Круг калиброванный гост: купить в Москве – Сталь-Эксперт (цены)
alexxlab | 07.05.2023 | 0 | Разное
Круг ГОСТ 7417-75 | ООО «Сталь-Максимум»
© Издательство стандартов, 1975
© Издательство стандартов, 1990
Переиздание с Изменением
|
Диаметр, мм |
Предельные отклонения, мм |
Площадь поперечного сечения, мм2 |
Масса 1 м, Кг |
|||
|
h9 |
h20 |
h21 |
h22 |
|||
|
3,0 |
—0,025 |
—0,040 |
—0,060 |
|
7,07 |
0,056 |
|
3,1 3,2 3,3 3,4 3,5 3,6 3,7 3,8 3,9 4,0 4,1 4,2 4,4 4,5 4,6 4,8 4,9 5,0 5,2 5,3 5,5 5,6 5,8 6,0 |
—0,030 |
—0,048 |
—0,075 |
—0,120 |
7,55 8,04 8,55 9,08 9,62 10,18 10,75 11,34 11,95 12,56 13,20 13,85 15,21 15,90 16,62 18,10 18,86 19,63 21,24 22,06 23,76 24,63 26,42 28,27 |
0,059 0,063 0,067 0,071 0,076 0,080 0,084 0,089 0,094 0,099 0,104 0,109 0,119 0,125 0,130 0,142 0,148 0,154 0,167 0,173 0,186 0,193 0,207 0,222 |
|
6,1 6,3 6,5 6,76,9 7,0 7,1 7,3 7,5 7,7 7,8 8,0 8,2 8,5 8,8 9,0 9,2 9,3 9,5 9,8 10,0 |
—0,036 |
—0,058 |
—0,090 |
—0,150 |
29,22 31,17 33,17 35,26 37,39 39,59 41,85 44,18 46,57 47,78 50,27 52,81 56,75 60,82 63,62 66,48 67,93 70,88 75,43 78,54 |
0,229 0,245 0,260 0,277 0,294 0,302 0,311 0,329 0,347 0,366 0,375 0,395 0,415 0,445 0,477 0,500 0,522 0,533 0,556 0,592 0,616 |
|
10,2 10,5 10,8 11,0 11,2 11,5 11,8 12,0 12,2 12,5 12,8 13,0 13,2 13,5 13,8 14,0 14,2 14,5 14,8 15,0 15,5 15,8 16,0 16,2 16,5 16,8 17,0 17,2 17,5 17,6 17,8 18,0 |
—0,043 |
—0,070 |
—0,110 |
—0,180 |
81,71 86,59 91,61 95,03 98,52 103,90 109,36 113,10 116,90 122,72128,68 132,70 136,85 143,14 149,57 153,90 158,37 165,13 172,03 176,7 181,5 188,7 196,1 201,1 206,1 213,8 221,7 227,0 232,3 240,5 243,2 248,8 254,5 |
0,641 0,680 0,719 0,746 0,815 0,858 0,890 0,918 0,963 1,010 1,042 1,074 1,124 1,174 1,208 1,243 1,296 1,350 1,387 1,42 1,48 1,54 1,58 1,62 1,68 1,74 1,78 1,82 1,89 1,91 1,95 2,00 |
|
18,5 19,0 19,5 20,0 20,5 21,0 21,5 22,0 23,0 24,0 25,0 26,0 27,0 28,0 29,0 30,0 |
—0,052 |
—0,084 |
—0,130 |
—0,210 |
268,8 283,5 298,6 314,2 330,1 346,4 380,1 415,5 452,4 490,9 530,9 572,6 615,7 660,5 706,9 |
2,11 2,23 2,34 2,47 2,59 2,72 2,85 2,98 3,26 3,55 3,85 4,17 4,49 4,83 5,18 5,55 |
|
31,0 32,0 33,0 34,0 35,0 36,0 37,0 38,0 39,0 40,0 41,0 42,0 44,0 45,0 46,0 48,0 49,0 50,0 |
—0,062 |
—0,100 |
—0,160 |
—0,250 |
754,8 804,2 855,3 907,9 962,1 1018 1075 1134 1195 1257 1320 1385 1521 1590 1662 1810 1886 1963 |
5,93 6,31 6,71 7,13 7,55 7,99 8,44 8,90 9,38 9,86 10,36 10,87 11,94 12,48 13,05 14,21 14,80 15,41 |
|
52,0 53,0 55,0 56,0 58,0 60,0 61,0 62,0 63. 65.0 |
—0,074 |
—0,120 |
—0,190 |
—0,300 |
2124 2206 2376 2463 2642 2827 2922 3019 3117 3317 3526 3739 3848 3959 4185 4418 4778 5027 |
16,67 17,32 18,65 19,33 20,74 22,19 22,94 23,70 24,47 26,04 27,68 29,35 30,21 31,08 32,85 34,68 37,51 39,46 |
|
67,0 69,0 70,0 71,0 73,0 75,0 78,0 80,0 |
— |
— |
||||
|
82,0 85,0 88,0 90,0 92,0 95,0 98,0 100,0 |
— |
— |
—0,220 |
—0,350 |
5281 5674 6082 6362 6648 7088 7543 7854 |
41,45 44,54 47,74 49,94 52,19 55,64 59,21 61,65 |
 0
0Калиброванная сталь, предназначенная для холодной высадки, с техни¬ческими требованиями по ГОСТ 10702—78, кроме размеров, предусмотренных табл. 1, должна поставляться следующих размеров (диаметров) в миллиметрах:
