Круглошлифовальные станки с чпу: Круглошлифовальные станки по металлу – купить в Москве
alexxlab | 11.10.2020 | 0 | Разное
3М151Ф2 станок круглошлифовальный с ЧПУ универсальный полуавтоматСхемы, описание, характеристики
Сведения о производителе круглошлифовального станка полуавтомата 3М151Ф2
Производитель круглошлифовального станка полуавтомата 3М151Ф2 – Харьковский станкостроительный завод им. С.В. Косиора в настоящее время ОАО «Харьковский станкостроительный завод» (ВАТ «Харверст»)
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
3М151Ф2 станок круглошлифовальный с ЧПУ универсальный полуавтомат. Назначение и область применения
Круглошлифовальный полуавтомат 3М151Ф2 с ЧПУ предназначен для наружного шлифования гладких и прерывистых цилиндрических поверхностей валов с несколькими ступенями.
Станок 3М151Ф2 применяются в условиях мелко и среднесерийного производства. Станок обеспечивает выполнение в автоматическом режиме продольного, врезного и строчного шлифования с последующей зачисткой продольным шлифованием, а также шлифование буртиков. В процессе обработки осуществляется активный контроль диаметральных размеров валов. Класс точности станка П, он обеспечивает точность диаметральных размеров по 6-му квалитету. Станок можно встраивать в автоматизированные участки, управляемые от ЭВМ.
Станок обеспечивает выполнение в автоматическом режиме продольного, врезного и строчного шлифования с последующей зачисткой продольным шлифованием, а также шлифование буртиков. В процессе обработки осуществляется активный контроль диаметральных размеров валов. Класс точности станка П, он обеспечивает точность диаметральных размеров по 6-му квалитету. Станок можно встраивать в автоматизированные участки, управляемые от ЭВМ.
Обработка ступеней ведется последовательно одним кругом. При обработке осуществляют активный контроль и автоматический переход от одной ступени к другой.
На станке 3М151Ф2 осуществляется врезное и продольное шлифование в автоматическом режиме (конусные поверхности по программе не шлифуются).
Задняя бабка снабжена механизмом, позволяющим устранять конусность на изделии. Пиноль бабки выполнена на направляющих качения. Станок обеспечивает 2-й класс точности размеров по диаметру и чистоте Ra = 0,32 мкм, на торцовых поверхностях — Ra = 1,25 мкм.
Ввод программы производится декадными переключателями. В процессе обработки осуществляется активный контроль размеров гладких шеек изделия и путевой контроль гладких и прерывистых поверхностей шеек (шлицы, шпоночные пазы).
Основная экономия при работе на станке достигается за счет сокращения вспомогательных операций: переустановки, настройки и измерения. Поэтому наибольший экономический эффект достигается при обработке многоступенчатых валиков с одной установки.
Применение станка с числовым программным управлением 3М151Ф2 улучшает качество обработки, повышает взаимозаменяемость деталей, уменьшает количество брака, снижает утомляемость рабочего, позволяет организовать многостаночное обслужит вание.
Правка шлифовального круга в цикле производится алмазом с помощью гидрофицированного правильного прибора. Станок оснащен регулируемым приводом постоянного тока для подачи шлифовального круга, отдельно стоящей гидростанцией и баком для охлаждающей жидкости.
Класс точности станка — П по ГОСТ 8—71.
Методы и особенности круглого шлифования
Наружное круглое шлифование заготовок типа тел вращения можно осуществить продольными рабочими ходами, врезанием и уступами.
Шлифование продольными рабочими ходами (рис. 41, а). Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин). В конце двойного или каждого прохода шлифовальный круг 1 подают в направлении, перпендикулярном к оси заготовки 2, на установленную глубину шлифования или поперечную подачу SП, равную глубине t шлифования. Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины. Глубину шлифования выбирают не более 0,05 мм.
Глубинное шлифование (рис. 41, б) как разновидность шлифования с продольной подачей круга применяют при обработке жестких коротких заготовок со снятием припуска до 0,4 мм за один проход.
Иногда применяют шлифование двумя установленными рядом кругами, причем круг для обдирочного шлифования выбирают с более крупным зерном и большей твердостью, чем круг для чистового шлифования. Для удобства правки первого круга между кругами устанавливают прокладку толщиной 5—6 мм. При глубинном шлифовании необходим полный сход круга со шлифуемой заготовки.
Врезное шлифование (рис. 41, в) применяют при обдирочном и чистовом шлифовании цилиндрических заготовок. Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Заготовка не имеет продольной подачи. Поперечную подачу круга на заданную глубину проводят непрерывно или периодически. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо.
Преимущества обработки заготовки этим способом перед шлифованием продольными проходами следующие: подача круга проводится непрерывно; можно шлифовать фасонные заготовки профилированным шлифовальным кругом; на шпиндель можно устанавливать два или три круга и шлифовать одновременно несколько участков заготовки.
Недостатки способа врезания: вследствие высокой производительности выделяется большое количество теплоты; круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо проводить с обильным охлаждением; происходит более быстрое искажение геометрической формы круга, и поэтому требуется более частая его правка.
Шлифование уступами (рис. 41, г). При этом способе сочетается шлифование продольными проходами и врезное. Этот способ применяют при шлифовании длинных заготовок. Вначале шлифуют один участок вала при поперечной подаче круга, затем соседний с ним участок и т. д. Края участков при шлифовании перекрывают друг друга на 5—10 мм, однако обработанная поверхность получается ступенчатой. Поэтому на каждом участке снимают неполный припуск. Оставшийся слой, равный 0,02— 0,08 мм, снимают двумя-тремя быстрыми продольными проходами.
