Круги абразивные заточные абразивные: широкий выбор моделей различной зернистости, размеров и производителей – интернет-магазин ВсеИнструменты.ру
alexxlab | 19.07.2021 | 0 | Разное
Абразивные круги – Компания «ВСС-Групп»
Абразивные материалы (круги) – это материалы, обладающие высокой твердостью и используемые для обработки поверхности различных материалов: металлов, керамических материалов, горных пород, минералов, стекла, кожи, резины и других.
Абразивные круги, как правило, используются в процессах обдирки, подгонки и шлифования, поэтому широко применяются в заготовительном и слесарном производстве и окончательной обработке различных металлических и неметаллических материалов.
Шлифовальный круг – это абразивный инструмент, состоящий из зерен определенной фракции сцементированных между собой вяжущим веществом. Является телом вращения со стандартным наружным и внутренним диаметром, с определенной конфигурацией поверхности оптимальной для выполнения тех или иных операций.
Шлифкруги так же применяются для удаления ржавчины с металлических деталей, для заточки инструмента, сверл, ножей и других режущих предметов на точильных станках.
Так же точность и качество шлифования напрямую зависит от класса абразивного инструмента. Например шлифкруги класса Б используются для менее ответственных операций и обладают наименьшей точностью. Абразивный инструмент класса А является более точным и качественным. Шлифовальный круг класса АА обычно применяется для работы на прецизионных шлифовальных станках, отличается наивысшей точностью геометрических параметров, однородностью зернового состава и уравновешенностью абразивной массы.
Профиль круга определяет возможность выполнения тех или иных работ. Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами.
Зернистость абразивного круга – что нужно знать?!
Выбор зернистости шлифовального круга обуславливается требованиями, предъявляемыми к чистоте обрабатываемой поверхности, и типом шлифовальных операций. Величина зерна обозначает толщину слоя, снимаемого за один проход. Так, шлифовальные круги по металлу для черновых работ имеют более крупное зерно, а для обеспечения гладкости и точности обработки применяются мелкозернистые круги. Для торцевого шлифования, а также для обработки деталей из меди или латуни лучше использовать крупнозернистые круги, чтобы избежать засаливания.
Величина зерна обозначает толщину слоя, снимаемого за один проход. Так, шлифовальные круги по металлу для черновых работ имеют более крупное зерно, а для обеспечения гладкости и точности обработки применяются мелкозернистые круги. Для торцевого шлифования, а также для обработки деталей из меди или латуни лучше использовать крупнозернистые круги, чтобы избежать засаливания.
Зернистость шлифкругов характеризуется размером абразивных зерен и обозначается определенным числом (чем больше число, тем меньше степень зернистости).
Наряду с режущим (абразивным) веществом, из которого изготовлен шлифовальный круг, немаловажную роль играет способ связки: именно благодаря ей абразивная масса не разрушается. Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах.
Керамическая связка на основе глины или кварца делает шлифовальный круг более легким, и как следствие, достигается высокая скорость его вращения на шлифовальном станке. При этом стойкость и твердость такого инструмента значительно ниже.
Смесь искусственного каучука и серы дает вулканитовую связку. Такие диски отличаются повышенной износостойкостью и хорошей упругостью, но стоят значительно дороже модификаций с керамическим абразивом.
На что влияют показатели твердости?!
Твердость шлифовального круга – это свойство, которое позволяет сохранять зерна под внешним воздействием. Чем меньше показатель твердости, тем быстрее происходит разрушение абразива. Наиболее распространенными являются шлифкруги со средними значениями твердости, так как они обладают оптимальным балансом производительности и долговечности. Маркировка показателей твердости шлифовальных кругов для точильно-шлифовальных станков обозначается буквенно‑цифровым кодом, где М – мягкие, СТ – среднетвёрдые, Т – твердые, ЧТ – чрезвычайно твердые.
Для обработки резьбы или маленьких по размеру деталей используются шлифкруги с высокой твердостью. С плоской или черновой шлифовкой прекрасно справляются мягкие инструменты.
Как правильно выбрать шлифовальный круг?!
Чтобы купить шлифовальный круг, который будет максимально эффективен и прослужит длительное время, необходимо тщательно подойти к вопросу выбора. Для этого следуйте рекомендациям специалистов:
- Учитывайте специфику используемого инструмента: для работы на точильно-шлифовальном станке вам потребуется круг, выдерживающий высокое давление.
- Внимательно изучайте маркировку изделия, на которой имеются все необходимые условные обозначения: размер, класс, профиль, зернистость, абразивная композиция.
- Подбирайте инструмент в зависимости от материала обрабатываемой поверхности, площади шлифования.
- Не используйте абразивы с истекшим сроком годности во избежание поломок и риска для здоровья.
Выбирайте продукцию проверенных производителей, которые руководствуются требованиями ТУ и ГОСТ.
Круг абразивный заточной, особенности и свойства
Согласитесь, в настоящее время практически невозможно назвать промышленный сектор, где бы не использовались круги заточные. Впрочем, и среди набора инструментов каждого домашнего умельца найдется наждак с набором заточных кругов. В основном круги используются для обеспечения функциональности режущего инструмента, а также при черновой обработке деталей, зачистки сварочных швов. Кроме того абразивные круги широко применяются для шлифовки различных деталей. Словом, сфера применения этого абразивного инструмента довольно широка.
Соответственно производители этой продукции предлагают огромный ассортимент кругов, что несколько усложняет процесс их выбора. Кроме того, для разных целей используются абсолютно разные заточные круги. Как правило, круг абразивный заточной имеет разную форму круга и разную зернистость шлифзерна (размер зерен), твердость и тип связки, плотность структуры и максимальную рабочую скорость, а также изготавливается из разных материалов. Различаются также круги и по габаритным размерам – наружный и внутренний диаметр, ширина (или высота).
Различаются также круги и по габаритным размерам – наружный и внутренний диаметр, ширина (или высота).
В качестве материала для изготовления заточных кругов используется нормальный корунд, белый электрокорунд и монокорунд, а также карбид кремния. Из всех изделий на основе корунда наиболее высокие показатели твердости, абразивной способности и механической прочности имеют круги, изготовленные из монокорунда. С их помощью можно обрабатывать особо прочные детали из кислотоупорных и жаропрочных, легированных закаленных сталей и сплавов. Для бытовых нужд рекомендуется применять абразивные круги из белого электрокорунда.
Абразивный инструмент на основе карбида кремния имеет достаточно высокую твердость, режущую способность и механическую прочность. Такие характеристики позволяют применять его для обработки изделий из твердых сплавов, цветных металлов, керамики, чугуна и стекла. В быту с его помощью можно легко и быстро заточить тупое сверло с напайкой из твердого сплава. Не рекомендуется применять его для заточки ножей и деревообрабатывающего инструмента, так как кромка инструмента может перегреваться.
Кстати, для качественной и чистовой обработки твердосплавного инструмента более всего подойдет алмазный заточной круг. Алмазные круги имеют разную зернистость, однако структура зерна намного мельче, чем в абразивных изделиях. Алмазные круги, представленные на рынке инструмента, имеют преимущественно форму тарелки, чашки и прямой профиль. Подбирается форма в соответствии с видом обрабатываемого изделия. Например, алмазный круг в виде тарелки наиболее подойдет для заточки дисковых пил. С помощью формы «прямой профиль» удобнее выполнять доводку лезвий ножей, точить ножницы и т.п.
Перед тем как купить круг заточной следует обратить внимание на несколько особо важных моментов. Во-первых, работа с применением заточных кругов может считаться работой с повышенной степенью опасности. Приобретя круг низкого качества, которых, к сожалению, довольно много на отечественном рынке абразивного инструмента, вы рискуете получить травму, так как некачественный и ненадежный круг может расколоться во время работы. А это чревато не только поломкой наждака, но и более серьезными последствиями. Во-вторых, круги низкого качества просто не позволят вам выполнять планируемую работу. Круг, изготовленный из некачественного сырья или связующего вещества, просто рассыплется очень скоро.
А это чревато не только поломкой наждака, но и более серьезными последствиями. Во-вторых, круги низкого качества просто не позволят вам выполнять планируемую работу. Круг, изготовленный из некачественного сырья или связующего вещества, просто рассыплется очень скоро.
Наиболее приемлемым вариантом предотвращения подобных неприятностей является приобретение абразивного инструмента у компании «Фастби», которая в течение долгого времени занимается поставками профессионального оборудования и инструмента. В ассортименте нашей продукции изделия ведущих европейских производителей. Мы гарантируем качество и надежность продукции, широкий выбор и оперативную доставку во все регионы России.
Заточные абразивные круги подбираем круг для разных материалов
Выбор заточного круга влияет на срок его службы и качество исполняемой работы. Правильный подбор зависит от формы обрабатываемой поверхности, ее размеров, но в первую очередь – от того, из какого материала она выполнена. Основы выбора заточных кругов в зависимости от вида материала – в нашей статье.
Особо твердые стали
Для заточки особо прочного инструмента – коронок, резцов, зубьев, в том числе победитовых, используются алмазные заточные круги. Алмазная оснастка по прочности превышает весь остальной ряд абразивного инструмента, но имеет и свои недостатки. Важнейший из них – специализированность алмазного инструмента. Он мало пригоден для заточки мягких сталей, работа с таким материалом будет долгой, неэффективной и возможно даже, некачественной.
Также нужно отметить, что алмазный инструмент различается по характеристикам, из которых для вида обрабатываемого материала важна зернистость. Чем более мягкий материал обрабатывается алмазным кругом, тем более крупная зернистость для этой операции требуется. И наоборот, наиболее твердые сплавы требуют меньшей зернистости.
Существует еще одно ограничение для работы алмазных кругов – это работа с железом. Алмазный круг активно взаимодействует с железом и изнашивается быстрее при заточке сплавов с высоким содержанием железа. Для таких деталей лучшим выбором является эльборовый инструмент, который эффективно работает с хрупкими материалами.
