Координатный станок сам: Координатный станок сам
alexxlab | 28.05.2018 | 0 | Разное
Плюсы 4-х координатных фрезерных станков
Фрезерные станки с программным управлением предназначены для прецизионной (высокоточной) обработки материалов различной твердости. Основным рабочим инструментом является фреза с острозаточенными гранями, форма которой подбирается в зависимости от материала, способов, режимов обработки и еще некоторых параметров. Местом крепления фрезы выступает шпиндель, расположенный на подвижном портале над зоной обработки. В зависимости от заложенных в программе установок инструмент может создавать отверстия, торцевать материал, делать пазы, наносить рельефные изображения и многое другое. Всеми манипуляциями управляет компьютер, поэтому точность фрезерной обработки является практически абсолютной.
Оборудование одинаково успешно справляется с древесиной, металлом, камнем, акрилом и т. д., но наиболее активно применяется в металлообработке и производстве всех типов мебели, а также различных деревянных предметов быта и элементов декора.
Круговая обработка деревянных элементов, доступная для выполнения на 4-х координатном фрезерном станке
Для чего фрезеру 4-я ось?
Большинство фрезерных станков с ЧПУ в базовой комплектации имеют три степени свободы, то есть фреза может проходить по поверхности в трех плоскостях: по осям X, Y и Z. Этого вполне достаточно для листовых материалов, заготовок плоской формы или элементов с ровными гранями, которым не требуется всесторонняя обработка. Сложности возникают, когда возникает необходимость провести круговую фрезеровку, гравировку и прочие работы, теоретически доступные фрезерному оборудованию. Заготовки должны быть расположены на весу, чтобы иметь возможность вращаться с заданной скоростью без регулярной остановки станка для поворота детали или шпинделя. Станок в стандартной комплектации не дает такой возможности, однако этот вопрос легко решается при помощи дополнительного устройства для модернизации оборудования такого типа, которое называется поворотная ось и превращает трехкоординатный фрезер в четырехкоординатный.
4-х осный фрезерный станок с установленным на нем поворотным устройством
Что такое поворотная ось?
Поворотная ось представляет собой двухкомпонентное устройство, состоящее из зажимного патрона и бабки с цилиндрическим наконечником. Оба элемента прочно крепятся к станине станка, причем, задняя часть патрона присоединяется к двигателю, что обеспечивает вращение зафиксированной заготовки. Сам патрон, в зависимости от модели, может быть неподвижен или подниматься под заданным углом. В отличие от зажимной части, бабка может перемещаться по направляющим, чтобы подстраиваться под длину заготовки и надежно удерживать ее на весу. Таким образом можно фиксировать любые тела вращения и получать дополнительную степень свободы для фрезерного инструмента.
Достоинства 4-х координатных фрезерных станков
В свете вышенаписанного становится понятно, что главным преимуществом оборудования с 4-й осью является возможность непрерывной круговой или спиральной обработки сложно-контурных цилиндрических заготовок. Среди прочих достоинств можно упомянуть:
Среди прочих достоинств можно упомянуть:
- расширение функционала оборудования;
- поворотное устройство позволяет освоить новые производственные направления в деятельности предприятия;
- высокая четкость и уровень детализации, независимо от выбранного скоростного режима работы шпинделя фрезерного станка;
- повышение эффективности работ.
Область применения 4-й оси фрезерного станка с ЧПУ
Лидирующую позицию по применению 4-х координатных фрезерных станков занимает деревообработка. Поворотное устройство используют при изготовлении колонн, балясин, скульптурных и шахматных фигур, деревянной посуды и столовых приборов. При помощи дополнительной оси на заготовки и готовые изделия наносятся гравированные изображения и узоры. Также при помощи фрезы и узла вращения будущее изделие может быть сформировано из цельного куска древесины.
Создание балясины из древесного бруска при помощи поворотного устройства
Второе место принадлежит сувенирной и рекламной промышленности, где 4-я ось используется для фиксации дудочек, свистулек, канцелярский товаров и много другого с целью нанесения орнаментов, логотипов, наименований компаний или придания окончательной формы изделиям.
Ювелирная промышленность не отстает от вышеперечисленных областей и активно применяет поворотную ось для фрезерования драгоценных и полудрагоценных камней, колец, кулонов и фигурок из благородных металлов.
Гравировка стекла, керамики, хрусталя — используется при декорировании бокалов, кубков (питьевых и призовых), рюмок и подобной посуды для украшения или нанесения подарочных и памятных надписей.
ЧПУ станок своими руками. Часть 2. Выбор параметров станка
- Статьи
- Конструирование портальных станков с ЧПУ
СТАНОК С ЧПУ СВОИМИ РУКАМИ. ПОДГОТОВИТЕЛЬНЫЕ ЭТАПЫ.
ПОДГОТОВИТЕЛЬНЫЕ ЭТАПЫ.
Существует множество причин, по которым разработать и создать ЧПУ станок своими руками, однако успех вовсе не гарантирован, если подойти к вопросу недостаточно ответственно.
Принципы проектирования портальных станков достаточно бесхитростны, однако на самом деле, конечно же, существует множество подводных камней и не очевидных на первый взгляд нюансов, которые могут разом лишить Вас энтузиазма. Данное руководство призвано вооружить вас минимумом необходимых знаний перед тем, чтобы Вы могли сэкономить ваши время и деньги. Описываемые вещи в основном относятся к ЧПУ-роутерам хоббийного класса, однако подавляющее большинство информации справедливо и для любых других систем линейного перемещения с числовым программным управлением. Изложенные принципы позволят применить их впоследствии, скажем, при проектировании плазмореза, лазерного станка или даже покрасочного робота. Однако, здесь изложены именно принципы, и нет конкретных рецептов – придется вырабатывать их самим в конце концов, это же Ваш станок.
Этап 1. Выбор характеристик.
Перед началом постройки необходимо прежде всего определиться с тем, что же вы хотите получить в конце концов. Для начала вам стоит ознакомиться с обзором конструктивных частей портальных станков с ЧПУ и их видами, а затем попробовать определить необходимые технические характеристики вашего будущего станка. Постановка задачи – это существенный этап, и ему посвящена отдельная статья.
Этап 2. Тип компоновки.
Все настольные станки с ЧПУ, исходя из компоновки, можно условно поделить на 2 класса:
- Станки с подвижным рабочим столом
Станки этого типа составляют заметное меньшинство в семействе роутеров с ЧПУ – причиной является в основном то, что рабочее поле у таких станков существенно меньше, чем у такого же размеров станка с подвижным порталом. Однако, станки с подвижным столом имеют ряд собственных преимуществ. Станки с подвижным столом обычно малоформатные – небольшой размер станка позволяет получить от преимуществ такой компоновки максимальную отдачу.
Первое преимущество заключается в том, что на таком станке намного проще сделать тяжелый и жесткий портал, который сможет принять на себя гораздо большую нагрузку фрезерования и тяжелый шпиндель – неподвижный портал может быть сколь угодно тяжелым, и вам не надо заботиться о том, как его потом перемещать, тогда как при подвижном портале Вам постоянно надо держать в уме вес портала, чтобы соотносить его с мощностью двигателей, нагрузочной способностью направляющих во избежание их прогиба, и как следствие – потери точности.
Конструкция осей Y и X при этом мало зависит от того, движется ли портал или рабочий стол.
Отсюда вывод – компоновка с подвижным столом подойдет тогда, когда нужен небольшой станок, с малым рабочим полем и жестким порталом.
- Станки с подвижным порталом.
Станки с подвижным порталом – это подавляющее большинство всех ЧПУ роутеров. По сути станок ничем не отличается от предыдущего варианта, кроме того, что по оси X перемещается не стол, а сам портал целиком.
Этап 3. Размер рабочего поля.
Рабочее поле – пространство, заключенное между крайними положениями режущего инструмента по всем трем осям. Размер рабочего поля – крайне важно, определив его единожды, вы не сможете изменить его потом, разве что построив новый станок.
Естественно, каждый станкостроитель хочет сделать станок с рабочим полем как можно большим. Однако, ограничения не заставят себя долго ждать – и первыми напомнят о себе масса и жесткость станка.
Этап 4. Размер станка.
Конечно, чем станок больше, тем больше он предоставляет возможностей, однако, всегда есть сдерживающий фактор – место в мастерской. Оно, к сожалению, ограничено. Поэтому, если у вас нет запасных гектар производственных площадей, Вам стоит уделить некоторое внимание компоновке станка, чтобы его общие размеры в трех измерениях были минимальны, а размер рабочего поля при этом – максимальным. Недостижимым идеалом является случай, когда рабочее поле равно размеру станка.
Оно, к сожалению, ограничено. Поэтому, если у вас нет запасных гектар производственных площадей, Вам стоит уделить некоторое внимание компоновке станка, чтобы его общие размеры в трех измерениях были минимальны, а размер рабочего поля при этом – максимальным. Недостижимым идеалом является случай, когда рабочее поле равно размеру станка.
Этап 5. Точность.
Мы уже упоминали их в начале, при выборе характеристик станка. Однако, их важность настолько велика, что мы повторим здесь основные моменты. Точность, наряду с повторяемостью – ключевая характеристика станка с ЧПУ. Важно различать эти два понятия – повторяемость показывает, насколько сильно ошибка размера плавает относительно среднего значения, тогда как точность показывает, насколько размер плавает относительно заданного значения. Точность и повторяемость часто упоминаются без указания, к чему они относятся – к координатам осей после позиционирования или к размерам обработанных деталей. Здесь и далее мы всегда будем иметь виду второе.
Точность станка с ЧПУ – тема настолько обширная, что невозможно о ней рассказать даже вкратце в рамках данного руководства. Скажем только, что ориентироваться стоит на точность в 0.1-0.2 мм для станка с полем около 0.5-1 кв. м: меньшие значения(0.05 мм и меньше) обычно удел станков профессиональных и получить такие значения без значительного опыта невозможно. Также, надо учитывать, что с ростом рабочего поля точность падает, и если есть необходимость увеличить рабочее поле, Вам придется смириться либо с падением точности обработки, либо с резким увеличением бюджета.
Этап 6. Из чего делать станок.
Портальный станок с ЧПУ может быть сделан из огромного спектра материалов. Несмотря на то, что промышленные станки делаются из стали и чугуна, существуют самодельные станки из оргстекла, алюминия, фанеры, полимерных материалов.
Материал станины определяется 4 факторами – материалами, которые будут обрабатываться, бюджетом, доступными материалами для постройки и доступными вам средствами обработки.
Влияние первого фактора вполне естественно – некоторые материалы, такие как камень, сталь, цветные металлы – требуют особой жесткости станины, и делать для них станок из фанеры или пластика не очень хорошая идея, и стоит рассмотреть чугун или полимергранит.
Остальные три фактора всегда связаны, и тут тоже нет сложностей: не каждому доступен шлифовальный станок для выравнивания стальной станины под направляющие, не всегда есть возможность заказать фрезерованные детали станины из Д16Т, а заливка полимергранитом может оказаться дороже, если у вас под боком литейных цех, где вам отольют чугунную станину.
На самом деле, нет каких-то универсальных рекомендаций по выбору материала, исходить надо из реальных возможностей. Немало станков из оргстекла показывают лучшую точность, чем станки из алюминия, сделанные без должного навыка и кое-как отфрезерованных деталей, потому что в процессе постройки не удалось найти нормальный фрезерный станок.
Перед началом постройки составьте список доступных материалов и средств обработки, и проверьте, достаточно ли их для выполнения всех операций при производстве деталей для станка. Не беритесь за работу, прежде чем дважды не проверите этот список – одна изготовленная “на коленке” деталь, которая должна быть изготовлена на заводском оборудовании, может свести качество вашего станка к нулю. Возможно, придется сделать сперва станок попроще, чтобы потом на нем изготовить детали для будущего, улучшенного, станка.
Не беритесь за работу, прежде чем дважды не проверите этот список – одна изготовленная “на коленке” деталь, которая должна быть изготовлена на заводском оборудовании, может свести качество вашего станка к нулю. Возможно, придется сделать сперва станок попроще, чтобы потом на нем изготовить детали для будущего, улучшенного, станка.
Этап 7. БЮДЖЕТ.
Неоднократно уже упомянутый фактор. При постройке станка для собственных нужд он зачастую же и основной. Смету расходов надо постараться составить заранее, не оставляя белых пятен ни на что – ни на материалы, ни на обработку на стороне. И всегда прибавляйте 30-60% сверху – непредвиденные расходы будут всегда.
Нулевая точка станка и направления перемещений
Система координат станка с ЧПУ является главной расчетной системой, определяющей перемещения исполнительных органов. Оси координат располагают параллельно направляющим станка, что позволяет при создании УП легко задавать направления и расстояния перемещений.
Рис. 4.1. Оси координатной системы расположены параллельно направляющим
Правая система координат является стандартной для всех станков с ЧПУ. В этой системе положительные направления координатных осей определяются по правилу «правой руки». Если большой палец указывает положительное направление оси X, указательный – оси Y, то средний укажет на положительное направление оси Z. В качестве положительного направления оси Z принимают вертикальное направление вывода инструмента (например, сверла) из заготовки. То есть ось Z всегда связана со шпинделем станка. Как правило, за X принимают ось, вдоль которой возможно наибольшее перемещение исполнительного органа станка. При этом ось X перпендикулярна оси Z и параллельна плоскости рабочего стола. Если вы определили на станке направления осей X и Z, то по правилу «правой руки» вы однозначно сможете сказать, куда «смотрит» ось Y. Оси X, Y, Z указывают положительные направления перемещений инструмента относительно неподвижных частей станка.
При создании УП программист всегда исходит из правила, что именно инструмент перемещается относительно неподвижной заготовки.
Дело в том, что одни станки с ЧПУ действительно перемещают колонну, шпиндель и, соответственно, вращающийся инструмент относительно неподвижной заготовки, а другие станки, наоборот, перемещают рабочий стол с заготовкой относительно вращающегося инструмента. Получаем противоположные направления перемещений. Если бы не было этого правила, то программист вынужден был бы думать: а что, собственно, перемещается и в какую сторону. А так все просто – система ЧПУ сама определит, в каком направлении нужно переместить тот или иной узел станка.
Рис. 4.2. Воспользуйтесь правилом «правой руки» для определения положительных направлений осей координатной системы станка |
Рис.  4.3. Если расположить большой палец правой руки в положительном направлении оси, то остальные согнутые пальцы обозначат положительное направление вращения вокруг этой оси 4.3. Если расположить большой палец правой руки в положительном направлении оси, то остальные согнутые пальцы обозначат положительное направление вращения вокруг этой оси |
Кроме линейных перемещений, конструкция некоторых станков позволяет совершать круговые перемещения. Под круговым перемещением подразумевается, например, поворот оси шпинделя фрезерного станка. Однако само рабочее вращение шпинделя не входит в это понятие. Круговые перемещения инструмента обозначают латинскими буквами А (вокруг оси X), В (вокруг оси Y) и С (вокруг оси Z). Положительные направления вращений вокруг этих осей определяются очень просто. Если расположить большой палец по направлению оси, то другие согнутые пальцы покажут положительное направление вращения.
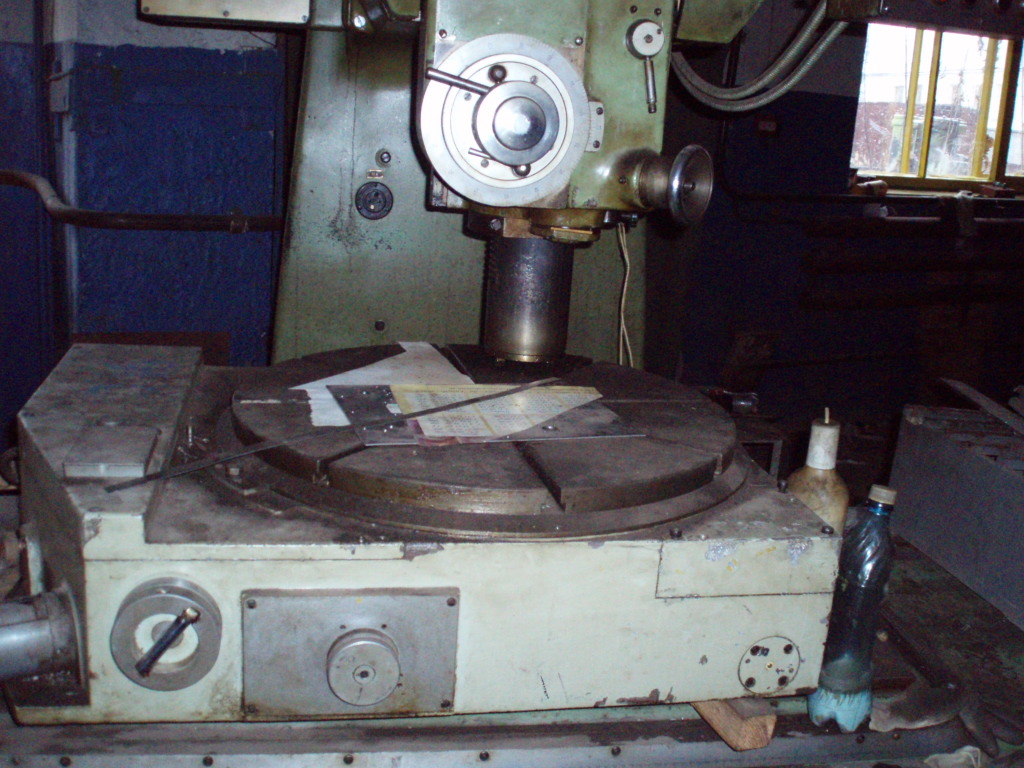
Рис. 4.4. Головка этого станка способна поворачиваться вокруг своей оси
Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом конструкции станка. Например, базовой точкой для шпинделя фрезерного станка с ЧПУ является точка пересечения его торца с собственной осью вращения. Для рабочего стола – точка пересечения его диагоналей или один из углов. Положение базовой точки относительно начала координат станка с ЧПУ (нулевой точки станка) называется позицией исполнительного органа в системе координат станка или машинной позицией (от англ. machine станок). При работе станка в любой момент времени вы можете увидеть на экране стойки ЧПУ текущую машинную позицию (например, рабочего стола) по любой из осей относительно «нуля станка». В документации станка пределы возможных перемещений рабочих органов, как правило, указывают пределами смещений базовых точек. Эти данные являются очень важной характеристикой станка, так как они определяют максимально возможные габариты обрабатываемой заготовки.
Например, базовой точкой для шпинделя фрезерного станка с ЧПУ является точка пересечения его торца с собственной осью вращения. Для рабочего стола – точка пересечения его диагоналей или один из углов. Положение базовой точки относительно начала координат станка с ЧПУ (нулевой точки станка) называется позицией исполнительного органа в системе координат станка или машинной позицией (от англ. machine станок). При работе станка в любой момент времени вы можете увидеть на экране стойки ЧПУ текущую машинную позицию (например, рабочего стола) по любой из осей относительно «нуля станка». В документации станка пределы возможных перемещений рабочих органов, как правило, указывают пределами смещений базовых точек. Эти данные являются очень важной характеристикой станка, так как они определяют максимально возможные габариты обрабатываемой заготовки.
Рис. 4.5. Расстояния Xm, Ym и Zm от нулевой точки станка до базовых точек исполнительных органов определяют машинные позиции
Нулевая точка станка – это физическая позиция, установленная производителем станка при помощи концевых выключателей или датчиков. После включения станка необходимо переместить исполнительные органы в его нулевую точку, для того чтобы СЧПУ смогла определить или «обнулить» их машинную позицию, или, другими словами, нужно синхронизировать СЧПУ и станок. Дело в том, что в момент включения станка СЧПУ еще не знает реального положения исполнительных органов, и если не выполнить возврата в нуль, то станок просто «откажется» работать. Когда исполнительный орган приходит в нулевую точку станка, то происходит замыкание контактов специального датчика или конечного выключателя, СЧПУ получает электрический сигнал и машинная позиция обнуляется. Процедура возврата в нуль станка является стандартной, и для ее осуществления любой станок имеет специальный режим и соответствующие клавиши на панели УЧПУ.
После включения станка необходимо переместить исполнительные органы в его нулевую точку, для того чтобы СЧПУ смогла определить или «обнулить» их машинную позицию, или, другими словами, нужно синхронизировать СЧПУ и станок. Дело в том, что в момент включения станка СЧПУ еще не знает реального положения исполнительных органов, и если не выполнить возврата в нуль, то станок просто «откажется» работать. Когда исполнительный орган приходит в нулевую точку станка, то происходит замыкание контактов специального датчика или конечного выключателя, СЧПУ получает электрический сигнал и машинная позиция обнуляется. Процедура возврата в нуль станка является стандартной, и для ее осуществления любой станок имеет специальный режим и соответствующие клавиши на панели УЧПУ.
Фрезерный станок по металлу своими руками (47 фото)
Фрезерный станок по металлу изготовленный своими руками, подробный фото отчёт по изготовлению самоделки.

Всем доброго времени суток! Хочу показать процесс изготовления своего самодельного фрезера.
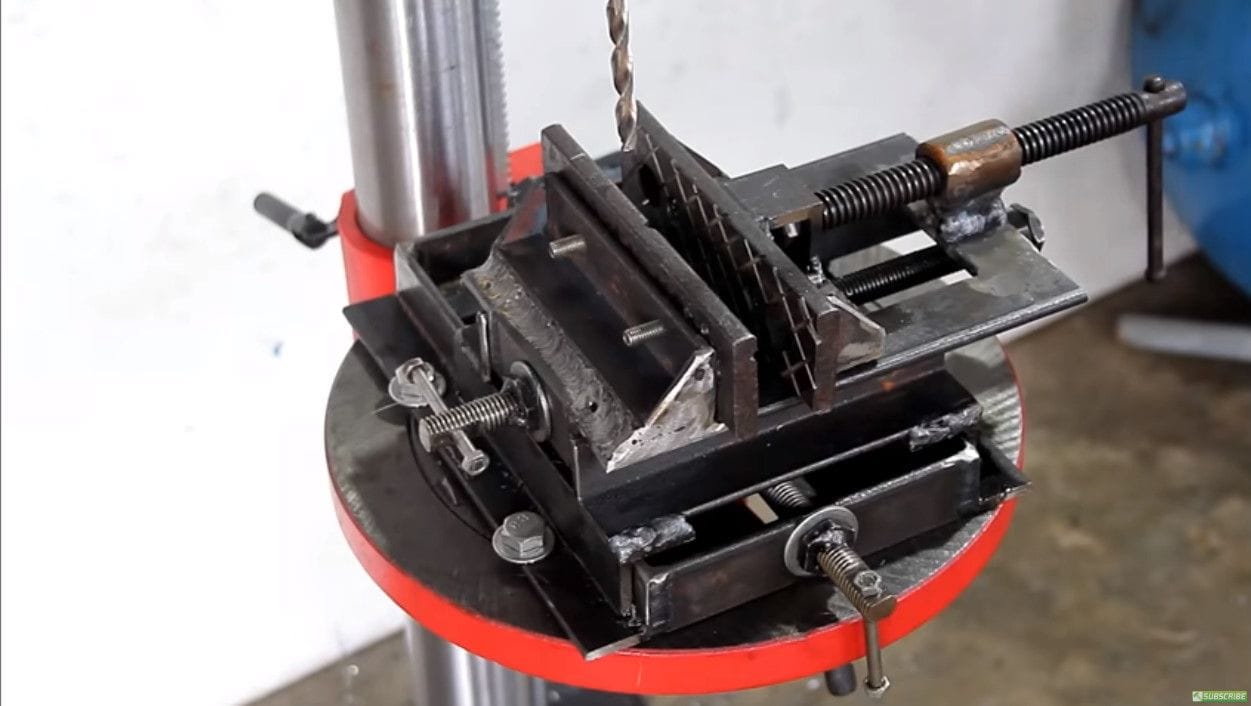
И так: после изучения тем по постройке самодельных фрезеров я покопался под верстаком и извлек на свет — две малых продольных подачи — назовем их каретками, две поперечных подачи без ответных ластохвостов (т.е. только верхние части), двух координатный столик от сверлилки 2м112, и обрезки швеллера шириной 140 мм, в качестве шпинделя я хотел сначала использовать вот такую дрель:
Заменил подшипники с шариковых на конусные роликовые, но никак не решался вопрос по креплению цанг- шомпол не воткнеш а гайку накидную резать — опыту маловато, да и смотрелся бы такой фрезер как откровенная халтура, короче шпиндель пока в сторону, а займемся станиной.
