Ковки станки: цены на кузнечное оборудование для художественной горячей ковки металла BlackSmith
alexxlab | 15.03.2023 | 0 | Разное
Кузнечные станки для холодной ковки металла: виды и модели
Изготовление гвоздей – трудоёмкая процедура, которая невозможна без наличия специальных устройств. Однако контроль и обслуживание аппаратуры требует минимум человеческого участия. Сам станок и компоненты для производства гвоздей не отнимут больших денежных средств, а приступить к…
В строительной сфере основным видом крепежного изделия является саморез. Конструкция устроена таким способом, что при процессе вкручивания в изделие, происходит нарезание резьбы. Саморезы широко распространены при машиностроении, сборке бытовой техники, других производствах. Материалы соединений могут…
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять в своей жизни металлы. До изобретения штамповки и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, предметов…
Холодная ковка — весьма популярный вид металлообработки.
 Он не требует многолетнего освоения искусства кузнеца, оборудования громоздкой, травмоопасной и пожароопасной традиционной кузницы. Рассмотрим станки для холодной ковки металла Ажурсталь. Металлический прокат формуется в не нагретом состоянии…
Он не требует многолетнего освоения искусства кузнеца, оборудования громоздкой, травмоопасной и пожароопасной традиционной кузницы. Рассмотрим станки для холодной ковки металла Ажурсталь. Металлический прокат формуется в не нагретом состоянии…Процесс ковки металла применяется людьми очень давно. Стоящая одиноко кузница, дышащий пылом горн, увесистый молот, превращающий в тонкий лист раскаленную заготовку на тяжелой наковальне — такой образ кузнеца известен нам невероятно длительное время. Сегодня мы…
С древнейших времен человечеству известна горячая ковка. Раскаленную для повышения пластичности заготовку подвергали формовке ударам тяжелого молота. Так получали оружие и инструменты, домашнюю утварь и украшения. Горячая ковка требует высокой квалификации и опыта кузнеца, больших…
Ковка давно вошла в жизнь современного человека, если множество лет назад, эта технологическая операция применялась практически повсеместно.
 Ее применяли и для изготовления вооружения (мечи, доспехи), транспорта (обода колес), предметов обихода (засовы, дверные петли, и многое…
Ее применяли и для изготовления вооружения (мечи, доспехи), транспорта (обода колес), предметов обихода (засовы, дверные петли, и многое…Декоративно-прикладное искусство, результатом которого становятся предметы искусства, получаемые методом деформирования (холодного или горячего) металла, называют художественной ковкой. Для выполнения горячей ковки используют, предварительно разогретый в кузнечном горне металл и после этого выполняют его обработку с…
Ковка — один из древнейших способов обработки металла. Изменение формы лежащего на наковальне металлического слитка под ударами тяжелого молота позволяло людям изготавливать оружие, инструменты и домашнюю утварь. Кузнечное дело в традиционном обществе было одним из…
Формирование резьбы роликами – распространенный метод накатывания, использующийся для точного создания резьбовых соединений разного диаметра и протяженности. В качестве устройства применяют техническое оснащение специального назначения, например, резьбонакатные станки.
 Принцип действия, назначение, преимущества Нарезание резьбы считается…
Принцип действия, назначение, преимущества Нарезание резьбы считается…
 Он не требует многолетнего освоения искусства кузнеца, оборудования громоздкой, травмоопасной и пожароопасной традиционной кузницы. Рассмотрим станки для холодной ковки металла Ажурсталь. Металлический прокат формуется в не нагретом состоянии…
Он не требует многолетнего освоения искусства кузнеца, оборудования громоздкой, травмоопасной и пожароопасной традиционной кузницы. Рассмотрим станки для холодной ковки металла Ажурсталь. Металлический прокат формуется в не нагретом состоянии…123Далее →
Резьбовые соединения Самодельные кузнечные станки Сделай сам
Power Wheels – производитель кованых дисков в России.
Power Wheels существует с 2009 года. Все это время мы совершенно и абсолютно “больны” автомобильными дисками.
Мы не просто набор электронных сервисов и шоурумов с менеджерами по продажам! Мы — обычные люди, которые любят необычные автомобили. Наша команда с большим удовольствием реализует проекты самых высоких уровней, применяя весь свой накопленный опыт. Мы готовы принять вызов любой степени сложности!
