Круг абразивный это: виды абразивных дисков, их марировки
alexxlab | 09.08.2019 | 0 | Разное
Абразивные круги – типы, назначение, характеристики
Металлическую заготовку прежде, чем она станет готовым изделием, очень часто обрабатывают с помощью абразивных шлифовальных кругов. Делается это для того, чтобы обеспечить высокую гладкость поверхности.
Некоторые разновидности абразивных кругов
Сфера применения абразивных шлифовальных кругов
Полирование каких-либо элементов не только делает их привлекательнее внешне, но и часто является необходимостью с технической точки зрения. В быту этому процессу часто подвергают элементы предметов интерьера, а в промышленном производстве – детали разнообразных машин, станков и прочих механизмов.
Для движущихся узлов полирование крайне важно: отдельные детали должны быть хорошо пригнаны и сглажены для минимизации трения. Стоит отметить, что шлифованию подвергаются самые разные материалы – металл, камень, пластик, древесина. Также абразивные круги активно используются в разнообразных заточных станках.
Шлифовальные абразивные круги могут отличаться формой, поскольку их применяют для различных целей. Помимо сглаживания поверхности металлические детали часто нуждаются в очистке от ржавчины. Реализовать эту задачу без специальных кругов почти невозможно. Посредством съемных насадок для шлифовальной машины можно выполнять выемки, пазы различной сложности в различных материалах, включая цветные металлы, поделочный камень, бетонные стены, мягкие сплавы.
Большой популярностью абразивные круги пользуются среди ювелиров, для которых полировка изделий из драгоценных металлов – основная часть работы. Мастера по обработке камня, работающие с поделочными минералами и полудрагоценными камнями, также используют указанный инструмент.
Шлифовальная насадка для дрели
Существуют специальные разновидности шлифовальных насадок, устанавливаемых на дрель. Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.
Типы шлифовальных кругов
Чтобы правильно произвести обработку детали, необходимо определить вид шлифования. Это позволит правильно выбрать абразивные насадки. Основными критериями выбора выступают материал обрабатываемой детали и характер воздействия на ее поверхность.
Так, шлифовальные круги с прямым или кольцевым профилем широко используются в быту и на малых станках для шлифования металлов, заточных операций, производимых их торцевой поверхностью. Актуальны эти круги при работе со стеклом, фарфором, камнем (здесь также можно использовать плоские насадки с одно- или двухсторонней выточкой, которые удобны и при осуществлении обдирочных работ).
Конический шлифовальный круг
К наиболее распространенным относятся конические круги, которые могут быть как двухсторонними, так и обычными. Они могут применяться для всех вышеперечисленных работ для обработки поверхности деталей плоскостью. Также с их помощью возможно выполнение выемок практически в любых материалах.
Для обработки многих деталей оптимальными вариантами можно назвать шлифовальный чашечный круг и круг с тарельчатыми насадками (чаще всего они имеют цельнометаллические насадки и алмазное напыление). Чашечный круг напоминает инструмент прямого профиля с конической выточкой. Основное отличие заключается в том, что торец располагается под прямым углом к боковой плоскости.
Пример чашечных абразивных кругов
Ассортимент абразивных кругов по типу абразива достаточно широк. Помимо упомянутого ранее алмазного покрытия широко применяется электрокорунд. При помощи электрокорунда изготавливают цельные насадки. Чаще всего они не имеют основания и запрессованного сердечника.
Востребованы и круги, выполненные из карбида кремния. Последние подразделяются на два вида: черный и зеленый (насадки имеют соответствующий цвет). Зеленый при этом является более хрупким.
К высокопрочным абразивам относится эльбор. Данный материал в своей основе имеет кубический нитрид бора. По эксплуатационным свойствам он не уступает алмазу, при этом эльбор отличается более высоким уровнем термоустойчивости.
Круг из электрокорунда
Вулканитовые и бакелитовые шлифовальные круги
Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость.
Бакелитовые круги
Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).
Важно не забывать, что жесткая основа высокой твердости может приводить к перегреву шлифуемого металла и, соответственно, пережогу поверхности обрабатываемого элемента. Бакелитовые насадки лишены этого недостатка. Они гораздо мягче, поэтому очень слабо нагревают металл и способны самозатачиваться при обработке детали.
Круги на вулканитовой связке
Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.
Выбор шлифовального круга
Главное требование, выдвигаемое к абразивной насадке, касается ее твердости. Твердость насадки обязательно должна быть выше твердости обрабатываемой детали. При этом нежелательно, чтобы данные параметры сильно отличались, иначе повышается вероятность перегрева обрабатываемой поверхности. Одним из самых важных критериев при подборе абразива считается также размер его зерна.
Крупные фракции керамических или резиновых кругов не подойдут для работы с мягкими материалами. Мелкие зерна подходят только для полировки. Зачастую мелкозернистые абразивы наносятся на отрезные диски и тарельчатые металлические насадки. Глянцевую поверхность может обеспечить фибровый круг. Если его насадка мягче обрабатываемой детали, результат обработки будет хорошим, но износ инструмента также будет очень сильным.
Фибровый шлифовальный круг
При обработке крупных поверхностей предпочтение нужно отдавать шлифовальным кругам большого диаметра: маленький круг сделает гораздо больше оборотов, поэтому изнашиваться он тоже будет быстрее. Тарельчатые, чашечные шлифовальные круги выбираются по аналогичному принципу. Например, для огранки небольших по размеру поделочных камней достаточно насадки с небольшим диаметром, для обработки мраморных плит внушительных размеров потребуется чашечный цилиндрический круг с большим диаметром.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Абразивные шлифовальные круги – наводим глянец + видео
В промышленном цеху или в домашней мастерской металлическая заготовка, превращающаяся в готовое изделие, зачастую проходит через абразивные шлифовальные круги, посредством которых получает идеально гладкую поверхность.
1 Где и как используются абразивные шлифовальные круги
Не только в машинах и приборах, но и в интерьере полированные материалы смотрятся гораздо красивее, причем в механизмах гладкие поверхности деталей играют немалую роль. В частности, в большинстве движущихся узлов отдельные их части должны быть хорошо пригнаны, а значит, трение должно быть минимальным, если, конечно, оно не предусмотрено изначально. При этом шлифовка необходима не только металлу, но и камню, а также, в некоторых случаях, древесине и пластику.
Абразивные шлифовальные круги изготавливаются различной формы, что позволяет использовать их для самых разнообразных нужд. Например, металлические изделия требуют не только сглаживания поверхности, очень часто им требуется очистка от ржавчины, а данный процесс невозможен, если не применяются специальные виды абразивных кругов. Кроме того, с помощью таких насадок для шлиф-машины можно делать пазы и выемки в различных материалах, в частности, в бетонных стенах, в поделочном камне, в мягких сплавах и в цветных металлах.

Активно пользуются абразивными кругами ювелиры, которым необходимо полировать изделия из золота и серебра, а также мастера по камню (не путайте с огранщиками), работающие с полудрагоценными и поделочными минералами. Некоторые виды шлифовальных насадок для дрели требуются при отделочных и ремонтных работах. В частности, для зачистки стен перед покрытием их штукатуркой или облицовкой плиткой. Некоторые типы кругов нужны для снятия старой эмали с сантехники, а также для очистки труб от ржавчины.

2 Какие бывают типы шлифовальных кругов
В первую очередь следует определить для себя, какие именно виды шлифования планируется выполнять с помощью абразивных насадок, имеющих самую разную форму. Выбор обычно зависит от материала, обработка которого предполагается, а также от характера воздействия на поверхность. К примеру, круг шлифовальный прямого профиля, а также кольцевая его разновидность, используются в быту на небольших станках для заточки инструмента и шлифования металла (цветного и различных сплавов) торцевой плоскостью. Пригодны такие круги и для работы с камнем, стеклом, фарфором.
Для этих же целей применяются и плоские насадки с выточкой (односторонней и двухсторонней), которые, помимо прочего, удобны для обдирочных работ.

Очень часто используются конические круги, обычные и двухсторонние. Их можно использовать как для всех перечисленных выше работ, при обработке поверхности плоскостью, так и для прорезывания выемок в практически любом материале. Для внутренней и внешней обработки различных деталей очень удобен чашечный шлифовальный круг, а также схожие с ним тарельчатые насадки. С первыми очень схожи круги прямого профиля с конической выточкой, единственное их отличие – торец расположен к боковой плоскости под прямым углом. Очень часто чашечные и тарельчатые насадки бывают цельнометаллическими, с алмазным напылением.
Если рассматривать типы абразива, выбор окажется довольно широким. Помимо вышеназванного алмазного широко используется электрокорунд, из которого насадки изготавливаются целиком, часто без какого-либо основания и запрессованного сердечника. Также большой популярностью пользуются круги из карбида кремния, который бывает двух видов, черный и зеленый (соответствующего цвета получаются и насадки), причем второй тип более хрупкий. Очень высокой прочностью зерен отличается такой абразив, как эльбор (нитрид бора кубической формы), не уступающий по своим характеристикам алмазу и более термоустойчивый.

