Кривошипные листовые ножницы с наклонным ножом: Ножницы гильотинные кривошипные листовые с наклонным ножом НК3421Н – цена, отзывы, характеристики с фото, инструкция, видео
alexxlab | 11.06.2023 | 0 | Разное
Ножницы (гильотинные) кривошипные листовые с наклонным ножом НП3118
Электросхема обеспечивает работу ножниц в режимах: наладка, одиночные ходы.
Привод осуществляется от электродвигателя через клиноременную передачу на маховик. От маховика через пневматическую муфту-тормоз и пару зубчатых колес вращение передается на эксцентриковый вал, связанный с ножевой балкой шатунами.
Управление ножниц – кнопочное и от педали.
Смазка наиболее нагруженных механизмов ножниц осуществляется при помощи централизованной системы густой смазки. Остальные трущиеся поверхности смазываются шприцем.
На ножницах НП3118 установлен задний упор с ручным приводом. Указание положения упора относительно линии реза осуществляется по линейке.
По заказу поставляется дополнительно угловой упор и другие приспособления.
Технические характеристики НП3118
| Параметр | Значение |
|---|---|
|
Наибольшие размеры разрезаемого листа при временном |
|
| – толщина | 6,3 |
| – ширина | 2000 |
| Наибольшее усилие реза, кН | 200 |
| Прижим листа |
пружин.
|
| Количество прижимов | - |
| Усилие прижима, кН | 78 |
| Частота ходов ножа, мин, не менее | |
| – холостых | 60 |
| – при резке наибольших размеров разрезаемого листа | 22 |
| Угол наклона подвижного ножа, град. | 1°30’ |
| Потребляемая системой управления мощность, кВт | 8,5 |
| Наибольшая длина отрезаемой полосы при работе с задним упором, мм | 630 |
| Рабочее давление сжатого воздуха, МПа | 0,5 |
Расход воздуха, н. м3/ход м3/ход
|
0,0014 |
| Габаритные размеры в плане, мм | |
| – слева направо | 2750 |
| – спереди назад | 1710 |
| Высота над уровнем пола, мм, не более | 2160 |
| Масса, кг, не более | 4380 |
Ножницы (гильотинные) кривошипные листовые с наклонным ножом НП3118 применяются в заготовительных и ремонтных цехах машиностроительных предприятий. Могут использоваться в составе автоматизированных комплексов и автоматических линий.
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
- Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку.
 С вами свяжется менеджер для дальнейшего обсуждения.
С вами свяжется менеджер для дальнейшего обсуждения. - Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
НД3316 Ножницы гильотинные, кривошипные НД-3316
Расположение составных частей ножниц НД3316
| Позиция | Назначение | Обозначение | Количество на ножницы |
| НД3316 | |||
| 1 | Электрошкаф | 92А.001 | 1 |
| 2 | Конечный выключатель | 41.001 | 1 |
| 3 | Ограждение конечного выключателя | 74.001 | 1 |
| 4 | Пульт управления | 93.001 | 1 |
| 5 | Система смазки | 81.001 | 1 |
| 6* | Боковой упор | 35.001 | 1 |
| 7 | Освещение линии реза | 76. 001 001 | 3 |
| 8* | Ограждение станины | 71.001 | 1 |
| 9 | Воздухопровод | 1 | |
| 10* | Передний упор | 36.001 | 1 |
| 11 | Прижимная балка | 32.001 | 1 |
| 12 | Ограждение ножевой балки | 72.001 | 1 |
| 13* | Угловой упор | 37.001 | 1 |
| 14 | Ограждение привода | 73.001 | 1 |
| 15 | Задний упор | 34.001 | 1 |
| 16 | Уравновешиватель | 33.001 | 2 |
| 17* | Датчики заднего упора | 39.001 | 1 |
| 18 | Станина | 11.001 | 1 |
| 19 | Ножевая балка | 31.001 | 1 |
| 20 | Защитная решетка | 75.001 | 1 |
| 21 | Привод | 21. 001 001 | 1 |
| 22 | Муфта-тормоз | 22.001 | – |
| 23 | Приводной вал | 24.001 | 1 |
| 24 | Редуктор червячный с муфтой-тормозом | 22.001 | – |
| 25 | Рольганг | Р-10 | – |
| Р-12 | – | ||
| 26 | Транспортер | ТЛ-86 | 1 |
| ТЛ-88 | – |
Комплект поставки ножниц гильотинных, кривошипных НД3316
- НД3316-00-001 Ножницы в сборе.
- НД3316-00-001РЭ Руководство по эксплуатации ножницы кривошипные с наклонным ножом НД3316
Устройство ножниц НД3316
Органы управления ножниц НД3316 и их назначение
- Кнопка «Пуск электродвигателя»
- Кнопка «Пуск муфты»
- Кнопка «Стоп непрерывного хода»
- Переключатель освещения зоны реза
- Кнопка «Общий стоп»
- Электрошкаф
- Электрическая педаль управления ножницами
Кинематическая схема ножниц НД 3316
В ножницах НД3316 привод осуществляется от электродвигателя 6 через клиноременную передачу 5 на маховик 4, соединенный муфтой-тормозом 3 с приводным валом III. От приводного вала III через пару цилиндрических косозубых колес 10, 11 вращение передается на эксцентриковый вал I. Эксцентриковый вал I соединен с ножевой балкой 1шатунами 2. Перемещение заднего упора осуществляется с помощью маховичка 9, соединенного общим валом II с шестернями 8, которые перемещаются по рейкам 7.
От приводного вала III через пару цилиндрических косозубых колес 10, 11 вращение передается на эксцентриковый вал I. Эксцентриковый вал I соединен с ножевой балкой 1шатунами 2. Перемещение заднего упора осуществляется с помощью маховичка 9, соединенного общим валом II с шестернями 8, которые перемещаются по рейкам 7.
Станина ножниц НД3316
Станина НД3316 является базовой сборочной единицей, на которой крепятся все остальные сборочные единицы ножниц. Станина имеет сборно-сварную конструкцию и состоит из двух стоек 1 и 8, которые соединены между собой траверсой 2 и стяжкой 7.
На стойки и траверсу опирается стол 4, к которому с помощью винтов крепятся нижние ножи 16. Затягивание гаек на винтах, крепящих ножи, производится через окна в столе. Регулировка зазора между ножами ножевой балки и станины осуществляется перемещением стола 4 с помощью установочных болтов, расположенных с обеих сторон стола. Винты 3перед регулировкой зазора необходимо отпустить, а после регулировки— затянуть. <5> Направляющие 5 стоек вместе с прикрепленными к ним накладными 6 наклонены к плоскости стола под углом 870. Установка ножа по высоте при переточке и замене ножей производится подгонкой планки 17. В столе имеются Т-образные пазы для крепления переднего и углового упоров и удлинителей, паз для крепления бокового упора и пазы для пальцев рук оператора, облегчающие манипуляции с листом. В сборочную единицу „Станина” входит также эксцентриковый вал 9 с насажденными на нем эксцентриками 10 и шатунами 11. С помощью осей 15 шатуны соединяются с ножевой балкой. С внутренних сторон стоек 1 и 8 на осях 12 установлены рычаги 13, соединенные с ножевой балкой (серьгами14) с одной стороны и с уравновешивателями – с другой.