Для таких деталей лучшим выбором является эльборовый инструмент, который эффективно работает с хрупкими материалами.
Твердые стали
Для заточки твердых сталей часто выбирают абразивный инструмент на основе карбида кремния. Обычно его применяют для первичной обработки режущих поверхностей инструментов и твердосплавных элементов: сверл, столярных ножей и т.п. Это высокопрочный материал, но он тоже может портиться от обработки мягких сталей. Недостатком таких абразивных инструментов является высокая температура при работе.
Для финишной обработки твердых сталей могут применяться вулканитовые круги, которые отполируют деталь и устранят шероховатости от работы с карбидовым инструментом.
Мягкие стали
Для заточки бытового инструмента – лопат, ножей, топоров, а также композитных материалов пригодится заточной круг с зерном из электрокорунда. Они быстро изнашиваются, однако, именно это свойство позволяет им обрабатывать мягкие поверхности, не опасаясь их перегрева или окаливания. Финишная обработка также может быть выполнена с использованием вулканитовых кругов.
Финишная обработка также может быть выполнена с использованием вулканитовых кругов.
Абразивные заточные круги (диски) в Минске и РБ
Абразивные заточные кругиМы занимаемся мелким и крупным оптом по всей РБ
Оставьте заявку и наши менеджеры перезвонят вам в течение 15 минут
Одна из специализаций компании «Велес-максбай» – продажа гарантировано качественных, износостойких и долговечных абразивных заточных кругов по доступной цене. Они высокоэффективны, термостойки и безопасны, изготавливаются на высокотехнологическом оборудовании. Технология изготовления позволяет работать на более высоких скоростях и снижать риск получения прижогов.
Круги для заточки различают по 4 параметрам
По форме
В зависимости от назначения, от характера работ, вида заготовки, типа и формы металлорежущего инструмента выбирается профиль:
- Прямой – для заточки лезвийных инструментов, червячных фрез, резцов и долбяков.
 Прямым профилем также выправляют лезвия ножей.
Прямым профилем также выправляют лезвия ножей. - В виде чашки – для заточки фасонных резцов и инструментов.
- В виде тарелки – для заточки дисковых пил (заостренные края легко проникают между зубьями), долбяков, червячных фрез, зубьев фрез.
По абразиву
Абразивный материал – это мелкое зерно с острыми кромками, которое снимает с заготовки слой за слоем. От его основных свойств (твердости, стойкости к высоким температурам, химикатам и механическим воздействиям) зависит качество заточки, шероховатость поверхности. Виды:
- Электрокорунд (белый, синий, оранжевый). За счет высокой прочности и термостойкости зерен он практичен при работе с чугуном, сталью (и хромированной), латунью и бронзой. Электрокорундовые круги для заточки ножей – отличный бытовой вариант, если нужно качественно обработать топор, нож, ножницы или уголки. В процессе металл не перекалится.
- Карбид кремния (зеленый). Он тверже электрокорунда, используется для обработки инструментальной стали, твердых сплавов (напайки на бурах перфораторов), алюминия, меди, чугуна, стекла, керамики, резины.
 Его основные качества – повышенная стойкость к истиранию, но высокая температура в работе (кухонный нож можно испортить – появится окалина).
Его основные качества – повышенная стойкость к истиранию, но высокая температура в работе (кухонный нож можно испортить – появится окалина).
По виду связки
В качестве связующего элемента, который соединяет абразивные частицы, изготовители используют:
- Вулканитовый (вулканизированный синтетический каучук). Обладает большой эластичностью и упругостью, поэтому круги, изготовленные на ней, применимы не только для предварительного шлифования, но и для окончательных операций шлифования, а также для абразивного полирования.
- Бакелитовый (искусственная смола). Позволяет изготовленному на ней абразивному инструменту работать при больших скоростях резания.
- Керамический (глина, кварц, полевой шпат). Обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки круга.
По зернистости
Чем однороднее по размеру частицы абразивного круга для заточки инструментов, тем качественнее результат. Выбор зависит от обрабатываемого материала, толщины слоя, который необходимо снять, степени шероховатости. Для черновой шлифовки применяют изделие с крупным зерном, для чистовой – с мелким.
Выбор зависит от обрабатываемого материала, толщины слоя, который необходимо снять, степени шероховатости. Для черновой шлифовки применяют изделие с крупным зерном, для чистовой – с мелким.
АБРАЗИВНЫЕ заточные КРУГИ ОТ ОФИЦИАЛЬНОГО ДИСТРИБЬЮТОРА В БЕЛАРУСИ
Наша компания, ООО «Велес-максбай», – ведущий поставщик абразивного и алмазного инструмента. Наши покупатели: предприятия, строительные, дорожные компании, СТО, частные лица. Мы – официальный дистрибьютор крупных производителей из СНГ на территории Республики Беларусь. Вы можете купить продукцию любых видов по доступной цене со склада в Минске или Гомеле.
На складах компании, всегда есть в наличии достаточное количество продукции для продажи ее крупным и мелким оптом с доставкой в любой уголок Беларуси. У нас гибкая система оплаты – наличный, безналичный расчет.
Закажите обратный звонок. Если у вас есть предложение о сотрудничестве или остались вопросы по выбору или объему продукции, по условиям доставки и оплаты, менеджер высокой квалификации бесплатно ответит на все вопросы, даст полезные советы, поможет оформить заявку. Звоните.
Звоните.
Телефон и адрес электронной почты офиса в Минске:
+375 29 322 54 54
Телефон и адрес электронной почты офиса в Гомеле:
+375 (29) 277-73-17
Заточные круги
Виды заточных кругов
Основными разновидностями заточных кругов являются:
-
Алмазные шлифовальные.
-
Эльборовые заточные.
-
Абразивные.
-
Шлифовальные.
-
Полировальные.
Вышеперечисленные разновидности заточных кругов предназначены для качественного и быстрого выполнения узкоспециализированных операций – шлифовка, финишная/черновая обработка, полирование и затачивание. Основным параметром подбора оптимального варианта оснастки является материал используемых заготовок и характер обработки.
Маркировка и особенности выбора
Шлифовальные заточные круги классифицируются по геометрии, типу абразива, степени зернистости, твердости и другим факторам.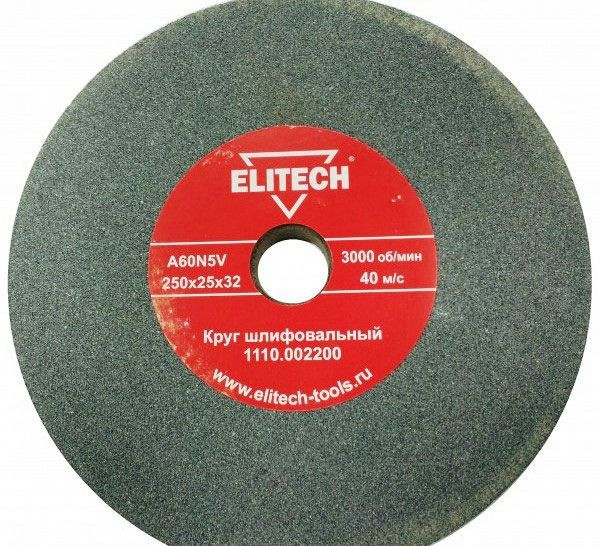 Маркировка круга в соответствии с государственным стандартом включает в себя следующую информацию – тип, габариты, вид абразива, номер зерна, показатель твердости, структура, тип связки, скорость вращения и класс точности.
Маркировка круга в соответствии с государственным стандартом включает в себя следующую информацию – тип, габариты, вид абразива, номер зерна, показатель твердости, структура, тип связки, скорость вращения и класс точности.
Выбор круга заточного в Челябинске необходимо осуществлять с учетом типа и геометрических особенностей обрабатываемых поверхностей, а также специфики используемого рабочего инструмента и оснащения. К основным критериям выбора стоит отнести:
-
Диаметр круга. Этот параметр зависит от количества оборотов шпинделя. При использовании техоснастки небольшого диаметра можно наблюдать неровное изнашивание их поверхности (поскольку на них располагается меньшее число зерен, каждому из них приходится «убирать» больший объем материала).
-
Ширина алмазного слоя. При шлифовании «на проход» этот показатель должен быть достаточно высокий, при выполнении работ «метод врезания» ширина слоя должна быть аналогична габаритам обрабатываемой деревянной заготовки.

-
Тип абразива. Наиболее востребованными абразивами являются карбид кремния, искусственный корунд, алмаз и эльбор, они обладают высокой прочностью, твердостью, износоустойчивостью и термостойкостью. Алмазные заточные круги получили наибольшую востребованность на рынке, они находят применение для обработки керамики, оптического стекла, твердосплавных деталей и инструмента, а также для правки других абразивов. Выбор определенного типа абразива обусловлен характеристиками подвергаемого обработке материала/изделия.
-
Степень зернистости. Размеры зерна влияют на чистоту обработки, производительность шлифовки, износ заточного круга и другие параметры его эксплуатации.
Заточные круги находят применение не только для чистовой обработки поверхности детали/изделия, но также выполнения других технологических операций – подготовки пазов, отверстий и выемок разнообразной конфигурации при работе с бетоном, натуральным и искусственным камнем, металлическими отливками и т. д. По типу конструкции различают заточные круги с прямым профилем, кольцевым, коническим односторонним и двухсторонним, с выточками различной формы и количества.
д. По типу конструкции различают заточные круги с прямым профилем, кольцевым, коническим односторонним и двухсторонним, с выточками различной формы и количества.
Абразивные, шлифовальные и заточные круги с разным профилем используются для выполнения узкоспециализированных работ. К примеру, техоснастка с прямым и кольцевым профилем широко применяется для заточных операций, шлифования и металлообработки периферией круга. Круги с коническим профилем могут использоваться для выполнения выемок, обработки резьбовых соединений и шлифовки зубьев шестерен.