3 Вулканитовые круги шлифовальные и другие типы связей
Если алмазное напыление, ввиду немалой стоимости абразива, наносится тончайшим слоем на металлическую основу, то другие типы абразивных кругов, состав которых не отличается прочностью, формируются иначе. Чаще всего для этой цели используется керамический связующий состав, компоненты которого имеют неорганическое происхождение: глина, кварц и т.д. Будучи сильно измельченными, компоненты связки добавляются при формировании круга к абразивному веществу, обеспечивая ему высокую жесткость, и, как следствие, соответствующую хрупкость.
Не менее часто находится применение и бакелитовым насадкам, название которых созвучно основному наполнителю, в качестве которого используется искусственная смола бакелит. Такое связующее вещество придает кругам упругость и даже некоторую эластичность, однако при этом значительно понижается износостойкость, поскольку зерна закреплены слабее, чем в жесткой керамической основе. Однако последняя из-за высокой твердости может перегревать шлифуемый металл, что нередко приводит к пережогам поверхности. Бакелит же напротив, слабо нагревает металл и, благодаря своей относительной мягкости, легче поддается самозатачиванию в процессе обработки.

Круг шлифовальный на вулканитовой связке еще более мягок, поскольку в нем основным элементом для абразива стал синтетический каучук, прошедший термообработку. Проще говоря, при изготовлении применяется вулканизация, из-за чего шлифовальные насадки и получили соответствующее название. Вулканитовые круги шлифовальные отличаются довольно высокой стоимостью в сравнении с абразивом на керамической основе. Однако и износостойкость их, не смотря на высокую степень упругости, достаточно велика.

4 Как выбирать различные виды шлифовальных кругов
Основное требование к абразивной насадке – чтобы она была тверже, чем обрабатываемый ею материал. Однако желательно, чтобы это качество у шлифовального круга было выше не на много, поскольку в противном случае есть риск перегрева поверхности, подвергающейся обработке. Также немаловажным критерием при выборе является размер зерна абразива. Слишком крупные фракции, из которых состоят круги шлифовальные, резиновые или керамические, обеспечат результат прямо противоположный желаемому при работе с мягкими материалами.
Очень мелкие зерна используются исключительно для полировки, причем чаще всего бывают нанесены на кромку отрезного диска, а также на тарельчатые насадки из металла. Глянец наводят фибровые шлифовальные круги. Если абразивная насадка будет мягче обрабатываемого материала, он даст нужный эффект, но износ будет чрезвычайно высоким. Нужно помнить, что для обработки крупных поверхностей требуются круги с большим диаметром. Тому причиной является элементарная физика.

Маленький круг за определенное количество оборотов каждой точкой боковой плоскости или торца будет проходить по шлифуемому участку гораздо чаще, чем насадка больших размеров. Соответственно, стираться будет быстрее именно маленький абразивный камень. Чашечные или тарельчатые типы шлифовальных кругов выбираются по тому же принципу. К примеру, для обработки небольших поделочных камней хватит насадки небольшого диаметра, а для солидных мраморных плит потребуется значительно более крупный круг шлифовальный чашечный цилиндрический.

характеристики, маркировка, назначение :: SYL.ru
Выполняя ремонтные или строительные работы, вы наверняка не раз использовали разные инструменты и приспособления. Среди них можно выделить абразивный круг. Он может быть представлен разными видами, а предназначается для выполнения определенных задач. Для того чтобы успешно справляться с теми или иными работами, перед приобретением круга необходимо ознакомиться с его назначением, маркировкой и характеристиками.
Назначение
Шлифовальные круги можно отнести к абразивным режущим инструментам, которые выступают в качестве составляющего элемента шлифовального оборудования, используемого для обработки разных поверхностей. Отличительной особенностью данных изделий выступает пористая поверхность, в составе которой содержатся зерна абразивных материалов и элементы природного, а также искусственного происхождения.
Если более подробно рассмотреть структуру, то ее можно сравнить с зубьями пилы. Сходство проявляется в назначении. Твердые частицы с минимальными затратами времени и сил позволяют шлифовать разные поверхности. Эффективность использования круга можно обеспечить, оснастив им электрическое точило. Для такой обработки могут быть использованы изделия из разных материалов, а именно из:
- углеродистой стали;
- прочной пластмассы
- цветных металлов;
- кованого железа;
- ковкого чугуна;
- бронзы;
- стекла.
С помощью кругов можно резать кирпич, гипсокартон, кровельный шифер и разные материалы по типу бетона и керамики. Абразивный круг может использоваться для обработки разных поверхностей. С его помощью можно резать материал, углубляясь в его структуру, а также создавая пазы.
Маркировка кругов

Шлифовальные круги классифицируются с учетом определенных параметров. Это:
- степень зернистости;
- тип связки;
- класс точности;
- соотношение между абразивным материалом, связкой и порами;
- тип абразива;
- размеры;
- геометрическая форма;
- коэффициент твердости;
- предельная скорость.
Довольно распространенной практикой среди поставщиков абразивных кругов является их изготовление с использованием своей маркировки. Если перед вами абразивный круг, который имеет маркировку 25А25СМ26КБ3, то о нем можно сказать, что он был изготовлен с применением белого электрокорунда. Степень зернистости имеет размер 315-250, тогда как средняя структура обозначается цифрой 6. Относится это изделие к категории средних по мягкости кругов. В роли связки выступает керамическая составляющая, а класс точности обозначается буквой «Б».
Маркировка абразивных кругов предусматривает наличие обозначения, которое говорит о зернистости. Этот параметр является одним из ключевых. Эта характеристика оказывает влияние на чистоту поверхности, которой вы сможете добиться после обработки. Дополнительно от неё зависят определенные характеристики, среди них:
- степень износа изделия;
- доля содержания металла, снимаемого за один проход;
- коэффициент производительности процедуры.
Выбор зернистости

Решая вопрос о том, какая зернистость вам нужна, следует обратить внимание на припуск, удаляемый с поверхности, а также степень шероховатости. Последняя обретается после завершения процедуры. Важно учитывать и материал, с которым вы будете работать. Для того чтобы добиться более чистой поверхности, необходимо использовать материал с наименьшими показателями зернистости. Но если применить мелкое зерно, то вы должны быть готовы к тому, что шлифовальный круг засалится, произойдет прижог материала, который подвергается обработке.
Если абразивный круг будет иметь маленькие показатели зернистости, то это уменьшит производительность, что не может быть преимуществом. Для изменения размера зерна применяются единицы, которые равны 10 мкм. Если производитель использует современный стандарт, то у круга будет маркировка под буквой F с определённым числом, с увеличением которого степень зернистости будет снижаться.
Характеристики кругов: расшифровка маркировки

Маркировка абразивных кругов имеет отличия, выраженные в твердости, зернистости, связке, а также марке абразива. Буквенно-цифровые обозначения могут быть составлены по старым или новым правилам, при этом иногда исключаются некоторые характеристики. Например, если перед вами круг с обозначением 25А 60 K 6 V 2, то это указывает на то, что для производства использовался белый электрокорунд, зернистость которого составляет 800-630 мкм.
Что касается твердости, то буква «К» говорит о средней мягкости, а структура обозначается цифрой 6 и является в данном случае средней. Связка является керамической, а класс неуравновешенности обозначается цифрой 2. Если твердость маркируется буквами K-L, то это указывает на то, что перед вами изделие со средней мягкостью, которая в зависимости от обстоятельств может иметь определенную твердость.
Дополнительные обозначения

Иногда после обозначения связки можно увидеть цифры, которые указывают на окружную скорость. Электрокорунд нормальный маркируется производителями как «14А», тогда как зернистость может выглядеть следующим образом: «F36-F30», в данном случае идет речь о расширенном диапазоне, который предполагает средний размер в 525 мкм. Если же твердость обозначается буквами «Q-U», то диск может быть средне-твердым, весьма твёрдым или твердым. Бакелитовая связка с наличием упрочняющих элементов обозначается буквами «BF».
Разновидности кругов и их размеры

Абразивные круги по металлу могут обозначаться по ГОСТ 2424-75. В этом случае круг прямого профиля вы сможете узнать по двум буквам «ПП», тогда как кольцевой круг обозначается буквой «К». Если перед вами круг с обозначением «2П», то вы должны знать, что это – коническое двухстороннее изделие.
Круг с двумя выточками будет иметь маркировку «ПВД», тогда как запрессованные и крепежные элементы в круге обозначаются «ПН». Помимо формы профиля, описываемые круги можно охарактеризовать размерами D х T х H. В данном случае первый параметр – это наружный диаметр, второй – высота, третий – диаметр отверстия.
Эльборовые и алмазные круги регламентируются по государственным стандартом 24747-90. Маркировка будет состоять из трех или четырех символов, ознакомившись с которыми, вы сможете узнать информацию о:
- форме сечения поверхностного слоя;
- форме сечения корпуса;
- расположении верхнего слоя на круге;
- конструктивных особенностях корпуса, если таковые имеются.
Информация о диаметре

