Коробка подач: КОРОБКА ПОДАЧ
alexxlab | 23.07.2023 | 0 | Разное
Коробка подач токарного станка. Чертежи коробки подач токарного станка
- Устройство коробки подач токарного станка 1к62
- Кинематическая схема токарно-винторезного станка 1К62
- Конструкция коробки подач токарно-винторезного станка 1К62
- Чертежи коробки подач токарно-винторезного станка 1к62
Содержание
Устройство коробки подач токарного станка 1к62
Назначение цепи подач токарно-винторезного станка — обеспечить механическое перемещение резца, закрепленного на суппорте, относительно вращающейся заготовки при токарной обработке. Современные универсальные токарно-винторезные станки имеют коробку подач, которая, обычно, закреплена на станине ниже передней бабки.
Коробка подач служит для переключения скорости вращения ходового винта и ходового вала, т. е. для выбора скорости подачи резца вдоль оси шпинделя. Например, при нарезании метрической резьбы с шагом 1 мм, механизм коробки подач должен обеспечить перемещение резца (подачу) вдоль заготовки на 1 мм за один оборот шпинделя.
Внутри коробки подач находится редуктор, который состоит из переключаемых зубчатых передач. На входной вал коробки подач через сменные зубчатые колеса (гитара) поступает крутящий момент от шпинделя. На выходе коробки подач имеется, обычно, ходовой вал и ходовой винт, крутящий момент от которых поступает на фартук суппорта.
При нарезании резьб коробка подач передает вращение ходовому винту; при токарной обработке и нарезании торцовых (плоских) резьб используется ходовой валик.
Использование ходового валика для осуществления подачи при токарной обработке позволяет дольше сохранить точность ходового винта, необходимую при нарезании резьб.
Сменные зубчатые колеса (гитара) используются лишь тогда, когда требуемой подачи нельзя достигнуть переключением рукояток коробки подач.
Источником движения (исходным звеном) цепи подач является шпиндель, поэтому скорость подачи в токарно-винторезных станках измеряется и указывается в миллиметрах на один оборот шпинделя (мм/об).
Механизм подачи должен допускать:
- включение и выключение подачи без остановки вращения шпинделя
- реверсирование подачи при неизменном направлении вращения шпинделя
- реверсирование подачи одновременно с реверсированием шпинделя
- регулирование величины подачи
- перемещение резца относительно заготовки вручную
Общий вид коробки подач в сборе
Фото коробки подач
Схема кинематическая токарно-винторезного станка 1К62
1. Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
3. Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Главное движение. Главным движением в станке является вращение шпинделя, которое он получает от электродвигателя 1 через клиноременную передачу со шкивами 2—3 и коробку скоростей.
 Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21—20, 29—19, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 29—19, 16—30, 27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII. С вала VIII движение передается по цепи колес 32—33 или 34—35, или через реверсивный механизм с колесами 36—37—38, сменные колеса 39—40 или 41—42 и промежуточное колесо 43 на вал X.
 Отсюда движение можно передать по двум вариантам зацепления зубчатых колес.
Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. - Вращение передается через зубчатые колеса 44—45—46 на вал XI, затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60, 61—62 или 63—64 через колеса 65—66 или 64—67— валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69—70 и муфту обгона 106.
- С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44—71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49—48—47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
Конструкция коробки подач токарно-винторезного станка 1К62
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза
- нарезать правые и левые резьбы
- производить нарезание многозаходных резьб с делением на 2, 3, 4, б; 6, 10, 12, 15, 20, 30 и 60 заходов
Коробка подач получает движение от выходного вала передней бабки через сменные зубчатые колеса триплана.
Механизм коробки подач позволяет получить все предусмотренные ГОСТом виды резьб и необходимые подачи.
Через ходовой винт с шагом 12 мм (без звена увеличения шага) можно получить следующие резьбы:
- метрические с шагом от 1 до 12 мм
- дюймовые с 24 до 2 ниток на 1″
- модульные от 0,5 до 3 модулей
- питчевые с 96 до 1 питча
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, (превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 в 8 раз в соответствии с данными таблицы на рукоятке 20 (см.
Через ходовой валик суппорт при любом число оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 630 в минуту продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 19 при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки 20 выбирается выбор ряда резьб или подач. Для получения требуемой величины из выбранного ряда резьбы или подачи, необходимо диск барабана за рукоятки вытащить на себя, повернуть до совпадения риски диска с риской барабана, а затем подать диск вперед в прежнее положение
Для осуществления быстрых перемещений суппорта в коробке подачи на выходном валу смонтирована обгонная муфта.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Рис. 7. Направления передачи движения через коробку подач при нарезании различных резьб и обеспечении продольных и поперечных подач.
7. Направления передачи движения через коробку подач при нарезании различных резьб и обеспечении продольных и поперечных подач.
Привод подачи
Движение подач заимствуется от вала шпинделя (VI) через зубчатые колеса гитары 60/60. Далее с VII на VIII вал движение передается через реверсивный механизм (42/42 или 28/56 или 35/28/35). С вала VIII на вал IX движение передается через сменные зубчатые колеса (42/95/50 или 64/95/97). Совместно с валом IX вращается колесо 35, от него движение разветвляется на два направления (см. рис. 7): по первому направлению передается вращение при нарезании дюймовых и питчевых резьб, а по второму метрических, модульных и обеспечение продольных и поперечных подач.
Первое направление передачи вращения. Муфта М2 выключена и от колеса 35 движение передается через колеса 37/35 на вал X, с которого через колеса 28/25 получает вращение накидной передвижной блок колес 25–36. Колесо 36 этого блока может быть зацеплено с любым колесом семиступенчатого блока 16 зубчатых колес (конус Нортона) (48,44,40,36,32,28,26), что приведет в свою очередь к вращению вала XI, а вместе с ним колеса 35 (муфта М3 в это время выключена). Далее движение передается колесами 35/28, 28/35 (два колеса 28 закреплены на общей втулке, но вращения валу XIII не передают – вращаются на валу свободно). Муфта М4 выключена (она связывает вращение валов X и XII при передаче вращения по второму направлению). От колеса 35 вращение передается валу XII, совместно с которым вращается блок колес 18–28. С вала XII на вал XIII возможна передача движения через колеса 18/45 или 28/35. Далее с вала XIII на вал XIV используется пара колес 35/28 или 15/48. Вал XIV связывается с валом XVI при включении муфты М5 и, таким образом, вращение получает ходовой винт t = 12 мм.