Наш каталог
Особенности ковки
Вес
Кованый диск может быть до 40% легче литых дисков в таком же дизайне
Сплав 6061-Т6
Особый сплав, который используется в аэрокосмической индустрии, уникальный баланс веса и прочности в изделии
Прочность
Благодаря особенностям структурного строения, кованый диск прочнее литого на 30%
Гарантия
Power Wheels на столько уверен в своих дисках, что предоставляет пожизненную структурную гарантию
Дизайн
Благодаря индивидуальному проектированию, можно сделать диск практически любого дизайна
Расход
Благодаря низкому весу диска, уменьшается расход топлива, и нагрузка на подвеску автомобиля
Собственное производство
В 2018 году мы запустили производство кованых дисков в России. Сейчас мы практически полностью перешли от продаж к производству. Наши знания и опыт работы с ведущими предприятиями со всего мира способствовали реализации производства кованых дисков высокого качества в оптимальные сроки и по приемлемой цене.
Сейчас мы практически полностью перешли от продаж к производству. Наши знания и опыт работы с ведущими предприятиями со всего мира способствовали реализации производства кованых дисков высокого качества в оптимальные сроки и по приемлемой цене.
В нашем коллективе работают инженеры, имеющие опыт работы в авиационной и автомобильной отрасли и обладающие необходимыми знаниями в области расчетов статических и динамических нагрузок. Особенно важным моментом является то, что наши специалисты работают в профильных программах, которые с точностью до 99% производят расчеты нагрузок.
Подробнее о производстве
Уникальные финиши
Мы уделяем особое внимание качеству покраски и фактуре. Накопленные нами знания позволяют выдавать покраску, полировку, алмазную проточку и brushed высочайшего качества.
Качество brushed зависит от мастера, который его делает. Данный процесс невозможно автоматизировать, так как каждая линия и изгиб диска должен быть обработан вручную.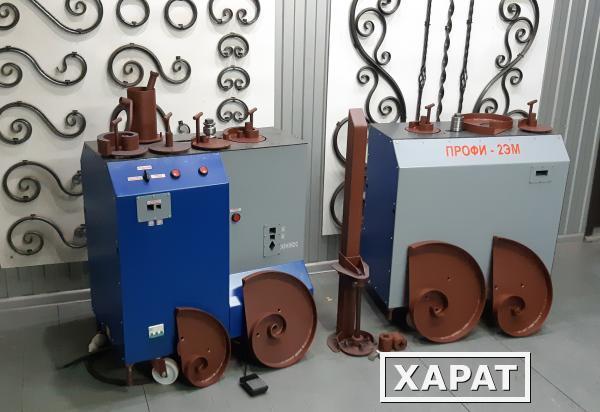 Мы уверенно можем сказать, что brushed, который выходит выходит из-под рук нашего мастера, один из лучших в мире.
Мы уверенно можем сказать, что brushed, который выходит выходит из-под рук нашего мастера, один из лучших в мире.
Посмотреть всю палитру
Этапы заказа
Первичный запрос
Сперва необходимо отправить нам заявку, на какой автомобиль необходимо произвести диски. Желаемый размер и предпочтения по дизайну. Возможно, еще какие-то пожелания.
Присваивается менеджер
После уточнения всех необходимых вопросов, вам будет присвоен персональный менеджер, который будет вести вас на всех этапах заказа.
Выбор дизайна и цвета
Менеджер поможет вам выбрать дизайн на ваш автомобиль. Чтобы лучше понять, как будут смотреться диски, мы можем визуализировать их на вашем автомобиле.
Подписание договора
После выбора дизайна и согласования всех деталей, идет подписание договора. В котором будут указаны сроки изготовления, условия гарантии и т. д.
Техническая модель
Проектирование технической модели диска исходя из индивидуальных параметров автомобиля клиента. Учитываются нагрузки, условия эксплуатации и прочие возможные пожелания клиента.
Учитываются нагрузки, условия эксплуатации и прочие возможные пожелания клиента.
Утверждение модели
После изготовления технической модели под ваши индивидуальные параметры, её необходимо согласовать и утвердить, только после этого диски будут запущены в производство.
Производство (работа + покраска)
Самый ответственный этап. Инженеры пишут управляющие программы, происходит наладка станков и само производство. После, готовое изделие проверяют и подготавливают к окраске.
