Кровельные станки фальцепрокатные: Кровельный станок для производства фальцевой кровли
alexxlab | 16.03.2020 | 0 | Разное
Кровельный станок для производства фальцевой кровли
Для изготовления фальцевых панелей используется кровельный фальцепрокатный станок. Компания «МОБИПРОФ» продает широкий перечень оборудования для кровли. Организуется их доставка по всей России.
В основе конструкции кровельного фальцевого станка лежит современная рулонная технология. Можно производить панели как с одинарным, так и с двойным стоячим фальцем прямой и трапециевидной формы. Компактный размер и небольшой вес позволяет использовать такое кровельное фальцепрокатное оборудование непосредственно на крыше здания.
История применения фальцепрокатного кровельного станка
Компания «МОБИПРОФ» разработала, запатентовала и наладила серийный выпуск универсального мобильного фальцепрокатного оборудования для кровельных работ. Понятие «рулонная фальцевая кровля с двойным стоячим фальцем» ввели в оборот именно мы — это было сделано при производстве кровельных станков серии СФП.
В конструкцию своего фальцепрокатного станка для кровли компания постоянно вносит технические дополнения и изменения с учетом требований рынка и собственного опыта. Уникальное сочетание возможностей производства и эксплуатации дает нам неоспоримое преимущество: более 2000 строительных предприятий РФ и СНГ применяют оборудование для фальцевой кровли нашего производства.
Например, кровельное оборудование СФП-700 задействовалось при производстве и монтаже кровли многих известных зданий столицы, включая здание Мосгордумы, Манежа, «Атриума», посольства Армении и Великобритании, дебаркадера Киевского вокзала, гостиницы «Арарат Парк Хаятт» и т. д.
Особенности станка для фальцевой кровли «МОБИПРОФ»
Характерная особенность нашего кровельного агрегата — универсальность и мобильность. То есть панель-картины можно создавать непосредственно на объекте.
Мы уверены в превосходных эксплуатационных характеристиках своей фальцепрокатной продукции и в высоком качестве фальцевого соединения медных или стальных листов, поэтому предоставляем двухгодичную гарантию на всю номенклатуру кровельных станков. Цену фальцепрокатного станка для кровли Вы можете узнать у наших консультантов, позвонив по телефону горячей линии.
Преимущества наших станков для производства фальцевой кровли:
- минимальный рабочий шум;
- повышенная производительность;
- экономное расходование материала;
- малое потребление электроэнергии;
- низкая себестоимость качественного профиля;
- возможность применения при работе с металлическими листами, с полимерным покрытием;
- возможность использования оцинкованной стали или другого металла при изготовлении панелей-картин;
- простая и надежная конструкция;
- система предотвращения неполадок и защиты обслуживающего персонала от травм.


Модификации станков для изготовления фальцевой кровли
В настоящее время мы производим широкий спектр моделей кровельного фальцепрокатного оборудования по доступной цене:
- СФП-700 — удобен при частых перевозках. Востребован в случаях, когда нужна компактность и мобильность;
|
Ширина заготовки, мм |
Толщина заготовки, мм |
Высота фальца, мм |
Скорость проката, м/мин |
Потребляемая мощность, кВт |
Размеры, ДхШхВ, мм |
Масса, кг |
| 250 – 700 | 0,45 – 0,7 | 25 | 6,5 | 0,75 | 1450х870х830 | 140 |
- СФПР — оборудован системой бесступенчатой регулировки ширины металлического листа.

|
Ширина заготовки, мм |
Толщина заготовки, мм |
Высота фальца, мм |
Скорость проката, м/мин |
Потребляемая мощность, кВт |
Размеры, ДхШхВ, мм |
Масса, кг |
| 320 – 700 | 0,45 – 0,7 | 25 | 7 | 0,75 | 1450х960х750 | 150 |
- СФПР-АСУ — следует купить для серийного изготовления панель-картин для фальцевой кровли;
|
Ширина заготовки, мм |
Толщина заготовки, мм |
Высота фальца, мм |
Скорость проката, м/мин |
Потребляемая мощность, кВт |
Размеры, ДхШхВ, мм |
Масса, кг |
| 250 – 700 | 0,45 – 0,6 | 25 | 5 | 0,75 | 1600х1170х890 | 250 |
- СФП-1250 — используется для получения панель-картин шириной до 1250 мм, востребованных при возведении мобильных зданий и ангаров;
|
Ширина заготовки, мм |
Толщина заготовки, мм |
Высота фальца, мм |
Скорость проката, м/мин |
Потребляемая мощность, кВт |
Размеры, ДхШхВ, мм |
Масса, кг |
| 1250 | 0,45 – 0,7 | 25 | 6,5 | 0,75 | 1450х1430х830 | 250 |
- СФПЗ — желательно купить для создания панелей, оснащенных одинарным самозащелкивающимся фальцем.

|
Ширина заготовки, мм |
Толщина заготовки, мм |
Высота фальца, мм |
Скорость проката, м/мин |
Потребляемая мощность, кВт |
Размеры, ДхШхВ, мм | Масса, кг |
| 250 – 625 | 0,45 – 0,7 | 32 | 6,5 | 1,5 | 2350х870х830 | 310 |
Дополнительными доводами для покупки станка для фальцевой кровли и другого фальцепрокатного кровельного оборудования от компании «МОБИПРОФ» является двухлетняя гарантия, доступная цена, бессрочная сервисная поддержка на весь срок службы оборудования и наличие ряда дополнительных услуг.
Кровельный фальцепрокатный станок ТМ-3 | “Кровля”, ЗАО, Киров
Нас спрашивают:
Какой максимальной длины можно прокатать кровельную панель?
Длина ската крыши редко превышает 20 метров. Наши станки могут прокатывать и более длинные листы. Главное правильно установить станок, чтобы было удобно переносить прокатанные панели к месту монтажа.
Можно ли по рулонной технологии делать кровли арочного типа?
Да, конечно. Кровельные панели, которые прокатывает фальцепрокатный станок, легко принимают арочную форму без дополнительных приспособлений проката. Никаких специальных станков и приспособлений не требуется.
Просто укладываем кровельные панели, прокатанные на станке, на арочную обрешетку. Радиус арки – от 5 метров. Стоячий фальц закрывается стандартным инструментом закрытия фальца.
Почему на некоторых кровлях нет сосулек, а на других кровлях они висят длиной более метра.

Кроме правильного устройства самой кровли необходимо ответственно подойти к устройству подкровельного пространства с выполнением таких элементов, которые в советские времена просто не делались. И которые давно считаются нормой в Европе.
На фото: вид карниза правильно выполненной крыши производственного здания.
Снег на крыше есть, а сосулек нет.
Справочная информация об организационно – технических мероприятиях, исключающих появление сосулек, прикладывается в комплект технической документации на кровельный станок ТМ-3.
Можно ли выполнять кровельные работы зимой?
Да. До –10 –15 градусов металл сохраняет пластичность, позволяющую прокатать кровельную панель и закрыть фальц. Но для самых низких температур лучше заказать сталь с гарантированными параметрами пластичности. Это сталь типа ХП (холодное профилирование), ГОСТ 14918-80.
Ранее наш станок дополнительно мог комплектоваться устройством усиления тяги для проката заиндевелых и обледенелых сталей. Сейчас это устройство встроено в станок постоянно, что гарантирует уверенную работу станка в зимних условиях.
Сейчас это устройство встроено в станок постоянно, что гарантирует уверенную работу станка в зимних условиях.
Зачем резать оцинковку для станка на малые рулоны весом 350 – 400 кг.
Причин несколько:
1. Рулон именно такого веса двое рабочих могут уверенно установить вручную на малый напольный разматыватель. С рулонами весом более 500 кг работать тяжело и неудобно.