Далее движение передается колесами 35/28, 28/35 (два колеса 28 закреплены на общей втулке, но вращения валу XIII не передают – вращаются на валу свободно). Муфта М4 выключена (она связывает вращение валов X и XII при передаче вращения по второму направлению). От колеса 35 вращение передается валу XII, совместно с которым вращается блок колес 18–28. С вала XII на вал XIII возможна передача движения через колеса 18/45 или 28/35. Далее с вала XIII на вал XIV используется пара колес 35/28 или 15/48. Вал XIV связывается с валом XVI при включении муфты М5 и, таким образом, вращение получает ходовой винт t = 12 мм.
Второе направление передачи вращения. муфта М2 включается, одновременно выводится из зацепления колесо 35, находящееся на валу X, и вращение получает семиступенчатый блок зубчатых колес. От этого блока движение передается на накидной блок колес 36–25, далее на вал X через колеса 25/28, при этом муфта М4 включена (при перемещении правой полумуфты влево выводится из зацепления колеса 35 и 28) и следовательно вал XII вращается заодно с валом X. Далее движение передается так же, как описано выше: с вала XII на вал XIII, а с него на вал XIV. Причем при нарезании метрической и дюймовой резьб 17 вращение в гитаре передается через сменные зубчатые колеса 42/95/50, а при нарезании модульной и питчевой резьб сменные блоки переворачиваются и тогда вращение будет передаваться через зубчатые колеса 64/95/97. При нарезании резьб движение передается ходовому винту, а для получения продольных и поперечных подач муфта М5 отключатся и вращение получает вал XV через двухвенцовые колеса 28/56 и обгонную муфту Мо. При смещении колес 28–28 влево, ее левый зубчатый венец входит в зацепление с колесом 56, жестко закрепленным на валу XV, а вращение последнему передается помимо обгонной муфты, что необходимо при нарезании торцовых резьб.
Далее движение передается так же, как описано выше: с вала XII на вал XIII, а с него на вал XIV. Причем при нарезании метрической и дюймовой резьб 17 вращение в гитаре передается через сменные зубчатые колеса 42/95/50, а при нарезании модульной и питчевой резьб сменные блоки переворачиваются и тогда вращение будет передаваться через зубчатые колеса 64/95/97. При нарезании резьб движение передается ходовому винту, а для получения продольных и поперечных подач муфта М5 отключатся и вращение получает вал XV через двухвенцовые колеса 28/56 и обгонную муфту Мо. При смещении колес 28–28 влево, ее левый зубчатый венец входит в зацепление с колесом 56, жестко закрепленным на валу XV, а вращение последнему передается помимо обгонной муфты, что необходимо при нарезании торцовых резьб.
Коробка подач дает возможность нарезать все стандартные резьбы и обеспечивает необходимые подачи, величины которых указаны в технической характеристике станка.
От ходового вала XVII через колеса 27/20/28, предохранительную муфту Мп и червячную пару 4–20 получает вращение вал XIX (см. рис. 5). Последний связан передней шестерней 40 непосредственно с зубчатыми венцами кулачковых муфт М7 и М9, а задней шестерней 40 через паразитное колесо 45 с зубчатыми венцами муфт М6 и М8. Для сообщения суппорту продольной подачи рукояткой 14 (см. рис. 1) включается муфта М7, тогда от вала XIX к реечному колесу Z = 10; m = 3 вращение передается через зубчатые пары 40/37 и 14/66. Для сообщения суппорту поперечной подачи вперед и назад включаются, соответственно, муфты М9 и М8. При управлении подачами суппорта выполнен принцип мнемоничности, т. е. направление наклона рукоятки 14 соответствует направлению подачи суппорта.
рис. 5). Последний связан передней шестерней 40 непосредственно с зубчатыми венцами кулачковых муфт М7 и М9, а задней шестерней 40 через паразитное колесо 45 с зубчатыми венцами муфт М6 и М8. Для сообщения суппорту продольной подачи рукояткой 14 (см. рис. 1) включается муфта М7, тогда от вала XIX к реечному колесу Z = 10; m = 3 вращение передается через зубчатые пары 40/37 и 14/66. Для сообщения суппорту поперечной подачи вперед и назад включаются, соответственно, муфты М9 и М8. При управлении подачами суппорта выполнен принцип мнемоничности, т. е. направление наклона рукоятки 14 соответствует направлению подачи суппорта.
При выполнении токарных работ кинематическая цепь подачи согласовывает вращение шпинделя с перемещением суппорта в продольном или поперечном направлениях: за 1 оборот шпинделя суппорт должен переместиться на величину S.
УКБ цепи продольной подачи имеет вид:
(3) S = 1об.шп · inn · π · m · z мм/об
где: inn – передаточное отношение привода подачи от шпинделя до реечного колеса;
π·m·z мм/об – длина делительной окружности реечного колеса;
УКБ для цепи минимальной продольной подачи запишется так:
Быстрые (вспомогательные) перемещения суппорту сообщаются от отдельного электродвигателя М2, (N = 1 кВт, nМ2 = 1410 об/мин) (см. рис. 5), через ременную передачу, ходовой вал и далее по выше рассмотренным кинематическим цепям механизма фартука. Наличие на левом конце ходового вала муфты обгона М0 позволяет сообщать ему большую частоту вращения (от электродвигателя М2) без выключения рабочей подачи. Двигатель М2 включается кнопкой 13.
рис. 5), через ременную передачу, ходовой вал и далее по выше рассмотренным кинематическим цепям механизма фартука. Наличие на левом конце ходового вала муфты обгона М0 позволяет сообщать ему большую частоту вращения (от электродвигателя М2) без выключения рабочей подачи. Двигатель М2 включается кнопкой 13.