Поэтому на каждом участке снимают неполный припуск. Оставшийся слой, равный 0,02— 0,08 мм, снимают двумя-тремя быстрыми продольными проходами.
Ступенчатые заготовки начинают шлифовать со ступеней большего диаметра; при различной длине ступеней высоту шлифовального круга выбирают равной длине наименьшей ступени и шлифование проводят уступами.
Под обдирочным шлифованием понимают шлифование, предназначенное для удаления с заготовки дефектного слоя материала после литья, ковки, штамповки, прокатки и сварки.
При чистовом шлифовании в отличие от обдирочного преследуется цель достигнуть необходимых формы и параметра шероховатости шлифуемой поверхности. Разделение шлифовальных операций на обдирочное и чистовое шлифование дает возможность повысить производительность шлифовальных станков и использовать при обдирочном шлифовании менее точное оборудование. Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка.
Центровые круглошлифовальные станки делят на простые, универсальные и специальные.
На простых круглошлифовальных станках возможен поворот верхнего стола на угол а=6°, что дает возможность шлифовать конусы с малым углом при вершине.
На универсальных круглошлифовальных станках
кроме поворота верхнего стола возможен поворот как шлифуемой заготовки, так и шлифовального круга. Это дает возможность шлифовать на станках конусы с большим углом при вершине и торцовые поверхности.Для изготовления деталей сложных профилей применяют специальные полуавтоматы и автоматы. В машиностроении применяют различные детали сложных профилей, например, коленчатые и распределительные валы, многошлицевые валы, зубчатые колеса, кольца шариковых и роликовых подшипников, фасонные режущие инструменты.
Круглошлифовальные станки характеризуются наибольшими диаметром и длиной шлифуемой заготовки. Для станков общего назначения наибольший диаметр шлифуемой заготовки 100 — 1600 мм, а наибольшая длина 150—12 500 мм. Круглошлифовальные горизонтальные центровые станки общего назначения, в том числе с ЧПУ, с поворотными и неповоротными шлифовальной и передней бабками, предназначены для продольного и врезного шлифования.
Круглошлифовальные горизонтальные центровые станки общего назначения, в том числе с ЧПУ, с поворотными и неповоротными шлифовальной и передней бабками, предназначены для продольного и врезного шлифования.
Габаритные размеры рабочего пространства круглошлифовального станка 3М151Ф2
Присоединительные и посадочные базы круглошлифовального станка 3М151Ф2
Техническая характеристика круглошлифовального станка 3М151Ф2. Наибольшие размеры устанавливаемой заготовки: диаметр 200 мм, длина 700 мм, диаметр заготовки, обрабатываемой с активным контролем, 0—85 мм, частоты вращения заготовки 50—500 мин-1 (регулируется бесступенчато), скорость шлифовального круга не более 50 м/с, рабочие подачи шлифовальной бабки для предварительной обработки 0,2—0,12 мм/мин, окончательной 0,1— 0,6 мм/мин, доводочные 0,02—0,12 мм/мин, скорость быстрого подвода шлифовальной бабки 1700—930 мм/мин, скорость перемещения стола 0,05—5 м/мин (число ступеней 10), габаритные размеры станка 4950 х 2400 х 2170 мм.
УЧПУ — специализированное для шлифовальных станков. Ввод УП — посредством декадных переключателей. Размеры в УП задаются в абсолютных значениях. По УП можно шлифовать восемь ступеней заготовки. Число программируемых координат — 2. Работа выполняется последовательно по каждой координате. Станок оснащен двумя измерительными устройствами и соответствующими им корректирующими системами: для определения отклонения размеров заготовки и круга. Контроль диаметрального износа круга (координата X) выполняется и корректируется косвенным путем при измерении заготовки в процессе обработки прибором активного контроля. Контроль базового торца заготовки (координата Z) осуществляется прибором осевой ориентации. Этот контроль нужен для привязки заготовки к координатной системе станка (например, в случае измерения глубины торцевых отверстий). Прибор имеет щуп, в момент касания которого заготовки производится коррекция «нуля» датчика положения стола станка. Дискретность перемещения по координатам: X — 0,001 мм, У — 0,01 мм.
Основные механизмы и движения в станке. Жесткая станина А станка (рис. 171, а) имеет направляющие, по которым совершает возвратно-поступательные перемещения стол Ж, несущий верхний поворотный стол, который можно поворачивать на угол. Заготовку устанавливают в центрах передней Б и задней Е бабок. Она получает движение круговой подачи. По поперечным направляющим станины перемещается шлифовальная бабка В, на корпусе которой смонтирован механизм поперечных подач Д. Шлифовальный шпиндель кроме вращательного движения имеет осевое перемещение в автоматическом режиме. Вспомогательные движения: ввод и вывод в зону обработки измерительных приборов, ручные перемещения стола и шлифовальной бабки, подвод-отвод пиноли задней бабки, перемещение следящего упора, продольное перемещение и подача на круг алмазного инструмента при правке, которая выполняется прибором В. Станок оснащен устройством для балансировки круга.
Система программного управления позиционная, замкнутая. Программу вводят с помощью декадных переключателей, по программе можно прошлифовать до восьми ступеней заготовки. Станок снабжен двумя измерительными устройствами и двумя корректирующими системами: для определения отклонений размеров заготовки и круга. Контроль диаметрального износа круга (по оси X) проводят и корректируют косвенном путем при измерении заготовки при шлифовании широкодиапазонным прибором активного контроля. Контроль базового торца (по оси Z’) проводят прибором осевой ориентации для привязки заготовки к координатной системе станка (например, при изменении глубины зацентровки). В момент касания заготовки щупом прибора осуществляют коррекцию «нуля» датчика положения стола. Дискретность программируемого перемещения по оси X равна 0,001 мм, а по оси Z’ — 0,1 мм.