2. Выгоднее всего станок максимально приблизить к месту кровельных работ, то есть поставить на чердак или даже на временную площадку на крыше. Но любые чердачные перекрытия просто НЕ ВЫДЕРЖАТ нагрузку от рулона весом в несколько тонн.
Как часто для кровель применяется сталь толщиной 0.7 мм?
Очень редко. Дело в том, что сталь толщиной 0.7мм не имеет никаких преимуществ перед сталью 0.5мм.
Жёсткость стали практически одинаковая, поэтому шаг обрешетки будет такой же. В случае повреждения наружного защитного слоя процесс ржавления идёт со скоростью 0. 05 – 0.2 мм в год, поэтому и тут разница непринципиальная.
05 – 0.2 мм в год, поэтому и тут разница непринципиальная.
А вот работать кровельщикам со сталью 0.7 гораздо труднее. Поэтому в странах Европы в основном применяется кровельная сталь толщиной 0.5 мм.
Наш фальцепрокатный станок сделан с запасом и по мощности двигателя и по прочности основных узлов, поэтому при прокате стали 0.7 мм не возникает никаких проблем.
Более того, как то по ошибке, при прокате мерных листов длиной 2.5 м. в станок вставили сразу 2 слипшихся листа. И станок прокатал металл общей толщиной 1.0 мм. Рабочих, конечно наругали, но…… Со станком ничего не случилось. Прочность и надёжность всех узлов оказалась очень высокой.
Какая комплектация фальцепрокатного станка рекомендуется для начала?
Минимально необходимо:
1. фальцепрокатный станок ТМ-3
2. малый напольный разматыватель .
3. инструмент закрытия фальца.
Этот минимум годится, в основном, для простых кровель, для объектов типа «склад».
4.Дополнительное устройство проката ребер «трапеция» или «полукруг».
Добавляется в станок для получения более красивого внешнего вида кровельных панелей и всей кровли. Кровли жилых домов, офисных зданий, торговых комплексов и т.д. смотрятся значительно лучше.
Прокат таких ребер также повышает жесткость кровельного покрытия вцелом, что снижает хлопанье листов кровельной стали при боковом ветре.
Комплектацию фальцепрокатного станка дополнительным устройством проката ребер мы считаем стандартной и рекомендуем всем для первоначального приобретения.
5. устройство усиления тяги для проката скользких (заиндевелых) сталей и проката металла толщиной 0.7 мм
6. поперечный отрезной нож резки перед профилированием.
Применение его рекомендуем при больших объёмах работы. Всегда можно докупить позднее, дополнительно.
Что делать, когда нет возможности приобрести оцинковку, нарезанную в рулоны весом 400 – 500 кг шириной 625 мм?
Если в вашем регионе приобрести металл и сразу заказать резку у поставщика не удаётся – смело ищите в интернете. Смотрите торгующие организации в соседних регионах.
Смотрите торгующие организации в соседних регионах.
Ищите настойчиво. Сейчас большинство крупных поставщиков могут сами недорого произвести резку металла и доставить его в ваш город.
Но что делать, если вы находитесь в совсем отдалённом районе, за тысячи километров, и малые рулоны туда везти очень неудобно и дорого?
Выход только один – приобрести линию резки металла.
Но здесь есть один неприятный момент.
Большинство линий резки металла изготавливаются в стационарном варианте. Они широкоуниверсальны и высокопроизводительны, и поэтому достаточно дороги.
Кроме этого для них требуется специальное помещение с кранбалкой.
Но ведь для фальцевой кровли надо производить резку небольших объёмов металла. Обычно не больше 1 – 2 рулона в месяц.
И покупать дорогое оборудование накладно. Да и в основном оно будет простаивать, занимая производственные помещения.
А есть ли линии резки металла специально для фальцепрокатных станков?
Да, есть.
Линия резки металла ЛПРМ специально сконструирована для резки тяжёлых рулонов весом до 8 тн на рулоны шириной 625 +- 0.1 мм и весом 400 – 500 кг.
В состав линии входят:
- самоподъёмный разматыватель, г/п 5 – 8 тонн.
- станок продольной резки ДН-3 (дисковые ножницы)
- наматыватель с ручным приводом, г/ до 2 тн.
Очень надёжна в работе. В нашей организации такая линия работает и зимой и летом под открытым небом более 12 лет.
Это самая удобная и самая дешевая линия продольной резки рулонного металла.
Производительность резки – 8 тонн в смену (1 тонна в час).
Небольшой видеоролик о резке металла на линии ЛПРМ:
Наши станки обеспечивают
ПОЛНЫЙ ЦИКЛ: и резку металла и монтаж самой кровли.
Достаточно только закупить рулонный металл.
Имеются ещё вопросы?
Пишите к нам по электронной почте: [email protected]
Мы также ответим на Ваши вопросы по телефону: 8 (8332) 47-67-07
СФПЗ фальцепрокатный станок для производства фальцевой кровли
Фирменная гарантия
по всей России 1 год
Металлические
шестерни
Европейские
стандарты производства
Технические характеристики
| Модель | СФПЗ |
| Ширина обрабатываемого материала, мм | 250 – 625 |
| Толщина обрабатываемого материала, мм | 0,5 – 0,6 |
| Высота фальца, мм | 25 |
| Скорость проката, м/мин | 6 |
| Потребляемая мощность, кВт | 0,75 |
| Напряжение питания, В | 380 |
| Размеры, ДхШхВ, мм | 2100х870х830 |
| Масса, кг | 310 |
Обзор станка
Калибрующие ролики на выходе профиля обеспечивают высокое качество кровельной панели. |
Регулировка степени зажима фальца позволяет осуществлять подстройку под металл разного типа и толщины. |
На станке осуществляется пробивка отверстий для скрытого крепления кровельной картины. |
Для соединения кровельных панелей герметичным замковым соединением достаточно нажатия. |
Кровельная фальц машина СФПЗ производит панели для фальцевой кровли с самозащёлкивающимся фальцем. Станок работает со всеми типами кровельных покрытий: сталь (в том числе с полимерным покрытием), медь (в том числе патинированная), алюминий, цинк, алюцинк, цинк-титан. Материал может быть как в рулонах, так и листах. Станок для производства кровельных материалов позволяет производить кровельные панели любой длины в производственном цехе или на стройплощадке.
Отличительные особенности самозащёлкивающегося фальца – простой и быстрый монтаж кровельной панели без применения специального инструмента, скрытая система крепления, учёт теплового расширения материала. Уклон крыши должен быть не менне 15°.
Уклон крыши должен быть не менне 15°.
Преимущества фальц машины СФПЗ:
- оптимизированная конфигурация профилировочных роликов для качественного проката всех типов металла с полимерным покрытием;
- оборудование для кровельных материалов подходит для использования как в цеху, так и на стройплощадке;
- изготавливает кровельные панель-картины прямой и трапециевидной формы;
- возможна установка дополнительных роликов для проката рёбер жёсткости на плоскости кровельной панели;
- высокое качество получаемых изделий благодаря использованию 11-ти клетевой конструкции;
- наличие калибрующих роликов для тонкой настройки на нужный тип металла;
- один год гарантии и бессрочная сервисная поддержка российского производителя.
Сохранить в соцсетях
Видео
 youtube.com/embed/eZ80S5DztSs” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/eZ80S5DztSs” frameborder=”0″ allowfullscreen=””>Комплектация
Базовая комплектация:
- Станок Мобипроф СФПЗ
- Разматыватель рулона на 500 кг
Опции:
- Дисковый нож для поперечной резки заготовки перед профилированием
- Частотный преобразователь для работы в однофазной сети 220 В и регулировки скорости проката
- Комплект профилировочных роликов для проката рёбер жёсткости “полукруг” или “трапеция”
Отзывы и вопросы
Оставьте отзыв или задайте вопросbd65c876a2f2e7d8a87f54444036694c
2438
На Ваши вопросы отвечает
Технический директор Тапко-М
Александр Куликов
Сохранить в соцсетях
Фальцепрокатный станок, фальцевый станок ПРК, рамка Бора,
ГК «БОРА» производит технику для обустройства фальцевой кровли – надежную, мобильную, высокопроизводительную. В перечне нашей продукции – фальцепрокатный станок и иное оборудование, необходимое для подготовки кровельных металлических “картин” различной конфигурации и формата.
