапись и т.
Д.Происхождение конуса
2
Первые записи в 1980–85; лента +-er 1
Dictionary.com Полный текст Основано на словаре Random House Unabridged Dictionary, © Random House, Inc., 2022
Слова, связанные со словом Taper
уменьшаться, уменьшаться, уменьшаться, отступать, уменьшаться, уменьшаться, уменьшаться, закрываться, уменьшаться, стекать, исчезать, сужаться, уменьшаться, аннулировать, утончать, ослабевать, ослабевать, отмирать, отмирать, сворачиваться
Как использовать конусность в предложении
Тем не менее, публикация уже наблюдает некоторые из этих сокращений.
The Financial Times планирует открыть еще 2 бюро в США для работы с «глобальными американцами»|Сара Гуальоне|27 июля 2021 г.|Digiday
Одной из самых неприятных проблем для спортсменов является выяснение того, как рассчитать время их адаптации к теплу перед соревнованиями, не нарушая их тейпер, их планы путешествия и, возможно, их последний отрезок высотной тренировки.
Как обеспечить термозащиту во время обучения|mmirhashem|14 июля 2021 г.|Outside Online
верхний средний диапазон с постепенным сужением вниз, пока его отклик значительно не упадет в нижней части.
Обзор микрофона для подкастов Shure MV7: готовый к производству звук, требуется минимальная настройка|Билли Кадден|24 июня 2021 г.|Popular-Science
и подтверждение разговора о конусе.
День, когда все — и ничего — изменилось для Fed|Сэм Ро|17 июня 2021|Axios
Благодаря продуманному сочетанию рокера, конуса, бокового выреза и новых материалов современные универсальные лыжи стабильны, но живы, резвы, но мощны, динамичны, но не требовательны.
Долгосрочный обзор: лучшие лыжи периода|Хизер Шульц и Марк Перуцци|4 марта 2021 г.|Внешний Интернет
Надеюсь, что по прошествии этого времени ситуация немного уменьшится.
Интервью Алекса Хейли Playboy 1965 года с преподобным Мартином Лютером Кингом-младшим|Алекс Хейли|19 января 2014|DAILY BEAST в месяц до $75 млрд.
Плохие новости для тех, кто любит плохие новости|Дэниел Гросс|20 декабря 2013 г.|DAILY BEAST
Габриэль Тапер, 19 лет, сидела рядом со своими двумя друзьями-подростками и грызла раков и Андуиль, разновидность свиной колбасы.
Новый Орлеан празднует свой любимый сэндвич на фестивале Po-Boy на Оук-Стрит|Тайлер Гиллеспи|26 ноября 2013 г.|DAILY BEAST
Рынкам придется защищаться от возможности появления сильного отчета, который вновь разожжет ожидания октябрьского снижения.
Закрытие правительства может замедлить восстановление жилья|CNBC|1 октября 2013 г.|DAILY BEAST
Это страшное «уменьшение», которое в последнее время вызывает тошноту на фондовых рынках.
Бернанке намекает на выход из ФРС, но не ждите, что громкая слава придет ему на смену|Дэниел Гросс|6 июня 2013|DAILY BEAST своими тонкими пальцами.
The Atlantic Monthly, том 17, № 101, март 1866 г.|Разное
Затем привратник поднял свечу и в сопровождении молодого парня начал обход церкви.
Шут Шико|Александр Дюма, отец
Я полагаю, что он был большим, потому что с помощью слабой свечи я едва мог различить стены.
Правило монаха|Джузеппе Гарибальди
Затем я попросил своих юных спутников следовать за мной и, без особых церемоний дав одну свечку аббатисе, сказал ей: «Вперед!»
Правило монаха|Джузеппе Гарибальди
Один за другим из свечи вырвались тонкие пламя свечи, и мягкий свет осветил бледно-богатую комнату.
