Координатный стол своими руками: Страница не найдена – Все о мебели
alexxlab | 30.05.2021 | 0 | Разное
Координатный стол для сверлильного станка своими руками
Содержание статьи:
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол.
Понятие и виды
Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:
- механического метода;
- вакуумного метода;
- собственного веса заготовки.
Сверлильный станок с ЧПУ
Изделия бывают с одной, двумя и тремя степенями свободы. Это означает, что подача осуществляется по координатам Х, Y, Z. Для сверловки плоских деталей, достаточно горизонтальных перемещений. При объемном изделии или неподвижно зафиксированном сверле необходимо вертикальное движение стола.
Для больших промышленных сверлильных установок изготовляются длинные координатные площадки.
По приведению стола в движение конструкция может быть:
- механической;
- электрической;
- ЧПУ.
Последний вид наиболее точный, но стоимость такого прибора значительная.
Изготовление несущих элементов
Материалами для изготовления остова стола служат:
- чугун;
- металл;
- алюминий.
Последний материал используется для схем с небольшими нагрузками и малыми крутящими усилиями. Приемлем такой вариант при сверловке дерева или пластмассы.
Тянутый алюминиевый профиль рамы, монтируется на резьбовых соединениях. Таким образом, получается прочное основание. Достоинства материала в:
- малом весе;
- доступности;
- простоте монтажа.


Многие фирмы выпускают готовые комплекты для сборки столов своими руками.
Сверлильный станок с крестовым столом
Литые конструкции основания зачастую чугунные. Вес их значителен, но и усилия, которые они способны выдержать, довольно высокие. Такие столы применяются при больших объемах производства. Монтаж производится на фундамент, стационарно.
Сварная станина является оптимальным вариантом как для производственных мощностей, так и для домашнего использования. Главное, при сварке своими руками уменьшить сварные напряжения металла отпусканием. Иначе, при набирании оборотов двигателем в каркасе могут пойти трещины.
Для сверлильных станков используют две технологические схемы стола:
- крестовую;
- портальную.
Сверлильный станок с портальным столом
Первая применяется при объемных заготовках. Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Портальная схема используется при сверловке плоских изделий. Она боле проста в изготовлении и отличается повышенной точностью обработки.
Выбор направляющих
От правильного выбора и крепления направляющих движения поверхности стола зависит точность обработки. Применяются рельсовые и цилиндрические элементы. Они выпускаются с надстройкой каретки и смонтированными подшипниковыми узлами.
Выбор вида направляющих стола зависит от типа привода. Рассматриваемая деталь работает на преодоление силы трения. Если необходима высокая точность в перемещении, лучше выбрать подшипники скольжения. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие бывают:
- с увеличенным фланцем, для крепления к низу стола;
- безфланцевые для обычного крепления к расположенным сверху резьбовым отверстиям.
При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. Они обладают повышенным сроком службы и более длительным сопротивлением к истиранию.

Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.

Чертеж шарико-винтовой передачи
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками.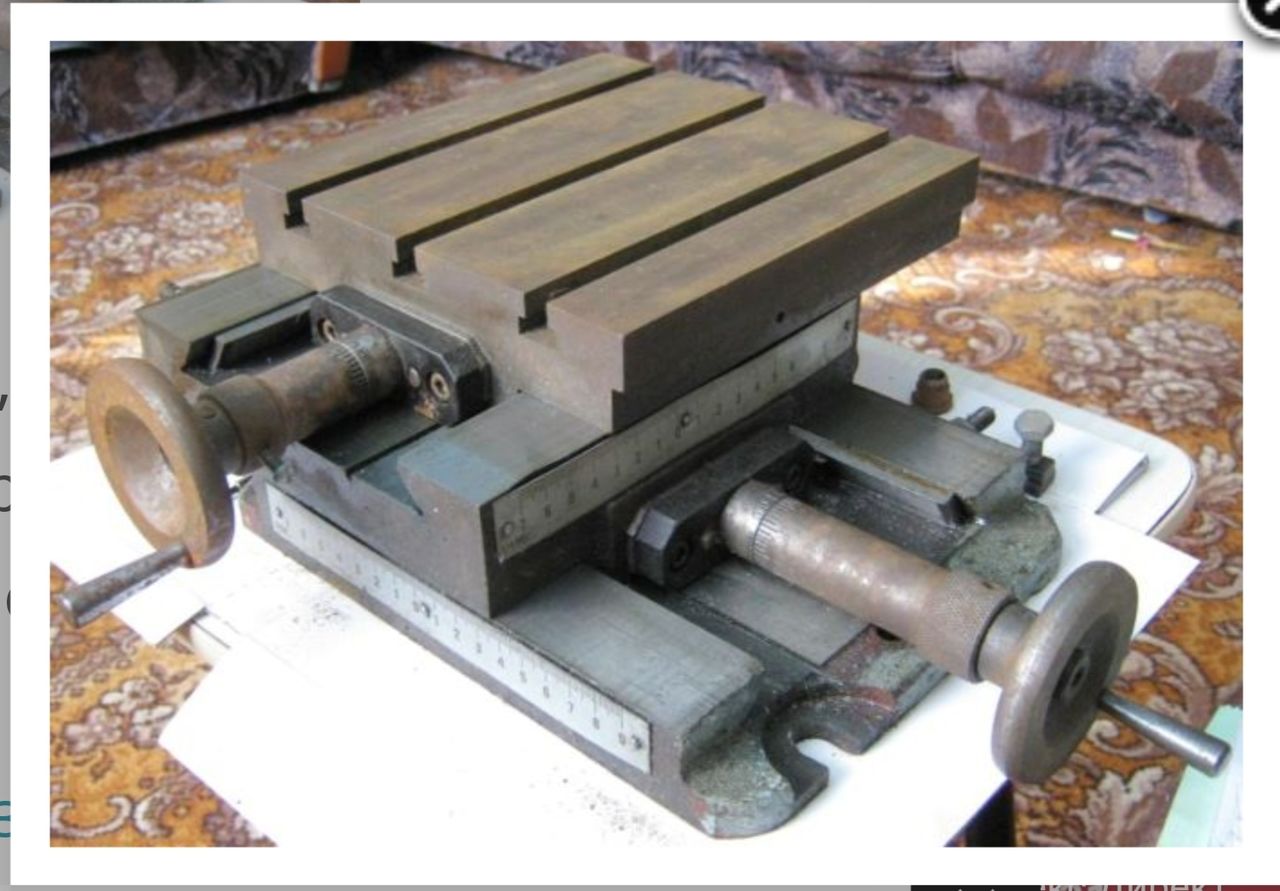 Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе. Особенно это важно при самостоятельном изготовлении из подручных материалов.
Чертежи и примеры самодельных моделей
Обзор и сравнение заводских моделей
| Модель | KT70 | КТ150 | G-5757 | KRS-475 |
| Размеры стола, мм | 200*70 | 200*200 | 312*140 | 475*155 |
| Продольное перемещение, мм | 134 | 150 | 203 | 330 |
| Поперечное перемещение, мм | 46 | 150 | 125 | 150 |
| Деление нониуса, мм | 0,05 | 0,05 | 0,02 | 0,02 |
| Масса, кг | 1,14 | 4,9 | 17 | 23,5 |
| Цена, руб | 8046 | 16510 | 11900 | 14000 |
- KT70
- КТ150
- G-5757
- KRS-475
Стол для сверлильного станка своими руками
Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
Модель координатного стола
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.
Шарико-винтовые передачи
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
- риск обрыва ремня при нагрузках.
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Видео по теме: Как сделать координатный стол и фрезерную стойку своими руками
Координатный стол своими руками – Автоматика, Челябинск, официальный сайт дилера Delta Electronics
Есть желание собрать и автоматизировать координатный стол своими силами?
Предлагаем Вам ознакомиться с нашими “исследованиями” в этой сфере и примерным набором компонентов конструкции и системы управления (ЧПУ).
Координатный стол – это манипулятор, состоящий из нескольких осей, и предназначенный для перемещения технологической головки (лазер или плазма, фреза или стеклорез) в двух или трех плоскостях. Координатные столы используются в установках для контактной обработки материала (фрезерование, электроэрозия, сварка, гравировка, резка или раскрой материала), и бесконтактной обработки материала (лазер, плазма, нанесение герметиков и т.д.).
Основа координатного стола – рама или каркас, облегченная конструкция подходит для применения в станках без контактной обработки материала (лазер, плазма) или транспортных манипуляторах для небольших нагрузок. Усиленная конструкция может применяться для создания сверлильных и фрезерных станков, а также для манипуляторов, испытывающих большие нагрузки. Аналогично с каркасом элементы конструкции тоже выпускаются в разных исполнениях. Рассмотрим их поподробнее…
Если вы решили разработать конструкцию станка сами, придерживайтесь нескольких простых правил:
- Не экономьте на жесткости.
- В силовом каркасе станка применяйте глухие или прессовые посадки и по возможности сварку, т.к. простое болтовое соединение жесткости не дает. Если конструкция сварная, организуйте каркас фермами.
- При кручении жесткость пропорциональна квадрату размеров сечения, а при изгибе – четвертой степени, т.е. при увеличении размеров сечения детали 2 раза, ее жесткость на изгиб увеличивается 16 раз.
- При выборе материалов предпочтение отдается легким конструкциям. Монолитная алюминиевая деталь жестче, чем равная ей по весу стальная, но оребренная.

