Красивые сварные швы: инструкции + советы для новичков
alexxlab | 20.02.2023 | 0 | Разное
Как сделать красивый сварочный шов
Кто только начинает заниматься сварочным делом рекомендую не сваривать сразу сложные стыки. Для начало надо научится контролировать электрод со сваркой ММА, на всех других видах будет в разы проще. Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Лучше всего на куске железяки с очищенной поверхностью и рутиловыми электродами. Они не прихотливые к ржавчине. Можете воспользоваться доступными марками МР-3 . Их кто только не выпускает. Поджигаются хорошо в любом положении. Можно варить на длинной дуге пока не научитесь ее держать.
В самом процессе нужно научится отличать шлак от горячего металла. Когда образуется общая горячая субстанция металл ярко желтого цвета оседает а на поверхностности расплавленный шлак переливается линиями. Его цвет немного темнее и температура остывания намного ниже чем у металла. Сквозь шлак можно видеть как формируется сварочный шов. От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью.
Сварочные швы отличаются по видам. Основной коренной шов и облицовочный. Коренного шва функция сплавить кромки основного металла примерно на 30% от обшей массы наплавленного металла. Облицовочный лишь выравнивает поверхность и наплавляет металл на зону термического влияния, перекрывает подрезы и не проваренные места вдоль шва. Обычно относится к многопроходным швам. Однопроходной делается в один проход.
От простого перейдем к сложному. Нужно научится водить электродом различные каракули. У них есть своя форма которой нужно придерживаться. На фотографии я покажу как водить электродом.
- Усиленное плавление краев в стык без разделки кромок.
- Плавление одного края используется при сварке горизонтального шва. Помогает поднимать с нижней кромки расплавленный металл к верхней кромки.
- Плавит центр сварного шва. Используется с разделкой кромок в один проход. Редко когда используют для коренного шва.
 В исключительных случаях если очень большой зазор.
В исключительных случаях если очень большой зазор. - Используют для наплавки металла на поверхность.
 В исключительных случаях если очень большой зазор.
В исключительных случаях если очень большой зазор.Коренной шов проходят как при учебе в одну линию без колебательных движений. Единственное допускается движение вперед и назад.
Ручкой плохо получается водить эти каракули а их еще нужно научится электродом описывать. В помощь можно использовать вторую руку. Держась за электрод, руку прислонить к основному металлу. На малом токе потихоньку рисуем каракули на ровной плоскости. Здесь нужна выдержка и терпение. Добиваться синхронности работы рук. Обучатся придется долго и потратите не одна пачку электродов. После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла.
Вот так и учатся варить красивые сварные швы. При использовании различных марок электродов с разнообразной обмазкой меняется и стиль сварки. С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Если вы научились варить сварочный шов на плоскости то получится подбирать нужный угол и к другим электродам. Концентрировать свое внимание уже будете только на сварочную ванну. Руки на автомате будут совершать все движения. А потом уже на полуавтомате научитесь варить супер сварочный шов. На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.
Я попытался на доступном языке по этапом объяснить как научится правильно и красиво варить швы.
Как варить красивые швы начинающим сварщикам. Подробный разбор сварки электродом.
содержание видео
Рейтинг: 4.5; Голоса: 2
Как варить красивые швы начинающим сварщикам. В этом видео мы подробно разберем сварку под просвет начинающему сварщику. Труба 323 мм.
Видео канала: Гори Дуга – Категория: Своими Руками
← Сварка тонкого металла(TIG сварка нержавейки 0. 8мм)
Сварка Американка(Бабочка)TIG Welding →
Похожие видео
Такой вкусной капусты у меня еще не было! Классный рецепт из капусты на сковороде!
• Татьяна огородница
Кислые электроды! Ими заварит даже чайник ST308L16
• Гори Дуга
Духовка и миксер не нужны! ЯГОДНЫЙ ПИРОГ на сковороде!
• Татьяна огородница
Старый китаец обманул! Все пропало! Но выход есть! Другой способ укоренения роз
• Во саду ли в огороде
Эти пять цветов нужно посеять уже сейчас!
• Сад и Огород – Своими руками
Чего он опять наезжает? Наезды на блогеров и зачем это нужно. Красным стержнем по глупости!
Красным стержнем по глупости!