Наладка станка на нарезание резьб
При нарезании резьбы за один оборот шпинделя суппорт (резец) должен переместиться на шаг резьбы Pp. УКБ винторезной цепи имеет следующий вид:
(4) S = Pp 1об.шп · inb · Px
где in.в. – передаточное отношение соответствующей винторезной кинематической цепи от шпинделя до ходового винта;
Px – шаг ходового винта станка в мм (PX = 12 мм).
Зная направления передачи движения через коробку подач (рис. 7) и используя кинематическую схему станка (см. рис. 5), можно записать УКБ любой винторезной цепи. Например, для метрической резьбы с минимальным шагом:
При нарезании дюймовых резьб шаг задается числом ниток на дюйм:
(5) Pp = 25. 4 / k
4 / k
где: k – число ниток на один дюйм резьбы (1″ = 25,4 мм).
УКБ цепи для нарезания дюймовой резьбы с минимальным шагом имеет вид:
Шаг модульной резьбы выражается через модуль, т. е.:
(6) Pp = · π · m · k
Питчевая резьба задается диаметральным питчем П. Формула для определения шага нарезаемой питчевой резьбы имеет вид:
(7) Pp = 25.4 / k
где: П – число питчей нарезаемой резьбы.
УКБ цепей для нарезания модульной и питчевой резьбы могут быть записаны аналогично вышеизложенному, руководствуясь информацией приведенной в п.4.5.3.
Нарезание резьб повышенной точности и нестандартных резьб
При нарезании резьбы повышенной точности вращение на ходовой винт передается напрямую. С этой целью включаются зубчатые муфты М2, М4 и М5, соединяя между собой валы Х, XII, ХV и ходовой винт. Точность нарезаемой резьбы в этом случае повышается за счет уменьшения длины винторезной кинематической цепи.
УКБ винторезной цепи в этом случае запишется следующим образом:
(8) Pp = 1об. шп · iшг · iг · Px
шп · iшг · iг · Px
где: iШ.Г – передаточное отношение цепи от шпинделя до гитары сменных колес;
iг – передаточное отношение сменных колес гитары.
Решая уравнение (8) относительно iг, получим следующую формулу для подбора сменных зубчатых колес в гитару:
Этой формулой можно пользоваться также при расчете iг в случае нарезания нестандартных резьб.
Нарезание резьбы с увеличенным шагом
При нарезании резьбы с нормальным шагом (Pp = 1–12 мм) вращение на вал XIII передается непосредственно от шпинделя через колеса 60/60 (i=1). Для нарезания резьбы с увеличенным шагом (Pp = 14–192 мм) зубчатое колесо Z=45 вала VIII вводится в зацепление с колесом Z=45 вала IV, а вращение на шпиндель должно передаваться через перебор. В зависимости от величины передаточного отношения от шпинделя до вала VIII (в зависимости от положения блоков перебора), шаг нарезаемой резьбы будет увеличен в 2, 8 и 32 раза.
Нарезание торцовой резьбы (архимедовой спирали)
Торцовая резьба применяется, например, в самоцентрирующих кулачковых патронах, в которых движение кулачков в радиальном направлении сообщается с помощью диска, имеющего резьбу на торце. Нарезаются торцовые резьбы по цепи дюймовых резьб. Цепь связывает вращение шпинделя с вращением ходового винта поперечной подачи. Настройка обеспечивается гитарой сменных колес. Отвод суппорта (резца) в исходное положение для выполнения последующего перехода при нарезании резьбы, выполняется также путем реверсирования вращения шпинделя. Чтобы исключить из цепи обгонную муфту М0 (см. рис. 7), которая передает движение на ходовой вал только при прямом вращении шпинделя, одно из колес блока 28–28 на валу XV вводится в зацепление с жесткозакрепленным на ходовом валу зубчатым колесом Z=56.
Нарезание многозаходных резьб
При нарезании многозаходных резьб в уравнение настройки (8) вместо шага резьбы Pp следует подставить шаг винтовой линии S = К·Pp, (К – число заходов). Для того, чтобы нарезать 2-й, 3-й, и т. д. заходы резьбы, необходимо произвести деление, которое может быть выполнено несколькими способами:
Для того, чтобы нарезать 2-й, 3-й, и т. д. заходы резьбы, необходимо произвести деление, которое может быть выполнено несколькими способами:
- поворотом заготовки на 1/К часть окружности относительно неподвижного резца
- поворотом шпинделя (заготовки) при разомкнутой винторезной цепи
- смещением резца вдоль оси заготовки на шаг нарезаемой резьбы
Первый способ деления. Поворот заготовки можно выполнить с помощью специального поводкового патрона, состоящего из двух частей. Одна из них закреплена жестко на шпинделе, а другая – с поводковым пальцем может поворачиваться относительно первой части. Отсчет угла поворота заготовки производится по угловой шкале одной из частей патрона. После деления обе части патрона жестко соединяются между собой.
Второй способ деления. Деление по второму способу осуществляется поворотом заготовки (шпинделя) при разомкнутой винторезной цепи. При этом зубчатый блок на валу VIII выводят из зацепления и ставят в нейтральное положение. Угол поворота отсчитывают по шкале, нанесенной на заднем конце шпинделя. На шпинделе и зубчатом блоке имеются зубчатые колеса, число зубьев которых равно числу делений на шкале (Z=60), что позволяет свободно вводить в зацепление эти колеса после деления окружности на 2, 3, 4, 5, 6, 10, 12, 15, 30 и 60 частей. Для выполнения этого способа деления необходимо:
Угол поворота отсчитывают по шкале, нанесенной на заднем конце шпинделя. На шпинделе и зубчатом блоке имеются зубчатые колеса, число зубьев которых равно числу делений на шкале (Z=60), что позволяет свободно вводить в зацепление эти колеса после деления окружности на 2, 3, 4, 5, 6, 10, 12, 15, 30 и 60 частей. Для выполнения этого способа деления необходимо:
- остановить главный электродвигатель
- включить фрикционную муфту на прямое вращение шпинделя (поднять ручку 21 вверх)
- снять кожух, закрывающий сменные шестерни и приводные ремни
- патронным ключом вращать против часовой стрелки лишь до совпадения риски «60» на диске с риской на фланце. После этого снять натяг в цепи (слегка повернуть шкив в другую сторону) не вызывая поворота шпинделя
- рукоятку 4 (на передней бабке) поставить в положение «деление на многозаходные резьбы»
- вращать шкив против часовой стрелки: при нарезании 2-х заход-ной резьбы – на 30 делений по диску, 3-х заходной – на 20, 4-х за-ходной – на 15 и т.