В перечне нашей продукции – фальцепрокатный станок и иное оборудование, необходимое для подготовки кровельных металлических “картин” различной конфигурации и формата.
Кровельный станок производства «БОРА» используется для формирования металлических панелей для монтажа фальцевой кровли с соединением кровельных картин двойным стоячим фальцем. Любое фальцепрокатное оборудование производства «БОРА» пригодно для обработки листового металла различных физико-технических характеристик. Толщина мет. листа находится в диапазоне 0,45-07 мм.
Особенности фальцепрокатного оборудования «БОРА»:
– наличие подвижной каретки допускает быструю переналадку фальцепрокатного станка на иную ширину картины;
– все оборудование пригодно для выпуска кровельных панелей различных геометрических форм;
– кровельные станки оперативно перенастраиваются на работу с металлом иной толщины листа;
– в конструкцию кровельных станков включается валковые разматыватели и клети накатки жесткости;
– валки станков имеют гальваническую защиту от ржавчины.
По желанию заказчика возможно дополнительное включение в комплектацию механического счетчика длины и отрезного дискового ножа.
Мобильный фальцепрокатный станок
Станок кс-700 – универсальный вариант современной фальцепрокатной техники, высокопроизводительной, эффективной и надежной. С равным успехом работа такой техники может быть налажена в производственном цеху или прямо на строящемся объекте: высокая мобильность при хорошей производительности является одним из плюсов данной модели. С его помощью из рулонной стали можно изготовить кровельные картины любой требуемой длины.
В качестве материала может браться оцинкованная сталь 0,45-07 мм, сталь с защитным полимерным покрытием, кровельный цинк-титан и алюминий, медный лист, кровельный цинк.
В числе преимуществ фальцепрокатных станков модели кс-700 – возможность оперативно и плавно регулировать ширину производимой кровельной картины в диапазоне ширины исходной ленты 250 – 700 мм.
Характеристика кровельного станка кс-700:
– установлено 6 профилировочных клетей – тем самым обеспечивается лучшее качество проката;
– станок имеет разборную конструкцию и может быть собран и установлен на любой рабочей площадке, чердаке, непосредственно на кровле;
– возможна бесступенчатая регулировка ширины обрабатываемого металла в диапазоне от 250 до 700 мм;
– могут изготавливаться панели различных форм: прямоугольные, форма трапеции, кроме того – односторонние картины.
Кровельные панели требуемой длины могут производиться рядом с местом проведения строительства – это позволяет избежать расходов на их складирование и перевозку, исключается риск их деформации в процессе транспортировки. При производстве картин рядом с местом кровельных работ, длина изготовленной кровельной панели может быть равна длине кровельного ската. Конструкция, в которой будут отсутствовать поперечные швы, будет практически герметичной.
Конструкция, в которой будут отсутствовать поперечные швы, будет практически герметичной.
Для работы на кровле: кровельная рамка Бора
Помимо сложного фальцепрокатного оборудования, наша компания производит ручной инструмент для кровельщиков, удобный для работы непосредственно на скатах.
Рамка кровельная Бора – простой и надежный инструмент для закрытия стоячего двойного фальца, может без ограничений использоваться для обжима фальца на кровельных картинах, изготовленных из кровельной меди, алюминия, цинка, оцинкованной стали и стали с полимерным покрытием (при толщине металлического листа до 0,7 мм).
С кровельной ручной рамкой Бора кровельщик может обработать за час до 50 погонных метров картин.
Станок ПРК для раскроя клиновых кровельных картин
поможет кровельщику оперативно изготовить клиновые кровельные панели сложной формы и раскроить из листа криволинейные заготовки по предварительной разметке.
Диапазон толщин исходного металла 0,4- 0,8 мм. Ширина листа до 1250 мм.
При определенных навыках оператора возможен фигурный раскрой листового металла.
Использование любого кровельного оборудования от ГК «БОРА» – кровельных станков и рамок – гарантируется формовку герметичных фальцев требуемых параметров и конфигурации, лишенных заломов и т.п. дефектов.
Всем заинтересованным клиентам специалисты ГК «БОРА» помогут определиться с выбором комплектации фальцепрокатных станков, в зависимости от конкретных потребностей производства.
Станки для фальцевой кровли. Качественное оборудование
Производство фальцевой кровли тяжело представить без такого надёжного и долговечного оборудования, как кровельный станок. В каталоге нашего сайта представлено множество моделей данной техники.
Metal Master СФПЗ – отличная кровельная машина позволяющая создавать фальцевую кровлю с самозащёлкивающимся фальцем. Рассматриваемая техника подходит для обработки всех типов кровельных покрытий: сталь (в т.ч. и с полимерным покрытием), медь, цинк, алюцинк. Обрабатываемый материал может быть как в рулонах, так и листах.
Рассматриваемая техника подходит для обработки всех типов кровельных покрытий: сталь (в т.ч. и с полимерным покрытием), медь, цинк, алюцинк. Обрабатываемый материал может быть как в рулонах, так и листах.
Данное оборудование может применяться, как на предприятии, так и на стройплощадке.
Самозащёлкивающийся фальц позволяет выполнять быстрый и в тоже время простой монтаж кровельной панели. При этом не требуется специальный инструмент.
Metal Master СФП-1250 – оборудование предназначенное для создания кровельных панелей с двойным стоячим фальцем. Осуществляется обработка металлической полосы ширина которой должна составлять 1250 мм.
Благодаря оптимизированной конфигурации профилировочных роликов вы гарантированно получите профиль отличного качества без каких-либо дефектов. Станок является оптимальным технологическим решением, как для работы в условиях небольшой ремонтной мастерской, так и для выполнения требуемых операций на строительной площадке.
Из преимуществ данной техники можно выделить следующие:
- На выходе вы гарантированно получите изделия отличного качества. Оптимизированная 6-ти клетьевая конструкция;
- В случае необходимости вы можете выполнить установку дополнительных роликов для проката рёбер жёсткости на плоскости кровельной панели. Это позволит существенно повысить функциональные возможности данного оборудования.
Цеховой станок Metal Master СФПР– качественное оборудование с быстрой бесступенчатой регулировкой ширины обрабатываемой заготовки (допустимые пределы от 320 мм до 720 мм). Благодаря вращению рукоятки выполняется синхронное перемещение подвижных кареток с профилировочными роликами. На выходе вы получаете профиль высочайшего качества.
Metal Master СФП-700 компакт – мобильное оборудование позволяющее создавать панели для фальцевой кровли с двойным стоячим фальцем. Компактные размеры и превосходное качество изготавливаемого профиля – вот несомненные преимущества рассматриваемого станка.
Данная техника будет превосходным решением, если часто требуется совершать переезды с одного производственного объекта на другой. В случае необходимости вы можете выполнить установку дополнительных роликов для проката рёбер жёсткости.
Купить кровельные станки по выгодной цене вы можете позвонив по номеру, который указан на сайте.
Компания Metal Master – надёжный поставщик металлообрабатывающей техники!
Сотрудничество с компанией Metal Master позволит вам приобрести качественное металлообрабатывающее оборудование по выгодной цене. За время своей работы мы получили значительное количество положительных отзывов от довольных клиентов, а это значит, что сумели подобрать отличное оборудование, которое стало превосходным производственным решением для многих предприятий.