<5> Направляющие 5 стоек вместе с прикрепленными к ним накладными 6 наклонены к плоскости стола под углом 870. Установка ножа по высоте при переточке и замене ножей производится подгонкой планки 17. В столе имеются Т-образные пазы для крепления переднего и углового упоров и удлинителей, паз для крепления бокового упора и пазы для пальцев рук оператора, облегчающие манипуляции с листом. В сборочную единицу „Станина” входит также эксцентриковый вал 9 с насажденными на нем эксцентриками 10 и шатунами 11. С помощью осей 15 шатуны соединяются с ножевой балкой. С внутренних сторон стоек 1 и 8 на осях 12 установлены рычаги 13, соединенные с ножевой балкой (серьгами14) с одной стороны и с уравновешивателями – с другой.
Привод ножниц НД3316
Привод ножниц НД3316 осуществляется от электродвигателя 2, установленного на качающейся плите 1, через клиноременную передачу 3 на маховик 4. Маховик ножниц установлен на промежуточном валу с внутренней стороны правой стойки. Маховик с помощью пальцев связан сведущими дисками муфты-тормоза.
Муфта-тормоз и приводной вал ножниц НД3316
Муфта-тормоз ножниц НД331 состоит из нормализованной сборочной единицы «Муфта-тормоз» модели УВ3132, воздухоподводящей головки 14 и маховика 1, опорами которого насаженные на втулку 2 радиальные шарикоподшипники 4. Втулка 2 установлена на приводном валу 16 Жестко сблокированная многодисковая фрикционная муфта-тормоз с пневматическим включением состоит из трех частей: ведущей, ведомой и тормозной. К ведущей части относятся ведущие диски 6муфты с фрикционными накладками 8. В ведомую часть входят ступица 12 с неподвижно присоединенным поршнем 13, цилиндр 11, перемещающийся вдоль оси опорных дисков 5муфты и тормоза, нажимной диск 10 тормоза и промежуточный диск 7муфты. Тормозная часть состоит из тормозного диска 9с фрикционными накладками.
Работа муфты-тормоза ножниц НД 3316 происходит следующим образом: сжатый воздух через воздухоподводящую головку 14 поступает впневмокамеру15, перемещает цилиндр 11 вдоль оси опорных дисков 5в сторону муфты и зажимает ведущие диски 6, связанные с постоянно вращающимся маховиком 1через пальцы 3, обеспечивая передачу крутящего момента через ступицу 12 на приводной вал 16
Ножевая балка ножниц гильотинных, кривошипных НД 3316
Ножевая балка ножниц НД3316 представляет собой жесткую конструкцию сварного типа, состоящую из вертикального листа 8, горизонтального листа 5и наклонного листа 6. С проушиной 7, приваренной к листу 8, соединяется шатун станины, благодаря чему, балка совершает возвратно-поступательное движение. Движение балки происходит в направляющих под углом 3′ к вертикальной плоскости. В нижней части ножевой балки имеется паз, в котором крепятся ножи 2 и 4. Ножевая балка ножниц НД 3316 имеет два выступа 1 и 3, с помощью которых при возврате в верхнее исходное положение ножевая балка приподнимает прижимную балку.
С проушиной 7, приваренной к листу 8, соединяется шатун станины, благодаря чему, балка совершает возвратно-поступательное движение. Движение балки происходит в направляющих под углом 3′ к вертикальной плоскости. В нижней части ножевой балки имеется паз, в котором крепятся ножи 2 и 4. Ножевая балка ножниц НД 3316 имеет два выступа 1 и 3, с помощью которых при возврате в верхнее исходное положение ножевая балка приподнимает прижимную балку.
Прижимная балка ножниц гильотинных, кривошипных НД 3316
Прижимная балка ножниц гильотинных, кривошипных НД 3316 8 имеет выступы и скользит в пазах, образованных направляющими 3, 19 и планками 2, 20. Ножевая балка скользит в пазах, образованных накладками 4, 5, 6, 13, 18 и планкой 17. Крепление направляющих 3и19 к станине осуществляется через приставки 7и14. Зазор в направляющих ножевой балки регулируется подгонкой компенсационных прокладок 1и 16. Боковой зазор в направляющих ножевой балки регулируется перемещением планки 17 винтами 15. Прижимная балка 8взаимодействует с ножевой балкой. Высота прижимной балки над столом в верхнем положении регулируется винтами 11, которые упираются в выступы 12 ножевой балки. При совершении рабочего хода происходит одновременное опускание ножевой и прижимной балок. Прижим листа осуществляется за счет силы сжатия пружин 10 и собственного веса балки 8, причем сила сжатия пружин регулируется винтами 9.
Прижимная балка 8взаимодействует с ножевой балкой. Высота прижимной балки над столом в верхнем положении регулируется винтами 11, которые упираются в выступы 12 ножевой балки. При совершении рабочего хода происходит одновременное опускание ножевой и прижимной балок. Прижим листа осуществляется за счет силы сжатия пружин 10 и собственного веса балки 8, причем сила сжатия пружин регулируется винтами 9.
Уравновешиватели
На внутренних сторонах обеих стоек станины ножниц НД 3316 установлены уравновешиватели . Штоки 1 уравновешивателей с помощью осей 4 связаны с рычагами станины. При опускании ножевой балки шток 1 поднимается вверх и сжимает пружину 2, которая опирается на кронштейн 3 станины. Пружина 2 смонтирована с предварительным сжатием, поэтому даже в случае разладки тормоза ножевая балка удерживается в верхнем положении. Кроме того, за счет постоянно направленного усилия пружин все зазоры в сочленениях подвижных частей цепи «эксцентриковый вал — шатуны — ножевая балка —уравновешиватели» выбираются в одну сторону, что обеспечивает плавную работу ножниц. Поскольку действие уравновешивателей на ножевую балку направлено под углом 1500к вертикали, ножевая балка постоянно прижата к направляющим станины, что обеспечивает постоянство зазора между ножами.
Поскольку действие уравновешивателей на ножевую балку направлено под углом 1500к вертикали, ножевая балка постоянно прижата к направляющим станины, что обеспечивает постоянство зазора между ножами.
Задний упор ножниц НД3316
Установка упорной линейки 8 на заданное расстояние от нижнего ножа, то есть на ширину отрезаемой полосы, осуществляется путем вращения маховичка 1. При этом зубчатые колеса 3, насаженные на общий вал с маховичком 1, перемещаются вместе с корпусами 4 по рейкам 5, которые неподвижно закреплены в ножевой балке. Выверка линейки на параллельность нижнему ножу осуществляется вращением эксцентриков 7, которые после регулировки должны быть зафиксированы гайкой. Высота поднятия упора и зазор между упором и верхним ножом регулируются винтом
Боковой упор ножниц НД3316
При работе с боковым упором две ползушки 3 устанавливаются на определенный размер по линейке 1, закрепленной на кронштейне 2. При продольной резке листов с использованием вылета боковой упор необходимо снять.