Взял куски швеллера, два одинаковых сварил вместе, разметил и просверлил отверстия под резьбу М 10 для крепления кареток и двух-координатного столика. Нарезал резьбу закрутил болты и навернул гайки по три- четыре штуки, удлиненных не нашел, те гайки которые оказались близко с полкой швеллера обточил на конус (только самые нижние) иначе болты стало выворачивать, гайки обварил, вот что получилось:
Также сделал желобок для сбора СОЖ, как на заводских станинах из уголка 25 х 25 мм, а чтобы этот желобок не висел в воздухе, а также чтобы приподнять станину от поверхности стола, чтобы бетон залился выше образовавшихся перегородок — эти уголки обварил еще полосой 25 х 4 мм:
Стойку приварил к станине только передним краем, а затем два раза обнял полосой сзади, косынками заварил плечики станины, но когда все остыло померил угольником, а прямого угла нету — стойка немного отвалилась назад:
Затем, прогнал метчиком резьбы — ох и тяжко болты выкручивались после сварки — вкрутил свежие болты, замазал пластилином торцы гаек чтобы бетоном болты не прихватило и металлом 2 мм заварил заднюю стенку стойки:
Залил бетон (1 к 2 — цемент М500, песок и щебень гранитный, где то около ведра).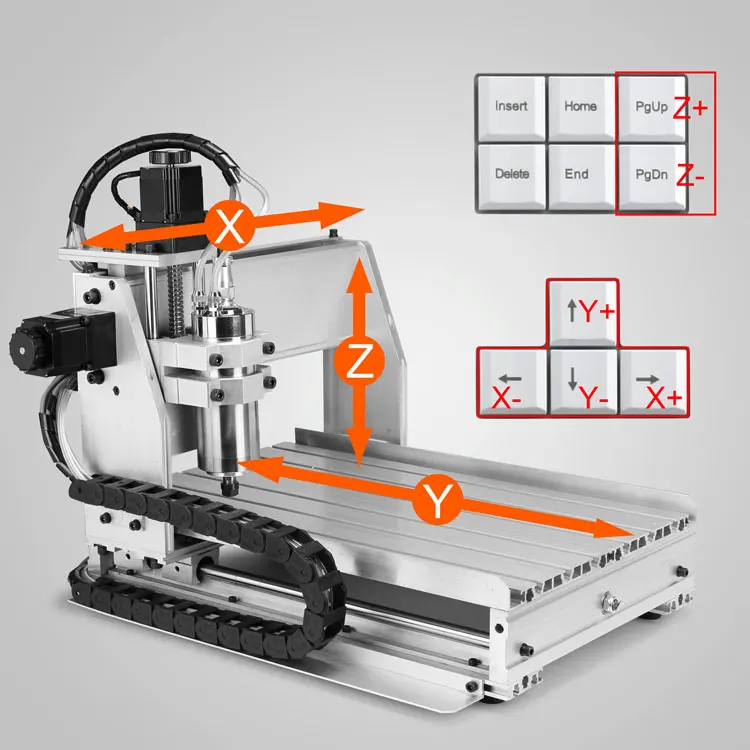
Примерил навесное оборудование.
Дальше занялся поворотной площадкой для шпинделя — попался в руки фланец не знаю от чего — проточил внутреннее отверстие для посадки на «пенёк» от резцедержки на каретке. Сам пенек, я отпилил болгаркой по высоте фланца, родной болт обрезал по длине и нарезал резьбу м20*1,5, выточил гайку толщиной 8 мм, а так как все сделано в потай, грани не нарежешь, то насверлил отверстий под ключ от болгарки:
Теперь шпиндель, есть у меня такой патрон с км4: и набор цанг к нему. Долго я боялся его трогать, но решился, первым делом обрезал гайку, уж больно здоровенная была. Потом зажал в токарный, балванку, проточил под диаметр цанги на 18 и зажал ее не вынимая из станка этим патроном — проверил на малых оборотах — биения нет -подпер конусом и снял лишнюю теперь уже резьбу и заодно проточил это место под посадку Ф40 мм подшипника №208-конусного а предыдущую посадку ф30 мм под 206, получилось довольно точно:
Но нет материала, чтобы выточить корпус и поэтому откладываем его в сторону, а вынимаем то что есть: несколько корпусов подшипников, вал с КМ2 от такой же дрели как в начале темы, вот теперь попрошу не бить ногами, вал изначально был коротковат и я его удлинил — напрессовал кусок полдюймовой трубы, обварил, проточил новую посадку и под резьбу которую и нарезал еще просверлил отверстие под шомпол так как окошко окажется внутри шпинделя да и цанги держать надо чтоб не вываливались.
Но цанги то, не под шомпол и мне их стало жалко сверлить, нарезать, и я просто нарезал резьбу на валу.
Токарь я, начинающий, станком резать не умею, а такого диаметра лерка попалась тока 3/4 дюйма, ну и что, зато гайка прекрасно подошла от металлопластиковой фасонины.
Теперь о шпинделе вкратце — два корпуса причем в нижний влезли сразу два подшипника -шариковый и роликовый конический между ними кусок трубы и сварка.
Перед тем, как варить все в сборе с подшипниками стянул гайкой и чтобы легко крутилось и в процессе сварки короткими прихватками с промежуточным окунанием в воду, результат — крутится, не скажу, что свободно но в общем легко — все таки три подшипника, дальше фотки без писанины:
В результате, получился вот такой шпиндель, далее сверление нарезание, обкатка:
Может, кто то, скажет — жесткости мало — скажите где? Металл 8 мм, еще будут скептики, что рабочий конец фрезы уходит за габариты столика — сразу опережаю отвечаю — на шпинделе просверлены лишние отверстия также и во флянце т. е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:
е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:
Достался мне вот такой, электродвигатель на 340 ватт, 12 вольт. На валу была муфточка резиновая с шлицевой посадкой, а так как шкив с шлицами я изготовить пока не могу, то решил оставить эту муфту и применить плоский ремень.
Чтобы он не сваливался, просверлил в валу отверстие и нарезал резьбу м5, дальше из обрезков швеллера сделал два кронштейна — один для крепления этого мотора другой для натяжения ремня, на шпиндель выточил шкив из остатков д16т и нарезал в нем резьбу, чтоб не заморачиваться со шпонкой, и законтрогаил это все, еще приварил пенек и кронштейник с боку:
В общем, получился самодельный фрезерный станок своими руками. Осталось поставить трансформатор, выпрямитель и регулятор оборотов, все это закреплю сзади на стойке в коробке. Регулятор попробую использовать от шуруповерта тока микруху вынесу на стойку вместо радиатора и к кнопке надо приделать винт чтоб вращением регулировать или заменить обычным резистором или выкинуть пружинку из кнопки.
Регулятор попробую использовать от шуруповерта тока микруху вынесу на стойку вместо радиатора и к кнопке надо приделать винт чтоб вращением регулировать или заменить обычным резистором или выкинуть пружинку из кнопки.
Боялся что ремень будет слетать — нет как вкопанный даже не ёрзает по шкиву и не буксует, вот фото долгожданной стружки:
Автор самоделки: Андрей Борисович. г. Волгоград.
CNC-Router. Станки с ЧПУ. Ищем ЛЮДЕЙ ! ! !
Dr.CNC
Приветствую всех кто зашел на эту страничку!
Сам я живу в Уфе и акцент на то, что надо объединить Уфимцев!!!
Тема посвящена станкам с ЧПУ управлением.
Цель создания странички – это объединить знания, опят и возможности людей для общего дела. А дело, поверьте мне, стоит того, чтоб начать заниматься им. Необходимо объединить людей и тогда дела будут решаться на много легче и быстрее.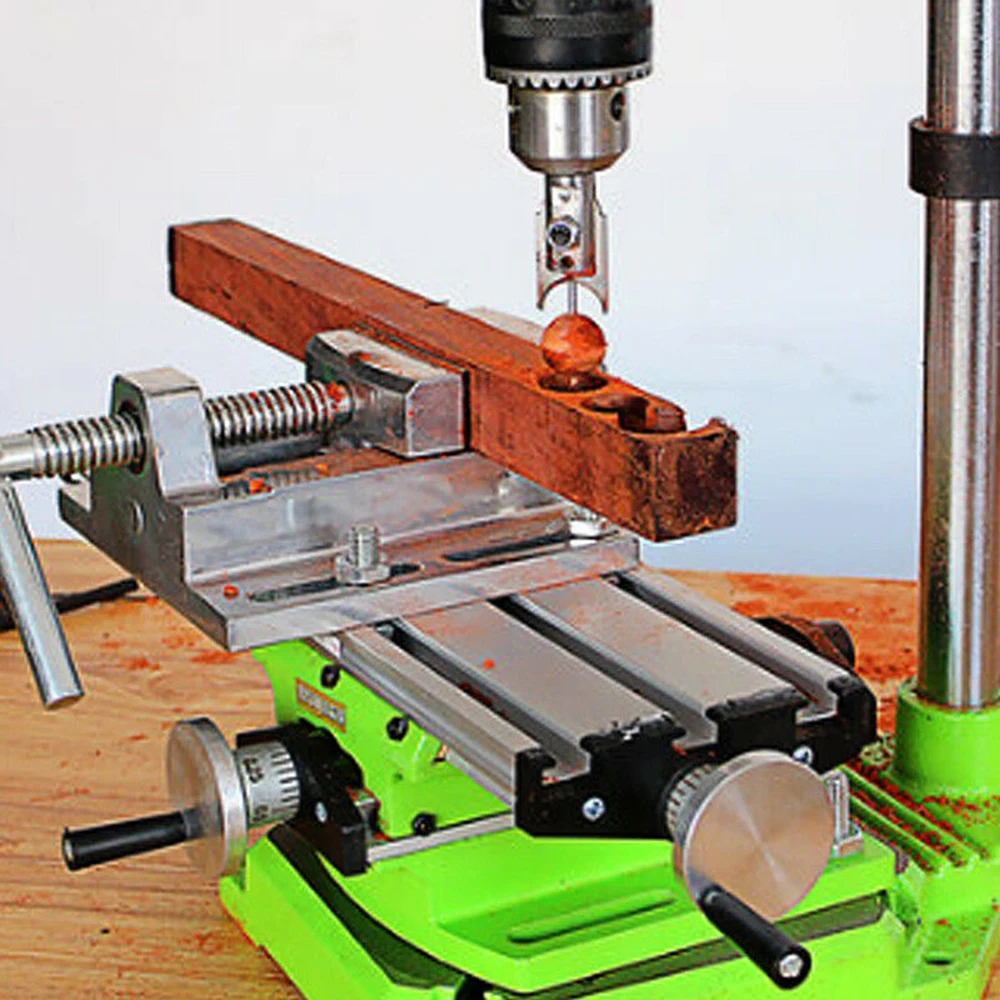
Dr.CNC
Для тех, кто в первый раз читает слово “CNC-Router” в вкратце напишу, что это такое. Это такой станок, который может делать очень много. Она работает под управлением обычного домашнего компьютера. И сам станок не супер трудно сделать. Далее приведу примеры, что можно сделать на таком станке, чтоб люди подумали надо это им или нет.
Назначение: контурное и 3D фрезерование, сверление по координатам, гравировка, матирование поверхностей (типа чеканки), резка пленок резаком, черчение и контактное сканирование поверхностей.
-Обрабатываемые материалы: дерево, фанера, пластики, композитные материалы, оргстекло, модельные материалы, графит, кость, цветные металлы и сплавы и т.п.
Простота использования. Работает со всеми существующими CAD- и графическими программами подобными CorelDraw, AutoCad и т.д..
На станке в зависимости от выполняемых работ и материала можно устанавливать различные шпиндели и насадки.
Предлагаю свой план. Определиться с электрической и механической схемой. Распределить, кто, что может сделать и сделать это на то количество людей кто принимает участие в нем. В итоге каждый получит станок, а затратив при этом не много сил. Создание такого станка дело не новое и уже изученное. Есть много готовых чертежей и эл схем. И много программ!!!
Преимущества очевидны – токарю очень удобно сделать много одинаковых деталей – это снизит стоимость производства станка.
К примеру, объединились 6 человек.
1 – Электроник
2 – Токарь фрезеровщик
3 – Грамотный специалист в механике
4 – Специалист по 3D рисованию
5 – Специалист по программам управления станком
6 – Просто парень, но с деньгами.
Dr.CNC
Что можно делать на станке с ЧПУ???
Любители пострелять, могут сделать ложе с резьбой.
Для мирных целей то можно делать мебель с резьбой.
Шкатулочки, корпус мыши сделать под свой дизайн.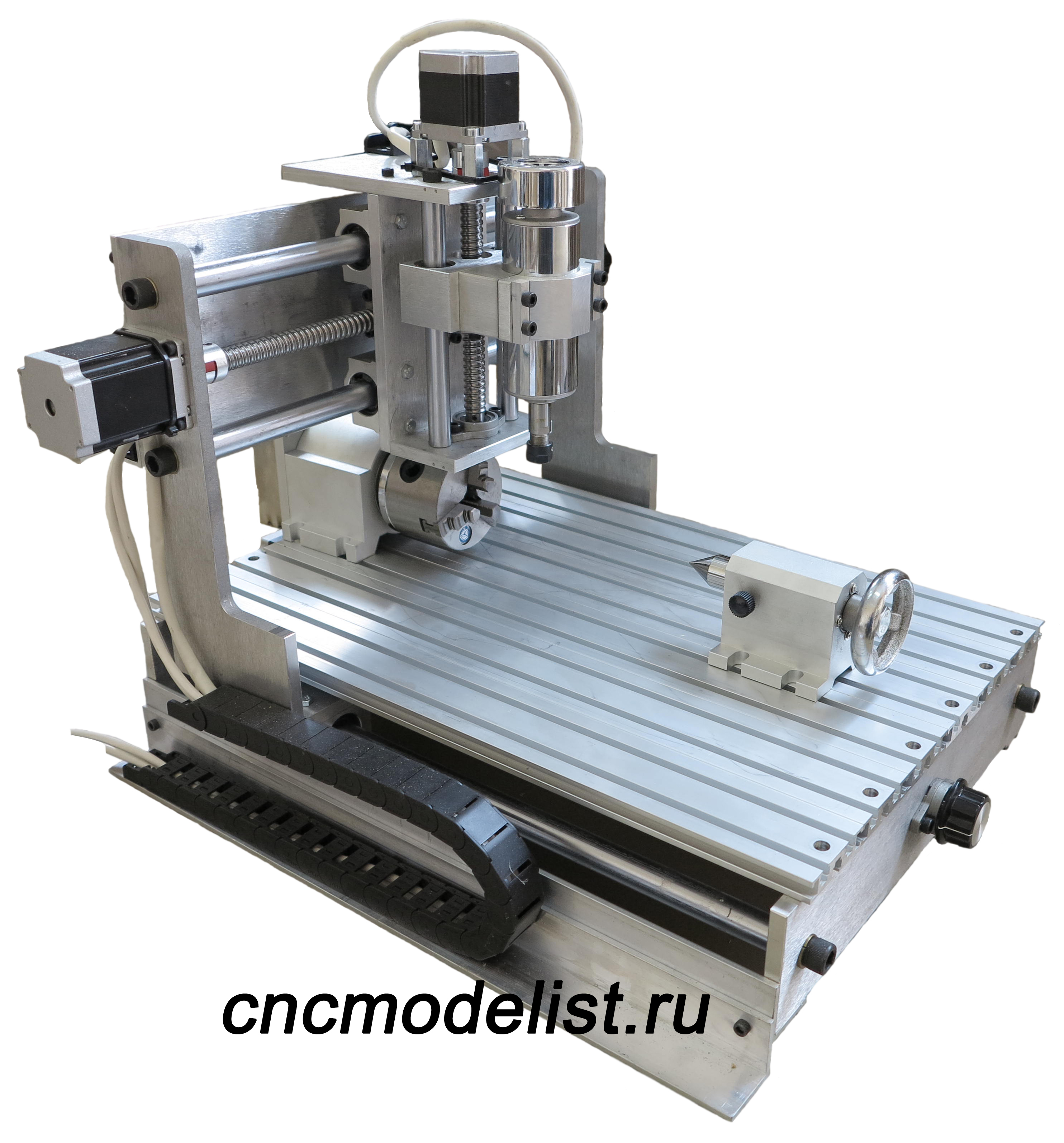
Для детей можно делать игрушки.
Можно сделать целую машину.
Чертить чертежи, схемы, плакаты.
Сверлить печатные платы из текстолита.
А если сделать 4 координатный станок, то это практически все можно сделать:
– Шахматы или фигуру Аполлона или Венеры во весь рост.
– Любой сложности ложе для винтовки.
– Макет любого автомобиля или корабля или танка.
– Макет городка.
– Резьба по дереву любой сложности.
В зависимости от насадки можно:
Сверлить, фрезеровать, вырезать детали для авиамодели, гравировка по стеклу, пластику, камню, выжигание рисунка на дереве.
Вот, пожалуйста, смотрите видео:
Крутое видео 5-координатного станка PICOMAXR 90
http://www.youtube.com/watch?v=Sfiv7z4ZBHk&feature=related
Крутое видео сложная деталь мастерски сделана
http://www.youtube.com/watch?v=qLJxMUw51N8&feature=related
Животные Пластилин –> сканер –> ЧПУ
http://www.youtube.com/watch?v=GKr1PUhpv5Q
Целое бревно в станке
http://www. youtube.com/watch?v=DdYO5YMUy64&NR=1&feature=fvwp
youtube.com/watch?v=DdYO5YMUy64&NR=1&feature=fvwp
5 координатный станок с дисковой пилой + револьвер насадок
http://www.youtube.com/watch?v=kJl4WgOxzW4&feature=related
Много программ
http://www.electroprog.ru/index.php?nma=catalog
Готовые чертежи узлов механики станка
http://www.freee.ru/izgotovleniya-samodelnogo-stanka-s-chpu-upravlenie-ot-kompyutera
http://www.youtube.com/watch?v=3_qdZB9iGhU&feature=fvw
http://www.youtube.com/watch?v=IW7lG_z2q1U&feature=related
http://www.youtube.com/watch?v=HUFYI595_mU&feature=related
http://www.youtube.com/watch?v=alQ2c4TN_NQ&NR=1
http://www.youtube.com/watch?v=O-RzYjSPzP4&feature=related
Dr.CNC
Вот савсем простой станок
rexfox
Вы нам что то продать хотите?
Dr. CNC
CNC
Хочу сам сделать такой станок. Начал делать схему опторазязки на LPT порт. Мне нужен токарь. Нужен тот кто в механике опыт имеет. Один я не могу сделать. Поэтому хочу делать это с кем то на пару. Чем больше людей тем быстрее и дешевле получиться.
rexfox
с электроникой проще
Вам необходим готовый модуль дистрибьюшеун контроль юнит
он имеет готовые аналоговые и частоные входа для датчиков и готовые выхода аналоговые, частотные и цифровые для дальнейшего управления процессом
если будете делать свой станок на гидравлике, что кажется предпочтительнее и точнее чем шаговые электродвигатели то проблема решена
может упраляться как через компорт так и через CAN протокол.
Пикапер
если бы не винтовки, квадрик, мотоцикл, гидрокостюм, нахлыст, лыжи, сноуборд, велик, ремонт в квартире и надвигающаяся стройка. ..
..
… я бы с удовольствием присоединился 😀
Dr.CNC
Всмысле вместо шаговых дигателей гидралический привод как у бульдозера на лопате? Или имеиться ввиду УМПО ? Вы из какого города?
У меня 2 задумки:
1 – Если станок маленький то пусть 3..4 координатный чтоб заготовку размером в ведро обрабатывать.
2 – Если просто фрезер раскроечный, то чтоб дверь или столешницу делать.
Здесь и 0.5 мм точность подойдет. Просто узоры на двери и т п.
И на какую сумму мне обойдеться механика?
Шаговые двигатели от принтеров А3 подойдут?
Где заказать можно? Будет-ли дешевле чем в магазине?
rexfox
в Уфе я живу
просто управление гидравликой более простое чем электромоторами
там всплывает слишком много вопросов по настройке
гидронасосы есть и маленькие, также как и клапана
я так понимаю самое сложное программное обеспечение?
не забывайте про пункт 6 – Просто парень, но с деньгами. )))))))
)))))))
хотя почитав ваши ссылки понял что все уже придумано до нас
Вы сами кто в приведенном вами списке?
Dr.CNC
Я по специальности работаю с элетроникой.
Могу сделать плату управления.
Медленно но делаю. Но буду каждую деталь знать. Пригодиться в ремонте.
Есть один знакомый котрый мог бы заказать токарю детали.
У меня зарплата не более “среднего”.
Проблема в нормальном токаре.
Но если кто то с нами еще будет заниматься этим опросом то быстрее и дешевле сделаем.
Вы сами чем могли бы помочь?
rexfox
я тоже из гордой плеяды электролодырей))))))))
так что вероятно ничем(((((
Dr.CNC
Вот и ищу токаря…
thesmiths3473
Dr.CNC необижайтесь.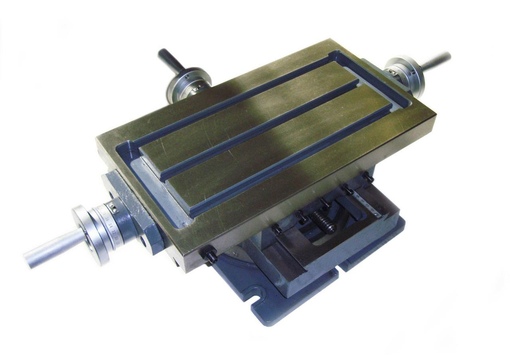 но вещь для оружейников бесполезная. чтона нем можно сделать?ложе-в ручную оно лучше получится. гравировку?можно отдать в мастерскую. Сталь на нем необработаешь, точность будет неважная.