Программу вводят с помощью декадных переключателей, по программе можно прошлифовать до восьми ступеней заготовки. Станок снабжен двумя измерительными устройствами и двумя корректирующими системами: для определения отклонений размеров заготовки и круга. Контроль диаметрального износа круга (по оси X) проводят и корректируют косвенном путем при измерении заготовки при шлифовании широкодиапазонным прибором активного контроля. Контроль базового торца (по оси Z’) проводят прибором осевой ориентации для привязки заготовки к координатной системе станка (например, при изменении глубины зацентровки). В момент касания заготовки щупом прибора осуществляют коррекцию «нуля» датчика положения стола. Дискретность программируемого перемещения по оси X равна 0,001 мм, а по оси Z’ — 0,1 мм.
Цикл работы станка принят по следующей программе. Включаются электродвигатели гидросистемы, насосов смазывания и магнитного сепаратора привода шлифовального круга. Поднимается измерительная скоба, отводится пиноль задней бабки, заготовка зажимается в центрах. Нажатием кнопки «Автомат»: шлифовальная бабка перемещается в крайнее положение, контролируемое конечным выключателем; стол занимает положение согласно координате торца первой шлифуемой ступени, без учета коррекции на зацентровку; подводится измерительная скоба и устройство осевой ориентации, щуп которого упирается в заготовку, включается движение стола до касания базовым торцом заготовки щупа прибора осевой ориентации; происходит совмещение начала отсчета по координате Z’ по установленной заготовке; убирается щуп прибора осевой ориентации.
Нажатием кнопки «Автомат»: шлифовальная бабка перемещается в крайнее положение, контролируемое конечным выключателем; стол занимает положение согласно координате торца первой шлифуемой ступени, без учета коррекции на зацентровку; подводится измерительная скоба и устройство осевой ориентации, щуп которого упирается в заготовку, включается движение стола до касания базовым торцом заготовки щупа прибора осевой ориентации; происходит совмещение начала отсчета по координате Z’ по установленной заготовке; убирается щуп прибора осевой ориентации.
Шлифовальная бабка перемещается со скоростью подвода 1800 мм/мин, пока датчик положения ее не войдет в зацепление со следящим упором и не замедлит скорость в 2 раза. Включается вращение заготовки и подача СОЖ. За 2—3 мм до достижения заданного размера скорость движения бабки замедляется до 6 мм/мин.
Изменение скорости перемещения шлифовальной бабки с форсированной на обдирочную происходит по команде реле касания круга с заготовкой или от датчика положения бабки при припуске на заготовку меньше 0,2 мм. Переключение шлифовальной бабки с форсированной подачи на обдирочную осуществляют по команде датчика положения. При переключении ее на чистовую подачу губки измерительной скобы смыкаются на заготовке и переход на доводочную подачу и окончание обработки дает скоба. При обработке прерывистых поверхностей окончательную обработку осуществляют по команде датчика.
Переключение шлифовальной бабки с форсированной подачи на обдирочную осуществляют по команде датчика положения. При переключении ее на чистовую подачу губки измерительной скобы смыкаются на заготовке и переход на доводочную подачу и окончание обработки дает скоба. При обработке прерывистых поверхностей окончательную обработку осуществляют по команде датчика.
Прошлифовав одну ступень, стол перемещается и шлифуется очередная ступень. Прошлифовав последнюю ступень, бабка отходит в крайнее положение и отводится измерительный прибор. Цикл шлифования вала окончен.
Продольное перемещение стола осуществляют гидроприводом станка гидроцилиндром Ц1 или вручную маховичком 9 через передачи 14/62, 12/48 и реечную передачу. Перемещение стола гидроприводом сблокировано с его ручным перемещением. Гидроцилиндром Ц2 выводится из зацепления вал с колесом z= 14.
Привод вращения заготовки осуществляют от регулируемого электродвигателя постоянного тока М2 посредством клиноременной передачи с диаметрами шкивов 74/122 и 63/168.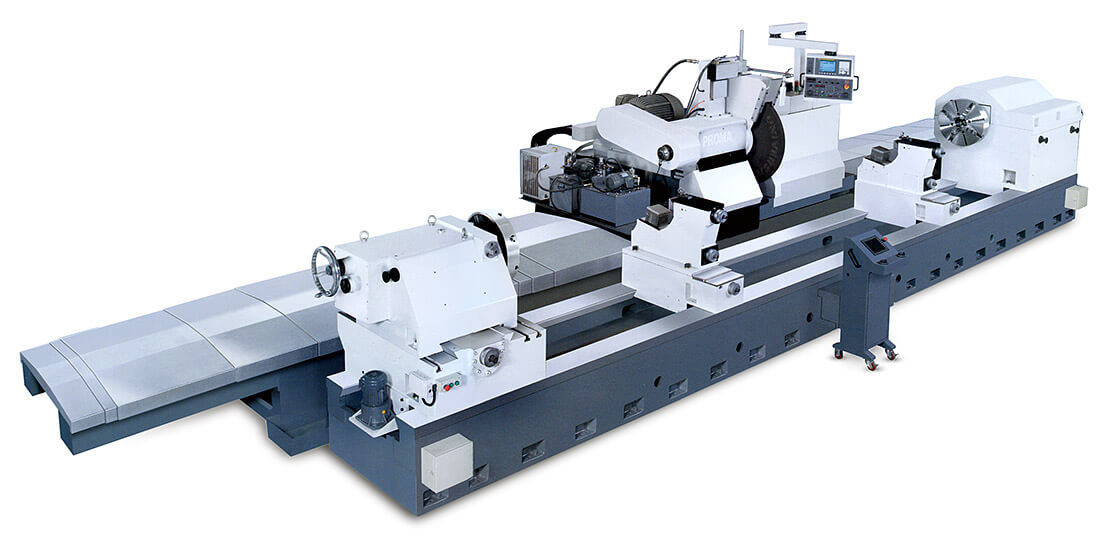 Частота вращения заготовки бесступенчато регулируется в пределах 50—500 об/мин.