Диаметр абразивных кругов и их разновидность подбираются с учетом конфигурации и вида шлифуемой поверхности, а также характеристик инструмента или используемого оборудования. На выбор диаметра влияет и количество оборотов шпинделя на станке, а также возможность обеспечения скорости оптимальной величины. Износ окажется меньше при более внушительном диаметре. Если же перед вами круг меньших размеров, то на нём будет не столь внушительное количество зерен, которым будет необходимо снять больший объем материала, это непременно приведет к преждевременному износу.
Небольшой диаметр способствует еще и тому, что износ будет неравномерным. Характеристики абразивных кругов предполагают еще и ширину алмазного слоя. Она должна быть относительно внушительной при работе на проход. Если шлифовать методом врезания, то ширина напыления должна быть соизмерима с шириной обрабатываемой поверхности, в ином случае на основании круга появятся уступы.
Правка кругов
Правка обтачиванием – это точение материала и связки инструментом высокой твердости, который работает по принципу обычного резца. Он снимает слой материала с заготовки. В роли рабочих органов используются эльборовые или алмазные вставки. Их закрепляют в оправках механического зажима, чеканки или пайки.
Правящие инструменты могут обладать своеобразной конструкцией. Одни имеют вид стержня, в конец которого устанавливается крупный алмаз. Такие приспособления называются алмазами в оправе или алмазными иглами. Шарошка для правки абразивных кругов имеет расширенную поверхность, на которой закреплено определенное количество алмазов. Эту же конструкцию имеют и алмазные карандаши. Поверхность обычно располагается перпендикулярно ручке. Глубина слоя может достигать значительных величин. Чем она более внушительна, тем срок службы инструмента будет дольше. Если верхние алмазы оказываются изношены, то в работу вступают нижние слои.
Размеры зерен и их влияние на шлифовальные материалы
Абразивные круги, размеры зерен которых могут влиять на шлифовальные материалы, подразделяются на четыре группы:
- шлифзерно;
- шлифпорошки;
- микропорошки;
- тонкие микрошлифпорошки.
Первый вариант предполагает размер в пределах от 2500 до 160 мкм, эта категория обозначается номерами от 16 до 200. Если же речь идет о шлифпорошках, то размер зерна может быть равен пределу от 160 до 40 мкм, при этом номер может соответствовать цифре от 4 до 12. Микропорошки обозначаются буквенно-цифровой маркировкой в пределах М63 до Ml4, размер зерна при этом может быть равен цифре от 63 до 10 мкм. Тонкие микрошлифпорошки обозначаются маркировка от М10 до 5, при этом размер зерна изменяется от 10 до 3 мкм.
Материалы для шлифовальных кругов
Самыми часто используемыми материалами для изготовления абразивных кругов выступают:
- электрокорунд;
- эльбор;
- карбид кремния;
- алмаз.
Электрокорунд представлен несколькими марками. Чем большее число в обозначении вы увидите, тем выше качество изделия перед вами. Электрокорунд может быть нормальным, хромистым, титанистым, циркониевым и пр. Круг абразивный зеленый выполняется из карбида кремния. Однако он может быть представлен двумя разновидностями – чёрным и зелёным. Друг от друга они отличаются механическими свойствами.
Зеленый карбид по сравнению с черными является более хрупким. Для алмазных шлифовальных кругов часто применяется одноименный материал, который отлично подходит для заточки и доводки твердосплавного инструмента, а также оптического стекла, керамики и деталей из твердых сплавов. Алмаз очень хорош для плавки кругов из других материалов. Но если температура поднимется больше 800 °С, то алмаз начнет сгорать. Такую же твёрдость, как и алмаз, имеет эльбор. Он превосходит его в термостойкости.
Заключение
Зернистость абразивных кругов должна быть такой же, как и зернистость бруска для правки изделия. Бруски могут быть выполнены из зеленого карбида кремния с использованием керамической связки. Твердость обычно обозначается буквами R, S, T. Структура бруска обязательно должна быть открытой или средней.
Особенности маркировки абразивных кругов | Компания «Абразив Инструмент»
Абразивный круг — не что иное, как механизированный точильный брусок. Изготавливается из зерен абразивных материалов, смешанных со связкой. Полученная масса прессуется в необходимую форму и скрепляется под давлением при высокой температуре. Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск.
Вас также может заинтересовать следующее:
Основные виды абразивных кругов
— Отрезные. Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства. Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой. Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез. При этом диаметр диска уменьшается, а поверхность всегда остается готовой к работе, т.е. диск самозатачивается.
Подразделяются по типу обрабатываемого материала:
Для металла. Применяются для резки трубы, профиля и листового металла.
Для бетона и железобетона. Применяются для прорезывания пазов в бетонных конструкциях.
Для камня. Применяются для придания необходимой формы заготовкам из камня и керамики.
Шлифовальные.Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы.
Чашечные. Применяются для плоского шлифования торцевой частью и заточки зубьев режущего инструмента, например – дисковых пил.
Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы. Вообще – главное достоинство абразивных кругов это – широкие возможности применения. Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов.
Абразивные заточные круги при правильном применении требуют некоторой оснастки для закрепления обрабатываемой поверхности, или как минимум направляющие.
Маркировка абразивных кругов
Для облегчения выбора абразивного инструмента разработана единая маркировка, которая наносится несмываемой краской на поверхность диска и присутствует на заводской упаковке.
Маркировка выполняется в соответствие с ГОСТ 2424 с 2008 года. Первое значение — аббревиатура завода изготовителя. Второе значение — материал, из которого изготовлен абразивный круг.
13А, 14А, 15А, 16А — электрокорунд нормальный , цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе.
23А, 24А, 25А — электрокорунд белый, более твердый, но при этом хрупкий. Высокие абразивные свойства.
32А, 33А, 34А — электрокорунд хромистый, высокая производительность при шлифовке.
37А — электрокорунд титанистый, главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности
38А — электрокорунд циркониевый , самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ
43А, 44А, 45А — семейство монокорундов, очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов
53С, 54С — черный карбид кремния, высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается
62С, 63С, 64С — зеленый карбид кремния, область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381—2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
— Твердость круга по ГОСТ Р 52587—2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов». Мягкий — щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
F, G, H, I, J — мягкие
K, L, M, N — средние
O, P, Q, R, S — твердые
T, U, V, W, X, Y, Z — очень твердые
— Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
0, 1, 2, 3, 4 плотность 68—54%
5, 6, 7, 8 плотность 53—48%
9, 10, 11, 12 плотность 44—38%
13, 14 и больше плотность 36—34% и меньше
— Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
V – керамическая связка
B – бакелитовая связка
R – вулканитовая связка
— Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.
Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга. Таким образом, маркировка абразивных кругов включает в себя структуру материала, из которого изготовлен круг, твердость круга, основные типы материала связки, зернистость.
Как правильно выбрать шлифовальный круг
Понимание принципов работы шлифовального круга поможет вам в правильном выборе инструмента для ваших шлифовальных операций.
Джо Салливан, Компания NORTON.
Шлифовальный круг это, прежде всего режущий инструмент. Это абразивный режущий инструмент.
В шлифовальном круге абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, которая имеет зубья только по краям, шлифовальный круг содержит абразивные зерна, распределенные по всему инструменту. Тысячи твердых и крепких частиц, воздействуя на деталь, удаляют материал в виде мелких стружек.
Поставщики абразивов предлагают широкий выбор продукции для широкого поля применения в металлообработке. Неправильный выбор инструмента может стоить рабочего времени и денег. Данная статья представляет основные принципы выбора наилучшего шлифовального круга для работы.
Абразив. Зерно.
Шлифовальные круги и прочие абразивы в связке (bonded abrasives) состоят из двух основных компонентов – шлифовального зерна, которое собственно режет и связки, которая скрепляет зерна между собой и удерживает их во время резания. Процент зерна, связки и свободного пространства в круге определяет структуру круга.
Абразивные частицы, используемые в круге выбираются на основании того, как они будут взаимодействовать с обрабатываемым материалом. Идеальный абразив обладает способностью оставаться острым с минимальным числом затупившихся кромок. Когда затупление начинается, абразив скалывается, обнажая свежие режущие вершины.
Каждый тип абразива уникален и отличается от другого твердостью, крепостью, стойкостью к скалыванию и сопротивлением на удар.
Оксид алюминия (aluminium oxide) – наиболее распространенный абразив, используемый в шлифовальных кругах. Это абразив, выбираемый обычно для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы и подобных материалов. Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Циркониевый оксид алюминия (zirconia alumina) – другое семейство абразивов, произведенных из различного сочетания оксида алюминия и оксида циркония. Сплав материалов дает крепкий, стойкий абразив, который отлично применяется в грубой шлифовальной обработке, например, отрезке широкого диапазона сталей и сплавов. Как и оксид алюминия, циркониевый оксид алюминия имеет несколько разновидностей на выбор.
Карбид кремния (silicon carbide) – абразив, используемый в шлифовании серого чугуна, отбеленного чугуна, латуни, мягкой бронзы и алюминия, а так же, камня, резины и других неметаллических материалов.
Керамический оксид алюминия (ceramic aluminium oxide) – новейшее важное достижение в абразивах. Это высокочистое зерно, изготовленное в процессе гель-спекания. В результате получился абразив, обладающий способностью к скалыванию в необходимом количестве на микро уровне, постоянно создавая тысячи новых режущих вершин. Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Коль скоро знакомство с зерном состоялось, следующий вопрос относится к размеру зерна. Каждый шлифовальный круг имеет число, обозначающее эту характеристику. Размер зерна – это индивидуальный размер частицы в круге. Он соответствует количеству линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Другими словами, большие числа означают меньшее количество отверстий на сите, через которое проходит зерно. Меньшие числа (такие как 10, 16, или 24) означают круг с грубым зерном. Чем грубее зерно – тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Выбираем связку.
Что бы абразив в круге резал с наибольшей эффективностью, круг должен содержать подходящую связку. Связка – это материал, котрый удерживает абразивные зерна вместе, так что бы они могли эффективно резать. Связка должна изнашиваться по мере изнашивания и вырывания абразивных зерен из круга для открывания новых режущих точек.
Существует три основных типа связок, используемых в обычных шлифовальных кругах. Каждый тип дает различные характеристики кругов для шлифования. Выбор типа связки основывается на таких факторах, как рабочая скорость круга, вид шлифовальной обработки, точность обработки и обрабатываемый материал.
Большинство шлифовальных кругов изготавливается на стекловидных связках (vitrified bonds), которые состоят из смеси тщательно подобранных глин. При большой температуре, вырабатываемой печами, в которых изготавливаются круги, глины и абразивное зерно сплавляются в состояние плавленного стекла. По мере охлаждения, стекло формирует связь, скрепляющую каждое зерно с соседними и удерживающую зерна во время шлифования.
Шлифовальные круги на стекловидной связке очень жестки, прочны и пористы. Они обеспечивают съем материала в широком диапозоне с требуемой точностью. Они не подвержены повреждениям со стороны воды, кислот, масел и температурных изменений.
Стекловидная связка является очень твердой, но в то же время хрупкой как стекло. Она может разрушаться под действием давления при шлифовании.
Некоторые связки производятся из органических веществ. Эти связки размягчаются под действием тепла, выделяемого при шлифовании. Основным типом органической связки является смолянистая связка (resinoid bond), которая производится из синтетической смолы. Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Другой тип органической связки – это резина (rubber). Круги, изготовленные на резиновой связке обоспечивают гладкое шлифование. Резиновая связка используется в кругах, применяемых там, где требуется высокое качество окончательной обработки, например, при шлифовании канавок роликовых и шариковых подшипников. Она так же часто используется в отрезных кругах в обработке, где появление заусенцев и прижог должны быть сведены к минимуму.
Твердость связки обозначается в степени твердости шлифовального круга. Говорится, что связка имеет твердую степень если скрепление абразивных зерен очень сильное, которое отлично удерживает зерна от вырывания под действием сил при шлифовании. Говорится, что связка имеет мягкую степень если достаточно небольшого усилия для вырывания зерен из круга. Это весьма относительная характеристика связки, определяющая ее степень или твердость.
Более твердые круги используются при длительном применении, для работ на станках с приводом большой мощности, и для работ с небольшой или узкой площадью контакта. Более мягкие круги используются для быстрого, грубого съема материала, для работ с большой площадью контакта, и для обработки твердых материалов, таких как инструментальная сталь и углеродистая сталь.
Формы круга.
Круг сам по себе может иметь различные формы. Изделие, которое прежде всего приходит на ум при мысли о шлифовальном круге – это прямой круг (straight wheel). Шлифовальная поверхность – часть инструмента, предназначенная для работы, находится на периферии прямого круга. Основной разновидностью прямой формы является круг с выемкой, называемый так из-за углубления в центре круга, предназначенного для фланца – детали крепления круга на шпинделе.
На некоторых кругах шлифовальная поверхность находится на боковой стороне круга. Такие круги обычно имеют названия своих форм, как цилиндрические круги, круги-чашки или круги-тарелки. Изготавливают так же секции и сегменты на различных связках, из которых формируют шлифовальные круги. Круги, у которых боковая сторона является шлифовальной поверхностью часто используются для заточки зубьев режущего инструмента или для обработки труднодоступных поверхностей.
Смонтированные круги (mounted wheels) – это небольшие шлифовальные круги специальных форм, таких как конусы или пробки, прочно смонтированные на стальной оправке. Используются в ручном инструменте и при внутреннем прецизионном шлифовании.
Собираем все вместе.
Множество факторов следует учесть выбирая подходящий круг для своей работы. Прежде всего – это обрабатываемый материал. Он определяет тип абразива, который вам будет нужен в вашем круге. Например : оксид алюминия или циркониевый оксид алюминия требуются для шлифования сталей и сплавов. Для шлифования литейного чугуна, цветных металлов, неметаллических материалов следует подобрать круг из карбида кремния.
Твердые, хрупкие материалы в основном требуют тонко зернистые и мягкие круги. Твердые материалы препятствуют проникновению абразивных зерен и способствуют их быстрому затуплению. Поэтому, сочетание тонкого зерна и мягкой связки позволяет абразиву удаляться прочь по мере затупления, освобождая новые острые грани. С другой стороны, круги из грубого зерна на твердой связке подбираются для мягких, вязких и легко проникаемых материалов.
Следует так же учесть количество снимаемого материала. Более грубое зерно дает быстрое удаление большого количества материала, поскольку способно проникать глубже и срезать больше. Однако, если обрабатываемый материал является труднопроникаемым, мелкозернистый круг будет работать быстрее на той же операции за счет большего количества режущих вершин.
Круги на стекловидной связке производят быстрое резание. Смолянистая, резиновая связки или шеллак используются если следует снять меньшее количество материала и при более высоких требованиях к окончательной обработке.
Другой фактор, оказывающий влияние на выбор инструмента – это рабочая скорость круга. Обычно стекловидные круги используются на скорости не превышающей 6500 футов по периферии в минуту. При большей скорости связка может разрушиться. Органические связки в основном применяются при скорости от 6500 до 9500 футов по периферии в минуту. Для работы на больших скоростях используются круги со специальным укреплением.
В любом случае, нельзя превышать скорости, отпечатанной на поверхности круга или эткетке.
Следующий фактор – площадь поверхности шлифования между кругом и обрабатываемой деталью. Для большей площади используются грубое зерно и мягкая связка, что облегчает процесс шлифования за счет проникновения воздуха и охлаждения места контакта и за счет меньшего давления на единицу площади. Меньшие площади требуют кругов из более мелкого зерна и с большей степенью твердости что бы выстоять под действием повышенного удельного давления.
Далее, следует учесть условия работы при шлифовании. Условия определяются давлением, действующим на круг и на обрабатываемую деталь. Некоторые абразивы специально разработаны для жестких условий работы при шлифовании сталей и сплавов.
Необходимо принять во внимание в т.ч. и мощность станка. В основном, более твердые круги используются на станках большей мощности. Если мощность привода меньше принятой для данного диаметра круга, то следует установить более мягкий круг ; если выше – поставьте более твердый круг.
Сохранение и подача в производство.
Шлифовальные круги должны подаваться, устанавливаться в станке и использоваться с достаточной мерой предосторожности и сохранности.
При складировании круги должны быть всегда защищены от ударов и сколов. Складские помещения не должны подвергаться большим перепадам температуры и влажности, наносящим вред связке некоторых видов кругов.
Сразу после распаковки круг должен быть внимательно изучен на предмет наличия повреждений после транспортировки. Пользованные круги при возвращении на склад так же должны быть внимательно проверены.
Переносятся круги осторожно во избежании падения и ударов, вызывающих появление трещин. Круги следует переносить, но не катить. Тяжелые круги подвозятся на тележках или погрузчиках, принимая при этом меры для предотвращения повреждений.
Стекловидные круги перед установкой подвергаются звуковому тесту по стандарту ANSI B7.1 “Нормы безопасности для использования, хранения и защиты шлифовальных кругов”. Звуковой тест позволяет выявить наличие трещин в круге. Никогда не пользуйтесь поврежденным кругом !
Необходимо убедиться в том, что скорость вращения шпинделя не превышает максимально безопасной скорости шлифовального круга.
Посадочное отверстие круга должно совпадать с диаметром шпинделя ; круг должен садиться свободно, с небольшим натягом, но без больших усилий. Не пытайтесь подогнать посадочное отверстие. Используйте пару одинаковых, чистых фланцев, диаметром по меньшей мере одна треть от диаметра круга. Поверхность фланцев должна быть плоской, ровной, без выбоин и наростов грязи.
Не допускайте перетягивания гайки шпинделя. При установке направленного круга, следите что бы направление стрелки, изображенной на круге совпало с направлением вращения шпинделя.
Перед запуском станка убедитесь, что защитные экраны станка все на месте и все крышки плотно прикрыты. Убедившись, что круг должным образом установлен, защитные экраны на месте, включите станок, отойдите в сторону и не менее минуты дайте ему поработать с рабочей скоростью вхолостую, после чего можно приступить к шлифованию.
Шлифуйте только периферией прямого круга. Шлифуйте только стороной цилиндрического, чашечного или сегментного круга. Совершайте соприкосновения плавно, исключая удары и долбление. Усилия не должны быть чрезмерными и не должны вызывать замедлений вращения, изменений звука мотора и перегрева. Следите за амперметром, – чрезмерные усилия вызвают повышение тока.
Если круг сломался во время работы, внимательно осмотрите станок – не повреждены ли защитные приспособления. Так же проверьте фланцы, шпиндель, крепежные гайки – не согнуты ли они, треснуты и т.п.
Анализ системы.
Шлифовальный круг – это один из компонентов инженерной системы, в которую входят : собственно круг, оборудование, обрабатываемая деталь и эксплуатационный фактор. Каждый фактор оказывает влияние на другие. Следовательно, пользователь, желающий оптимального исполнения своих шлифовальных операций выбирает круг, который более соответствует остальным составляющим процесса.
Шлифовальные круги
Шлифовальные круги используются с различными целями. С их помощью можно затачивать режущие инструменты, проводить шлифовку поверхности, чтобы устранить, или напротив, придать ей шероховатость, очищают металлические детали от ржавчины и старой краски и др. Для каждого вида работы требуются специфические подходящие инструменты. Это определяет в дальнейшем её качество и затраты труда.