но вещь для оружейников бесполезная. чтона нем можно сделать?ложе-в ручную оно лучше получится. гравировку?можно отдать в мастерскую. Сталь на нем необработаешь, точность будет неважная.
для бизнеса такая вещь пригодилась бы.вам то это для чего?
ZVT
thesmiths3473Это несколько не так!
но вещь для оружейников бесполезная
thesmiths3473
что на нем сожно сделать?метал он непотянет, дерево?штучное ложе можно вручную изготовить
thesmiths3473
Dr.CNC
Вот и ищу токаря…
есть у меня токарь. но я в Cтерлитамаке.
DeeM87
Шаговые двигатели от принтеров А3 подойдут?если возьмете матричный принтер (а лучше пару) то думаю это решит почти все ваши проблемы, останется только укрепить систему и совместить шток хода матрици с системой подачи бумаги так чтоб она перемещала шток по направляющим.
и порты все “стандертные” и дрова на него подогнать можно будет
——————
С уважением, Дмитрий. Шах-Тау.
Pavel_G
Здравствуйте. Я специалист “по 3Д рисованию”. (SketchUp, 3dMax, немножко Rhino). В первом приближений тема очень интересна. Чем конкретно могу в данном случае помочь?
Dr.CNC
Для Pavel_G
Допустим если бы я уже сделал бы станок, хотябы для обработки детали размером с дипломат, то уже надо было бы мне осваивать 3D моделирование.
Я еще не разбираюсь в этих программах даже не 1%.
Помощь любую принял бы. Могли бы договориться.
Было много задумок. И все идет к тому что проще сделать один станок и потом отдыхать, чем вручную мучиться все делать.
Думаю без этих мыслей эволюция не продвигалась бы.
cavva23
уважаемый Dr.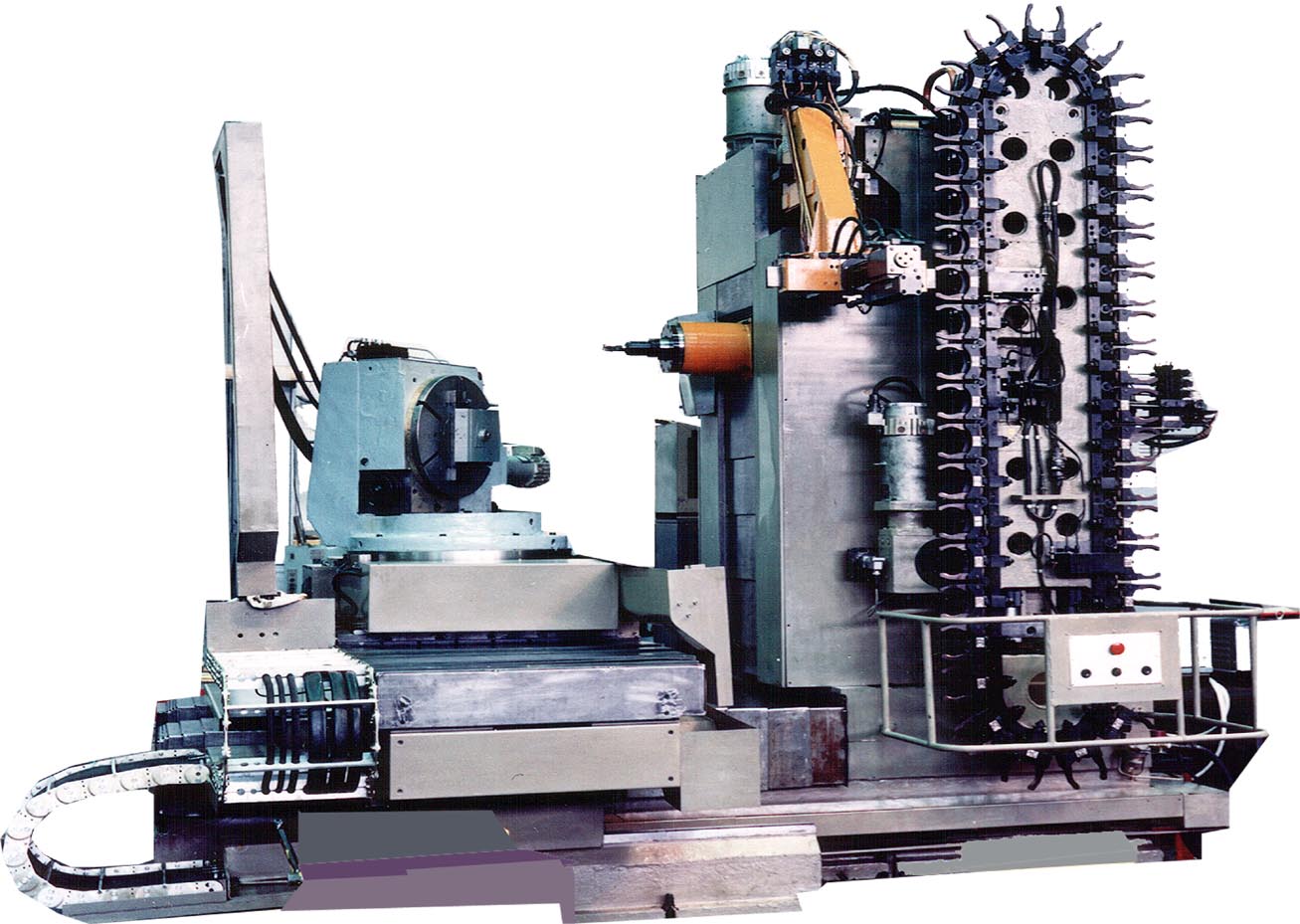 CNC я считаю что ваша тема во первых изначально неверна (изобретение велосипеда приводит обычно к покупке существующего изделия и снятие копии на чертежи) во вторых не тот спрос на ганзах чтобы задействовать сложную систему конструирования механизма а потом его штучное производство
CNC я считаю что ваша тема во первых изначально неверна (изобретение велосипеда приводит обычно к покупке существующего изделия и снятие копии на чертежи) во вторых не тот спрос на ганзах чтобы задействовать сложную систему конструирования механизма а потом его штучное производство
сконструировать станок не так просто и я как человек всего лишь слегка отдаленно задевший термех и техмех а так же разработку самого примитивного робота манипулятора с тремя свободами могу сказать что для меня намного проще сконструировать схему с использованием Electronic Work Bench и сделать трассировку платы со SPECCTRA чем рассчитать все перегибы и сжатие а главное позиционирование и точную доводку трехмерного станка))))
Одно из решений объявленных выше))) возьмите три матричных принтера и сделай устройство которое с грехом пополам в трехмерном измерении сможет из пластилина вырезать правильную пирамиду))) и второе на мой взгляд более правильное либо купить станок с чпу либо договорится с кафедрой АТС УГАТУ (так как УМПО сильно закрытое производство УГАТУ практически единственное место где есть в более менее свободном доступе станок с чпу многофункциональный) чтобы вам позволили (за соответствующее вознаграждение) воспользоваться станками
все высказанное ИМХО
и не в коем случае не хотел вас обидеть
Pavel_G
Видимо на данной стадии развития проекта помочь ни чем конкретно не смогу. Во всяком случае придумать что-либо, чем мог бы быть полезен до момента хотя-бы первых испытаний агрегата, не получается.
Ну вот ссылка полезная:
http://www.liftarchitects.com/
Там граждане довольно подробно описывают, как с помощью полезного плагина Grasshopper для Rhino переводить трехмерные и двухмерные модели в код, воспринимаемый ПО станка как алгоритм изготовления самой модели.
Dr.CNC
Для cavva23
Тему выложил на этот сайт по тому что сдесь много людей есть с опытом делать акуратно детали винтовок и люди привыкшие к точности. Сам сайт стал разнообразный по темам и популярен.
Точность станка даже если будет 0,5 мм то мне вполне достаточно.
К примеру рисунок на двери. Несложный недорогой станок… плюсь 5 мин доводка наждачной шкуркой готовое изделие. Ни кто не придереться если один листочек с веточкой будет на 1 мм меньше.
Требования к точности не такие строгие. Поэтому смысл есть делать.
И вот самая важная мысль: учитывая что изготовление станков уже не новость, то я предположил, что в Уфе кто-то уже сделал такой станок сам. Представьте себе что человек уже сабаку на этом съел но все же сделал станок и иногда им пользуется. А мозговой труд первой сборки не вознагражден полностью. Если такой человек поможет мне сделать станок то для него это будет уже “идти по дороге которой он 1000 раз ходил”.
Ему зарабаток или бартер и мне не надо “есть собаку”.
Я думаю расчет был логичным.
Жду комментариев.
cavva23
не в коем случае не пытаюсь вас переубедить … но тем не менее имея опыт чуть чуть разработок всякого разного могу смело сказать что китайский аналог как правило обходится чуточку дешевле … а вот скооперироватся и купить такой аналог и сделать то же самое но из хороших железок это я считаю гуд)) ну или если найти в инете чертежи готовых станков и просто их повторить то тоже гуд . .. тогда я в теме ))))
.. тогда я в теме ))))
кстати если действительно чертежи есть и их надо реализовать мона будет подумать где и как))) в УГАТУ думаю я возможность входа найду!
Pavel_G
2 Dr.CNC
есть мысль. Проверь личку.
Dr.CNC
Для cavva23
Может добавишься в ICQ600093347 ????
Быстрее дело пойдет.
Dr.CNC
Для Pavel_G
Пиши в аську а то вопросы появились на счет станка.
Дело то заманчивое….
Создание чпу станка своими руками. Изготовление чпу фрезерного станка своими руками Координатный станок с чпу своими руками
Статья на тему самостоятельной постройки небольшого станочка для деревообработки (гравировка, фрезерование, сверление) с ЧПУ, подходит также и для других мягких материалов, например, пластика. Хорошо подойдет для фрезерования печатных плат и подобной работы.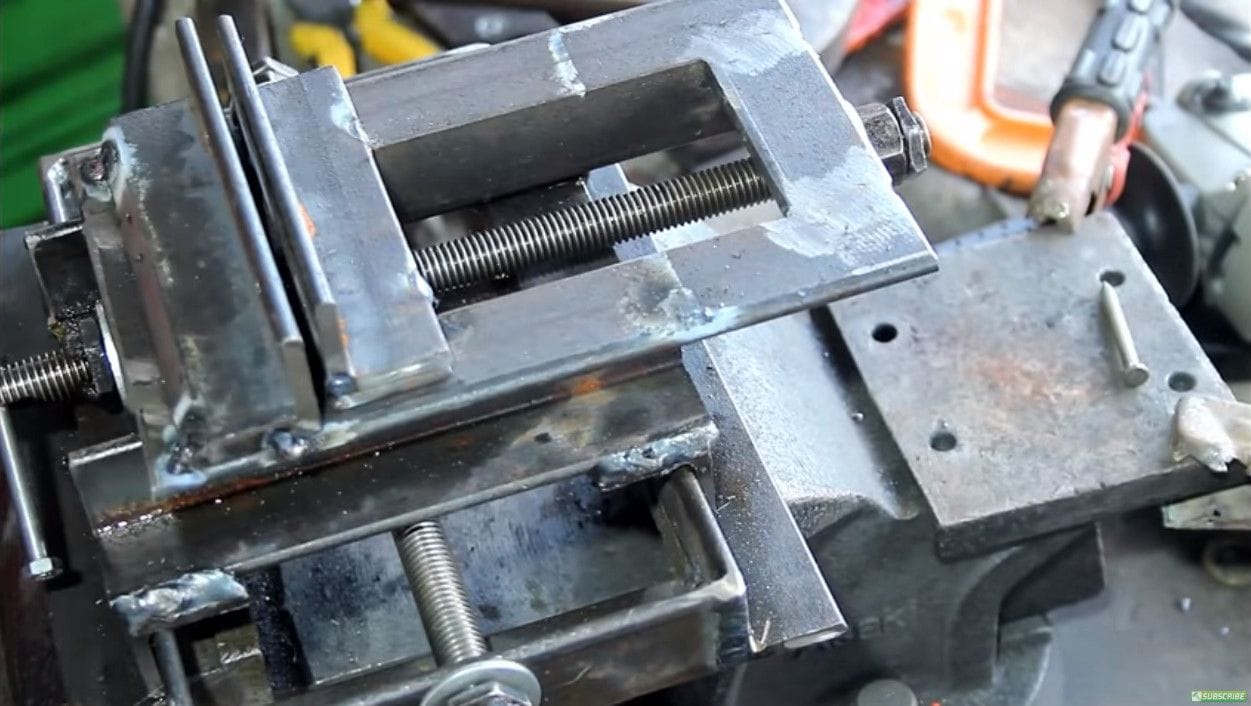 В этой и следующих статьях описываются общие комплектующие и приемы для сборки не только CNC станков, но и 3Д принтеров, граверов и подобной техники. Информации много, ссылок и фотографий много, проект открытый, советы и критика (по делу) приветствуется.
В этой и следующих статьях описываются общие комплектующие и приемы для сборки не только CNC станков, но и 3Д принтеров, граверов и подобной техники. Информации много, ссылок и фотографий много, проект открытый, советы и критика (по делу) приветствуется.
Вот несколько фотографий внешнего вида собранного станка CNC2418 из лотов продавцов с Али
Примеры лотов с Али с лазером и цангой ER11 (магазин DZT, магазин Jack”s , магазин IRouter).
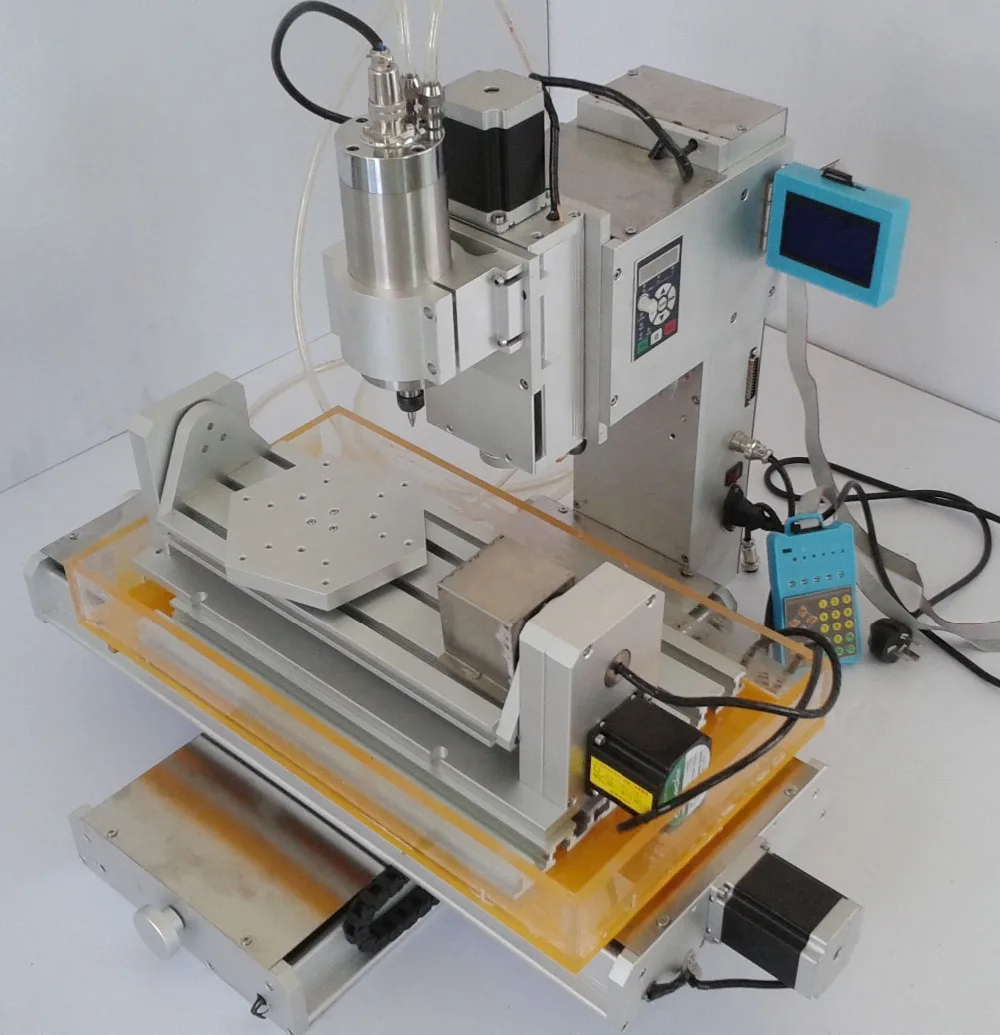
Итак, расскажу про достаточно популярный китайский станочек под нехитрым названием CNC2418, что означает рабочую зону 24 мм на 18 мм. В качестве шпинделя у него стоит простой (коллекторный) оборотистый двигатель постоянного тока типа 775. Управляется через GRBL совместимыми программами, но обо всем по порядку.
Как правило, продается в районе $250 (от $170 до $300) в разной комплектации. Есть версия с разными шпинделями (различные вариации 775го двигателя), с разными цангами (от простой для сверл до ER11), может комплектоваться лазерным модулем.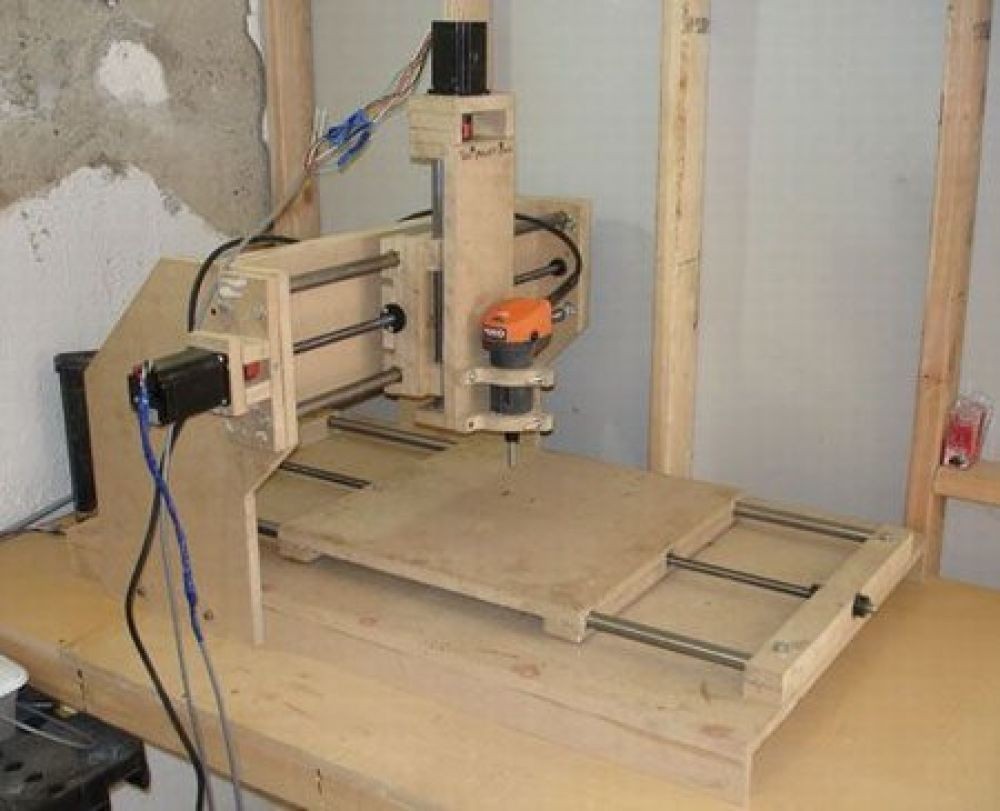 Обычно продавцы вкладывают расходники, биты-фрезы и прочее.
Обычно продавцы вкладывают расходники, биты-фрезы и прочее.
Характеристики станка 2418:
- Рабочее поле – 240 мм х 180 мм х45 мм
- Размер рамы (станины) – 260 мм х180 мм (алюминиевый профиль)
- Общий размер – 330х340х240
- Шаговые моторы: 3шт Nema17 1,3А 0,25Nm
- Шпиндель: Диаметр 45мм, модель 775, 24V: 7000 r/min
- Максимальный диаметр хвостовика фрезы зависит от установленной цанги
- Питание: 24V 5.6A
Электроника типа Atmega+CNC Shield, EleckMill, или оригинальные платы, но с прошивкой GRBL. Управляются с помощью GrblController, UniversalGcodeSender, grblControl, используют файлы *.nc. Генерировать подобные файлы нужно отдельно.
Вот фотография среднего комплекта за $250 (включая комплект для лазерной гравировки)
В лоте обычно есть выбор цанг: простая “сверлилка” или цанга типа ER11. В лотах подороже есть оба варианта плюс фрезы.
Если серьезно говорить, то рыночная стоимость подобных комплектов для сборки сильно завышена.
 Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле – пожалуйста! Далее приведу подборку комплектующих с китайских магазинов, на основе которых можно спокойно собрать аналогичный станок или станок с большим/меньшим рабочим полем.
Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле – пожалуйста! Далее приведу подборку комплектующих с китайских магазинов, на основе которых можно спокойно собрать аналогичный станок или станок с большим/меньшим рабочим полем.Для сборки потребуется купить набор направляющих: рельсы или полированные валы; ходовые винты (чаще всего Т8, так как ремни типа GT2-6 могут устанавливаться в лазерные граверы, в фрезере их применение не желательно), двигатели Nema17, шпиндель (чаще всего двигатель постоянного тока типа RS775 или мощнее) и различная мелочевка типа подшипников, суппортов, метизов.
Вопрос электроники отдельный: кто-то пользуется платами Arduino Nano/Uno+CNC Shield, кто-то Mega+Ramps, есть варианты более серьезных комплектов под Mach4.
Обращая ваше внимание на то, что в оригинальном комплекте присутствуют 3Д печатные компоненты.
Использование подобных пластиковых деталей хорошо видно на пользовательских фотографиях из интернета, да и в лотах у продавцов
В печатный комплект входит распорка-уголок (2 шт), держатель винта Х, держатель винта Y, держатели подшипников LM8UU (а скорее их имитации) 4 шт, держатель гайки Т8.

Отдельно выделю сборку держателя шпинделя , одновременно каретку по XY.
Она так и приходит в сборе с установленным двигателем.
Внутри видно запрессованные подшипники LM8UU и где-то гайка Т8. Валы просверлены с торца и закреплены на торцах. Одновременно служат дополнительной опорой для конструкции.
Ссылки на комплектуху привожу с бангууда, так как надоело покупать по 1 лоту у разных продавцов с Али и ждать кучу посылок, приходящих в разное время. Цены сравнимые с Али, где-то дешевле, где-то удобнее применить поинты, где-то подождать акцию или купон. В итоге получил одну большую посылку с комплектухой. Также привожу ключевые слова для самостоятельного поиска, если нужно найти подобное на Али или Тао.
Теперь по порядку. Получил посылку разной комплектухи для станочной механики.
Направляющие полированные валы.
Linear Shaft (Rod). Еще встречается Optical Axis (полированная ось). Бывают на 5-6-8-10-12-16-20 мм. Актуальный диаметр 8 мм.
 На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Кстати, валы на 12мм – могут пригодиться для оси Z принтера ZAV 3D и подобных.
