Круг заточной абразивный – Какие бывают круги для наждака — очередной ликбез — Bezhelme.ru
alexxlab | 13.03.2020 | 0 | Разное
Алмазные круги шлифовальные для заточки инструмента: видео, фото
Эффективность режущего прибора зависит от качества и своевременности сделанной заточки. Последнее связано с тем, что при постоянном применении функциональные ресурсы со временем теряются. Опыт последнего десятилетия показал, что самым лучшим абразивным инструментом для выполнения этой работы является алмазные круги для заточки. Они обрабатывают все известные виды материалов, а износ продукта меньше в десятки раз.
 Чашечный алмазный круг
Чашечный алмазный кругАлмазные круги, конструкция, преимущество
Благодаря физико-химическим особенностям алмаза и функциональному потенциалу он успешно реставрирует режущие возможности инструмента и оперативно приводит в рабочее состояние. Изделия такого типа отличаются стоящими режущими возможностями и продуктивной точностью размеров. Эти качества нашли достойное использование в разных сферах жизни (промышленности, быту и т. д.).
Причем алмазные круги, как абразивный точильный материал применяется для заточки и доводки резцов, сверл, пил и т. д. кроме того, с их помощью обрабатывают и полируют разнообразного вида поверхности. Основное преимущество в их использовании заключается в простоте, точности, быстроте и чистоте обработки. И что еще немаловажно он имеет маленький износ – долговечен.
По своей конструкции алмазные диски представлены в виде корпуса и нанесенного алмазоносного слоя, который состоит из соответствующего порошка, связующего и наполнительного материала. Корпус изделия могут изготовить из черного или цветного сплава. полимера. В таких кругах применяют два типа алмазов: искусственный и технический (природный).
При этом они представлены в виде отдельных кристаллов или порошка. Известно, что порядка 2/3, используемых, в промышленности алмазов в виде порошка идет на изготовление дисков, брусков и другого инструмента. Чтобы удержать на диске порошкообразную массу алмаза используют специальные связующие, которые крепко держат отдельные гранулы друг с другом.
Производитель в данный момент предлагает потребителю три варианта дисков на органических, керамических и металлических связках. Первая разновидность круга используют для шлифовки режущих пластин и других болванок из твердых материалов. При работе быстро подвергаются износу. Диски второго вида используют для чистовой доработки инструмента (резцы, ножи и т. п.).
Изделия на металлических связках обладают достаточной теплостойкостью, прочностью продолжительным сроком службы, недостатком считается эпизодическое засаливание, в результате нужна правка.
Сфера потребления алмазных кругов и классификация
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д. У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак.
Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
- тарелка;
- чашка;
- профиль;
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности. Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
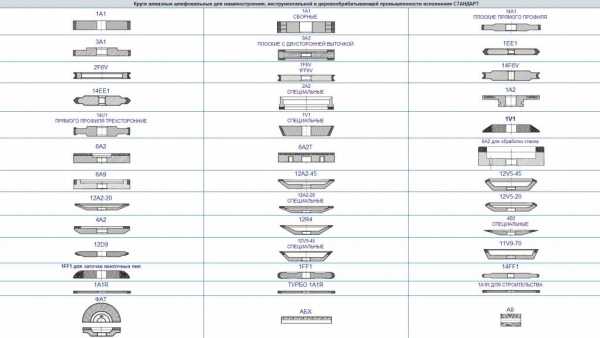
Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила. Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным.
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.

Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Как и любой абразивный продукт промышленного изготовления, заточной алмазный диск имеет маркировку производителя. В этом обозначении есть ряд цифр, каждая из которых соответствует конкретному значению: диаметру, посадке, глубине, толщине алмазоносного слоя или зернистости.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Заточной инструмент для промышленных предприятий
Абразивные круги для заточки инструмента в больших объемах востребованы на предприятиях с серийным типом производства. Это связано с высокой нагрузкой на режущие металлические или деревянные заготовки инструментов: полотна пил, концевые и дисковые фрезы, сверла с цилиндрическими и коническими хвостовиками, твердосплавные и быстрорежущие резцы, зенкеры, развертки.
- Абразивные круги для заточки токарных резцов, маркировка которого не соответствует необходимым параметрам, может при заточке производить отпуск материала, из-за чего снижается твердость материала.
- Алмазный гибкий шлифовальный круг применяется для финишных заточных работ. С зернистостью меньше 100 его лучше использовать на автоматических станках.
- Абразивный круг для заточки резцов должен регулярно подвергаться правке алмазным карандашом. Это необходимо для того, чтобы убрать биение, появляющееся при регулярном его использовании.
- Абразивные круги для заточных станков не обходимо хранить в вертикальном положении и проверять на специальном оборудовании до установки.
- Нельзя ставить круги шлифовальные абразивные с видимыми трещинами или сколами. Это может привести к разлету камня и повреждениям оборудования или травмам сотрудников предприятия.
- Круги заточные абразивные для заточки и доводки резцов должны храниться в сухом проветриваемом помещении, чтобы не повредиться от сырости и не потерять свои характеристики.