Шлифовальный круг или диск – это наждачный шлифовальный инструмент для обработки твёрдых деталей: стачивания, шлифовки, обрезки, т. е. удаления слоя материала, чтобы поверхность приобрела требуемую структуру. Его применяют для камня, металла, дерева, керамики и др. разных размеров. Он представляет собой пористое тело, на котором имеются острые зёрна (из наждака и др.), закреплённые на нём при помощи связывающих элементов. Они бывают как искусственными, так и природными. Устанавливается на специальном круглошлифовальном станке.
Характеристики шлифовальных кругов и их маркировка
Существуют разные виды этого инструмента. Они различаются по ряду параметров: размерам, форме, твёрдости, зернистости. Выбор точильного круга по форме и размеру зависит от специфики работы. Плоские инструменты могут иметь конический и прямой профиль, а также вытачки с одной или двух сторон. Форма их бывает дисковой, тарельчатой, кольцевой или чашечной.
Важной характеристикой является твёрдость. Она зависит от того, насколько прочен связывающий элемент. Сами абразивные зёрна имеют высокую твёрдость. Их расположение и соотношение со связывающим веществом определяет структуру приспособления.
Зернистость
Зернистость шлифовального круга определяется по размерам абразивных зёрен из наждака, алмаза, и др. Единицей её измерения является микрон. Однородность размера – показатель высокого качества инструмента, т. к. обеспечивает лучшую обработку поверхности. Выбор круга с требуемой зернистостью зависит от:
- детали, нуждающейся в обработке и её размера;
- толщины слоя, который необходимо снять;
- степени шероховатости, которую планируется придать обрабатываемой поверхности.
По этому параметру маркировка производится соответственно двум системам. Первая из них использовалась ещё в советские времена. Согласно действующему тогда ГОСТу (3647-80) применялось числовое обозначение. Шлифовальный круг с размерами зерна 10 микрон обозначался цифрой 1. Если же размер составлял 400 микрон, то ставилась цифра 4.