На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Кстати, валы на 12мм – могут пригодиться для оси Z принтера ZAV 3D и подобных.На фото 6 мм, 8 мм, 12 мм.
Валы 8 мм. Брал часть в размер (они с фасками), часть резал сам
Есть большой лот с выбором валов от 5 мм до 12 мм и длин 300-600 мм
Отдельными лотами бывает чуть дешевле. Я стараюсь брать длину или в размер или значительно больше, чтобы самостоятельно напилить из одного вала 2-3 отрезка нужного размера.
Вот рез торцевой пилой. Желательно потом зачистить, снять фаску.
Вал 8х300 Вал 8х600 Вал 8 мм с длинами 300…500 ммВал 8 мм с длинами 100… 350 мм
Удобно, если подбирать в размер. Да и периодически на разные лоты делают акции, если не спешно собирать станок, можно поэкономить.
Вал 6х400 Вал 6х300 Вал 6х500 Вал 6×600
Валы на 6мм можно использовать в небольших лазерных граверах, дельта принтера, оси Z настольных ЧПУ станков.
 Например, вал на 6х300, распиленный пополам пошел на “голову” оси Z небольшого фрезера.
Например, вал на 6х300, распиленный пополам пошел на “голову” оси Z небольшого фрезера.Валы на 12 мм. Брал для ZAV 3D.
Вал 12х400 Вал 12х500Будут установлены в корпус ZAV 3D
Есть несколько вариантов крепления направляющих. Самый простой – нарезать на концах резьбу и законтрогаить. Можно установить фланцы типа SHF08 или суппорты SK8. В этом случае длина увеличивается на 2 см каждой направляющей (один фланец захватывает 1см вала).
Я печатал сам, не скажу что большая разница, но экономия около $12. Вот ссылка на лот для установки нормальных металлических фланцев SHF08, а не пластиковых. Еще хороший вариант крепление не фланцами, а суппортами, прямо на профиль 2020. Это суппорт SH08 (SF08?).
Есть еще «китайский» вариант крепления, когда в центре вала сверлится отверстие и нарезается внутренняя резьба М3. В этом случае установка подобных направляющих максимально облегчается.
Суппорты-фланцы для крепления валов от SHF8 до SHF20
Фланец SHF8 Суппорт SK8 Еще один суппорт SK8 для валов для установки на профиль
Подшипники для валов
Лот с выбором размера коротких линейных подшипников LMххUU на 6/8/10 мм
Ключевые слова: Bearing LMххLUU (на хх мм, длинные), LMххUU (на хх мм короткие), в корпусе соответственно: SC8LUU и SC08UU.

Удлиненные лот с выбором типа SCSххLUU от 8 до 20 мм.
Еще удлиненные на 8 мм Подшипники в корпусе SC8UU На 6 мм LM6LUU удлиненные и обычные LM6UU
На 12 мм LM12UU Вот фотография настольного станка для электронщика с валами на 8 мм, подшипниками LM08LUU и SC08UUВот интересные комплекты-наборы осей с направляющими и подшипниками
на 500 мм с удлиненными подшипниками
То же, плюс винт Т8 с суппортом на 200мм , 300 мм и на 400 мм
Ходовой винт Т8 (Lead Screw T8 , гайка T8 Nut ) – это винт с многозаходной резьбой. Лучше брать сразу с гайкой.
Если пилить, то дополнительно надо будет прикупить еще латунных гаек
На 100 мм На 200 мм На 250 мм На 400 мм Лот с выбором Т8 от 100 до 600 мм со специальной гайкой
Обычно беру больше, плюс одну гайку. Режу в размер, остаток идет еще куда-либо
Фланец-подшипник KFL08 для крепления винта Т8 на торцевую поверхность (Flange Bearing KFL08)Фланец-суппорт KP08 для крепления винта Т8 на профиль Mount Bearing KP08Для сборки также потребуется конструкционный профиль, 3Д печатные детали (держатели, уголки и прочее, ссылки в конце статьи), а также электроника.
Комплектующие для профиля:
уголки 2020 Corner Bracket. Для сборки станка типа 2418 потребуется минимум 16 шт. Берите с запасом)))
Есть варианты пластин для усиления , тоже неплохо было бы установить по основным углам и на портал (итого 6-8 шт).
Т-гайки М4 для профиля 2020 (слот 8мм) 100 шт. Тоже лучше не мелочиться. Сто штук разлетятся в момент, особенно учитывая что ими можно крепить все что угодно на профиль. Для заказа: T Nut M4 (есть М3, М5, для паза 6 мм)А вот сам профиль 2020.
Раз завел разговор про профиль, то расскажу подробно про закупку и нарезку профиля у Соберизавода.
Это конструкционный алюминиевый профиль от Соберизавода . Это наверное самый дешевый вариант, так как профиль из Китая будет стоить дороже, да и существует ограничение на максимальную длину посылок на китайской почте (500мм).
Я покупал сразу нарезанный в размер комплект профиля типоразмера 2020 для CNC2418.
Есть два варианта – профиль без покрытия (подешевле) и с покрытием (анодированный).
 Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.
Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.Выбираем нужный тип профиля 2020, далее вводим «порезать по размерам». Иначе, можно купить один отрезок (хлыст) на 4 метра. При расчете имейте ввиду, что стоимость одного реза бывает разная, в зависимости от профиля. И что на рез закладывается 4 мм.
В наше время всё более частым становится производство мелких деталей из древесины, для тех или иных конструкций. Также в магазинах можно встретить разнообразие красивых объёмных картин, выполненных на древесном полотне. Такие операции совершаются при помощи фрезерных станков с числовым программным управлением.Точность деталей или картин из дерева достигается за счёт управления с компьютера, специализированной программой.
Фрезерный станок по обработке древесины с числовым управлением представляет собой высокопрофессиональную машину, созданную по последнему слову техники.
Вся работа заключается в обработке специальной фрезой по дереву, которой можно совершить работу по вырезке маленьких деталей из древесного материала, создание красивых рисунков. Работа осуществляется за счёт подачи сигналов на шаговые двигатели, которые, в свою очередь, двигают фрезер по трём осям.
Работа осуществляется за счёт подачи сигналов на шаговые двигатели, которые, в свою очередь, двигают фрезер по трём осям.
За счёт чего и происходит высокоточная обработка. Как правило, вручную такие работы совершить невозможно так качественно. Поэтому фрезерные станки по дереву с ЧПУ является большой находкой для столяров.
Предназначение
Издавна, фрезеровка предназначалась для строгальных работ с древесиной. Но двигатель прогресса движется строго вперёд и в наше время, к таким станкам создали числовое программное управление. На этом этапе, фрезеровальный станок может выполнять разнообразные действия, которые касаются обработки дерева:
- Вырезание различных деталей из массива древесины.
- Отрезание лишних частей заготовки.
- Возможность делать пазы и отверстия различных диаметров.
- Рисование сложных орнаментов, посредством фрезы.
- 3D Трёхмерные изображения на массиве дерева.
- Полноценное мебельное производство и многое другое.
Какой бы ни была поставлена задача, она будет выполнена с высокой точностью и аккуратностью.
Совет: Во время работы на самодельном с ЧПУ оснащением, необходимо плавно снимать толщину древесины, иначе ваша деталь будет испорчена или сожжена фрезой!
Разновидность
В современном технологическом мире различают следующие виды фрезеровочных станков по дереву с числовым управлением:
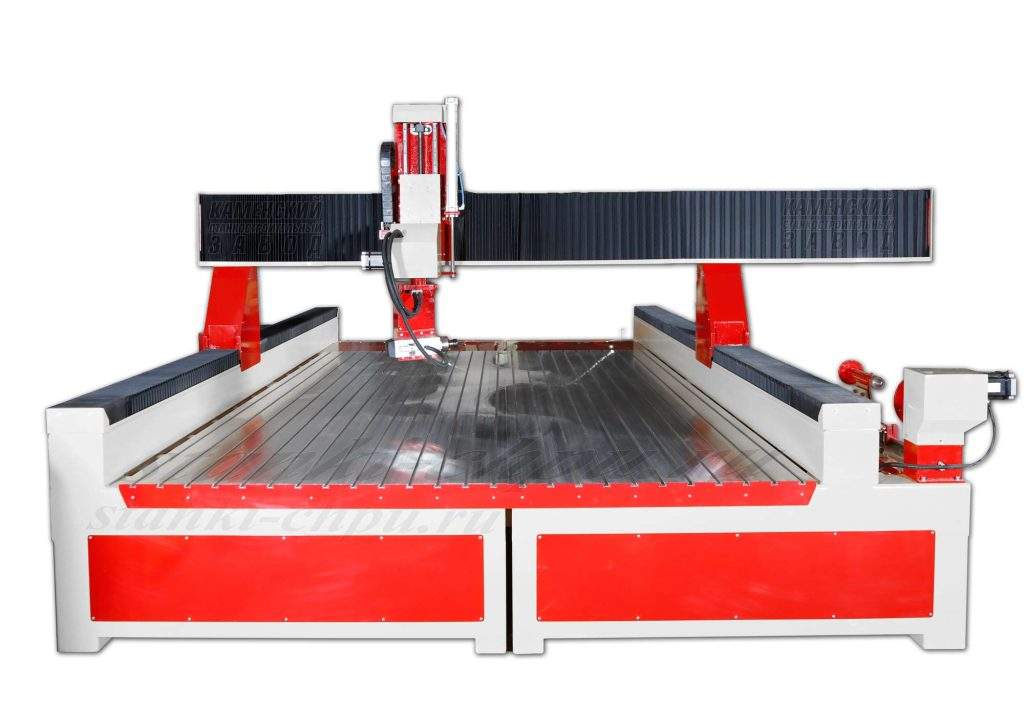
Стационарные
Эти машины размешаются на производствах, так как имеют огромные размеры и вес. Зато такое оборудование способно изготавливать продукцию в больших объёмах.
Ручные
Это самодельные устройства или устройства из готовых наборов. Эти станки можно смело устанавливать в вашем гараже или собственной мастерской. К таким относятся следующие подвиды:
Оборудование с использованием портала, с числовым управлением
Непосредственно сам фрезер способен передвигаться по двум декартовым осям X и Z. У такого типа станка высокая жёсткость при обработке на изгибы. Конструкция портального фрезерного станка с числовым управлением достаточно проста в своём исполнении. Многие столяры начинают познание станков с ЧПУ именно с такого подтипа. Однако в данном случае размер заготовки будет ограничен размером самого портала.
Конструкция портального фрезерного станка с числовым управлением достаточно проста в своём исполнении. Многие столяры начинают познание станков с ЧПУ именно с такого подтипа. Однако в данном случае размер заготовки будет ограничен размером самого портала.
С числовым управлением и передвижным порталом
Конструкция данного подтипа немного усложнена.
Передвижной портал
Именно этот тип передвигает фрезер по всем трём декартовым осям, по X, Z и Y. В данном случае необходимо будет использовать прочную направляющую для оси X, так как вся большая нагрузка будет направляться именно на неё.
С передвижным порталом очень удобен для создания печатных плат. По оси Y есть возможность обрабатывать длинные детали.
Фреза движется по оси Z.
Станок, на котором фрезеровочная деталь способна передвигаться в вертикальном направлении
Этот подтип обычно используют при доработке производственных образцов или при переделке сверлильного оборудования в гравировально – фрезерное.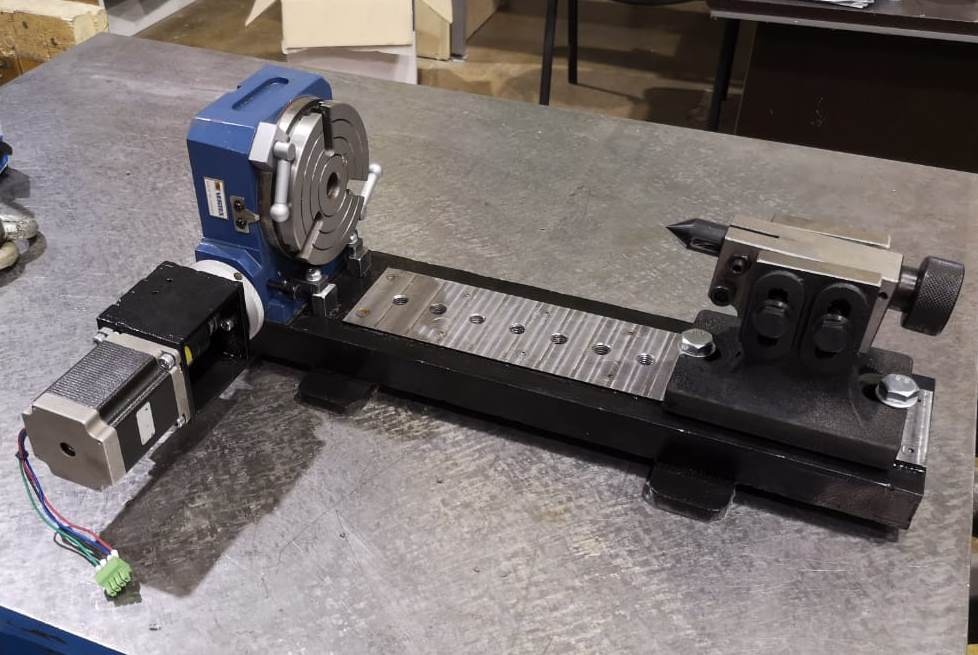
Рабочее поле, то есть сама столешница имеет размеры 15х15 сантиметров, что делает невозможным обработку крупных деталей.
Такой тип не очень удобен в эксплуатации.
Безпортальный с числовым управлением
Этот тип станка очень сложен в своей конструкции, однако является самым производительным и удобным.
Заготовки можно обрабатывать длинной до пяти метров, даже если ось X составляет 20 сантиметров.
Такой подтип крайне не подходит для первого опыта, так как требует навыков на этом оборудовании.
Ниже мы рассмотрим конструкцию собственноручного фрезерного станка по дереву с ЧПУ, разберём принципы его работы. Узнаем, как сделать данное детище и как налаживается такое оборудование.
Устройство и принцип работы
Основными деталями устройства фрезерования являются следующие детали:
Станина
Непосредственно сама конструкция станка, на которой располагаются все остальные детали.
Суппорта
Узел, который представляет собой крепление для поддержки передвижения автоматического инструмента.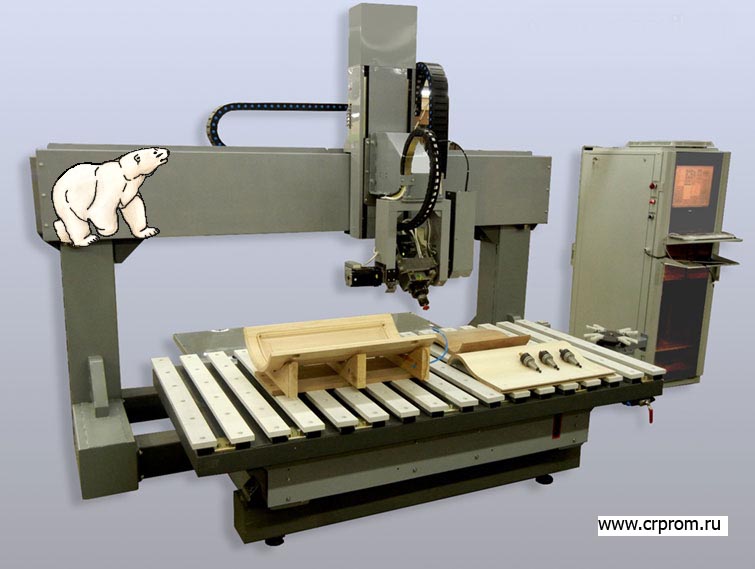
Рабочий стол
Область, на которой производится вся необходимая работа.
Вал шпинделя или фрезер
Инструмент, который выполняет фрезеровочные работы.
Фреза для обработки древесины
Инструмент, а точнее приспособление для фрезера, различных величин и форм, с помощью которых производится обработка древесины.
ЧПУ
Скажем так мозг и сердце всей конструкции. Программное обеспечение исполняет точный контроль всей работы.
Работа заключается в программном управлении. На компьютере установлена специализированная программа, именно она преобразует загруженные в неё схемы в специальные коды, которые программа распределяет на контроллер, а затем на шаговые двигатели. Шаговые двигатели, в свою очередь, передвигают фрезер по координатным осям Z, Y ,X, за счёт чего и происходит обработка деревянной заготовки.
Выбор комплектующих
Основным этапом в изобретении самодельного фрезерного станка является выбор комплектующих деталей. Ведь выбрав плохой материал, может пойти что – нибудь не так в
Ведь выбрав плохой материал, может пойти что – нибудь не так в
Пример сборки из алюминиевой рамы.
самой работе. Обычно используют простые материалы, такие как: алюминий, древесина (массив, МДФ), оргстекло. Для правильной и точной работы всей конструкции важно разработать всю конструкцию суппортов.
Совет: Перед сборкой своими руками , необходимо проверить все, уже подготовленные детали на совместимость.
Проверить, нет ли где загвоздки, которая будет мешать. А главное, чтобы не допустить различного рода колебаний, так как это напрямую приведёт к некачественному фрезерованию.
Существуют некоторые назначения по подбору рабочих элементов, которые помогут в создании, а именно:
Направляющие
Схема направляющих чпу для фрезера.
Для них используют прутья диаметром 12 миллиметров. Для оси X, длинна прута, составляет 200 миллиметров, а для оси Y длина составляет 90 миллиметров.
Использование направляющих позволит выполнить высокоточную установку движущих деталей
Суппорта
Суппорт фрезерного ЧПУ станка.
Суппорт в сборке.
Для этих комплектующих можно использовать текстолитовый материал. Довольно прочный материал в своём роде. Как правило, размеры текстолитовой площадки составляет 25х100х45 милли
Блок фиксации фрезера
Пример каркаса для фиксации фрезера.
Также можно использовать текстолитовый каркас. Размеры непосредственно зависят от имеющегося у вас инструмента.
Шаговые двигатели или серводвигатели
Блок питания
Контроллер
Электронная плата, которая распределяет электричество на шаговые двигатели, чтобы перемещать их по осям.
Совет: При паянии платы необходимо использовать конденсаторы и резисторы в специальных SMD корпусах (для изготовления корпусов таких деталей используют алюминий, керамика, пластик). Это уменьшит габариты платы, а также внутреннее пространство в конструкции будет оптимизировано.
Сборка
Схема самодельного станка с числовым программным управлением
Сборка не займёт у вас слишком много времени. Единственное что, процесс настройки будет самым долгим во всём процессе изготовления.
Единственное что, процесс настройки будет самым долгим во всём процессе изготовления.
Для начала
Необходимо разработать схему и чертежи будущего станка с числовым управлением.
Если вам не хочется этого делать, то можно скачать чертежи из интернета. По всем размерам подготовить все необходимые детали.
Проделать все необходимые отверстия
Предназначенные для подшипников и направляющих. Главное соблюдать все необходимые размеры, иначе работа станка будет нарушена. Представлена схемас описанием расположения механизмов. Она позволит вам получить общее представление, особенно если вы собираете его в первый раз.
Когда все элементы и детали механизма у вас готовы, то можно смело приступать к сборке. Первым делом собирается станина оборудования.
Каркас
Должен быть геометрически правильно собран. Все углы должны быть ровненькими и равнозначными. Когда каркас готов, можно монтировать направляющие оси, рабочий стол, суппорта. Когда эти элементы установлены, можно установить фрезер, либо шпиндель.
Остаётся последний шаг – электроника. Установка электроники является основным этапом в сборке. К установленным на станке шаговым двигателям подключается контроллер, который и будет отвечать за их работу.
Далее контроллер подключается к компьютеру на котором уже должна быть установлена специальная программа для управления. Широко применяется торговая марка Arduino , которая производит и поставляет аппаратное оборудование.
Когда всё подключено и находится в режиме готовности, самое время запустить пробную заготовку. Для этого подойдёт любая древесина, которая не будет выходить за пределы рабочего стола. Если ваша заготовка прошла обработку и всё в порядке, то можно приступать к полноценному изготовлению того или иного продукта фрезерования.
Техника безопасности
Безопасность с фрезеровальным оборудованием является основой основ. Если не беречь себя, можно угодить в больницу с серьёзными травмами. Все правила для безопасности одинаковы, однако ниже будут перечислены самые основные:
- Необходимо заземлить ваше оборудование, во избежание ударов током.
- Не допускать детей к станку.
- Ни есть и не пить на рабочем столе.
- Одежду следует подбирать соответствующую.
- Не обрабатывать громоздкие детали, которые превышают размеры рабочего стола, станочного оборудования.
- Не бросать различные инструменты на рабочую область станка.
- Не использовать материал, (металл, пластик и т.д.).
Видео обзоры
Видео обзор деталей к станку и где их взять:
Видео обзор работы фрезерного станка по дереву:
Видео обзор электроники
Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.

Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым – это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей.
 Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена.
Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась…
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части , и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась).
Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach4. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках.
 Почему именно Mach4, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Почему именно Mach4, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGh35-CA, 12 шт.
Рельс HGh35, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить – прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.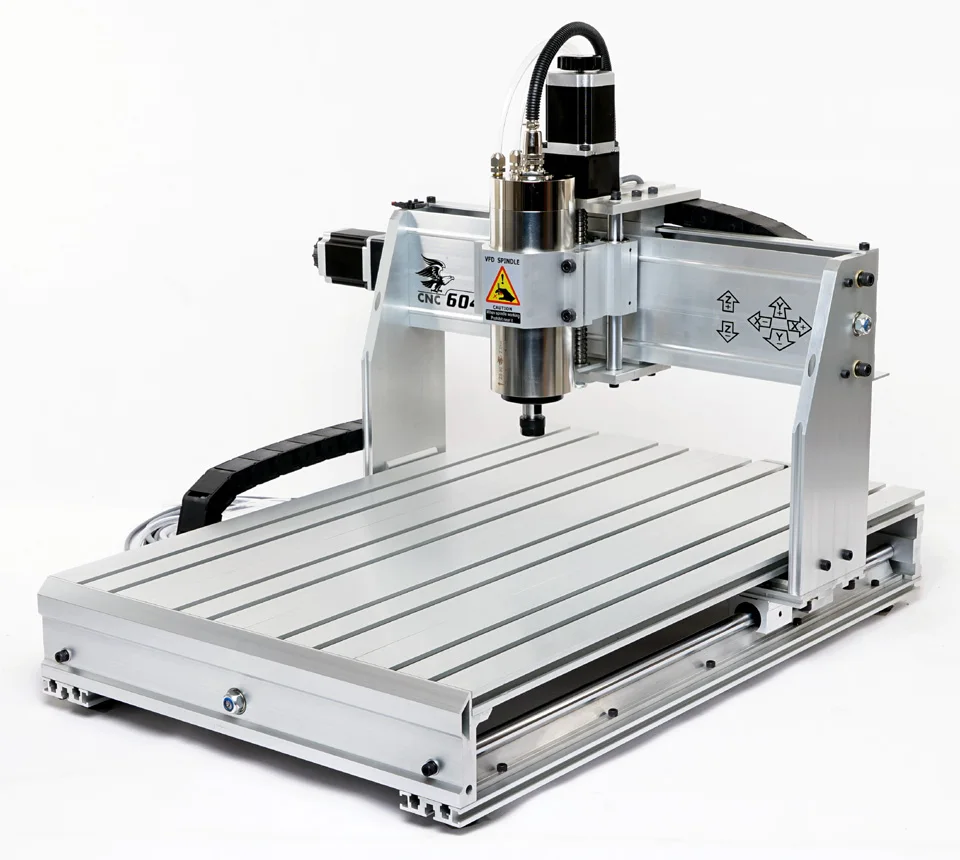
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле – защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки.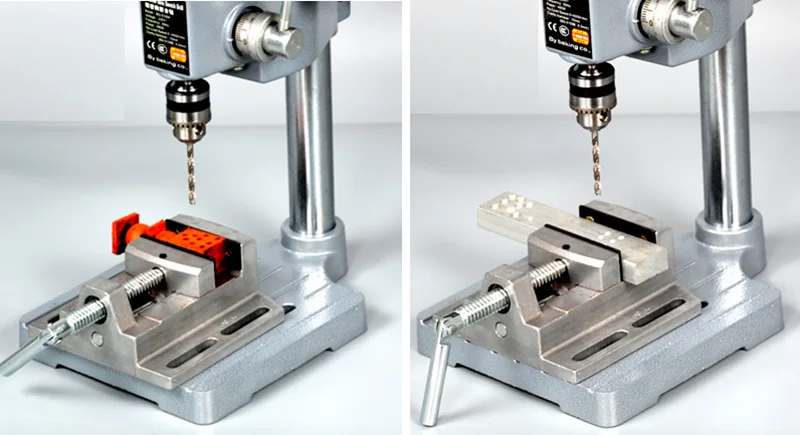 Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог. Добавить метки
Для изготовления объемного рисунка на деревянной поверхности применяются заводские . Сделать аналогичную мини-модель своими руками в домашних условиях сложно, но возможно при детальном изучении конструкции. Для этого необходимо разобраться со спецификой, правильно подобрать комплектующие и выполнить их настройку.