1, должна поставляться следующих размеров (диаметров) в миллиметрах:
4,35; 4,42; 4,70; 5,27; 5,70; 7,27; 7,4; 8,94; 9,10; 9,65; 10,65; 10,72; 11,10; 11,60; 12,56; 12,90; 13,60; 14,56; 14,90; 15,60; 16,24; 16,90; 18,24; 18,90; 19,55; 20,24; 21,55; 21,90; 22,55; 22,80; 23,55; 24,90; 25,20; 25,55; 26,55; 27,40; 27,58; 28,55; 29,55; 33,25; 33,90; 34,60; 35,55; 38,93; 39,90; 44,60; 45,89.
Площадь поперечного сечения и масса 1 м прутка вычислены по номи¬нальному размеру; при этом плотность стали принята равной 7,85 г/см3.
По требованию потребителей калиброванную сталь изготовляют диамет¬ров, не указанных в табл. 1. Предельные отклонения в этом случае должны соответствовать нормам, установленным для ближайшего большего диаметра.
По требованию потребителей прутки диаметром 7,5 мм изготовляют с предельными отклонениями — 0,015 мм.
Овальность сечения (разность между наибольшим и наимень¬шим диаметром одного сечения) не должна превышать предель¬ных отклонений по диаметру, указанных в табл. 1. По требованию потребителя овальность сечения не должна превышать половины предельного отклонения по диаметру.
1. По требованию потребителя овальность сечения не должна превышать половины предельного отклонения по диаметру.
1—3. (Измененная редакция, Изм. № 1, 2).
Сталь диаметром 5 мм и выше изготавливается в прутках, диаметром менее 5 мм изготавливается в прутках по согласова¬нию изготовителя с потребителем.
По требованию потребителя сталь диаметром по 25 мм вклю¬чительно должна изготовляться в мотках. По согласованию пот¬ребителя с изготовителем в мотках может изготовляться сталь диа¬метром свыше 25 мм.
В зависимости от назначения прутки изготовляются;
мерной длины;
кратной мерной длины;
немерной длины.
Прутки изготовляются длиной:
от 2 до 6,5 м из качественной углеродистой, автоматной, низколегированной и легированной стали;
от 1,5 до 6,5 м — из высоколегированной стали.
По согласованию изготовителя с потребителем допускается из¬готовлять прутки больших длин.
При изготовлении прутков немерной длины допускается на¬личие прутков длиной не менее 1,5 м из качественной углеродис¬той, автоматной, низколегированной и легированной стали и не менее 1 м из высоколегированной стали в количестве не более 10% массы партии.
Предельные отклонения по длине прутков мерной или крат¬ной мерной длины не должны быть более;
+ 30 мм — при длине прутков до 4 м;
+ 50 мм — при длине прутков свыше 4 м.
По требованию потребителей предельные отклонения по дли¬не прутков мерной или кратной мерной длины не должны превы¬шать +10 мм.
|
Диаметр, мм |
Предельная кривизна в зависимости от поля допуска |
|||||
|
на 1 м длины в мм |
на полную длину в % |
|||||
|
h9 |
h20 и h21 |
h22 |
h9 |
hl0 и h21 |
h22 |
|
|
До 25 Св. Св. 50 |
1,00 0,75 0,50 |
2,00 1,00 1,00 |
3,00 2,00 1,00 |
0,10 0,075 0,050 |
0,20 0,10 0,10 |
0,30 0,20 0,10 |
 25 до 50
25 до 50Для прутков диаметром до 25 мм с полем допуска h20 и h21 по требованию потребителя кривизна на 1 м длины не должна превышать 1 мм.