Передний упор ножниц НД3316
В Т-образном пазу стола устанавливаются удлинители 1. Ширина полосы, отрезаемой по переднему упору, определяется положением линейки 2.
Угловой упор ножниц НД3316
В Т-образном пазу стола устанавливаются поворотный упор; позволяющий осуществлять резку заготовок под углом. Направляющая планка 1 (рис. 15) вместе с лимбом 2 устанавливается под углом, который отсчитывается относительно риски А на диске 3.
Конечный выключатель ножниц НД3316
На левом конце эксцентрикового вала насажена втулка 2, с закрепленным на ней выступом, которого касается колёсика конечного выключателя 1 и предназначен для управления электромагнитными вентилями трехходового сдвоенного сблокированного клапана.
Воздухопровод НД 3316
Воздухопровод состоит из пневматического блока 1, ресивера (конструкция ресивера может быть изменена по усмотрению производителя) 2, и трехходового сдвоенного сблокированного клапана 3, соединенных линиями связи с муфтой-тормозом.
Трехходовой сдвоенный сблокированный клапан ножниц НД3316
Трехходовой сдвоенный сблокированный клапан ножниц НД3316 представляет собой сдвоенный пневматический клапан с сервоуправлением от электропневматических включающих вентилей. Исполнение клапана нормально-закрытое, то есть при обесточенных катушках электромагнитов включающих вентилей переход через клапан закрыт. Для включения клапана на обмотки катушек электромагнитов включающих вентилей подается напряжение, при этом клапан вентиля связывает полость I, постоянно соединенную с ресивером ножниц, с полостью IV. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр 9. Под давлением сжатого воздуха поршни 6 поднимаются вверх, сжимают пружины 4 и, предварительно уменьшая живое сечение, перекрывают выхлопные отверстия. Одновременно в конце хода штока 7 поднимаются клапаны 2, сжимая пружины 1. Полости I и II соединяются. Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза и происходит включение дисков муфты. После снятия напряжения с обмоток катушек электромагнитов (отключение муфты) вентили перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает, и поршни 6под действием пружин 4 возвращаются в исходное положение, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан. Муфта-тормоз отключается.
После снятия напряжения с обмоток катушек электромагнитов (отключение муфты) вентили перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает, и поршни 6под действием пружин 4 возвращаются в исходное положение, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан. Муфта-тормоз отключается.
Защитная решетка ножниц НД3316
Защитная решетка полностью преграждает доступ к ножам и прижиму. Решетка представляет собой рамку, состоящую из жестко связанных между собой вертикальных и горизонтальных планок 2 и 3. Защитная решетка прикреплена к прижимной балке, что предохраняет рабочих от несчастных случаев при ремонте и техническом обслуживании ножниц.
Также на На внешних сторонах стоек ножниц НД3316 и с лицевой стороны крепятся ограждения привода, станины, прижима и конечного выключателя. Ограждения обеспечивают безопасность работы на ножницах и улучшают их внешний вид.
Ограждения обеспечивают безопасность работы на ножницах и улучшают их внешний вид.
Рольганг
Рольганг ножниц НД3316 предназначен для облегчения перемещения и разворота листов при их подаче в зону резания ножниц. Он состоит из сварной рамы 3, регулируемой по высоте (в зависимости от высоты поверхности стола над уровнем пола) с помощью болтов 1и контргаек 2. На раме установлен ряд роликов 4, смонтированных на подшипниках качения.
Транспортер ножниц НД3316
Ленточный транспортер НД3316 состоит из привода 1 и рамы 4, в которой на подшипниках качения смонтированы ведущий вал 2 и ведомый вал 7. На валах натянут ряд прорезиненных лент 3. Ведомый вал расположен со стороны ножниц и имеет натяжное устройство. Натяжение ленты производится с помощью винтов 6, которые стопорятся контргайками 5. Привод 1состоит из электродвигателя, жесткой втулочной муфты и червячного редуктора, вращение от которого передается на ведущий вал 2. Транспортер предназначен для отвода отрезанных заготовок из зоны резания ножниц. Управление транспортером осуществляется с пульта управления 8.
Управление транспортером осуществляется с пульта управления 8.
Принципиальная пневматическая схема ножниц НД3316
- Накопитель (ресивер)
- Блок кондиционирования БК-16-2 УХЛ4 с манометром
- Пневмораспределитель сблокированный трехходовой У7124А
- Муфта тормоз УВ3132
Давление воздуха, поступающего из общезаводской магистрали должно быть не менее 0,5 МПа. Сжатый воздух из общей магистрали поступает в ресивер 1. В случае падения давления ниже допустимого срабатывает реле давления, размыкая электрическую цепь управления и замыкая цепь контрольной лампы. Из, ресивера воздух поступает через блок кондиционирования 2 и пневмораспределитель сдвоенный трехлинейный 3 к муфте-тормозу 4.
Пневмоаппараты, входящие в пневмосистему ножниц, крепятся к траверсе и соединяются между собой с помощью труб, напорных рукавов и концевых соединений в последовательности, указанной на принципиальной пневматической схеме Влагоотделитель и маслораспылитель должны находиться в вертикальном положении.
Внимание! Необходимо периодически осуществлять выпуск конденсата из прозрачного стаканчика влагоотделителя и ресивера. Фильтр влагоотделителя оснащен фильтровальной металокерамической вставкой. Которая через каждые 2-3 месяца работы должна сниматься, промываться керосином или бензином и продуваться сжатым воздухом. Одновременно с этим следует очищать от загрязнения прозрачный стаканчик влагоотделителя. Масло в маслораспылитель нужно заливать до уровня, обозначенного линией на прозрачном стаканчике. Настройку подачи масла маслораспылителем следует производить из расчета одной капли на 15…..20 включений муфты-тормоза
Система смазки ножниц гильотинных, кривошипных НД 3316
Система смазки ножниц предусматривает следующие способы смазки:
- смазка с помощью пресс-масленок;
- закладка консистентной смазки вручную;
- жидкая смазка.