Частота вращения заготовки бесступенчато регулируется в пределах 50—500 об/мин.
Поперечные подачи шлифовальной бабки осуществляют вручную и автоматически. Установочный привод шлифовальной бабки производят вручную маховичком 8 вала VI, через конические колеса 39/89 вала VII, червячную пару 2/40 и винт-гайку качения с р= 10 мм.
Станок имеет две ускоренные подачи 1800 и 900 мм/мин. Автоматическую рабочую подачу обеспечивают регулируемым электродвигателем постоянного тока МЗ через червячные пары 2/30 и 2/40 при включении электромагнитной муфты Ml, конические колеса 39/39, червячную пару 2/40 и винт-гайку качения. Скорость вращения электродвигателя контролируют тахогенератором.
Осевое перемещение шпинделя шлифовального круга для подшлифовывания торцов осуществляет подачу масла в цилиндр Ц5 и тем самым перемещает поршень-рейку, которая поворачивает колесо z= 17, вал XIV и кулачок 4, который, действуя на плунжер 5 и систему рычагов 6, перемещает шпиндель VIII. После контакта круга с торцом заготовки форсированная подача прекращается, происходит шлифование торца. В исходное положение шпиндель возвращается пружиной 7.
В исходное положение шпиндель возвращается пружиной 7.
Автоматическую правку круга осуществляют там, где предусмотрена компенсация его износа — радиальная коррекция. Алмаз подают на шлифовальный круг автоматически или вручную вращением маховичка 2 на валу V колесами 22/72, 27/27 и ходовым винтом с р=2 мм. При автоматической правке от гидросистемы плунжер с собачкой 1 поворачивает храповое колесо z=200 на винте III. Угол поворота регулируют поворотом. Продольное перемещение алмаза осуществляют гидроцилиндром ЦЗ. На каретке под углом 45° перемещается гидроцилиндром Ц4 корпус, опирающийся щупом на прямолинейный копир 3, обеспечивающий однопроходную или двухпроходную правку круга. Положение копира регулируют винтом с р= 1,5 мм.
Задняя бабка. Отвод пиноли ее осуществляют гидравлически, перемещением поршня рейки или вручную поворотом вала-колеca z=24. Заготовка зажимается в центрах пружиной. На бабке смонтирован механизм вывода конусности на заготовке за счет того, что конусное отверстие под центр расточено с эксцентриситетом относительно наружного диаметра пиноли. При включении электродвигателя М5 возможна подача заготовки на круг путем поворота пиноли.
При включении электродвигателя М5 возможна подача заготовки на круг путем поворота пиноли.
Гидросистема обеспечивает продольное возвратно-поступательное перемещение стола с десятью фиксированными скоростями, продольное перемещение измерительной скобы, развод губок измерительной скобы, подвод и отвод щупа механизма осевой ориентации, ввод и вывод измерительных приборов, отвод пиноли задней бабки, управление прибором правки шлифовального круга, перемещение шпинделя шлифовальной бабки для подторцовки, устранение зазора в механизме быстрого подвода шлифовальной бабки, отключение механизма ручного перемещения стола, смазывание подшипников шпинделей бабки и направляющих стола.
Кинематическая схема круглошлифовального станка 3М151Ф2
1. Кинематическая схема круглошлифовального станка 3М151Ф2. Смотреть в увеличенном масштабе
2. Кинематическая схема круглошлифовального станка 3М151Ф2. Смотреть в увеличенном масштабе
Кинематика станка. Главное движение шпиндель VIII шлифовального круга получает от асинхронного электродвигателя M1 через клиноременную передачу со шкивами d1=153 мм и d2=170 мм. Шпиндель смонтирован на гидростатических подшипниках.
Главное движение шпиндель VIII шлифовального круга получает от асинхронного электродвигателя M1 через клиноременную передачу со шкивами d1=153 мм и d2=170 мм. Шпиндель смонтирован на гидростатических подшипниках.
Осевое перемещение шпинделя осуществляется гидравлически. Масло поступает в цилиндр Ц5 и перемещает поршень-рейку, которая поворачивает реечное колесо Z= 17, вал XIV и кулачок 4. Последний через плунжер 5 и систему рычагов 6 перемещает шпиндель VIII. После контакта круга с торцем заготовки форсированная подача прекращается и происходит шлифование торца. Шпиндель возвращается в исходное положение пружиной.
Перемещение стола выполняет гидроцилиндр Ц1 или механизм ручного перемещения от маховичка 9 через передачи Z= 14/62, Z=12/48 и реечную передачу. При перемещении стола от гидропривода механизм ручного перемещения автоматически выключается. Гидроцилиндр Ц2 выводит из зацепления вал-колесо Z=14.
Вращение заготовки осуществляет от электродвигателя постоянного тока М2 через две клиноременные передачи. Шпиндель II неподвижен, вращение заготовки передается поводком планшайбы.