В основном, сборка столов выполняется из линейных модулей на основе алюминиевого профиля или профильной трубы и направляющих по которым будут перемещаться узлы стола: портал и каретка.
Направляющие могут быть цилиндрические и рельсовыми, поставляются с каретками со встроенными подшипниками. При выборе направляющих стоит отметить, что основная нагрузка в двигателей подач состоит в преодолении сил трения, потому выбор направляющих определяет мощности приводов подачи. При выбор подшипников качения трение будет меньше, но при этом пострадает точность, так как подшипники скольжения имеют меньший люфт.
При выбор подшипников качения трение будет меньше, но при этом пострадает точность, так как подшипники скольжения имеют меньший люфт.
В качестве передачи, как правило, используются зубчатая рейка, ШВП или армированный зубчатый ремень.
Передача подбирается исходя из требований к системе по нагрузке, точности и скорости перемещения. Шарико-винтовая пара обеспечивает высокую точность позиционирования (6-12 микрон), плавность хода, низкий люфт, однако имеет скоростные ограничения, особенно при длине винта от 1500 мм и более. Посчитать скорость не сложно: сервопривода мощностью до 1 кВт имеют стандартные показатели скорости 3000 об/мин, в пересчете шага винта 10мм (хотя бывают и более тихоходные винты) это 30 метров в минуту или 0,5 м/сек, то есть 3 метра винт преодолеет за 6 секунд. При удешевлении проекта можно ставить передачу винт-гайка, но необходимо обеспечить достаточную смазку.
Пара шестерня-рейка имеет высокую точность перемещения (до 10 микрон) и высокие скоростные характеристики. Дает возможность создания крупногабаритной системы за счет стыковки (наращивания) реек. Недостатком системы является необходимость компенсации люфта в редукторе привода и самой передаче.
Ременная передача самая недорогая и простая в обслуживании, она обеспечивает достаточно высокие скорости перемещения. Ее недостатки – ограничения по ускорению, относительно быстрый износ, невысокая точность и удлинение про приложении нагрузки.
В качестве приводов подачи в таких системах обычно применяются шаговые двигатели постоянного тока и синхронные двигатели (серводвигатели). Шаговые двигатели по сравнению с синхронными имеют более низкие скоростные и динамические характеристики и меньшую мощность, зато и цена их значительно ниже. В системах, не испытывающих высоких динамических нагрузок, допускается применение асинхронных двигателей с обратной связью.
Управление приводом и механизмами координатного стола осуществляется системами ЧПУ. По принципу формирования управляющего сигнала они делятся на аналоговые, импульсные и цифровые. Аналоговые схемы ЧПУ сегодня самые распространенные и широко используются в машиностроении. Тем не менее из-за ограниченного быстродействия их применение не всегда возможно в системах, работающих на высоких скоростях.
Импульсные системы используются для управления шаговыми двигателями или синхронными двигателями, имеющими импульсный вход. По характеристикам они уступают цифровым, но поскольку стоимость таких устройств почти на порядок ниже, их часто используют в бюджетных системах, не требующих особой точности позиционирования и обратной связи.
Современные цифровые системы получают сегодня все большее распространение благодаря широким возможностям обработки сигнала, удобству интерфейса, помехоустойчивости. Они реализуются с использованием стандартных протоколов – Profibus, CAN, Sercos и других. Управляющая программа для систем ЧПУ генерируется вручную либо конвертируется из файлов, подготовленных в специальных программах, таких, как AutoCAD, SolidWork, Компас.
Управляющая программа для систем ЧПУ генерируется вручную либо конвертируется из файлов, подготовленных в специальных программах, таких, как AutoCAD, SolidWork, Компас.
Гибкие кабель-каналы (системы защиты кабеля) – необходимый элемент современных машин и механизмов. Высокие скорости перемещения подвижных частей станков, промышленных манипуляторов, автоматизированных сборочных линий требуют специальных мер по защите движущихся кабелей и шлангов от механических, химических, температурных и иных внешних воздействий.
Щвейцарская компания Kanya предлагает конструкционный алюминиевый профиль высокой точности. Главным конкурентным преимуществом продукции Kanya является удобство монтажа и большой выбор дополнительных элементов. Все соединения в системах алюминиевых профилей Kanya унифицированы и обеспечивают максимально простой, удобный и надежный монтаж. Оригинальные дополнительные элементы – опорные, соединительные, крепежные, защитные, декоративные, специального назначения позволяют одинаково легко собрать как станину станка, каркас промышленной установки или сборочного конвейера, так и выставочный стенд, систему стеллажей, офисное кресло, стол или оконную раму.
Компания Gudel производит достаточно широкий ряд зубчатых реек и шестерней модульного и метрического типа.
Одним из наиболее продвинутых решений для систем линейных перемещений является комплект Alpha Solution от Alpha Getriebebau.
SBC Linear Co., Ltd (Сеул, Корея) – крупнейший азиатский производитель систем и компонентов линейных перемещений.
Сегодня ни один современный станок, ни один механизм, в котором используется подвижная проводка, не обходится без кабельных каналов. Пневмошланги, шланги подачи жидкости, газа или смеси, в том числе высокого давления, силовые и сигнальные кабели – для каждого применения разработаны и широко применяются гибкие кабельные цепи.
Корейская компания CP System Co., Ltd была основана в 1993 году для обеспечения нужд быстрорастущего национального производства компонентов микроэлектроники и полупроводниковой техники современными высококачественными кабель-каналами.
Для производства кабель-каналов CPS используются только качественные, не содержащие вредных примесей, нетоксичные материалы – очищенный полиамид-6, износостойкая резина и стекловолокно. Экологически чистое производство компании CPS сертифицировано по стандартам ISO 9001 и национальным стандартам качества KOR-483-00-01.
SBC производит рельсовые направляющие качения (линейные направляющие) трех типов – общепромышленные (SBG/SBS), миниатюрные (SBM) и для высоких скоростей перемещения (SPG/SPS).
Для систем управления координатными столами применяются контроллеры движения и ЧПУ фирмы Delta Electronics (Тайвань), например DVP-PM, DVP-MC или плата PCI-DMC-A01. Эти контроллеры имеют широкую возможность к адаптации системы управления к различным технологическим задачам. В качестве приводов используются сервопривода фирмы Delta Electronics серии ASDA, обеспечивающие необходимые статические и динамические характеристики. Характеристики данных контроллеров приведены в разделе Каталог продукции. По Вашему желанию предоставим всю самую новую информацию а также референс внедрений, пишите, звоните: (351) 235-20-38, This email address is being protected from spambots. You need JavaScript enabled to view it.
.
По Вашему желанию предоставим всю самую новую информацию а также референс внедрений, пишите, звоните: (351) 235-20-38, This email address is being protected from spambots. You need JavaScript enabled to view it.
.
DVP-PM
Специализированный ПЛК блочного типа для управления движением
- 16 точек вводавывода с расширением до 512
- Память программы: 64К шагов
- Память данных: 10 000 слов
- 2-х/3-х осевое позиционирование с линейной, круговой, винтовой интерполяцией
- Два (три) встроенных A/B-фазных дифференциальных выхода с частотой до 500 кГц
- Встроенные RS-232 и RS-485, совместимые с MODBUS ASCII/RTU
- Полная совместимость с модулями расширения DVP-Eh3
- Поддержка G-Code/M-Code (загрузка с помощью программы с персонального компьютера либо с панели оператора Delta Electronics)
- Подключение задающего энкодера (MPG)
- Профиль E-CAM: 2048 точек
Пример программы для контроллера и панели для тестирования загрузки G-кодов.
DMCNET
Модуль для управления позиционированием по коммуникационному интерфейсу
Модуль DMCNET является устройством управления в режиме реального времени сетью из 12 сервоприводов – четыре группы сервоприводов с 3-х координатной интерполяцией каждая. Скорость обмена 1мс, опрос одновременно 768 входов. Благодаря DMCNET в одной системе могут быть объединены различные устройства, например, сервомоторы, линейные двигатели, устройства с дискретными и аналоговыми входами/выходами, шаговые моторы и ручные задающие устройства импульсных команд.
Реализована высокопроизводительная функция контроля – имеется два типа проверок CRC кодов по двум различным каналам, что уменьшает частоту ошибок связи.
Простота электрических соединений и монтажа снижает конечную стоимость системы, а высокая помехоустойчивость модуля повышает стабильность работы всей системы. К тому же, встроенный PROFIBUS интерфейс обеспечивает возможность оперативного контроля работоспособности подключённых устройств.
Быстрое и точное управление даёт возможность обеспечивать такие характеристики как скорость позиционирования 3 м/сек, ускорение до 5g, и разрешение до 0.001 мм.
Простая структура механической части
Использование 64-разрядных вычислений с плавающей запятой и энкодера с разрешением 1280000 импульсов /оборот даёт возможность обеспечить высокую точность работы. Имеется 35 внутренних режимов работы, поддерживаются команды абсолютного и относительного позиционирования. Встроенные функции внутреннего позиционирования, управления скоростью и моментом оказываются востребованными в различном оборудовании, причём их переключение не требует перезапуска системы.
ASDA-B2
Стандартный сервопривод общего назначения
Диапазон мощностей: 0.1 – 3кВт
- Три режима управления: положением, скоростью, моментом. Режим позиционирования осуществляется только по внешнему импульсному сигналу задания, а режимы скорости и момента – как по внутренним параметрам, так и по аналоговым сигналам задания.
- Повышенная точность. Встроенный энкодер на 131 072 имп/об (17 бит), что удовлетворяет широкому кругу применений сервопривода, и гарантирует стабильную работу на низких скоростях. Импульсный вход с частотой до 4Мгц.
- Превосходное подавление вибрации. Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
- Превосходные динамические характеристики. Полоса пропускания до 550 Гц. Время изменения скорости двигателя от -3000 до 3000 об/мин составляет 10мс (без нагрузки).
- Эффективное подавление вибрации. Три группы полосовых режекторных фильтров, автоматически минимизирующих и полностью устраняющих вибрацию исполнительного механизма.
- Встроенный цифровой пульт управления. Позволяет быстро сконфигурировать и оперативно вести мониторинг за работой сервопривода.
- Встроенный тормозной резистор. В моделях от 400Вт.
- Встроенный MODBUS. Cвязь с ПК или ПЛК по RS-232 или RS-485 интерфейсам для управления, конфигурирования и мониторинга привода


ASDA-A2
Многофункциональный, высокопроизводительный сервопривод переменного тока
Диапазон мощностей: 0.1 – 7.5 кВт
- Высокая точность. Встроенный энкодер на 1 280 000 имп/об, что удовлетворяет очень деликатным применениям сервопривода, и гарантирует стабильную работу на очень низких скоростях. Поддержка абсолютных энкодеров.
- Высокая динамика. Полоса пропускания до 1 кГц. Время изменения скорости двигателя от -3000 до 3000 об/мин составляет 10мс (без нагрузки).
- Превосходное подавление вибрации. Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
- Полностью замкнутый контур позиционирования. Встроенный интерфейс (CN5) для подключения внешнего датчика положения (оптической линейки или энкодера) позволяет создать второй замкнутый контур обратной связи по положению непосредственно исполнительного механизма для задач высокоточного позиционирования.
- Уникальная встроенная функция E-CAM (электронный кулачковый вал). До 720 позиций E-CAM.Плавная интерполяция между позициями может выполняться автоматически.
- Гибкий режим внутреннего позиционирования (Pr). Режим позволяет задать 64 уставки заданных положений. Доступно 5 способов управления: 35 видов режимов выхода в исходную позицию, программируемых переходов, режимов записи параметров, скоростных и позиционных значений.
- Функции захвата и сравнения в реальном времени. Способность запоминать мгновенное значение текущей координаты во время движения. Отклик – 5мкс. Способность мгновенной активизации выхода (DO) при достижении предуста-новленных значений координат движения. Отклик – 5мкс.
- Поддержка CANopen. Скорость связи по CANbus – 1Мб/с. Совместимость со стандартом DS301 CANopen
- Компактный, узкий корпус. Корпус новой серии ASDA-A2 уже корпуса предыдущей серии ASDA-A на 40 %. Допускается плотная установка сервоприводов в шкафу. Боковое расстояние между стенками может быть всего 2 мм.
 Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса. Доступно 5 способов управления: 35 видов режимов выхода в исходную позицию, программируемых переходов, режимов записи параметров, скоростных и позиционных значений.
Доступно 5 способов управления: 35 видов режимов выхода в исходную позицию, программируемых переходов, режимов записи параметров, скоростных и позиционных значений.чертежи, видео Подъемный стол для сверлильного станка своими руками
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Характеристика
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
Приводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.

Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
- портальная;
- крестовая.
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
- специальный разъём для инструментов;
- привод охлаждения;
- привод смазки;
- нейтрализацию вредных газов и испарений;
- привод удаления пыли и стружки.

Особенности несущей конструкции
Исполнение координатных установок для фрезерного и станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с , так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.

Механизмы для передачи движения
Заводские и самодельные координатные мини-площадки приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.
Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.

Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.
Высокая стоимость один из минусов данной передачи
Дополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.
Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:
- линейного двигателя;
- сервоусилителя.
Сервоусилитель
Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Преимущества еще заключаются в увеличении скорости и точности обработки детали. В силу того, что отсутствуют вспомогательные передачи в схеме стола, сокращается количество последовательно соединенных элементов, а это уже, в свою очередь, в лучшую сторону влияет на надёжность координатной установки.
Выводы
Заметно, по отношению к другим видам передач, снижается и погрешность, которая находится на уровне единиц микрометров. Прямой привод характеризуется высокими показателями торможения и разгона.
Вследствие того, что в прямом приводе нет деталей, которые подвергаются трению, координатная алюминиевая установка меньше подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но при этом самых существенных недостатков прямого привода – его цена. Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Компания ООО “Кубань Радикал” предлагает станки лазерной резки СОБСТВЕННОГО ПРОИЗВОДСТВА с оптоволоконным источником от 500Вт до 2000вт
Станок изготавливается в одном месте – на станкостроительном заводе им. Седина (г. Краснодар)
Станки предназначены для выполнения лазерной резки металлов на скорости до 20 м/мин. Конечная скорость обработки зависит не только от мощности источника но и мощности сервоприводов. Если вы хотите использовать ваш станок для предоставления услуг лазерной резки, то этот станок даст вам больше возможности заработать, чем вашим конкурентам, у которых дешевые станки с бедной комплектацией. Высокопроизводительная машина даст прибыль в 1,5 и более раз за единицу времени.
Почему компания Кубань Радикал:
Штат высококвалифицированных инженеров, готовых оказать оперативную техническую поддержку 24/7, 365 дней в году. Постоянная поддержка на русском языке. Потому что мы знаем – остановить производство, это серьезные убытки.
Сами занимаемся лазерной резкой благодаря чему знаем, что под вашу задачу нужно
В цену станка входит его изготовление, обучение вашего специалиста. Вы или ваш сотрудник всегда можете присутствовать при производстве, сборке станка.
Возможность установить дополнительную опцию. Мы производители, а это значит что мы можем собрать станок индивидуально, под конкретные задачи производства.
Доставка по РФ, СНГ, Европе. Возможность доставки собственным автотранспортом, так надежнее.
Станки в наличии 500w 700w, 1000 w, 1500 w.
Средний срок изготовления станка – 1,5 месяца
Возможность оплаты ПОСЛЕ изготовления и тестирования вашими специалистами. Это существенно упрощает получение лизинга.
Комплектация:
· Сервоприводы и двигатели DELTA (Тайвань)
· Направляющие по осям Hiwin (Тайвань)
· Координатный стол с порталом
· Оптоволоконный лазерный источник:
IPG (Россия, Фрязино)
Raycus (Китай) опционально
· Лазерная режущая голова Raytools (Швейцария)
· Промышленный охладитель чиллер
· Вытяжка с улиткой и трубами
· Комплект расходников
Технические характеристики:
Размер рабочего стола: 1500*3000мм
Тип лазера: оптоволоконный лазер
Производитель станка: ООО «Кубань Радикал»
Мощность лазера: Опционально
Длина волны лазера: 1070 nm
Направляющие по оси X, Y: Hiwin 25
Направляющие по оси Z: Hiwin 20
Передача по осям X; Y: зубчатая рейка/косозубая шестерня
Двигатель по осям X; Y; Z: сервопривод
Сервоприводы по осям X; Y: DELTA Еlectronics
Сервопривод по оси Z: DELTA Еlectronics
Система контроля высоты оси Z: ёмкостная бесконтактная
Система управления: CypCut
Совместимость с программами: AutoCAD, Компас и т. д.
д.
Формат работы станка: файлы чертежей с расширением *.dxf,
Хотите цену ниже?
Посетите наше производство: г.Краснодар ул.Захарова 1
(Станкостроительный завод им. Седина)
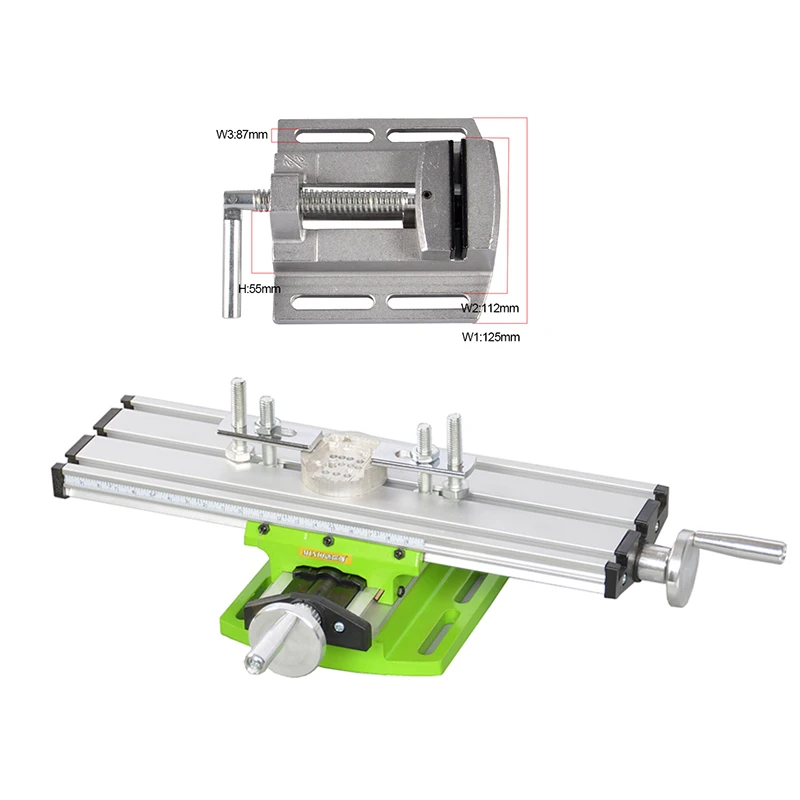
Девайс от Виктора Travelller – координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает)))). А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
Параметры столика:
- Длина 350 мм
- ширина 350 мм
- толщина – 65 мм.
- Полная длина направляющих 300мм.
- Точность около 0,1 мм
- Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы)
- Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки)
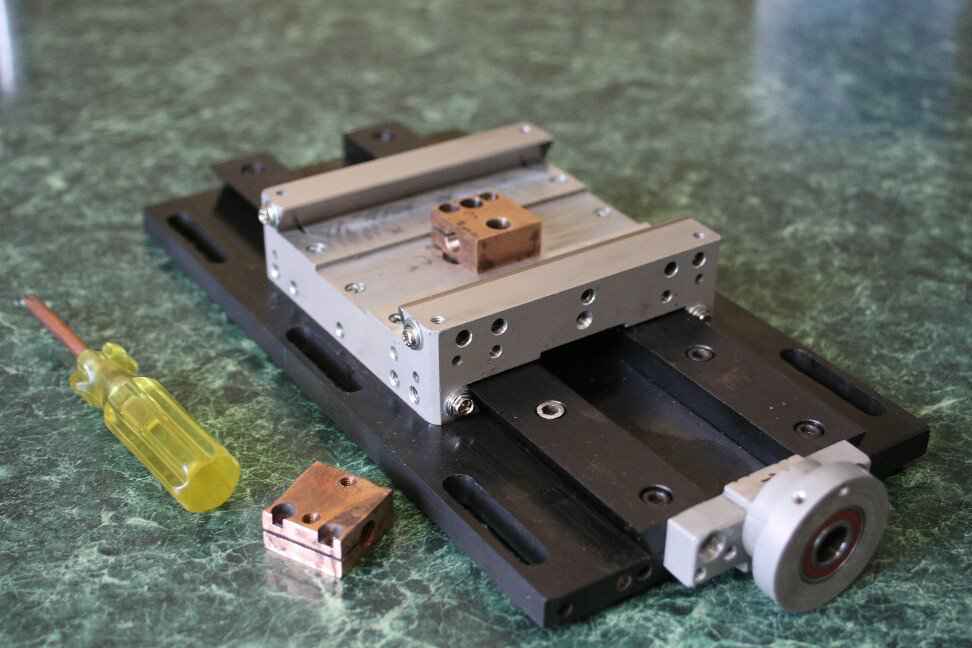
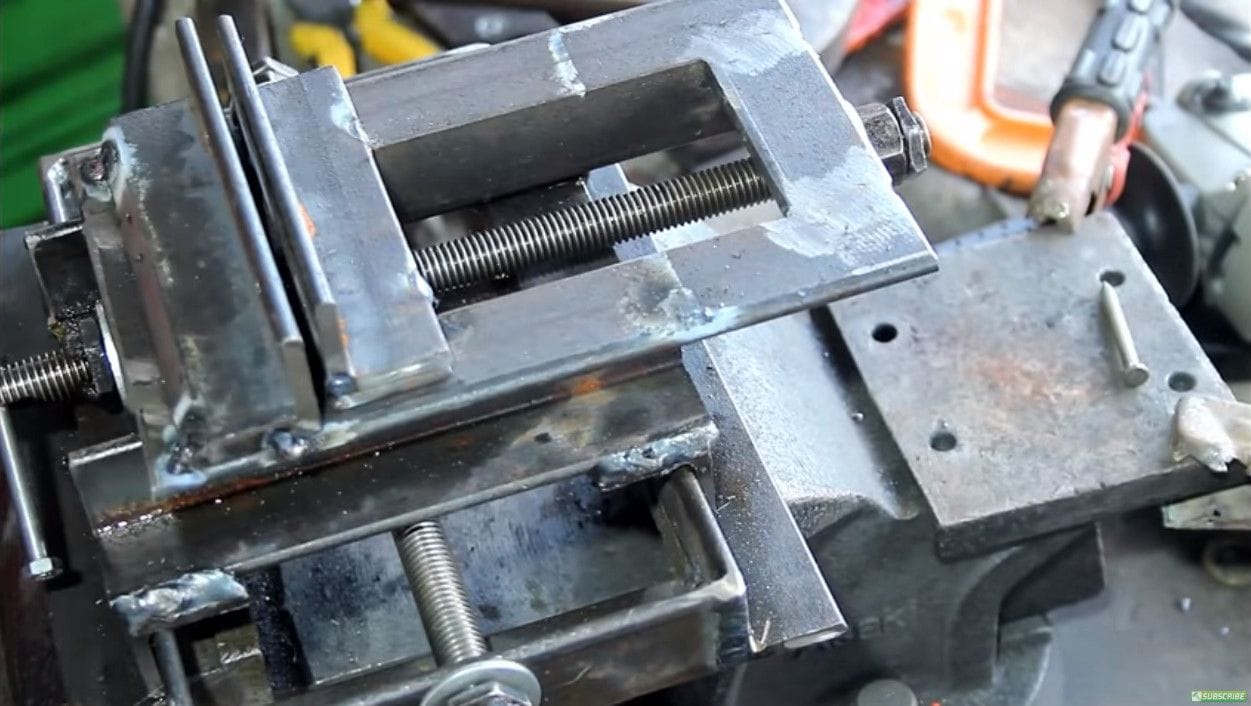
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.
аналогичный крепеж, и подшипники.
“Взрыв-схема”:
Центральный узел всего стола – это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).
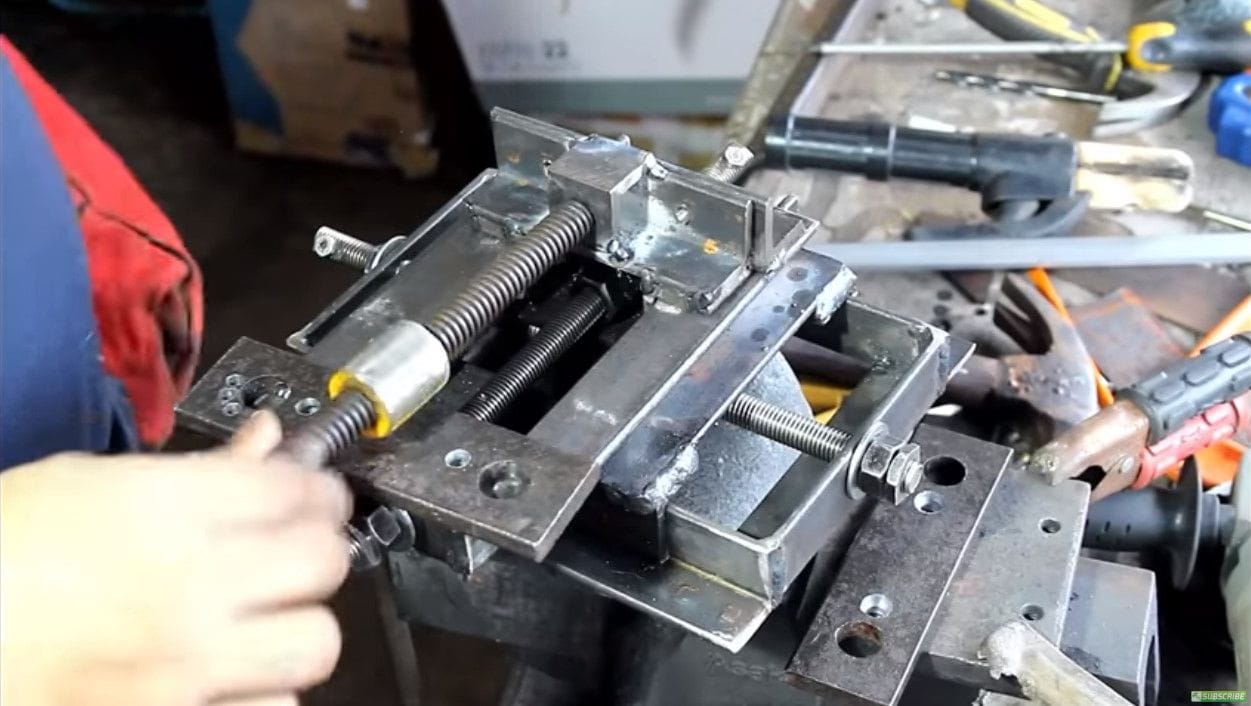
На пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.
В профиль, после небольшой доработки напильником, вставляются гайки М10.
На шпильках М10 собираем рукоятки с подшипниковым узлом.
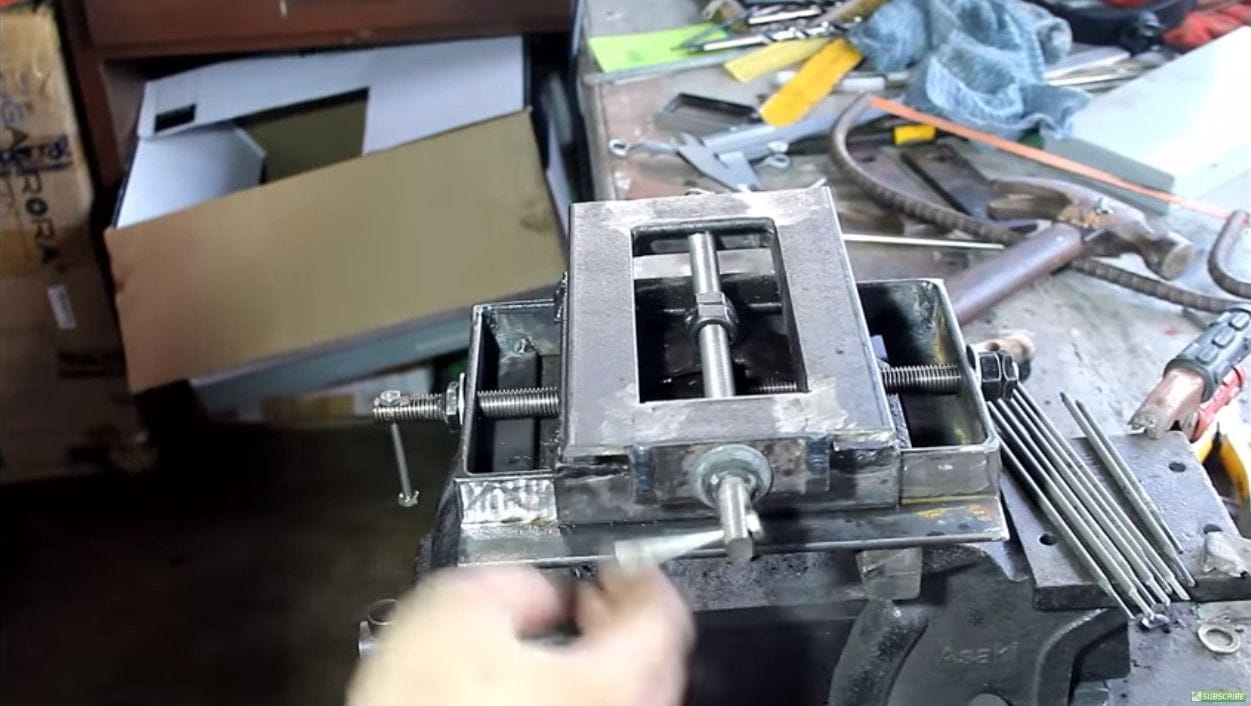
Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.
В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
Собранный столик крепим к станине сверлильного станка,
а на него (через фанерную прокладку – можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.
Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории.
Вот еще один примерчики фрезерования. За один проход можно снимать до миллиметра материала.
В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.
В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.

Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.

Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Координатный стол для сверлильного станка своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.
Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.
Координатный стол с электроприводами
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.

Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
- крестовой;
- портальной.
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.
Портальный 3-х координатный стол с ЧПУ
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.

Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.

Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Самодельный координатный стол из дерева для сверловки. Как сделать самодельный координатный стол своими руками: чертежи, видео
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Характеристика
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
Приводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.

Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
- портальная;
- крестовая.
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
- специальный разъём для инструментов;
- привод охлаждения;
- привод смазки;
- нейтрализацию вредных газов и испарений;
- привод удаления пыли и стружки.
Особенности несущей конструкции
Исполнение координатных установок для фрезерного и станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с , так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.
Механизмы для передачи движения
Заводские и самодельные координатные мини-площадки приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.
Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.
Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.
Высокая стоимость один из минусов данной передачи
Дополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.
Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:
- линейного двигателя;
- сервоусилителя.
Сервоусилитель
Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Преимущества еще заключаются в увеличении скорости и точности обработки детали. В силу того, что отсутствуют вспомогательные передачи в схеме стола, сокращается количество последовательно соединенных элементов, а это уже, в свою очередь, в лучшую сторону влияет на надёжность координатной установки.
Выводы
Заметно, по отношению к другим видам передач, снижается и погрешность, которая находится на уровне единиц микрометров. Прямой привод характеризуется высокими показателями торможения и разгона.
Вследствие того, что в прямом приводе нет деталей, которые подвергаются трению, координатная алюминиевая установка меньше подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но при этом самых существенных недостатков прямого привода – его цена. Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол.
Понятие и виды
Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:
- механического метода;
- вакуумного метода;
- собственного веса заготовки.
Изделия бывают с одной, двумя и тремя степенями свободы. Это означает, что подача осуществляется по координатам Х, Y, Z. Для сверловки плоских деталей, достаточно горизонтальных перемещений. При объемном изделии или неподвижно зафиксированном сверле необходимо вертикальное движение стола.
Для больших промышленных сверлильных установок изготовляются длинные координатные площадки. Они оснащены собственным установочным каркасом. На такое приспособление монтируется как деталь, так и сама обрабатывающая установка. Стол для небольших станков изготовляется с креплением к прибору или на поверхность верстака.
По приведению стола в движение конструкция может быть:
- механической;
- электрической;
Последний вид наиболее точный, но стоимость такого прибора значительная.
Изготовление несущих элементов
Материалами для изготовления остова стола служат:
Последний материал используется для схем с небольшими нагрузками и малыми крутящими усилиями. Приемлем такой вариант при сверловке дерева или пластмассы.
Тянутый алюминиевый профиль рамы, монтируется на резьбовых соединениях. Таким образом, получается прочное основание. Достоинства материала в:
- малом весе;
- доступности;
- простоте монтажа.
Многие фирмы выпускают готовые комплекты для сборки столов своими руками.
Сверлильный станок с крестовым столомЛитые конструкции основания зачастую чугунные. Вес их значителен, но и усилия, которые они способны выдержать, довольно высокие. Такие столы применяются при больших объемах производства. Монтаж производится на фундамент, стационарно.
Сварная станина является оптимальным вариантом как для производственных мощностей, так и для домашнего использования. Главное, при сварке своими руками уменьшить сварные напряжения металла отпусканием. Иначе, при набирании оборотов двигателем в каркасе могут пойти трещины.
Для сверлильных станков используют две технологические схемы стола:
Сверлильный станок с портальным столомПервая применяется при объемных заготовках. Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Портальная схема используется при сверловке плоских изделий. Она боле проста в изготовлении и отличается повышенной точностью обработки.
Выбор направляющих
От правильного выбора и крепления направляющих движения поверхности стола зависит точность обработки. Применяются рельсовые и цилиндрические элементы. Они выпускаются с надстройкой каретки и смонтированными подшипниковыми узлами.
Выбор вида направляющих стола зависит от типа привода. Рассматриваемая деталь работает на преодоление силы трения. Если необходима высокая точность в перемещении, лучше выбрать подшипники скольжения. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие бывают:
- с увеличенным фланцем, для крепления к низу стола;
- безфланцевые для обычного крепления к расположенным сверху резьбовым отверстиям.
При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. Они обладают повышенным сроком службы и более длительным сопротивлением к истиранию.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе. Особенно это важно при самостоятельном изготовлении из подручных материалов.
Чертежи и примеры самодельных моделей
Обзор и сравнение заводских моделей
KT70 КТ150 G-5757 KRS-475stanokgid.ru
Как сделать координатный стол своими руками
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
Самодельный координатный стол
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
Шариково-винтовая пара
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Самостоятельное создание стола для сверлильного станка
Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
Модель координатного стола
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.
Шарико-винтовые передачи
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
В зависимости от своих функциональных возможностей координатные могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
- крестовой;
- портальной.
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Координатный стол своими руками чертежи, видео, фото
Качество обработки очень часто зависит от правильности расположения всех компонентов конструкции. Правильно выбрать механизм согласно всем нормативам и допускам весьма не легко. Центральным элементом конструкции оборудования по отделке металла можно назвать координатный стол. Он применяется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
Обозначение оборудования
Координатный стол – манипулятор, который применяется для крепления отделываемой заготовки. Есть пару вариантов выполнения столов станка:
- вакуумный способ крепления – применяется нечасто из-за конструкционной сложности;
- механический вариант крепежа прост в применении, его сделать можно собственными руками очень быстро;
- крепление за счёт веса заготовки. Во время использования сверлильного станка могут подвергаться отделке заготовки большой массы. За счёт собственного веса базируемая деталь остается на месте даже при сильном влиянии.
Отличают позиционирование с одной, 2-мя, тремя степенями свободы. Данный момент определяет то, что подача заготовки может проходит по трем различным координатам. При сверловке плоского изделия достаточно перемещать ее всего по одной горизонтальной поверхности.
Условно можно выделить два основных типа:
- Больших размеров. Большой координатный стол создается взяв во внимание то, что на него будет установлено само оборудование, а еще заготовка.
- Координатный стол маленьких больших размеров устанавливается на станине оборудования.
Есть несколько механизмов управления, с помощью которых координатный стол меняют собственную позицию:
- Механический привод встречается очень часто. Его сделать для сверлильного станка можно и собственными руками для налаживания мелкосерийного производства.
- Электропривод ставится для сверлильного станка очень часто. Его сделать собственными руками весьма не легко, так как необходимо держать большую точность во время изготовления. Для автоматизированного передвижения координатный стол обязан иметь свой источник питания.
- Еще индивидуальной группой можно назвать механизм, который работает от числового программного управления.
Сделать собственными руками можно маленькой координатный стол с механическим приводом.
Производство самодельных вариантов выполнения
Во время изготовления следует с самого начала подобрать материал изготовления:
- Чугун – дорогой, нелегкий, непрочный материал. Его довольно нечасто применяют при изготовлении сверлильного станка.
- Сталь – крепкий, твёрдый, надежный металл, который также имеет очень большую цену. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но очень дорогой и мягкий материал. Его очень просто применять во время изготовления любых деталей для станка. В основном, мини оборудование создается во время использования этого сплава.
Приведенные выше материалы подбираются для настоящего или мини станка.
Изготовление направляющих
От качественного подбора направляющих зависит точность обработки. Собственными руками можно создать следующие конструкции:
- рельсовые;
- цилиндрические.
Их делают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее большой точности обработки применяют подшипники скольжения. В случае применения подшипника качения значительно уменьшается трение и увеличивается служебный срок устройства, но рождается значительный люфт, который понижает точность обработки.
Конструкция рельсовой направляющей
Есть два типа каретки направляющей:
- с увеличенными размерами фланца, что дает возможность крепить снизу стола;
- конструкция без фланца крепиться сверху с помощью резьбового метода.
Отметим тот фактор, что рукодельный вариант выполнения направляющей следует закрыть с помощью нержавейки. Сталь с нержавеющим покрытием может выдерживать влияние большой влажности на протяжении многих лет.
Типы привода
При разработке небольшого станка очень часто устанавливают координатный стол с механической подачей. Однако есть очень и очень много типов привода, их подбор проходит по таким признакам:
- скорость обработки;
- точность позиционирования;
- эффективность оборудования.
Во многих случаях подбирают электропривод, при разработке которого ставится мотор.
Смысл работы данного механизма состоит в преобразовании вращения в возвратно-поступательное движение. Выделяют приведенные ниже типы передач для рассматриваемой конструкции:
При разработке привода очень часто подбирают ременную передачу. Рукодельный механизм ременного типа обойдется не очень дорого иных, впрочем ремень изнашивается очень быстро и тянется. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все детали координатного стала между собой соединяются сварным методом. При этом применяется и резьбовой метод соединения конкретных деталей.
Напоследок необходимо отметить тот фактор, что рукодельная конструкция годится лишь для оборудования бытового использования, так как достичь той точности, которой обладают промышленные модели, почти что не возможно.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
$ 30 DIY Диван / Консольный стол Учебное пособие
Я добрался до дома в безопасности из Сиэтла, и он снова вернулся к работе! Я упоминал ранее, что останавливался у моей двоюродной сестры и помогал ей обновлять ее гостиную. Это была довольно беспокойная неделя, когда нам обоим приходилось работать и совершать несколько последних походов по магазинам в пробках Сиэтла, но мы смогли сделать приличную сумму и выделить время для веселых прогулок (больше фотографий будет в пятницу. !)
Проект, которым я больше всего горжусь (и рад поделиться с вами, ребята), – это диван-столик, который я построил:
Я говорю «горжусь», потому что я нашел способ построить его, используя только дрель и шурупы (и простую пилу, чтобы вырезать несколько небольших кусков дерева!). Это означает, что 95% из вас тоже могут это сделать.Самостоятельно. За один день за 30 долларов или меньше.
У нее был длинный диван (шириной чуть более 9 футов) и торцевой столик, загораживающий часть прохода, поэтому я подумал, что идеальным решением будет длинный узкий стол за диваном для более удобного хранения.
У меня возникли проблемы с поиском в Интернете простого плана, который мне понравился, и я знал, что эту таблицу определенно нужно настраивать, поэтому решил придумать свой собственный. Мы также работали с ограниченным бюджетом, поэтому я хотел сделать это как можно дешевле.
Я сделал небольшой набросок, чтобы проиллюстрировать свою идею (извините за грубость):
Я представлял себе очень простой стол в современном стиле, построенный из 2 × 2 и 2 × 12 дюймов для верхней части. Чертеж не очень точный, так как наверху должно быть 2 × 2 по горизонтали для армирования (ниже 2 × 12), но идею вы поняли. Я знал, что планки для обшивки 2x2x8 ‘стоили менее 2 долларов каждая, а 2x12x10’ стоили всего около 12 долларов, что делало этот проект настолько дешевым, насколько вы можете получить для такого большого стола.
Это можно сделать намного проще и даже дешевле, если вы планируете сделать стол короче, исключив среднюю часть. Я положил его туда для устойчивости, но если стол был короче примерно 6 футов, я бы его не использовал.
Вот то, что мы принесли из строительного магазина – 2х12х10 ‘и 8 2х2х8. Все просто.
У моей двоюродной сестры в гараже было очень ограниченное количество основных инструментов, что оказалось проблемой, но, к счастью, мы смогли позаимствовать пилу у соседа, чтобы сделать меньшие пропилы, и у нас был пропил 2 × 12 на 9 футов.
У вас будет три разных размера: длинные горизонтальные части, вертикальные ножки и более короткие части для соединения ножек (они будут разными в зависимости от размера вашего стола).
Сначала пора собрать прямоугольники! Я взял четыре штуки и разложил их:
Вам нужно будет просверлить пилотные отверстия, чтобы древесина не раскололась – это очень важный шаг, особенно для этого типа древесины, которая легко раскалывается и поскольку куски очень узкие.Мне удалось найти в гараже 3 сверла, и, к счастью, одно из них сработало. Вы хотите, чтобы он был немного меньше ширины вашего винта.