Контроль за поступлением смазки к точкам централизованной смазки осуществляется визуально
| Точки смазки | Место смазки | Способ смазки | Марка смазки | Режим смазки | Кол-во |
| 1, 2 | Опоры эксцентрикового вала | Шприцевой | ЦИАТИ-203 ГОСТ 8773-73 | 2-1 раз в смену | Т 4, 5 – 3,5куб.см; остальные 5 – 5 куб. см в каждую точку |
| 3, 4, 5, 6 | Втулки левого и правого шатунов | ||||
| 7, 8 | Направляющие ножевой и прижимной балки | ||||
| 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 | Втулки уравновешивателей | 1 куб.см в каждую точку | |||
| 25, 26 | Подшипники червячного вала | 1 раз в три месяца | |||
| 29 | Подшипники маховика | ||||
| 30 | Редуктор | Заливной | Масло И-40 ГОСТ 20799-88 | 1 раз в месяц | 3л |
ножницы гильотинные нд3316г, нд 3316 паспорт ножницы нд-3316 электрическая схема гильотины для резки металла 3316.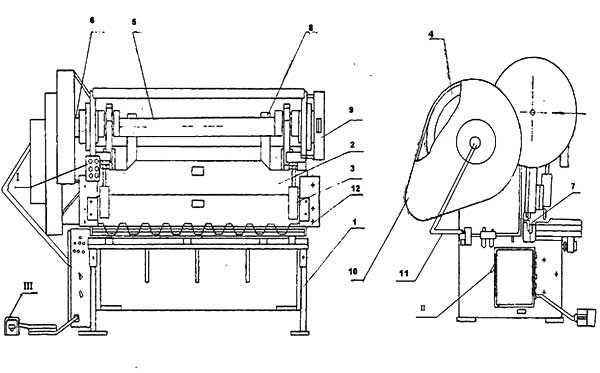 паспорт на гилятину нд 3316, Ножницы кривошипные листовые НД3316 паспорт на НД3316 тех паспорт на станок НД 3316 Г. клапан трехходовой сдвоенный сблокированный У7124А, запчасти для ножниц гильотинных 3316 НД3316 ножницы гильотиновые нд3316. нд 3316характеристики, тормоз для гильотины нд3316 пульт управления ножницами нд3316 г нстройка наладка и режими работыкривошипных листовых ножниц нд 3316 г. нд 3316 технические характеристики, ножницы кривошипные НД 3316 ножницы гильотинные нд 3316 эф3316. нд 3316, нд3316г настройка схема нд 3316 зазор на ножницах нд3316. устройство гильотинных ножниц нд3316, пневмоузел гильотины нд 3316 нд 3316 производитель как регулировать зазор на нд3316. паспорт гильотины нд-3316, www.stanki-zavod.ru паспорт на гильотинну нд3316 нд 3316 схема электрическая. ножницы кривошипные нд3316а, ножницы нд 3316 гильотина нд 3316
паспорт на гилятину нд 3316, Ножницы кривошипные листовые НД3316 паспорт на НД3316 тех паспорт на станок НД 3316 Г. клапан трехходовой сдвоенный сблокированный У7124А, запчасти для ножниц гильотинных 3316 НД3316 ножницы гильотиновые нд3316. нд 3316характеристики, тормоз для гильотины нд3316 пульт управления ножницами нд3316 г нстройка наладка и режими работыкривошипных листовых ножниц нд 3316 г. нд 3316 технические характеристики, ножницы кривошипные НД 3316 ножницы гильотинные нд 3316 эф3316. нд 3316, нд3316г настройка схема нд 3316 зазор на ножницах нд3316. устройство гильотинных ножниц нд3316, пневмоузел гильотины нд 3316 нд 3316 производитель как регулировать зазор на нд3316. паспорт гильотины нд-3316, www.stanki-zavod.ru паспорт на гильотинну нд3316 нд 3316 схема электрическая. ножницы кривошипные нд3316а, ножницы нд 3316 гильотина нд 3316
Заявка на патент США на РУКОЯТНЫЕ НОЖНИЦЫ С ДВУМЯ ПАРАМИ НОЖНИЦ ДЛЯ РЕЗКИ ПОЛОС КАЧКА Патентная заявка (заявка № 20130145914, выданная 13 июня 2013 г.
 ) приложение сер. № 10/538,970, поданной 14 июня 2005 г., которая является номером 371 Международной заявки PCT/EP2003/014225, поданной 15 декабря 2003 г., в которой испрашивается приоритет DE 102 58 887.2, поданной 17 декабря 2002 г., настоящим заявлен приоритет этих заявок, и эти заявки включены сюда в качестве ссылки.
) приложение сер. № 10/538,970, поданной 14 июня 2005 г., которая является номером 371 Международной заявки PCT/EP2003/014225, поданной 15 декабря 2003 г., в которой испрашивается приоритет DE 102 58 887.2, поданной 17 декабря 2002 г., настоящим заявлен приоритет этих заявок, и эти заявки включены сюда в качестве ссылки.ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Изобретение относится к кривошипным ножницам, в частности, для резки полосового проката, которые содержат две пары лезвий, которые могут быть установлены на держателях лезвий, при этом держатели лезвий установлены напротив друг друга в вертикальной плоскости. в паре эксцентриковых приводных валов и шарнирно закреплены на поддерживающих момент рычагах в двухшарнирных механизмах во взаимодействии с гидроагрегатами, воздействующими на эти двухшарнирные механизмы.
Широко используемые кривошипные ножницы имеют тот недостаток, что они имеют только одну пару лезвий, обычно с выпуклой режущей кромкой. Из уровня техники известны ротационные ножницы, используемые для того же применения, которые имеют две пары лезвий, каждая из которых имеет одну выпуклую и одну вогнутую режущую кромку. В связи с этим для достижения возможности большего воздействия на концы полосы передний конец полосы срезается, например, выпуклой режущей кромкой, а задний конец полосы срезается вогнутой кромкой. передовой.
Из уровня техники известны ротационные ножницы, используемые для того же применения, которые имеют две пары лезвий, каждая из которых имеет одну выпуклую и одну вогнутую режущую кромку. В связи с этим для достижения возможности большего воздействия на концы полосы передний конец полосы срезается, например, выпуклой режущей кромкой, а задний конец полосы срезается вогнутой кромкой. передовой.
В документе ЕР 0 075 448 описываются кривошипные ножницы с двумя парами лезвий, которые поддерживаются друг против друга в вертикальной плоскости парой эксцентриковых приводных валов и поворачиваются на поддерживающих крутящий момент рычагах в двухшарнирных механизмах по крайней мере с одним гидравлический блок управления, воздействующий на эти двухшарнирные механизмы.
Известные ранее ножницы для резки металлической полосы имеют два держателя лезвий, которые могут вращаться относительно друг друга, так что лезвия могут попеременно приводиться своими двумя держателями лезвий в положения резки с металлической полосой. Каждый держатель лезвия имеет крепление для двух лезвий и может перемещаться между двумя положениями, в которых каждое соответствующее лезвие может быть приведено в рабочее положение.
Каждый держатель лезвия имеет крепление для двух лезвий и может перемещаться между двумя положениями, в которых каждое соответствующее лезвие может быть приведено в рабочее положение.
При таком расположении одна пара лезвий может затачиваться, а другая пара используется для резки, а затем обе пары могут быть заменены друг на друга.
Недостатком ранее известных кривошипных ножниц с двумя парами ножей является проходное положение крайне малой ширины, которое может быть занято между парами ножей, что, например, при проходе загнутого вверх переднего конца полосы , может привести к столкновению с ножницами. Нарушение этого типа требует рабочего времени и материала. Другая трудность с ранее известными ножницами заключается в том, что лезвия не могут быть установлены в держателях лезвий с проверенным эффективным зажимом ограждения лезвия.
В документе ЕР 0 075 448 А описаны кривошипные ножницы с двумя парами лезвий, которые могут быть установлены на держателях лезвий. Пары лезвий можно привести в положение резки или в положение обслуживания с помощью механизма двойного шарнира. Положение резки или положение обслуживания устанавливается с помощью приводных цилиндров, которые воздействуют на соответствующий двухшарнирный механизм. В этом документе не рассматривается вопрос о том, как можно обеспечить безопасное положение для прохода изогнутой вверх полосы проката.