В настоящее время обозначение производится соответственно ГОСТ 52381-2005, который повторяет международную систему. В ней используются буквенные обозначения. Размеры зёрен обозначаются буквой F с цифрой, при этом, чем она выше, тем ниже размер. К примеру, обозначение F40 говорит о том, что размер зёрен составляет 400-500 микрон, а F70 – около 200-250 микрон.
Лепестковые шлифовальные круги отличаются тем, что рабочие сегменты на них располагаются по краям и напоминают лепестки. Зернистость их зависит от того, для какой работы они предназначены. Для грубой обработки используются круги с крупными зёрнами, преимущественно из наждака, и наоборот.
Виды абразивных композиций
Шлифовальные круги изготавливаются из материалов, которые отвечают ряду требований. Прежде всего, они должны иметь высокую твёрдость и не подвергаться фрикционному износу. А также низкий показатель теплопроводности. В промышленности используются различные абразивные композиции. Основными из них являются следующие.
- Сферокорунд. Он представляет собой материал, содержащий сферические зёрна и расплавленный оксид алюминия. Твёрдость этого состава высокая, зернистость грубая. Поэтому его используют для твёрдых сплавов.
- Монокорунд. Он отличается тем, что зёрна в нём имеют монокристаллическую структуру. Эта композиция применяется при обработке изделий из жаропрочных и инструментальных сплавов. Она отличается надёжностью и долговечностью.
- Электрокорунд на основе карбида. Композиция для работы с деталями, прошедшими термообработку (чугун, различные сплавы, цветные металлы), с которых требуется снять поверхностный слой. Она не боится перепадов температуры.
- Электрокорунд на основе боксита. У такой композиции высокие термостойкие свойства и уровень твёрдости.

Нужная композиция подбирается с учётом особенностей работы, которую предстоит выполнять. А ещё качества изделий, нуждающихся в обработке. Лишь в этом случае можно получить желаемый результат
Показатели твердости
Твёрдость шлифовальных кругов – это их способность препятствовать выкрашиванию зёрен при использовании до того, как они полностью выработают свой ресурс. Этот показатель не определяется твёрдостью абразивных зёрен. Она зависит от технологии изготовления самого круга, связки, формы и вида частиц, наждака, зернистости.
При взаимодействии с поверхностью изделия происходит самозатачивание: режущие зёрнышки из алмаза или наждака во время шлифовки раскалываются, часть их выкрашивается. В результате новые вступают в действие взамен притупившихся. По показателю твёрдости такие инструменты подразделяются на твёрдые, мягкие, средние. Кроме этого, известны весьма мягкие и весьма твёрдые, среднемягкие и среднетвёрдые, и чрезвычайно твёрдые. Менее твёрдые отличаются большей способностью к самозатачиванию. В практической деятельности чаще используются шлифовальные круги со средним показателем твёрдости. Они отличаются стойкостью и высокой производительностью.

Перед началом использования необходимо определить технические особенности, чтобы точно подобрать наиболее подходящий. Например, если необходимо заточить инструмент с резцами из твёрдых сплавов, следует выбирать мягкий круг с высокой способностью к самозатачиванию. Если же нужно добиться формы с максимально высокой точностью, то больше подойдут твёрдые модели с зёрнышками из наждака или алмаза.
Виды шлифовальных кругов
Классификация шлифовальных кругов производится соответственно особенностям и назначению. Они различаются по размерам, форме, твёрдости, зернистости. Использование выполняется согласно техническим характеристикам. Существуют круги с наждаком для грубых и более тонких обработок, имеющие разную зернистость. Шлифовальные инструменты для грубой шлифовки с частицами из наждака применяются при работе с любыми материалами. А зачистные, их также называют ещё обдирочными, используются для металлических поверхностей, когда необходимо тонко очистить их от любых загрязнений: остатков краски, ржавчины и др., и придать поверхности гладкость. Точильный круг обычно имеет покрытие из частиц технического алмаза или наждака.
Маркировка шлифовальных кругов по ГОСТ
В маркировке имеется необходимая информация, с помощью которой можно безошибочно выбрать наиболее подходящий инструмент нужной марки. В ней представлен тип изделия, его структура и размеры, зернистость, материал абразивных частиц материала для связки, твёрдость и зернистость, предельная скорость вращения. Также в ней непременно указывается неуравновешенность и класс точности.

Для маркировки существуют специальные обозначения, они могут быть указаны разным цветом. Каждое из них характеризует определённый технологический параметр. Расшифровка проводится по соответствию действующим ГОСТам. Так, размер обозначается тремя цифрами. К примеру, на упаковке и в названии может быть указана следующая комбинация: 175 × 20 × 30 мм. Прочитать её можно таким образом. Первый показатель означает размер наружного диаметра. Последний — размер внутреннего или посадочного диаметра, а средний – высоту круга. Если требуется приобрести круг для станка, то нужно выбирать модель с подходящими габаритами.
Скорость вращения определяется прочностью. Поэтому на нём всегда указана максимально разрешённая скорость в таких показателях как количество оборотов в минуту (об./мин) и метрах в секунду (м/с). Если не соблюдать ограничения, то инструмент быстро износится и придёт в негодность. Поэтому следует выбирать модель с соответствующей прочностью, подходящим наждаком и зернистостью.
Форма также непременно должна учитываться при выборе. Она в немалой степени определяет пригодность модели для различных видов обработки. Для обозначения используются цифры и буквы. Современное обозначение состоит исключительно из цифр, старое – из цифр и букв.
Материал абразивных частиц указывается в маркировке буквами и цифрами. К примеру, электрокорунд обозначается буквой А. Нормальный электрокорунд маркируется сочетанием от 12А до 16А, белый – 22А-25А, хромистый – 32А-34А. Также распространены циркониевый электрокорунд, который обозначается 38А, титанистый — 37А, и др. Буквой С обозначается карбид кремния – он может быть зелёный 62С-64С, или чёрный чёрный 52С-54С. Высокие цифры говорят о том, что материал высококачественный.