Для этого проекта я купил винты 2,5 дюйма, которые работали нормально, но 3 дюйма, возможно, были даже лучше. Сначала я выровнял две детали на место и просверлил пилотное отверстие через обе. Я сделал это по направлению к одному концу платы, а не к центру, так как мне пришлось бы вставить еще один винт в той же области для горизонтальных частей, и должно было быть достаточно места для того, чтобы оба винта прошли сквозь них, не задевая друг друга. .
Затем нанес клей на конец короткого отрезка…
После установки на место первый винт вошел:
Я проделал это на каждом конце (еще 3 раза), пока не был построен мой прямоугольник:
А потом построил оставшиеся две штуки. Шаг 1 выполнен!
Здесь становится немного сложнее, когда вы работаете в одиночку. Вы должны начать балансировать вещи и удерживать их на месте, скрепляя их клеем и шурупами.У меня не было зажимов или плоской поверхности для работы, а сверло, которое я использовал, не обладало большой мощностью, а сверла не подходили идеально к головкам винтов, так что возникло некоторое разочарование. Если я смогу сделать это в этих условиях, то определенно сможете и вы!
Следующим шагом будет прикрепление длинных горизонтальных частей. Я приподнял свой прямоугольник и поставил детали на место, затем повторил процесс крепления с пилотным отверстием, столярным клеем и винтом. Вроде нормально работает…
Но когда я поднял его, чтобы перевернуть и сложить две другие горизонтальные части, я обнаружил, что они шатаются, поэтому мне пришлось укрепить его вторым винтом.Один шуруп отлично подходит для небольших кусков дерева, но не подходит для более длинных. И я позаботился о том, чтобы они утопили их так, чтобы а) они захватили немного больше дерева и б) я мог заделать отверстия, чтобы не было видимых винтов.
Два винта сделали свое дело, и затем я прикрепил второй прямоугольник к противоположному концу.
Я перевернул эту деталь и таким же образом прикрепил две последние горизонтальные детали. Если бы вы создавали таблицу меньшего размера, это был бы ваш последний шаг перед добавлением вершины, и это был бы самый простой проект из когда-либо существовавших.
Но у меня была дилемма прикрепить целую другую секцию без Kreg Jig или чего-нибудь в этом роде, поэтому я купил 2-дюймовые кронштейны:
Эта часть определенно была самой большой проблемой всего проекта. Даже с двумя винтами, скрепляющими более длинные части вместе, они довольно длинные, поэтому они не остаются идеально прямыми, и мне пришлось удерживать все на месте, удерживая их в приподнятом состоянии и сверлить пилотные отверстия, нанося клей, выравнивая кронштейны и прикрепляя винты.
Каким-то образом я все это реализовал. Точные измерения и раскрой – важный шаг, иначе все может не соответствовать друг другу!
Кроме того, эти полосы не идеальны, но, к счастью, темное пятно помогает скрыть недостатки. У меня даже не было шпатлевки для дерева, поэтому я использовал грязь для гипсокартона + опилки, а по готовому продукту ничего не скажешь.
После того, как кронштейны надели и основание стола было закончено, это стало огромным облегчением!
Следующая часть была простой – добавьте немного столярного клея на верх:
Затем поднимите ваш 2 × 12 ″ на место.
И закрепите винтами снизу. Всего я использовал 8.
Тогда дело было в последних штрихах. Электрической шлифовальной машинки не было, поэтому я взял около 80 зерен и обработал каждую деталь вручную. Труд любви, детка.
После того, как все было гладко и без сколов, я применила морилку темного ореха, которая хорошо сочетается с теплым лесом в ее доме.
Наконец, я нанёс шеллак на верхнюю часть (для дополнительной прочности) и использовал матовый воск на основе, так как это проще / быстрее, и эта часть не требует такого же уровня защиты, как верх.
Мы вытащили его наверх в гостиную и установили на место. И это прекрасно.
Ее дом – двухуровневый, поэтому это первое, что вы видите, поднимаясь по лестнице в гостиную:
Задняя стена скрывает половину, но это такая универсальная деталь, которую можно переместить куда угодно и в будущем переехать в новые дома.
И у них есть забавная площадка для демонстрации красивых вещей.
Я немного завидую и точно знаю, что сделаю для себя в следующий раз, когда мне понадобится стол!
Теперь я передаю вам задачу – если у вас есть способ резать дерево и сверло, вы тоже можете это сделать!
Это, должно быть, одна из трех моих лучших мебельных сборок, и было очень приятно видеть, насколько она нравится моей кузине и как она счастлива, что она есть у себя дома.И я надеюсь, что это вдохновит вас на действия и попробовать что-то новое!
Надеюсь, вы все наслаждаетесь первой официальной неделей лета – следите за всем, что происходит в инстаграмме, и я вернусь в пятницу с другими фотографиями.
Если вам нравится этот проект, ознакомьтесь с этими популярными самоделками для начинающих из моей библиотеки проектов!
- $ 10 плавающая рамка на холсте
- Как реалистично состарить древесину (простой способ!)
- Кашпо для цветов Easy String
- Board + Batten учебник
Хотите воссоздать этот образ? Найдите похожие предметы ниже:
Джутовый коврик – 130 $
2x12x10 – 21 доллар США
2x2x8 ‘- 3 доллара.57
свечи White Pillar Candles – 14 долларов США,
долларов США.Пледы вязаные – 29 $
Горшок кашпо – 15 $
КАК УСТАНОВИТЬ ТАБЛИЧНУЮ СИСТЕМУ КООРДИНАТ ФУТБОРОЧЕСТВА ЧПУ –
Недавно я получил вопрос от новичка в ЧПУ, у которого возникли проблемы с настройкой своего станка. Он спросил меня, как настроить систему координат стола фрезерного станка с ЧПУ? Он задал этот вопрос, потому что его машина не двигалась в правильном направлении, когда он нажимал клавиши со стрелками на клавиатуре во время использования Mach4.
Нам потребовалось время, чтобы выяснить, в чем проблема, но оказалось, что все было довольно просто. Он подключил провод контроллера шагового двигателя не к тем двигателям. Это привело к тому, что его машина вырезала буквы взад и вперед. Я понимаю, что это довольно частая проблема для новичков, поэтому решил поделиться своими мыслями по этому поводу.
Противоречие?
Многие люди думают, что не имеет значения, как вы устанавливаете систему координат на фрезерном столе с ЧПУ, если вы последовательны.Я не согласен. На мой взгляд, самый умный способ настроить систему координат таблицы фрезерного станка с ЧПУ – это тот же способ, которым мы все научились в алгебре, декартова система координат (та математика, которую вы клялись никогда не использовать). Точнее, первый квадрант декартовой системы.
Для тех из вас, кому удалось стереть декартову систему координат из своего мозга, вот краткая версия. Нарисуйте на миллиметровой бумаге горизонтальную линию, а затем разделите эту линию посередине вертикальной линией.Горизонтальная линия – это ось X (слева направо положительна). Вертикальная линия – это Y (снизу вверх положительна), где две линии пересекают пересечение) – это ноль. См. Таблицу ниже.
НАСТОЛЬНАЯ КООРДИНАТНАЯ СИСТЕМА ФРЕЗЕРА С ЧПУ
Система координат стола фрезерного станкас ЧПУ использует квадрант I декартовой системы. Все числа положительные.
ПРЕИМУЩЕСТВА
Настройка системы координат стола фрезерного станка с ЧПУ в соответствии с декартовой системой дает несколько преимуществ.На мой взгляд, самым большим преимуществом является то, что никогда не приходится иметь дело с отрицательными числами. Когда вы рисуете объект в первом квадранте, каждую точку можно описать положительными числами. Положительные числа легче складывать и вычитать, не снимая носков.
С положительными числами легче работать, чем с отрицательными. Вы помните, как складывать и вычитать отрицательные числа? Скорее всего, вы будете ошибаться чаще, чем сложение и вычитание положительных чисел.
Равномерность также является большим преимуществом этой системы.Если все фрезерные столы с ЧПУ настроены на один и тот же стандарт системы координат, тогда устранение неисправностей станет проще. Если машина движется неправильно или теряет шаги при движении, легче измерить и отследить, какая ось движется неправильно.
Еще один бонус для меня в этой системе заключается в том, что это та же система, которую Vectric VCarve Pro использует по умолчанию. Таким образом, большинство более крупных станков с ЧПУ уже используют эту систему. Это также система по умолчанию, которую Inventables использует в программном обеспечении Easle, которое разработано для небольших домашних систем, таких как Shapeoko, Stepcraft2 и Xcarve.
ВИДЕО
Вот короткое видео, в котором показано, как я настраиваю систему координат таблицы фрезерного станка с ЧПУ на моем станке.
ПОДКАСТ
Если у вас есть вопросы о столах для фрезерных станков с ЧПУ, я был бы рад ответить на них в моем подкасте CNC ROUTER TIPS Podcast. CNC Router Tips – это подкаст, который отвечает на ваши вопросы о том, как строить, работать и использовать стол CNC Router для создания бизнеса или хобби. Если у вас есть вопрос к шоу, вы можете оставить голосовое сообщение по адресу http: // cncroutertips.com / askme. Или вы можете послушать iTunes Советы по маршрутизатору с ЧПУ. на https://itunes.apple.com/us/podcast/cnc-router-tips-podcast/id1031116372?mt=2
Декупаж столешницы тканью (и Mod Podge!)
Узнайте, как декупажировать столешницу в этом уникальном проекте мебели из переработанных материалов! Вы можете сделать это самостоятельно с помощью Mod Podge. Так просто!
Требуемые навыки: Начинающий. Будет полезно, если у вас есть опыт работы с Paint и Mod Podge, потому что это то, что вы будете делать, чтобы завершить этот проект.
Мне нравится проект хорошей мебели из переработанных материалов! Прошу поделиться с вами сегодня результатами моей переделки «тканевого стола». Зовите меня королевой DIY! Шучу, но результатом доволен.
Эта столешница в стиле декупаж такая же красочная, как и я (как бы дурачок), и мне очень нравится ткань совы, которую я модифицирую.
Я хотел бы провести вас через эту переделку столешницы Mod Podge, потому что, если вы боитесь делать это самостоятельно, вы не будете бояться после этого урока по переработанной мебели.
Есть несколько шагов, но если вы проявите терпение и дадите себе время, чтобы завершить проект, вы получите удовольствие и полюбите результаты. Как обычно, приступим.
Столешница Mod Podge
На этой маленькой витрине показано большинство лакомств, которые я использовала для декупажа своей столешницы. Вот полный список расходных материалов:
- Деревянный стол – мой из благотворительного магазина, отшлифованный и окрашенный распылением в белый цвет в качестве базового покрытия
- Mod Podge Fabric и Mod Podge Gloss (вы также можете использовать матовое или твердое покрытие в качестве отделки для дополнительной прочности)
- FolkArt Paint – Асфальт, Цитрусовый зеленый, Ямайское море, Зеленый Келли, Лаванда, Круиз по океану, Чистый черный, Титановый белый (выберите цвета, которые сочетаются с вашей тканью)
- Ткань, 1/2 ″ ярда или достаточно, чтобы покрыть вашу столешницу.Я использовал светло-голубую пятнистую сову Александра Генри
- Кисти, по крайней мере одну большую и одну маленькую, а также кисть для подводки
- Ножницы
- Трафарет или малярную ленту (необязательно)
- Брайер (необязательно)
- Симпатичный грибной фартук (необязательно )
Для начала нужно подготовить ткань для декупажа столешницы. Для этого постирайте и высушите его, а затем прогладьте. Разложите его на такой поверхности, как вощеная бумага, а затем нанесите средний слой Mod Podge поверх.
Покройте весь верх, покрывая область ткани Mod Podge немного больше, чем ваша столешница. Позволяют сушить.
Измерьте размер столешницы и обрежьте ткань по размеру. Вы увидите, что ткань можно разрезать без изнашивания, так как вы ее модифицировали. Круто, да? Отложите ткань в сторону.
Покройте столешницу любым цветом по вашему выбору. Имейте это в виду – вы, скорее всего, увидите цвет столешницы сквозь ткань, поэтому я выбрала этот голубой цвет.Он был того же цвета, что и фон моей ткани, и я подумал, что он хорошо выделит синий цвет на моей ткани.
Если у вас темная ткань со светлым рисунком, просто используйте белый цвет в качестве фона. Я покрасил всю свою столешницу, а затем дал ей высохнуть.
Пока моя столешница сохла, я покрасила ножки Лавандой. У меня СДВГ. Полностью покрыть ноги и дать высохнуть.
На этой картинке вы можете заметить, что, когда я красил столешницу, я сделал беспорядок по бокам.Это действительно не должно быть сюрпризом; Я не лучший художник в мире. Мы собираемся убрать это. Под «мы» я подразумеваю «себя».
Это отличный способ очистить край. Просто нанесите трафарет или малярный скотч, а затем раскрасьте своим цветом (в моем случае Titanium White). Немедленно снимите ленту, и у вас будет красивый чистый край. Позволяют сушить.
Переверните стол и покрасьте основание (прямо под верхом) в любой цвет по вашему выбору. Я использовал Ocean Cruise.Полностью накройте и дайте высохнуть.
Честно говоря, эта часть была взрывоопасной. Я сделал черные полосы по краю столешницы. Как вы заметили, у моего безумия нет никакого метода, и я не записывал на пленку.
Если вы не хотите рисковать собой, просто используйте трафарет или малярную ленту, чтобы отрезать полосы и раскрасить таким образом. Немедленно снимите ленту и дайте ей высохнуть.
Посмотрите на мою декупажную столешницу с клетками по краю.Я так рад!
Я знаю, что это заняло какое-то время, но мы, наконец, добрались до самого лучшего – выпустите Podge, друзья мои! Я думал, что буду использовать Matte, но в последний момент переключился на Gloss.
Возьмите ткань из первой части этого проекта и положите ее на стол. Я сделал одну сторону верха, затем другую.
Если вы хотите сделать то же, что и я, модифицируйте Podge на стол и начинайте выкладывать. Это обеспечит средний слой клея.
Затем я положил ткань на Mod Podge, убедившись, что правильно уложил ее, а затем перевернул другую сторону ткани и повторил.
Может показаться, что вы кладете слишком много Mod Podge под ткань, но лучше положить слишком много, чем недостаточно.
Тщательно разгладьте ткань руками. Удалите как можно больше пузырей. Работайте от центра к краям.
У меня было немного Podge выдавить края.Просто вытрите его кистью.
Вот здесь и пригодится брайер. Не обязательно, но я очень рекомендую. Продолжайте катать брейер по ткани и разглаживать ее, пока не получите желаемое. Сотрите все Mod Podge, выходящие по бокам. Дайте этой ткани высохнуть.