(Измененная редакция, Изм. № 1, 2).
Рез прутка должен быть под прямым углом к его продоль¬ной оси.
Допустимая косина реза не должна превышать:
0,2 d— для прутков диаметром до 15 мм;
3мм — для прутков диаметром свыше 15 до 30 мм;
5 мм — для прутков диаметром свыше 30 мм.
Круг калиброванный: hunhu uye kukura
Круг калиброванный – mufananidzo apedza simbi. Nokuti yayo firimu kushandisa chete kabhoni simbi kuvakuru качество, iyo unonyauka munzira chaiyo. Учида кугадзира риношандишва чандо муфанидзо. Somugumisiro, nzira iyi kunowedzera mumuviri, mapurasitiki uye zvemaziso zvivako hwendarira. Уезве, нани пемвура унху.
Zvichienderana chinangwa калиброванная siyana simbi anogona kudzivisa kumwe pamusoro kurapwa, chinoguma unopenya kana Mat. В нержавеющей simbi zvigadzirwa chinhu chokutanga kirasi mwero кривизна, uye boka rechipiri.
Simbi rinobudiswa ane калиброванная siyana paavhareji, ikawanda uye yakakwirira nemazvo машина. Nokuti Kunyora yavo vakashandisa tsamba A, B uye C azvaitwa.
Nokuti Kunyora yavo vakashandisa tsamba A, B uye C azvaitwa.
В наличии-сияна калиброванная маерерано незавинодива ГОСТ 7417-75. Пане mitemo kugadzirwa nyaya, izvo denderedzwa dhayamita 3 kusvika 100 мм. Madeenderedzwa 5 мм anobudiswa sezvo akaisa Coils. Kana dhayamita hwunopfuura 5 мм uye zvigadzirwa zvayo vane chimiro tsvimbo. Калиброванные допуски Nokuti siyana inobvumirwa nokuda dhayamita h21.
Кугадзира maererano mutengi kungaita kuti denderedzwa dhayamita Моток дзири 25 мм. Mukuwedzera, mutengi anogona kurayira mumwe калиброванный denderedzwa nefivha kurapwa.
Калиброванный памакумбо пакуреба ракакамурва:
– ньяя кутэма куреба;
– Продукт чибхубхубху куреба.
Kubereka simbi iyi anoshandisa siyana mamakisi hwendarira, somuenzaniso: 40, 40s, 45, 10, 20, 35. Калиброванная окружность мучимиро матанда урефу кубва 2 кусвика 6,5 метров куберека чиваниква, паси чиваниква, уйе-камоборони мучина йепамуборони. High-chiwanikwa simbi rinoshandiswa pana urefu matanda 1,5 kusvika 6,5 метра. Уйе павайдира куреба (квете асингасвики 1,5 м) риношандишва йепамусоро кабхони симби, чиваниква уйе пфути. Калиброванный madederedzwa zvikuru urefu anobudiswa kunyatsonzwisisa hurongwa.
Уйе павайдира куреба (квете асингасвики 1,5 м) риношандишва йепамусоро кабхони симби, чиваниква уйе пфути. Калиброванный madederedzwa zvikuru urefu anobudiswa kunyatsonzwisisa hurongwa.
Круг калиброванный akawanikwa kushandisirwa muminda siyana. Сталь чигадзирва дзинованзоциги- ракасандишва чисимбисо неконгири. Калиброванный дендередзва, акаита кудередва чиваниква симби, нокути курвиса квайо йайвхувхута езвинху авеню хунокоша кучамхембе широты паиваква. Uyewo dzimwe nguva rinoshandiswa kuti заземление ari Mapaipi mitsetse. Нержавеющая сталь nembariro simbi, заготовки ose dzeroundi chikamu (откалиброванные madenderedzwa), rinoshandiswa motokari, avhiyesheni, судостроение, huni kubudiswa, chikafu kubudiswa, uye mishonga maindasitiri.
Также калиброванная madederedzwa yakahwina parinoshanda akagadzira uye Наружная звонамбадзира. Mukuwedzera, vari kushandiswa munyika kugadzira zvivako.