• Иван Русских
Комментарии и отзывы: 9
Амаду
Спасибо за полезный контент! Решил научиться варить, так для себя, для дома, как хобби (основной вид деятельности – адвокат, сидячий образ жизни в кабинете надоедает, почему сварка, сам не знаю. Купил аппарат Ресанту, маску, электроды, болгарку и. не все так просто оказывается. Пошарил в ютубе и наткнулся на этот контент, самый полезный и приятный для просмотра, на мой взгляд. Так держать, парни, молодцы!
ФулХаус
Я думаю кинооператором, последовательность сьёмки камерой не совсем правильная тактика, не удачная) Вначале надо показать как сварщиком под каким углом ведётся электрод, эпизодически менять далее опять показывать на ванну сварки кадр и через светофильтр конечно показывать процесс горения металла самой сварки, далее быстро менять кадр на угол электрода и т. д )
Мартин
Ребята, здравствуйте! Как специалисты, подскажите мне дилетанту, как правильно и грамотно приварить инвертером и рутиловыми электродами проволоку 3-4 мм к профильной трубе? В частности, сетка армирующая d-3 мм к профильной трубе15/15 -(ограда для цветов, винограда, например) и т.
Zagorsky
Добрый день! Возможно банальный вопрос, по тавровым соединениям, переодически возникает проблема шлаковых включений навариваются два валика, а посередке непровар и шлак. Все остальные швы ровные и чистые получаются. Электроды ок 46 esab. Веду углом назад, в чем может быть ошибка?
Синий
52 минуты – как одна! Страшно интересно, и даже не знаю, что лучше – сварка трубасика или зачистке его болгаркою: -D. 5 часов трудов, и всё только ради не очень длинного фильма для людей, охренеть. Мне было бы слабо, честно признаюсь. Почёт, уважение и благодарность.
Фильм нравится.
Дмитрий
Мужики Вы просто красавчики! Столько времени и сил потрачено только на это видио. Вся инфа понятна и все тут же показано на примере, и ее намного больше чем на курсах сварных ( хотя я их не заканчивал, я самоучка. Будет лишняя деньга кину донат. Удачи вам!
Андрей
Гори Дуга, Ответь пожалуйста, при сварке Уонями бывает вылазят поры (из-за чего они я знаю, а вот они сквозные пора сквозь весь шов, или поверхностные просто на верху шва небольшая пора и через нее вода не побежит?
Сергей
здраствуй, успехов в деле!
если возможно сними видос с заполнением трубы толстостенной с помощью электрода 20 например, может хитрости заполнения (ниточный или размазывая )
заранее слова добрые.
Олег
Друг увидел у тебя резак расскажи о нем сам я тоже сварщик и опыт имеется но в оснавном пользуемся бензо-резами. Расскажи о газо-резе будет интересно! и также желаю удачи!
потрясающих раз | Нужны абсолютно красивые сварные швы? Взгляните внимательно на
Сварка TIG — это процесс сварки в среде защитного газа, при котором сварные швы производятся с использованием неплавящегося вольфрамового электрода. Если требуется сварка высокой чистоты, предпочтительным методом является TIG.
Точная природа сварки TIG включает в себя крутую кривую обучения. Этот процесс медленный по сравнению с MIG, но он обеспечивает более чистые и точные сварные швы.
Разработка
Этот метод сварки происходит от английского термина Tungsten Inert Gas, но иногда можно встретить термин WIG сварка от немецкого термина Wolfram Inert Gas. Вольфрам и вольфрам — это названия одного и того же металла.