Круги для настольных импортных станков
Круги для настольных импортных станков
Имеем возможность предложить Вам инструмент для всех типов точил. Подобранные характеристики абразивного инструмента гарантируют высокопроизводительное бесприжоговое шлифование и заточку. Изготавливаются круги наружным диаметром до 400 мм прямого и фасонного профиля. Посадочные отверстия соответствуют отечественным и зарубежным стандартам.
Производятся абразивные круги для низкооборотистых заточных станков Тормек Т-7 и Tormek T-3 зернистостью 90, 120, 230 и 400 по стандарту FEPA. Отработаны характеристики шлифовальных кругов для заточки ножей из нержавеющих сталей из корундовых шлифпорошков. Для заточки клинков из прочных порошковых сталей изготавливаются круги из карбидкремниевых шлифматериалов. Также выпускается линейка кругов 5 250х50х12 и 5 200х40х12 универсальной характеристики, позволяющей одинаково успешно обрабатывать как мягкие, так и инструментальные стали, например HCC.
Так же Вы можете приобрести круг для станка F.Dick SM-111 зернистостью 90 и 220 обратившись к нам и сделав заказ. Шлифовальный круг с зернистостью 90 больше подходит для заточки ножей для мяса, для заточки филейных ножей лучше использовать круги зернистостью 220. Шлифкруги изготавливаются серийно и есть в наличии. Поставляются в количестве от 2 шт.
Возможно изготавливление шлифовальных чашек для станков F.Dick моделей KL-205, KL-300 зернистостью 46 и 90. Чашки для заточки решеток и волчковых ножей изготавливаются размером 150х80 и 200х100.
Чашки для заточки решеток и волчковых ножей изготавливаются размером 150х80 и 200х100.
Круги для станков для заточки коньков Prosharp, SSM, Red Machine, Blademaster, WISSOTA и других.
Круги для заточных станков Cozzini, Knecht, Scheppach и других фирм. Складская позиция – круг чашечный шлифовальный 6 160х40х45 для станка для заточки ножей ледовых комбайнов PRORINK Blade Sharpening Machine. Круг 6 150х60х20 для станка LA500, шлифкруг 6 125х100х32 для заточки плоских ножей, в том числе круги для заточки ножей льдозаливочных машин.
Также у нас можно купить наждачные круги для настольных точил типоразмером 1 150х20х32; 1 175х20х32; 1 200х20х32; 1 150х20х20; 1 125х16х12,5; 1 150х20х12,5. Круги изготавливаются из электрокорундовых (25А) и карбидкремниевых (64С) материалов зернистостью от F180 (60 мкм) до F46 (400 мкм) и прекрасно сбалансированы. Поставляются в коробке по 10-20 шт.
| Инструмент абразивный: круги шлифовальные (заточные диски) из искусственных абразивов на керамической связке | 6804223000 |
| Инструмент абразивный: круги, ленты, диски шлифовальные, заточные, круги отрезные, полировальные, | 6804210000 |
| Инструмент абразивный, материалы абразивные: диски шлифовальные (бруски заточные алмазные) | 6804210000 |
| Инструмент абразивный: диски заточные, | 6804225000 |
| Инструмент абразивный: круги шлифовальные (диск заточный), | 6804225000 |
Инструмент абразивный: камни, диски шлифовальные и заточные, торговой марки WINTERSTEIGER, артикулы: см. приложение 1 на 2-х листах приложение 1 на 2-х листах | 6804210000 |
| Инструмент абразивный: диск лепестковый полировальный, заточный торговой марки «FRIEDR. DICK». | 6804221800 |
| Инструмент абразивный: круги, ленты и диски шлифовальные; круги, ленты и диски заточные; круги отрезные, круги полировальные | 6804 |
| Инструмент абразивный: диски, круги шлифовальные, заточные, полировальные, отрезные, | 6804 |
| инстумент абразивный: заточные диски марки Dick, шлифовальные диски марки Dick, полировальные диски марки Dick, доводочные диски марки Dick к станкам | 6804 |
| Материалы абразивные: диски заточные с металлическими включениями, | 6804225000 |
| Инструмент абразивный, материалы абразивные: заточный диск, | 6804229000 |
| Инструмент абразивный – диск заточный (корундовый) маркировка:”Zhangjiagang City Minlian Machinery Factory” | 6804225000 |
| Заточные диски (в комплектах по два диска: правый и левый), из природного абразивного камня для станка заточного марки DICK модель SM-111: | 6804230000 |
| Инструмент абразивный: круги, ленты и диски шлифовальные; круги, ленты и диски заточные; круги отрезные, круги полировальные | 6804223000 |
| Инструмент абразивный, материалы абразивные: круги отрезные, полировальные, шлифовальные, лепестковые, ленты шлифовальные бесконечные, диски шлифовальные фибровые, диски заточные | 6804 |
| Инструменты абразивные: диски отрезные, ленты шлифовальные бесконечные, диски шлифовальные, диски полировальные, диски заточные, | 6804 |
Диски заточные абразивные (карбид кремния, карбид бора, нитрид бора, керам. Связка с упрочняющими эл-ми): размер 300*29*32 мм, арт. 797-1190-29; размер 300*35*32 мм, арт. 797-1175-35 Связка с упрочняющими эл-ми): размер 300*29*32 мм, арт. 797-1190-29; размер 300*35*32 мм, арт. 797-1175-35 | 6804225000 |
| Диск заточный абразивный (карбид кремния, карбид бора, нитрид бора, керам. связка с упрочняющими элементами) 125*63*32 мм, арт. 797-1227-15. | 6804225000 |
| Инструмент абразивный: Диски (круги) шлифовальные арт. 1057107, из природного абразивного камня для станка заточного модель GHB-1 | 6804230000 |
| Инструмент абразивный: диск заточной абразивный | 6804221200 |
| Инструмент абразивный: Диски (круги) шлифовальные арт. 1057075 для станка заточного модель BR-5A | 6804230000 |
| Инструмент абразивный: Диски (круги) шлифовальные арт. 1057046 для станка заточного модель BR-5A | 6804230000 |
Связанные и покрытые | Типы абразивов, используемых в шлифовальных кругах
Если пила использует один слой зубьев для врезания в поверхность, шлифовальные машины используют абразивные материалы с большим количеством мелких зерен, которые работают вместе для резки. Материал и необходимая отделка будут определять ваш выбор абразива, но есть два основных типа абразивов, используемых в шлифовальных кругах: со связкой и с покрытием.
Материал и необходимая отделка будут определять ваш выбор абразива, но есть два основных типа абразивов, используемых в шлифовальных кругах: со связкой и с покрытием.
Абразивные материалы с покрытием и на связке различаются по способу прикрепления к изделию.
Абразивы с покрытием в шлифовальных кругах
Говоря об абразивах, абразивные материалы с покрытием обычно относятся к слоистым зернам и зернам на поверхности.Покрытые абразивные материалы обычно прикрепляют к ремням, листам, дискам и рулонам. Слой режущих зерен поверх материала основания. Особенно распространенным типом абразива с покрытием является наждачная бумага.
Абразивы со связкой в шлифовальных кругах
Для шлифовального круга вы будете использовать абразивные материалы на связке. Зерна скреплены связующим веществом или смолой, чтобы добавить опору шлифовальной поверхности во время резки. Тип зерна, интервал и связующий материал определяют, какие материалы может резать абразив.
Ознакомьтесь с абразивными материалами на веб-сайте DXP, чтобы получить более широкий выбор и список поставщиков.
Общие типы абразивных материалов для шлифовальных кругов
Абразивыможно использовать для резки и отделки различных материалов, от высокоуглеродистой стали до мягкой бронзы и даже резины. Вам нужен абразив, который прорежет материалы, с которыми вы работаете. Вот краткий список некоторых из наиболее распространенных типов.
Оксид алюминия – наиболее распространенный
Если вы ищете абразив, которым склеивают большинство колес, вам нужен оксид алюминия.Он используется для всего, от углеродистой до легированной стали, кованого железа и бронзы. Этот конкретный абразив бывает разных стилей, которые работают с разными материалами. Обязательно посмотрите на обозначение конкретного абразива из оксида алюминия и на то, с чем он лучше всего работает.
Цирконий оксид алюминия – грубое шлифование
Если вам нужен абразив для грубой и жесткой резки с длительным сроком службы, вам понадобится оксид циркония. В этом абразивном материале используется смесь оксида алюминия и оксида циркония для создания прочной поверхности, которая отлично подходит для резки стали и стальных сплавов.
В этом абразивном материале используется смесь оксида алюминия и оксида циркония для создания прочной поверхности, которая отлично подходит для резки стали и стальных сплавов.
Карбид кремния – Шлифование цветных металлов
Для получения сверхострой шлифовальной поверхности карбид кремния может быть тем, что вам нужно. Он хорошо работает с цветными металлами, такими как резина, камень, пластик и стекло, а также режет чугун, мягкую бронзу или алюминий. Ожидайте, что абразив будет заменять чаще, чем обычно. Он очень острый, но также может быть хрупким, поэтому его срок службы не такой, как у поверхности из оксида алюминия.
Керамический оксид алюминия – вершина линейки
Отличительной особенностью абразива является постоянное измельчение зерен с образованием острой режущей поверхности.В случае керамического оксида алюминия это разрушение выводится на новый уровень со скоростью разрушения, которая контролируется до субмикронного уровня.
После определенного периода использования зерна рассыпаются, но поверхность остается такой же острой. Разрушение зерен дает новые точки резки. Это делает керамический оксид алюминия предпочтительным абразивом при работе с самыми твердыми металлами и в проектах точного шлифования.
Разрушение зерен дает новые точки резки. Это делает керамический оксид алюминия предпочтительным абразивом при работе с самыми твердыми металлами и в проектах точного шлифования.
Прежде чем приступить к следующему проекту по резке, свяжитесь с DXP для получения совета специалиста по типу абразива, который вам нужен.Каждый абразив бывает разных сортов, поэтому вы можете изучить свои варианты с нашими дистрибьюторами ТОиР, прежде чем настраивать свой шлифовальный круг.