Принцип работы фрезерного станка
Современное деревообрабатывающее оборудование с блоком числового программного управления предназначено для формирования сложного рисунка по дереву. В конструкции должна присутствовать механическая электронная часть. В комплексе они позволят максимально автоматизировать процесс работы.
В конструкции должна присутствовать механическая электронная часть. В комплексе они позволят максимально автоматизировать процесс работы.
Для изготовления настольного мини-фрезерного станка по дереву своими руками следует ознакомиться с основными компонентами. Режущим элементом является фреза, которая устанавливается в шпиндель, расположенный на валу электродвигателя. Эта конструкция крепится на станину. Она может перемещаться по двум осям координат – x; y. Для фиксации заготовки необходимо сделать опорный столик.
Электронный блок управления соединяется с пошаговыми двигателями. Они обеспечивают смещение каретки относительно детали. По такой технологии можно сделать 3D рисунки на деревянной поверхности.
Последовательность работы мини-оборудования с ЧПУ, который можно изготовить своими руками.
- Написание программы, согласно которой будет выполнена последовательность перемещений режущей части. Для этого лучше всего использовать специальные программные комплексы, предназначенные для адаптации в самодельных моделях.

- Установка заготовки на стол.
- Вывод программы в ЧПУ.
- Включение оборудования, контроль за выполнением автоматических действий.
Для достижения максимальной автоматизации работы в 3D режиме потребуется правильно составить схему и выбрать соответствующие комплектующие. Специалисты рекомендуют изучить заводские модели, прежде чем сделать мини- .
Для создания сложных рисунков и узоров на деревянной поверхности понадобится несколько видов фрез. Некоторые из них можно сделать самостоятельно, но для тонкой работы следует приобрести заводские.
Схема самодельного фрезерного станка с числовым управлением
Самым сложным этапом является выбор оптимальной схемы изготовления. Она зависит от габаритов заготовки и степени ее обработки. Для домашнего использования желательно изготовить настольный мини-фрезерный станок с ЧПУ, сделанный своими руками, который будет иметь оптимальное число функций.
Оптимальным вариантом является изготовление двух кареток, которые будут двигаться по осям координат x; y. В качестве основания лучше всего использовать стальные шлифованные прутки. На них будут монтироваться каретки. Для создания трансмиссии необходимы шаговые электродвигатели и винты с подшипниками качения.
В качестве основания лучше всего использовать стальные шлифованные прутки. На них будут монтироваться каретки. Для создания трансмиссии необходимы шаговые электродвигатели и винты с подшипниками качения.
Для максимальной автоматизации процесса в конструкции по дереву, сделанного своими руками, необходимо детально продумать электронную часть. Условно она состоит из следующих компонентов:
- блок питания. Необходим для подачи электроэнергии на шаговые электродвигатели и микросхему контроллера. Зачастую используют модель 12в 3А;
- контроллер. Он предназначен для подачи команд на электродвигатели. Для работы мини-фрезерного станка ЧПУ, изготовленного своими руками, достаточно простой схемы для контроля функционирования трех двигателей;
- драйвер. Также является элементом регулирования работы подвижной части конструкции.
Преимуществом этого комплекса является возможность импортирования исполняемых файлов самых распространенных форматов. С помощью специального приложения можно составить трехмерный чертеж детали для предварительного анализа.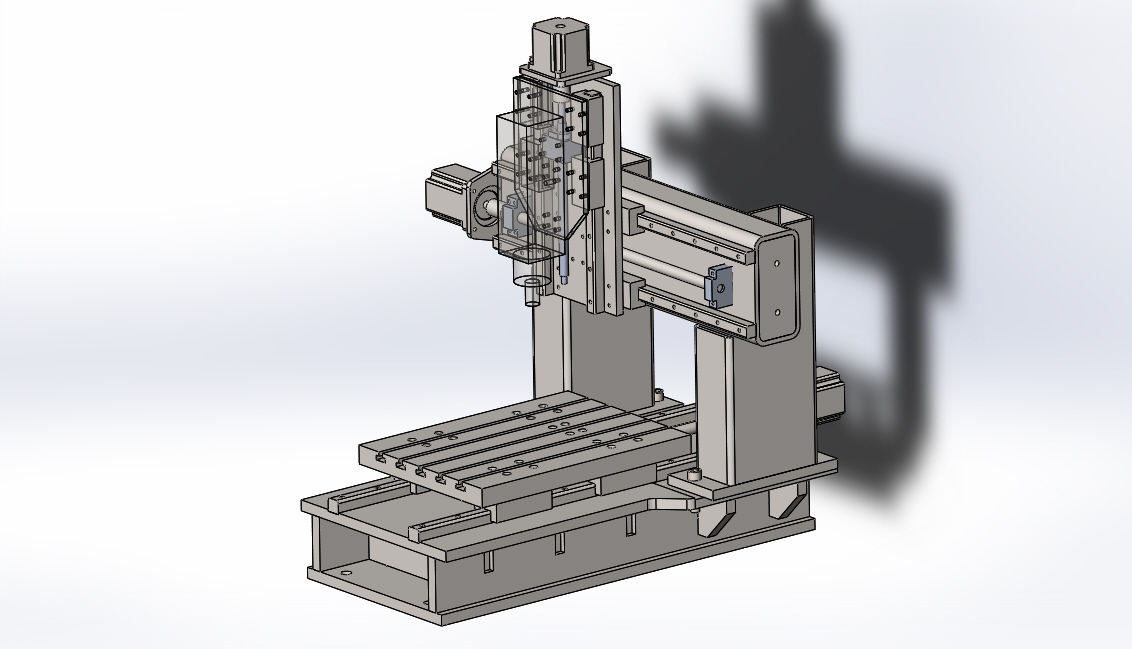 Шаговые двигатели будут работать с определенной частотой хода. Но для этого следует внести технические параметры в программу управления.
Шаговые двигатели будут работать с определенной частотой хода. Но для этого следует внести технические параметры в программу управления.
Выбор комплектующих для фрезерного станка с ЧПУ
Следующим этапом является выбор компонентов для сборки самодельного оборудования. Оптимальным вариантом является использование подручных средств. В качестве основы для настольных моделей 3D станка можно использовать дерево, алюминий или оргстекло.
Для правильной работы всего комплекса необходимо разработать конструкцию суппортов. Во время их движения не должно возникать колебаний, это может привести к неточному фрезерованию. Поэтому перед сборкой все компоненты проверяются на совместимость друг с другом.
- направляющие. Используются стальные шлифованные прутки диаметром 12 мм. Длина для оси x составляет 200 мм, для y — 90 мм;
- суппорт. Оптимальным вариантом является текстолит. Обычный размер площадки — 25*100*45 мм;
- шаговые двигатели. Специалисты рекомендуют использовать модели от принтера 24в, 5А.
 В отличие от приводов дисковода они имеют большую мощность;
В отличие от приводов дисковода они имеют большую мощность; - блок фиксации фрезы. Его также можно сделать из текстолита. Конфигурация напрямую зависит от имеющегося инструмента.
Блок питания лучше всего собрать заводской. При самостоятельном изготовлении возможны ошибки, которые впоследствии отразятся на работе всего оборудования.
Порядок изготовления фрезерного станка с ЧПУ
После выбора всех компонентов можно сделать настольный мини фрезерный самостоятельно своими руками. Предварительно еще раз проверяются все элементы, выполняется контроль их размеров и качества.
Для фиксации элементов оборудования необходимо использовать специальные крепежные детали. Их конфигурация и форма зависят от выбранной схемы.
Порядок действий по сборке настольного мини оборудования с ЧПУ по дереву с функцией 3D обработки.
- Монтаж направляющих суппорта, их фиксация на боковых частях конструкции. Эти блоки еще не устанавливаются на основание.

- Притирка суппортов. Их необходимо двигать по направляющим до тех пор, пока не получится плавный ход.
- Затяжка болтов для фиксации суппортов.
- Крепление компонентов на основание оборудования.
- Монтаж ходовых винтов вместе с муфтами.
- Установка ходовых двигателей. Они крепятся к винтам муфт.
Электронная часть располагается в отдельном блоке. Это способствует уменьшению вероятности сбоя в работе во время функционирования фрезера. Также важным моментом является выбор рабочей поверхности для установки оборудования. Она должна быть ровная, так как в конструкции не предусмотрены болты регулировки уровня.
После этого можно приступать к пробным испытаниям. Сначала рекомендуется задать несложную программу фрезерования по дереву. Во время работы необходимо сверять каждый проход фрезы — глубину и ширину обработки, в особенности это касается 3D режима.
В видеоматериале показан пример как собрать большой фрезерный станок с ЧПУ, изготовленный своими руками:
Примеры чертежей и самодельных конструкций
Поделитесь статьей с друзьями:
Похожие статьи
Фрезерные станки с ЧПУ
Компания ООО «Станки» предлагает доступные, качественные и долговечные фрезерные, сверлильно-фрезерные и фрезерно-гравировальные промышленные станки с ЧПУ высокой мощности и точности обработки, которые являются экономичными в использовании, рассчитанные на круглосуточную бесперебойную работу на промышленных предприятиях, предназначенные для качественного изготовления большого количества различных изделий в условиях серийного производства
Фрезерный станок с ЧПУ по металлу Вы можете заказать в ООО «Станки» по весьма демократичным ценам в Нижнем Новгороде.
#станокчпу ; Фрезерный станок с ЧПУ по металлу; Сверлильный станок с ЧПУ Россия; Расточной станок с ЧПУ; Шлифовальный станок с ЧПУ; Гравировальный станок с ЧПУ; Автоматический станок с ЧПУ по металлу; Координатно-фрезерный станок с ЧПУ; Координатно-сверлильный станок с ЧПУ; Координатно-расточной станок с ЧПУ; Координатно-шлифовальный станок с ЧПУ; Финишный станок с ЧПУ; Высокоточный станок с ЧПУ; Фрезерно-расточной станок с ЧПУ; Фрезерно-гравировальный с ЧПУ; Ленточнопильный станок; Дисковый станок; Круглопильный станок; Сверление отверстий с ЧПУ; Фрезерование пазов и контура с ЧПУ; 3d-Фрезерование с ЧПУ; Растачивание отверстий с ЧПУ; Шлифовка криволинейного контура с ЧПУ; 3d-Гравировка шрифта по ГОСТ с ЧПУ; Портальный сверлильно-фрезерный станок с ЧПУ
Фрезерные станки с ЧПУ: SPINNER, RAIS, FANUC, DOOSAN, SUNMILL, KNUTH, SHIZUOKA.
Фрезерный станок с ЧПУ: что нужно знать, для правильного выбора или подбора современного аналога в замен устаревшему фрезерному станку.
При выборе фрезерного станка с ЧПУ, а также при подборе аналога фрезерному станку необходимо понимать способ обработки и учитывать технические характеристики фрезерного станка с ЧПУ по отношению к заготовке. Обрабатываемый материал, его вес и структуру.
Необходимо соотносить габариты обрабатываемой заготовки с указанными в технических характеристиках фрезерного станка с ЧПУ перемещениями по координатам сторон обработки. Вес заготовки необходимо соотносить с допустимой нагрузкой на стол фрезерного станка с ЧПУ. Физико-химические свойства материала заготовки необходимо соотносить со скоростью вращения шпинделя, указанной в технических характеристиках фрезерного станка с ЧПУ, в дальнейшем это необходимо для подбора инструментальной оснастки. Особое внимание уделяют суммарной мощности фрезерного станка с ЧПУ, в частности мощности двигателя шпинделя и скорости его вращения, которые всегда указываются в технических параметрах фрезерного оборудования, при необходимости силовой или финишной фрезерной обработки.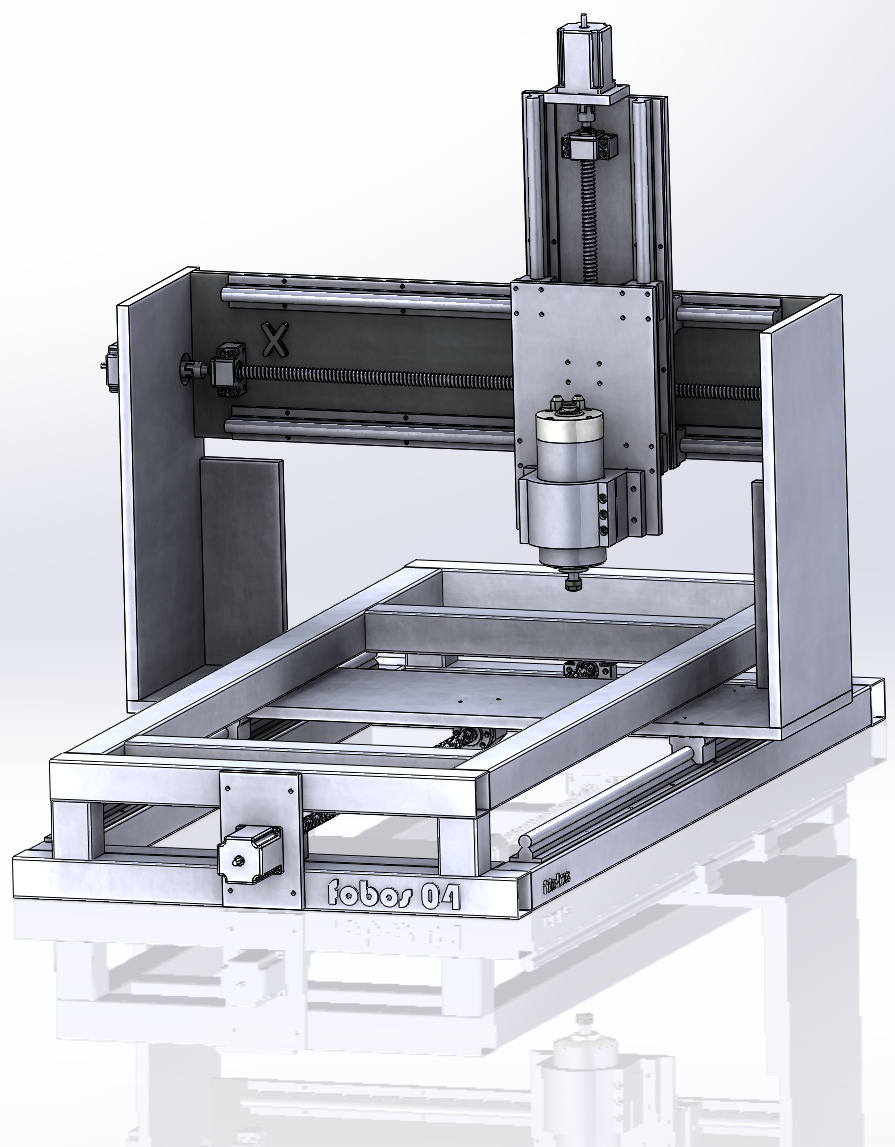
Также бывает важным установленный способ связи двигатель – шпиндель (ременная передача, мотор-редуктор, прямой привод). Точность, шероховатость и допуски, с которыми необходимо изготавливать конечный продукт, являются основными критериями при выборе фрезерных металлообрабатывающих станков с ЧПУ. На точность фрезерного станка, кроме конструкции, ЧПУ, опыта работы и прочих равных условиях, оказывают влияние указанные в технических характеристиках фрезерного станка точность повтора и точность позиционирования. Надежность фрезерного станка с ЧПУ определяется длительным сохранением точности повтора и позиционирования, особенно в условиях тяжелых режимов прерывистой фрезерной обработки. И тут необходимо обращать внимание на то, каким образом осуществляются перемещения по осям (коробчатые направляющие, ШВП – шарико-винтовая пара, линейный привод). От этого также зависит цена фрезерных станков с ЧПУ. Потребность в количестве изделий (в смену/ месяц/ год) диктует ряд необходимых условий при выборе фрезерного станка с ЧПУ. Основной величиной для оценки динамики работы фрезерного станка с ЧПУ является скорость быстрых перемещений, подач и степень автоматизации процесса (ЧПУ, автоматическая смена инструмента, СОЖ (система подачи охлаждающей жидкости), транспортеры подачи деталей, транспортеры удаления стружки, автоматические загрузочные и разгрузочные роботы).
Основной величиной для оценки динамики работы фрезерного станка с ЧПУ является скорость быстрых перемещений, подач и степень автоматизации процесса (ЧПУ, автоматическая смена инструмента, СОЖ (система подачи охлаждающей жидкости), транспортеры подачи деталей, транспортеры удаления стружки, автоматические загрузочные и разгрузочные роботы).
Конечно же, фрезерный станок с ЧПУ – это инструмент для заработка денег, он должен себя в первую очередь «отбить» и работать дальше, поэтому мы предлагаем разные фрезерные станки и технологии.
Выбор фрезерного станка с ЧПУ сам по себе так же налагает ряд условий на покупателя. Управление фрезерным станком с ЧПУ, требует несомненной квалификации обслуживающего персонала и часто именно это и учитывается при выборе. Управление фрезерным станком может осуществляться в мануальном (ручном) режиме, с помощью УЦИ (Устройство Цифровой Индикации перемещения по осям обработки, отслеживается с помощью оптических линеек, устанавливаемых на станок), с помощью ЦПУ (Циклового Программного Управления, когда отслеживается обработка не всей детали, а только части – цикла), ЧПУ (числовое программное управление – передовая технология для полной автоматизации процесса изготовления деталей). Некоторые фрезерные станки вместо ЧПУ комплектуют специальным программным обеспечением, которое устанавливается на персональный компьютер заказчика. Многие фрезерные станки с ЧПУ по определению должны работать в специальных условиях, для установки необходима специальная подводка электричества и специальный фундамент. Габариты и вес фрезерного станка с ЧПУ также являются основными его техническими характеристиками.
Некоторые фрезерные станки вместо ЧПУ комплектуют специальным программным обеспечением, которое устанавливается на персональный компьютер заказчика. Многие фрезерные станки с ЧПУ по определению должны работать в специальных условиях, для установки необходима специальная подводка электричества и специальный фундамент. Габариты и вес фрезерного станка с ЧПУ также являются основными его техническими характеристиками.
This work is licensed under a Creative Commons Attribution-ShareAlike 3.0 Unported License.
ООО “Станки” (831) 414-73-14
Нулевая точка станка и направления перемещений
Система координат станка с ЧПУ является главной расчетной системой, осуществляющей перемещение исполнительных органов. Оси направляет направление направляющим станка, что позволяет при создании УП легко задавать направления и перемещений.
Рис. 4.1. Оси координатной системы, установленной направляющим
Правая система координат является стандартной для всех станков с ЧПУ.В этой системе положительных направлений координатных осей руки по правилу «правой». Если большой палец указывает положительное направление оси X, указатель – оси Y, то средний указатель на положительное направление оси Z. В качестве положительного направления оси Z принимают вертикальное направление (например, сверла) из заготовки. То есть ось Z всегда занимается со шпинделем станка. Как правило, за X принимают ось, вдоль которой возможно наибольшее перемещение исполнительного органа станка.При этом ось X перпендикулярна оси Z и параллельна плоскости рабочего стола. Если вы определили на станке направления осей X и Z, то по правилам «правой руки» вы однозначно сможете сказать, куда «смотрит» ось Y. Оси X, Y, Z указывают положительные направления перемещений инструмента относительно неподвижных частей станка.
При создании УП программист всегда исходит из, что именно перемещается относительно неподвижной правила заготовки.
Дело в том, что одни станки с ЧПУ действительно перемещают колонну, шпиндель и соответственно вращающийся инструмент относительно неподвижной заготовки, а другие станки, наоборот, перемещают рабочий стол с заготовкой относительно вращающегося инструмента.Получаем противоположные направления перемещений. Если бы не было этого правила, то программист вынужден был бы думать: а что, собственно, перемещается и в какую сторону. А так все просто – система ЧПУ сама определит, в каком направлении нужно переместить тот иной узел станка.
| Рис. 4.2. Воспользуйтесь возможностью правил «правой руки» для определения положительных направлений осей координатной системы станка | Рис.  4.3. Если расположить большой палец правой руки в положительном направлении оси, то остальные пальцы обозначены положительное направление вращения вокруг этой оси 4.3. Если расположить большой палец правой руки в положительном направлении оси, то остальные пальцы обозначены положительное направление вращения вокруг этой оси |
Кроме линейных перемещений, конструкция станков позволяет совершать круговые перемещения.Под круговым перемещением оси подразумевается, например, поворот шпинделя фрезерного станка. Однако само рабочее вращение шпинделя не входит в это понятие. Круговые средства передвижения обозначают латинскими буквами А (вокруг оси X), В (вокруг оси Y) и С (вокруг оси Z). Положительные направления вращения вокруг этих осей очень просто. Если расположить большой палец по оси, то другие согнутые пальцы покажут положительное направление вращения.
Рис.4.4. Головка этого станка способна поворачиваться вокруг своей оси
Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом конструкции станка. Например, установка для точки шпинделя фрезерного станка с ЧПУ является точкой пересечения его торца с собственной осью вращения. Для рабочего стола – точка пересечения его диагоналей или один из углов. Положение позиции относительно начала координат станка с ЧПУ (нулевой точки станка) называется позицией исполнительного органа в системе координат станка или машинной позицией (от англ. станок станок). При работе станка в любой момент времени вы можете увидеть на стойках ЧПУ текущую машинную позицию (например, рабочего стола) по любому из осей «нуля станка». В документации станка границ перемещений рабочих органов, как правило, пределами смещений смещенных точек. Эти данные являются очень важной характеристикой станка, так как они определяют максимально возможные габариты обрабатываемой заготовки.