 д.
д. - рукоятку 4 установить в первоначальное положение
Третий способ деления. При третьем способе деления после нарезания первого захода резьбы на полный профиль резец перемещают в продольном направлении винтом верхних резцовых салазок на величину S/K. Отсчет ведут по лимбу. Для обеспечения большей точности применяют индикаторные устройства.
Чертежи коробки подач токарно-винторезного станка 1к62
Общий вид коробки подач токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство коробки подач токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство коробки подач токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство коробки подач токарно-винторезного станка. Смотреть в увеличенном масштабе
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.
 Г. Справочник токаря-универсала, 1987
Г. Справочник токаря-универсала, 1987 - Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Читайте также: Заводы производители токарных станков в России
Коробка подач токарного станка
Полезные ссылки по теме
Коробки подач – СтанкоПромСервис
- Главная
- Запчасти
- Коробки подач
Коробка подач токарного станка – это узел, позволяющий нарезать метрические, дюймовые, модульные и питчевые резьбы, а также резьбы с увеличенным шагом. Назначение коробки подач – изменять скорости вращения ходового винта и ходового вала, что достигается перемещением суппорта с выбранной скоростью в продольном и поперечном направлениях. В продаже запасные части для коробок подач – валы, шестерни, вал Нортона, обгонные муфты, таблички коробки подач и пр.
Коробка подач фрезерного станка – узел станка, который служит для изменения рабочих подач и ускоренных перемещений стола в вертикальном, продольном и поперечном направлениях, консоли и салазок. В продаже имеются и отдельно запасные части к станкам – валы и шестерни, фрикционный вал (муфта перегруза), фрикционные диски.
Коробка подач сверлильного станка – обеспечивает переключение подач.
Продукция, выпускаемая нашим предприятием будет служить вам долгие годы. Качество соответствует стандартам и чертежам заводов-изготовителей станков. Мы располагаем всеми трудовыми, производственными ресурсами для того чтобы поставлять вам качественную продукцию для ремонта станков!
Фильтр
По наименованию (А-Я)По наименованию (Я-А)По популярности (возрастание)По популярности (убывание)
По популярности (убывание)
По наименованию (А-Я)
По наименованию (Я-А)
По популярности (возрастание)
По популярности (убывание)
Коробка подач 1н983. 70.000
70.000
В корзину В корзине
Коробка подач 1К62.07.01СБ
В корзину В корзине
Коробка подач 2Н135 СБ
В корзину В корзине
Коробка подач 1К62Д.070.000 в сборе
В корзину В корзине
Коробка подач ГФ2171
В корзину В корзине
Коробка подач 6Т12
В корзину В корзине
Коробка подач 6Т82
В корзину В корзине
Коробка подач 6Т83
В корзину В корзине
Коробка подач 6Т13
В корзину В корзине
Коробка подач 6Р83Г
В корзину В корзине
Коробка подач 6Р83
В корзину В корзине
Коробка подач 6М83
В корзину В корзине
Коробка подач 6М82
В корзину В корзине
Коробка подач 6М13П
В корзину В корзине
Коробка подач 6М13ПБ
В корзину В корзине
Коробка подач 6М12
В корзину В корзине
Коробка подач 6Н12П
В корзину В корзине
Коробка подач 6Р81
В корзину В корзине
Коробка подач 6Р11
В корзину В корзине
Коробка подач 2Н150
В корзину В корзине
Коробка подач 2С132
В корзину В корзине
Коробка подач 2Н135
В корзину В корзине
Коробка подач 2Н125
В корзину В корзине
Коробка подач АКП309-16
В корзину В корзине
Карьера – Программное обеспечение Gearbox
Мы всегда нанимаем
Привет, путник!
Если у вас те же увлечения, что и у нас, и вы хотите работать с одними из самых творческих и талантливых умов в отрасли, то мы хотим услышать от вас!
Мы ищем замечательных людей с любым уровнем опыта, чтобы вместе с нами развлекать мир. свободное время, если вы думаете, что у вас есть то, что нужно, мы будем рады поговорить. Мы знаем, что есть в высшей степени талантливые люди с любым уровнем опыта, и предлагаем несколько вариантов карьерного роста в Gearbox Software.
свободное время, если вы думаете, что у вас есть то, что нужно, мы будем рады поговорить. Мы знаем, что есть в высшей степени талантливые люди с любым уровнем опыта, и предлагаем несколько вариантов карьерного роста в Gearbox Software.
Здоровье и безопасность членов нашей команды превыше всего. Чтобы поддерживать комфортные условия для всех членов нашей команды, Gearbox требует, чтобы все, кто работает в нашей штаб-квартире, были вакцинированы против COVID-19. Это требование политики также распространяется на членов команды, посещающих общественные и студийные мероприятия Gearbox за пределами офиса.
ВНИМАНИЕ: Обратите внимание, что мошенник в настоящее время делает несанкционированные предложения работы в Gearbox, пытаясь получить конфиденциальную банковскую информацию. Gearbox не требует предоставления какой-либо банковской информации для получения работы в нашей студии. Хотя федеральные власти были проинформированы об этом мошенничестве, если вы считаете, что получили такое предложение, свяжитесь с Gearbox через нашу контактную страницу.
Компания Gearbox никогда не попросит вас заполнить документы перед собеседованием, купить оборудование или отправить нам деньги. Все законные электронные письма должны приходить к вам с @gearbox.com.