Сварка ВИГ стал популярным во время Второй мировой войны из-за его способности соединять алюминий и магний.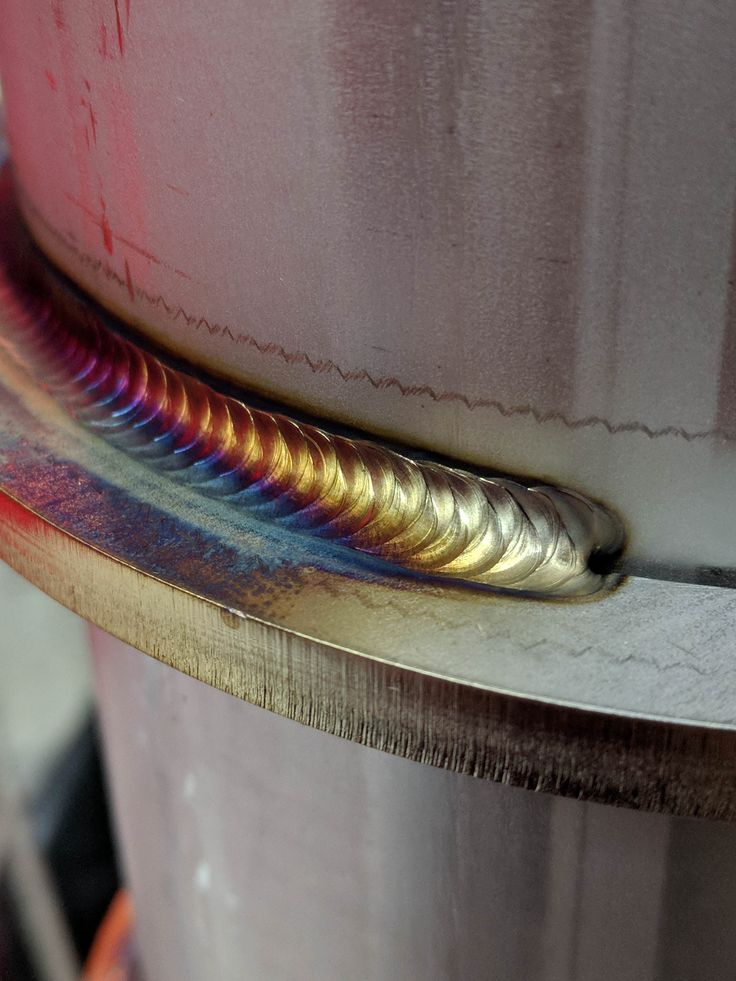 Сварочный процесс превратился в достойную замену ручной и газовой дуговой сварке металлическим электродом, потому что его зависимость от инертного защитного газа от загрязнения окружающей среды вместо шлака привела к более чистым и более качественным сварным швам.
Сварочный процесс превратился в достойную замену ручной и газовой дуговой сварке металлическим электродом, потому что его зависимость от инертного защитного газа от загрязнения окружающей среды вместо шлака привела к более чистым и более качественным сварным швам.
Рассел Мередит , работавший в компании Northrop Aircraft Co., запатентовал процесс под названием « Heli-Arc Welding », который считается предшественником современного процесса сварки TIG/GAW. Компания Linde, купившая патент, продолжала развивать этот процесс сварки, в первую очередь из-за использования инертных газов, и разработка продолжалась за счет создания и применения различных горелок, сопел и исследований потока защитного газа.
Процесс
Посмотрите следующее видео с обзором процесса сварки ВИГ:
Для использования метода сварки TIG необходимы три вещи: экран, присадочный материал и тепло.
Для защиты сварного шва TIG используются инертные газы, такие как аргон и гелий. Присадочный материал – проволока, расплавленная дугой. Электричество, проходящее через вольфрамовый электрод, создает дугу, которая обеспечивает необходимое тепло.
Трудность в обучении сварке TIG с координацией действий сварщика между двумя руками. Одна рука подает присадочный металл, а другая держит электрод.
Источник питания
Для сварки TIG необходим постоянный источник питания переменного или постоянного тока.
Сварка TIG должна выполняться с падающим источником постоянного тока – постоянного или переменного тока. Источник питания постоянного тока необходим, чтобы избежать слишком высоких токов при коротком замыкании электрода на поверхность заготовки. Это может произойти как преднамеренно во время зажигания дуги, так и непреднамеренно во время сварки.
Запуск дуги
Использование высокой частоты (ВЧ) является наиболее распространенным методом запуска дуги от внешнего источника. Искры высокого напряжения, вызванные ВЧ, длятся несколько микросекунд и разрушают зазор заготовки. Ток от источника питания течет из образовавшегося электронно-ионного облака.
Вольфрамовые электроды
Вольфрам — хрупкий, слегка радиоактивный и твердый металл. Вы обнаружите, что он используется в нагревательных элементах, ракетных двигателях и лампочках — приложениях, использующих чрезвычайно высокие температуры. Начиная со сварки TIG использует переменный или постоянный ток. существует два типа вольфрамовых электродов.
Электрод работает при более высоких температурах при сварке переменным током. Из-за этих более высоких температур к вольфраму добавляется диоксид циркония, что снижает эрозию электрода.
Электроды, используемые при сварке постоянным током, содержат от 1% до 4% тория, добавленного к чистому вольфраму. Добавки тория улучшают зажигание дуги. Другими добавками, используемыми в качестве альтернативы торию, являются оксид церия и оксид лантана, которые могут обеспечить выдающиеся характеристики в отношении меньшего расхода электрода и запуска дуги.