Шпиндель II неподвижен, вращение заготовки передается поводком планшайбы.
Механизм поперечных подач обеспечивает ускоренную подачу, которая снижается в ходе цикла в 2 раза, рабочую подачу и установочное ручное перемещение шлифовальной бабки. Установочный подвод осуществляется маховичком 8 через конические колеса Z= 39/39, червячную пару Z= 2/20 и пару винт-гайка качения X (р = 10 мм). Ускоренное перемещение шлифовальной бабки выполняется от двухскоростного асинхронного двигателя М4 через червячную передачу Z= 2/30 и пару винт-гайка качения X.
Автоматическая рабочая подача шлифовальной бабки происходит от регулируемого электродвигателя постоянного тока МЗ (типа СЛ-569) через червячные пары Z= 2/30 и Z= 2/40 при включенной электромагнитной муфте М\ и затем через передачи Z= 39—39, Z= 2—40. Частота вращения вала электродвигателя МЗ контролируется тахогенератором 7Г (типа СЛ161, N = 0,009 кВт, п = 20…4000 мин-1).
При врезном шлифовании замедление подачи от форсированной до доводочной осуществляется за счет изменения частоты вращения электродвигателя, которая регулируется управляющими сигналами измерительных устройств. Величина рабочей поперечной подачи Sn = п (2/30) х (2/40) х (39/39) х (2/40) х 10. Периодическая поперечная подача возможна при периодическом включении муфты М1.
Величина рабочей поперечной подачи Sn = п (2/30) х (2/40) х (39/39) х (2/40) х 10. Периодическая поперечная подача возможна при периодическом включении муфты М1.
Задняя бабка. Осевой отвод пиноли задней бабки осуществляется гидравлически при перемещении поршня рейки (т = 2 мм) и вручную поворотом вала колеса Z= 24. Заготовка зажимается в центрах пружиной. Бабка оснащена механизмом вывода конусообразности на обрабатываемой заготовке. Конусное отверстие под центр расточено эксцентрично относительно наружного диаметра пиноли (см. разрез 3 — 3). Поэтому при включении электродвигателя М5 возможна подача заготовки поворотом пиноли. Центр задней бабки при этом может перемещаться на 0,05 мм. Шлифование шейки заготовки у передней бабки происходит после предварительной установки оси центров. Когда размер этой шейки получен, шлифуют шейку, расположенную у задней бабки. Диаметральный размер шейки контролируется датчиком положении шлифовальной бабки. Последняя в определенный момент останавливается и начинается подача от механизма вывода конусообразности.
Правка шлифовального круга. Алмазный инструмент, установленный в пиноли механизма правки, подается на шлифовальный круг автоматически гидросистемой или вручную вращением маховичка 2, расположенного на валу V, через зубчатые пары Z— 2/72, Z— 27/7 и ходовой винт III. При автоматической правке плунжер (на рис. 171 не показан) посредством собачки поворачивает храповое колесо Z = 200, установленное на винте III. Угол поворота регулируется упором. Продольное перемещение устройства правки происходит от гидроцилиндра ЦЗ. На каретке под углом 45° перемещается от гидроцилиндра Ц4 корпус, опирающийся щупом на прямолинейный копир 3. Копир обеспечивает правку за один или два рабочих хода. Тонкую регулировку положения выполняют винтом (р = 1,5 мм).
Механизмы ввода измерительной скобы и прибора осевой ориентации (рис. 171, б). В колонне 1 шарнирно смонтирован цилиндр 2 (на рис. 171, б не показан). На штоке 10 установлена измерительная скоба 17. Шток перемещается вдоль оси круга и имеет два крайних положения. Вывод скобы из зоны обработки осуществляется подачей масла в нижнюю полость цилиндра 2. Шток 3, действуя на шайбу 7, через рычаг 4 поворачивает корпус 6 скобы на оси 8. Таким образом скоба выведена из зоны измерения. При дальнейшем перемещении штока 3 скоба и установленный на кронштейне 9 механизм ввода прибора осевой ориентации поворачиваются вокруг оси 5 и движутся вверх. Ввод измерительной скобы осуществляется при перемещении поршня вниз.
Вывод скобы из зоны обработки осуществляется подачей масла в нижнюю полость цилиндра 2. Шток 3, действуя на шайбу 7, через рычаг 4 поворачивает корпус 6 скобы на оси 8. Таким образом скоба выведена из зоны измерения. При дальнейшем перемещении штока 3 скоба и установленный на кронштейне 9 механизм ввода прибора осевой ориентации поворачиваются вокруг оси 5 и движутся вверх. Ввод измерительной скобы осуществляется при перемещении поршня вниз.
Прибор осевой ориентации 16 закреплен клеммным зажимом на кронштейне 15, который может совершать качательное движение на валу 14 от поршня 12 гидроцилиндра 11. При вводе прибора масло поступает в бесштоковую полость цилиндра 11, при выводе — в штоковую. При отсутствии давления в штоковой полости срабатывает пружина 13. Конечные положения поршня фиксируются микропереключателями.
Цикл работы станка:
- Включают электродвигатели гидравлической системы, насосов смазывания и машинного оператора, а затем привода шлифовального круга
- Поднимается измерительная скоба, подводится пиноль задней бабки, заготовка зажимается в центрах
- На панели пульта программного управления нажимают кнопку «Автомат», при этом: а) шлифовальная бабка перемещается в крайнее заднее положение, контролируемое конечным выключателем; б) стол занимает положение, соответствующее координате торца первой шлифуемой ступени без учета коррекции на зацентровку; в) подводится измерительная скоба и устройство осевой ориентации, щуп последнего упирается в заготовку, включается движение стола вправо до касания с базовым торцом заготовки щупа; г) производится совмещение начала отсчета системы по установленной заготовке; д) убирается щуп прибора осевой фиксации.