Контроль качества
После окраски, перед выдачей клиенту, каждый диск проходит проверку по многим параметрам качества и соответвия.
Доставка или самовывоз
Каждый диск бережно упаковывается, чтобы в процессе доставки не повредить. После диск доставляется оптимальным способом на выбор клиента. От самовывоза до авиа доставки.
Оставить заявку
Power Wheels существует с 2009 года. Все это время мы совершенно и абсолютно “больны” автомобильными дисками.
Мы не просто набор электронных сервисов и шоурумов с менеджерами по продажам! Мы — обычные люди, которые любят необычные автомобили.
В зависимости от пожеланий клиента мы можем разработать индивидуальный дизайн кованых дисков. Учитываем все нюансы как в рисунке так и в финальной покраске дисков. Консультируем, проектируем, помогаем с выбором и подбором.
Также разрабатываем линейки дисков для серийного производства, от уникального дизайна для тюнинг-ателье с их логотипом, до производителей автомобилей.
Ковочные машины от Schuler | Застежка + Магазин для фиксации
Кузнечные станки от Schuler 23 декабря 2022 г.
Компания Schuler отмечает, что ее ассортимент оборудования для ковки так же разнообразен, как и продукты, созданные на нем, предлагая подходящую технологию для каждой детали, подлежащей ковке — от разработки компонентов до планирования методов и изготовления штампов до ввода в эксплуатацию высокоэффективных машин.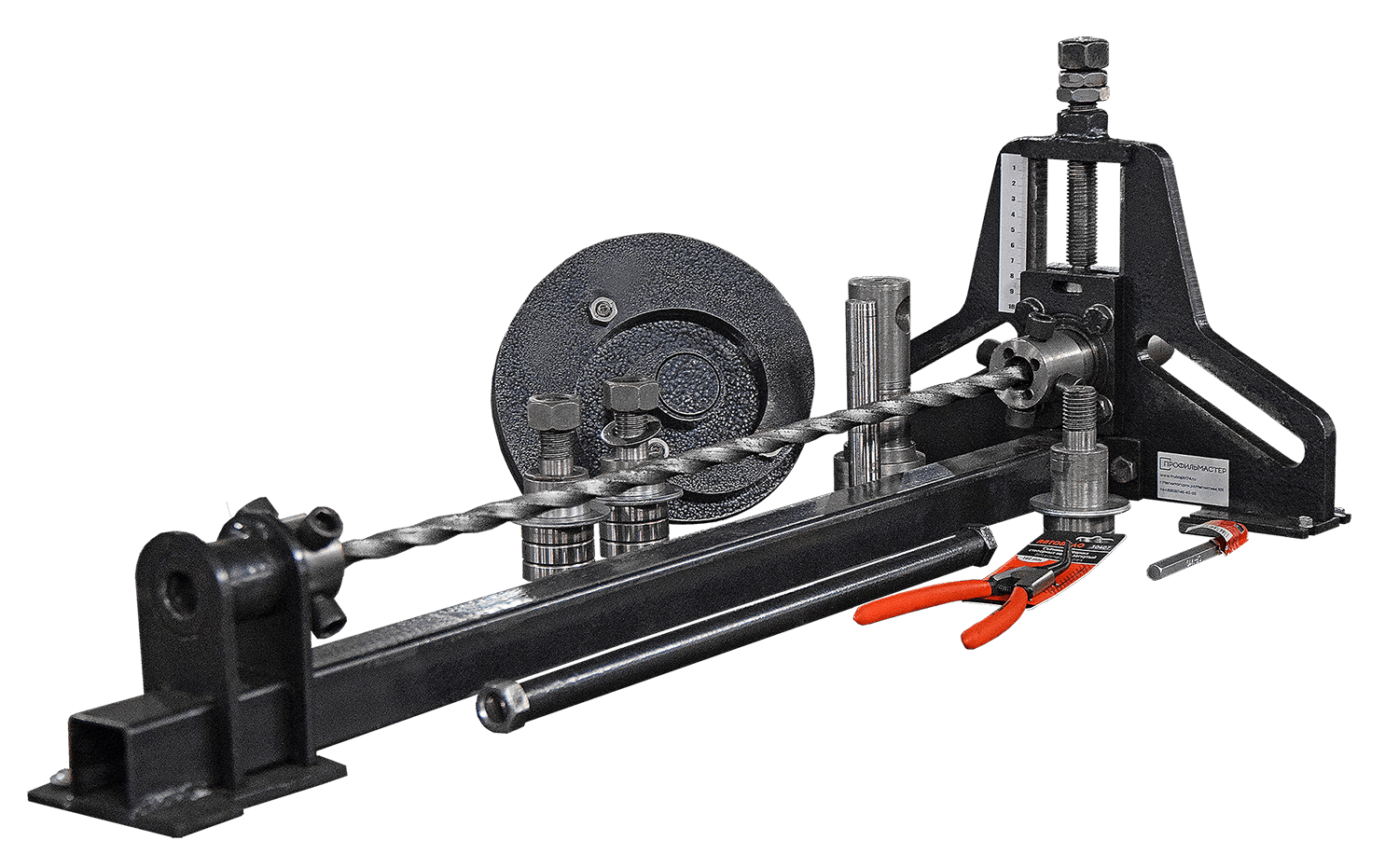
Технология Schuler также может быть полностью автоматизирована для повышения стабильности процесса, производительности и доступности. Его широкий спектр машин включает в себя гидравлические прессы для холодной экструзии, гладильные и ковочные прессы, механические шарнирные, эксцентриковые и кривошипные прессы – с сервоприводом и без него – винтовые прессы, ударные и противоударные молоты, а также колесные ролики. Не следует забывать и о системах с усилием прессования до 16 000 тонн от дочерней компании Farina, которая с 2018 года является частью Schuler Group. В группу также входят бренды Müller Weingarten и Bêché.
Для цифровой трансформации машиностроения и производства промышленного оборудования компания Schuler объединила широкий спектр решений для технологии формирования сетей в свой «Цифровой пакет» для повышения производительности и доступности. К ним относятся приложения для мониторинга рабочего состояния, силы прессования, потребности в энергии, контуров охлаждения и смазки, «Отслеживание и отслеживание» для отслеживания компонентов и «Schuler Connect» для быстрой помощи в случае проблемы с помощью дополненной реальности. технологии.