Вольфрам имеет самую высокую температуру плавления среди всех металлов Периодической таблицы, что помогает при температуре выше 6000 ºF. Поскольку электрод не является расходуемым, нет необходимости балансировать подачу тепла.
Защитные газы
Важным моментом для достижения качественных сварных швов TIG является использование надлежащего покрытия защитным газом. Как мы уже обсуждали ранее, инертные защитные газы защищают сварные швы от атмосферного загрязнения.
Три самых распространенных газа 9Варианты 0040, используемые при сварке TIG, включают аргон, гелий и их смесь.
100% аргон. Argon в основном используется для GTAW из-за его доступности, стоимости и характеристик зажигания дуги. Аргон обеспечивает стабильное высокочастотное зажигание дуги из-за его более низкого потенциала ионизации и создает более стабильную дугу, чем гелий.
100 % гелий. Поскольку гелий имеет более высокую теплопроводность, чем аргон, его можно использовать для GTAW для получения более высоких тепловложений.
Аргон/гелий. Смесь аргона и гелия обычно используется для достижения более высоких тепловложений гелия при сохранении превосходной дуги, обеспечиваемой аргоном. Эти смеси обычно содержат от 25 до 75 процентов гелия. По мере увеличения содержания гелия дуга становится более горячей, но производительность и стабильность высокочастотного зажигания дуги снижаются.
Преимущества сварки ВИГ
Существует несколько основных преимуществ использования метода сварки ВИГ:
Точность . Возможность регулирования температуры снижает количество разбрызгивания. Такое уменьшение разбрызгивания и хорошая видимость позволяют сварщику контролировать электрод и работать, находясь в сварочной ванне. Все это приводит к красивым, качественным сварным швам.
Прочность . Защитный газ предотвращает проникновение воздуха в расплавленную ванну, предотвращая окисление. В результате сварные швы TIG более прочные, коррозионностойкие и пластичные.
Универсальность . Сварка TIG — это многофункциональный инструмент в мире сварки. Материалы, положения, размеры толщины, размеры, формы и ограниченные и узкие пространства становятся возможными. TIG позволяет сваривать цветные, цветные и разнородные металлы.
Сложность . Высокотермостойкие материалы, такие как тантал, имеют высокие температуры плавления. Тепло, выделяемое дугой TIG, позволяет сваривать молибден, ниобий, титан и вольфрам. Материалы, с которыми другим методам сварки приходится нелегко.
Нерасходуемый электрод . Отсутствие необходимости замены электрода часто дает сварщику возможность создавать почти идеальные соединения.
Чистота . С уменьшением количества искр и брызг требуется меньше очистки — точность и контроль сварки TIG приводят к тому, что готовые сварные швы требуют меньшего количества подкраски.
Недостатки сварки TIG
Время . Из-за низкой скорости сварки TIG требует много времени и более медленных скоростей сварки.
Кривая обучения . Сочетание сложного оборудования и потребности в ловкости усложняет процесс обучения. Научиться использовать обе руки и начинать дугу сложно.
Толщина . Природа TIG обычно означает, что более толстые листы металла требуют других методов сварки.
Стоимость . Сварка TIG недешева. Это один из самых дорогих способов сварки. Сварочные аппараты и сменные инертные газы имеют высокую цену. Стоимость рабочей силы также выше при сварке TIG. Поскольку это специализированный процесс, опытные сварщики создают более высокую заработную плату или затраты на обучение.
Окружающая среда . Любой ветерок рядом с местом проведения сварки TIG нарушает защиту, обеспечиваемую защитными газами. Эти нарушения приводят к загрязнению вольфрама и пористости сварного шва.
Безопасность . Интенсивная яркость дуги более значительна, чем при других методах сварки, из-за отсутствия дыма и дыма. Образование оксидов азота и озона увеличивает количество УФ-лучей, освещаемых дугой.
Чистота . Да, это тоже недостаток. Как и при сварке MIG, рабочая поверхность свариваемого металла должна быть безупречной.
In Sum
Пословица римских времен гласит: «медленно плавно, плавно быстро». Его использование спецназом США напрямую связано со сваркой TIG. Идея поговорки заключается в том, чтобы тренироваться для работы медленно, совершенствуя технику. Звучит противоречиво, но вдумчивое и обдуманное движение ускоряет процесс, т. е. делает правильно с первого раза.
Применение этой пословицы к сварке TIG может быть обманом, но правильное использование этого метода на более низкой скорости производства приводит к более качественным и прочным сварным швам.