Твёрдость по старому ГОСТу в маркировке выглядит как ВМ1, ВМ2 (весьма мягкий), ВТ – весьма твёрдый и т. д. По соответствию международным стандартам этот показатель обозначается латинскими буквами: F, G, H, L, K, R, S и др. Также маркировка представляет данные о структуре круга. Этот показатель означает содержание абразивных частиц в единице объёма. Цифра от 1 до 4 говорит о плотной структуре, 5-7 – о средней, 8-10 – об открытой, а 11 и 12 – о высокопористой.
Теперь о связующем материале. Буквы K или V соответственно старому ГОСТу обозначают керамический материал, В или Б – бакелитовый, R или В – вулканитовый. Если в бакелитовой связке имеется упрочнитель, то в маркировке указываются буквы БУ или ВF, если же графитовый наполнитель, то В4 или Б4. Буквы А, АА и Б показывают класс точности. АА указывают на самый точный класс. А класс неуравновешенности массы изделия представлен на маркировке цифрами от 1 до 4.
Как правильно выбрать шлифовальный круг
Чтобы сделать правильный выбор для определённой цели, необходимо понимать принцип действия. Он является режущим инструментом. Абразивные частицы имеют такое же назначение, как и зубья пилы. Но у пилы все зубья располагаются на одной стороне. А на круге для шлифовки зёрнышки наждака, алмаза и др. распределены по всей его поверхности. В процессе шлифовки они механически снимают слой с обрабатываемой поверхности. Различные материалы и разный вид обработки требуют использования разных инструментов. Тип абразивных частиц выбирается в зависимости от предстоящей обработки.
Если требуется отшлифовать твёрдое и хрупкое изделие, то подойдёт мягкий тонкозернистый круг. По мере затупления частицы наждака будут выкрашиваться, благодаря мягкой связке. Твёрдые круги с грубой зернистостью, напротив, предпочтительны для обработки вязких, мягких материалов, т. к. в процессе работы абразивные зёрна при затуплении удаляются с поверхности круга, и происходит самозатачивание. Если требуется снять большой слой, то также лучше использовать модели с более грубыми частицами. Они способны проникать глубже и удалять больше поверхности материала. Но при этом нужно помнить о том, что для труднопроникаемой поверхности эффективнее применить мелкозернистый круг, так работа будет выполнена значительно быстрее, т. к. сверху имеется больше острых режущих зёрен наждака. Шлифовку цветных металлов, чугуна, а также других материалов (неметаллических) удобно производить с помощью круга из оксида кремния.
Кроме того, важно учитывать рабочую скорость. Если требуется высокая скорость вращения, то нужно выбирать круг, у которого имеется специальное укрепление. Но всегда надо помнить о том, что предельную скорость, указанную в маркировке, в процессе шлифовки превышать нельзя.

Важным параметром является и площадь шлифовальной поверхности между обрабатываемым предметом и кругом. Если она достаточно большая, то следует отдать предпочтение грубой зернистости и мягкой связке. Это обеспечит доступ воздуха, место контакта будет охлаждаться, и на единицу площади будет оказываться меньшее давление, что облегчает процесс работы. Также и наоборот, для площадей меньших размеров желательно применять твёрдую модель с мелкими размерами зёрнышек алмаза или наждака.
Обязательно также учитывать мощность станка. Для более мощного агрегата обычно используются твёрдые круги для шлифовки.
Применение шлифовальных кругов позволяет провести обработку поверхности, чтобы сделать её гладкой или шероховатой, в зависимости от необходимости. Правильный выбор и умелое применение позволят добиться нужного результата без лишних усилий.
Как выбрать абразивный круг?
Основное предназначение абразивных кругов — точная и быстрая резка изделий из стали, цветных металлов и чугуна, например металлических листов, труб, уголков, арматуры и т. д. Помимо резки, при помощи круга делают прорези и пазы различных глубины и формы, зачищают металлическую поверхность от дефектов и неровностей. Круги также можно применять для периодического разрезания кирпичей, листов шифера, материалов из бетона, керамики и гипсокартона.
Скорость вращения абразивного круга очень велика (обычно порядка 8о м/с). Поэтому важно правильно выбрать и верно использовать абразивный круг. Тогда процесс резки будет безопасным, а результат — качественным.
Технологические основы абразивных кругов
Отрезной круг представляет собой тонкий диск, выполненный из смешанной и спрессованной массы абразива. Слово это произошло от латинского abradere, что значит «соскабливать». Круги выполняют из твердого мелкозернистого (абразивного) материала, чаще всего электрокорунда (реже — карбида кремния). Микроскопические частицы такого материала из-за своей острой формы выступают над плоскостью кромки круга и срезают (соскабливают) очень тонкую стружку. Таким образом и происходит резка металла. При работе с неметаллическими поверхностями, в частности кирпичом или бетоном, абразив выдалбливает из них мелкие частицы, разрушая материал вдоль линии реза.
К абразивным можно отнести и алмазные круги. Однако в их основе находится металлический диск, на кромку которого нанесены алмазные насадки. Абразивный же круг целиком состоит из мелкозернистого материала, поэтому и получил такое название. В домашнем хозяйстве алмазные круги вряд ли пригодятся: стоят они в несколько раз дороже, их надо периодически охлаждать водой. Конечно, такие круги более долговечны, но при нерегулярном применении в быту это преимущество перестает быть важным.
Зато абразивные круги не только не нуждаются в дополнительном охлаждении, но и обладают способностью к самозатачиванию. По мере использования, за счет разрушения и выгорания частиц абразива и связок между ними, такой круг уменьшается в размере. Но его острота остается практически прежней.
Сами по себе абразивные круги не являются режущим инструментом, но выступают в качестве рабочей насадки. В быту для их применения удобнее всего использовать угловую шлифовальную машину (УШМ, более известную как «болгарка»). Для присоединения к инструменту в центре каждого круга есть специальное посадочное отверстие.
Правила выбора абразивных кругов
Подбирая абразивный отрезной круг, следует внимательно ознакомиться с надписями и обозначениями. Серьезные производители наносят их в довольно большом количестве. Первое, что надо проверить — тип применяемого оборудования. Есть круги, которые предназначены для установки на стационарные станки и обозначены соответствующей пиктограммой. В домашнем хозяйстве требуются абразивные круги для ручных инструментов. Далее нужно проверить следующие параметры: Зернистость абразива (то есть размер частиц). Она может составлять до 2000 мкм (а порой и более). Однако производители обозначают ее при помощи специальной маркировки, причем нередко своей собственной. В этом случае следует проконсультироваться о принципах соответствия у продавца. Общепринятой является система FEPA, в которой зернистость обозначают латинской буквой «F» с числом от 4 до 1200. Чем меньше число, тем больше размер частиц. В быту пригодятся круги меньшего диапазона зернистости: с крупным, грубым зерном (F16-24), средним (F30-60) и мелким (F70-220). Чем крупнее частицы, тем быстрее можно резать металл, особенно большой толщины. Но для точного и качественного вырезания пазов и углублений нужны круги с малым зерном.
Диаметр отрезного круга. Здесь все просто — он должен соответствовать «болгарке». В продаже есть круги размером от 80 до 500 мм, но бытовые УШМ выпускаются под круги диаметром 115,125, 150, 180 и 230 мм. Принцип соответствия аналогичный: чем больше диаметр, тем легче отпилить толстую металлическую деталь. «Болгарки» с кругами 125-150 мм считаются универсальными. Такие электроинструменты вполне позволят справиться с бытовыми задачами по разрезанию металла, при этом весят они ощутимо меньше, чем мощные устройства под круг 230 мм. При покупке надо проверить и соответствие диаметра посадочного отверстия круга (он бывает 22 и 32 мм).
Отрезные круги с диаметром 80 и 100 мм и посадочным отверстием 10 мм предназначены для установки на электродрель.
Высота круга (то есть толщина W его кромки) бывает от 1 до 5 мм. Чем она меньше, тем проще резка и меньше количество отходов. Однако ускоряется износ круга.
Скорость вращения круга при работе «болгаркой» не должна превышать максимально допустимое для него значение. Его также указывают на поверхности круга. Причем многие производители не только пишут числа, но и используют цветовую схему. Поперечная полоса белого цвета соответствует максимальной скорости до 25-35 м/с, синяя — до 45-50 м/с, желтая-до 60 м/с, красная — до 80 м/с, зеленая — до 100 м/с. Для большинства случаев и почти всех бытовых «болгарок» надо применять «красные» отрезные круги. Но если предстоит обработка детали из нержавеющей стали, следует приобрести «синий» диск. . На поверхности круга зачастую можно увидеть пиктограммы, изображающие камень, армированный бетон, керамическую плитку, тот или иной вид металлических изделий и т. д. Это значит, что отрезной круг имеет узкую специализацию, предназначен для работы именно по таким поверхностям.
Есть и универсальные круги. Многие производители в виде пиктограмм предупреждают пользователей о правилах техники безопасности. Рисунки могут напоминать о необходимости работы в наушниках, защитных очках, с респиратором и т. д.
Сама поверхность круга может быть плоской, но с выступающими абразивными зернами, или более гладкой, но рифленой, с неглубокими канавками круглой формы. Во втором варианте меньше мощность, которую «болгарка» расходует при выполнении резки, но выше цена.
Наконец, большинство производителей обозначает на обрамлении вокруг посадочного отверстия срок годности абразивного круга. Продавцы нередко продают изделия с истекающим периодом пригодности по сниженным ценам. Но во избежание поломок и риска для здоровья таких приобретений лучше избегать.
Рабочие рекомендации
Для обеспечения качественной и долговечной работы с абразивным отрезным кругом следует придерживаться ряда правил и советов:
- Хранить круг нужно только в сухом помещении. Ни в коем случае нельзя оставлять его на улице
- Металлические детали перед порезкой лучше закреплять только с одной стороны. В противном случае они могут немного деформироваться от нагрева и заклинить круг
- Толщина разрезаемой металлической детали должна быть не больше 1/6 диаметра отрезного круга. Если не соблюдать это требование, круг будет испытывать перегрузки, излишне греться и достаточно быстро терять свои размеры. Соответственно, чем больше степень износа абразивного отрезного круга, тем меньшую глубину реза можно выполнить с его помощью.
- При использовании для резки отрезных кругов с разной зернистостью нужно изменять и подачу инструмента (то есть давление, оказываемое человеком на инструмент при работе): при уменьшении зернистости — снижать и подачу, при увеличении — повышать
- Резку металлической детали нужно осуществлять со скоростью порядка 20-80 см/мин. Конечно, точно соблюдать это требование в домашних условиях сложно, но хотя бы примерно — обязательно. При слишком малом или слишком большом перемещении «болгарки» возрастает выделение тепла при резке, что ускоряет износ круга и может также привести к его заклиниванию
- В случае появления интенсивного искрения и чрезмерного нагрева круга работу нужно прекратить (приподнять «болгарку») на 10-15 с
После этого работу можно продолжить, но прилагая меньше усилий.
Безопасность работы
Резка материалов при помощи абразивного отрезного круга и «болгарки» — дело эффективное, быстрое, но и весьма опасное. Поэтому очень важно не забывать о мерах предосторожности. Прежде всего, они касаются самого инструмента. Еще при покупке «болгарки» нужно проверить наличие защитного кожуха, качество выполнения и прилегания всех деталей, особенно пластиковых, отсутствие трещин, вмятин и т. д.
В процессе самой работы очень желательно надевать очки. Причем не стеклянные, а из толстого пластика. Еще лучше, если они будут с резиновым уплотнением по периметру. Все это обеспечит надежную защиту глаз. Также надо использовать плотные строительные перчатки. Полезны спецовка и закрытая высокая обувь. В целом, все сводится к необходимости максимальной защиты человека от попадания искр.
Кроме того, нужно позаботиться о том, чтобы место работы было сухим и хорошо освещенным. Само собой, нельзя работать под дождем. Желательно использовать хороший верстак или тиски, закрепленные на надежном столе. Чтобы деталь во время резки не вибрировала, стол или верстак должны стоять на твердой и ровной поверхности. Подавать инструмент следует сверху вниз, с усилием, но без рывков.
Наконец, важно регулярно проверять состояние отрезных кругов. Большая изношенность приводит к необходимости увеличения мощности при работе «болгарки» и снижает ее ресурс.
Шлифование
Абразивные круги используют не только для резки, но и для шлифования материалов. Правда, для этого следует покупать специальные зачистные круги. Обычно они рассчитаны на работу с предельной скоростью вращения до 10 000-11 000об./мин. Но снижение этого числа до 2500-3000 об./ мин позволяет получить более универсальный инструмент, с помощью которого можно шлифовать не только металл, но и дерево, каменные и бетонные материалы, окрашенные поверхности и т.д. Рекомендую также при приобретении «болгарки» выбирать модели с мощностью порядка 1400-1500 Вт. Использование менее мощных инструментов может приводить к их перегрузке и преждевременному выходу из строя, а применение более сильных малоэффективно в домашних условиях.
Внимание при покупке дисков для болгарки
Подходящий по всем параметрам круг нужно тщательно осмотреть. При наличии видимых следов повреждений и сколов покупать его, конечно, не следует.
Дома, перед тем как использовать купленный отрезной круг в полную силу, его надо прокрутить на холостом ходу «болгарки» порядка 5 минут. Кожух с инструмента при этом снимать не нужно и нужно держать УШМ рукояткой к себе. Все это требуется для проверки круга на предмет наличия микроскопических трещин и сколов, которые могут образоваться при транспортировке. При работе на полном ходу такие повреждения способны привести к разрыву круга и разлету осколков.
Завод по производству абразивных щеток, производственная компания OEM / ODM по изготовлению абразивных щеток по индивидуальному заказу
Всего найдено 27 заводов и компаний по производству круговых абразивных щеток с 81 товаром. Получите высококачественную круговую абразивную щетку из нашего огромного ассортимента надежных заводов по производству круговой абразивной щетки. Золотой член| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основные продукты: | Алмазные полировальные диски, алмазная пила, инструмент для полировки бетона, шлифовальный круг, алмазный сегмент |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, собственный бренд |
| Расположение: | Сямэнь, Фуцзянь |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основные продукты: | Щетка , Режущий инструмент, Шлифовальный круг, Детали компрессора, Порошковая металлургия |
| Mgmt.Сертификация: | ISO 9001, ISO 14001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Гуанчжоу, Гуандун |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основные продукты: | Алмазный инструмент, алмазный канат, алмазная пила, алмазное сверло, полировальные диски |
| Mgmt.Сертификация: | ISO 9001, ISO 14000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, собственный бренд |
| Расположение: | Цюаньчжоу, Фуцзянь |
| Тип бизнеса: | Производитель / Factory |
| Основные продукты: | Отрезной круг, шлифовальный круг, Абразивный диск , Алмазный диск, Абразивный материал Ткань |
| Mgmt.Сертификация: | ISO 9001, ISO 14001, ISO 14000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Шанхай, Шанхай |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Абразив , Кисть |
| Расположение: | Чжэнчжоу, Хэнань |
| Тип бизнеса: | Производитель / Factory |
| Основные продукты: | Режущие диски, шлифовальный круг, липучки, лепестковые диски, проволочная чашка Щетка |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Цзиньхуа, Чжэцзян |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основные продукты: | Воздушный компрессор, Орбитальная шлифовальная машина, Абразивные диски |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Цзиньхуа, Чжэцзян |
| Производственные линии: | 6 |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основные продукты: | Алмазный инструмент, Абразивный материал Кисть , Шлифовальный инструмент, пильное полотно, баф |
| Расположение: | Цюаньчжоу, Фуцзянь |
Руководство по абразивно-струйной очистке