- Шлифовальная бабка начинает перемещаться вперед на ускоренной подаче (1700 мм/мин) до тех пор, пока датчик положения шлифовальной бабки не войдет в зацепление со следящим упором и выдаст команду на замедление в два раза скорости перемещения. Включается вращение заготовки и подача СОЖ.
- При дальнейшем перемещении шлифовальной бабки за 2—3 мм до заданного размера скорость перемещения замедляется до величины форсированной подачи (6 мм/мин)
- Скорость перемещения шлифовальной бабки переключается с форсированной на предварительную по команде реле касания круга с заготовкой, либо по команде от датчика положения шлифовальной бабки, если припуск на обработку меньше 0,2 мм.
- Скорость перемещения шлифовальной бабки переключается с предварительной на окончательную по команде датчика положения шлифовальной бабки. При переключении на окончательную скорость губки измерительной скобы смыкаются на заготовке и последующие команды переход на доводочную скорость и окончание работы дает скоба.
 Применять последнюю при обработке прерывистых поверхностей нельзя. Поэтому окончательная обработка выполняется по команде датчика положения шлифовальной бабки.
Применять последнюю при обработке прерывистых поверхностей нельзя. Поэтому окончательная обработка выполняется по команде датчика положения шлифовальной бабки. - После шлифования первой ступени стол перемещается для установки следующей запрограммированной ступени напротив круга, шлифуется очередная ступень заготовки. После окончания обработки последней ступени заготовки шлифовальная бабка перемещается в заднее крайнее положение и отводится измерительный прибор.
- Автоматическая правка круга включается при шлифовании ступеней заготовки, где предусмотрена компенсация износа круга (радиальная коррекция). Коррекция осуществляется в момент обработки ступени, контроль диаметра которой выполняется измерительной скобой. Поэтому первой необходимо шлифовать ту ступень заготовки, контроль которой может осуществляться скобой.
Гидросистема станка осуществляет:
- Продольное реверсивное перемещение стола с девятью фиксированными скоростями
- Продольное перемещение измерительной скобы, развод ее губок
- Подвод и отвод щупа механизма осевой ориентации
- Ввод и вывод измерительных приборов
- Отвод пиноли задней бабки
- Управление прибором правки шлифовального круга
- Перемещение шпинделя шлифовальной бабки
- Отключение механизма ручного перемещения стола
- Смазывание подшипников шпинделя шлифовальной бабки и направляющих
Читайте также: Справочник заводов производителей шлифовальных станков
Технические характеристики станка 3М151Ф2
| Наименование параметра | 3М151 | 3М152Ф2 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П/В | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 200 |
| Наибольшая длина обрабатываемого изделия, мм | 700 | 700 |
| Диаметр шлифования, мм | 10. .200 .200 | |
| Диаметр шлифования с прибором активного контроля, мм | 20..85 | |
| Диаметр шлифования по датчику, мм | 20..180 | |
| Наибольшая длина шлифования (наибольшее продольное перемещение стола), мм | 700 | 700 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 125 | 125 |
| Наибольшая масса обрабатываемого изделия, кг | 55 | |
| Наибольшее количество шлифуемых по программе ступеней на заготовке за одну установку | – | 8 |
| Конус шпинделя передней бабки и пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | |
| Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм | 80 | |
| Диаметр передней опорной шейки шлифовального шпинделя, мм | 90 | |
| Расстояние от подошвы станка до оси изделия, мм | 1060 | |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 705 | 700 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 20,4 | |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 3,1 | 5,3 |
| Наименьший ход стола от гидросистемы, мм | 4,0 | |
| Скорость перемещения стола от гидросистемы, м/мин | 0,05. ..5,0 ..5,0 | 0,05..5,0 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3° | |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 10° | |
| Цена деления шкалы поворота верхнего стола, град | 0°40′ | |
| Конусность, мм/м | 10 | |
| Шлифовальная бабка | ||
| Шлифовальный круг по ГОСТ 2424-67 | ПП600 80х305 | 600 х 80 х 305 |
| Наибольшая высота устанавливаемого круга, мм | 100 | |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1590 | 1590 |
| Скорость резания шлифовального круга, м/с | 50 | 50 |
| Наибольшее перемещение шлифовальной бабки по винту, мм | 185 | 235 |
| Величина быстрого подвода шлифовальной бабки, мм | 50 | |
| Время быстрого подвода шлифовальной бабки, с | 2,5 | |
| Скорость быстрого подвода шлифовальной бабки, мм/мин | 930. .1700 .1700 | |
| Наибольшая периодическая подача шлифовальной бабки (бесступенчатое регулирование), мм | 0,05 | |
| Наименьшая периодическая подача шлифовальной бабки (бесступенчатое регулирование), мм | 0,0025 | |
| Величина перемещения шлифовальной бабки при шлифовании, мм | 0,45 | |
| Пределы скоростей врезных подач, мм/мин | 0,1..4,5 | |
| Толчковая подача, мм | 0,001±0,0005 | |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 | |
| Рабочие подачи шлифовальной бабки для предварительной обработки, мм/мин | 0,2..0,12 | |
| Рабочие подачи шлифовальной бабки для окончательной обработки, мм/мин | 0,1..0,6 | |
| Рабочие подачи шлифовальной бабки доводочные, мм/мин | 0,02..0,12 | |
| Передняя бабка | ||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 50. .500 .500 | 50..500 |
| Задняя бабка | ||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | 35±2 | 35 |