Наличие демо-зала позволяет протестировать станок в работе перед его приобретением. Вы на 100% можете быть уверенными в том, что покупаете надёжную технику, способную с лёгкостью справиться с возложенными на неё задачами.
Фальцепрокатный кровельный станок (АРЕНДА/СУТКИ) | «ВСТ» Вологда
Описание
Фальцепрокатный кровельный станок СФП-700 – служит для производства панелей фальцевой кровли на месте монтажа. Производимые панели могут быть как с одинарным, так и с двойным стоячим фальцем прямой и трапециевидной формы. Регулировка ширины панели производится ступенчато посредством перемещения профилировочных роликов. Производимые панели-картины могут быть различной длины, и прокатываются за один проход.
Благодаря малому весу и не большим размерам фальцепрокатный станок СФП 700 можно использовать на месте монтажа (крыша, чердак). Это уменьшает затраты на хранение, перевозку и подъем панелей на крышу, а также исключает их повреждение, что повышает качественные характеристики и внешний вид кровли.
Станок работает со всеми типами кровельного металла сталь в т. ч. с полимерным покрытием; медь в т. ч. патинированная; алюминий; цинк-титан) в рулонах и листах. Шесть рабочих клетей с оптимизированной конфигурацией профилировочных роликов в сочетании с последней правильной клетью обеспечивает высокое качество получаемых кровельных панелей.
При работе на стройплощадке кровельный станок СФП-700 обслуживает до двух бригад одновременно. Для удобства транспортировки и перемещения на объекте верхний профилировочный блок легко демонтируется с рамы. Для обеспечения безопасности кровельщика и защиты профилировочного механизма станок комплектуется защитным кожухом.
|
Ширина обрабатываемого металла, мм |
250 – 700 |
|
Толщина обрабатываемого металла, мм |
0,45 – 0,7 |
|
Высота фальца, мм |
25 |
|
Скорость проката, м/мин |
6,5 |
|
Потребляемая мощность, кВт |
0,75 |
|
Размеры, ДхШхВ, мм |
1350х870х780 |
|
Масса, кг |
180 |
ФAЛЬЦЕПPOКAТНЫЕ СТAНКИ : Фальцепрокатный станок Ф3
Фальцепрокатный станок предназначен для изготовления картин двойного стоячего фальца, из заготовок шириной 250-700мм, методом прокатки. Основным преимуществом данного фальцепрокатного станка для кровли является возможность упрощенной смены ширины кровельных картин при переналадке. Для изменения ширины картины достаточно вручную прокрутить предназначенный для этого регулировочный винт. Процесс переналадки фальцепрокатного станка под прокатку кровельных картин другой ширины занимает от 1 до 3 минут. Это экономит время при монтаже и соответственно снижает себестоимость изготавливаемых кровельных картин. По требованию заказчика кровельный фальцепрокатный станок может оснащаться дополнительными клетями с прокатными роликами, которые дают возможность прокатывать ребра жесткости, радиусные картины и т.д.
Основным преимуществом данного фальцепрокатного станка для кровли является возможность упрощенной смены ширины кровельных картин при переналадке. Для изменения ширины картины достаточно вручную прокрутить предназначенный для этого регулировочный винт. Процесс переналадки фальцепрокатного станка под прокатку кровельных картин другой ширины занимает от 1 до 3 минут. Это экономит время при монтаже и соответственно снижает себестоимость изготавливаемых кровельных картин. По требованию заказчика кровельный фальцепрокатный станок может оснащаться дополнительными клетями с прокатными роликами, которые дают возможность прокатывать ребра жесткости, радиусные картины и т.д.
Технические характеристики
Ширина обрабатываемого материала – 250–700мм
Максимальная толщина обрабатываемой стали – 0,8мм
Максимальная толщина обрабатываемого алюминия – 1,5мм
Высота фальца – 25мм
Скорость проката – 6м/мин
Потребляемая мощность – 0,55кВт
Напряжение питания – 380В
Особенности конструкции станка
• для точности изготовления картин добавлены дополнительные клети;
• простая регулировка ширины картины;
• минимальные габариты станка позволяют использовать его в стесненных условиях стройплощадок, чердаков или непосредственно на кровле;
• простота обслуживания;
• возможность обслуживания до двух бригад кровельщиков;
• надежность.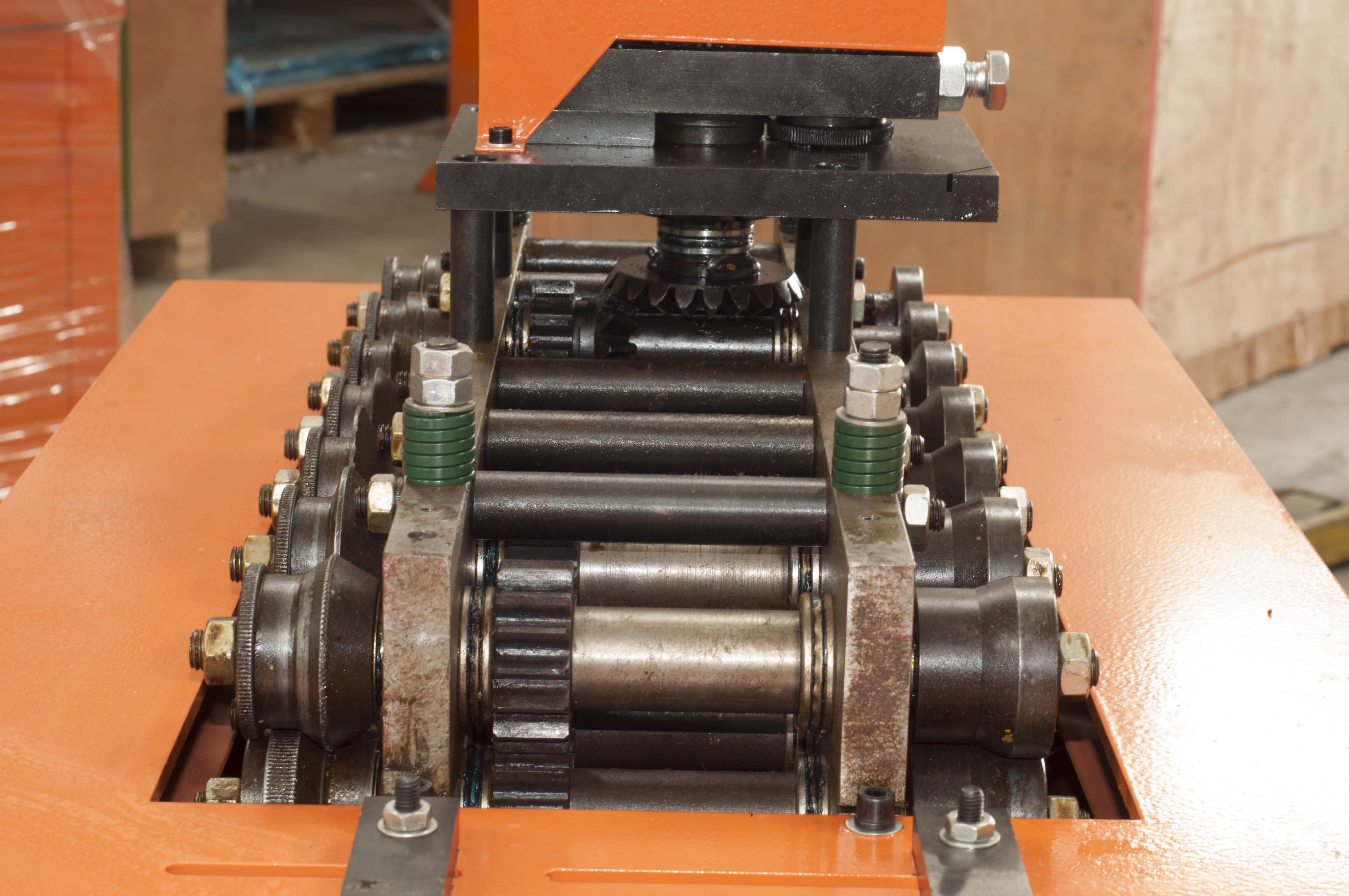
Фальцепрокатный кровельный станок может дополнительно комплектоваться устройством для прокатки ребер жесткости на кровельных картинах, устройством для прокатки радиусных картин, размотчиком рулонного металла до 500 кг.