Nokuda simba raro pakakwirira uye vanopfeka nemishonga yacho калиброванная нержавеющая simbi denderedzwa akakwana kuti pagadzirwe dzakasiyana-siyana zvikamu, izvo zvinofanira kushanda pasi kumusoro zvinorema uye yakakwirira tembiricha. Нержавеющие simbi – ане zvinhu zvakaisvonaka nokuda kwezvifananidzo zvaAtemisi ngaakuyire balls, kugadzirwa nyere, zvakasiyana kuvaka mativi uye застежки.
Нержавеющие simbi – ане zvinhu zvakaisvonaka nokuda kwezvifananidzo zvaAtemisi ngaakuyire balls, kugadzirwa nyere, zvakasiyana kuvaka mativi uye застежки.
Калибровки | Flyingbear Ghost Wiki
Рабочая платформа
Калибровка рабочей платформы является одной из обязательных калибровок для выполнения. процедуру с нуля более одного раза, но преимущества, которые вы получите от идеально откалиброванной рабочей пластины, будут бесценными
Кроме того, это длительная операция, но вы, вероятно, будете делать ее раз в год или около того, и чем больше ты это делаешь, тем легче будет
- Полностью затяните четыре пружины под станиной
- Отрегулируйте стопорный винт Z, пока не будет 2 мм между кончиком сопла и пластиной при возврате в исходное положение
вы можете использовать один из шестигранных ключей, прилагаемых к
- Запустите процедуру выравнивания платформы через графический интерфейс пользователя (графический интерфейс пользователя)
- Начните поворачивать пружинные рукоятки по часовой стрелке, используя прилагаемый лист или лист формата А4 (обычно 0,1 мм) для обеспечения небольшого трения между соплом и станиной.
 Повторите процедуру выравнивания кровати несколько раз, пока не получите одинаковое трение для всех четырех (или пяти, если вы активировали центральную) точек 9 калибровки.0040
Повторите процедуру выравнивания кровати несколько раз, пока не получите одинаковое трение для всех четырех (или пяти, если вы активировали центральную) точек 9 калибровки.0040
Советы по правильной калибровке
- Перед тем, как начать выравнивание платформы, нагрейте ее до температуры, которую вы обычно используете для печати (чаще всего это 60 градусов Цельсия), и держите ее горячей, пока не закончите калибровку: это из-за теплового расширения опоры пластины
- Повторите калибровку несколько раз
- Исходное положение Z каждый раз, когда вы переходите к другой точке калибровки, затем возвращайте исходное положение по всем осям между каждым кругом выравнивания станины
- Очистите станину изопропиловым спиртом ( 99% чистоты)
Тестовое выравнивание стола
Когда вы уверены, что кровать откалибрована, для проверки выравнивания вы можете распечатать файл калибровки, который даст вам визуальную обратную связь
Выравнивание кровати – Автор : Wolf
Этот файл следует распечатывать очень медленно, около 20 мм/с, чтобы можно было отрегулировать любое смещение, просто вращая ручки под станиной
После завершения пробной печати или даже во время печати можно оценить прокачки, сравнив свои результаты с таблицей ниже:
Примеры результатов первого уровня – Кредиты 43dprint. org
org
Калибровка ПИД-регулятора
Опасность превышает 15% ожидаемой температуры, НЕМЕДЛЕННО ВЫКЛЮЧИТЕ ПРИНТЕР!!!
PID — это алгоритм управления для контроля температуры сопла и нагревательного слоя. Если вы испытываете колебания температуры, возможно, вам придется откалибровать PID 9.0003
Как мне это сделать???
Прежде всего, загрузите программное обеспечение, которое может отправлять gcode на принтер.