Выберите подходящий шлифовальный круг
Шлифование – это процесс механической обработки, применяемый почти во всех цехах. Некоторые операции шлифования, такие как зачистка отливок, шлифовка сварных швов или шлифовка на станке, относительно просты. Другие операции шлифования могут быть сложными, например, операции с очень жесткими допусками или обработка сложных материалов.Шлифование имеет широкий спектр применения в производстве. Как и во многих других процедурах, очень важно выбрать лучший инструмент.
Хотя режущие кромки намного меньше и расположены в произвольном порядке, шлифовальные круги являются режущими инструментами и выполняют ту же работу, что и концевые фрезы, сверла и токарные инструменты. Круги одинаковы, будь то заедание отливок или шлифовальные шестерни.
Абразивы
Шлифовальные круги изготавливаются из нескольких видов абразивных материалов, от оксида алюминия – самого мягкого и распространенного – до алмаза, который является самым твердым и дорогим.Большинство кругов производятся путем смешивания абразивного материала со связующим и последующего помещения смеси в форму для достижения желаемой формы.
Керамический круг формируется под давлением, а затем обжигается при очень высокой температуре, что превращает связующие материалы, например глину, в стекло, придавая кругу прочность и жесткость. В кругах на связке смолой используются такие же абразивы с более мягкой связкой из смолы, которые часто армируются другими материалами, такими как стекловолокно, для повышения прочности. Колеса из пластмассы могут работать на более высоких скоростях резания, чем круги из керамики, и с меньшей вероятностью выйти из строя, при неравномерной загрузке диски из пластмассы идеально подходят для использования на ручных инструментах или станках, таких как отрезные пилы. Колеса на керамической связке лучше держат форму и жестче, чем круги на полимерной связке, что делает их наиболее подходящими для работ с жесткими допусками, выполняемых на жестких станках. Оба типа колес могут сломаться и расколоться во время использования, но керамические колеса более подвержены катастрофическому отказу, что является еще одной причиной, по которой они обычно не используются для ручной работы.
Колеса из пластмассы могут работать на более высоких скоростях резания, чем круги из керамики, и с меньшей вероятностью выйти из строя, при неравномерной загрузке диски из пластмассы идеально подходят для использования на ручных инструментах или станках, таких как отрезные пилы. Колеса на керамической связке лучше держат форму и жестче, чем круги на полимерной связке, что делает их наиболее подходящими для работ с жесткими допусками, выполняемых на жестких станках. Оба типа колес могут сломаться и расколоться во время использования, но керамические колеса более подвержены катастрофическому отказу, что является еще одной причиной, по которой они обычно не используются для ручной работы.
Криволинейное шлифование выполняется керамическим кругом, мало чем отличается от круга на настольном шлифовальном станке. Изображение предоставлено К. Тейт
Суперабразивы, такие как алмаз и кубический нитрид бора, дороги. Чтобы уменьшить количество абразива, необходимого для изготовления пригодного для использования круга, абразив приклеивается к периферии металлического диска. Связки алмазов и CBN могут быть керамическими, смолистыми или металлическими. В кругах с металлической связкой используется металлический порошок, такой как кобальт и медь, смешанный с абразивом.При помощи процесса, известного как спекание, смесь формируется по периферии круга. Абразив и металлический порошок запекаются при высокой температуре, что приводит к их слипанию.
Связки алмазов и CBN могут быть керамическими, смолистыми или металлическими. В кругах с металлической связкой используется металлический порошок, такой как кобальт и медь, смешанный с абразивом.При помощи процесса, известного как спекание, смесь формируется по периферии круга. Абразив и металлический порошок запекаются при высокой температуре, что приводит к их слипанию.
Суперабразивные круги обладают лучшими рабочими характеристиками, но имеют более узкую область применения, поскольку круги плохо работают с более мягкими материалами. Круги из CBN чаще всего используются для обработки закаленных черных металлов и используются в таких станках, как шлифовальные станки для инструментов и фрез, шлифовальные станки для распределительных валов и зубошлифовальные станки.По сравнению с колесами из алюминия 2 O 3 , колеса из CBN работают меньше, служат дольше и могут работать на более высоких скоростях. Алмаз используется для шлифования карбидов, стекла и других чрезвычайно твердых цветных металлов. Суперабразивы более производительны, но дороги. Они часто стоят в 10 раз дороже, чем колеса других типов, и их применение обычно очень специфично.
Суперабразивы более производительны, но дороги. Они часто стоят в 10 раз дороже, чем колеса других типов, и их применение обычно очень специфично.
Прочие факторы
Выбор подходящего круга, очевидно, важен для операций шлифования и может быть сложной задачей даже для опытного механика или инженера.Процесс выбора часто является методом проб и ошибок для оптимизации комбинации станка, смазочно-охлаждающей жидкости, параметров резания и шлифовального круга.
После абразивного материала и формы круга основными факторами при выборе круга являются размер зерна, тип связки и твердость связки. Материал заготовки определяет абразив, форму круга и тип связки. Размер зерна и твердость связки обычно выбираются в зависимости от требований к чистоте поверхности и твердости материала. В средах с небольшими объемами обычно используется один тип круга и регулируются параметры шлифования для достижения успеха, поскольку изменение продолжительности цикла и износ круга не являются проблемой. Крупносерийное производство, подобное тому, что используется в автомобилестроении, требует стабильной производительности, которая может быть достигнута только при значительном времени разработки.
Крупносерийное производство, подобное тому, что используется в автомобилестроении, требует стабильной производительности, которая может быть достигнута только при значительном времени разработки.
У нас было семь бесцентрово-шлифовальных машин, которые производили около 2 миллионов деталей в год. Шлифовальные круги имели диаметр 610 мм (24 дюйма) и длину 508 мм (20 дюймов). Чтобы снять старое колесо и установить новое, потребовалась полная смена. Это серьезно нарушило производство, поэтому точный контроль износа колес имел решающее значение для управления затратами и выполнения производственных требований.Для нас было большим ударом, когда наш производитель колес прекратил выпуск конкретного колеса, которое мы использовали в течение многих лет – мы были единственной компанией, использовавшей его – и единственная замена имела более жесткую связь. Это, казалось бы, незначительное изменение привело к непредсказуемому износу колес и незапланированной замене колес.
Поскольку новая связка была тверже, колесо затуплялось быстрее, что приводило к отклонению геометрии детали от спецификации. Единственный способ выздороветь – это изменить процесс измельчения. Несмотря на то, что у нас был многолетний опыт и несколько экспертов по бесцентровому шлифованию, потребовалось несколько недель, чтобы достичь идеального набора параметров шлифования.
Единственный способ выздороветь – это изменить процесс измельчения. Несмотря на то, что у нас был многолетний опыт и несколько экспертов по бесцентровому шлифованию, потребовалось несколько недель, чтобы достичь идеального набора параметров шлифования.
Выбор шлифовального круга может показаться загадочным, а разработка параметров шлифования носит итеративный характер. Однако, как и во всех операциях механической обработки, ключом к выбору и использованию правильного шлифовального круга являются опыт, знания и квалифицированные специалисты.
Безопасность шлифовального круга Шлифовальные круги могут быть опасными. Я работал в двух компаниях, где люди погибли в результате катастрофических поломок колес. При использовании ручных абразивных инструментов и настольных шлифовальных машин часто возникают травмы глаз и рук.Крайне важно, чтобы каждый, кто пользуется шлифовальными кругами или оборудованием, прошел тщательную подготовку. Простые задачи, такие как звон колес, использование промокательной бумаги, правильная затяжка фланцев колес, стояние и работа в безопасных зонах, а также использование соответствующих средств индивидуальной защиты имеют решающее значение для поддержания безопасной среды. Управление по охране труда и здоровья, Американский национальный институт стандартов, производители колес и машиностроители имеют подробные публикации, в которых излагаются требования безопасности к шлифовальным кругам и станкам.
Простые задачи, такие как звон колес, использование промокательной бумаги, правильная затяжка фланцев колес, стояние и работа в безопасных зонах, а также использование соответствующих средств индивидуальной защиты имеют решающее значение для поддержания безопасной среды. Управление по охране труда и здоровья, Американский национальный институт стандартов, производители колес и машиностроители имеют подробные публикации, в которых излагаются требования безопасности к шлифовальным кругам и станкам.
Глава 16: Шлифовальные круги и операции | Применение режущего инструмента
Шлифование или абразивная обработка – это процесс удаления металла в виде мельчайших стружек под действием абразивных частиц неправильной формы. Эти частицы могут находиться в приклеенных колесах, ремнях с покрытием или просто свободно.
Шлифовальные круги состоят из тысяч мелких абразивных зерен, скрепленных связующим материалом. Каждое зерно абразива – это режущая кромка. По мере того, как зерно проходит по заготовке, оно срезает небольшую стружку, оставляя гладкую и ровную поверхность. По мере того, как каждое абразивное зерно становится тусклым, оно отрывается от связующего материала.
По мере того, как зерно проходит по заготовке, оно срезает небольшую стружку, оставляя гладкую и ровную поверхность. По мере того, как каждое абразивное зерно становится тусклым, оно отрывается от связующего материала.
Типы абразивов
В шлифовальных кругах используются два типа абразивов: натуральные и промышленные. Промышленные абразивы, за исключением алмазов, почти полностью заменили природные абразивные материалы. В некоторых случаях даже натуральные алмазы были заменены синтетическими алмазами.
Изготавливаемые абразивные материалы, наиболее часто используемые в шлифовальных кругах, – это оксид алюминия, карбид кремния, кубический нитрид бора и алмаз.
Оксид алюминия. При переработке бокситовой руды в электропечи образуется оксид алюминия. Бокситовая руда нагревается для удаления влаги, затем смешивается с коксом и железом, образуя шихту. Затем смесь плавится и охлаждается. Расплавленная смесь напоминает каменную массу. Его промывают, измельчают и просеивают для разделения зерен различного размера.