Пары лезвий можно привести в положение резки или в положение обслуживания с помощью механизма двойного шарнира. Положение резки или положение обслуживания устанавливается с помощью приводных цилиндров, которые воздействуют на соответствующий двухшарнирный механизм. В этом документе не рассматривается вопрос о том, как можно обеспечить безопасное положение для прохода изогнутой вверх полосы проката.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Исходя из вышеупомянутого предшествующего уровня техники, целью изобретения является определение конструкции кривошипных ножниц с двумя парами ножей, которая позволяет избежать вышеупомянутых проблем и недостатков и, в частности, , обеспечивает значительно более широкое положение прохода для прокатанной полосы, а также позволяет без каких-либо затруднений использовать проверенный зажим защитного кожуха.
В связи с этим один вариант осуществления изобретения предусматривает, что в раздвинутом положении поддерживающих крутящий момент рычагов примерно на 90° и при кратчайшем разведении эксцентриковых валов и направлении движения прокатываемой полосы в сторону опорных рычагов достигается положение пары ножей для обрезки реза на переднем конце полосы, при котором гидравлическое управление узел на верхнем опорном рычаге двухшарнирного механизма полностью выдвинут, а гидроузел на нижнем опорном рычаге двухшарнирного механизма полностью втянут.
Кроме того, изобретение предусматривает, что при приблизительно горизонтальном параллельном положении рычагов опоры крутящего момента против направления движения прокатанной полосы и при кратчайшем разведении эксцентриковых валов, а также при выдвинутом примерно на линейно достигается положение задней пары ножей для обрезки хвостового конца полосы, при котором гидроблок управления на верхнем опорном рычаге двухшарнирного механизма полностью отведен, а блок управления на нижнем опорном рычаге рычаг двухшарнирного механизма полностью выдвинут.
Различные признаки новизны, которые характеризуют изобретение, конкретно указаны в пунктах формулы изобретения, прилагаемых к раскрытию и являющихся его частью. Для лучшего понимания изобретения, его эксплуатационных преимуществ, конкретных целей, достигаемых при его использовании, следует обратиться к чертежам и описательным материалам, на которых проиллюстрированы и описаны предпочтительные варианты осуществления изобретения.
На чертеже:
РИС. 1 показан вид сбоку кривошипных ножниц с двумя держателями ножей и установленными на них ножами в рабочем состоянии при обрезке переднего конца полосового проката.
РИС. 2 показаны кривошипные ножницы в крайне открытом положении для прохождения прокатанной полосы.
РИС. 3 показаны кривошипные ножницы, также вид сбоку, в положении обрезки хвостового конца полосы.
РИС. 4 показаны кривошипные ножницы в открытом положении для еще одного прохода прокатанной полосы после обрезки хвостового конца полосы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
РИС. 1 показаны кривошипные ножницы с двумя парами ножей 3 , 4 , которые могут быть установлены на держателях ножей 1 , 2 , при этом держатели ножей 1 , 2 опираются друг напротив друга в вертикальной плоскости (х-х) в паре эксцентриковых приводных валов 5 , 6 и шарнирно закреплены на опорных рычагах 7 , 8 в двухшарнирных механизмах 9 , 10 и взаимодействуют с гидравлическими блоками управления 11 , 12 , воздействующими на эти двухшарнирные механизмы.
Держатели лезвия 1 , 2 Форма параллельных параллельных парами поверхностей подшипника 16 до 18 для паров лезвий 3 , 4 на приблизительно радиальных проекциях 13 до 15 , . с верхней парой лопаток 3 , расположенных на внутренних противоположно ориентированных опорных поверхностях 16 , 17 криволинейной выемки 20 верхнего держателя ножей 1 , и с нижней парой ножей 4 , расположенных на наружных опорных поверхностях 18 относительно узкого выступа 4509030 в сторону углубления 20 .
В раздвинутом положении опорных рычагов 7 , 8 примерно под углом 90° и при кратчайшем расстоянии D эксцентриковых валов 5 , 6 и направление движения 21 прокатанной полосы 22 кривошипные ножницы достигли положения пары ножей 3 для обрезки на переднем конце 23 полосы. В этом положении гидравлический блок управления 11 на верхнем опорном рычаге 7 двухшарнирного механизма 9 полностью выдвинут для разведения опорного рычага 7 , а блок управления 12 на нижнем опорном рычаге 8 двухшарнирного механизма 10 полностью втянут. Ссылочный номер 19 идентифицирует роликовый стол для транспортировки прокатанной полосы 22 .
В этом положении гидравлический блок управления 11 на верхнем опорном рычаге 7 двухшарнирного механизма 9 полностью выдвинут для разведения опорного рычага 7 , а блок управления 12 на нижнем опорном рычаге 8 двухшарнирного механизма 10 полностью втянут. Ссылочный номер 19 идентифицирует роликовый стол для транспортировки прокатанной полосы 22 .
РИС. 2 показано широкое проходное положение кривошипных ножниц для катаной полосы в крайнем положении опорных рычагов крутящего момента 7 , 8 примерно на 90° при наибольшем разведении d эксцентриковых валов 5 , 6 и с направлением движения 21 полосового проката 22 к опорным рычагам 7 , 8 . В этом положении блок управления 12 на нижнем опорном рычаге 8 двухшарнирного механизма 10 полностью убран для складывания нижнего опорного рычага 8 , а блок управления 11 на верхний опорный рычаг 7 двухшарнирного механизма 9 полностью выдвинут.
РИС. 3 показаны кривошипные ножницы с приблизительно горизонтальным параллельным положением опорных рычагов 7 , 8 против направления движения 21 прокатной полосы 22 и при кратчайшем расстоянии D эксцентриковых валов 5 , 6 , а с верхним двухшарнирным механизмом 9 и нижним двухшарнирным механизмом 10 выдвинуты приблизительно линейно. Положение задней пары ножей для подрезки хвостовой части 24 полосы достигается здесь. В этом положении блок управления гидросистемой 11 на верхнем опорном рычаге 7 двухшарнирного механизма 9 полностью втянут, а блок управления 12 на нижнем опорном рычаге 8 двухшарнирного механизма -шарнирный механизм 10 полностью выдвинут.
Наконец, на фиг. 4 показано положение прохода через ножницы с эксцентриковыми валами 5 , 6 при их наибольшем разделении. Здесь верхний гидравлический блок управления 11 верхнего двухшарнирного механизма 9 полностью втянут в положение верхнего опорного рычага 7 наклоненного вниз, а нижний блок управления 12 нижнего двухшарнирного механизма 10 полностью расширен.
4 показано положение прохода через ножницы с эксцентриковыми валами 5 , 6 при их наибольшем разделении. Здесь верхний гидравлический блок управления 11 верхнего двухшарнирного механизма 9 полностью втянут в положение верхнего опорного рычага 7 наклоненного вниз, а нижний блок управления 12 нижнего двухшарнирного механизма 10 полностью расширен.