технологии.
Большинство проблем можно решить удаленно, однако, если возникнет необходимость вызвать специалиста Schuler на место, сервисная группа из около 800 специалистов работает в Европе, а также в Бразилии, Мексике, США, Китае, Индия и Таиланд всегда рядом.
Сохранить и поделиться
Заместитель главного редактора
Клэр Олдридж Заместитель редактора т: +44 (0) 1727 743 889 Напиши мнеBiog
Проработав десятилетие в индустрии крепежных изделий, испытав все аспекты — от сталелитейных заводов, производителей крепежа, оптовиков, дистрибьюторов, а также производителей машин и компаний, занимающихся гальванопокрытием, Клэр приобрела глубокие знания во всех аспектах крепежа. .
.
Наряду с посещением многочисленных компаний, выставок и конференций по всему миру, Клэр также брала интервью у высокопоставленных лиц, сосредоточив внимание на ключевых темах, влияющих на сектор, и гарантируя, что читатели будут в курсе последних событий в отрасли.
Различные типы ковочных машин и процессов
1. Штамповка
Ковка методом штамповки может быть процессом обработки металлов давлением. Заготовка вставляется в матрицу, а затем забивается до тех пор, пока она не примет форму матрицы. Нижняя матрица может быть неподвижной частью, а верхняя часть может быть движущимся молотком, брошенным на заготовку, чтобы деформировать ее. Ковка часто выполняется как при высокой температуре, так и при температуре окружающей среды. Этот производственный процесс включает в себя давние традиции в отрасли обработки металлов давлением и используется уже много лет. Механика метода по-прежнему идентична, но все задействованное оборудование значительно усовершенствовано, чтобы превратить ковку в высокоточный производственный процесс.
В кузнечных машинах используются два основных инструмента для деформации заготовки под действием значительных сил; например, молоток или пресс. Кузнечные молоты и пресс-машины могут давать такие же результаты, поскольку способ передачи усилия от кузнечного штампа к металлической детали принципиально отличается, но отличие состоит в том, что кузнечный молот воздействует на заготовку как на машину не постоянным давлением, а посредством последовательные удары.