| Наибольшее перемещение центра задней бабки в горизонтальной плоскости от механизма поворота пиноли, мм | 0,1 | |
| Система ЧПУ | ||
| Система программного управления | – | Ф2, позиционная, аналоговая, абсолютная |
| Программоноситель | – | декадные переключ |
| Число программируемых осей координат (включая прибор активного контроля размеров) | – | 3 |
| Число одновременно управляемых осей координат | – | 3 |
| Дискретность задания перемещений по оси X (шлифовальная бабка), мм | – | 0,001 |
| Дискретность задания перемещений по оси Z (перемещение стола), мм | – | 0,1 |
| Число программируемых ступеней шлифуемого вала, мм | – | 8 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 8 | |
| Электродвигатель шпинделя шлифовальной бабки, кВт/ об/мин | 10/ 1500 | |
| Электродвигатель привода изделия, кВт/ об/мин | 0,85/ 2200 | |
| Электродвигатель насоса гидросистемы, кВт/ об/мин | 1,5/ 1000 | |
| Электродвигатель насоса системы смазки, кВт/ об/мин | 0,27/ 1500 | |
| Электродвигатель насоса системы смазки направляющих стола, кВт/ об/мин | 0,08/ 1500 | |
| Электродвигатель насоса системы охлаждения, кВт/ об/мин | 0,15/ 3000 | |
| Электродвигатель магнитного сепаратора, кВт/ об/мин | 0,12/ 1500 | |
| Электродвигатель вентилятора гидроагрегата, кВт/ об/мин | 0,12/ 3000 | |
| Электродвигатель фильтра-транспортера, кВт/ об/мин | 0,08/ 1500 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 4605 х 2450 х 2170 | 5400 х 2400 х 2170 |
| Масса станка с электрооборудованием и охлаждением, кг | 5600 | 6500 |
- Схиртладзе А.
 Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.272.
Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.272. - Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.
 Б. Устройство шлифовальных станков,1983
Б. Устройство шлифовальных станков,1983 - Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
станки +по металлу
× 404 – Запрашиваемый товар не существует!
Металлообрабатывающее оборудование
Сортировать по Порядок Название товараАртикулКатегорияНазвание производителя
Показано 1 – 24 из 137 15243060150
для пробоподготовки металлографии
Out of stock
для пробоподготовки металлографии
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Out of stock
Ориентировочная цена: 19500$
Out of stock
Ориентировочная цена: 19500$
Ориентировочная цена: 20000$
Out of stock
Ориентировочная цена: 20000$
Out of stock
Out of stock
Out of stock
Шлифовальные станки – назначение, классификация, расшифровка
Назначение шлифовальных станков
Металлорежущие станки, предназначенные для обработки заготовок абразивными инструментами, составляют шлифовальную группу. При обычном шлифовании достигают параметра шероховатости поверхности Ra = 1,25 … 0,32 мкм, при точном шлифовании Ra = 0,38 … 0,08 мкм, а при отделочных операциях Ra =0,08 … 0,02 мкм.
При обычном шлифовании достигают параметра шероховатости поверхности Ra = 1,25 … 0,32 мкм, при точном шлифовании Ra = 0,38 … 0,08 мкм, а при отделочных операциях Ra =0,08 … 0,02 мкм.
Классификация и расшифровка шлифовальных станков
Шлифовальные станки имеют широкую номенклатуру и отличаются по назначению, устройству, конструктивным параметрам, универсальности, степени автоматизации, точности и виду инструмента.
По степени универсальности металлорежущие станки подразделяют на универсальные для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве; специализированные для обработки однотипных деталей различных размеров в крупносерийном и массовом производстве; специальные для обработки деталей одного типоразмера в массовом производстве.
Все металлорежущие станки, в том числе и шлифовальные, в соответствии с ГОСТ 8 — 82Е изготовляют пяти классов точности; Н — нормальной; П — повышенной; В — высокой; А — особо высокой; С — особо точные.
По массе различают станки легкие — массой до 1 т, средние — массой до 10 т, тяжелые — массой свыше 10 т. Особо тяжелые станки массой свыше 100 т называют универсальными.
Расшифровка шлифовальных станков
Условное обозначение модели станка состоит из сочетания трех — пяти цифр и одной-трех букв (например 3Л722В).
Первая цифра обозначает шифр группы станков. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам).
Вторая цифра обозначает типы шлифовальных станков:
Третья, а иногда и четвертая цифры характеризуют основные параметры станка или детали. Так, на станке 3M151 обрабатывают заготовки диаметром 200 мм и длиной 700 мм, а на станке 3M152 соответственно 200 и 1000 мм.
Буквы, стоящие после цифр, указывают на модернизацию базовой модели станка, степень точности и особенности станка. Обычно первая из букв стоит после первой или второй цифры и указывает на то, что рассматриваемая конструкция станка усовершенствована, т. е. принадлежит к новому поколению станков (например модель 3К229).
Расшифровка шлифовального станка 3Л722В
- 3 — группа шлифовальных и доводочных станков
- Л — поколение станка
- 7 — плоскошлифовальный тип
- 22 — станок определенного типоразмера с длиной и шириной стола 1250х320 мм
- В — высокий класс точности
Для станков с программным управлением введена дополнительная индексация, которую проставляют в конце условного обозначения модели. В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
Для обозначения станков с числовым программным управлением (ЧПУ) и устройством цифровой индикации (УЦИ) в условное обозначение модели введена буква Ф с цифрой: 1 — для станков с цифровой индикацией положения, а также станков с цифровой индикацией и предварительным ручным набором координат; 2 — для станков с позиционными системами ЧПУ; 3 — для станков с контурными системами ЧПУ; 4 — для станков с комбинированной системой ЧПУ.