Хотя конкретные варианты осуществления изобретения были показаны и подробно описаны для иллюстрации принципов изобретения, следует понимать, что изобретение может быть реализовано иначе, не отступая от этих принципов.
Ножницы для подрезки – WHITNEY METAL TOOL COMPANY
Изобретение относится к устройствам для резки металлических листов и т.п. и, более конкретно, к усовершенствованиям ножниц для подрезки.
Основной целью изобретения является создание усовершенствованных средств регулировки лезвий для ножниц указанного выше общего характера, посредством которых можно быстро и точно отрегулировать относительное положение режущих кромок лезвий любой заданной толщины для надлежащего взаимодействия.
Другой целью является создание усовершенствованных направляющих для держателя подвижных ножей, при этом направляющие средства легко регулируются для установки ножей различной толщины без изменения нормального направления движения держателя относительно неподвижного ножа.
Еще одна цель состоит в том, чтобы предоставить улучшенные направляющие средства для подвижного держателя лезвий, которые можно легко отрегулировать с учетом износа и которые можно заменить при необходимости с минимальными усилиями и затратами.
Другие цели и преимущества изобретения станут очевидными из следующего подробного описания предпочтительного варианта осуществления, показанного на прилагаемом чертеже, на котором: Фигура 1 представляет собой поперечный вертикальный разрез квадратных ножниц, воплощающий признаки изобретения.
Фиг. 2 представляет собой частичный вид в разрезе по линии 2-2 на фиг. 1, показывающий детали усовершенствованного направляющего средства держателя лезвия.
Фиг. 3 представляет собой частичный вид в перспективе, показывающий один конец держателя лезвия и связанные с ним направляющие средства.
Хотя изобретение допускает различные модификации и альтернативные конструкции, я показал на чертеже и подробно опишу здесь предпочтительный вариант осуществления, но следует понимать, что таким образом я не намереваюсь ограничивать изобретение конкретной формой раскрыты, но предназначены для охвата всех модификаций и альтернативных конструкций, подпадающих под сущность и объем изобретения, выраженные в прилагаемой формуле изобретения.
Ссылаясь теперь на чертеж, квадратные ножницы, выбранные для иллюстрации изобретения, содержат неподвижное лезвие 10, расположенное рядом с задним краем опорной платформы I для плоских изделий, и взаимодействующее с ним подвижное лезвие 12, установленное на подходящем держателе 13, направляемом для возвратно-поступательного движения траектория практически перпендикулярна плоскости кровати 1 . В конкретной показанной машине станина II расположена горизонтально и образована перемычкой элемента 14, обычно имеющего форму канала, имеющего зависимый передний фланец или фартук 5 и зависимый вертикально расположенный задний фланец 16. Станина крепится болтами или иным образом. прикреплены на каждом конце к подходящим элементам рамы 17, которые обеспечивают необходимую опору для различных элементов ножниц.
Станина крепится болтами или иным образом. прикреплены на каждом конце к подходящим элементам рамы 17, которые обеспечивают необходимую опору для различных элементов ножниц.
Неподвижное режущее лезвие 10 состоит из удлиненного стержня из стали или другого подходящего материала, верхняя кромка 20 и задняя поверхность 21 которого точно отшлифованы для обеспечения прямой режущей кромки. Лезвие жестко прикреплено к заднему фланцу 16 станины в вертикальном положении на ребро болтами или крепежными винтами 22, так что краевая часть 20 находится по существу заподлицо со станиной I1. Для того, чтобы восстановить это заподлицо после заточки лезвия путем стачивания кромочной части, что иногда необходимо, предусмотрены средства для регулировки положения лезвия по вертикали относительно станины. С этой целью лопасть выполнена с поперечными прорезями 23 для приема винтов 22, а ряд регулировочных винтов 24, ввинченных в проушины 25, жестко с фланцем IS, расположены так, чтобы соприкасаться с нижним краем лопасти, как показано на фиг. 1. Контргайки 26 служат для удержания регулировочных винтов в заданном положении.
1. Контргайки 26 служат для удержания регулировочных винтов в заданном положении.
Подвижное ножевое лезвие 12 в целом похоже по форме и конструкции на неподвижное лезвие.
Нижняя кромка 30 и передняя поверхность 31 точно отшлифованы, чтобы обеспечить прямую режущую кромку, приспособленную для взаимодействия с режущей кромкой .5 неподвижного лезвия. Опора для лезвия 12 обеспечивается возвратно-поступательным держателем 13, который, как показано здесь, содержит жесткую горизонтальную режущую планку 32, снабженную опорными элементами 33 на каждом конце для взаимодействия с направляющими на раме ножниц. Несущие элементы сформированы так, что представляют собой удлиненные в основном V-образные выступы 35, предназначенные для зацепления с возможностью скольжения с вертикально расположенными направляющими или канавками 36 в стационарной части каркаса, который будет описан ниже. Срезающее лезвие 12 установлено в вертикальном положении ребром на внутренней нижней кромке режущего бруса, которая предпочтительно имеет выемку для приема лезвия. Лезвие может быть прикреплено к режущему брусу любым подходящим способом, приспособленным для удобного снятия для заточки или замены.
Лезвие может быть прикреплено к режущему брусу любым подходящим способом, приспособленным для удобного снятия для заточки или замены.
Возвратно-поступательное движение держателя 13 может осуществляться любым подходящим способом. В примере машины средства, предусмотренные для этой цели, содержат эксцентрично расположенные шатунные шейки 37, закрепленные на валу 38 и функционально соединенные с опорными элементами 33 водила с помощью сошки 39. Вал может приводиться в движение двигателем или приводом от педали по желанию. .
Для правильного выполнения операции стрижки держатель должен быть расположен и направлен в его движении таким образом, чтобы передняя поверхность 31 лезвия 12 проходила вплотную рядом или в скользящем контакте с задней стороной 21 неподвижного лезвия. Чтобы сохранить это соотношение, регулировка одного лезвия относительно другого в плоскости работы необходима всякий раз, когда толщина любого лезвия уменьшается, например, когда передняя часть стачивается при заточке лезвия. Соответствующая регулировка требуется, когда любое лезвие заменяется лезвием другой толщины.
Соответствующая регулировка требуется, когда любое лезвие заменяется лезвием другой толщины.
Новое направляющее средство держателя, составляющее настоящее изобретение, представляет собой удобное средство для быстрого и точного выполнения таких регулировок в дополнение к выполнению своей функции направления держателя и подвижного ножа в его движениях относительно неподвижного ножа. С этой целью V-образные канавки 36, образующие направляющие для опорных несущих элементов, выполнены в подвижных направляющих элементах предпочтительно в форме прямоугольных блоков 40, боковые кромки 41 которых наклонены по отношению к канавкам. Блоки заключены с возможностью скольжения в каналы 42, образованные в стационарных элементах 43, прикрепленных болтами или иным образом жестко к кронштейнам 44, выступающим вверх от каркаса 17 на противоположных концах станины I1. Боковые стенки каналов 42 наклонены по отношению к плоскости станины i I под таким углом, что пазы 36 направляющих блоков расположены по существу перпендикулярно указанной плоскости.