Круги из оксида алюминия изготавливаются с использованием абразивов разной степени чистоты, что придает им определенные характеристики для различных операций шлифования и применения. Цвет и прочность круга зависят от степени чистоты.
Круги общего назначения из оксида алюминия, обычно серого цвета с чистотой 95%, являются наиболее популярными абразивами. Они используются для шлифования большинства сталей и других сплавов черных металлов. Они используются для шлифования большинства сталей и других сплавов черных металлов.Круги из белого оксида алюминия почти чистые и очень хрупкие (легко отделяются от материала). Они используются для шлифования высокопрочных, термочувствительных сталей.
Карбид кремния. Шлифовальные круги из карбида кремния изготавливаются путем смешивания чистого белого кварца, нефтяного кокса и небольшого количества опилок и соли, а затем путем обжига смеси в электрической печи. Этот процесс называется синтезом кокса и песка. Как и при изготовлении абразива из оксида алюминия, полученная кристаллическая масса измельчается и сортируется по размеру частиц.
Колеса из карбида кремния тверже и хрупче, чем круги из оксида алюминия. Есть два основных типа колес из карбида кремния: черные и зеленые. Черные круги используются для шлифования чугуна, цветных металлов, таких как медь, латунь, алюминий и магний, а также неметаллических материалов, таких как керамика и драгоценные камни. Круги из зеленого карбида кремния более хрупкие, чем черные круги, и используются для шлифования инструментов и фрез из твердого сплава.
Кубический нитрид бора (CBN). Кубический нитрид бора – чрезвычайно твердый, острый и холодный абразив для резки. Это один из новейших абразивов, который в 2,5 раза тверже оксида алюминия. Он может выдерживать температуру до 2500 ° F. CBN производится с помощью процессов высокой температуры и высокого давления, аналогичных тем, которые используются для производства искусственного алмаза, и по твердости почти не уступает алмазу.
CBN используется для шлифования сверхтвердых быстрорежущих сталей, инструментальной и штамповой стали, закаленного чугуна и нержавеющей стали. Сегодня в промышленности используются два типа колес из кубического нитрида бора. Один тип имеет металлическое покрытие для обеспечения хорошей адгезии связки и используется при шлифовании общего назначения. Второй тип – это абразив без покрытия для использования в системах гальванического покрытия металла и керамической связки.
Сегодня в промышленности используются два типа колес из кубического нитрида бора. Один тип имеет металлическое покрытие для обеспечения хорошей адгезии связки и используется при шлифовании общего назначения. Второй тип – это абразив без покрытия для использования в системах гальванического покрытия металла и керамической связки.
Алмаз. При производстве шлифовальных кругов используются два типа алмаза: натуральный и искусственный. Природный алмаз – это кристаллическая форма углерода, и он очень дорогой. В виде кругов на связке природные алмазы используются для шлифования очень твердых материалов, таких как твердые сплавы, мрамор, гранит и камень.
Последние разработки в области производства искусственно изготовленных алмазов снизили их стоимость и привели к расширению их использования. Промышленные алмазы теперь используются для шлифования вязких и очень твердых сталей, режущих инструментов из твердого сплава и оксида алюминия.
Типы связок
Абразивные зерна удерживаются вместе в шлифовальном круге с помощью связующего материала. Связующий материал не режется во время шлифования. Его основная функция – удерживать зерна вместе с разной степенью прочности.Стандартные связки шлифовальных кругов – керамические, смоляные, силикатные, шеллаковые, резиновые и металлические.
Связующий материал не режется во время шлифования. Его основная функция – удерживать зерна вместе с разной степенью прочности.Стандартные связки шлифовальных кругов – керамические, смоляные, силикатные, шеллаковые, резиновые и металлические.
Связка керамическая. Керамическая связка используется более чем на 75% всех шлифовальных кругов. Керамический связующий материал состоит из тонко измельченной глины и флюсов, с которыми абразив тщательно перемешан. Затем смесь связующего и абразива в форме круга нагревают до 2400 ° F для сплавления материалов.
Колеса из керамики прочные и жесткие. Они сохраняют высокую прочность при повышенных температурах и практически не подвержены воздействию воды, масел и кислот.Одним из недостатков является то, что они обладают плохой ударопрочностью. Поэтому их применение ограничено там, где происходят удары и большие перепады температур.
Смола на связке. Шлифовальные круги на полимерной связке уступают по популярности кругам на керамической связке. Фенольная смола в порошковой или жидкой форме смешивается с абразивными зернами и отверждается при температуре около 360 ° F. Круги из пластмассы используются для скоростей шлифования до 16 500 SFPM. Их основное применение – черновая шлифовка и отрезка.
Фенольная смола в порошковой или жидкой форме смешивается с абразивными зернами и отверждается при температуре около 360 ° F. Круги из пластмассы используются для скоростей шлифования до 16 500 SFPM. Их основное применение – черновая шлифовка и отрезка.
Силикатная связка. Этот связующий материал используется, когда тепло, выделяемое при шлифовании, должно быть сведено к минимуму. Силикатный связующий материал освобождает абразивные зерна быстрее, чем другие типы связующего. Скорость ограничена до 4500 SFPM.
Связка шеллак. Это органическая связка, используемая для шлифовальных кругов, которые обеспечивают очень гладкую поверхность таких деталей, как валки, столовые приборы, распределительные валы и шатуны. Как правило, они не используются при шлифовании в тяжелых условиях.
Резиновая связка. Колеса на резиновой связке чрезвычайно прочные и прочные. В основном они используются в качестве тонких отрезных кругов и ведущих кругов в бесцентрово-шлифовальных станках. Они также используются, когда требуется очень тонкая отделка поверхностей подшипников.
Они также используются, когда требуется очень тонкая отделка поверхностей подшипников.
Металлическая связка. Металлические связки используются в основном в качестве связующего для алмазных абразивов. Они также используются при электролитическом шлифовании, где связка должна быть электропроводной.
Размер абразивного зерна
Размер абразивного зерна важен, потому что он влияет на скорость съема материала, зазор стружки в круге и качество получаемой поверхности.
Размер абразивного зерна определяется размером отверстия сита, через которое проходят абразивные зерна. Номер номинального размера указывает количество отверстий на дюйм в экране. Например, зерно размером 60 зерен пройдет через сито с 55 отверстиями на дюйм, но не пройдет через сито с размером 65. Низкое значение размера зерна указывает на крупную зернистость, а высокое значение – на мелкое зерно. .
Размер зерна в широком смысле определяется как крупный (от 6 до 24), средний (от 30 до 60), мелкий (от 70 до 180) и очень мелкий (от 220 до 1000. ) Очень мелкое зерно используется для операций полировки и притирки, мелкое зерно – для чистовой обработки и шлифования малого диаметра. Зернистость среднего размера используется в операциях с большим съемом материала, когда требуется некоторый контроль качества поверхности. Крупнозернистый материал используется для операций по кондиционированию и заеданию заготовок на сталелитейных и литейных заводах, где скорость съема материала важна, а качество поверхности не имеет особого значения.
) Очень мелкое зерно используется для операций полировки и притирки, мелкое зерно – для чистовой обработки и шлифования малого диаметра. Зернистость среднего размера используется в операциях с большим съемом материала, когда требуется некоторый контроль качества поверхности. Крупнозернистый материал используется для операций по кондиционированию и заеданию заготовок на сталелитейных и литейных заводах, где скорость съема материала важна, а качество поверхности не имеет особого значения.
Марка шлифовального круга
Марка шлифовального круга является мерой прочности связующего материала, удерживающего отдельные зерна в круге.Он используется для обозначения относительной твердости шлифовального круга. Марка или твердость относится к количеству связующего материала, используемого в круге, а не к твердости абразива.
Диапазон, используемый для обозначения сорта – от A до Z, где A представляет максимальную мягкость, а Z – максимальную твердость. Выбор правильной марки колеса очень важен. Слишком мягкие колеса имеют тенденцию слишком быстро отделять зерна, что приводит к значительному износу колес. Слишком твердые круги не высвобождают абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «остекление».”
Слишком мягкие колеса имеют тенденцию слишком быстро отделять зерна, что приводит к значительному износу колес. Слишком твердые круги не высвобождают абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «остекление».”
Структура шлифовального круга
Структура шлифовального круга относится к относительному расстоянию между абразивными зернами; это плотность круга. В круге с открытой структурой абразивных зерен меньше, чем в круге с закрытой структурой. Цифры от 1 до 15 обозначают структуру круга. Чем выше число, тем более открытой будет структура; и чем меньше число, тем более плотной будет структура.
Характеристики шлифовального круга
Шлифовальный круг производители согласовали систему стандартизации для описания состава колес, а также форм и поверхностей колес.
Маркировка шлифовальных кругов
Абразивные шлифовальные круги имеют другую систему маркировки, чем CBN и алмазные круги.
Круги абразивные шлифовальные. Эта система маркировки используется для описания состава круга в отношении типа абразива, размера зерна, марки, структуры и типа связки.
CBN и алмазные диски. Такая же стандартизация применима к CBN и алмазным кругам. Маркировка колес представляет собой комбинацию букв и цифр.
Формы и поверхности шлифовальных кругов
Большинство производителей шлифовальных кругов приняли восемь стандартных форм круга и 12 стандартных поверхностей круга для общего использования. На рисунке показаны наиболее распространенные стандартные формы круга, используемые на всех типах шлифовальных машин. На следующем рисунке показаны стандартные поверхности круга, используемые на большинстве форм шлифовальных кругов.
Гальванические шлифовальные круги
Из нескольких методов, используемых в настоящее время для закрепления суперабразивных частиц алмаза или CBN на рабочей поверхности абразивного инструмента, гальваника является наиболее быстрорастущей. Все больше и больше производственных операций включают комбинации трудно шлифуемых материалов и сложных форм кругов, что фактически диктует необходимость использования гальванических суперабразивных инструментов.