В зависимости от того, как крепится молот, а также как он деформирует заготовку, существуют разные типы кузнечных молотов: Кузнечные молоты имеют самую простую конфигурацию, когда ковка распределяется на определенном молоте и наковальне. наковальня и верхняя (подвижная) матрица закреплены на ползунке, а ползун и верхняя матрица передают механическую энергию с высокой скоростью на заготовку, расположенную внутри нижней матрицы и наковальни.
Это передовые сложные кузнечные молоты, которые позволяют достигать очень больших уровней энергии ковки. С точки зрения положения штампов, существует два основных вида штамповки: штамповка в открытых штампах и штамповка в закрытых штампах, также называемая штамповкой с тиснением.
Открытая штамповка
Это также называется кузнечной ковкой. При свободной ковке молот ударяет и деформирует заготовку, помещенную на неподвижную наковальню; он также получил свое название из-за того, что штампы не окружают заготовку и позволяют штампам течь наружу, где они соприкасаются, поэтому он должен ориентировать и располагать заготовку так, чтобы она придавала заданную форму. Формы плоские. Однако некоторые из них имеют поверхность специальной формы для специальных процессов; Например, матрица может иметь круглую, вогнутую или выпуклую поверхность или инструмент или режущий инструмент для формирования отверстий. Открытые штамповки работают на таких сечениях, как диски, ступицы, блоки, валы, втулки, цилиндры, квартиры, шестигранники, круги, пластины.
Рис. 2. Схематическая визуализация свободной штамповки [4] В некоторых случаях свободная ковка также может использоваться для грубой обработки слитков, чтобы организовать их для последующих операций. Ковка в открытых штампах может ориентировать зерно для увеличения прочности в требуемом направлении. Преимущества свободной штамповки; снижение вероятности образования пустот, хорошее сопротивление усталости, непрерывный поток зерна, меньший размер зерна, большая прочность, лучшая реакция на термическую обработку, улучшение внутреннего качества, большая надежность механических свойств, пластичность и ударопрочность. «Зазубривание» – это последовательная деформация стержня по его длине с помощью пресса с открытой матрицей. Обычно принято немного скреплять до нужной толщины. Как только достигается правильная толщина, правильная ширина достигается за счет «окантовки». «Кромка» — это процесс концентрирования материала с использованием открытого штампа вогнутой формы. Этот метод называется «окантовка», потому что он обычно распределяется по концам заготовки. «Фуллерование» может быть аналогичным процессом, при котором участки поковки утончаются с использованием штампа выпуклой формы, и эти процессы подготавливают заготовки к дальнейшим процессам ковки.
Ковка в открытых штампах может ориентировать зерно для увеличения прочности в требуемом направлении. Преимущества свободной штамповки; снижение вероятности образования пустот, хорошее сопротивление усталости, непрерывный поток зерна, меньший размер зерна, большая прочность, лучшая реакция на термическую обработку, улучшение внутреннего качества, большая надежность механических свойств, пластичность и ударопрочность. «Зазубривание» – это последовательная деформация стержня по его длине с помощью пресса с открытой матрицей. Обычно принято немного скреплять до нужной толщины. Как только достигается правильная толщина, правильная ширина достигается за счет «окантовки». «Кромка» — это процесс концентрирования материала с использованием открытого штампа вогнутой формы. Этот метод называется «окантовка», потому что он обычно распределяется по концам заготовки. «Фуллерование» может быть аналогичным процессом, при котором участки поковки утончаются с использованием штампа выпуклой формы, и эти процессы подготавливают заготовки к дальнейшим процессам ковки.
Штамповка
Штампованная штамповка дополнительно называется “штамповка в закрытых штампах”. При ковке штамповкой металл помещается в штамп, напоминающий форму, которая прикреплена к наковальне. Обычно молотковая матрица также формируется и падает на заготовку, в результате чего металл течет и заполняет полости матрицы. Молоток в основном актуален с заготовкой по размерам в миллисекунды, глядя на масштаб и сложность детали, молоток также падает несколько раз в быстрой последовательности. Излишки металла выдавливаются из полостей штампа, образуя то, что называется «вспышкой». Вспышка остывает быстрее, чем остальной материал. Этот холодный металл прочнее, чем металл в форме, и в результате этого помогает предотвратить чрезмерное вскипание, а также заставляет металл полностью заполнять полость формы. Он используется для распределения металла в последующие полости по форме контейнера и называется «краем», «пухлым» или «изогнутым» оттиском.