Для рабочего стола – точка пересечения его диагоналей или один из углов. Положение позиции относительно начала координат станка с ЧПУ (нулевой точки станка) называется позицией исполнительного органа в системе координат станка или машинной позицией (от англ. станок станок). При работе станка в любой момент времени вы можете увидеть на стойках ЧПУ текущую машинную позицию (например, рабочего стола) по любому из осей «нуля станка». В документации станка границ перемещений рабочих органов, как правило, пределами смещений смещенных точек. Эти данные являются очень важной характеристикой станка, так как они определяют максимально возможные габариты обрабатываемой заготовки.
Рис.4.5. Расстояния Xm, Ym и Zm от нулевой точки станка до базовых точек исполнительных органов определяют машинные позиции
Нулевая точка станка – это физическая позиция, установленная станка при помощи концевых выключателей или датчиков. После включения станка необходимо переместить исполнительные органы в его нулевую точку, для того, чтобы СЧПУ смогла определить или «обнулить» их машинную позицию, или, другими словами, нужно синхронизировать СЧПУ и станок. Дело в том, что в момент включения станка СЧПУ еще не знает реального положения исполнительных органов, и если не выполнить возврат в нуль, то станок просто «откажется» работать.Когда исполнительный орган приходит в нулевую точку станка, происходит замыкание контактов специального датчика или конечного выключателя, СЧПУ получает электрический сигнал и машинная позиция обнуляется. Процедура возврата в нуль станка является стандартной, и для ее осуществления любой станок имеет специальный режим и соответствующие клавиши на панели УЧПУ.
Дело в том, что в момент включения станка СЧПУ еще не знает реального положения исполнительных органов, и если не выполнить возврат в нуль, то станок просто «откажется» работать.Когда исполнительный орган приходит в нулевую точку станка, происходит замыкание контактов специального датчика или конечного выключателя, СЧПУ получает электрический сигнал и машинная позиция обнуляется. Процедура возврата в нуль станка является стандартной, и для ее осуществления любой станок имеет специальный режим и соответствующие клавиши на панели УЧПУ.
Фрезерный станок с ЧПУ. Станки с ЧПУ. Ищем ЛЮДЕЙ! ! !
Dr.CNC
Приветствую всех кто зашел на эту страничку!
Сам я живу в Уфе и акцент на то, что надо объединить Уфимцев !!!
Тема посвящена станкам с ЧПУ управлением.
Цель создания странички – это объединить возможности людей для общего дела. А дело, поверьте мне, стоит того, чтоб начать им. Необходимо объединить людей и тогда дела будут решаться на много легче и быстрее.
Необходимо объединить людей и тогда дела будут решаться на много легче и быстрее.
Dr.CNC
Для тех, кто в первый раз читает слово “CNC-Router” в вкратце напишу, что это такое. Это такой станок, который может делать очень много. Она работает под управлением обычного домашнего компьютера.И сам станок не супер трудно сделать. Далее приведу примеры, что можно сделать на таком станке, чтоб люди подумали надо это им или нет.
Назначение: контурное и 3D-фрезерование, сверление по координатам, гравировка, матирование поверхностей (типа чеканки), резка пленок резаком, черчение и контактное сканирование поверхностей.
-Обрабатываемые материалы: дерево, фанера, пластики, композитные материалы, оргстекло, модельные материалы, графит, кость, цветные металлы и сплавы и т.п.
Простота использования. Работает со всеми существующими CAD- и графическими программами подобными CorelDraw, AutoCad и т.д . .
.
На станке в зависимости от выполняемых работ и материалов можно установить различные шпиндели и насадки.
Предлагаю свой план. Определиться с электрической и механической схемой. Распределить, кто принимает участие в нем. В итоге каждый получит станок, а затратив при этом не много сил. Создание такого станка дело не новое и уже изученное.Есть много готовых чертежей и эл схем. И много программ !!!
Преимущества очевидны – токарю очень удобно сделать много одинаковых деталей – это снизит стоимость производства станка.
К примеру, объединились 6 человек.
1 – Электроник
2 – Токарь фрезеровщик
3 – Грамотный специалист по механике
4 – Специалист по 3D-рисованию
5 – Специалист по программам управления станком
6 – Просто парень, но с деньгами.
Доктор ЧПУ
Что можно делать на станке с ЧПУ ???
Любители пострелять, могут сделать ложе с резьбой.
Для мирных целей то можно делать мебель с резьбой.
Шкатулочки, корпус мыши сделать под свой дизайн.
Для детей можно делать игрушки.
Можно сделать целую машину.
Чертить чертежи, схемы, плакаты.
Сверлить печатные платы из текстолита.
А если сделать 4 координатный станок, то это практически все можно сделать:
– Шахматы или фигуру Аполлона или Венеры во весь рост.
– Любой сложности ложе для винтовки.
– Макет любого автомобиля или корабля или танка.
– Макет городка.
– Резьба по дереву любой сложности.
В зависимости от насадки можно:
Сверлить, фрезеровать, вырезать детали для авиамодели, гравировка по стеклу, пластику, камню, выжигание рисунка на дереве.
Вот, пожалуйста, смотрите видео:
Крутое видео 5-координатного станка PICOMAXR 90
http://www.youtube.com/watch?v=Sfiv7z4ZBHk&feature=related
Крутое видео сложная деталь мастерски сделана
http: // www .youtube.com/watch?v=qLJxMUw51N8&feature=related
Животные Пластилин -> сканер -> ЧПУ
http://www.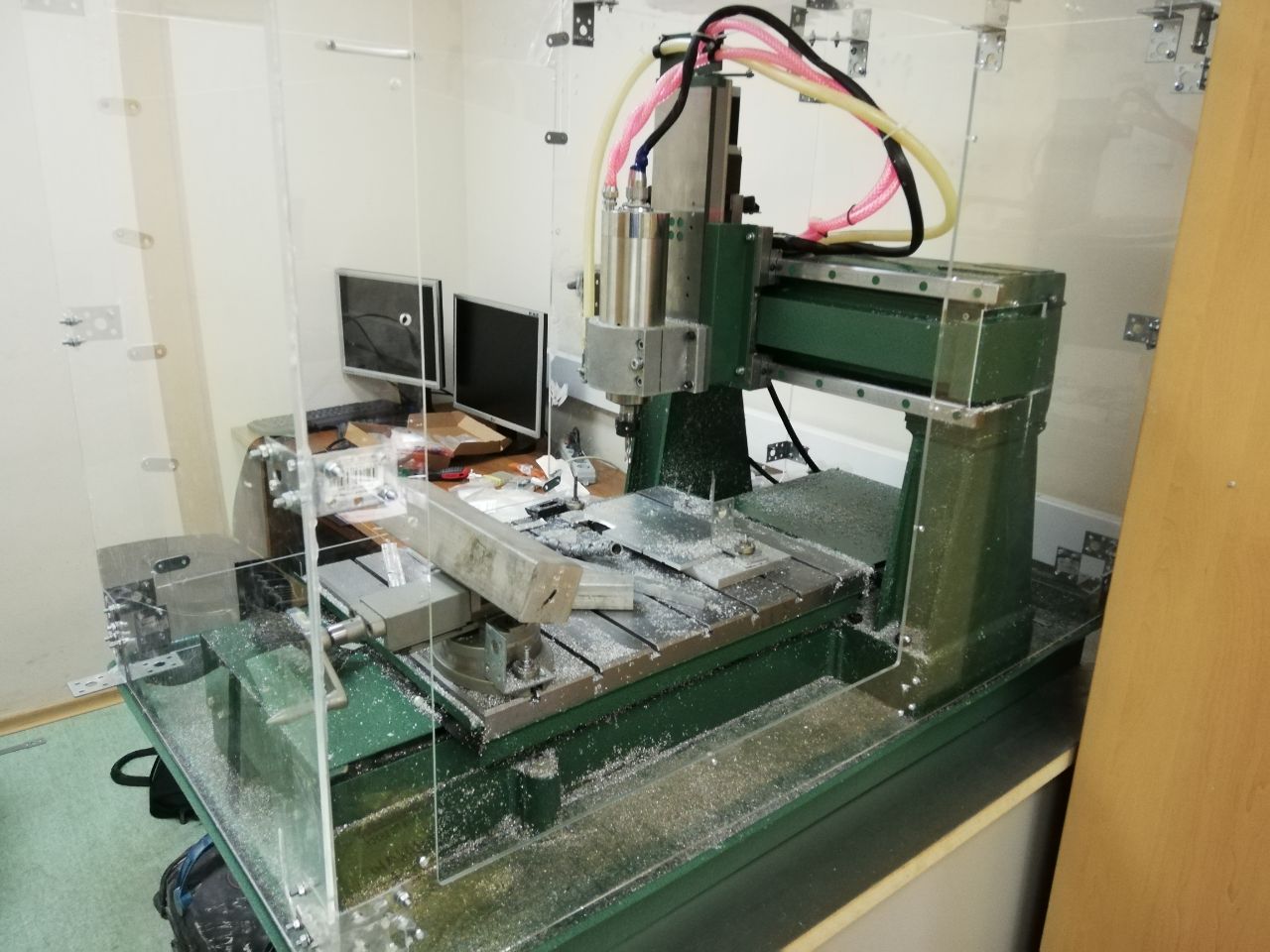 youtube.com/watch?v=GKr1PUhpv5Q
youtube.com/watch?v=GKr1PUhpv5Q
Целое бревно в станке
http: // www.youtube.com/watch?v=DdYO5YMUy64&NR=1&feature=fvwp
5 координатный станок с дисковой пилой + револьвер насадок
http://www.youtube.com/watch?v=kJl4WgOxzW4&feature=related
http: // www.youtube.com/watch?v=FATwY_6otKg&NR=1
Много программ
http: // www.electroprog.ru/index.php?nma=catalog
Готовые чертежи узлов механики станка
http://www.freee.ru/izgotovleniya-samodelnogo-stanka-s-chpu-upravlenie-ot-kompyutera
http: // www .youtube.com / watch? v = 3_qdZB9iGhU & feature = fvw
http://www.youtube.com/watch?v=IW7lG_z2q1U&feature=related
http://www.youtube.com/watch?v=HUFYI595_mU&feature=related
http : //www.youtube.com/watch? v = alQ2c4TN_NQ & NR = 1
http://www.youtube.com/watch?v=O-RzYjSPzP4&feature=related
Dr.CNC
Вот савсем простой станок
rexfox
Вы нам что то продать хотите?
Dr.CNC
Хочу сам сделать такой станок. Начал делать схему опторазязки на LPT порт. Мне нужен токарь. Нужен тот кто в механике опыт имеет. Один я не могу сделать. Поэтому хочу делать это с кем то на пару. Чем больше людей тем быстрее и дешевле получиться.
rexfox
с электроникой. что кажется предпочтительнее и точнее чем шаговые электродвигатели проблема решена
может упраляться как через компорт так и через протокол CAN.
Пикапер
если бы не винтовки, квадрик, мотоцикл, гидрокостюм, нахлыст, лыжи, сноуборд, велик, ремонт в квартире и надвигающаяся стройка …
… я бы с удовольствием присоединился 😀
Dr. CNC
Всмысле вместо шаговых дигателей гидралический привод как у бульдозера на лопате? Или имеиться ввиду УМПО? Вы из какого города?
У меня 2 задумки:
1 – Если станок маленький то пусть 3..4 координатный чтоб заготовку размером в ведро обрабатывать.
2 – Если просто фрезер раскроечный, то чтоб дверь или столешницу делать.
Здесь и 0.5 мм точность подойдет. Просто узоры на двери и т п.
И на какую сумму мне обойдеться механика?
Шаговые двигатели от принтеров А3 подойдут?
Где заказать можно? Будет-ли дешевле чем в магазине?
rexfox
в Уфе я живу
просто управление гидравликой более простое чем электромоторами
там всплывает слишком много вопросов по настройке
гидронасосы есть и маленькие, в том числе как и клапан
я так понимаю самое сложное программное обеспечение?
не забывайте про пункт 6 – Просто парень, но с деньгами. )))))))
)))))))
хотя почитав ваши ссылки что все уже придумано до нас
Вы сами, кто в приведенном вами списке?
Dr.CNC
Я по специальности работаю с элетроникой.
Могу сделать плату управления.
Медленно но делаю. Но буду каждую деталь знать. Пригодиться в ремонте.
Есть один знакомый котрый мог бы заказать токарю детали.
У меня зарплата не более “среднего”.
Проблема в нормальном токре.
Но если кто то с нами еще будет заниматься этим опросом то быстрее и дешевле сделаем.
Вы сами чем могли бы помочь?
rexfox
я тоже из гордой плеяды электролодырей)))))))
так что вероятно ничем (((((
Dr.CNC
Вот и ищу токаря …
thesmiths3473
Dr.CNC необижайтесь. Но вещь для оружейников бесполезная. Чтона нем можно сделать? Ложе-в ручную оно лучше получится. Сталь на нем необработаешь, точность будет неважная.
для бизнеса такая вещь пригодилась бы.вам то это для чего?
ZVT
thesmiths3473Это несколько не так!
но вещь для оружейников бесполезная
thesmiths3473
что на нем сожно сделать? Метал он непотянет, дерево? Штучное ложе можно вручную изготовить
thesmiths3473
Dr.CNC
Вот и ищу токаря…
есть у меня токарь. но я в Cтерлитамаке.
DeeM87
Шаговые двигатели от принтеров А3 подойдут?если возьмете матричный принтер (а лучше пару) останется укрепить систему и совместить шток матрици с системой подачи так, чтобы она перемещала шток по направляющим.
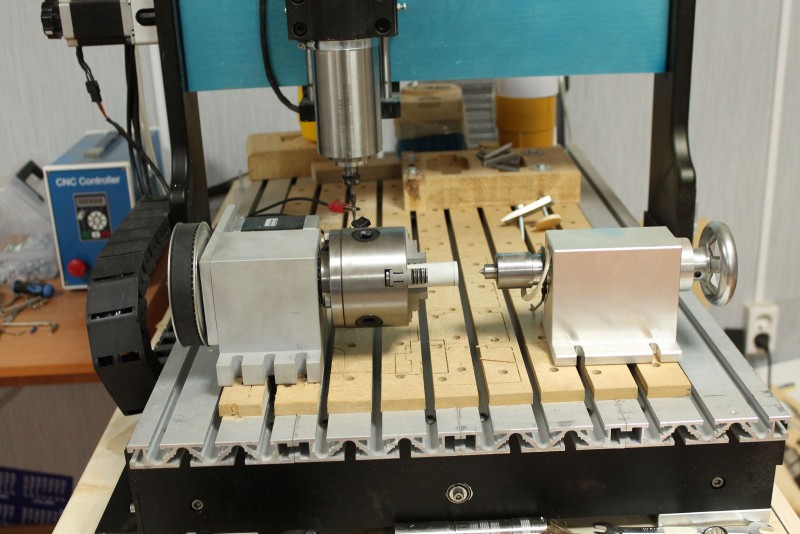
и порты все “вертикальные” и дрова на него подогнать можно будет
——————
С уважением, Дмитрий.Шах-Тау.
Pavel_G
Здравствуйте. Я специалист “по 3Д рисованию”. (SketchUp, 3dMax, немножко Rhino). В первом приближений тема очень интересна. Чем конкретно могу в данном случае помочь?
Dr.CNC
Для Pavel_G
Допустим, если бы я уже сделал бы станок, хотябы для обработки деталей размером с дипломат, то уже надо было бы мне осваивать 3D моделирование.
Я еще не разбираюсь в этих программах даже не 1%.
Помощь любую принял бы. Могли бы договориться.
Было много задумок. И все идет к тому, что проще сделать один станок и потом отдыхать, чем вручную мучиться все делать.
Думаю без этих мыслей эволюция не продвигалась бы.
cavva23
уважаемый Dr.CNC считает, что ваша тема изначально неверна (изобретение обычно приводит к покупке существующего изделия и снятие копии на чертежи) во втором не тот спрос на ганзах, чтобы задействовать сложную систему конструирования механизма а потом его штучное производство
сконструировать станок не так просто и я как человек всего лишь слегка отдаленно задевший термех и техмех а так же самого примитивного робота манипулятора с тремяодами могу сказать что для меня намного проще сконструировать схему Использование электронного рабочего станка и сделать трассировку платы со SPECCTRA чем рассчитать все перегибы и сжатие в главной позиции позиционирование и точную доводку трехмерного станка))))
Одно решение из объявленных выше))) трехмерном измерении может из пластилина вырезать правильную пирам иду))) и второе на мой взгляд более правильное либо устройство с чпу либо договорится с кафедрой АТС УГАТУ (так как УМПО сильно закрытое производство УГАТУ практически единственное место, где есть в более менее свободном доступе станок с чпу многофункциональный) соответствующее вознаграждение) используйте станки
все высказанное ИМХО
и не в коем случае не хотел вас обидеть
Pavel_G
Видимо на данной стадии развития проекта помочь ни чем конкретно не смогу. Во всяком случае придумать что-либо, чем мог бы быть полезен до момента хотя-бы первых испытаний агрегата, не получается.
Ну вот ссылка полезная:
http://www.liftarchitects.com/
Там граждане довольно подробно описывают, как с помощью полезного плагина Grasshopper для Rhino переводит трехмерные и двухмерные модели в код, воспринимаемый ПО станка как алгоритм изготовления самой модели.
Dr.CNC
Для cavva23
Тему выложил на этот сайт по тому что сдесь много людей есть с опытом делать акуратно детали винтовок и люди привыкшие к точности. Сам сайт разнообразный по темам и сталрен.
Точность станка даже если будет 0,5 мм то мне вполне достаточно.
К примеру рисунок на двери. Несложный недорогой станок … плюсь 5 мин доводка наждачной шкуркой готовое изделие. Ни кто не придереться, если один листочек с веточкой будет на 1 мм меньше.
Требования к точности не такие строгие. Поэтому смысл есть делать.
И вот самая важная мысль: учитывая что изготовление станков уже не новость, то я предположил, что в Уфе кто-то уже сделал такой станок сам. Представьте себе что человек уже сабаку на этом съел но все же сделал станок и иногда им пользуется. А мозговой труд первой сборки не вознагражден полностью. Если такой человек поможет мне сделать станок то для него это будет уже “по дороге которой он 1000 раз ходил”.
Ему зарабаток или бартер и мне не надо “есть собаку”.
Я думаю расчет был логичным.
Жду комментариев.
cavva23
не в коем случае не пытаюсь вас переубедить … но тем не менее имея опыт чуть чуть разработчик всякого разного могу смело сказать что китайский аналог как правило обходится чуточку дешевле .. . а вот скооперироватся такой аналог и сделать то же самое но из хороших железок это я считаю гуд)) ну или если найти в инете чертежи готовых станков и просто их повторить то тоже гуд. .. тогда я в теме))))
.. тогда я в теме))))
кстати если действительно чертежи есть и их надо реализовать мона будет подумать где и как))) в УГАТУ думаю я возможность входа найду!
Pavel_G
2 Dr.CNC
есть мысль. Проверь личку.
Dr.CNC
Для cavva23
Может добавишься в ICQ600093347 ????
Быстрее дело пойдет.
Dr.CNC
Для Pavel_G
Пиши в аську и то вопросы появились на счет станка.
Дело то заманчивое ….
Выбор подходящего станка для металлообработки. Выбор 5-координатного станка
Возможно, Вы читаете эту статью, чтобы найти новый станок с учетом последних технических достижений. Мы предлагаем свои рекомендации, чтобы вы могли обратить внимание на некоторые моменты до того, как расстанетесь со своими деньгами.
Любой изготовитель восстановить от своего станка уникальных характеристик. При этом имеются объективные тенденции, которые следует учитывать.Как минимум, Вы должны уяснить цель ваших инвестиций и предполагаемых работ на станке. Вопрос не стоит о новой том, чтобы раскошелиться ради новой технологии. Накладные расходы на эксплуатацию, например 5-пятикоординатных обрабатывающих центров очень высокие, и для их окупаемости требуется постоянное выполнение на них нестандартных работ – таких, как обработка сложных объемных деталей, пресс-форм, лопаток турбин. Вы можете сэкономить, закупить программное обеспечение за несколько тысяч фунтов стерлингов для работы и исправления неэффективных операций.Многие фирмы убедились, что только за счет этого можно избежать ненужных затрат на производство мощностей.
При приобретении станка для 5-координатного высокоскоростного резания необходимо учитывать не только его стоимость, но и затраты на обеспечение подачи СОЖ под высоким давлением, систему ЧПУ, высокое устройство балансировки инструмента, прогрессивную систему САМ, в целом найти новый подход к резанию металла . С другой стороны, может быть оправданной и выгодной покупки станков низкого качества, если вы намерены выжать из них все и выбросить в металлолом.Такой подход требует четкого планирования и работ с низкими допусками. Многие покупки попадают между этими крайними вариантами, но вам нужно четко определить виды планируемых работ и требуемые мощности. Не полагайтесь на бухгалтерию в расчетах выгодности сделки или минимума потребных средств. Вам не нужно станка, простаивающего из-за необходимого обслуживания или поставки запасных частей.Таким образом, встроенное качество, пакеты услуг и обучение приобрели большое значение.
С другой стороны, может быть оправданной и выгодной покупки станков низкого качества, если вы намерены выжать из них все и выбросить в металлолом.Такой подход требует четкого планирования и работ с низкими допусками. Многие покупки попадают между этими крайними вариантами, но вам нужно четко определить виды планируемых работ и требуемые мощности. Не полагайтесь на бухгалтерию в расчетах выгодности сделки или минимума потребных средств. Вам не нужно станка, простаивающего из-за необходимого обслуживания или поставки запасных частей.Таким образом, встроенное качество, пакеты услуг и обучение приобрели большое значение.