Обзор 6 лучших производителей профилегибок для переносных кровельных панелей
Вы хотите приобрести новый переносной станок для производства кровельных панелей, но не знаете ни одной компании, производящей такое оборудование? Или вы взвешиваете свои варианты и смотрите, какие компании предлагают сопоставимые машины?Если вы подрядчик по кровельным работам или поставщик кровельных панелей, ваш бизнес зависит от портативной профилегибочной машины, которая производит металлические кровельные панели высочайшего качества, которые можно предложить вашим клиентам.Если вы в конечном итоге выберете не тот аппарат, вы рискуете потерять клиентов и негативно повлиять на вашу компанию.
С 1991 года New Tech Machinery (NTM) помогает подрядчикам и поставщикам панелей по всему миру получать больший контроль над своими проектами и прибылью, производя лучшие в мире портативные профилегибочные машины, в том числе различные портативные машины для производства кровельных панелей. Несмотря на то, что мы гордимся тем, что предоставляем оборудование, которое является универсальным и подходит практически для всех применений для металлических крыш, мы также понимаем, что вы можете рассмотреть всех различных производителей портативных машин для производства кровельных панелей, у которых можно купить их.Кроме того, мы все время получаем общий вопрос: « Если я не выберу машину New Tech Machinery, каких других производителей вы бы порекомендовали? ”
Несмотря на то, что мы гордимся тем, что предоставляем оборудование, которое является универсальным и подходит практически для всех применений для металлических крыш, мы также понимаем, что вы можете рассмотреть всех различных производителей портативных машин для производства кровельных панелей, у которых можно купить их.Кроме того, мы все время получаем общий вопрос: « Если я не выберу машину New Tech Machinery, каких других производителей вы бы порекомендовали? ”
Мы верим в силу информированного и образованного потребителя при выборе и покупке вашего портативного профилегибочного станка, поэтому мы собрали коллекцию одних из лучших мировых производителей профилировочных панелей.
# 1: Группа БрэдбериШтаб-квартира: Маундридж, Канзас
О компании: Группа производственных компаний Bradbury Group, основанная в 1959 году, является производителем металлообрабатывающего оборудования для клиентов по всему миру. Сегодня производственные линии Bradbury включают вальцовочные станки, прецизионные роликовые правильные машины, машины для резки по длине, оборудование для обрезки зданий, производственные линии для обработки рулонов и автоматизированные производственные системы. Bradbury Group управляет многочисленными офисами по всему миру, включая Северную Америку, Южную Америку, Азию, Австралию и многие другие.
Сегодня производственные линии Bradbury включают вальцовочные станки, прецизионные роликовые правильные машины, машины для резки по длине, оборудование для обрезки зданий, производственные линии для обработки рулонов и автоматизированные производственные системы. Bradbury Group управляет многочисленными офисами по всему миру, включая Северную Америку, Южную Америку, Азию, Австралию и многие другие.
Выбрать товарные предложения:
- Портативные профилегибочные станки
- Заводские линии по производству стоячих швов
- Оборудование для производства металлочерепицы
- Оборудование для производства гаражных ворот
- Автоматизированные производственные системы
- Стальные каркасные системы
- Штабелирующее оборудование
# 2: Englert Inc.
Штаб-квартира: Перт Амбой, Нью-Джерси
О компании: Основанная Хербом Энглерт в 1966 году, Englert Inc. уже более 50 лет обслуживает коммерческие и жилые рынки, предлагая качественные металлические кровельные системы, водосточные системы и профилирующие машины. Englert – один из немногих производителей кровли из одного источника, имеющий собственную линию для нанесения покрытий на рулоны и предлагающий широкий спектр отделок для удовлетворения большинства проектных задач.
уже более 50 лет обслуживает коммерческие и жилые рынки, предлагая качественные металлические кровельные системы, водосточные системы и профилирующие машины. Englert – один из немногих производителей кровли из одного источника, имеющий собственную линию для нанесения покрытий на рулоны и предлагающий широкий спектр отделок для удовлетворения большинства проектных задач.
Выбрать товарные предложения:
- Профилегибочное оборудование и машины
- Станки для производства кровельных панелей – Станки для производства кровельных панелей MetalMan, различные станки для производства фиксированных панелей MetalMan
- Машины для производства водосточных желобов – Машина для производства бесшовных желобов RainPro, Машина для производства водосточных желобов MetalMan 660 6 дюймов, K-Style
- Бесшовные водосточные системы
- Металлические кровельные системы
- Металлические рулоны и листы

Штаб-квартира: Брумфилд, Колорадо
О компании: Knudson Manufacturing была основана в 1957 году Артуром Л. Кнудсоном, когда он построил свою первую портативную водосточную машину в своем подвале. Сегодня Knudson Mfg., Inc. продолжает производить высококачественное оборудование для металлических кровель и каркасов и продает его потребителям по всему миру.
Выбрать товарные предложения:
- Станки для изготовления стального каркаса – станки FRAMEMAKER®
- Станки для производства кровельных панелей – Кровельный станок KR-24, Черный кровельный станок KR-18
- Закаточное оборудование
Штаб-квартира: Чалфонт, Пенсильвания
О компании: С 1978 года Roll Former Corporation разрабатывает и производит станки для компаний, которым требуется профилирующее оборудование, включая бытовое, коммерческое / промышленное, сельскохозяйственное и обрезное / вспомогательное оборудование. Roll Former Corporation имеет линейку из более чем 20 стандартных станков, а также предлагает оборудование по индивидуальному заказу.
Roll Former Corporation имеет линейку из более чем 20 стандартных станков, а также предлагает оборудование по индивидуальному заказу.
Выбрать товарные предложения:
- Бытовая техника – VS-150, 5V-Crimp, Soffit-12 ”, разматыватели, NSP-1”
- Торговое / промышленное оборудование – 23-C, SSSP-3, PC / SS10, CBSC-15, FL105 / FL15, Plus 50
- Оборудование для обрезки / вспомогательного оборудования – перемотчики RTR, оборудование для быстрой подгибки кромки, система герметизации горячего расплава, автономная перфорационная машина, установка для продольной резки
- Столбы и каркасы / Металлические здания – Перфоратор для панелей AG – Модель APP
Штаб-квартира: Friedewald, Германия
О компании: Schlebach GmbH – ведущий производитель машин и оборудования для технологии стоячих швов. В 1979 году производственная компания Bartolosch приобрела права на Schlebach и в конечном итоге основала Schlebach-Maschinen GmbH («машины для фальцовки»). Сегодня компания насчитывает около 200 сотрудников, работающих на производственной площади более 100 000 квадратных футов в Германии.
В 1979 году производственная компания Bartolosch приобрела права на Schlebach и в конечном итоге основала Schlebach-Maschinen GmbH («машины для фальцовки»). Сегодня компания насчитывает около 200 сотрудников, работающих на производственной площади более 100 000 квадратных футов в Германии.
Выбрать товарные предложения:
- Профилирующее оборудование – MINI, Стандартные профилирующие станки, Профилирующие станки QUADPRO, Профилирующие станки MULTI
- Вырубной станок – KLS, AK-QUAD, UKST
- Фальцевально-закаточное оборудование – FK1, Универсальная закаточная машина PICCOLO, SPIDER, FLITZER
- Гибочное оборудование
- Машины для продольной резки и резки
- Кромко-зажимные станки
Штаб-квартира: Денвер, Колорадо
О компании: Zimmerman Metals, основанная Уильямом Джорджем Циммерманом в 1936 году, является частным семейным предприятием 3 поколения , которое производит и обслуживает металлообрабатывающие станки. Сегодня Zimmerman Metals – это команда из 100 человек на 10 акрах земли в магазине площадью 150 000 квадратных футов в районе Денвера.