Как правильно выбрать абразив для работы
1 мая 2018 г.Абразивоструйная очистка – это общий термин, применяемый к процессам чистовой обработки, которые влекут за собой продвижение струи абразивного материала под высоким давлением к поверхности заготовки. Абразивоструйная очистка может служить для многих целей отделки поверхности, таких как удаление загрязнений или предыдущих покрытий, изменение формы и сглаживание или придание шероховатости поверхности.
Существует множество видов абразивно-струйной очистки, каждый из которых требует использования различных типов струйных материалов, называемых «носителями» для струйной очистки. Компания Finishing Systems составила это руководство по абразивно-струйной очистке, чтобы помочь вам выбрать наиболее подходящий материал для ваших конкретных процессов отделки.
Одно примечание: термины «пескоструйная обработка» и «абразивно-струйная обработка» часто используются как синонимы. Обычный «сухой» процесс пескоструйной обработки с использованием традиционного песка не рекомендуется для большинства применений.Для пескоструйной обработки обычно требуется вдвое больше материала, что делает ее слишком затратной для многих компаний.
Песок также содержит значительное количество кремнезема, который при расщеплении и вдыхании операторами может вызвать серьезные респираторные заболевания. Следовательно, процесс «пескоструйной обработки» обычно проводится с использованием альтернативных типов абразивного материала:
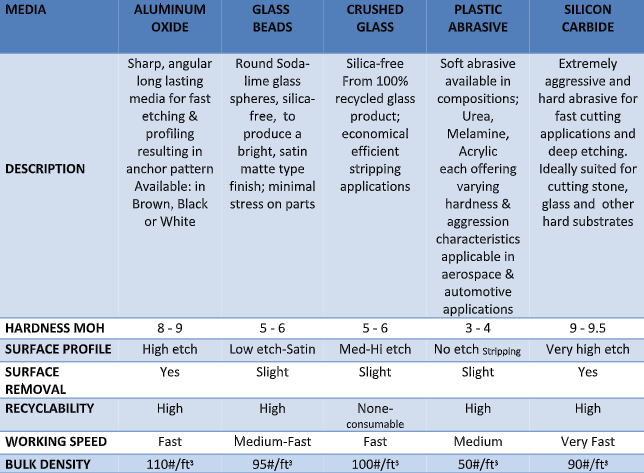
- Стеклянные бусины: Стекло не так агрессивно при струйной очистке, как другие материалы, такие как стальная дробь или карбид кремния.Тем не менее, это отличный выбор для приложений, требующих более мягкой и яркой отделки. Он хорошо подходит для обработки нержавеющей стали. Стеклянные бусины также можно переработать несколько раз.
- Оксид алюминия: Оксид алюминия отличается превосходной твердостью и прочностью. Его можно найти в самых разных областях применения: от противоскользящих поверхностей до промышленных применений в качестве взрывчатых веществ и в качестве сырья в огнеупорах. Он предназначен для абразивно-струйной обработки под давлением практически любых поверхностей: стекла, гранита, мрамора и стали.Благодаря своей способности к глубокому травлению он используется при подготовке поверхностей перед окраской или нанесением покрытий.
- Пластмассы: Абразив для пластмасс – это сухое термореактивное чистящее средство, изготовленное из измельченной мочевины, полиэстера или акрила. Каждый из них имеет различную твердость и размер частиц. Пластик обычно считается лучшим средством для очистки форм, струйной очистки пластиковых деталей или в тех случаях, когда удаление материала подложки не допускается. Общие отрасли промышленности включают автомобилестроение, авиацию, водный транспорт, электронику и промышленное применение.
- Карбид кремния: Карбид кремния – самый твердый из имеющихся абразивно-струйных материалов, что делает его лучшим выбором для самых сложных задач отделки поверхностей. Доступен в различных цветах и разной степени чистоты. В основном он используется для абразивных инструментов со связкой, притирки, полировки, травления стекла и других применений для струйной резки в тяжелых условиях.
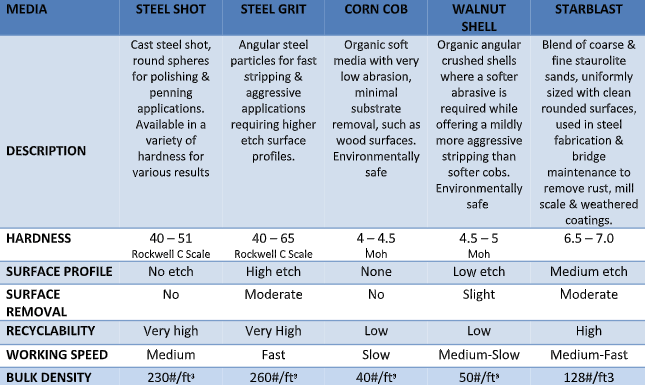
- Сталь Дробь и зерно: Абразив для стали является экономичной альтернативой другим абразивным материалам благодаря своей прочности и возможности вторичной переработки.Его можно использовать на различных поверхностях для эффективного удаления загрязнений, текстурирования поверхности для надлежащего прилегания окончательного покрытия или для упрочнения (упрочнения). Правильный размер, твердость и форма играют важную роль при правильном выборе носителя.
- Starblast: Starblast ™ – это добытая сыпучая смесь крупного и мелкого ставролитового песка с чрезвычайно низким содержанием кремнезема, что делает его идеальным абразивом для струйной очистки общего назначения. Он идеально подходит для удаления накипи и коррозии со стальных поверхностей, обеспечивая низкий уровень запыленности и улучшенную видимость.
- Скорлупа грецкого ореха: Абразив для скорлупы грецкого ореха – твердый материал природного происхождения, изготовленный из измельченной скорлупы грецкого ореха. Это более твердый из мягких абразивов, доступен в различных размерах для струйной очистки и полировки более мягких поверхностей, которые могут быть повреждены более жесткими абразивами. Типичные области применения включают полировку мягких металлов, стекловолокна, дерева, пластика и камня. Его также можно использовать в галтовочных операциях для полировки драгоценных камней и ювелирных изделий.
- Кукурузные початки: Абразив для кукурузных початков – это гранулированный абразив, получаемый в результате измельчения плотного древесного кольца кукурузного початка до различных размеров зерна.Это более мягкий из встречающихся в природе абразивов, что делает его идеальным для очистки, снятия заусенцев, полировки и устранения заусенцев. Обычные отрасли промышленности включают ювелирные изделия, столовые приборы, детали двигателя, стекловолокно и удаление граффити или мусора с дерева, кирпича или камня.
Свяжитесь с Finishing Systems, чтобы узнать больше о вариантах абразивно-струйных материалов
Являясь признанным лидером в области обработки металлов более 40 лет, Finishing Systems обладает опытом и знаниями, чтобы помочь вам выбрать лучшую среду для пескоструйной обработки.Свяжитесь с нами, чтобы узнать больше о различных типах абразивно-струйных средств, которые мы предлагаем сегодня.
,Испытание на истирание заполнителей в Лос-Анджелесе – Значения для дорожных покрытий
Испытание на истирание заполнителей в Лос-Анджелесе – это мера прочности и сопротивления истиранию заполнителей, таких как раздавливание, разрушение и дезинтеграция. Это испытание проводится в соответствии с AASHTO T 96 или ASTM C 131: Устойчивость к разрушению мелкодисперсного грубого заполнителя в результате истирания и ударов в машине Лос-Анджелеса.
Агрегат, используемый для укладки дорожных покрытий, подвержен износу из-за движения транспорта.
При движении транспортных средств по дороге частицы почвы, находящиеся между пневматическими шинами и поверхностью дороги, вызывают истирание дорожных агрегатов. Колеса со стальными ободами транспортных средств, приводимых в движение животными, также вызывают значительное истирание дорожного покрытия.
Следовательно, дорожные агрегаты должны быть достаточно твердыми, чтобы противостоять истиранию. Устойчивость к истиранию заполнителя определяют в лаборатории на испытательной машине Лос-Анджелеса.
Принцип испытания на истирание в Лос-Анджелесе состоит в том, чтобы произвести абразивное воздействие с помощью стандартных стальных шариков, которые при смешивании с заполнителями и вращении в барабане на определенное количество оборотов также вызывают удар по заполнителям.
Определен процент износа агрегатов из-за трения стальными шариками, известный как значение абразивного износа Лос-Анджелеса.