Возможно, вы не знаете о текущих тенденциях в металлообработке. Два года назад упор делался на высокоскоростные 5-координатные станки с линейными приводами и сложными системами спутников. Фактически 5-координатная обработка была внедрена на предприятиях для производства штампов и пресс-форм, а также в аэрокосмической промышленности (высокоскоростное резание). Линейные приводы можно увидеть в основном на выставках и презентациях.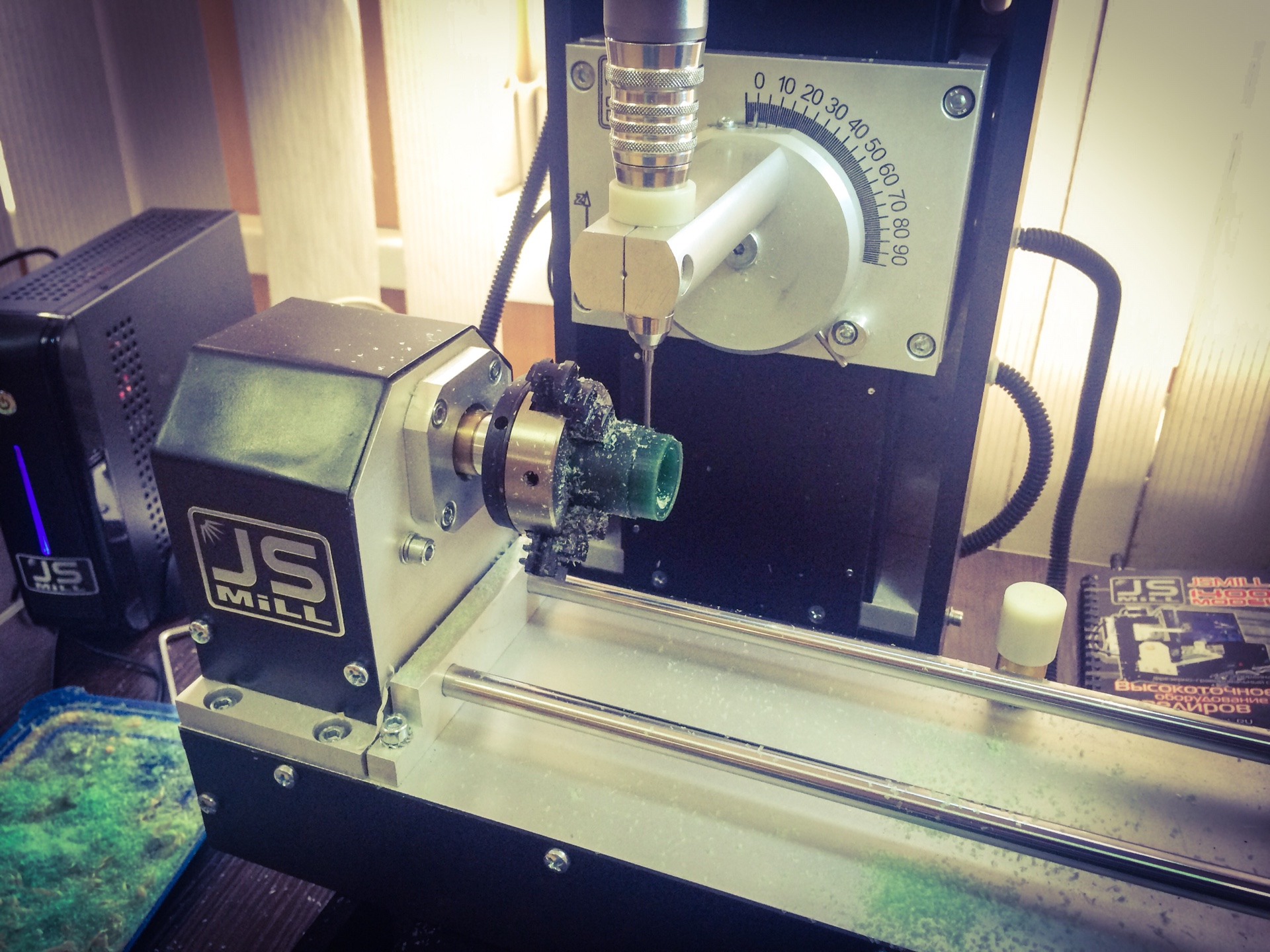 Сложные системы спутников используются на подрядных предприятиях в автомобильной промышленности. Сегодня вошли в модульные технологии обработки деталей с одной установки. Многие из этих достижений помогут стать более конкурентоспособным при условии правильного использования станка.
Сложные системы спутников используются на подрядных предприятиях в автомобильной промышленности. Сегодня вошли в модульные технологии обработки деталей с одной установки. Многие из этих достижений помогут стать более конкурентоспособным при условии правильного использования станка.
Будущее за такими технологиями, как измерение в процессе обработки или открытые системы управления. Последние позволяют осуществлять строгий контроль за производством за счет активных связей с компьютерными сетями, а в последнее время путем мониторинга производства на цеховом уровне.Все доводы в пользу контроля температуры и системного позиционирования с обратной связью остается в силе – нагрев остается большой проблемой. В действительности, он является главным недостатком линейных приводов. Все известные системы этих приводов требуют встроенных устройств охлаждения для уменьшения рабочей температуры до приемлемого уровня. Расбалансирование процесса обработки также происходит из-за ускорения, что потребовало от разработчиков станков обращать особое внимание на конструктивные принципы станка. Огромные дозы «мгновенной» мощности ведут к скручиванию любой конструкции, недостаточно сбалансированной по силе, что явилось причиной активизации работ по созданию практичной платформы Стюарта (гексапода). Сегодняшняя техника линейных приводов позволяет их использовать в основном в дыропробивных прессах и лазерных станках, а не в обрабатывающих центрах. Тем не менее, ряд производителей станков, как фирма DMG (Deckel-Maho-Gildemeister), демонстрируют возможности использования линейных приводов на 5-координатных станках.
Огромные дозы «мгновенной» мощности ведут к скручиванию любой конструкции, недостаточно сбалансированной по силе, что явилось причиной активизации работ по созданию практичной платформы Стюарта (гексапода). Сегодняшняя техника линейных приводов позволяет их использовать в основном в дыропробивных прессах и лазерных станках, а не в обрабатывающих центрах. Тем не менее, ряд производителей станков, как фирма DMG (Deckel-Maho-Gildemeister), демонстрируют возможности использования линейных приводов на 5-координатных станках.
Литье полимерных композитов появилось примерно два десятилетия назад с использованием их до последнего времени в изготовлении станин и стоек в качестве экспериментальных материалов. Отмечаются два вида материалов: материал швейцарской фирмы Studer, лицензию на который приобрели американскую компанию Hardinge и Landis и независимо материал марки Phillycast ITW Philadelphia Resins, состоящий на 9 – 93% из гранитной фирмы крошки. Остальное – высокопрочная эпоксидная смола, отвердитель и иногда окрашивающий агент.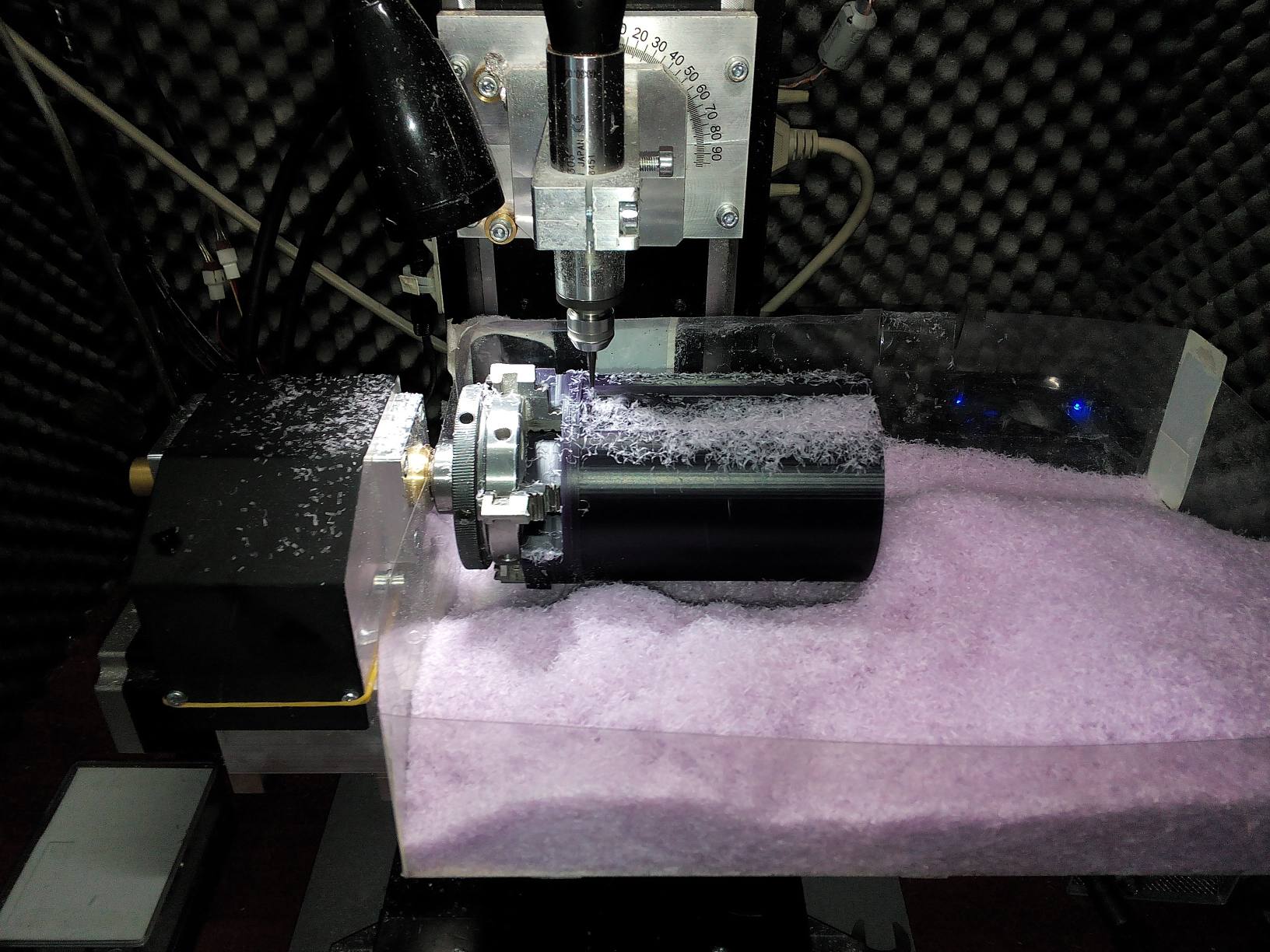 Заменителем гранита может стать композит кварца, также называемый кремниево-двуокисная керамика. Естественно, каждый поставщик рекламирует свой материал так же, как и поставщики чугунов.
Заменителем гранита может стать композит кварца, также называемый кремниево-двуокисная керамика. Естественно, каждый поставщик рекламирует свой материал так же, как и поставщики чугунов.
– самая высокая степень гибкости отливки; вибропоглощение, в 8-10 раз превосходящее это у чугуна или стали; нечувствительность к кратковременным температурным колебаниям; повышение стойкости используемого режущего инструмента и шлифовальных кругов – до 30%.Литье из композитов обладает химической и коррозионной стойкостью, не разрушается под воздействием СОЖ. Вместе с тем имеются и недостатки. Материал литья из композитов уступает по жесткости чугуну, что требует увеличения в 3–4 раза толщины стенок с использованием методов жесткости, в общем, не представляет трудностей при их учете на стадии конструирования. Также очень низкой теплопроводности гранитного эпоксида, он может быть непригоден при условии генерирования большого количества тепла, примером чего может стать передняя бабка токарного станка.
Системы управления
Высокие подач и поперечных перемещений требует контроллеров, способных управлять скоростью инерцией ускорения и торможения, т.е. цифрового типа, относительно новых и дорогих. Вместе с тем цифровые контроллеры, особенно со встроенными пультами ПЭВМ, идеальны для работы в безлюдном режиме. Они могут быть соединены с функцией дистанционного управления функциями обслуживания.
Специалисты по технике управления считают, что в последующие годы промышленные ПЭВМ будут преобладать на рынке систем управления.Действительно, многие фирмы создают системы управления с открытой архитектурой, когда пользователь может конфигурировать контроллеры под свои потребности. Другие пошли еще дальше, вложив все возможности программного обеспечения с использованием универсальной аппаратной части, как в повседневных ПЭВМ. С этой целью разработчики контроллеров начинают предлагать устойчивую версию в реальном времени Windows NT как факультативную операционную систему, позволяющую использовать все преимущества Интернета.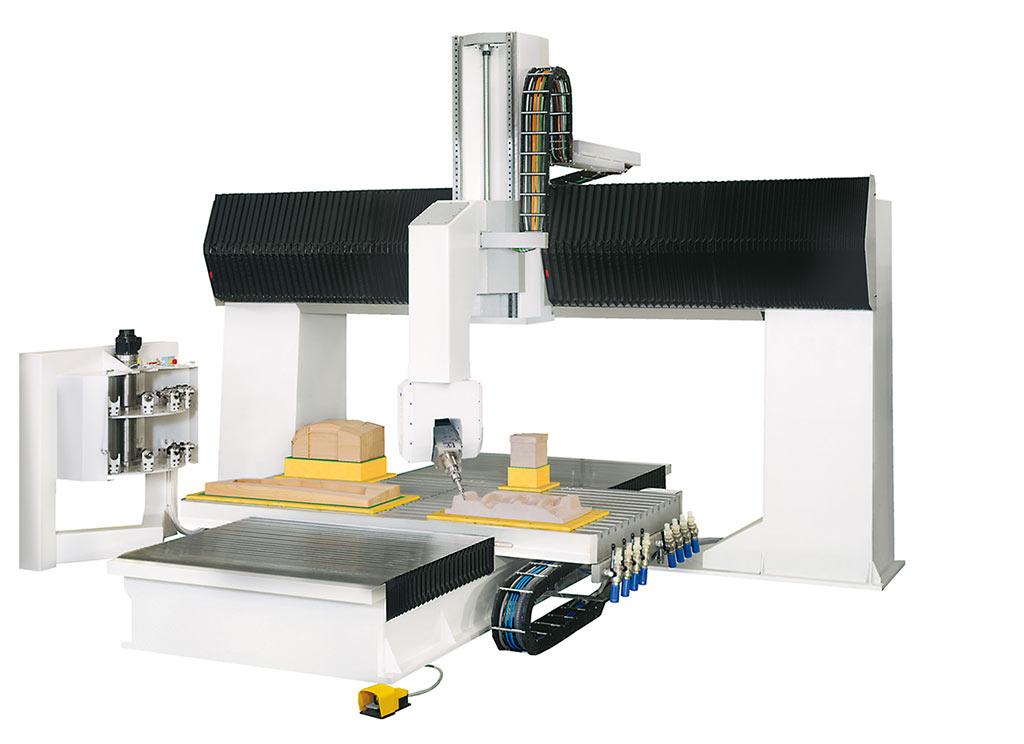 Таким образом, субпоставщики 1-го и 2-го уровней могут получить обо всем, что им требуется обработать станцию непосредственно от заказчика, что укрепит сеть поставщиков. Например, в системе ЧПУ BostoMatic BDC 3200X используются 32-битовая архитектура шины VME и ступенчатые микропроцессоры, позволяющие обрабатывать 1100 5-координатных блоков в секунду. При этом не требуется предварительной обработки данных даже в программах механообработки деталей с большим массивом данных.
Таким образом, субпоставщики 1-го и 2-го уровней могут получить обо всем, что им требуется обработать станцию непосредственно от заказчика, что укрепит сеть поставщиков. Например, в системе ЧПУ BostoMatic BDC 3200X используются 32-битовая архитектура шины VME и ступенчатые микропроцессоры, позволяющие обрабатывать 1100 5-координатных блоков в секунду. При этом не требуется предварительной обработки данных даже в программах механообработки деталей с большим массивом данных.
Инструмент
Если вы не приняли стратегию инструментальной рационализации, вам необходимо предусмотреть оптимальную емкость инструментального магазина.Многие изготовители предоставляют варианты на число гнезд 24, 36 и т.д. Время смены инструмента колеблется здесь в широких пределах, но при крупносерийной обработке это не имеет большого значения, поскольку можно сэкономить на правильном распределении потоков данных и диспетчировании. Надежность играет важное значение, чем сложнее система смены инструмента, тем выше вероятность возникновения в ней неисправностей. Новейшие инструментальные системы имеют возможность мониторинга состояния инструмента с передачей данных обратно к контроллеру.Многие устройства автоматической смены инструмента (УАСИ) имеют нагрузку (датчик), который определяет наличие инструмента и передает данные его длины в контроллер после установки в шпинделе. Теперь в ячейках и целых ГПС используется одно УАСИ на несколько станков, позволяя экономить пространство, время и деньги. Роботизированные УАСИ, связанные с контроллером станка, передают инструменты от станка к станку по потребности.
Новейшие инструментальные системы имеют возможность мониторинга состояния инструмента с передачей данных обратно к контроллеру.Многие устройства автоматической смены инструмента (УАСИ) имеют нагрузку (датчик), который определяет наличие инструмента и передает данные его длины в контроллер после установки в шпинделе. Теперь в ячейках и целых ГПС используется одно УАСИ на несколько станков, позволяя экономить пространство, время и деньги. Роботизированные УАСИ, связанные с контроллером станка, передают инструменты от станка к станку по потребности.
Шпиндели
Настоящее испытание характеристик шпинделя возможно под воздействием фактических усилий резания.Они охватывают мощность шпинделя и частоту его вращения, возможности быстрого разгона и замедления. Высокочастотные шпиндели обычно имеют прямой привод и называются «электрошпиндели». Они имеют высокую стоимость и чувствительны к перегреву, требуя сложных систем охлаждения. Эти шпиндели широко используются при высокоскоростном резании в отличие от шпинделей с редукторами, поэтому если вам необходимо выполнять много черновых операций, следует рассмотреть вариант станка как со шпинделем большой мощности, так и с высокой скорости вращения или работать на двух станках. По мнению специалистов фирмы Китамура, наилучшей является гильзовая конструкция шпинделя, связанного с приводным двигателем через прецизионную передачу. Например, шпиндель с прямым приводом (мотор-шпиндель) может нагреваться от мотора и иметь вибрации. Такого типа шпиндели передают базовый крутящий момент, созданный двигателем, что означает невозможность достижения оптимального момента при низкой частоте вращения и наибольшего его значения при максимальной частоте вращения. Например, шпиндель на обрабатывающем центре фирмы Китамура имеет главную несущую опору спереди в виде высокоточных конических подшипников.Стандартный охлаждающий узел поддерживает постоянную температуру в гильзе шпинделя за счет циркуляции масла и передаче за счет циркуляции смазки.
По мнению специалистов фирмы Китамура, наилучшей является гильзовая конструкция шпинделя, связанного с приводным двигателем через прецизионную передачу. Например, шпиндель с прямым приводом (мотор-шпиндель) может нагреваться от мотора и иметь вибрации. Такого типа шпиндели передают базовый крутящий момент, созданный двигателем, что означает невозможность достижения оптимального момента при низкой частоте вращения и наибольшего его значения при максимальной частоте вращения. Например, шпиндель на обрабатывающем центре фирмы Китамура имеет главную несущую опору спереди в виде высокоточных конических подшипников.Стандартный охлаждающий узел поддерживает постоянную температуру в гильзе шпинделя за счет циркуляции масла и передаче за счет циркуляции смазки.
Тепловое расширение
Конструкция некоторых новых станков включает в себя расширение и сжатие по осям, обеспечивает точное соответствие в течение всей смены. В других станках используются сложные цепи температурной компенсации, подающие сигналы обратной связи к регулировке положения осей. Обычно в них включает в себя систему мониторинга охлаждения ходовогота и линейных шкал по всем осям, что объясняет их высокую цену и, конечно, высокую точность. Хорошо сконструированный станок, имеющий компенсацию стандартного ходового винта рабочего стола, необходим для сообщества цехов.
Обычно в них включает в себя систему мониторинга охлаждения ходовогота и линейных шкал по всем осям, что объясняет их высокую цену и, конечно, высокую точность. Хорошо сконструированный станок, имеющий компенсацию стандартного ходового винта рабочего стола, необходим для сообщества цехов.
Из практики известно, что подвижные детали должны иметь небольшой вес для обеспечения хорошего ускорения и замедления, а неподвижные узлы должны быть как можно более массивными. Наиболее разумная конструкция, используемая в конструкции силовых как торсионных, так и сжимающих, а не сдвигающих или скручивающих.Для всех осей важны не только перемещений, но и их точность. Рециркуляционные роликовые направляющие самые лучшие для легких работ, а на тяжелых станках лучше использовать коробчатые направляющие скольжения, ограничивающие перемещение в любом направлении, кроме нужного. Шабренные направляющие у чугунных станин устарели, поскольку при недостаточном обслуживании подвергаются сильному износу.
В заключение следует заметить, что не существует выгодных сделок – вы получаете то, за что заплатили.Мировой рынок станков очень развит. Станки выпускаются для широкого диапазона и для потребителей с различными финансовыми возможностями. Те, кто хочет работать на станке, полностью отвечающий их требованиям, работать в тесном контакте с изготовителем. От вас требуется обоснование и четкое понимание того, что вам необходимо.
Окхэм М. Осмотр – Металлообрабатывающее производство, 2003, январь, стр. 6-7
Читайте также: Заводы производителей обрабатывающих центров в России
Полезные ссылки по теме.Дополнительная информация
Фрезерный станок по металлу своими руками (47 фото)
Фрезерный станок по металлу изготовленный своими руками, подробный фото отчёт по изготовлению самоделки.
Всем доброго времени суток! Хочу показать процесс изготовления своего самодельного фрезера.
И так: после изучения тем по постройке самодельных фрезеров я покопался под верстаком и извлек на свет – две малых продольных подачи – назовем их каретками, две поперечной подачи без ответных ластохвостов (т.е. только верхние части), двух координатный столик от сверлилки 2м112, и обрезки швеллера шириной 140 мм, в шпинделя я хотел сначала использовать вот такую дрель:
Заменил подшипники с шариковыми на конусные роликовые, но никак не решался вопрос по креплению цанг- шомпол не воткнеш а гайку накидную резать – опыту маловато, да и смотрелся бы такой фрезер как откровенная халтура, короче шпиндель пока в сторону, а займемся станиной.