Благодаря наклону каналов направляющие блоки с их канавками и направляемый ими держатель лезвия могут перемещаться вперед или назад по отношению к неподвижному ножу путем смещения блоков вниз или вверх в соответствующих каналах. Такие регулировки могут выполняться с очень малыми приращениями и, следовательно, с высокой степенью точности, поскольку боковое смещение направляющих блоков относительно мало по сравнению с перемещениями в поперечном направлении, необходимыми для их выполнения.
Кроме того, регулировка не изменяет перпендикулярное соотношение между канавками и станиной, так что движение ножей для надлежащего взаимодействия обеспечивается после регулировки.
Для облегчения регулировки каждый направляющий блок заключен между регулировочными винтами 45, ввернутыми в скобы 46, закрепленные на концевом элементе 43 на противоположных концах канала 42. Контргайки 47 служат для удержания винтов в отрегулированном положении. Кроме того, направляющие блоки могут быть зажаты в любом заданном положении с помощью стопорных винтов 48, ввинченных в концевой элемент 43 и зацепляющих одну сторону блока, как показано на рис. 1.
1.
Также предусмотрено средство для регулировки положения направляющих блоков 40 в продольном направлении держателя лезвия для компенсации износа. Это средство, как показано на фиг. 2, содержит множество регулировочных винтов 50, ввинченных в каждый из концевых элементов 43 у основания канала 42 для зацепления с задней поверхностью направляющего блока, расположенного в канале. Соответственно, опорный блок можно смещать к держателю лезвия или от него путем соответствующих манипуляций с винтами 50. Контргайки 5, навинченные на выступающие концы винтов, служат для фиксации деталей в отрегулированном положении.
При сборке ножниц неподвижное лезвие 10 крепится к каналу 16 станины и регулируется таким образом, чтобы его верхняя кромка 20 находилась заподлицо с станиной II. Лезвие 12 прикрепляют к режущему брусу 32, а узел держателя затем помещают в направляющие так, чтобы выступы 35 скользили в пазах 36. Необходимая регулировка направляющих блоков по направлению к держателю или от него производится с помощью винтов 50, т. е. что носитель может свободно скользить, но надежно удерживается от поперечного перемещения. Кронштейны 46 затем прикрепляются к концевым элементам, и регулировочные винты 45 перемещают направляющие блоки по каналам 42 до тех пор, пока передняя поверхность 31 подвижного ножа не будет правильно расположена по отношению к задней стороне 21 неподвижного ножа. . Перемещение направляющих блоков удобно производить путем поворота винтов 45. Когда правильное положение достигнуто, направляющие блоки фиксируются на месте путем затягивания стопорных гаек 47 и стопорных винтов 48.
е. что носитель может свободно скользить, но надежно удерживается от поперечного перемещения. Кронштейны 46 затем прикрепляются к концевым элементам, и регулировочные винты 45 перемещают направляющие блоки по каналам 42 до тех пор, пока передняя поверхность 31 подвижного ножа не будет правильно расположена по отношению к задней стороне 21 неподвижного ножа. . Перемещение направляющих блоков удобно производить путем поворота винтов 45. Когда правильное положение достигнуто, направляющие блоки фиксируются на месте путем затягивания стопорных гаек 47 и стопорных винтов 48.
Если лезвие ножниц затупилось или изношено, его можно снять с ножниц для заточки обычным способом. После замены относительный шаг лопастей регулируют перемещением направляющих блоков 40 по каналам 42. Таким образом, если торец любой лопасти стачивается с целью уменьшения толщины лопасти, то блоки подшипников смещаются вниз с результирующим поперечным смещение путей и носителя в сторону неподвижного отвала. При замене любого из лезвий на лезвие большей толщины регулировка производится в обратном направлении, т. е. направляющие блоки смещаются вверх в каналах, при этом водило и подвижное срезающее лезвие смещаются назад. Эти регулировки не нарушают нормальную траекторию или направление движения держателя при перемещении лезвия 12 в рабочее положение по отношению к неподвижному лезвию. Из вышеизложенного будет очевидно, что изобретение обеспечивает направляющее средство новой и выгодной конструкции для подвижной опоры лезвия строгальных ножниц. С помощью простых, легко выполняемых операций относительное положение лезвия можно быстро и точно отрегулировать, чтобы приспособить ножницы для использования с лезвиями любой желаемой толщины. Более того, эти регулировки можно производить с минимальными усилиями, чтобы компенсировать изменения толщины из-за заточки лезвий ножниц. Поскольку регулировки не влияют на нормальную траекторию движения подвижного держателя ножей, после такой регулировки обеспечивается правильная встреча режущих ножей.
е. направляющие блоки смещаются вверх в каналах, при этом водило и подвижное срезающее лезвие смещаются назад. Эти регулировки не нарушают нормальную траекторию или направление движения держателя при перемещении лезвия 12 в рабочее положение по отношению к неподвижному лезвию. Из вышеизложенного будет очевидно, что изобретение обеспечивает направляющее средство новой и выгодной конструкции для подвижной опоры лезвия строгальных ножниц. С помощью простых, легко выполняемых операций относительное положение лезвия можно быстро и точно отрегулировать, чтобы приспособить ножницы для использования с лезвиями любой желаемой толщины. Более того, эти регулировки можно производить с минимальными усилиями, чтобы компенсировать изменения толщины из-за заточки лезвий ножниц. Поскольку регулировки не влияют на нормальную траекторию движения подвижного держателя ножей, после такой регулировки обеспечивается правильная встреча режущих ножей.
Новая форма и конструкция направляющих средств держателя также позволяет удобно регулировать направляющие, чтобы компенсировать износ подшипников на других взаимодействующих деталях. Все регулировки могут быть выполнены с помощью относительно простых инструментов, а детали могут быть надежно зафиксированы, так что отрегулированное положение сохраняется во время работы машины.
Все регулировки могут быть выполнены с помощью относительно простых инструментов, а детали могут быть надежно зафиксированы, так что отрегулированное положение сохраняется во время работы машины.
В качестве изобретения заявляю: 1. В ножницах для обрезки бруса, имеющих плоскую опорную станину, неподвижный нож, проходящий вдоль одной стороны станины и жестко прикрепленный к ней, и подвижный нож для взаимодействия с неподвижным ножом, средства для для направления подвижного лезвия и для регулировки его траектории движения относительно неподвижного лезвия, причем указанное направляющее средство содержит в сочетании опорный элемент на каждом конце подвижного лезвия, пару направляющих элементов, каждый из которых имеет канавку, приспособленную для скользящего приема одного из указанных опорных элементов, причем указанные канавки наклонены относительно боковых краев элементов, неподвижные элементы на каждом конце станины образованы каналами, предназначенными для приема указанных направляющих элементов и наклонены по отношению к станине так, чтобы удерживать элементы в положения таким образом, чтобы канавки в нем были по существу перпендикулярны станине, кронштейны были жесткими с указанными неподвижными элементами и располагались так, чтобы проходить над концами каналов, и регулировочные винты, проходящие через вставлены в указанные скобы и взаимодействуют соответственно с противоположными концами направляющих элементов, при этом указанные регулировочные винты предназначены для перемещения элементов и удержания их в выбранных положениях в каналах, наклон каналов действует для компенсации изменений толщины либо лезвия без изменения нормального направления движения подвижного лезвия по отношению к неподвижному лезвию.