Все больше и больше производственных операций включают комбинации трудно шлифуемых материалов и сложных форм кругов, что фактически диктует необходимость использования гальванических суперабразивных инструментов.
Как правило, такие инструменты состоят из прецизионного инструмента или оправки с суперабразивными частицами, нанесенными на рабочую поверхность и закрепленными на месте электроосаждением связующей матрицы, чаще всего никеля. Частицы, закрепленные таким образом на поверхности инструмента, могут различаться по размеру и дисперсии в зависимости от назначения инструмента, но они должны лежать в одном слое.
Балансировка, правка и правка кругов
Все шлифовальные круги ломаются, а некоторые очень хрупкие. При обращении со шлифовальными кругами следует соблюдать особую осторожность. Новые колеса следует внимательно осмотреть сразу после получения, чтобы убедиться, что они не были повреждены во время транспортировки. Перед установкой на станок необходимо также проверить шлифовальные круги.
Для проверки на наличие повреждений подвесьте колесо пальцем и осторожно постучите по боковой стороне рукояткой отвертки для маленьких колес и деревянным молотком для больших колес.Неповрежденное колесо издаст чистый звонкий звук; треснувшее колесо вообще не будет звенеть.
Балансировка колес
Перед установкой на машину важно выполнить балансировку колес размером более 10 дюймов. Чем больше шлифовальный круг, тем более критичной становится балансировка. Баланс также становится более важным по мере увеличения скорости. Несбалансированные колеса вызывают чрезмерную вибрацию, ускоряют износ колеса, вызывают вибрацию, плохую отделку, повреждение подшипников шпинделя и могут быть опасны.
Правильная процедура балансировки колес – это сначала статическая балансировка колеса. Далее устанавливаем круг на шлифовальный станок и правим. Затем снимите колесо и повторно сбалансируйте его. Установите колесо и слегка оденьте его второй раз.
Перемещение грузов на колесной опоре уравновешивает колеса. Колесо устанавливается на балансировочной оправке и размещается на балансировочном приспособлении. Затем грузы перемещаются таким образом, чтобы удалить все тяжелые детали на колесном узле.
Колесо устанавливается на балансировочной оправке и размещается на балансировочном приспособлении. Затем грузы перемещаются таким образом, чтобы удалить все тяжелые детали на колесном узле.
Правка и правка круга
Правка – это процесс, используемый для очистки и восстановления затупленной или нагруженной режущей поверхности шлифовального круга до первоначальной остроты.При правке удаляется стружка, затупившиеся абразивные зерна и излишки связующего материала. Кроме того, правка используется для настройки торца круга так, чтобы он давал желаемые результаты шлифования.
Правка – это процесс удаления материала с поверхности круга, чтобы результирующая поверхность резания была абсолютно точной. Это очень важно при прецизионном шлифовании, потому что неправильный круг оставит нежелательные следы вибрации на заготовке. Новое колесо всегда следует отрегулировать перед использованием.Кроме того, рекомендуется выполнить чистовую обработку колеса, если оно переустанавливается на машину.
Правка и правка обычных шлифовальных кругов – это две отдельные и разные операции, хотя иногда они могут выполняться одним и тем же инструментом. Инструменты, используемые для обычной правки шлифовальных кругов, включают:
Механические правки, , обычно называемые звездчатыми правками, прижимаются к диску во время его работы. Захватывающее действие острия звездообразных колес в инструменте удаляет тусклые зерна, связку и другие частицы стружки.Звездчатые шлифовальные машины используются для обычных кругов с относительно крупным зерном, как правило, в ручных шлифовальных работах, где точность шлифования не является основным критерием.
Палочки для правки используются для правки обычных колес меньшего размера, особенно чашек и блюдце. Некоторые из этих стержней сделаны из чрезвычайно твердого абразива, называемого карбидом бора. При использовании стержень из карбида бора прижимается к поверхности круга, чтобы проткнуть тусклые абразивные зерна и удалить излишки связки. Другие стержни для напряжения содержат крупные зерна Crystolon или Alundum на твердой застеклованной связке.
Алмазные инструменты для правки используют непревзойденную твердость алмазного острия для очистки и восстановления шлифовальной поверхности круга. Хотя одноточечные алмазные инструменты когда-то были единственными продуктами, доступными для этого вида правки, растущий дефицит алмазов привел к развитию многоточечных алмазных инструментов.
В многоточечных алмазных инструментах для правки используется несколько маленьких алмазов, удерживаемых в матрице.При использовании инструмент надежно удерживается в держателе инструмента и прижимается к поверхности рабочего колеса. По мере того, как он одевается, инструмент перемещается по поверхности колеса, пока работа не будет сделана. По мере того, как алмазы на поверхности инструмента изнашиваются, появляются новые новые алмазные наконечники, что продлевает срок их службы и увеличивает срок службы. Этот тип инструмента обеспечивает очень стабильную поверхность колеса от платья к платью.
Многоточечные алмазные инструменты для правки доступны с широким диапазоном диаметров хвостовика и форм торцов, чтобы удовлетворить требования широкого спектра шлифовальных станков.
Выбор шлифовального круга
Прежде чем пытаться выбрать шлифовальный круг для конкретной операции, оператор должен учесть следующие шесть факторов для максимальной производительности и безопасных результатов:
Материал, подлежащий шлифованию. Если шлифуемым материалом является углеродистая или легированная сталь, обычно выбираются колеса из оксида алюминия. Сверхтвердые стали и экзотические сплавы следует шлифовать кубическим нитридом бора (CBN) или алмазом. Для цветных металлов, большинства чугунов, неметаллов и твердых сплавов требуется круг из карбида кремния.Общее правило размера зерна – использовать мелкозернистый круг для твердых материалов и крупнозернистый для мягких и пластичных материалов.
Характер операции шлифования. При выборе колеса необходимо учитывать требуемую чистоту, точность и количество удаляемого металла. Прекрасная и аккуратная отделка лучше всего достигается с помощью мелкозернистых шлифовальных кругов на связке из смолы, резины или шеллака.
Прекрасная и аккуратная отделка лучше всего достигается с помощью мелкозернистых шлифовальных кругов на связке из смолы, резины или шеллака.
Зона контакта. Площадь контакта между кругом и заготовкой также важна.Мельчайшие зерна, твердые диски и мелкие зерна используются, когда площадь контакта мала.
Состояние машины. Вибрация влияет на качество обработки детали, а также на характеристики колеса.
Скорость шлифовального круга. Скорость вращения колеса влияет на связку и сплав, выбранные для данного колеса. Скорость вращения колес измеряется в футах на поверхности в минуту (SFPM). Керамические связки обычно используются до 6 500 SFPM или в отдельных операциях до 12 000 SFPM.Колеса на связке смолой могут использоваться для скоростей до 16 500 SFPM.
Давление измельчения. Давление измельчения – это скорость подачи, используемая во время операции измельчения; это влияет на класс колеса. Общее правило, которому следует следовать, заключается в том, что по мере увеличения давления при шлифовании необходимо использовать более твердые круги.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Торцевое шлифование – Неподвижные абразивные круги – Continental Diamond Tool
Качество и точность важны при выполнении сложных операций торцевого шлифования. Если ваша работа требует тонкого шлифования, двухдискового шлифования, бланшаровского шлифования, плоского хонингования, вращающейся поверхности или шлифовальных кругов со вставками, вам нужен высокопроизводительный инструмент. Правое колесо минимизирует затраты, обеспечивая при этом превосходные результаты.
При использовании нестандартного фиксированного абразивного шлифовального круга вы должны ожидать:Уменьшение количества брака
Увеличение производства
Уменьшение износа шпинделя
Универсальность
 Ваши процессы станут более эффективными с меньшим количеством брака. За те же усилия ваша команда может произвести больше продукции. Кроме того, мы будем работать над продлением срока службы и функциональности ваших инструментов. Часто с помощью одного и того же круга можно шлифовать более широкий спектр материалов. Скачать брошюру. Как мы это делаем?
Ваши процессы станут более эффективными с меньшим количеством брака. За те же усилия ваша команда может произвести больше продукции. Кроме того, мы будем работать над продлением срока службы и функциональности ваших инструментов. Часто с помощью одного и того же круга можно шлифовать более широкий спектр материалов. Скачать брошюру. Как мы это делаем? В Continental Diamond Tool наши инженеры работают с вашей производственной командой над разработкой, тестированием и созданием специальных инструментов, специально предназначенных для вашего отраслевого процесса. Мы рассчитываем наилучший размер зерна, тип связки и тип зерна, чтобы оптимизировать производительность вашего станка.Размер зерна алмаза и абразивного зерна CBN, используемых в наших кругах, зависит от области применения и требуемого качества поверхности. Мы также используем типы зерна, которые различаются по своим характеристикам (рыхлое, глыбовое, свободное нарезание и т. Д.) Для достижения наилучших характеристик.
Обладая более чем 45-летним опытом в производстве суперабразивов, мы поставляем продукцию, совместимую со всеми наиболее популярными в отрасли станками: Stahli, Peter Wolters / Lapmaster, Viotto, Koyo, Blanchard, Gardner, Agathon, Wendt, Supfina, DCM, EWAG. , Coborn и другие.
Неподвижные абразивные круги CDT из алмаза и CBN могут изготавливаться с размером зерна от 80 до 800. Доступные связки включают полимерную, керамическую, керамическую, металлическую и гибридную. Наше современное оборудование и опыт позволяют нам обеспечивать одни из самых жестких допусков в отрасли. Мы также придерживаемся строгих стандартов контроля качества, чтобы гарантировать, что ваши шлифовальные круги соответствуют или превосходят качество жизни вашего текущего инструмента, гарантированно.
Наша служба поддержки клиентов готова обсудить ваш проект по шлифовке лица и бесплатно предоставить расценки через онлайн-форму на нашем веб-сайте или по телефону 800-443-6629.