Взял куски швеллера, два одинаковых сварил вместе, разметил и просверлил отверстия под резьбу М 10 для крепления кареток и двух-координатного столика.Нарезал резьбу закрутил болты и навернул гайки по три- четыре штуки, удлиненные не нашли, те гайки, которые оказались близко с полкой швеллера, обточил на конус (только самые нижние) иначе болты стало выворачивать, гайки обварил, вот что получилось:
Также сделал желобок для сбора СОЖ, как на заводских станинах из угла 25 х 25 мм, чтобы этот желобок не висел в воздухе, а также чтобы приподнять станину от поверхности стола, чтобы бетон залился выше образовавшихся перегородок – эти уголки обварил еще полосой 25 х 4 мм:
Стойку приварил к станине только передним краем, а затем два раза обнял полосой сзади, косынками заварил плечики станины, но когда все остыло померил угольником, под прямым углом нету – стойка немного отвалилась назад:
Затем, прогнал метчиком резьбы – ох и тяжко болты выкручивались после сварки – вкрутил свежие болты, замазал пластилином торцы гаек, чтобы бетоном болты не прихватило и металлом 2 мм заварил заднюю стенку стойки стойки:
Залил бетон (1 к 2 – цемент М500, песок и щебень гранитный, где то около ведра).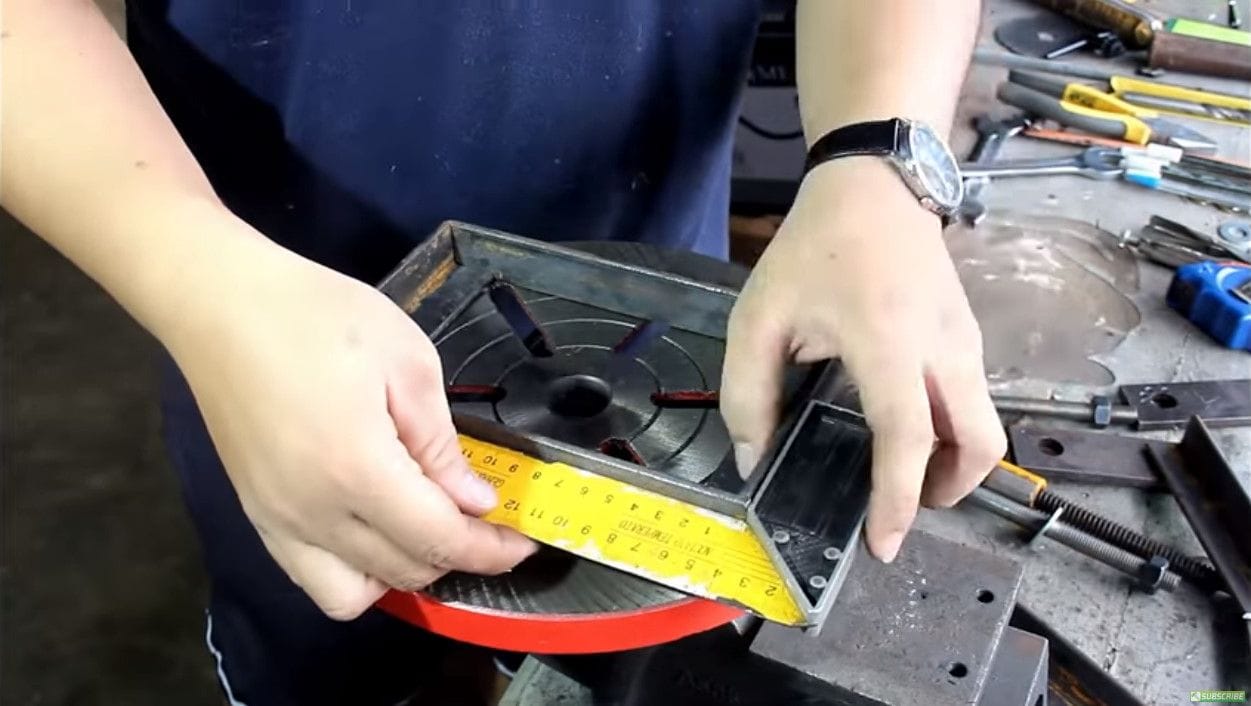
Примерил навесное оборудование.
Дальше занялся поворотной площадкой для шпинделя – попался в руки фланец не знаю от чего – проточил внутреннее отверстие для посадки на «пенёк» от резцедержки на каретке. Сам пенек, я отпилил болгаркой по высоте фланца, родной болт обрезал по длине и нарезал резьбу м20 * 1,5, выточил гайку толщиной 8 мм, а так как все сделано в потай, грани не нарежешь, то насверлил отверстий под ключ от болгарки:
Теперь шпиндель, есть у меня такой патрон с км4: и набор цанг к нему.Долго я боялся его трогать, но решился, первым делом обрезал гайку, уж больно здоровенная была. Затем зажал в токарный, балванку, проточил под диаметр цанги на 18 и зажал ее не вынимая из станка этим патроном – проверил на малых оборотах – биения нет -подпер конусом и снял лишнюю теперь уже резьбу и заодно проточил это место под посадку Ф40 мм подшипника № 208-конусного а предыдущую посадку ф30 мм под 206, получилось довольно точно:
Но нет материала, чтобы выточить корпус и поэтому откладываем его в сторону, а вынимаем то что есть: несколько корпусов подшипников, вал с КМ2 от такого же дрели в начале темы, вот теперь попрошу не бить ногами, вал изначально был коротковат и я его удлинил – напрессовал кусок полдюймовой трубы, обварил, проточил новую посадку и под резьбу, которую нарезал еще просверлил отверстие под шомпол так, как окошко оказалось внутри шпинделя, да и цанги держать надо чтоб не вываливались.
Но цанги то, не под шомпол и мне их стало жалко сверлить, нарезать, и я просто нарезал резьбу на валу.
Токарь, начинающий, станком резать не умею, а такого диаметра лерка попалась током 3/4 дюйма, ну и что, зато гайка прекрасно подошла от металлопластиковой фасонины.
Теперь о шпинделе вкратце – два корпуса причем в нижний влезли сразу два подшипника -шариковый и роликовый конический между ними кусок трубы и сварка.
Перед тем, как варить все в сборе с подшипниками стянул гайкой и чтобы легко крутилось и в процессе сварки короткими прихватками с промежуточным окунанием в воду, результат – крутится, не скажу, что свободно но в общем легко – все таки три подшипника, дальше фотки без писанины:
В результате получился вот такой шпиндель, далее сверление нарезание, обкатка:
Может, кто то, скажет – жесткости мало – скажите где? Металл 8 мм, еще будут скептики, что рабочий конец фрезы уходит за габариты столика – сразу опережаю отвечаю – на шпинделе просверлены лишние отверстия также и во флянце т.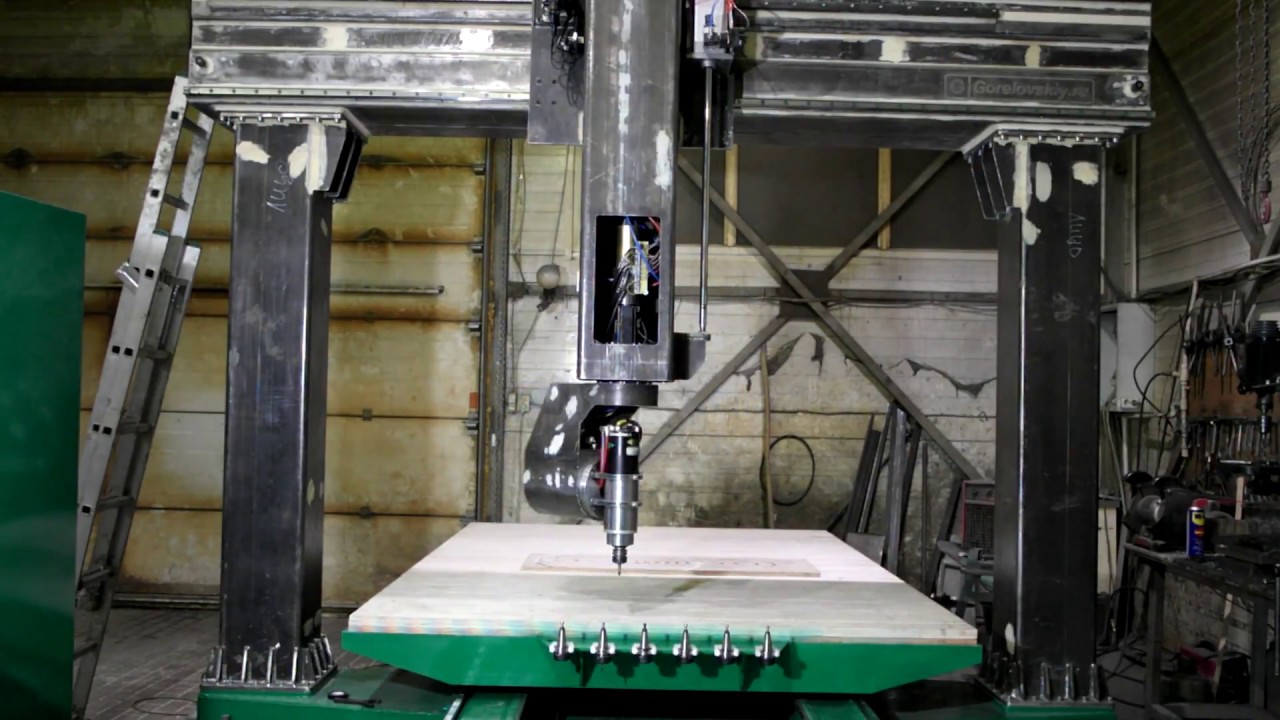 е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для станка в перспективе стол будет этот:
е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для станка в перспективе стол будет этот:
Достался мне вот такой, электродвигатель на 340 ватт, 12 вольт. На валу была муфточка резиновая со шлицевой посадкой, а так как шкив со шлицами я изготовить пока не могу, то решил оставить эту муфту и плоский ремень.
он не сваливался, просверлил в валу отверстие и нарезал резьбу м5, чтобы не заморачиваться со шпонкой, и законтрогаил это все, еще приварил пенек и кронштейник с боку:
В общем, получился самодельный фрезерный станок своими руками.Осталось поставить трансформатор, выпрямитель и регулятор оборотов, все это закреплю сзади на стойке в коробке. Регулятор попробую использовать от шуруповерта тока микруху на стойку вместо радиатора и к кнопке надо приделать винт чтоб вращением регулировать или заменить обычным резистором или выкинуть пружинку из кнопки.
Боялся что ремень будет слетать – нет как вкопанный даже не ёрзает по шкиву и не буксует, вот фото долгожданной стружки:
Автор самоделки: Андрей Борисович.г. Волгоград.
| |||||
| |||||
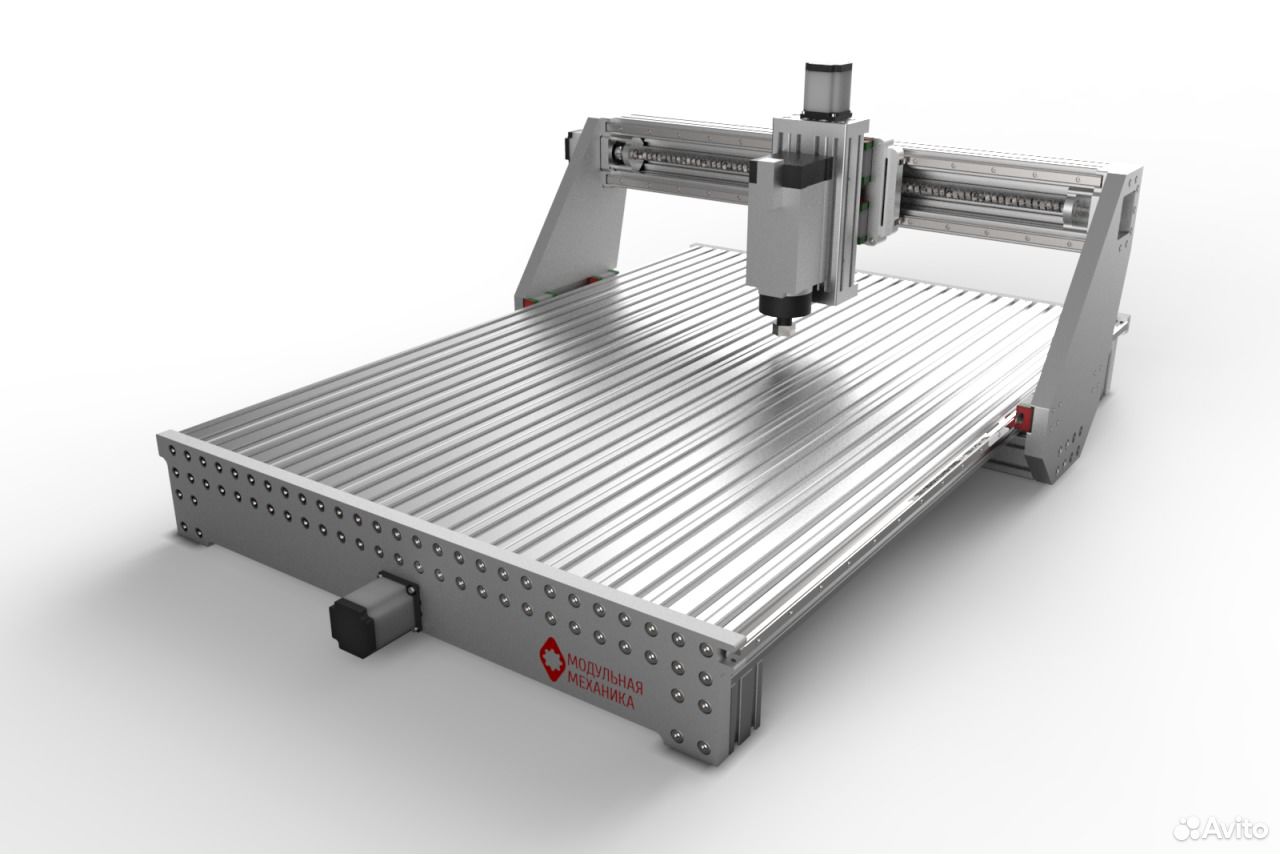 Алматы, Ауэзовский район Вчера 23:54
Алматы, Ауэзовский район Вчера 23:54 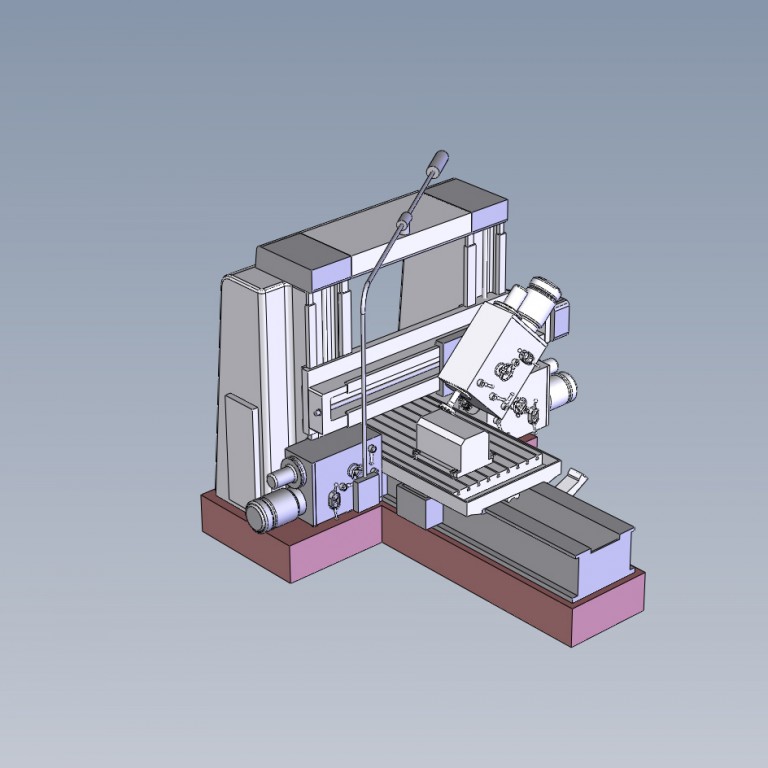
“Клуб программистов” – материалы по Delphi и С ++ »Архив блога» Координатный станок?>
Автор maloy в разделе Общалка
Smitt & Wesson
Наконец-то доделал координатный станок. Изначально, идея была, делать гобелены. Все четыре координаты работают, но столкнулся с такой проблемой. Игла, сильно и неравномерно проминает ткань. При этом пропускаются петли. Бился с ним, неделю. В общем, пришол к выводу, лучше, чем руками, эти гобелены никак не сделать.
Изначально, идея была, делать гобелены. Все четыре координаты работают, но столкнулся с такой проблемой. Игла, сильно и неравномерно проминает ткань. При этом пропускаются петли. Бился с ним, неделю. В общем, пришол к выводу, лучше, чем руками, эти гобелены никак не сделать.
Станок работает с нормальной точностью. 0,1мм / шаг ШД.
Пришло на умные идеи, все из которых имеет как преимущества, так и недостатки.
1. Переделать каретку под выжигатель. Преимущества – много шаблонов для скачивания, много древесины.Недостатки – производство дымное, низкий процент доходности т.к. заготовки сам делать не собираюсь, а наносить рисунки на кухонные доски.
2. Электроискровой гравёр. Преимущества, такие-же как и у выжигателя. Недостатки – работа с пожароопасными жидкостями – керосин, к тому-же керосиновый запах.
3. Изготовление картинок, наплавлением проволоки, в среде инертных газов. Преимущества и недостатки, примерно такие-же, как и у предыдущих двух.
Вопрос: Если-бы перед вами стоял такой выбор, что-бы вы выбрали?
Уткин
У Вас ткань просто лежит или натягивается?
Smitt & Wesson
Натянута. Но, даже, если её очень сильно натянуть, центр, всё равно провисает под действие иглы.
Но, даже, если её очень сильно натянуть, центр, всё равно провисает под действие иглы.
Только что экеспериментировал. Подложил под нее рейки с зазором 5 мм под иглой. Ряд прошел, хоть бы хны. Ща попробую нижнюю раму переделать так, что-бы эти рейки были к раме привязаны и постоянно находились под иглой.
Темное зло
Идея очень интересная, я сам давно интересуюсь, но никак руки не дойдут, всегда останавливался на двух вариантах это либо выжигатель либо фрезер.
Smitt & Wesson
Я тоже варианты перебирал. Станок для выжигателя несколько проще. В нём, две аналоговые координаты XY и одна дискретная – опустил / поднял. Но дыму от него…
Для фрезерной точности не хватит, сделать его в домашних условиях.
Есть ещё одна идея, токарный станок, для точения ножек для полок. Там, тоже две координаты. Перемещение заготовки и подача фрезы. Движок, вращающий заготовку, крутится с постоянными оборотами. Но пыли от него древесной – мама не горюй.
Но пыли от него древесной – мама не горюй.
продолжение в теме на форуме
Похожие статьи
Фрезерные станки
Компания ООО «Станки» предлагает надежные, качественные иечные фрезерные станки различной мощности, скорости и точности обработки, которые являются экономичными в использовании, рассчитанными на круглосуточную бесперебойную работу на промышленных предприятиях, предназначенные для качественного изготовления большого количества различных изделий в условиях серийного производство.
Фрезерный станок по металлу вы можете выгодно купить в ООО «Станки» в Нижнем Новгороде. Мы гарантируем высочайшее качество и надежность всех поставок токарных станков и их длительную бесперебойную работу.
Фрезерные станки: DMTG, KNUTH, ARSENAL, SHIZUOKA.
Фрезерный станок: что нужно знать, для правильного выбора или подбора современного аналога в устаревшем фрезерному станку.
При выборе фрезерного станка, а также при подборе аналога фрезерному станку необходимо понимать способ обработки и технические характеристики фрезерного станка по отношению к заготовке. Обрабатываемый материал, его вес и стоимость.
Необходимо соотносить габариты обрабатываемой заготовки с техническими функциями фрезерного станка перемещениями по координатам сторон обработки. Вес заготовки необходимо соотносить с допустимой нагрузкой на стол фрезерного станка.Физико-химические материалы заготовки необходимо соотносить со скоростью вращения шпинделя, имеющей в технических характеристиках фрезерного станка, в дальнейшем это необходимо для подбораальной оснастки. Особое внимание уделяется мощности двигателя, шпинделя и скорости его вращения, которые всегда указываются в параметрах фрезерного оборудования.
Также бывает важный установленный способ связи двигатель – шпиндель (ременная передача, мотор-редуктор, прямой привод). Точность, шероховатость и допуски, которым необходимо изготавливать конечный продукт, первые критерии при выборе фрезерных металлообрабатывающих станков. На точность фрезерного станка, кроме конструкции, ЧПУ, опыта работы и прочих равных условиях, оказывает влияние в технических характеристиках фрезерного станка точности повтора и положения позиционирования. Надежность фрезерного станка определяет длительным сохранением точности повтора и позиционирования, особенно в условиях жесткой прерывистой фрезерной обработки.Необходимо обращать внимание на то, с помощью чего перемещаются по осям (направляющие, ШВП – шарико-винтовая пара, привод). От этого также зависит цена фрезерных станков. Потребность в количестве изделий (в смену / месяц / год) диктует ряд необходимых условий при выборе фрезерного станка. Скорость быстрых перемещений, система подачи охлаждающей жидкости, транспортеры удаления стружки, автоматические загрузочные и разгрузочные роботы – манипуляторы).
Точность, шероховатость и допуски, которым необходимо изготавливать конечный продукт, первые критерии при выборе фрезерных металлообрабатывающих станков. На точность фрезерного станка, кроме конструкции, ЧПУ, опыта работы и прочих равных условиях, оказывает влияние в технических характеристиках фрезерного станка точности повтора и положения позиционирования. Надежность фрезерного станка определяет длительным сохранением точности повтора и позиционирования, особенно в условиях жесткой прерывистой фрезерной обработки.Необходимо обращать внимание на то, с помощью чего перемещаются по осям (направляющие, ШВП – шарико-винтовая пара, привод). От этого также зависит цена фрезерных станков. Потребность в количестве изделий (в смену / месяц / год) диктует ряд необходимых условий при выборе фрезерного станка. Скорость быстрых перемещений, система подачи охлаждающей жидкости, транспортеры удаления стружки, автоматические загрузочные и разгрузочные роботы – манипуляторы).
Конечно же, фрезерный станок – это инструмент для заработка денег, он должен себя в первую очередь «окупать» и работать дальше, поэтому мы предлагаем разные фрезерные станки и технологии.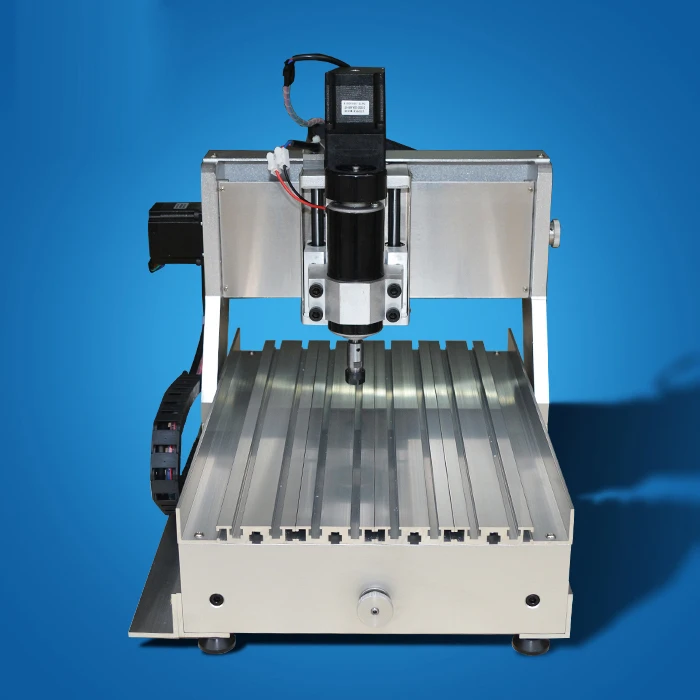
Выбор фрезерного станка сам по себе так же налагает ряд условий на покупателя. Управление фрезерным станком, требует несомненной квалификации обслуживающего персонала. Управление фрезерным станком может осуществляться в мануальном (ручном) режиме с помощью УЦИ (Устройство Цифровой Индикации перемещения по осям обработки, отслеживается с помощью оптических линеек, установленных на оси станка), с помощью ЦПУ (Циклового Программного Управления, когда отслеживается обработка не детали) , а только части – цикла), ЧПУ (числовое программное управление – передовая технология для полного процесса изготовления деталей).Некоторые фрезерные станки вместо ЧПУ комплектуют специальным программным продуктом, который устанавливается на персональный компьютер заказчика. Многие фрезерные станки по определению должны работать в специальных условиях, для установки необходима специальная подводка электричества, специальный фундамент. Габариты и вес фрезерного станка также являются его техническими характеристиками.