2. В строгальных ножницах, имеющих плоскую опорную станину, неподвижный нож, проходящий вдоль одной стороны станины и жестко прикрепленный к ней, и подвижный нож для взаимодействия с неподвижным ножом, средства для направления подвижного ножа и для регулируя траекторию своего движения относительно неподвижной лопасти, причем указанное направляющее средство содержит опорный элемент на каждом конце подвижной лопасти, пару направляющих элементов, каждый из которых имеет канавку, приспособленную для приема с возможностью скольжения одного из указанных опорных элементов, причем указанные канавки представляют собой наклонены по отношению к боковым кромкам элементов, неподвижные элементы на каждом конце станины образованы каналами, приспособленными для размещения указанных направляющих элементов, и наклонены по отношению к станине так, чтобы удерживать элементы в таком положении, чтобы канавки в них были по существу перпендикулярно станине, и средство для регулировки указанных направляющих элементов вдоль указанных каналов, при этом наклон каналов служит для определения относительного положения режущих лезвий в плоскости станины без изменения направления движения подвижного лезвия.
3. Комбинация ножниц для распрямления с опорной рамой, плоской станиной, закрепленной на раме, неподвижным лезвием, установленным с одной стороны станины, и вторым лезвием, приспособленным для взаимодействия с неподвижным лезвием при выполнении стрижки. и возвратно-поступательная опора для второй лопасти средства для направления опоры для возвратно-поступательного движения по траектории, по существу, перпендикулярной станине, при этом вторая лопасть может перемещаться в рабочее положение по отношению к неподвижной лопасти, при этом указанное направляющее средство включает опорные элементы на опоре, стационарные направляющие элементы на раме, имеющие образованные в них направляющие для зацепления с указанными опорными элементами, и средства, предназначенные для смещения указанных направляющих элементов поперек пути возвратно-поступательного движения опоры для регулировки относительного положения лезвий для надлежащего срезающего действия.
4. Направляющие средства для подвижной опоры лезвия строгальных ножниц, содержащие в сочетании несущие элементы на противоположных концах опоры, направляющие элементы, обеспечивающие пути, приспособленные для взаимодействия с указанными опорными элементами для направления опоры при ее рабочих движениях, стационарные элементы, имеющие каналы для приема указанных направляющих элементов, и регулировочные винты, закрепленные на указанных неподвижных элементах на противоположных концах каналов, взаимодействующих с направляющими элементами для определения положения последних в каналах, при этом указанные каналы наклонены под углом к направляющим обеспечиваемой направляющими элементами для выполнения регулировки направляющих элементов и опоры поперек траектории рабочего движения опоры при смещении направляющих элементов по каналам.
5. Направляющее средство для подвижной опоры лезвия строгальных ножниц, содержащее в сочетании разнесенные несущие элементы, жесткие с опорой, как правило, прямоугольные направляющие элементы, имеющие канавки, приспособленные для приема с возможностью скольжения упомянутых несущих элементов для направления опоры в ее движениях, стационарные элементы, выполненные с каналами, размеры которых позволяют принимать указанные направляющие элементы с возможностью скольжения, средства, предназначенные для перемещения указанных направляющих элементов в выбранные положения в каналах, при этом стенки указанных каналов и взаимодействующие стороны указанных направляющих элементов наклонены относительно указанных канавок, посредством чего позиционирование направляющие элементы в канале предназначены для выбора плоскости, в которой опора приспособлена для перемещения, и средства удержания направляющих элементов в отрегулированном положении.
6. Направляющие средства для подвижной опоры лезвия строгальных ножниц, содержащие в сочетании несущие элементы на противоположных концах опоры, направляющие элементы, обеспечивающие пути, приспособленные для взаимодействия с указанными опорными элементами для направления опоры при ее рабочих движениях, стационарные элементы, имеющие каналы для приема указанных направляющих элементов, при этом каналы в указанных элементах наклонены под углом к путям, обеспечиваемым направляющими элементами, посредством чего смещение направляющих элементов вдоль указанных каналов является эффективным для регулирования положения опоры поперек ее рабочего пути. движение и средство для удерживания указанных направляющих элементов в отрегулированном положении.
движение и средство для удерживания указанных направляющих элементов в отрегулированном положении.
7. Направляющее средство для подвижной опоры ножевого ножа, имеющее удлиненный жесткий несущий элемент на одном конце, причем указанное направляющее средство включает в себя, как правило, прямоугольный направляющий элемент с пазами на одной поверхности для приема несущего элемента с возможностью скольжения, средства, поддерживающие указанный направляющий элемент для регулировки поперек траектории движения опоры, содержащей неподвижный элемент, имеющий канал, размер которого соответствует пазу в направляющем элементе, причем указанный канал наклонен по отношению к канавке в направляющем элементе, при этом плоскость, в которой движется нож, может регулироваться путем смещения направляющий элемент вдоль канала и средство, предназначенное для перемещения указанного направляющего элемента в любое выбранное положение в канале.
8. В ножницах для обрезки бруса, имеющих опорную станину, неподвижный нож, проходящий вдоль одной стороны станины и жестко прикрепленный к нему, и подвижный нож, приспособленный для взаимодействия с неподвижным ножом, средства для направления подвижного ножа, включая подшипник элементы на каждом конце лезвия, пару направляющих элементов, каждый из которых S5 имеет канавку, предназначенную для размещения с возможностью скольжения одного из указанных подшипниковых элементов, неподвижные элементы на каждом конце станины, выполненные с каналами, приспособленными для приема указанных направляющих элементов, средства регулировки, действующие для смещать указанные направляющие элементы к указанным опорным элементам для компенсации износа, и средства удержания направляющих элементов в отрегулированном положении.
9. Направляющие средства для опоры лезвия возвратно-поступательного сдвига, имеющие жесткий опорный элемент на одном конце, указанные направляющие средства включают, как правило, прямоугольный направляющий элемент с канавками на одной поверхности для приема опорного элемента с возможностью скольжения, средства, поддерживающие указанный направляющий элемент для регулировки в поперечном направлении. траектории движения опоры, содержащей неподвижный элемент, имеющий канал, размеры которого позволяют принимать направляющий элемент, при этом указанный канал наклонен по отношению к канавке в направляющем элементе, благодаря чему траектория возвратно-поступательного движения опоры может смещаться при перемещении направляющего элемента вдоль канала, средства, предназначенные для перемещения указанного направляющего элемента в любое выбранное положение вдоль указанного канала, другие средства, действующие для смещения указанного направляющего элемента наружу из канала, чтобы компенсировать износ взаимодействующих частей, и средства блокировки для удерживания указанного направляющего элемента в заданном положении.