ПРИВЕТ, ПУТЕШЕСТВУЮЩИЙ СТУДЕНТ!
Готовы ли вы к тому, чтобы все эти годы обучения наконец превратились в действие? Стажировка в Gearbox позволит вам оказаться в самом центре всех игровых действий! Вы будете работать напрямую с командами разработчиков и отделами бизнес-операций над важными командными проектами.
Мы считаем, что ключом к тому, чтобы стажировка действительно стала невероятным опытом, является поддержка. Мы предоставляем нашим стажерам инструменты и ресурсы, необходимые им для обучения, роста и эффективного сотрудничества с командой.
Мы ценим ваши идеи. Мы поощряем ваши мысли, идеи и вопросы. Мы хотим знать, что вы думаете и почему. Вы будете встроены в команды, работая над важными задачами, и будете участвовать в собраниях команды и проекта. Среди множества преимуществ практического опыта — возможность напрямую влиять на конечный продукт!
Среди множества преимуществ практического опыта — возможность напрямую влиять на конечный продукт!
Наши наставники и команды будут сосредоточены на том, чтобы дать нашим стажерам подлинный опыт, наполненный сотрудничеством и вкладом посредством полезного взаимодействия. Вы познакомитесь не только с работой и жизнью Gearbox, но и с культурой, духом товарищества и всеми развлечениями, которыми славится Gearbox!
Мы хотим помочь расти и взращивать будущие таланты в нашей отрасли, поскольку мы продолжаем свою миссию по развлечению мира!
Текущие карьерные возможности
ИСКУССТВО И АНИМАЦИЯ
Художник биома
Ведущий 3D-художник
Ведущий концепт-художник
Ведущий художник уровня
Мастер уровней
Художник по свету
Старший художник по окружающей среде
Старший технический художник
Технический арт-директор
Технический художник
Художник пользовательского интерфейса
Технический художник пользовательского интерфейса
Художник визуальных эффектов
Ведущий звукорежиссер, Аудио
ТВОРЧЕСКОЕ РАЗВИТИЕ
Заместитель директора отдела повествовательных свойств
Ведущий специалист по макетированию, кино и кинематография
ДИЗАЙН
Ведущий дизайнер живых игр
Дизайнер миссий
ЗАХВАТ ДВИЖЕНИЯ
Техник по сканированию (захваченные измерения)
ОПЕРАЦИИ
Менеджер по компенсации
Специалист по расчету заработной платы
Координатор по подбору персонала
Старший аудитор отдела внутреннего контроля
Менеджер по транспортировке (захваченные измерения)
ОНЛАЙН-ПЛАТФОРМА
Ассоциированный линейный продюсер
Ведущий инженер по надежности объекта
Линейный продюсер, Spark
Старший инженер по безопасности облачных вычислений (AWS)
Старший программист SDK, Unreal Engine
Старший инженер по надежности объекта
Технический директор, SDK
ПРОИЗВОДСТВО
Аутсорсинг Арт-директор
Старший менеджер по аутсорсингу
Старший продюсер проекта
ПРОГРАММИРОВАНИЕ
Ведущий аудиопрограммист
Онлайн программист
Инженер по выпуску
Программист рендеринга
Старший программист игрового процесса
Старший программист графики
Старший онлайн-программист
Старший программист пользовательского интерфейса
Инженер по серверам и облачным вычислениям
Программатор инструментов
Программист пользовательского интерфейса
ИЗДАТЕЛЬСТВО
Арт-директор
Младший менеджер по лицензированию
Менеджер по связям с общественностью в социальных сетях
Менеджер сообщества
Директор по дизайну
Директор по разнообразию, справедливости и инклюзивности
Менеджер событий
Ведущий продюсер
Менеджер по связям с общественностью – корпоративные коммуникации
Издательский продюсер
Старший менеджер по маркетингу влиятельных лиц
Старший менеджер по продукции
Старший продюсер, издательство
Технический директор
Технический производитель
ОБЕСПЕЧЕНИЕ КАЧЕСТВА
В настоящее время вакансий нет. Пожалуйста, проверяйте в будущем.
Пожалуйста, проверяйте в будущем.
СТАЖИРОВКА ПО КОРОБКЕ ПЕРЕДАЧ
Бухгалтер Стажер
Аудио Стажер
Стажер по графическому дизайну
КОРОБКА ПЕРЕДАЧ ЧЛЕН КОМАНДЫ
Не можете найти вакансию, которая, по вашему мнению, вам подходит, но все еще заинтересованы в ней? Нажмите кнопку ниже! Это позволит нам узнать, кто вы и что вы можете привнести в Gearbox. Это может привести к тому, что мы захотим поговорить с вами немедленно или сохраним ваш контакт на случай, если позже у нас появятся какие-либо возможности, соответствующие тому, что вы хотели бы сделать.
ЧЛЕН КОМАНДЫ КОРОБКИ ПЕРЕДАЧ
Коробка передач по номерам
$ 0 +
МЛН. Выплачено роялти разработчикам с 2010 года
0
Игры созданы (еще больше в разработке)
0
Годы потрясающих игр
0
Отличные франшизы, которыми мы владеем
0 +
Замечательные сотрудники
Программное обеспечение для коробок передач – приветствуем наших северных соседей!
Студия коробки передач Монреаль
Компания Gearbox Entertainment ищет способы развития своего творческого двигателя как на международном, так и на внутреннем рынке. Расширяя культуру, установленную во Фриско и Квебеке, команда Gearbox Studio Montréal будет разнообразной и увлеченной группой, работающей над тем, чтобы приносить развлечения и радость миру. Чтобы получить дополнительную информацию, просмотреть доступные вакансии и подать заявку, посетите страницу Gearbox Studio Montréal.
Расширяя культуру, установленную во Фриско и Квебеке, команда Gearbox Studio Montréal будет разнообразной и увлеченной группой, работающей над тем, чтобы приносить развлечения и радость миру. Чтобы получить дополнительную информацию, просмотреть доступные вакансии и подать заявку, посетите страницу Gearbox Studio Montréal.