Производитель алмазных шлифовальных кругов используют установленную и понятную маркировку изделий. На самом камне наносится название материала, его зернистость, показатель твердости, используемая связки и класс точности. Абразивные круги для заточных станков имеют разный посадочный диаметр. Поэтому при покупке нужно выяснить диаметр вала, на который будет устанавливаться круг.
Также необходимо использовать абразивные круги для заточки твердосплавного инструмента отдельно от абразивного инструмента для обработки быстрорежущих сплавов. Например, можно установить комплект шлифовальных кругов для заточных станков уз-3, который состоит из нескольких абразивов с разными характеристиками. Это даст возможность ускорить заточку и повысить производительность работ. Ведь у станка есть возможность ставить не один круг на рабочий привод. За счет этого существенно снижается время на переналадку и перенастройку заточного оборудования.
stankiwse.ru
Правка шлифовальных кругов – Инструменты и методы выравнивания абразивных кругов
Методы правки абразивных кругов
Периодичность правки шлифовальных кругов определяется условиями и частотой шлифования материалов. Несмотря на кажущуюся простоту процесса, существует несколько способов восстановления первоначальной геометрии шлифкругов и остроты их режущих кромок. На выбор способа правки дисков влияет множество факторов – степень засаливания круга, уровень износа зерен, кривизна поверхности и т.д.
Правку кругов из абразивных материалов осуществляют брусками, дисками, роликами с алмазным или безалмазным напылением. По принципу взаимодействия диска с инструментами можно выделить несколько способов правки:
- обтачивание;
- обкатка;
- шлифовка;
- тангенциальное точение;
- накатывание;
- правка свободным абразивом.
При отсутствии технических условий правку шлифовальных кругов осуществляют с помощью доступных инструментов. Для очистки поверхности круга от опилок могут использоваться остатки других абразивных материалов с твердостью не ниже R и S. Чаще всего для удаления участков залипания используют абразивный брусок, с помощью которого диск очищается от загрязнений во время вращения.
Правка шлифовального круга обтачиванием
Шлифование круга методом обтачивания – это процесс разрушения верхнего слоя абразива и связки шлифкруга инструментами с высокой степенью твердости. Принцип обтачивания заключается в удалении засаленного слоя диска правящим инструментом во время вращения заготовки.
В качестве инструмента для правки абразивных кругов могут использоваться:
- алмазы;
- эльборовые пластины.
Зачищающие материалы устанавливаются в специальную оправу, в которой фиксируются при помощи механического зажима, чеканки или же напайки. Инструмент может иметь различную форму:
- алмазные иглы – длинные стержни с крупным алмазом на вершине;
- алмазные карандаши – металлические цилиндры с расширенной рабочей поверхностью, в которую установливаются несколько алмазов;
- шарошки – остро- и тупозубые инструменты в форме звездочек.
При сильном износе шлифовального круга часто в качестве правящего инструмента используют шарошки. Следует учитывать, что для удаления зон засаливания, неровностей и затупившихся зерен применяют не одну, а сразу несколько шлифовальных звездочек. Перед правкой они помещаются на длинную ось, которая предварительно смазывается маслом.
Алгоритм правки шлифкруга методом обтачивания
Правку шлифовальных кругов реализуют в следующем порядке:
- Правящий инструмент опирается на подручник;
- Рабочая поверхность карандаша (шарошки, иглы) вводится в контакт с диском, который вращается;
- При использовании иглы ее подают под углом к обтачиваемой поверхности в горизонтальной или вертикальной плоскости;
- В процессе работы правящий инструмент медленно поворачивают вокруг своей оси для того, чтобы при шлифовке были задействованы все его режущие грани;
- Во время правки абразивных кругов для обдирки скорость вращения заготовки увеличивают для получения достаточно грубой абразивной поверхности.
Правка обтачиванием позволяет выровнять геометрическую форму круга и удалить с его поверхности области засаливания. Чтобы оценить качество проделанной работы, достаточно приложить к диску линейку. Если она полностью прилегает к поверхности, значит, правка выполнена качественно. При наличии больших зазоров между кругом и линейкой желательно повторить обработку.
Осуществлять правки абразивных шлифовальных кругов можно с помощью брусков из кремния или карбида с зернистостью P125-50. Для обтачивания алмазных дисков рекомендуется брать бруски с такой же зернистостью, как и на заготовке. В случае перерасхода точильного бруска можно воспользоваться специальным абразивным кругом.
Правка абразивного круга обкатыванием
Скалывание затупившихся зерен и удаление опилок при обкатывании осуществляется инструментами круглой формы. Для выравнивания абразивных кругов используются прочные материалы:
- стальные круги с закаленным покрытием;
- ролики из твердых сплавов;
- шарошки;
- карбидокремниевые диски.
Шарошки для правки абразивных дисков применяются чаще всего, что связано с высоким качеством выполняемой работы и несущественным расходом материалов. Рабочая поверхность звездочек выполнена из износостойких сплавов. Во время контакта с вращающимся диском шарошки тоже начинают вращаться. Их зубья скользят по покрытию круга, за счет чего происходит удаление верхнего затертого слоя абразива и выравнивание профиля рабочего инструмента.