Рис. 3. Ковка в закрытых штампах [5] Последующие полости называются «блокирующими» полостями, во время которых деталь превращается в форму, которая больше напоминает конечный продукт. На этих этапах заготовке обычно придают большие изгибы и большие скругления. Окончательная форма выковывается во время «окончательной» или «финишной» оттискной полости. Если должна быть изготовлена короткая деталь, в пресс-форме не должно быть конечного калибровочного зазора, и вместо этого обработка конечных элементов должна быть более экономичной. Ковка штамповкой была улучшена за счет прямой термообработки деталей после ковки из-за возросшей в последние годы автоматизации с нагревом и манипулированием, механической подачей, позиционированием. При этом виде ковки полости штампов полностью закрываются, что предотвращает оплавление заготовки. Наиболее важным преимуществом этого процесса является то, что он сводит к минимуму гораздо меньшие потери металла при прокаливании. Заусенец может составлять почти 50% исходного материала, к недостаткам этого процесса можно отнести дополнительные затраты из-за сложной конструкции пресс-формы и даже необходимость лучшей смазки и размещения заготовки.
На этих этапах заготовке обычно придают большие изгибы и большие скругления. Окончательная форма выковывается во время «окончательной» или «финишной» оттискной полости. Если должна быть изготовлена короткая деталь, в пресс-форме не должно быть конечного калибровочного зазора, и вместо этого обработка конечных элементов должна быть более экономичной. Ковка штамповкой была улучшена за счет прямой термообработки деталей после ковки из-за возросшей в последние годы автоматизации с нагревом и манипулированием, механической подачей, позиционированием. При этом виде ковки полости штампов полностью закрываются, что предотвращает оплавление заготовки. Наиболее важным преимуществом этого процесса является то, что он сводит к минимуму гораздо меньшие потери металла при прокаливании. Заусенец может составлять почти 50% исходного материала, к недостаткам этого процесса можно отнести дополнительные затраты из-за сложной конструкции пресс-формы и даже необходимость лучшей смазки и размещения заготовки. Существуют также другие варианты формирования деталей, которые объединяют процесс штамповки штамповкой. Другой метод заключается в заливке штампа из жидкого металла.
Существуют также другие варианты формирования деталей, которые объединяют процесс штамповки штамповкой. Другой метод заключается в заливке штампа из жидкого металла.
Отливка удаляется после того, как она затвердеет, но еще горячая. Затем он обрабатывается на штампе с одной полостью. Вспышка вырезается, затем деталь закаливается и закаливается. Другой режим работы такой же, за исключением того, что капли металла образуются путем распыления коллекторов. Ковка в закрытых штампах требует процесса проектирования для создания полостей в рабочей форме и включает высокие первоначальные затраты на формование штампов, но становится экономичной при крупном производстве, поскольку для каждой детали требуются низкие текущие затраты.
Часто это одна из основных причин, по которой поковки в штампах часто используются в автомобильной и зубчатой промышленности. Еще одна причина, по которой поковки широко распространены в этих отраслях промышленности, заключается в том, что поковки обычно имеют на пару 20 процентов более высокое отношение прочности к весу по сравнению с литыми или обработанными деталями из идентичного материала. Проектирование штамповочных поковок и оснастки. Кузнечные штампы обычно изготавливаются из высоколегированной или легированной стали. Матрицы могут быть ударопрочными и износостойкими, сохранять прочность при высоких температурах, выдерживать циклы быстрого нагрева и охлаждения; то есть, чтобы обеспечить гораздо лучший и более экономичный штамп, последующие стандарты сохраняются: штампы, когда это возможно, расходятся по одной плоской плоскости. В противном случае плоскость разъема повторяет контур детали, поверхность разъема может быть плоскостью, проходящей через середину поковки, а не вблизи верхней или нижней кромки, обеспечен достаточный уклон; обычно минимум 3° для алюминия и от 5° до 7° для стали, используются большие галтели и радиусы, ребра низкие и широкие[6]. Различные секции сбалансированы, чтобы избежать разницы в потоке металла, допуски на размеры не могут быть ближе, чем необходимо. Бочка возникает, когда из-за трения между заготовкой и, следовательно, матрицей или пуансоном заготовка выпячивается в центре таким образом, что напоминает ствол.