Gearbox Studio Québec
В настоящее время у нас открыто несколько вакансий для лучших и умнейших в нашем офисе в Квебеке. Чтобы получить дополнительную информацию, просмотреть доступные вакансии и подать заявку, посетите страницу Gearbox Studio Québec.
Часто задаваемые вопросы о поиске работы
Нам задают много вопросов о том, как проникнуть в игровую индустрию. Вот несколько наиболее часто задаваемых вопросов, а также несколько моментов, которые следует учитывать при подаче заявления в Gearbox Software.
Как устроиться на работу в Gearbox?
Все может начаться прямо здесь! Вы можете использовать страницу вакансий, чтобы подать заявку на вакансию и сообщить нам, кто вы и что, по вашему мнению, вы можете сделать для разработки игр в Gearbox.
Что делать, если меня интересуют несколько вакансий в Gearbox или вакансия, которая меня больше всего интересует, не опубликована?
Вы видите несколько объявлений о вакансиях, которые могут вас заинтересовать или в которых вы разбираетесь? Подайте заявку на все вакансии, на которые вы можете претендовать. И не стесняйтесь — расскажите нам, что вам действительно нравится делать или какой список вакансий, по вашему мнению, был бы вам наиболее интересен. Если вы заинтересованы в работе в Gearbox, но не видите вакансию, соответствующую вашим навыкам, подайте заявку на вакансию «Член команды». Это позволит нам узнать, кто вы и что вы можете привнести в Gearbox. Это может привести к тому, что мы захотим поговорить с вами немедленно или сохраним ваш контакт на случай, если позже у нас появятся какие-либо возможности, соответствующие тому, что вы хотели бы сделать.
Я начал процесс, и Gearbox прислала мне тест. Есть какие-нибудь советы?
Да, серьезно! Если вы получили тест, это значит, что разработчики Gearbox хотят больше узнать о вас и о том, как вы можете работать над проблемами. Тест может быть темой для обсуждения на более позднем собеседовании. Получайте удовольствие от этого и демонстрируйте свое творчество и страсть к созданию игр на протяжении всего теста.
Тест может быть темой для обсуждения на более позднем собеседовании. Получайте удовольствие от этого и демонстрируйте свое творчество и страсть к созданию игр на протяжении всего теста.
Меня пригласили на собеседование, как мне одеться?
Gearbox — это супер-кэжуал, и мы хотим, чтобы вы погрузились в эту культуру вместе с нами. Так что не чувствуйте себя обязанным переодеваться только потому, что это интервью. Будь собой!
Насколько важно портфолио для моей кандидатуры?
Портфолио может стать отличным способом продемонстрировать свою работу. Если у вас есть время и вы можете выбрать лучшие элементы, вы сделаете это удобным для талантов в Gearbox, которые рассмотрят вашу кандидатуру, чтобы увидеть, на что вы способны. Портфолио не требуется, если у вас есть другие способы продемонстрировать свои способности. Некоторые роли таковы, что портфолио имеет гораздо больше смысла, чем другие роли, где портфолио вообще не имеет смысла. Если вы профессионал, укажите ссылку на свою работу в коммерческих видеоиграх и дайте нам возможность увидеть вашу работу в этих играх. Если вы студент или любитель, покажите нам свои студенческие проекты, любительские или модные работы. Ключевая ценность портфолио заключается в том, что вы контролируете то, что вы нам показываете. Вы можете убедиться, что используете портфолио, чтобы показать нам самое лучшее, на что вы способны, а также то, над чем вам нравится работать больше всего.
Если вы студент или любитель, покажите нам свои студенческие проекты, любительские или модные работы. Ключевая ценность портфолио заключается в том, что вы контролируете то, что вы нам показываете. Вы можете убедиться, что используете портфолио, чтобы показать нам самое лучшее, на что вы способны, а также то, над чем вам нравится работать больше всего.
Каковы этапы процесса?
Сначала вы подадите заявку на вакансию через наш веб-сайт, затем рекрутер и команда по найму рассмотрят ваше резюме/портфолио. Если вам кажется, что вы подходите на эту должность, мы можем связаться с вами, чтобы получить дополнительную информацию, попросить вас пройти тест или отправить нам несколько дополнительных образцов работы. После того, как у нас будет вся необходимая информация, мы можем назначить собеседование по телефону, и если все пройдет хорошо, вам будет назначено собеседование на месте. Как правило, рекрутер может связаться с вами в течение нескольких дней, чтобы сообщить, выбраны ли вы на эту должность.
Сколько времени занимает процесс выдвижения кандидата?
Мы очень тщательно подходим к этому процессу здесь, в Gearbox, поэтому продолжительность может варьироваться. Мы хотим убедиться, что вы не только подходите для Gearbox, но и верите, что Gearbox вам подходит. Мы хотим проверить ваши навыки, но затем мы хотим, чтобы вы пришли посмотреть на нашу студию, пообщаться с нашей командой и задать любые вопросы, которые могут у вас возникнуть. Так что процесс может занять некоторое время, но оно того стоит!
Если я получу предложение, мы можем договориться?
Конечно, мы можем вести переговоры. Мы стараемся сделать наилучшее предложение заранее, но если у вас есть какие-либо вопросы или проблемы, пожалуйста, сообщите нам об этом. Мы будем рады обсудить это с вами и помочь, чем сможем.
Есть ли гибкость в дате начала?
Абсолютно! Мы понимаем, что у людей есть другие дела в жизни, возможно, им придется оставить уведомление текущему работодателю или им может понадобиться время, чтобы переехать в район Далласа. Мы супер гибкие.
Мы супер гибкие.
Расскажите подробнее о компенсации?
Коробка передач имеет уникальную структуру компенсации. Как разработчик вы будете получать доли прибыли и роялти в дополнение к вашей базовой заработной плате. Сорок процентов прибыли, полученной от продажи игр Gearbox, распределяются между нашими сотрудниками!
Расскажите подробнее о студии?