Правка обкатыванием может выполняться с помощью 5 и более шарошек, закрепленных на неподвижном основании. За счет этого обтачивание абразивных материалов можно осуществлять при помощи шлифмашинок. Единственным недостатком данного способа является недостаточная точность обработки и избыточное пылеобразование.
К преимуществам метода обкатывания кругов можно отнести отсутствие областей с заглаженной поверхностью. Если абразивный круг планируется использоваться для обдирочных работ, правка с помощью шарошек станет самым оптимальным вариантом.
Правка шлифованием
Как и предыдущем случае, правка шлифовальных кругов осуществляется с помощью вращающихся правящих инструментов. Но в данном случае инструмент вращается не от контакта с заготовкой, а от собственного привода. Для обработки дисков используются:
- эльборовые диски;
- твердосплавные диски из вольфрама и карбида;
- карбидокремниевые диски;
- алмазные круги или ролики.
В процессе шлифования ось вращения инструмента либо параллельна, либо перпендикулярна оси вращения шлифкруга. В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными.
Во время правки шлифовальный круг должен вращаться с небольшой скоростью – до 25 м в минуту, что в 60-65 раз меньше его рабочей скорости. При шлифовке обрабатываемый диск должен закрепляться стационарно. В противном случае на его поверхности будет множество неровностей.
В домашних условиях для правки кругов методом шлифования можно использовать УШМ с алмазным диском. С помощью данного способа легко выравниваются поверхности как алмазных, так и электрокорундовых кругов. Перед работой на УШМ необходимо закрепить металлическое приспособление для упора. В большинстве случаев его фиксируют с помощью болта на месте рукоятки.
Правка методом тангенциального точения
Данный метод предполагает срезание затупившихся абразивных зерен с помощью точильного бруска. Правка осуществляется на плоскошлифовальном станке во время его продольного перемещения по рабочей поверхности обрабатываемого диска. Тангенциальное точение выполняют в несколько этапов:
- Точильный брусок закрепляется на плоскошлифовальном станке за шлифовальным кругом;
- Во время подачи алмазного бруска поверхность заготовки соприкасается с его профилем;
- В процессе тангенциального точения наружный слой абразива срезается, за счет чего происходит выравнивание геометрии круга.
Для повышения качества правки шлифовальных дисков обработку осуществляют на шлицешлифовальных станках. Турбинные лопатки оснащены елочным замком, благодаря чему стабилизируется и повышается качество обработки рабочей поверхности заготовки.
При тангенциальном точении в качестве обрабатываемых кругов используются эльборные и алмазные круги. Они могут иметь как керамическую, так и органическую связку. Для шлифования эльборных дисков применяются бруски из карбида кремния или алмазов, а для выравнивания алмазных кругов чаще используют бруски из электрокорунда или зеленого карбида.
Правка методом накатывания
Накатывание – процесс выравнивания поверхности круга за счет дробления абразивных гранул посредством накатного диска или ролика. Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются:
- фасонный ролик;
- металлический накатной круг.
Скорость вращения инструмента при обработке круга не превышает 1.5 м/с. В процессе шлифования вращению подвергается либо сам ролик, либо обрабатываемый круг. Взаимное вращение инструментов при увеличивающемся давлении в области их соприкосновения обеспечивает разрушение изношенного слоя абразива. Правку осуществляют до тех пор, пока диск не приобретет геометрическую форму, идентичную форме профиля детали.
Важные моменты:
- Вращение ролика должно обеспечиваться работой электродвигателя;
- Для эффективного дробления абразивных зерен на круге желательно использовать ролики из стали марки 40 с твердостью закалки до HRC 60-64;
- Скорость вращения ролика должна находиться в пределах 1-1.5 м/с.
Диаметр ролика должен подбираться с учетом диаметра обрабатываемого круга. Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.
Правка свободным абразивом
В данном случае правку кругов производят при свободном вращении инструмента во время его соприкосновения с вращающейся заготовкой. Не исключена обработка дисков и при вращении инструмента для заточки под действием электропривода. Правка свободным абразивом реализуется так:
- Через специальное отверстия в притире на область шлифования подается вязкая смесь из глины и абразивных частиц;
- Во время вращения обрабатываемого круга в зазор между притиром и заготовкой попадает абразивная суспензия, которая впоследствии увлекается наружной поверхностью круга;
- Ось инструмента располагают к оси обрабатываемого круга под углом до 6° по вертикали и 15°– по горизонтали во время внутреннего шлифования;
- При вращении заготовки свободный абразив удаляет с поверхности круга затупившиеся зерна.
К недостаткам этого метода можно отнести недостаточную избирательность правки. Во время обработки шлифовальных кругов качество материала может ухудшиться в случае попадания на поверхность круга гранул абразива.
Заключение
Правка кругов – эффективный способ улучшения технических и эксплуатационных характеристик инструмента для зачистки и шлифования. В зависимости от степени износа дисков, правка осуществляется разными способами – накатывание, тангенциальное точение, обтачивание, шлифование и т.д. Выбор способа правки зависит от степени твердости обрабатываемого диска и дальнейших целей его применения.
www.zavodkorund.ru