Совет: если вы обнаружите, что ваша ткань немного выходит за края, я бы использовал нож X-Acto для обрезки. Будь очень осторожен!
Покройте всю столешницу Mod Podge.Пока не делайте остальную часть стола.
На основании стола я добавил несколько цветочных украшений (взятых из рисунка на ткани), используя кисть меньшего размера и мой Citrus Green / Kelly Green. Возможно, вам придется покрыть цветы несколько раз, в зависимости от выбранных вами цветов.
Обойдите всю основу стола своими цветочными узорами. Не слишком строго относитесь к тому, как они выглядят – они должны быть свободными и причудливыми.
Обведите центры цветов противоположным цветом на конце кисти.Позволяют сушить.
Я использовал кисть для подводки, чтобы добавить стебли к цветам с помощью асфальта. Позволяют сушить.
Декупажируйте весь стол средним слоем Mod Podge – дайте высохнуть, а затем повторите. Ваш проект переработанной мебели почти завершен!
Вы можете выбрать окончательный вариант отделки: глянцевый или матовый с прозрачным акриловым герметиком, или вы можете использовать твердое покрытие для более прочного, сатинированного покрытия.
Время подготовки 1 час
время активности 5 часов
Общее время 6 часов
Сложность Легкий
Сметная стоимость 10 долларов
Материалы
- Стол деревянный
- Грунтовка (по желанию)
- Мод Podge Fabric
- Модное пальто Podge Hard Coat
- FolkArt Paint – согласование цветов
- Ткань размером 1/2 дюйма или достаточно, чтобы покрыть поверхность стола
- Трафарет или малярный скотч (по желанию)
Инструменты
- Кисти, по крайней мере, одна большая и одна малая, а также кисть для подводки
- Ножницы
- Рулетка
- Карандаш
- Брайер (по желанию)
Инструкции
- При необходимости заправьте стол.
- Подготовьте ткань, выстирая и сушив ее, а затем гладя. Вырезать так, чтобы он был немного больше столешницы.
- Разложите ткань на куске вощеной бумаги и покройте слоем Mod Podge Fabric. Дайте высохнуть.
- Измерьте столешницу и обрежьте ткань ножницами по размеру.
- Покройте столешницу акриловой краской по вашему выбору (в тон вашей ткани).
- Раскрасьте акриловой краской ножки и боковину основания стола. Дайте высохнуть.
- Нарисуйте полосы по краю верха акриловой краской (я использовала черную). Используйте малярную ленту, чтобы сделать линии прямыми, если хотите. Дайте высохнуть.
- Добавьте средний слой Mod Podge в верхнюю часть стола. Положите ткань и начните разглаживать. Работайте от центра к краям.
- Продолжайте разглаживать руками или фритюрницей. Сотрите все Mod Podge, выступающие за край.
- Покройте всю столешницу жестким покрытием Mod Podge Hard Coat. Дайте высохнуть.
- Добавьте декор акриловой краской (я сделала цветы) на основание вашего стола. Используйте кисть для подводки, чтобы добавить детали. Дайте высохнуть.
- Декупажируйте весь стол средним слоем Mod Podge – дайте высохнуть, а затем повторите. Дайте высохнуть в течение нескольких часов перед использованием.
Вы сделали этот проект?
Пожалуйста, оставьте оценку или поделитесь фото на Pinterest!
Я очень доволен своей попыткой сделать мебель из переработанных материалов, а яркая и веселая цветовая палитра меня радует.Готовы самостоятельно декупажировать столешницу? Дай мне знать в комментариях!
Если вам понравился этот проект, я хотел бы, чтобы вы ознакомились с другими идеями:
35 Великолепные тумбочки для спальни своими руками
Любите ли вы иметь самый впечатляющий декор комнаты, знаете ли, такой, который заставляет вас улыбаться каждый раз, когда вы входите в спальню? Что ж, у меня супер креативная, уютная спальня, и мои любимые предметы – это тумбочки ручной работы, которые я сделал.Я сделал две разные прикроватные тумбочки своими руками, и они просто невероятные. Попробуйте сделать одну из этих 35 потрясающих современных прикроватных тумб, которые украсят вашу комнату. Расходные материалы для изготовления этих прикроватных тумб намного дешевле, чем покупать их самостоятельно в магазине. Вы также можете с гордостью рассказывать людям, что сделали их. Некоторое время назад я сделал одну из этих прикроватных тумб, и это было очень весело. Если вы решили создать свой, вы также можете выбрать цвета, чтобы они соответствовали вашей комнате и стенам. Это также может быть веселым семейным занятием, если вы не хотите делать это в одиночку.Посмотрите эти милые пошаговые уроки, как сделать тумбочку своими руками для своей комнаты.
1. DIY Box Sideboard Прикроватная тумба
fallfordiy
Когда я недавно переехал, я решил, что у меня в спальне будет великолепно выглядящая мебель, иначе говоря, я выгляжу как взрослый. Однако после оплаты расходов на переезд и депозита за новую квартиру у меня практически не было денег. Когда я увидел этот торцевой столик, я понял, что это будет достаточно легко и достаточно дешево, чтобы я смог самостоятельно реализовать эту симпатичную маленькую идею мебели своими руками.Если вы хотите попробовать сделать прикроватную тумбочку своими руками, я настоятельно рекомендую эту. Достаточно места для хранения высоких книг и любых других предметов декора. Недорого, но круто, правда?
2. X-образная тумбочка для спальни
brittanystager
Ищете идеальную тумбочку, сделанную своими руками, чтобы она могла сочетаться с той деревенской кроватью, которую вы только что получили? Когда дело доходит до винтажного, фермерского вида, проекты DIY – определенно лучший вариант. Этот чистый, но современный ночлег в фермерском доме будет отлично смотреться в спальне в деревенском стиле.Легко сделать, новички должны уметь это сделать. Следуйте пошаговым инструкциям, чтобы узнать, как сделать такую тумбочку для своей комнаты.
3. DIY Floating String Nightstand
monsterscircus
Этот простой торцевой столик своими руками может быть прикроватной тумбочкой в спальне или отлично смотреться практически в любой комнате. Я хочу два таких у окна в гостиной. Можете ли вы придумать несколько мест в вашем доме, где они бы отлично смотрелись? Перестаньте мечтать о потрясающем декоре и начните его делать.Эта прикроватная тумбочка своими руками недорогая, ее легко и быстро сделать, и на нее приятно смотреть. Нет оправдания тому, что у вас его нет.
4. Стол для середины века «сделай сам»
burkatron
Я с большой завистью смотрел на современные стили мебели середины века в магазинах, но еще не купил их из-за бюджетных ограничений. Я боялся делать мебель в таком стиле, потому что думал, что вариант, сделанный своими руками, будет выглядеть неправильно. Однако, когда мой друг недавно сделал эти самодельные торцевые столы середины века, я передумал.Они выглядят так же великолепно, как на картинке, а может, даже лучше. Если вы хотите дешево сделать крутой современный декор для дома своими руками, попробуйте сделать эти деревянные тумбочки для своей спальни.
5. Превратите дверь шкафа в тумбочку
urbanacreage
Вам нужны идеи дешевой мебели для спальни для вашего нового места? Если пришло время обновить внешний вид вашей спальни, но у вас нет на это денег, сделайте свой путь к потрясающему декору. Сделайте эту простую дешевую прикроватную тумбочку своими руками из дверцы шкафа.Вы можете найти их почти бесплатно в Goodwill или даже на обочине, как я. Когда я установил этот столик сбоку от кровати, это заняло меньше часа. Быстрая идея украшения DIY, она должна понравиться.
6. Стул Прикроватная тумбочка
emmas.blogg
7. Приставной столик для чемодана своими руками
theweasteddoor
8. Ikea Rast Nightstand Hack
brittanystager
10.DIY Поддон Обрезки Прикроватная тумбочка
welivedhappilyeverafter
11. Зеркальная прикроватная тумба
diyjoy
12. Наборный винтажный чемодан Прикроватная тумбочка
17apart
14. Постройте тумбочку для книжной полки
andreasnotebook
15. Тумбочка Simpson Strong-Tie
rogueengineer
16.DIY Barstool Прикроватная тумбочка
madiherronblog
17. Прикроватная тумбочка из куриной проволоки в фермерском доме
Очаровательные недостатки
18. Прикроватная тумбочка с раздвижной дверью
9-chic 9-chicceebeeandj
20. Прикроватная тумбочка своими руками с ножками для булочек
shanty-2-chic
21. Прикроватная тумбочка Cheesebox
laxtoyvr
22.$ 15 Rustic Nightstand
simplerealstyle
23. Ikea Rast Nightstand DIY
rebeccapropes
24. Прикроватная тумбочка из поддона
Instructables
25. DIY
9 amber с подсветкой26. Подвесная деревянная прикроватная полка своими руками
diys
27. Прикроватная тумбочка под деревенский домик под $ 15
howtospecialist
28.Современная прикроватная тумбочка за 15 долларов
Ремоделоголик
29. Прикроватная тумбочка из держателей журналов
brickcitylove
30. Деревянный электрический катушечный стол, превращенный в прикроватную тумбочку
avisiontoremembermylove2create
32. Деревянный подвесной столик своими руками
shelterness
33. Современные окрашенные тумбочки
тридцать восьмая улица
34.DIY Pottery Barn Inspired Тумбочка
jenwoodhouse
35. Постройте тумбочку из 2×4
случайных пригородных жителей
Создайте карту из таблицы с геокодированием
Создайте карту из таблицы с геокодированиемВ этом примере мы создаем карту из геокодированной таблицы, созданной в Microsoft Access. Перед тем, как начать эту тему, прочтите тему «Создание чертежей из геокодированных таблиц».
Важно: Если вы установили 64-битный Manifold, выполните этот пример в 32-битном режиме, запустив Manifold System с помощью ярлыка Manifold System (32-bit).См. Примечание о 64-разрядном манифольде в конце этого раздела.
Есть два способа создания чертежей из геокодированных таблиц. Если геокодированная таблица уже импортирована в проект, простой и понятный способ – это скопировать таблицу и вставить ее как рисунок. Когда чертеж создается в результате процесса вставки, координаты точек на чертеже и их атрибуты данных (если они указаны для передачи) будут скопированы из таблицы. Этот пример показывает этот процесс.
Другой способ создания чертежа из геокодированной таблицы – связать чертеж с геокодированной таблицей, которая может быть в проекте или может быть внешней геокодированной таблицей. В этом случае каждый раз, когда связанный чертеж открывается или обновляется, он будет динамически воссоздаваться на лету на основе данных в таблице, из которой он связан. Положение точек и их атрибуты данных будут динамически взяты из таблицы. Если таблица изменена для добавления, удаления или изменения координат записей, то точки на чертеже будут появляться, исчезать или перемещаться по мере обновления записей таблицы.Пример этого процесса см. В теме «Создание связанного чертежа из геокодированной таблицы».
Разница между двумя вышеупомянутыми сценариями тонкая, но критически важная. В первом случае пространственные данные из таблицы копируются и используются для создания нового независимого чертежа. Во втором случае создается «виртуальный» рисунок, который остается связанным с таблицей и управляется ею.
Начнем этот пример с рассмотрения геокодированной таблицы в Access.mdb файл.
На рисунке выше показана наша таблица в Microsoft Access. Таблица называется путевыми точками и сохраняется в файле Access .mdb с именем waypoints.mdb. В этой таблице есть три поля: «Путевая точка», «Широта» и «Долгота». В таблице представлен список путевых точек GPS, измеренных с помощью GPS-приемника Garmin.
Все три поля в этой таблице доступа являются текстовыми полями.Каждая путевая точка имеет имя, указанное в поле путевой точки. В этом примере каждая путевая точка имеет номер для имени, но нет причин, по которым текстовые значения в поле путевой точки не могли быть чем-то вроде «Позиция A», «Позиция B», «Мост», «Буй 13», «Северо-восточная нефтяная скважина» или любое другое строковое значение. В этом примере это просто «1», «2» и так далее.
Для этого примера не имеет значения, как мы занесли путевые точки GPS в таблицу в Access.Возможно, мы ввели их в Access вручную, глядя на показания GPS-приемника, или, возможно, мы загрузили их с помощью программного обеспечения, такого как бесплатный пакет загрузки путевых точек GPS. Дело в том, что теперь у нас есть геокодированная таблица доступа, которую мы хотели бы использовать в карте Manifold.
Шаг 1: Запустите Manifold и создайте новый проект
Используйте File – New для создания нового проекта.
Шаг 2: Импортируйте путевые точки.таблица mdb
Используйте File – Import – Table для импорта таблицы в проект.
В диалоговом окне «Импорт» мы выбираем файлы .mdb в поле «Тип файлов» и выбираем базу данных waypoints.mdb для открытия. Нажмите “Открыть”.
В диалоговом окне вторичного импорта отобразится список таблиц, доступных в базе данных. В этом файле базы данных есть только одна таблица, поэтому мы выбираем таблицу путевых точек и нажимаем ОК.
Новая таблица с названием Waypoints появится на панели нашего проекта в результате процесса импорта. При перемещении курсора мыши над таблицей появится всплывающая подсказка Windows, указывающая, какой это тип таблицы. В этом случае мы видим, что это локальная таблица, то есть это таблица, которая хранится в файле проекта и не связана с каким-либо внешним файлом или источником данных.
Если нам интересно, что содержит эта таблица, мы можем дважды щелкнуть по этой таблице, чтобы открыть ее в окне таблицы.
Если дважды щелкнуть по таблице, мы увидим, что она содержит поля и записи, импортированные из таблицы Access.
Примечание. Приведенная выше процедура импортирует таблицу в проект. При желании мы могли бы связать таблицу с проектом, используя File – Link – Table, чтобы связать внешнюю таблицу с проектом.
Шаг 3. Скопируйте таблицу и вставьте как рисунок
Щелкните панель проекта, чтобы переместить фокус туда, и щелкните таблицу путевых точек, чтобы выделить ее, если она еще не выделена.
Выберите «Правка» – «Копировать», чтобы скопировать таблицу в буфер обмена Windows, или (как показано выше) щелкните правой кнопкой мыши по таблице и выберите «Копировать» в контекстном меню. Опытные пользователи Windows знают, что могут щелкнуть таблицу, чтобы выделить ее, а затем выбрать CTRL-C в качестве сочетания клавиш Windows для копирования.
Щелкните любое пустое место на панели проекта и…
… выберите Правка – Вставить как – Рисунок, чтобы вставить таблицу как рисунок.