Студия Gearbox расположена во Фриско, штат Техас, к северу от Далласа. У нас есть совершенно новая студия, которую мы построили, чтобы люди могли создавать самые лучшие игры. Благодаря специальному пространству, предназначенному для записи, захвата движения и игрового тестирования, мы можем сделать почти все, что вы можете придумать, прямо в здании.
Как попасть в игровую индустрию?
Возможно, вы захотите рассмотреть одну из многих школ, которые теперь предлагают степени в области игр. Вот несколько местных школ, в которых мы нашли великие таланты: SMU Guildhall, Техасский университет в Далласе, Художественный институт в Далласе.
Ищите студии, которые предлагают стажировки
Игровой тест для студий (если вы живете в районе Далласа, Gearbox всегда ищет игровых тестировщиков)
Нетворкинг через конференции/семинары, IGDA, LinkedIn, форумы и т. д.
Жизнь во Фриско, Техас
В сентябре 2009 года журнал Forbes назвал район Даллас-Форт-Уэрт лучшим местом для заработка в Соединенных Штатах. Даллас имеет финансовое преимущество для жителей благодаря низкой стоимости жизни (одной из самых низких в Соединенных Штатах), а штат Техас является одним из немногих штатов в США, где не взимается подоходный налог штата. Gearbox Software находится во Фриско, штат Техас, всего в нескольких минутах езды к северу от Далласа.
Frisco предлагает множество развлечений для детей всех возрастов в безопасной, доступной и уникальной обстановке. Независимо от того, любите ли вы наши невероятные магазины и рестораны, являетесь ли вы большим поклонником спорта или любите искусство и культуру, Фриско может многое предложить. Чтобы день побаловать себя и расслабиться, попробуйте один из наших шестнадцатидневных спа-салонов. Чтобы быстро просмотреть все, что можно увидеть и чем заняться во Фриско, посетите нашу онлайн-брошюру.
Чтобы день побаловать себя и расслабиться, попробуйте один из наших шестнадцатидневных спа-салонов. Чтобы быстро просмотреть все, что можно увидеть и чем заняться во Фриско, посетите нашу онлайн-брошюру.
Фриско — прекрасное место для проживания, где вас ждет множество отмеченных наградами отелей, от высококлассных до первоклассных. Наслаждайтесь бейсболом низшей лиги, профессиональным футболом и футболом на арене, а также любительским хоккеем в нескольких минутах ходьбы от вашего отеля.
Если вы ищете способ шоппинга, который доставляет удовольствие, согревает ваше сердце и приносит удовольствие, посетите Stonebriar Center во Фриско! Наполненный специализированными магазинами, отличными ресторанами, кинотеатрами, ледовым катком и многим другим, во Фриско есть один из лучших торговых центров на юго-западе, окруженный еще большим количеством магазинов.
Быстрая поездка по Фриско, и вы вдруг понимаете, что окружены бронзовыми загонами для скота, изображающими Тропу Шони, произведениями искусства со всего мира в Холл-офис-парке и единственным в своем роде Техасским садом скульптур.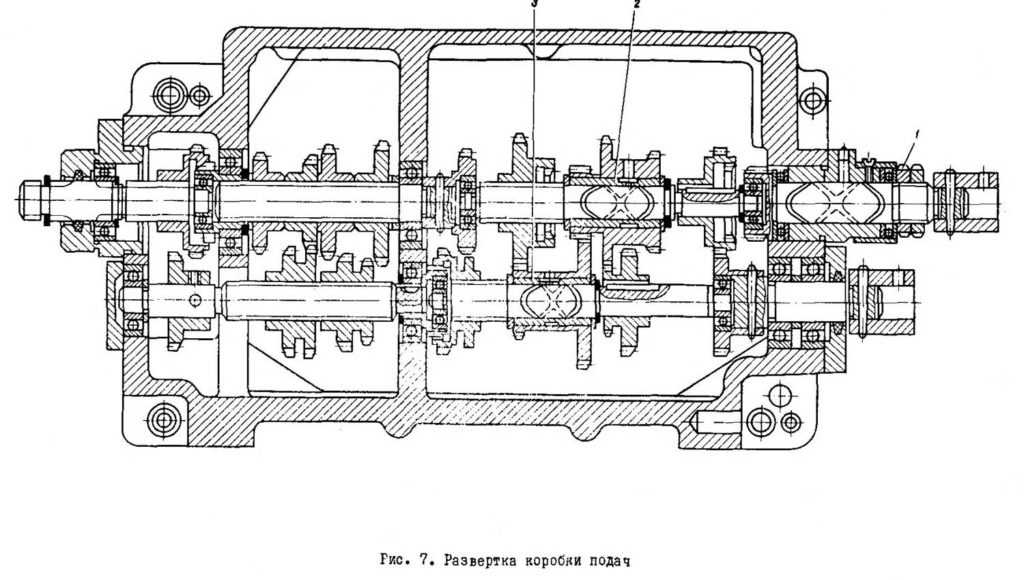
В районе Далласа полно развлечений! Дом для 4 основных спортивных команд, включая Dallas Cowboys (NFL), Dallas Stars (NHL), Dallas Mavericks (NBA) и Texas Rangers (MLB), у любителей спорта никогда не будет проблем с поиском отличной игры. Еда и ночная жизнь в изобилии, с достаточным количеством ресторанов и общественных мест на любой вкус в Нижнем Гринвилле, Вест-Энде, Дип-Эллуме, Аптауне, Аддисоне и Вест-Виллидж. Концерты и шоу почти никогда не проходят мимо Далласа и проводятся во многих местах, таких как American Airlines Center, Cowboys Stadium, Nokia Theater и The House of Blues. Даллас также является домом для большого, процветающего района искусств — посетите Художественный музей Далласа, Центр скульптур Нашера и Центр исполнительских искусств AT&T, чтобы убедиться в этом! Не забудьте Зоопарк Далласа и Ярмарку штата Техас — в Далласе есть множество отличных мероприятий для всей семьи!