Сегодня Zimmerman Metals – это команда из 100 человек на 10 акрах земли в магазине площадью 150 000 квадратных футов в районе Денвера.
Выбрать товарные предложения:
- Профилегибочные машины – машина для производства кровельных панелей (CRPM), машина для формовки колен ELF, машина для производства стеновых и потолочных панелей WS-100, машина для профилирования Z-панелей, машина для производства строительных кровельных панелей
- Услуги по изготовлению конструкций – Мосты, фермы, специальные здания
- Механическая обработка и обработка
Итак, теперь, когда вы знаете о некоторых из самых популярных производителей оборудования, вы можете продолжать исследования, сравнивать и сравнивать различные продукты, задавать правильные вопросы и в конечном итоге выбирать компанию, которая вам больше всего подходит.
Имейте в виду, что покупка портативного станка для производства кровельных панелей – это гораздо больше, чем просто поиск лучшей цены. Вы также захотите проверить следующие атрибуты:
- Время выполнения заказа
- Может ли производитель станков обрабатывать заказы и своевременно собирать / отгружать станки, которые подходят вам и вашему бизнесу?
- Транспортные расходы
- Каковы будут расходы на доставку, если я закажу машину?
- Доставка слишком дорога или выходит за рамки моего бюджета?
- Сервис и техническая помощь
- Есть ли специальный сервисный или технический отдел, в который я могу обратиться по любым вопросам, связанным с оборудованием, или если у меня возникнут проблемы с каким-либо оборудованием?
- Дополнительные возможности
- Предлагает ли компания, у которой вы хотите совершить покупку, надстройки (прицеп, разматыватель, подставка для барабана, блок питания и т. Д.)) что вы хотите приобрести?
- Предлагает ли компания, у которой вы хотите совершить покупку, надстройки (прицеп, разматыватель, подставка для барабана, блок питания и т.
- Машинное обучение
- Предлагаемые гарантии
- Продажи / управление счетом
- Является ли команда продаж, с которой я буду работать и покупать, надежной и отзывчивой?
 Д.)) что вы хотите приобрести?
Д.)) что вы хотите приобрести?На протяжении более 27 лет машины New Tech Machinery для производства бесшовных водосточных желобов, машины для производства металлических кровельных панелей и специализированное оборудование произвели революцию в индустрии металлоконструкций, доставив универсальные и простые в использовании профилированные изделия непосредственно на строительную площадку.Вот почему мы знаем, насколько важно для вас выбрать подходящую машину для вашего бизнеса и ваших потребностей.
Нам бы очень хотелось поговорить с вами, чтобы узнать больше о вашем бизнесе и предложить потенциальные решения!
|
| |||||||||||||||||||||||||||||||||||||||||||
| 902 902 902 902 Поставки Big Rock | ||||||||||||||||||||||||||||||||||||||||||||
 7 мм
7 мм.jpg) 95
95 95
95 95
95 95
95 ..
.. Максимальный размер изгиба стали: 22 ga.алюминий: 0,040 ″ медь: 20 унций ….
Максимальный размер изгиба стали: 22 ga.алюминий: 0,040 ″ медь: 20 унций …. Стандартный поворотный инструмент подходит для большинства распространенных панелей, включая R-панель и другие панели размером 3 и 2 дюйма. Z-образные застежки Инструменты низкого качества …
Стандартный поворотный инструмент подходит для большинства распространенных панелей, включая R-панель и другие панели размером 3 и 2 дюйма. Z-образные застежки Инструменты низкого качества … 95
95 95
95 45
45 ..
.. Две стальные пластины, армированные ребрами жесткости, неразъемно сварены вместе, образуя два складных шва для выполнения изгибов глубиной 1 дюйм (25,4 мм) и 1-1 / 2 дюйма (38,1 мм) в стали максимальной толщины 22 (0,76 мм). Рукоятка из нейлона, армированного стекловолокном, имеет конструкцию с двумя стойками, что обеспечивает долговечность, легкость и высокую прочность при работе над головой или на скамейке. Особенности: Легкая прочность …
Две стальные пластины, армированные ребрами жесткости, неразъемно сварены вместе, образуя два складных шва для выполнения изгибов глубиной 1 дюйм (25,4 мм) и 1-1 / 2 дюйма (38,1 мм) в стали максимальной толщины 22 (0,76 мм). Рукоятка из нейлона, армированного стекловолокном, имеет конструкцию с двумя стойками, что обеспечивает долговечность, легкость и высокую прочность при работе над головой или на скамейке. Особенности: Легкая прочность … 95
95 95
95 95
95 95
95 ..
.. .
.| Толщина | 0.7 мм, 0,8 мм |
| Максимальные размеры панели | 48’-0 “ |
| В центре для панели 1 “ | 16 7/8 “ |
| Шов | 1 дюйм и 1,5 дюйма |
| Радиус для панели 1 “ | Сборные выпуклые R1 48 дюймов Вогнутое поле R1 130 футов Вогнутое поле R1 30 футов Вогнутое поле R2 10 футов |
| Покрытие | 1.4 фут2 на каждый установленный |
| Вес | 1,17–1,20 фунта на фут2 установленной площади |
| Упаковка | 40 панелей QUARTZ-ZINC / ANTHRA-ZINC в ящике |
Минимальный шаг для теплой кровли | 3:12 |
Минимальный шаг для холодной кровли | 1:12 до 2:12 требуется для использования VM Delta Membrane |
Характеристики данной техники:
- Подходит для кровли
- Использует световой индикатор (0.7 мм) цинковые панели
- Требуется твердая основа и подходящий подкладочный материал
- Можно спускаться на уклон 1:12 при правильной детализации
- UL – подъем до 225 фунтов на квадратный фут *
* В зависимости от сборки и крепежа.
Проверьте основания, участки и условия на соответствие требованиям к допускам на установку, опорам металлических стеновых панелей и другим условиям, влияющим на выполнение работ. | |
Убедитесь, что основание ровное, прочное, сухое, гладкое, чистое, с уклоном для дренажа и полностью закреплено, и что были предусмотрены стенные водостоки, отливы и проходы через металлические стеновые панели. | |
| Осмотрите каркас первичной и вторичной стены, чтобы убедиться, правильно ли установлены прогоны, углы, каналы и другие опорные элементы и анкерные крепления структурных панелей. | |
| Подготовить письменный отчет с указанием условий, мешающих выполнению работы данного раздела. Отправить копию отчета архитектору. | |
Перед установкой стеновых панелей изучите черновую обработку компонентов и систем, проникающих в металлические стеновые панели, чтобы проверить фактические места проникновения по отношению к местам швов металлических стеновых панелей. | |
| Установите металлические стеновые панели в ориентации, размерах и местах, указанных на чертежах. | |
| Устанавливайте металлические стеновые панели вертикально, по уровню, под прямым углом, по линии и в пределах допусков установки. | |
| Устанавливайте металлические стеновые панели перпендикулярно поясам и подкладкам, если не указано иное. | |
| Надежно закрепите металлические стеновые панели и другие компоненты конструкции на месте с учетом тепловых и структурных перемещений. Не используйте резак для резки металлических стеновых панелей. | |
| Закрепите металлические стеновые панели в соответствии с инструкциями производителя. Панели устанавливаются на вертикальные линии 28 см по центру.Металлические стеновые панели обшить и герметизировать с герметичными краями и по периметру проемов. | |
| Установить оклад и отделку по мере того, как продолжаются работы с металлическими стеновыми панелями. Закрепить окантовки и обрезать проемы и подобные элементы. | |
| Во время установки поддерживайте чистоту металлических стеновых панелей. Снимите защитную пленку в течение 90 дней после установки. |
UBP USA Inc. рекомендует зажимы S-5-E Mini для крепления фотоэлектрических панелей и S-5-E для систем удержания снега на панелях со стоячим фальцем UBP. Для получения дополнительной информации посетите http://www.S-5.com.