Проектирование штамповочных поковок и оснастки. Кузнечные штампы обычно изготавливаются из высоколегированной или легированной стали. Матрицы могут быть ударопрочными и износостойкими, сохранять прочность при высоких температурах, выдерживать циклы быстрого нагрева и охлаждения; то есть, чтобы обеспечить гораздо лучший и более экономичный штамп, последующие стандарты сохраняются: штампы, когда это возможно, расходятся по одной плоской плоскости. В противном случае плоскость разъема повторяет контур детали, поверхность разъема может быть плоскостью, проходящей через середину поковки, а не вблизи верхней или нижней кромки, обеспечен достаточный уклон; обычно минимум 3° для алюминия и от 5° до 7° для стали, используются большие галтели и радиусы, ребра низкие и широкие[6]. Различные секции сбалансированы, чтобы избежать разницы в потоке металла, допуски на размеры не могут быть ближе, чем необходимо. Бочка возникает, когда из-за трения между заготовкой и, следовательно, матрицей или пуансоном заготовка выпячивается в центре таким образом, что напоминает ствол. Это приводит к тому, что центральная часть заготовки снова соприкасается с периметрами штампа впереди, если не было трения, создавая гораздо большее увеличение давления, необходимого для пуансона для завершения поковки. Размеры, содержащиеся внутри детали пресс-формы, имеют достаточно высокий уровень точности.
Это приводит к тому, что центральная часть заготовки снова соприкасается с периметрами штампа впереди, если не было трения, создавая гораздо большее увеличение давления, необходимого для пуансона для завершения поковки. Размеры, содержащиеся внутри детали пресс-формы, имеют достаточно высокий уровень точности.
2. Ковка на прессе
Поковка помещается между штампами. Это процесс формирования металла с применением механического или гидравлического давления. Ковка в прессе выполняется на ковочном прессе и представляет собой машину, которая приводит к постепенному давлению на ковочные штампы; кроме того, форма металла создается ходом пресса, обрабатывая каждую станцию пресс-формы. Разница между ударной ковкой и штамповкой заключается в том, что при ударной ковке к штампу прикладывается быстрая ударная сила, а при штамповке к штампу прикладывается постепенно увеличивающееся давление. Ковка в прессе подходит для эффективной ковки материалов большого объема и представляет собой метод, при котором давление постепенно воздействует на штамп, удерживающий заготовку, и этот процесс подходит для ковки в открытом или закрытом штампе; Ковка в открытых штампах — это процесс, при котором металл окружается штампом с одной стороны. Сначала в методах штамповки и ковки в закрытых штампах металлический материал помещается в форму, затем к форме прикладывается давление, затем происходит пластическая деформация материала и заполнение полостей формы. Метод закрытой формы вызывает меньше облоя, чем ковка в открытой форме; Кроме того, некоторые из методов ковки на прессах с использованием закрытых штампов – это чеканка и ступица.
Сначала в методах штамповки и ковки в закрытых штампах металлический материал помещается в форму, затем к форме прикладывается давление, затем происходит пластическая деформация материала и заполнение полостей формы. Метод закрытой формы вызывает меньше облоя, чем ковка в открытой форме; Кроме того, некоторые из методов ковки на прессах с использованием закрытых штампов – это чеканка и ступица.
Втулка вдавливается в форму, так что форма заливается в полости формы, и этот процесс часто используется при изготовлении столового серебра.
Три основных типа ковочных прессов, используемых для штамповки, перечислены ниже:
- Механический пресс – преобразует вращение двигателя в поступательное движение ползуна.
- Гидравлический пресс – гидравлическое движение поршня перемещает ползун.
- Винтовой пресс – винтовой механизм приводит в движение поршень.
Преимущества ковочного прессования следующие: Подходит для контроля степени сжатия заготовки, экономически подходит для крупносерийного производства, может быть изготовлено большинство форм и производит меньше отходов.
3. Поковка с осадкой
Ковка с осадкой — производственный процесс, в ходе которого металл пластически деформируется под высоким давлением в компоненты с хорошей прочностью различных размеров. Этот процесс ковки подходит для удлиненных форм, когда необходимо отковать только один конец детали. Высаженные поковки можно изготовить, собрав материал в указанную область стержня из углерода, сплава и нержавеющей стали. Пресс, привыкший производить эти компоненты, работает в горизонтальной плоскости. Матрицы разделены, чтобы материал мог выступать за пределы машины, а часть силы формования обеспечивается третьей матрицей, прикрепленной к жатке.