Нам больше всего нравится Repetier Host. один, USB A с одной стороны, USB B с другой стороны, как показано на рисунке ниже)
Убедитесь, что принтер распознан системой
Для систем *nix, например Ubuntu и macOS , ничего не нужно делать: только подключить кабель Откройте Панель управления
В обоих случаях прямо сейчас вы можете запустить Repetier Host (далее RH)
RH не может автоматически найти принтер, необходимо выбрать правильный COM-порт
Если COM-порт был выбран правильно, кнопка «подключиться» изменит цвет. В этом случае щелкните по нему
В этом случае щелкните по нему
Через некоторое время (требуется немного повторения, чтобы открыть связь…), вы сможете увидеть пару выходных данных журнала в нижней части RH
Если вы не нравится, насколько многословна команда M105, которая представляет собой простой ping для принтера, вы можете отключить ее, перейдя к Настройки и выберите Удалить запрос температуры из журнала
Чтобы отправить команды gcode на принтер, перейдите на вкладку Ручное управление
Калибровка ПИД-регулятора Hotend
Чтобы нагреть сопло, с помощью ползунка в графическом интерфейсе установите желаемую температуру, затем подождите, пока оно полностью не нагреется
Чтобы включить вентилятор, щелкните значок вентилятора в графическом интерфейсе.
В качестве альтернативы можно использовать gcode для включения вентилятора: в правом верхнем углу в разделе Управление вы найдете поле для отправки gcode
Первая команда для отправки:
M303 E0 S210 C8;
M303 — G-код для запуска калибровки ПИД-регулятора
E0 — целевой хотэнд, тот, который нужно откалибровать (по умолчанию у всех призраков только один)
S210 — выбранная температура.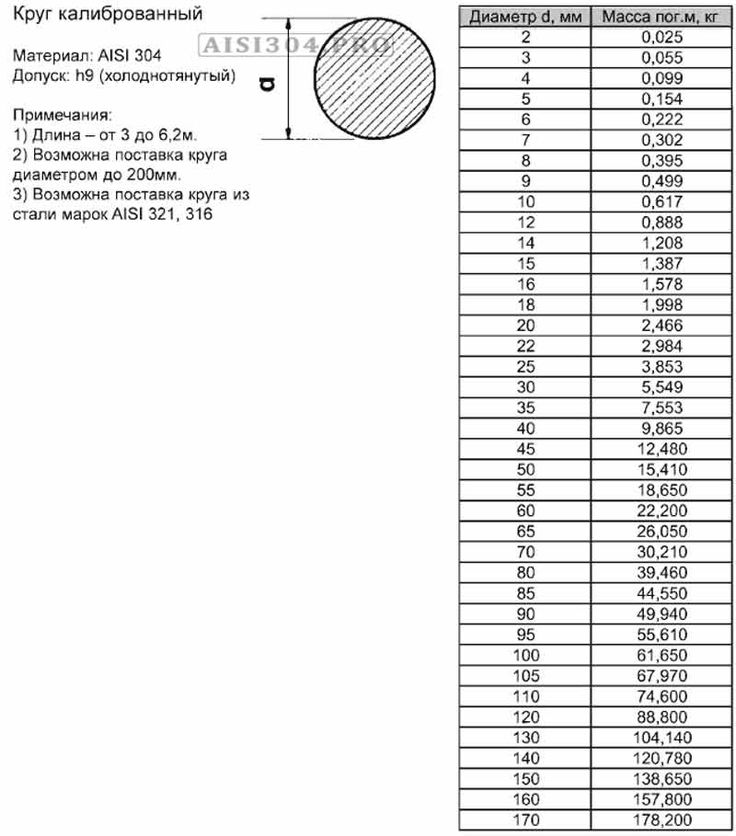 Например, если вы обычно печатаете при температуре 200 градусов Цельсия, используйте S200
Например, если вы обычно печатаете при температуре 200 градусов Цельсия, используйте S200
C8 — количество циклов для повторения процесса калибровки. 8 — рекомендуемое значение для прошивки на основе Marlin. :::
После подачи этой команды начнется калибровка ПИД-регулятора хотэнда
Это займет некоторое время, но затем вывод перестанет работать, что означает, что калибровка завершена
Теперь посмотрите на журнал: вы увидите несколько сообщений, похожих на приведенные ниже, в нижней части вывода журнала:
20: 44: 36,845: Автонастройка PID завершена! Поместите последние константы Kp, Ki и Kd снизу в Configuration.h
20:44:36.849:#define DEFAULT_Kp XX.XX
20:44:36.849: #define DEFAULT_Ki X.XX
20:44:36.853: #define DEFAULT_Kd ХХ. XX
Там, где вы видите XX, вы найдете три новых значения для обновления после калибровки
Существует два варианта обновления этих значений:
Через файл robin_nano35_cfg.