Определение абразивной стойкости по Лос-Анджелесу
Испытание агрегатов на абразивный износ Лос-Анджелеса проводится для следующих целей:
- Для определения показателя истирания в Лос-Анджелесе.
- Определить пригодность агрегатов для использования в дорожном строительстве.
Аппарат для испытаний в Лос-Анджелесе
Аппарат по IS: 2386 (Часть IV) – 1963 состоит из:
- Машина Лос-Анджелеса
- Абразивная загрузка: чугунные или стальные шарики диаметром примерно 48 мм и весом от 390 до 445 г каждый; требуется от шести до двенадцати мячей. Сито
- : 1,70, 2,36, 4,75, 6,3, 10, 12,5, 20, 25, 40, 50, 63, 80 мм сита IS.
- Весы грузоподъемностью 5 кг или 10 кг
- Сушильная печь
- Разное, как лоток
Процедура для испытания в Лос-Анджелесе
Образец для испытаний состоит из чистых агрегатов, высушенных в печи при температуре 105–110 ° C. Образец должен соответствовать любой из оценок, приведенных в таблице 1.
- Выберите классификацию, которая будет использоваться в испытании, так, чтобы она соответствовала классу, используемому в строительстве, в максимально возможной степени.
- Возьмите 5 кг образца для классов A, B, C и D и 10 кг для классов E, F и G.
- Выбрать абразивную загрузку согласно Таблице 2 в зависимости от сорта заполнителей.
- Поместите заполнители и абразивную шихту на цилиндр и закрепите крышку.
- Вращайте машину со скоростью от 30 до 33 оборотов в минуту. Число оборотов составляет 500 для классов A, B, C и D и 1000 для классов E, F и G. Машина должна быть сбалансирована и двигаться таким образом, чтобы была равномерная окружная скорость.
- Машина останавливается после желаемого количества оборотов, и материал выгружается в лоток.
- Вся каменная пыль просеивается на сите IS 1,70 мм.
- Материал крупнее 1,7 мм взвешивается с точностью до одного грамма.
Таблица 1: Классификация тестовых образцов – * Допуск ± 12 процентов разрешен.
| Размер сита (квадратное отверстие) | Масса испытуемого образца в граммах | |||||||
| Проход (мм) | Оставлено (мм) | А | В | К | Д | E | Ф | г |
| 80 | 63 | 2500 * | ||||||
| 63 | 50 | 2500 * | ||||||
| 50 | 40 | 5000 * | 5000 * | |||||
| 40 | 25 | 1250 | 5000 * | 5000 * | ||||
| 25 | 20 | 1250 | 5000 * | |||||
| 20 | 12.5 | 1250 | 2500 | |||||
| 12,5 | 10 | 1250 | 2500 | |||||
| 10 | 6,3 | 2500 | ||||||
| 6,3 | 4,75 | 2500 | ||||||
| 4,75 | 2,36 | 5000 | ||||||
Таблица 2: Выбор абразивной засыпки
| Оценка | Количество стальных шариков | Масса заряда в граммах. |
| А | 12 | 5000 ± 25 |
| В | 11 | 4584 ± 25 |
| К | 8 | 3330 ± 20 |
| Д | 6 | 2500 ± 15 |
| E | 12 | 5000 ± 25 |
| Ф | 12 | 5000 ± 25 |
| г | 12 | 5000 ± 25 |
Наблюдения за Тест в Лос-Анджелесе
Исходный вес совокупной пробы = W 1 г
Масса оставшейся совокупной пробы = W 2 г
Перенос веса 1.Сито 7 мм IS = W 1 – W 2 г
Величина истирания = (W 1 – W 2 ) / W 1 X 100
Результаты
Значение истирания по Лос-Анджелесу =
Рекомендуемые Значения испытаний в Лос-Анджелесе для тротуаров
Лос-Анджелесский тест обычно используется для оценки твердости заполнителей. Испытание более приемлемо, поскольку сопротивление истиранию и удару определяется одновременно.
В зависимости от значения, пригодность агрегатов для различных дорожных конструкций может быть оценена в соответствии со спецификациями IRC, как указано:
| Sl. № | Тип покрытия | Макс. допустимое истирание в% |
| 1 | Основание из щебня на водной основе | 60 |
| 2 | Базовый слой WBM с битумным покрытием | 50 |
| 3 | Макадам битумно-связанный | 50 |
| 4 | Курс наплавки WBM | 40 |
| 5 | щебень бурения битумный | 40 |
| 6 | Битумная обработка поверхности, цементобетонное покрытие | 35 |
| 7 | Покрытие из битумного бетона | 30 |
Подробнее:
Испытание на определение индекса расслаивания и удлинения на грубых заполнителях
Как изложить план строительства на земле с процедурой?
,Алгоритм– точки пересечения круг-круг
Переполнение стека- Около
- Товары
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики и технологи делятся частными знаниями с коллегами
- работы Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимайте технических специалистов и создавайте свой бренд работодателя
- реклама Обратитесь к разработчикам и технологам со всего мира
- О компании