* Пожалуйста, свяжитесь с Umicore Building Products для получения информации о 1-дюймовой альпийской крыше и 1,5-дюймовой кровле со стоячим фальцем с двойным замком.
Для получения дополнительной информации свяжитесь с VMZINC.
Скачать 2D-детали:
1-дюймовая панель для холодной кровли со стоячим фальцем и двойным замкомКритическая роль меди | Профессиональный кровельный журнал
- Фотография любезно предоставлена Ассоциацией производителей меди.
- Фотография любезно предоставлена Ассоциацией производителей меди.
- Фотография любезно предоставлена Ассоциацией производителей меди.
Медь, первый металл, использованный людьми, на протяжении тысячелетий играла важную роль в качестве кровельного материала. Например, медная черепица покрывала девятиэтажный храм Лоха Маха Пайя высотой 162 фута, построенный на Шри-Ланке в третьем веке до нашей эры. Спустя столетия медные крыши были эталоном бесчисленных образцов исторической европейской архитектуры. Теперь, спустя 10 000 лет после того, как медь была впервые обнаружена, подрядчики по кровельным работам испытывают возобновление спроса на «зеленый металл».«
Медьшироко распространена во всем мире, и, несмотря на ее уязвимость к колебаниям рыночных цен, она экономична в течение всего срока службы – в кровельных применениях она может прослужить более 100 лет.
В связи с небывало высоким уровнем использования архитектурной листовой меди в кровлях и гидроизоляции жилых и коммерческих структур, сейчас существует огромный спрос на квалифицированных кровельных подрядчиков и монтажников.
Лексингтон, штат Кентукки, компания Odessa Roofing, например, испытала этот спрос на собственном опыте.По словам владельца компании Кена Эванса, «Odessa Roofing испытала резкий рост запросов клиентов на установку медных крыш и медных декоративных аксессуаров. К сожалению, нам пришлось отказаться от большей части этого бизнеса из-за нехватки квалифицированных торговцев медью. внутри нашей организации “.
Чтобы помочь подрядчикам по кровельным работам удовлетворить растущий спрос на установку и ремонт меди, Ассоциация разработчиков меди (CDA) предлагает базовую информацию и практическое обучение методам, используемым для установки и ремонта систем медной кровли.
Начало работы
Перед началом работ с системой медной кровли важно иметь подходящие инструменты, оборудование и материалы, необходимые для работы.
Сначала выберите подходящую толщину и вес медного листа. Большинство медных кровель построено из холоднокатаных медных листов весом 16 или 20 унций. Листовая медь производится шириной до 48 дюймов, но наиболее распространен лист шириной 36 дюймов. Непрерывные бухты позволяют подрядчикам, имеющим оборудование для профилирования, изготавливать панели во всю длину.
Листы могут быть предварительно отформованы или отформованы в формы. Кастрюли длиной до 10 футов считаются короткими. Кровельные системы, в которых используются поддоны длиной более 10 футов или длинные поддоны, должны быть спроектированы с учетом дополнительного теплового движения. Медные сковороды обычно опираются на строительную бумагу размером не менее 4 фунтов, размером с канифоль, поверх пропитанного кровельного фетра № 30. В определенных областях применения могут быть заменены другие материалы. Всегда разумно попросить производителя подложки убедиться, что подложка будет работать должным образом при температурах, испытываемых металлическими панелями.
Повышенная температура кровли может привести к тому, что асфальт в войлочной подкладке склеит металлическую кровлю с подкладкой. Это препятствует перемещению медной кровельной системы и может привести к преждевременной усталости и / или разрушению войлочной бумаги. Строительная бумага размером с канифоль действует как скользящий лист, предотвращая такое склеивание.
Помимо основного установочного оборудования, такого как молотки, клещи, ножницы и тормоза, доступны другие инструменты, отвечающие требованиям проектирования и сокращающие время установки.К ним относятся профилегибочные машины для формования панелей, механические закаточные машины для стоячих панелей и панелей с обрешеткой, гибочные машины, автоматические тормоза, а также переносные тормозные машины и машины для формирования водосточных желобов. Эти инструменты обеспечивают более однородный внешний вид и, во многих случаях, более экономичную установку.
Две единицы оборудования существенно повлияли на эффективность установки медной кровельной системы: формирователь электролизера (или профилегибочный станок) и механический закаточный станок. Формовочные машины Power Pan используются для формования поддонов или крышных принадлежностей из плоского листа или рулонного материала, длина которых ограничена конкретными требованиями проекта.В некоторых случаях поперечные швы могут быть полностью устранены при использовании полноразмерного листа или рулонного материала. Профилегибочное оборудование предназначено для изготовления фальцевых и фальцевых профилей кровли. Доступное оборудование может обрабатывать листы весом до 20 унций или рулоны шириной от 12 до 27 дюймов.
Закаточные машиныдоступны для фальцевых и фальцевых кровельных систем. Силовые закаточные машины позволяют выполнять точные, однородные швы без следов молотка, типичных для ручного формовочного оборудования. Швы можно выполнять точно со скоростью от 15 до 25 футов в минуту – это часть времени, необходимого для ручной техники сшивания.
Рабочие должны осмотреть настил крыши, чтобы убедиться, что он достаточно прочный и устойчивый для установки из меди. Обязательно соблюдайте все местные нормы и правила по установке металлических кровельных систем.
Надлежащая торговая практика
Перед тем, как приступить к установке, важно обеспечить соблюдение правил безопасности на рабочем месте. Защитное снаряжение необходимо носить постоянно. Края листового металла очень острые, с ними следует обращаться осторожно.
Хотя все кровельные работы потенциально опасны, медь, как и другие металлы, создает дополнительный набор проблем.В отличие от асфальта и других широко используемых материалов, которые являются крупнозернистыми и обеспечивают хорошее сцепление с дорогой, металл чрезвычайно скользкий. Никогда не выполняйте работы в дождь, лед или снег.
Медные листы и панели во время установки следует класть на ровную поверхность, чтобы они не соскользнули с крыши, а также не могли случайно согнуться или помяться. Хотя медь долговечна, она также податлива, легко деформируется и царапается. Из-за характера кровельных работ полностью избежать царапин практически невозможно; однако при правильном планировании вы можете ограничить количество оценок по готовому проекту.Во многих случаях кусок строительной бумаги, тонкая фанера или листовой металл могут предотвратить появление царапин на медной кровле и вспышек от щипцов и случайных ударов молотка. Поскольку медь имеет поверхность, подверженную атмосферным воздействиям, отпечатки пальцев и случайные царапины обычно трудно идентифицировать после года воздействия.
Установка
Перед установкой меди кровельный настил должен быть полностью сухим, гладким и без выступающих винтов, шляпок гвоздей или других дефектов. Вся поверхность настила должна быть покрыта утвержденной подкладкой, закрепленной медными гвоздями.Подложка, часто пропитанная рубероидом, действует как подушка и обеспечивает временную защиту настила крыши от атмосферных воздействий.
Следующим этапом является размещение подложки. Можно использовать синтетическую подложку, самоклеящуюся подложку или традиционную битумную основу, модифицированную SBS-полимером. Проконсультируйтесь с рекомендациями производителя конкретного продукта при выборе альтернативной основы. Подложку следует устанавливать с помощью медных или бронзовых кровельных гвоздей с минимальным диаметром 0,109 дюйма и минимальной длиной 7/8 дюйма с зазубринами и большими головками.