Куда пойти, чем заняться и кого посмотреть
Мы действительно думаем, что во Фриско и его окрестностях каждый найдет что-то для себя. Любите ли вы смотреть баскетбольный матч в течение недели и ярмарку эпохи Возрождения в выходные дни, буйствовать в клубах или проявлять всевозможную изобретательность и посещать музеи и галереи, мы обеспечим вас на всех фронтах. . Далеко не окончательный список, вот несколько мест, которые, как известно, часто посещают Gearboxers, не занятые созданием потрясающих игр.
Любите ли вы смотреть баскетбольный матч в течение недели и ярмарку эпохи Возрождения в выходные дни, буйствовать в клубах или проявлять всевозможную изобретательность и посещать музеи и галереи, мы обеспечим вас на всех фронтах. . Далеко не окончательный список, вот несколько мест, которые, как известно, часто посещают Gearboxers, не занятые созданием потрясающих игр.
ИСКУССТВО И МУЗЕИ
Национальный музей видеоигр
Центр скульптур Нашера
Художественный музей Далласа
Коллекция азиатского искусства Кроу
Музей природы и науки Перо
Мировой океанариум Далласа
Оперный театр Винспир
Симфонический центр Мейерсона
Район искусств Далласа
БАРС
@nerdvana
Midnight Rambler
Бар Industry Alley Bar
Парламент
Small Brewpub
Craft and Growler
Пивоварение Braindead
МУЗЫКАЛЬНЫЕ ЗАЛЫ
The Bomb Factory
Театр Гранады
House Of Blues
Бар The Prophet
Театр Кесслера
Деревья
Бальный зал South Side
ПАРКИ И ПРИРОДА
Дендрарий Далласа
Парк Клайда Уоррена
Озеро Уайт-Рок
Собачий парк NorthBark
Тринити Ривер Одубон Центр
Заповедник Сидар-Ридж
Кэти Трейл
РЕСТОРАНЫ
@nerdvana
Коптильня Lockhart
Cedars Social
Rapscallion
Cane Rosso
Wolfgang Puck’s Five Sixty
El Come Taco
Knife
Mot Hai Ba
Pecan Lodge
Smash 70 Pamper 796 90 Stampede696 90 012
СПОРТ
Даллас Ковбойз
Даллас Старз
Даллас Маверикс
Техас Рейнджерс
ФК Даллас
Каньоны Скалолазание
ММА Next Generation
iFLY Indoor Skydiving
White Rock Lake Park
О программном обеспечении Gearbox
МЫ ЯВЛЯЕМСЯ НЕЗАВИСИМЫМ РАЗРАБОТЧИКОМ ИНТЕРАКТИВНЫХ РАЗВЛЕЧЕНИЙ В ДАЛЛАСЕ, ТЕХАС. КОМПАНИЯ GEARBOX SOFTWARE, ОСНОВАННАЯ В ФЕВРАЛЕ 1999 ГОДА ВЕТЕРАНАМИ ИГРОВОЙ ИНДУСТРИИ И ПОДДЕРЖИВАЕМАЯ ПО ДНЯ СЕГОДНЯ СВОИМИ РАЗРАБОТЧИКАМИ, ЗАЯВИЛА СЕБЯ ОДНИМ ИЗ НАИБОЛЕЕ УВАЖАЕМЫХ И ПРИЗНАННЫХ НЕЗАВИСИМЫХ ПРОИЗВОДИТЕЛЕЙ ВИДЕОИГР В МИРЕ.
КОМПАНИЯ GEARBOX SOFTWARE, ОСНОВАННАЯ В ФЕВРАЛЕ 1999 ГОДА ВЕТЕРАНАМИ ИГРОВОЙ ИНДУСТРИИ И ПОДДЕРЖИВАЕМАЯ ПО ДНЯ СЕГОДНЯ СВОИМИ РАЗРАБОТЧИКАМИ, ЗАЯВИЛА СЕБЯ ОДНИМ ИЗ НАИБОЛЕЕ УВАЖАЕМЫХ И ПРИЗНАННЫХ НЕЗАВИСИМЫХ ПРОИЗВОДИТЕЛЕЙ ВИДЕОИГР В МИРЕ.
Разнообразных и увлеченных своим делом членов команды Gearbox Software объединяет общая идентичность — мы чувствуем, что были созданы для того, чтобы направить свое время и талант на то, чтобы приносить радость, веселье и счастье нашим клиентам благодаря нашему мастерству.
С момента создания и выхода первого релиза Half-Life: Opposing Force талантливые разработчики Gearbox Software имели удовольствие создавать видеоигры для самых захватывающих и уважаемых брендов на планете. Команда Gearbox Software также создала оригинальные, принадлежащие и управляемые бренды, в том числе отмеченную наградами, пользующуюся спросом серию Brothers in Arms и рекордную франшизу Borderlands. Кроме того, Gearbox Software приобрела другие крупные компании по производству видеоигр, включая бренды Duke Nukem и Homeworld. Со всеми собственными франшизами сотрудники Gearbox Software получают удовольствие от управления обширным портфолио лицензионных и собственных вспомогательных продуктов, включая видеоигры, комиксы, фигурки, одежду, репродукции, вымышленные романы, научно-популярные справочники, и линейный медиа-контент для кино и телевидения.
Со всеми собственными франшизами сотрудники Gearbox Software получают удовольствие от управления обширным портфолио лицензионных и собственных вспомогательных продуктов, включая видеоигры, комиксы, фигурки, одежду, репродукции, вымышленные романы, научно-популярные справочники, и линейный медиа-контент для кино и телевидения.
В конечном счете, Gearbox Software — это семья талантливых, изобретательных и увлеченных людей, которые хотят сотрудничать с умными, целеустремленными, способными людьми с качествами характера, которые стремятся вдохновлять и вдохновляться — которые заботятся о творчестве, счастье и желании делать замечательные, увлекательные и захватывающие вещи, которые наши клиенты считают очень ценными, чтобы мы могли вместе извлечь уроки из опыта и вместе разделить вознаграждение за хорошо выполненную работу.
Мы делаем игры, в которые вы любите играть
На протяжении многих лет компания Gearbox Software создавала одни из самых запоминающихся и культовых франшиз, персонажей и события в истории видеоигр.