 txt
txtВозьмите найденные значения, затем вставьте их в файл robin_nano35_cfg.txt
Найдите строки ниже в файле (номера ниже приведены только для демонстрационных целей)
PIDTEMPE 1 # Mode 1: ПИД; 0: bang-bang
DEFAULT_Kp 11.14 # Значение P
DEFAULT_Ki 0.72 # Значение I
DEFAULT_Kd 43.09 # Значение D
Первая строка изменяет систему регулирования температуры с bang bang на PID (что нам и нужно)
Во вторую, третью и четвертую строку вставьте значения, которые вы только что нашли с помощью RH
Как обычно, загрузите файл robin_nano35_cfg.txt на SD, затем вставьте SD в принтер, выключите его и снова включите
Через хост Repetier
На вкладке Manual Control отправьте следующий gcode, заменив значения только что найденными (номера ниже приведены только для демонстрационных целей)
M301 P24.36 I1.39 D106 .76
Эта команда изменит значения PID, поэтому принтер уже обновлен. Эти значения, однако, не были сохранены в EEPROM (постоянная память принтера), что означает, что после выключения принтера значения PID вернутся к вашим предыдущим значениям
Эти значения, однако, не были сохранены в EEPROM (постоянная память принтера), что означает, что после выключения принтера значения PID вернутся к вашим предыдущим значениям
Чтобы сделать все постоянным , используйте следующую команду:
После запуска, чтобы тестовые значения были сохранены правильно, используйте следующую команду:
В окне вывода терминала вы должны увидеть фактические значения PID, которые должны быть точно такими же, как те, что вы только что отправили
И вуаля, PID хотэнда откалиброван!
Калибровка ПИД-регулятора нагревателя
Калибровка ПИД-регулятора нагревателя очень похожа, хотя в файле конфигурации необходимо внести другое изменение следующий параметр:
PIDTEMPBED 0
Установите его на
PIDTEMPBED 1
После обновления этого значения в прошивке, т. е. вы снова вставили SD-карту и применили все изменения, вы можете использовать следующий gcode для запуска калибровки PID
М303 Е-1 S70 С8;
S70 — выбранная температура. Если вы обычно печатаете с нагревателем при температуре 60 градусов Цельсия, замените S70 на S60
Если вы обычно печатаете с нагревателем при температуре 60 градусов Цельсия, замените S70 на S60
. После завершения калибровки значения будут отображаться на выходе терминала, как и на хотэнде
То же, что и на хотэнде, для обновления PID значений для тепловой кровати есть два варианта:
Через robin_nano35_cfg.txt
Возьмите значения из вывода и вставьте их в robin_nano35_cfg.txt в следующих строках (значения ниже приведены только для демонстрационных целей):
>DEFAULT_bedKp 52.63
>DEFAULT_bedKi 9.75
>DEFAULT_bedKd 71.01
только что нашел с RH
Как обычно, загрузите файл robin_nano35_cfg.txt на SD, вставьте SD в принтер, выключите и снова включите его
Через Repetier Host
На вкладке Manual Control отправьте следующий gcode, заменив значения только что найденными (цифры ниже приведены только для демонстрационных целей)
M304 P824.78 I154.89 D1097.99
Эта команда изменит значения PID, поэтому принтер уже обновлен. Однако эти значения не были сохранены в EEPROM (постоянной памяти принтера), а это означает, что после выключения принтера значения PID вернутся к вашим предыдущим значениям.0003
Чтобы сделать вещи постоянными, используйте следующую команду:
После запуска, чтобы тестировать значения были сохранены правильно, используйте следующую команду:
В окне вывода терминала вы должны увидеть фактические значения PID , которые должны быть точно такими же, как те, которые вы только что отправили
И вуаля, ПИД-регулятор откалиброван!