4. Поковка
Прокатная ковка может быть процессом, при котором круглые или плоские прутки уменьшают толщину и увеличивают длину. Валковая поковка производится с помощью цилиндрического или полуцилиндрического ролика с канавками; Далее в ролики вставляется нагретый стержень, после чего ролики вращаются, постепенно придавая форму по мере прокатки на станке.
Затем деталь переносится в следующий набор канавок или обводится кружком и снова вставляется в те же канавки. Это продолжается до тех пор, пока не будет достигнута заданная форма и размер. Преимуществом этого процесса является отсутствие облоя и придание заготовке хорошей зернистой структуры. Например, для этого метода включают оси, конические рычаги и листовые рессоры.
5. Поковки сетчатой и почти сетчатой формы
Этот процесс также называется точной ковкой. Он был разработан для снижения затрат и потерь, связанных с операциями после ковки. Таким образом, конечный продукт прецизионной поковки практически не требует окончательной обработки. Экономия достигается за счет использования меньшего количества материала и, следовательно, меньшего количества брака, снижения потребляемой энергии и, следовательно, сокращения или исключения механической обработки. Для прецизионной ковки требуется меньший уклон, от 1° до 0°. Недостатком этого процесса является его стоимость, поэтому он реализуется только в том случае, если часто достигается значительное снижение затрат. Холодная ковка Наиболее типична ковка в форме, близкой к чистой, когда детали куются без нагрева заготовки, прутка или заготовки. Алюминий может быть распространенным материалом, который будет подвергаться холодной ковке в зависимости от окончательной формы. Смазка формируемых деталей имеет решающее значение для продления срока службы сопрягаемых штампов[8].
Холодная ковка Наиболее типична ковка в форме, близкой к чистой, когда детали куются без нагрева заготовки, прутка или заготовки. Алюминий может быть распространенным материалом, который будет подвергаться холодной ковке в зависимости от окончательной формы. Смазка формируемых деталей имеет решающее значение для продления срока службы сопрягаемых штампов[8].
6. Изотермическая ковка
Изотермическая ковка — это процесс горячей обработки, при котором заготовка старается смотреть на высокую температуру, и этого можно достичь путем нагрева штампа до начальной температуры заготовки или немного ниже; кроме того, исключается охлаждение заготовки между рабочей поверхностью пресс-формы, поскольку силы, прикладываемые пресс-формой, создают работу. В результате значительно улучшаются текучие свойства металла.
Изотермическая ковка может выполняться или не выполняться в очень вакууме. Стоимость оборудования для этого производственного процесса высока, а также дополнительные расходы на такого рода операции должны быть оправданы в каждом конкретном случае. Преимуществами изотермической ковки являются низкие требования к механической обработке, низкий процент брака, повторяемость деталей и, наконец, близость к четким формам, что способствует использованию небольших машин для ковки из-за низких тепловых потерь [9].]. Есть и недостатки, это; более высокие затраты на материал штампа из-за температуры и давления, требуют систем равномерного нагрева, защитной атмосферы или вакуума для уменьшения окисления штампов и материала, а также низкой производительности.
Преимуществами изотермической ковки являются низкие требования к механической обработке, низкий процент брака, повторяемость деталей и, наконец, близость к четким формам, что способствует использованию небольших машин для ковки из-за низких тепловых потерь [9].]. Есть и недостатки, это; более высокие затраты на материал штампа из-за температуры и давления, требуют систем равномерного нагрева, защитной атмосферы или вакуума для уменьшения окисления штампов и материала, а также низкой производительности.
Для получения дополнительной информации, пожалуйста, прочитайте: Что такое подделка?
Подробнее: Кузнечные материалы и приложения
Каталожные номера
[1] Литая сталь: ковка, архивировано с оригинала 18 февраля 2009 г., получено 3 марта 2010 г.
[2] Получено с: https://www.forginal-industrie.com/en/expertise/technical-forging/
[3] Каушиш, Дж. П. (2008), Производственные процессы, PHI Learning, стр.