Полное руководство по суперабразивным шлифовальным кругам
Шлифовальные круги: рецепт успеха
На первый взгляд, шлифовальные круги – довольно простое оборудование. Они обеспечивают грубую вращающуюся поверхность для удаления затвердевших материалов на высоких скоростях.
Они обеспечивают грубую вращающуюся поверхность для удаления затвердевших материалов на высоких скоростях.
Однако копните немного глубже, и вы обнаружите, что для создания идеального шлифовального круга нужно многое.
Чтобы внести ясность, идеальное колесо не будет одинаковым для каждой отрасли или даже проекта.Вы разрабатываете идеальное колесо, чтобы добиться особого эффекта в зависимости от рабочего материала.
Это как в пословице. Вы должны использовать правильный инструмент для правильной работы, и это никогда не вернее, чем в данном случае.
Некоторые колеса прорезают сталь и удаляют целые куски материала за раз. Другие полируют бетон или точат инструменты из черных сплавов. Черт возьми, с правым колесом можно шлифовать даже тонкую ложу, например, стекло.
Колесо неправильного типа тратит деньги и время.Деньги на покупку нового и время на замену или точный ремонт. Что еще хуже, это опасно. Теперь вы смотрите на деньги, время и медицинские счета.
Учитывая все это, вам нужен рецепт идеального шлифовального круга. Чтобы разработать свой рецепт, вам сначала нужно определить, какой материал обрабатывается и что вы хотите с ним сделать. Исходя из этого, вы можете определить лучшие ингредиенты, которые сделают ваше колесо максимально безопасным и эффективным.
Тип абразива
Первый элемент вашего рецепта – тип абразива, используемого на круге.Это часть круга, которая выполняет всю тяжелую работу… или шлифование.
Когда дело доходит до суперабразивов, следует помнить о двух типах: алмаз и кубический нитрид бора или CBN.
Diamond в сравнении с CBN
Единственное вещество, более твердое, чем CBN, – это алмаз, но CBN не вступает в реакцию с черными металлами. Отсутствие реакции снижает износ шлифовальных зерен и увеличивает эффективность. По этой причине CBN – лучший выбор для шлифования металлов и сплавов железа.
Бриллианты отлично подходят для всего остального. Они могут затачивать твердосплавные режущие инструменты, резать керамику и полировать гранит. Алмаз – лучший вариант для специальных материалов.
Размер зерна
Зернистость – это числовое значение размера зерен, используемых в шлифовальном оборудовании. Это также второй ингредиент нашего рецепта.
Чем больше число, тем мельче зерна и наоборот.
Как правило, абразивные материалы с большим размером зерна удаляют больше материала, но создают грубую поверхность.Вот почему их часто называют крупнозернистыми. И наоборот, при меньшем размере зерна снимается меньше материала, но получается более гладкая поверхность.
Вы также можете приобрести шлифовальные круги с различной зернистостью для одновременного достижения нескольких эффектов. Это ингредиент, который может улучшить ваш рецепт.
Суперабразивные связки
Связка шлифовального круга – это процесс или клей, используемый для прикрепления абразивных зерен к кругу. В силу своей природы суперабразивы нуждаются в этих специальных связках для безопасной и эффективной работы.
Гальванические шлифовальные круги
Круги с гальваническим покрытием используют процесс связывания, при котором абразивный песок растворяется в круге со связующей матрицей, такой как никель. Долговечность этого колеса – его ключевая особенность. Он точно удаляет большие объемы запасов и не требует ремонта.
Смолы и полиимидные связки
Смоляные связки состоят из перегретых смол и наполнителей. Вы можете использовать эту связку в сочетании с зернами CBN или Diamond. CBN для черных металлов, алмаз для цветных металлов – общее правило.
Полиимидная связка – это полимерная связка, которая нагревается в три-пять раз сильнее, чем обычная полимерная связка. Поскольку связка может выдерживать экстремальные температуры, она обладает превосходной способностью снимать припуск.
Керамические облигации
Керамические связки – это уникальные глины, которые в процессе склеивания превращаются в стекло. Это обычная связка для стандартных абразивов, но для использования с CBN и алмазом она должна иметь специальную обработку. Поскольку связка хрупкая, ее следует использовать только в определенных ситуациях.
Кислота, вода, масла и колебания температуры не влияют на этот тип связки.
Пусть Action Super поможет вам усовершенствовать рецепт
Теперь вы знаете основы разработки рецептов эффективных шлифовальных кругов. Action Super поможет заполнить пробелы и улучшить ингредиенты. Мы подбираем идеальные колеса для наших клиентов с 1985 года и можем сделать то же самое для вас!
Мы также сертифицированы по стандарту ISO-9001, поэтому вы всегда будете получать от нас высочайшее качество.
Запросите предложение сегодня! Мы с нетерпением ждем вашего ответа!
ШЛИФОВАЛЬНЫЙ ДИСК и АБРАЗИВНАЯ ОСНОВА
ШЛИФОВАЛЬНЫЙ ДИСК и АБРАЗИВНЫЕ ОСНОВЫ
ИНДЕКС
Общие абразивные материалы – конструкция и идентификация
Спецификация шлифовального круга
Тип и цвет зерна
Размер зерна
Жесткость колеса
Структура
Связки
Алмазные диски и диски CBN
Основы для алмазов и CBN
Идентификация вашего Круг с алмазом или CBNАлмазный круг только на карбидах и CBN только на сталях?
T he спецификация
Вопреки тому, что вы можете думаю, длинные коды, связанные со шлифовальными кругами, на самом деле могут быть интерпретируются и обычно имеют ясное значение.Почти все производители укажут тип зерна, размер зерна, твердость круга, структура и связка в каждом произведенном шлифовальном круге. Важно отметить, что НЕТ СТАНДАРТА среди шлифовальных машин. производители колес. Каждый будет использовать свою уникальную идентификацию метод маркировки; Однако есть некоторые общие правила – по крайней мере, здесь, в США. Типичная спецификация шлифовального круга может быть «A60-I10-VS».«А» – это тип зерна (в данном случае алюминий оксида), 60 – размер зерна, I – относительная твердость, 10 – структура, а VS – тип облигации (VS для этой компании означает керамическая связка. Есть вариации тоже. Например, можно увидеть это ’97C80 + F / -G -B11-DC ‘. В данном случае 97C – это тип зерна / зерна (здесь ‘C’ вероятно, это карбид кремния), 80 – размер зерна, + F / -G указывает на зонное или градуированное колесо средней твердости.-B11 – это связка (B11, вероятно, смоляная связка). DC – это какой-то процесс к колесу, например, прорези, канавки, отверстия или вызванная пористость. Другие суффиксы добавляются каждым отдельным производителем для особых условия. Только взглянув на производственную запись или технологический лист будет ли кто-нибудь знать наверняка, что именно составляло это конкретный шлифовальный круг – одна только спецификация не скажет вся история.
Как было сказано выше, обычно нельзя брать шлифовальный круг из одного производитель, который отмечен аналогичным образом и заменяет другой заводской шлифовальный круг одинаковой маркировки. Во-первых место, весьма вероятно, что они не будут отмечены аналогичным образом и во-вторых, вариации заводских методов производства обычно делают круги шлифовальные различной конструкции. Если только один не очень требователен к своему шлифовальному кругу или не выполняет требовательную работу и готов принять горе, мы не рекомендуем никому пытаться делать замены без каких-либо указаний знакомого инженера с процессом и производителями.Вот куда мы пришли in: Мы работаем с заводами, чтобы предоставить вам подходящий шлифовальный круг. Также важно отметить, что конечный пользователь должен ожидать некоторых ПРОВЕРКА И ОШИБКА при переходе с одной марки колеса на другую. Иногда производителю может потребоваться две или даже три попытки, чтобы окончательно выберите точную твердость, зернистость, сцепление и т. д. Терпение и время являются ключом к любому успешному преобразованию и тестированию.
Тип и цвет зерна
Тип зерна обычно либо оксид алюминия. (белый, розовый, рубиново-красный, коричневый, серый и т. д.) карбид кремния (черный или зеленый), керамический (синий и розовый) или любое их сочетание. Оксид алюминия на сегодняшний день является самым популярным. Он доступен в следующих цветов: белый, розовый, красный, рубиново-красный, коричневый и серый. Каждый цвет имеет свои особенности шлифования. Серый и коричневый Зерно – это основная крупа, используемая в станочном шлифовании и производстве шлифование. Прочные и недорогие, они самые общие найдена зернистость. Может использоваться с низкоуглеродистой и высокоуглеродистой сталью. Розовая и белая крупа обычно используются для обработки более твердых сталей. которые нуждаются в прохладном, рыхлом режущем действии, чтобы избежать ожогов. В рубиново-красная зернистость – это особая вязкая зернистость, которая также используется для обработки инструментальной стали. Эта крупа немного дороже, чем серая / коричневая. Красный рубин очень дорогой. Кремний Карбидная крупа обычно бывает черной или зеленой. Черный кремний карбид используется для шлифования цветных металлов, таких как алюминий и латунь. а также на изделиях из пластика, резины и камня, таких как мрамор и гранит. Карбид кремния черный – очень острое зерно. Зеленый карбид кремния имеет еще более острую зернистость, чем черный, и используется в первую очередь для карбидов, титана и материалов плазменного напыления. Одной из интересных характеристик карбидов кремния является то, что они есть на стали. Из-за остроты этой крупы можно было бы думаю, что они будут слишком агрессивными и не обеспечат хорошего финиша. Фактически, на сталях карбид кремния используется как своего рода шлифовальная / финишная зернистость Он используется в акробатических процессах как продукт для отделки поверхностей. Кроме того, производители часто смешивают небольшой процент карбида кремния с зернистостью оксида алюминия в шлифовальные круги и хонинговальные бруски для получения более качественной детали обработка поверхности сталей.Песок на самом деле тускнеет и обеспечивают трение стали, что обеспечивает лучшую поверхность финиш.