Появится диалоговое окно «Вставить как рисунок», в котором вас спросят, какие поля мы хотели бы вставить из таблицы и какие поля следует использовать для координат широты и долготы. Если у нас есть поля в нашей таблице, которые называются «Широта» и «Долгота», Manifold сделает разумное предположение, что это те поля, которые мы хотим использовать для координат, и для нашего удобства предварительно загрузит поля со списком с теми выбор.Если мы хотим использовать другие поля, все поля в таблице также будут доступны в полях выбора.
Примечание для экспертов: снятие отметки с поля Координаты широты / долготы установит систему координат на ортогональную проекцию по умолчанию. Это отправная точка, когда координаты X и Y представляют собой нечто иное, чем обычные координаты широты и долготы: рисунок создается в ортогональном режиме, а затем мы можем назначить любую систему координат (например, некоторую проекцию State Plane…) нам нравится.
Параметр «Пропустить нулевые записи широты / долготы» указывает Manifold пропускать любые записи с пустыми значениями широты и долготы. Иногда мы будем использовать таблицы, содержащие ошибочные или неполные записи, не имеющие значений широты и долготы. Это может возникнуть, например, если у нас есть таблица геокодированных уличных адресов, в которой некоторые адреса не были найдены геокодером и, следовательно, не имеют значений широты и долготы.
В этом примере мы проверили только поле Waypoint, потому что мы не хотим также импортировать широту и долготу для каждой путевой точки в качестве атрибутов данных.Manifold будет автоматически использовать поля широты и долготы для размещения каждой результирующей точки: нам нужно только проверить эти поля, если мы также хотим иметь их письменную копию в атрибутах таблицы чертежа.
Результатом операции Правка – Вставить как – Чертеж является новый чертеж в проекте вместе со связанной с ним таблицей. По умолчанию, поскольку в проекте уже есть компонент под названием Waypoints Manifold, он берет имя таблицы, которая была вставлена, и добавляет «2» для создания имен, таких как Waypoints 2.Эти имена, конечно, можно при желании изменить на другие, щелкнув правой кнопкой мыши рисунок и выбрав «Переименовать».
Мы можем дважды щелкнуть по «Путевым точкам 2», чтобы увидеть, как выглядит наш новый рисунок.
На новом чертеже наши путевые точки показаны как точки на чертеже. Положение каждой точки задается полями широты и долготы для соответствующей записи в вставленной таблице.
Если хотите, мы также можем дважды щелкнуть, чтобы открыть таблицу путевых точек 2, связанную с рисунком, чтобы увидеть, какие поля данных находятся в таблице.
В таблице есть идентификатор, а также поле Waypoint, которое мы проверили в диалоговом окне «Вставить как». Каждый объект на чертеже манифольда имеет уникальное поле идентификатора объекта, которое является ключевым полем, используемым для связывания строк в таблице с объектами на чертеже.Если мы не хотим видеть это поле, мы всегда можем скрыть его в таблице.
Шаг 4: Создайте карту
Чтобы создать карту, используя рисунок точек, мы, скорее всего, импортируем еще один или два рисунка, чтобы обеспечить рисунок «базовой карты», который показывает географический контекст точек. В противном случае, если мы просто посмотрим на рисунок точек, мы не узнаем, где он находится.
В этом примере мы импортировали рисунок с именем bay_land_eg, на котором область залива Сан-Франциско показана в виде областей.Этот рисунок находится на компакт-диске Manifold.
Чтобы создать карту, которая содержит чертежи bay_land_eg и Waypoints 2 в виде слоев, мы щелкаем правой кнопкой мыши в любом месте на панели проекта и выбираем Create – Map. В диалоговом окне «Создать карту» мы видим все компоненты проекта, из которых мы можем создать карту, в данном случае только два таких компонента. Мы проверяем их использование и перемещаем рисунок «Путевые точки 2» в верхнее положение.Из-за отсутствия какого-либо более глубокого вдохновения мы будем называть этот новый компонент карты Map. Нажмите ОК.
Результат – новый компонент карты в проекте. Мы можем дважды щелкнуть по нему, чтобы увидеть, как он выглядит.
Если мы нажмем «Открыть карту», мы увидим, что путевые точки GPS в нашей геокодированной таблице находятся в различных местах в южной части залива Сан-Франциско. Мы потратили немного времени, чтобы изменить цвет фона точек на рисунке Waypoints 2 с серого на желтый.
Однако для более визуально привлекательной презентации мы можем щелкнуть слой Bay_land_eg Drawing и изменить цвет участков земли на зеленый. Затем мы можем выбрать View – Properties для карты и изменить цвет фона карты на собственный цвет фона, оттенок синего. Так-то лучше!
Комментарии
Тот же процесс, который использовался выше, можно использовать для отображения любой геокодированной таблицы как чертежа точек.В примере использовалась таблица путевых точек GPS, но с таким же успехом она могла быть и любой другой таблицей с геокодированием. Например, мы могли бы скопировать таблицу, в которой перечислены радиостанции по позывным и расположению их антенн по широте и долготе, и вставить ее в рисунок с точками в местоположении каждой антенны.
В этом очень простом примере не было полей, кроме названия путевой точки, а также широты и долготы. Мы могли бы вставить намного больше полей, если бы они присутствовали в таблице.Например, если бы у нас была геокодированная таблица городов, в которой каждый город имел имя, население, название страны или другие поля в дополнение к полям широты и долготы, мы могли бы вставить такую таблицу как рисунок. Таблица, созданная для этого чертежа, будет включать все поля, которые мы проверили в диалоговом окне «Вставить как» во время операции «Вставить как».
Если в геокодированной таблице нет значений широты и долготы в форме, показанной выше, она еще не геокодирована. Для записи широты и долготы используется множество различных форматов.Например, иногда можно встретить координаты путевой точки 1 выше в форме N 37 41,750 W 122 20,380, что означает 37 градусов северной широты и 41,750 минут широты и 122 градуса 20,380 долготы на западе. Если такие координаты появляются для каждой записи, она еще не геокодирована. Эти координаты должны быть преобразованы в стандартные десятичные градусы, прежде чем таблицу можно будет использовать в качестве геокодированной таблицы.
Технический совет: хотя верно, что Manifold будет пытаться понять значения координат (то есть значения широты и долготы), записанные в градусах, минутах и секундах, при вставке геокодированной таблицы как чертежа, на практике из-за широкого изменение стилей для записи координат в такой нотации (некоторые из таких стилей совершенно непостижимы для людей, не говоря уже о компьютерах), разумно сначала преобразовать широту и долготу в десятичную нотацию, чтобы быть уверенным, что Manifold может понять.Поэтому эта документация написана так, чтобы требовать представления десятичных градусов. Если кто-то проигнорирует этот совет и Manifold сумеет разобраться в используемых градусах, минутах и секундах, это следует рассматривать как неожиданную удачу.
Изменение обычных полей в таблице чертежа не приводит к перемещению объектов
Напомним, что есть два способа создания чертежей из геокодированных таблиц: в этом примере показан один метод, чтобы скопировать таблицу и вставить как чертеж.Это создает независимый чертеж, не связанный с таблицей. Второй способ создания чертежа – связать его с внешней геокодированной таблицей.
В любом случае чертеж создается с собственной таблицей, в которой размещаются все атрибуты данных, связанные с чертежом. При вставке рисунка из таблицы мы можем выбрать включение полей широты и долготы из таблицы. Важно понимать, что такие значения широты / долготы, которые встречаются в качестве атрибутов данных в таблице чертежа, не могут использоваться для «перемещения» точек.Это просто дополнительные копии в письменной форме данных, которые использовались для создания чертежа, и не являются элементами управления, определяющими чертеж.
Позиции объектов на чертежах встроены в геометрию чертежа. Это внутренняя, встроенная часть чертежа, которая не указана в таблице чертежа, кроме как в виде обычно скрытых внутренних полей в таблице. Если чертеж был вставлен из таблицы, в момент создания чертежа координаты каждой точки чертежа были взяты из таблицы, встроены в геометрию чертежа и сохранены в компоненте чертежа.Даже если таблица чертежа будет пустой, эта геометрия все равно будет внутри чертежа. Если чертеж является связанным чертежом, геометрия динамически обновляется “на лету” глубоко внутри коллектора из таблицы, с которой связан чертеж. В любом случае чертеж «знает», где расположены точки, даже если в таблице чертежа нет полей координат (например, широты и долготы).
Иногда мы создаем чертежи из геокодированных таблиц, в которых для каждой записи указаны широта и долгота.Мы могли бы пожелать иметь значения широты и долготы, которые использовались для непосредственного расположения точек в таблице чертежа, возможно, в качестве удобного, удобочитаемого справочного материала о том, где находится каждая точка. Для этого при вставке геокодированной таблицы в качестве рисунка мы можем указать Manifold перенести поля широты и долготы вместе с другими полями, сделав копию значений широты и долготы для помещения в таблицу рисунка.
Какой бы мотив или процесс ни использовался для создания рисунка, часто бывает, что числа «широты» и «долготы» копируются в поля таблицы, а также встраиваются в геометрию рисунка.Новички в ГИС часто ошибочно думают, что положение элементов на чертеже определяется списком полей широты или долготы в таблице, поэтому редактирование этих полей приведет к перемещению объектов. Это не так.
Положение точек на чертеже полностью и исключительно определяется геометрической информацией, встроенной в чертеж. Наличие в таблице чертежа каких-либо полей широты или долготы или изменение таких значений не повлияет на положение объектов на чертеже.
Можно использовать обычно скрытые поля внутри таблицы, чтобы увидеть геометрию объектов в удобочитаемой форме. Manifold имеет множество интересных возможностей, и одна из них – возможность проникать внутрь чертежа через таблицу чертежа и отображать в удобочитаемой форме геометрию объектов. Внутренние поля в таблице отображают фактическую широту и долготу объектов, связанных с записями. Однако внутренние поля являются специальными, генерируемыми системой полями и отличаются от полей «широта» и «долгота», которые мы можем внести в таблицу, которые являются обычными текстовыми или числовыми полями.Остальная часть этой темы объясняет, почему это так.
Чертежи часто создаются в Manifold из геокодированных таблиц. Геокодированная таблица – это таблица, в которой каждая запись имеет поля широты и долготы, которые определяют местоположение этой записи.
Предположим, у нас есть база данных Access, которая содержит список городов вместе с их координатами широты и долготы:
Мы можем импортировать эту таблицу Access в таблицу в Manifold [путем импорта данных или ссылки на внешнюю таблицу]:
Чтобы создать рисунок из этой таблицы, мы используем Edit – Copy, чтобы скопировать таблицу, а затем мы используем Edit – Paste As – Drawing на панели проекта, чтобы создать новый рисунок на основе данных в таблице.
Если наша таблица называлась “Города”, по умолчанию новый чертеж будет называться “Города 2”, а таблица чертежа будет называться “Города 2”. Каждая геокодированная запись будет отображаться на чертеже в виде точки.
Мы можем объединить этот новый рисунок на карту вместе с базовой картой Соединенных Штатов, чтобы сразу увидеть, где расположены различные точки
Когда мы используем команду Edit – Paste As – Drawing для создания нового чертежа, Manifold автоматически создает связанную таблицу для этого чертежа.По умолчанию в этой новой таблице будет хотя бы одно поле – поле идентификатора объекта. Во время операции «Вставить как» Manifold предоставит нам возможность скопировать дополнительные поля из исходной таблицы в новую таблицу атрибутов данных для чертежа. В диалоговом окне представлен список флажков для каждого поля исходной таблицы. Мы можем скопировать любое из желаемых полей.
Например, если наша геокодированная таблица представляет собой список записей клиентов, содержащих такие поля, как имя, адрес, город, штат и т. Д. Вместе с широтой и долготой для каждой записи, мы можем захотеть скопировать имя, адрес и другие информационные поля.Нет особой технической причины для копирования полей широты и долготы (эти поля в исходной таблице будут использоваться автоматически для позиционирования точек на чертеже для каждой записи), но мы можем сделать это, если по какой-то причине мы хотим иметь эту информацию. в таблице.
Если мы скопируем поля широты и долготы в таблицу, связанную с чертежом, мы увидим их в окне таблицы, когда таблица будет открыта. Очень важно понимать, что это всего лишь поля таблицы, скопированные из исходной таблицы.Они не являются «маркером» геометрических координат, определяющих положение точек во внутренней структуре чертежа. Изменение значений не приведет к перемещению точек, и поля даже не нужны для того, чтобы точки «позиционировались» в нужных местах.
Если мы отметили, что поля широты и долготы должны быть включены в таблицу чертежа при вставке чертежа, они появятся в таблице чертежа, как показано выше.Но эти широта и долгота – всего лишь копии данных, которые использовались для создания рисунка. Они не определяют рисунок.
Например, в окне Таблица мы могли бы удалить весь столбец «Долгота», и точки на чертеже все равно остались бы там.
Мы также можем удалить поле «Широта». В этом случае точки не исчезнут с рисунка волшебным образом.Они все еще будут там. Все, что мы сделали, это удалили столбец из таблицы, связанной с чертежом. Точки на чертеже уже были созданы, когда Manifold считывает исходную базу данных. Изменение текстовых данных в таблице (исходной или новой таблицы, созданной с помощью чертежа) ничего не меняет в этих точках и не меняет номера координат внутри чертежа.
Приведенное выше обсуждение может показаться очевидным опытным пользователям ГИС; однако для новых пользователей легко посмотреть на таблицу, полную записей с широтой и долготой, и забыть, что изменение значений в таблице фактически не перемещает точки.