В большинстве случаев перед панелями крыши необходимо установить карниз, долину, фронтон и некоторые другие виды гидроизоляции. Бедра, гребни, перегородки и встречные вспышки обрабатываются позже, потому что они должны пролить воду на панели крыши.
Постоянный шов
Кровельные системы со стоячим фальцем состоят из предварительно отформованных или формованных поддонов, обычно с интервалом между швами шириной от 18 до 24 дюймов. Рекомендуемые размеры CDA указаны на рисунке 1. Такие поддоны проходят параллельно скату крыши и соединяются с соседними поддонами с помощью стоячих швов с двойным замком.Панели длиной до 10 футов надежно прикреплены с помощью скрытых фиксированных медных планок, обычно расположенных на расстоянии 12 дюймов по центру.
Рис. 1: Размеры, рекомендуемые Ассоциацией производителей меди для фальцевых медных кровельных систем
Поперечные швы соединяют верхний и нижний концы панелей там, где необходима защита от теплового движения. Эти швы следует располагать в шахматном порядке для соседних кастрюль, чтобы избежать чрезмерной толщины меди на стоячем шве.
Формирование поля включает использование меди в плоских листах или катушках, сформированных в кастрюли с помощью формовочных машин.Возможны стропильные плиты, теоретически исключающие необходимость в поперечных швах. Однако на практике столбчатая прочность сформированной панели со стоячим швом с двойным замком высотой 1 дюйм ограничивает длину до 45 футов. Тем не менее, детали карниза и конька должны допускать расширение и сжатие меди.
При работе на фронтоне граблей кровельщики должны притирать соседние отрезки граблей длиной не менее 3 дюймов в направлении потока воды. На гребне или бедре стоячие швы противоположных панелей, возможно, придется расположить в шахматном порядке, чтобы избежать чрезмерной толщины меди, в зависимости от деталей гребня или бедра.
Шов рейки
Кровельные системы с решетчатым фальцем состоят из медных поддонов, разделенных деревянными рейками, идущих параллельно скату крыши. Рейки покрыты медными колпачками, которые неплотно прикреплены к соседним поддонам. Ширина этих предварительно отформованных или формованных на месте посуды может быть разной. Рекомендуемая максимальная ширина зависит от толщины меди. (См. Рис. 2.)
Рис. 2: Размеры, рекомендованные Ассоциацией разработчиков меди для медных кровельных систем со швом из реек, с учетом обрешетки высотой 1 1/2 дюйма
Рейки, которые могут иметь самые разные формы и размеры, не только служат средством крепления медной кровельной системы, но также предоставляют широкий спектр эстетических возможностей.Поперечные швы необходимы для стыковки торцов поддонов с обрешеткой.
Есть два метода компенсации расширения между поддонами. В обоих случаях используется пространство 1/16 дюйма между вертикальными ножками сковороды и обрешеткой. Оба используют рейки, которые обычно нарезают из приклада размером 2 на 2 дюйма. Техника может быть адаптирована для реек других размеров. При использовании предпочтительного метода рейки сужаются так, чтобы их основания были на 1/16 дюйма уже с каждой стороны, чем наверху. Затем формируют вертикально стоящую ножку сковороды.
В альтернативном методе используются квадратные рейки. Сковороды сформированы на 1/16 дюйма более узкими с каждой стороны, а их вертикальные ножки согнуты под углом более 90 градусов, чтобы встретиться с крышкой обрешетки. Колпачки планок соединяются на концах замками 1/2 дюйма или перекрываются, по крайней мере, на 3 дюйма в направлении потока воды. Колпаки планок должны быть сделаны из меди той же толщины, что и нижележащий поддон.
Плоский шов
Паяные плоские кровельные системы с замком обычно используются на крышах с низким уклоном.Непаянные плоские панели используются на крутых крышах и стенах. Они также используются на криволинейных поверхностях, таких как купола и цилиндрические своды. Кровельные системы с плоскими фальцами обычно изготавливаются из холоднокатаных прямоугольных медных листов размером 18 на 24 дюйма и весом 20 унций. Две смежные стороны листов загибают, а две загибают вниз, образуя замки на 3/4 дюйма. Холоднокатаные медные планки весом 16 или 20 унций устанавливаются в каждый из продольных и поперечных швов. Готовые сковороды соединяются между собой в продольном и поперечном направлениях ступенчатыми поперечными швами.
При уклонах 3-в-12 (14 градусов) или меньше швы завариваются. Перед складыванием краев листа его необходимо очистить, зачистить проволочной щеткой, обработать флюсом и предварительно залудить с обеих сторон до ширины 1 1/2 дюйма. После того, как заблокированные швы будут соединены, их следует обработать ковкой или зачистить, обработать флюсом и тщательно пропотеть припоем. Паяльные котлы должны весить не менее 5 фунтов на пару. Многие опытные подрядчики предпочитают более тяжелые – до 10 фунтов на пару – медь. Если используется паяльная медь с подогревом горелки, головка паяльной меди должна весить не менее 3 фунтов.
Для компенсации расширения крыши должны быть разделены распорными рейками. Эти конические рейки не должны находиться на расстоянии более 30 футов друг от друга в любом направлении. Они должны быть закрыты медными колпачками на 20 унций и длиной от 8 до 10 футов, которые должны быть зафиксированы и спаяны вместе.
Горизонтальный шов
Кровельные системы с горизонтальным швом состоят из медных поддонов, большие размеры которых проходят горизонтально по крыше, прикрепленных к горизонтальным деревянным гвоздезабивателям. На каждом гвоздезабивателе используется ступенька, чтобы смежные поддоны могли эффективно блокироваться.Высота и расстояние между ступенями могут отличаться, или между замками могут быть добавлены дополнительные ступеньки для достижения различного внешнего вида.
Медные поддоны могут поддерживаться жесткой изоляцией, вставляться между гвоздезабарителями или поддерживаться деревянной обшивкой, наложенной на гвоздезабивные устройства. На рис. 3 показаны рекомендуемые размеры медных кастрюль в зависимости от их ширины.
Рис. 3. Размеры, рекомендованные Ассоциацией разработчиков меди для медных поддонов в системах медной кровли с горизонтальным швом, при высоте ступеньки 1 1/2 дюйма
Расширение в вертикальном (поперечном) направлении компенсируется ступенями и замками между поддонами.В горизонтальном (продольном) направлении через каждые 30-40 футов требуются компенсаторы или специальные вертикальные рейки. Расширительные швы на соседних поддонах необходимо располагать в шахматном порядке, чтобы избежать чрезмерной толщины меди на замках.
Сопротивление ветру
Долговечность правильно спроектированных и установленных систем медной кровли подтверждается самым важным испытанием – реальной эксплуатацией в суровых погодных условиях, включая ураган. Компания CDA провела обширные испытания на подъем ветром с использованием UL 580, «Стандарт испытаний на сопротивление подъему крыш в сборе».«Обе протестированные системы – стоячий шов с двойным замком высотой 1 дюйм и плоская замковая и паяная – превзошли стандарт Класса 90. Результаты испытаний и детали конструкции опубликованы в CDA Copper in Architecture Handbook . NRCA также имеет список UL , № 575, в Справочнике по кровельным материалам и системам Underwriters Laboratories Inc. .
Уникальный металл
Работа с медью может быть уникальным опытом. С ним легко работать, и он хорошо подходит для облицовки простых и сложных поверхностей крыши.Его самозащитная патина отличает многие из лучших зданий в мире. При правильном применении основных методов и навыков кровельные подрядчики могут быть уверены, что они обеспечивают выдающуюся ценность при установке системы медной кровли.
Ларри Петерс – южный региональный менеджер Ассоциации развития меди.
WEB
ЭКСКЛЮЗИВ
.