Цвета радуги при сварке нержавеющей стали
Хорошие они или плохие?
Мы получаем несколько звонков о сварке нержавеющей стали и красивых цветах радуги или их отсутствии в зоне сварки и термического влияния. Является ли тонировка показателем качества? Допустимы ли эти цвета? Показывают ли они, что сварной шов имел достаточно тепла для проникновения? Почему их нужно чистить? Вопросы бесконечны.
Если вы один из тысяч тех, кто основывает свои стандарты качества на публикациях в Instagram, остановитесь прямо сейчас. Все красивые изображения сварных швов из нержавеющей стали подчеркивают красоту радужных цветов сварных швов GTAW и GMAW. Это производит ложное ожидание и впечатление, что эта тонировка хороша. В некоторых случаях это может быть не плохо, но никогда не бывает хорошо. Сварной шов представляет собой нечто большее, чем то, как он выглядит снаружи.
Например, взгляните на сварной шов ниже:
Это красивый сварной шов GTAW. Скорее всего качество отличное. Цвета тоже красивые. Но знаете ли вы, что много раз требуется удалить эти цвета с поверхности? Этот оттенок не что иное, как окисление . Но мы называем это «цветами радуги», что делает его желанным.
Возможно, вы слышали, что желтый и соломенный цвета подходят, а синий и фиолетовый — нет. Цвет зависит от температуры сварного шва и ЗТВ. На него также влияет тепловложение, которое определяет скорость охлаждения. И наконец, на него влияет загрязнение из атмосферы (даже со 100% инертным газом) и поверхностных загрязнений..
Коррозионная стойкость снижается за счет окисления. Более распространено при наличии высокотемпературных оксидов на поверхности. Это связано с истощением хрома как в оксиде, так и в подложке из сплава.
Так что, если ваш сварной шов выглядит не так красиво, как на картинке выше, не беспокойтесь. GTAW имеет очень низкую скорость движения, что даже при малой силе тока приводит к чрезвычайно высокому подводу тепла. В сочетании с очень низкой температуропроводностью нержавеющей стали вы получаете широкий спектр цветов (степеней окисления поверхности). Хорошая новость в том, что вы можете удалить его. Вы очищаете сварной шов травильной пастой или другими методами, и проблема решена, по крайней мере, вызванная окислением поверхности.
Поверхностные оксиды можно легко очистить, но при сварке аустенитной нержавеющей стали, такой как AISI 304L, необходимо следить за подводимой теплотой. Чем выше тепловложение, тем медленнее скорость охлаждения. Чем медленнее скорость охлаждения, тем выше вероятность сенсибилизации, которая вызывает межкристаллитную коррозию (что не очень хорошо). Сенсибилизация подробно описана в разделе Как избежать сенсибилизации при сварке нержавеющих сталей.
Таким образом, не беспокойтесь, если ваши сварные швы из нержавеющей стали не имеют всех этих радужных цветов. Их отсутствие может быть хорошим знаком. Важно разработать процедуру сварки, обеспечивающую качество с точки зрения конструкции, а также качество с точки зрения коррозионной стойкости. Как только процедура будет квалифицирована, следуйте ей и не отклоняйтесь.
Взгляните на сварной шов внизу.
Это была сварка MIG (GMAW), выполненная со скоростью перемещения около 35 дюймов в минуту. Процедура сварки: . 045” ER308LSi при 400 дюймов в минуту и 26,7 В с защитным газом 98/2 (аргон/двуокись углерода). В результате подводимая теплота составила 10,6 кДж/дюйм, что является относительно низким показателем. Вы почти не видите обесцвечивания на поверхности и в ЗТВ, за исключением края верхней части.
Ежедневно мы подчеркиваем важность аттестационных процедур, независимо от того, свариваете ли вы углеродистую сталь, алюминий или нержавеющую сталь. Нам не нужно быть экспертами в области металлургии сварки, но мы должны понимать, что, отклоняясь от квалифицированного WPS, мы можем навлечь на себя неприятности. Большая проблема совершения ошибок, которые приводят к преждевременной коррозии, заключается в том, что мы не видим, как материал подвергается коррозии в цеху. Он преждевременно ржавеет. Это означает, что он может подвергнуться коррозии через 6 месяцев, а не через 3 года. Мы не видим этого, если мы являемся изготовителем (если только он не возвращается в качестве гарантии), поэтому у нас нет отзывов о качестве нашей процедуры сварки.