Прогресс Рейка | Марджори Боуэн
Британские словаря определения для конуса
Taper
/ (ˈteɪpə) /
Гломинирование
, чтобы стать или привести к тому, чтобы стать с домом к одному конец. (часто отменяется) становиться или становиться меньше или менее значительным
сущ.
тонкая свеча
тонкая деревянная или вощеная полоска для переноса пламени; разлив
сужение
машиностроение (в конических частях) величина изменения диаметра на единицу длины
любой слабый источник света
Производные формы конуса
конусность, несужающийся, прилагательноесужающийся, наречиеПроисхождение слова конусность
СтарыйАнглийский тапор , вероятно, от латинского papӯrus papyrus (из-за его использования в качестве фитиля)
Collins English Dictionary – Complete & Unabridged Digital Edition 2012 г.
© William Collins Sons & Co. Ltd., 1979 г., 1986 © HarperCollins
Publishers 1998, 2000, 2003, 2005, 2006, 2007, 2009, 2012Как определить длину смещения, W, для расчета длины конуса?
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы new_at_this
- Дата начала
Help Support Professional Engineer & PE Exam Forum:
new_at_this
Известный член
- #2
Для временного регулирования дорожного движения во время строительства существуют формулы для определения длины конуса (например, длина конуса = W*S, где W = длина смещения, S = установленное ограничение скорости).
Мой вопрос: как вы определяете длину смещения? Скажем, я ставлю знак для работы на полосе шириной 12 футов; если я хочу закрыть эту полосу с помощью дорожных знаков, должен ли я использовать длину смещения = 12 футов?
Пожалуйста, помогите мне понять.
куатона1
Известный член
- #3
W – это ширина полосы или обочины, которую вы занимаете.
.. Я не понимаю, о чем именно вы просите… для размещения знака вам нужно обратиться в MUTCD, у них есть множество типичных деталей для различных ситуациях, чтобы определить, как далеко должны быть знаки друг от друга… можно ли уточнить 92)/60. Если ограничение скорости составляет 45 миль в час или выше, L=WS.Затем есть таблица, которая дает дополнительные пояснения в зависимости от типа конуса, который у вас есть. Например, если это подвижный конус, минимальная длина конуса составляет 0,5L.
MUTCD Длина конуса
- youngmotivatedengineer
- Транспорт
- Ответы
- 4
- просмотров
- 2К
youngmotivatedengineer
Рекомендации по сдаче экзамена SE, часть 2 – Энди Лю
- andyliu
- Структурный
- Ответы
- 2
- просмотров
- 1К
andyliu
PE Civil CBT Geotech (пройдено со второй попытки) – советы, расписание и жизнь за последние 4 месяца
- АнжелаК
- Что-нибудь об экзамене PE
2
- Ответы
- 31
- просмотров
- 3К
bbarcelo16
Опыт Civilrobot: подготовка к экзамену PE по гражданскому строительству
- PE Civilrobot и т. д.
- Строительный экзамен
- Ответы
- 10
- просмотров
- 2К
LAMEngineer
Я сдал FE с седьмой попытки, и это было непросто!
- Ipasss7thtime
- Экзамен FE
- Ответы
- 10
- просмотров
- 7К
Ipasss7thtime
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл.
адрес Делиться Ссылка на сайтCA Специальный сейсморазведочный экзамен
- Последний: ianjikar
Все об экзамене PE
Бесплатные учебные материалы в Сан-Диего для подготовки к экзамену S&S
- Последнее: ianjikar
CA-сейсморазведочные экзамены
Т
Посоветуйте опорную шпильку?
- Последний: Грозный Тигзи
Стреляй по ветру
Вот почему вам понравится Руководство по обзору экзамена PE по программе School of PE, готовое к CBT!
- Последнее: школа физкультуры
Платы инженеров Спонсорский рынок
Экологические и гражданские WR&E
- Последнее: jgerber
Экологическая экспертиза
1
Just Passed PE Structural – Will Tutor
- Последнее: 1harrison.
- Последнее: 1harrison.