Изменение расположения точек
Как тогда мы можем изменить фактическое расположение точек? Есть три основных способа:
· Мы можем показать (обычно скрытые) внутренние поля широты (I) и долготы (I), а затем изменить их значения. См. Раздел «Редактирование внутренних полей в таблицах». Это лучший метод, когда точки необходимо переместить в заданные координаты.
· Мы можем щелкнуть правой кнопкой мыши по отдельным точкам на чертеже и использовать диалоговое окно «Объект – Координаты» для изменения местоположения геометрических координат, определяющих точки.Это очень утомительный подход.
· Мы можем использовать любой из множества интерактивных инструментов редактирования на карте или в окне рисования, чтобы перемещать точки, выбирая их и перетаскивая в новое место.
Обратите внимание, что ни одна из вышеперечисленных опций не изменит содержимое каких-либо текстовых полей «широта» или «долгота», которые мы можем видеть в окне таблицы. Например, если мы щелкнем и перетащим точку в новую позицию, используя возможность редактирования, которая не изменит значения каких-либо полей, кроме внутренних полей.
Банкноты
В этом примере мы создали таблицу с помощью Access. Мы сделали это намеренно, чтобы показать, как геокодированная таблица может выглядеть в приложении вне Manifold, а затем как она импортируется в Manifold и используется в Manifold.
Иногда пользователи, которые плохо знакомы с Manifold, могут подумать, используя Access в различных примерах, что Manifold каким-то образом требует использования Access или каким-то образом привязан к использованию Access.mdb файлы. Это не относится к делу. Manifold не требует для работы какого-либо другого программного обеспечения СУБД, а Manifold не требует использования файлов Access или Access .mdb.
В этом отношении нам не нужен Access или какая-либо другая СУБД для создания таблиц в Manifold. Мы можем создавать таблицы полностью внутри Manifold, как показано в примере «Создание таблицы и добавление записей». Manifold включает в себя встроенный механизм базы данных огромной мощности и сложности для облегчения создания, редактирования и использования таблиц либо в виде отдельных таблиц, либо в виде таблиц, принадлежащих чертежам.В дополнение к этой встроенной возможности Manifold также может работать практически с любой системой СУБД или файловым форматом базы данных.
Этот пример начался с файла Access .mdb, потому что довольно часто мы можем встретить геокодированные таблицы в этом формате. Мы могли бы так же легко начать с файла Excel .xls или привести пример, используя таблицу из SQL Server или из базы данных Oracle.
Важное примечание при использовании 64-битных выпусков Manifold
Из-за отсутствия необходимых возможностей Microsoft в 64-битных системах Windows Manifold в 64-битном режиме не может экспортировать, импортировать, экспортировать или связывать файлы формата DB, HTML, MDB, XLS или WKx.Это включает в себя отсутствие доступа к частям MDB импорта Manifold MFD и MapInfo TAB. Обходной путь для импорта или экспорта таких файлов – запустить Manifold в 32-битном режиме с помощью ярлыка Manifold System (32-бит), выполнить экспорт или импорт в файл проекта .map, а затем повторно запустить Manifold в 64-битном режиме. битовый режим с помощью ярлыка Manifold System (64-bit). Связывание более сложное: данные должны быть в каком-то формате, пригодном для использования в 64-битном режиме в 64-битных системах Windows, например в базе данных SQL Server.В качестве альтернативы данные можно хранить в файле проекта Manifold .map и связывать с помощью драйвера ODBC Manifold.
Журнальный столик с сенсорным экраномDIY с 32-дюймовым телевизором и недорогим ПЗС-датчиком: 18 шагов (с изображениями)
Я уже говорил о великолепных технических характеристиках платы Teensy. Но в сочетании с программной средой Arduino Teensy также предлагает некоторые отличные возможности.Но сначала давайте установим плагин
Теперь вы должны увидеть категорию “Teensy” при выборе вашей платы.И если вы выберете его, у вас будет доступ к нескольким другим параметрам, таким как «USB Serial Type», чтобы мгновенно превратить вашу плату в USB-клавиатуру или мышь (некоторые возможности можно найти на Arduino Leonardo). Тип связи USB – «Полная скорость», что означает, что он может передавать данные со скоростью 12 Мбит / с. Вы также можете изменить скорость платы (в этом проекте я использовал разгон на 92 МГц).
На данный момент все мои коды Arduino UNO были успешно созданы на Teensy, что означает, что адаптация между ARM Cortex M4 и AVR Atmega328 выполнена очень хорошо.Я постарался написать код, чтобы было понятно. Вот структура основного цикла:
- A для цикла от 0 до количества светодиодов
– Включите светодиод (поскольку светодиоды соединены с анодом на VCC и катодом на контакте, вы должны дайте состояние LOW, чтобы включить его)
– ClearCCD (), датчик должен быть очищен один раз перед считыванием значения … Я не знаю почему. Если у кого-то есть идея, как я могу ускорить эту часть, я был бы очень признателен.
– readCCD (), считывание датчика, если значение выше калибровочного, оно сохраняется и функция возвращает 1.Если что-то было обнаружено, flag_detect устанавливается на 1.
– Выключите светодиод (ВЫСОКОЕ состояние для ВЫКЛ в этой конфигурации)
- Если что-то было обнаружено, тогда flag_detect устанавливается на 1, и вы вводите IF функция. Затем вы можете выбрать одну из следующих калибровок:
– ВАРИАНТ 1; отправить последовательный монитор.
Базовая отладка: эта опция позволяет вам читать 16 кластеров прямо на последовательном мониторе.
– ВАРИАНТ 2; вычислить позицию + отправить Serial monitor
Отладочная позиция: отправить координаты X и Y на последовательный монитор
– ВАРИАНТ 3; send Интерфейс обработки
Визуализация отладки: посмотрите результаты CCD в графическом интерфейсе обработки.Интерфейс необходимо адаптировать к количеству светодиодов (по умолчанию 16).
– ВАРИАНТ 4; вычислить позицию + отправить интерфейс Python Pi
Отправить позицию в интерфейс PyQT
– ВАРИАНТ 5; вычислить позицию + отправить мышь (только на Teensy)
Отправить позицию как интерфейс USB-мыши. Чтобы использовать эту опцию, вам нужно будет перейти в «Инструменты» -> «Тип USB» -> «Клавиатура + мышь + джойстик». (См. Предупреждение внизу этого шага)
– ВАРИАНТ 6; вычислить позицию + отправить клавиатуру (только на Teensy)
Отправить позицию как интерфейс USB-клавиатуры.Чтобы использовать эту опцию, вам нужно будет перейти в «Инструменты» -> «Тип USB» -> «Клавиатура + мышь + джойстик».
– ВАРИАНТ 7; Укажите и щелкните. То же, что и мышь, но щелкните вместо того, чтобы следовать за позицией
- В конце концов вы можете добавить задержку в конце цикла (). В зависимости от необходимой скорости
ПРЕДУПРЕЖДЕНИЕ: ВАРИАНТ 5 использует команду mouse.mouveTo (X, Y), которая не работает на станции Linux. Если вы хотите выполнить ту же настройку, что и я, с Linux Raspberry Pi, вам понадобится УЖЕСТВЕННЫЙ ХАК, сделанный Полом Стоффрегеном, который, кажется, является одним из разработчиков проекта Teensy.Он действительно хорош и очень помогает с отладкой, если у вас есть вопросы. Спасибо, Пол!
Для этого хака вам нужно изменить часть имени файла usb_desc.c. Он должен быть установлен в вашей папке Arduino. Новая конфигурация, данная Полом, немного отличается, но он заставляет ее работать! К тому времени функция mouse.move () больше не работает.
Столы для раскроя из восстановленной древесины своими руками
Эти столы для раскроя из восстановленной древесины своими руками были сделаны по простым планам от Аны Уайт с использованием старой древесины для оснований и древесины сарая для верхних частей с добавленными колесиками для создания промышленного ощущения фермерского дома.
Некоторые ссылки в этой статье являются партнерскими ссылками, и если вы нажмете на них, я получу небольшую комиссию бесплатно для вас.
Я ждал, чтобы поделиться этим удивительным набором столов для раскроя из регенерированной древесины своими руками, которые мы сделали с Брайаном, пока я не написал о нашем плавающем полу и советах – это хороший сезон, когда слишком много проектов, сделанных своими руками, чтобы поделиться , верно? Мы сделали эти очаровательные столы из – вы можете в это поверить – из дерева, которое у нас было в тайнике от других проектов, и из старого дерева сарая от соседа! Разве это не потрясающе?
Единственное, что мы купили, это колесики для столика примерно за 2 доллара.По 50 штук. Таким образом, наш набор столиков для раскроя, адаптированных к нашему декору, включая столик из каталога DIY, обошелся нам в 10 долларов. Я видел столы за 150 долларов и выше – так что вы, наверное, догадаетесь, что я в таком же восторге от этого, как и о том, как они великолепно выглядят!
Как я уже упоминал, когда делился нашим карточным каталогом, у нас никогда не было прикроватных тумб для дивана за всю нашу семейную жизнь. Я никогда не была подходящей девушкой, так что какое-то время это было нормально, но я решила, что мне нужна пара подходящих ламп, а вам в значительной степени нужны боковые столики для этого, верно?
Но у меня были требования (конечно, сказал бы Брайан…) – они не могли совпадать, так как лампы совпадали, и для меня это было бы слишком много, но их нужно было согласовывать.
И они должны были быть полезными – мы годами жили со столами и скамейками, и поэтому я хотел где-нибудь ящички для пультов дистанционного управления и очков для чтения (привет, каталог карточек!). Я подумал, что набор столиков для вложения будет отличным вариантом, если у нас будет больше столов, когда у нас будут гости.
Но, боже, я был шокирован, когда начал искать приставные столики! Можете ли вы сказать, что я никогда раньше даже не думал о них? Все, что мне нравилось, стоило 200 долларов и выше, и у меня был лишь небольшой запас мебели с нашей большой распродажи.
Плюс они обычно не согласовывались. Не помогало и то, что каждый раз, когда я видел что-то, что мне нравилось, из дерева, я думал: «Ого, мы могли бы так легко сделать что-то подобное».
Примерно в то время, когда мы решили переделать карточный каталог в прикроватный столик, я нашла на Ане Уайт этот самодельный план деревянных столиков для гнезда. Он серьезно состоял из некоторых 2х4 и 1х2, и я знал, что у нас есть удивительный сарай из красного дерева от нашего соседа. Итак, я сделал то, что сделала бы любая хорошая жена:
Я отправил его Брайану по электронной почте с чем-то вроде: «О, я просто знаю, что ты можешь выбить это в кратчайшие сроки, ты так хорош в подобных вещах, и это нам ничего не будет стоить! Xoxo»
Это когда он говорит: «Ты сумасшедший.Я не знаю, как делать мебель ». Но я упорно говорю ему, что он потрясающий (и это не ложь, как вы, наверное, догадались), и меня не волнует совершенство – это не просто слоган для меня, я на самом деле нет – и все, что ему нужно сделать, это создать базы, а я сделаю все остальное (что является нашим обычным самодельным подходом к команде тегов).
Так он и сделал. Может быть, по пути были какие-то жалобы и многочисленные «вы в этом уверены?» вопросы, но в конце концов он выбил их, в значительной степени придерживаясь плана, просто укоротив ножки меньшего стола, чтобы мы могли добавить 1-1 / 2-дюймовые ролики, я хотел придать ему более индустриальный вид.
На фотографиях выше вы можете видеть, что древесина действительно была восстановлена - все это лежало в нашей куче, многие годы. Некоторые были обветренными и серыми (если бы все было, я бы просто запечатал их!), А некоторые нет. У некоторых были большие выбоины, которые я заполнил вместе с отверстиями для винтов.
Ничего из этого нельзя было скрыть тремя слоями белой краски. Любовь. Белый. Покрасить.
И эти вершины – все великолепие в их грубом великолепии. Они были светлее от непогоды, поэтому я немного испачкала их Special Walnut.Он затемнил их ровно достаточно и выявил больше крутых линий пилы.
Затем я решил попытаться сделать их похожими на верхнюю часть каталога карточек, отшлифуя их и растирая серой краской, но в итоге то, что я сделал, было слишком легким, и вы не можете сказать, что я вообще что-то сделал.
Ну ладно. Я не собираюсь жаловаться на то, как они выглядят, или на что-то подобное! После пары слоев атласного полиуретана на водной основе (он такой же, как на фото, только другая этикетка), мы получаем эту восхитительность:
Богатое, теплое и потрепанное дерево со слегка потрепанными краями.Для меня это совершенство. А те области, которые могут выступать или не быть гладкими? Какая разница – никто их даже не видит, когда вы смотрите на картину в целом, верно?
Если честно, я не был уверен в предварительных оценках, когда мы начинали, но мне так сильно нужны бесплатные таблицы, что я не думал об этом слишком много и рад, что не стал. Когда я увидел их законченными и то, как маркировка на дереве делает такое классное заявление, я понял, какое сокровище у нас есть.
А вам не нравится “нашивка” Брайана – узкая деталь, добавленная, чтобы дерево поместилось на маленьком столе? Для меня это отличный элемент дизайна – я имею в виду, что у любого может быть столешница из двух полных частей, но это что-то особенное, особенно то, как маркировка пилы создает узор в виде стрелы.
И, конечно же, я должен оставить вам снимок двух наших столиков своими руками вместе – это именно тот внешний вид и функциональность, на которые я надеялся. Да, это заняло больше времени, чем покупка чего-то, но никто другой не выглядел так, как этот – И у меня все еще есть запас мебели, чтобы купить что-то классное, что мы не можем «просто сделать».
Я надеюсь, что вы вдохновитесь этими самодельными деревянными столами для вложений, чтобы сделать свой собственный набор с помощью этого простого плана или даже переделать набор столов (или карточный каталог!), Который вы найдете – прикрепите это на будущее, чтобы напомнить себе, что если мы сможем сделай это, ты тоже сможешь!
Раскрытие информации: партнерские ссылки в этой статье будут приносить комиссию в зависимости от продаж, но не меняют вашу цену.Щелкните здесь, чтобы прочитать мой полный отказ от ответственности и раскрытие рекламы.
.