Более новая зернистость доступны керамические (также называемые SolGel или SG). Керамика песчинка не тускнеет – она сломается или сломать на острые углы, а не тупить и вырваться из соединения. Это обычно продлевает срок службы колеса, а также обеспечивает отличный агрессивный съем материала без перегрева.Этот песок производится всего несколькими производителями и стоит очень дорого, обычно в два-три раза дороже оксида алюминия. Ты обычно не видно круга со 100% керамическим зерном. Выдержка обычно смешивается с оксидом алюминия в различных процентах от 10% до до 50%. Керамика используется в инструментальных сталях и низкоуглеродистых сталях. Одинаково хорошо. Для этих шлифовальных кругов обычно требуется хорошая насадка. индивидуального проектирования для вашего конкретного приложения и процесса, чтобы добиваться прибыльных результатов.
Зернистость иногда смешанные в комбинации для достижения определенных режущих характеристик. Крупу еще называют рассыпчатой (белой) или полужирной (розовой, коричневой и серый, красный и т. д.). Рыхлая песчинка легче разрушается и становится полезен для резки более твердых материалов.
Размер зерна
Зернистостьобычно бывает крупной (зернистость 16-24), средние (зернистость 36-60) и мелкие (зернистость 80-120).Сверхтонкая крупа бег от 150 и выше. Шлифовальные круги обычно находятся между 24 и 100 грит. Хонинговальные и фуговальные камни и др. шлифовальный абразив будет зернистостью 150 и выше. Используйте грубый зернистость для быстрого и агрессивного съема материала и более мелкое зерно для меньшего количества материала удаление, но лучшая обработка поверхности.
Шлифовальный твердость колеса
Твердость оценивается от A до Z где «А» – самая слабая связь, а «Z» – самая сильная.А слабая связь предпочтительна для шлифования более твердых материалов, в то время как для более мягких материалов желательна более прочная связь. Типичный слабый Связка для стали будет находиться в диапазоне «F, G или H». Средний твердость будет в диапазоне «I, J или K». И более сильные связи в Диапазон “L, M или O”. Твердость зависит от типа зерна, измельчаемый материал, количество снятого материала и количество другие факторы.
Классы твердости обычно линейный: если вы увеличите твердость на одну букву (от H до и Я, например), это может дать вам вдвое больше жизни колеса. Многие люди ошибочно полагают, что такой переход (от H к I) быть только маргинальным – не вводите себя в заблуждение здесь: ход всего один или два Уровни твердости могут существенно повлиять на ваш процесс!
Важно отметить, что практически невозможно подобрать один производитель шлифовальных кругов твердость колеса от другого производителя: Различия на заводе печи, измерительные приборы и отсутствие стандартизированной твердости система не допускает прямого перехода.Одна компания “G” твердость была бы «F» с другим и даже «H» с другим. Нам постоянно звонят по этому поводу: мы просто не можем гарантировать одно колесо должно быть таким же, как другое. Даже когда наши производители переключить производство на другую фабрику в другом штате или страны мы увидим некоторые различия. Иногда это может быть значительный.
Структура или междурядье
Структура в основном расстояние между абразивными зернами.Открытая структура будет 12 или выше, в то время как более близкая структура будет 6 или около того. Снова здесь, структура зависит от множества факторов, не в последнюю очередь из которых насколько сложно шлифовать материал. Можно подумать, что меньшее расстояние сделало бы колесо более жестким, но это верно только для точка: с меньшим количеством связки, удерживающей отдельные абразивные зерна, мягче бы колесо было. То же самое верно и для очень открытая структура: если зерна широко расставлены, у вас меньше зерен для шлифовать, но с большим количеством связки, удерживающей каждое зерно – Это может сделать колесо жестче.Инженеры по шлифовальному кругу будут обычно регулируют ПРОЧНОСТЬ СВЯЗИ в зависимости от области применения.
Тип облигации
Существуют различные типы облигаций но наиболее распространены остеклованные и смолистые. Остеклованный в основном стекловидное стекло, очень похожее на керамику или стеклянную посуду, обожженную в печь. Смоляные круги – это пластмассовые смолы, смешанные и отверждаемые температуры.Керамические колеса обычно используются для скамейки, поверхности и инструментальные помещения, такие как шлифование поверхностей при колеса из смолы обычно используются в отрезных кругах, бесцентровом круге и суперабразивные круги (алмазные и CBN). Более новые скрепки пластиковые приклеенные колеса на основе высоких технологий от таких компаний, как ИССЛЕДОВАТЕЛЬСКИЙ АБРАЗИВ.
Основы для алмазов и CBN
КругиDiamond и CBN выпускаются с несколькими типами связки: Смола (наиболее распространенная), остеклованная, металлическая и гальваническая.Смола используется в большинстве инструментальных и производственных приложений. Остекленевший и металлические облигации – это более новые типы облигаций со специфическими применениями (мы не буду вдаваться в подробности, так как они довольно редки и дороже и почти всегда изготавливаются на заказ по специальному заказу). Гальванические колеса очень распространены и обычно встречаются в отрезные круги и абразивное шлифование с низкими требованиями, например, для пластмассы.
Круги из пластмассы сделаны так же, как и традиционные шлифовальные круги с толстый слой связки / песка обычно от 1/16 дюйма до 1/4 дюйма. Гальванические колеса имеют гораздо меньшую толщину. В обоих В случаях, связующий слой наносится на ступицу, которая либо алюминиевая, либо сталь, изготовленная по нужному профилю.
Как и традиционные шлифовальные круги, Diamond и CBN колеса используются в различных процессах и с различными материалы.Обычно алмазные круги используются строго на карбиды и CBN используются для стали. Некоторые производители выпускают «гибридное» колесо, представляющее собой специальную зернистость, которая измельчает как сталь, так карбиды (обычно используются на деталях, требующих шлифования карбидов и сталь заодно). Алмазные диски с покрытием используются на цветные материалы, такие как пластмассы, резина, нейлон, стекловолокно, пр.
Идентификация алмазного или CBN круга
КолесаDiamond и CBN классифицируются по форма, размер зерна, концентрация и связка.Типичный алмаз спецификация колеса может быть D1A1-150R100-B4, где D1A1 – колесо форма, 150 – размер зерна, 100 – концентрация, а B4 – это связка конкретного производителя (B4, скорее всего, связка из смолы).
Зернистость от 120 до 180 типична для применения в инструментальных помещениях. Более мелкое зерно 220 или выше обычно является специальным заказом и для очень тонкая отделка.
Концентрация, с точки зрения непрофессионала, просто количество песка в смесь.Предпочтительны концентрации 75 или выше, но также зависит от конкретного приложения. Некоторые работы могут сделать лучше при меньшей концентрации. Как правило, чем выше концентрация тем дольше прослужит колесо и тем оно дороже будет стоить аванс.
Облигации бывают слабыми или сильными в зависимости от приложения, но обычно на 90% изготовленных колес приходится одна основная связка. Экзотические облигации как медь и полиамид очень дороги и используются в требовательные, точные операции, при которых пристальное внимание уделяется обоим срок службы колеса и стоимость колеса.Обычно производителю требуется чтобы узнать, будет ли алмазный круг работать с охлаждающей жидкостью или без жидкости – Это определяет связь. Колеса CBN всегда должны работать в охлаждающей жидкости.
В спецификации вы также увидите выноску для связующего слоя. толщина, например: «X = 1/8». Это очень важно в срок службы колеса и его начальная стоимость. Связующий слой 1/8 дюйма Толщина будет составлять половину толщины 1/4 дюйма и, следовательно, половину срока службы. Некоторые производители поставляют колеса всего с 1/16 дюйма или примерно 1/2 дюйма. Наиболее распространены 1/8 дюйма и 1/4 дюйма. Цена могут сильно различаться, и это важный фактор, который следует учитывать, когда сравнение колес от одной фирмы к другой.
Алмазный круг по стали и CBN на карбидах?
Нас часто спрашивают можно ли использовать алмазный круг для стали и CBN для карбидов.Мы не рекомендуйте это, так как срок службы колеса будет значительно сокращен и в в некоторых случаях колеса могут вообще не резаться. Алмазный круг – это специально используется для карбидов, пластмасс и других синтетических материалов. материалы. Он вообще не будет хорошо шлифовать сталь. CBN колеса следует использовать только для стали. Доступна гибридная зернистость. это измельчит обоих; Однако это компромисс в сроке службы колеса и измельчение.Но в случаях, когда необходимо шлифовать оба материала в то же время, это может сэкономить время.
Не сделал найти здесь то, что вы искали?
Посетите наш Форум пользователей / Доска объявлений для получения помощи от другого пользователя.
Вы можете просмотреть вопросы, уже отправленные другими пользователями
или задайте свой вопрос.
Эта страница будет часто обновляться по мере добавления новых
интересующие предметы. Если есть вопросы, пожалуйста
свяжитесь с нами.
Абразивная технология – алмазные, шлифовальные круги с CBN и инструмент из поликристаллического алмаза
Около
- Репутация за инновации
- Вехи отрасли
- Проверенная история суперабразивов
- PCO
- Ключевые Bios
- Зеленые инициативы / процесс
Рынки
- Аэрокосмическая промышленность
- Электроника CMP
- Композиты
- Стоматологическая
- General Industrial
- Lapidary / Crystalite®
- Медицинский
- Нефть и газ
- Камень
- Другие рынки
Приложения
- Бурение
- Шлифовальный
- Полировка
- Заточка
Линия продуктов
- П.B.S.® Пайка
- Гальваника
- Гибкое соединение
- Гибридная связь
- Металлическая связка
- Смола
- Инструмент для PCD / PCBN
- Промышленный инструмент
- Индивидуальные решения
ресурсов
- Видео
- Запрос на литературу
- SDS
- Сертификаты системы качества
- Медицинские / стоматологические инструкции
- Политика конфиденциальности
- Условия и положения покупки (США / Канада)
- Условия и положения продажи (США / Канада)
- Условия и положения покупки (Великобритания)
- Условия и положения продажи (Великобритания)
Лучше всего просматривать в Internet Explorer 9.