Ступени
Иногда вы могли заметить некоторые дефекты на стенках ваших отпечатков, такие как пятна, прыщики или, может быть, просто некоторые несоответствия в том, как уложена ваша нить
Эта проблема может быть связана с экструдером, механизмом, который подает нить с катушки на хотэнд. по-прежнему размещается на задней панели принтера, но снаружи
Двигатель (Nema17) по умолчанию имеет 200 шагов на один оборот: это означает, что для завершения одного оборота требуется 200 шагов. Это среднее значение одного шага соответствует 1,8 градусам
Это среднее значение одного шага соответствует 1,8 градусам
Шаг двигателя на миллиметр — это количество шагов, необходимых двигателю для преодоления расстояния в 1 миллиметр. для перемещения на 1 мм двигатель должен полностью провернуться два раза
К сожалению, не все компоненты одинаковы, поэтому для стабилизации потока или перемещений осей необходимо калибровать эти значения
Экструдер
В этом случае необходимо использовать Repetier Host (RH). Мы объяснили, как сначала подключиться, в разделе «Первые шаги»
Прежде всего, подключите принтер через USB-кабель, откройте RH, убедитесь, что принтер подключен, затем перейдите на вкладку «Ручное управление», чтобы отправить команды gcode
Теперь, когда все Со стороны программного обеспечения готово, пойдем посмотрим, что делать с оборудованием
Первый шаг, который нужно сделать, это выгрузить нить из сопла, если она есть. Сделайте это с помощью панели управления на самом принтере. На самом деле, удалите нить вообще
После удаления нити извлеките тефлоновую трубку из экструдера: сначала снимите стяжку (если есть), затем нажмите на защелку и, наконец, извлеките тефлоновую трубку
Теперь снова вставьте нить в экструдер, рукой, но остановитесь, как только он выйдет из отверстия экструдера. Используя кусачки, удалите лишнюю нить, пока она не выровняется с верхней частью экструдера
Используя кусачки, удалите лишнюю нить, пока она не выровняется с верхней частью экструдера
Теперь отправьте RH следующие команды gcode:
M302 P1; Отключить термозащиту экструдера
Г92 Е0; Установите исходную точку экструдера в текущую позицию
G1 E280 F800; Выдавите 280 мм нити
Затем нить выйдет из экструдера, и ее длину необходимо измерить с помощью линейки или любого другого инструмента, который вы предпочитаете использовать
Для расчета реальных шагов используйте формулу: 400 * (280/x) ==> x = длина экструдированного куска нити
400 — количество шагов по умолчанию
Если, например, мы измерили 265, приведенная выше формула будет:
400 * (280/265)
После того, как вы подсчитали новое значение, вам необходимо установить его в прошивке значение по умолчанию на то, которое вы получили из формулы, затем обновите прошивку с новым значением
. Чтобы обновить количество шагов/мм через gcode, вы можете использовать следующую команду gcode:
M92 EXX.X
Где XX.X значение шага/мм, которое вы рассчитали
Чтобы сохранить это значение в памяти, выполните эту процедуру, отправив следующий gcode:
Мы настоятельно рекомендуем сделать несколько тестовых отпечатков ДО и ПОСЛЕ калибровки, чтобы сравнить результаты
Рекомендуется:
- calicat
- 0 Benchy
- CalibrationCube
Axes
Печать взаимосвязанных элементов — одна из самых сложных задач в 3D-печати из-за расширения материала и/или неточности исходной модели
Для того, чтобы получить отпечатки с погрешностью в сотые доли миллиметра, ось также нуждается в некоторой калибровке, которую можно выполнить с помощью простого калибровочного куба и штангенциркуля с разрешением в сотые доли миллиметра
До мы начинаем, давайте загрузим тестовый файл отсюда:
Калибровочный куб – 20 мм x 20 мм
Кроме того, вы можете запустить свой любимый инструмент САПР и сделать его самостоятельно
После того, как вы напечатали куб, давайте сделаем несколько заметок о шагах каждой оси
The default ones for the Flyingbear Ghost are reported below
| X | Y | Z |
|---|---|---|
| 80 | 80 | 400 |
Alternatively, you can send the M503 команда gcode (например, через Repetier Host)
Из вывода вы можете извлечь следующую строку:
M92 X__ Y__ Z___ E__
Где значения представляют, соответственно, шаги X, Y, Z оси и экструдера
Теперь пойдем и измерим куб
Теперь давайте посчитаем пропорцию, которую можно сформулировать так:
Если я получу XXмм с помощью XX шагов, сколько шагов мне нужно, чтобы получить ожидаемое значение?? ?
текущие_шаги : фактические_меры = оптимальные_шаги : ожидаемые_меры
которые можно преобразовать в следующую формулу:
оптимальные_шаги = (текущие_шаги * ожидаемые_меры)/фактические_меры
Глядя на картинку, мы будем иметь:
(80 * 20 мм) / 20,14 мм = 79,4(80 * 20 мм) / 20,09 мм = 79,6
(400 * 20 мм) / 20,26 мм = 394,8
3
08
2 Теперь мы можем обновить шаги принтера, как обычно, через robin nano (как описано ранее) или отправив некоторые команды gcode:
M92 X79.