Специальные и специализированные станки обозначают индексом, состоящим из одной или двух букв, присвоенных каждому заводу-изготовителю, который ставят перед шифром модели станка. При выпуске заводом-изготовителем нескольких моделей станка его шифр дполняют порядковым номером модели.
Источник: Справочник шлифовщика Кащук В. А. Верещагин А. Б., Шлифовальные станки Лоскутов В. В.
Электроник – Шлифовальные станки с ЧПУ
Шлифовальные станки с ЧПУ, сточки зрения обработки металла, выполняют те же виды работ, что и шлифовальный станок с ручным управлением. В станках с ЧПУ применяют тот же режущий инструмент, те же скорости резания, СОЖ и т.д. Повышение производительности и расширение технологических возможностей станков с ЧПУ обеспечиваются не за счет процессов, связанных со съемом металла, а лишь за счет управления и сокращения вспомогательного времени обработки.
Системами ЧПУ оснащают поскошлифовальные, кругло- и бесцентрово-шлифовальные и другие станки. При создании шлифовальных станков с ЧПУ возникают технические трудности, которые объясняются следующими причинами. Процесс шлифования характеризуется, с одной стороны, необходимостью получения высокой точности и качества поверхности при минимальном рассеянии размеров, с другой стороны, – особенностью, заключающейся в быстрой потере размерной точности шлифовального круга вследствие его интенсивного изнашивания в процессе работы. В этом случае в станке необходимы механизмы автоматической компенсации изнашивания шлифовального круга. ЧПУ должно компенсировать деформации системы СИД, темпиратурные погрешности, различия припусков на заготовках, погрешности станка при перемещении по координатам и т.д. Измерительные системы должны иметь высокую разрешающую способность, обеспечивающую жесткие допуски на точность позиционирования. Например, в круглошлифовальных станках такие приборы обеспечивают неприрывное измерение диаметра заготовки в процессе обработки с относительной погрешностью не более 2·10-5 мм.
При создании шлифовальных станков с ЧПУ возникают технические трудности, которые объясняются следующими причинами. Процесс шлифования характеризуется, с одной стороны, необходимостью получения высокой точности и качества поверхности при минимальном рассеянии размеров, с другой стороны, – особенностью, заключающейся в быстрой потере размерной точности шлифовального круга вследствие его интенсивного изнашивания в процессе работы. В этом случае в станке необходимы механизмы автоматической компенсации изнашивания шлифовального круга. ЧПУ должно компенсировать деформации системы СИД, темпиратурные погрешности, различия припусков на заготовках, погрешности станка при перемещении по координатам и т.д. Измерительные системы должны иметь высокую разрешающую способность, обеспечивающую жесткие допуски на точность позиционирования. Например, в круглошлифовальных станках такие приборы обеспечивают неприрывное измерение диаметра заготовки в процессе обработки с относительной погрешностью не более 2·10-5 мм. Контроль продольного перемещения стола осуществляется с погрешностью не более 0,1 мм.
Контроль продольного перемещения стола осуществляется с погрешностью не более 0,1 мм.
Для шлифовальных станков используют системы типа CNC с управлением по трем-четырем координатам, но в станках, работающих несколькоми кругами, возможно управление по пяти-шести и даже по восьми координатам. Взаимосвязь между оператором и системой ЧПУ (CNC) шлифовального станка в большинстве случаев осуществляется в диалоговом режиме с помощью дисплея. В системе упраления применяются встроенные диагностические системы, повышающие надежность станков.
Наиболее распространены круглошлифовальные станки с ЧПУ, дающие максимальный эффект при обработке с одной установки многоступенчатых деталей типа шпенделей, валов электродвигателей, редукторов, турбин и т.д. Производительность повышается в основном в результате снижения вспомогательного времени на установку заготовки и съем готовой детали, на переустановку для обработки следующей шейки вала, на измерение и т. д. При обработке многоступенчатых валов на круглошлифовальном станке с ЧПУ достигается экономия времени в 1,5-2 раза по сравнению с ручным управлением.
д. При обработке многоступенчатых валов на круглошлифовальном станке с ЧПУ достигается экономия времени в 1,5-2 раза по сравнению с ручным управлением.
Бесцентровые круглошлифовальные станки эффективно применяют при обработке деталей малого и большого диаметров без ограничения длины, либо тонкостенных деталей, а также деталей, имеющих сложные наружные профили (поршень, кулак и т.д.). В условиях массового производства эти станки характеризуются высокой производительностью и точностью обработки. В мелкосерийном и индивидуальном производстве приминение таких станков ограничено из-за трудоемкости переналадки. Расширение областей приминения бесцентровых круглошлифовальных станков сдерживают два фактора: большие затраты времени на правку кругов и сложность наладки станка, что требует значительных затрат времени и высокой квалификации персонала. Это объясняется тем, сто в конструкции этих станков существуют шлифовальный и ведущий круги; устройства правки, обеспечивающие придание соответствующей формы поверхностям шлифовального и ведущего кругов; возможность установки положения опорного ножа; механизмы компенсационных подач шлифовального круга на обрабатываемую деталь и на правку, а также ведущего круга на деталь и правку; установка положения загрузочного и разгрузочного устройств.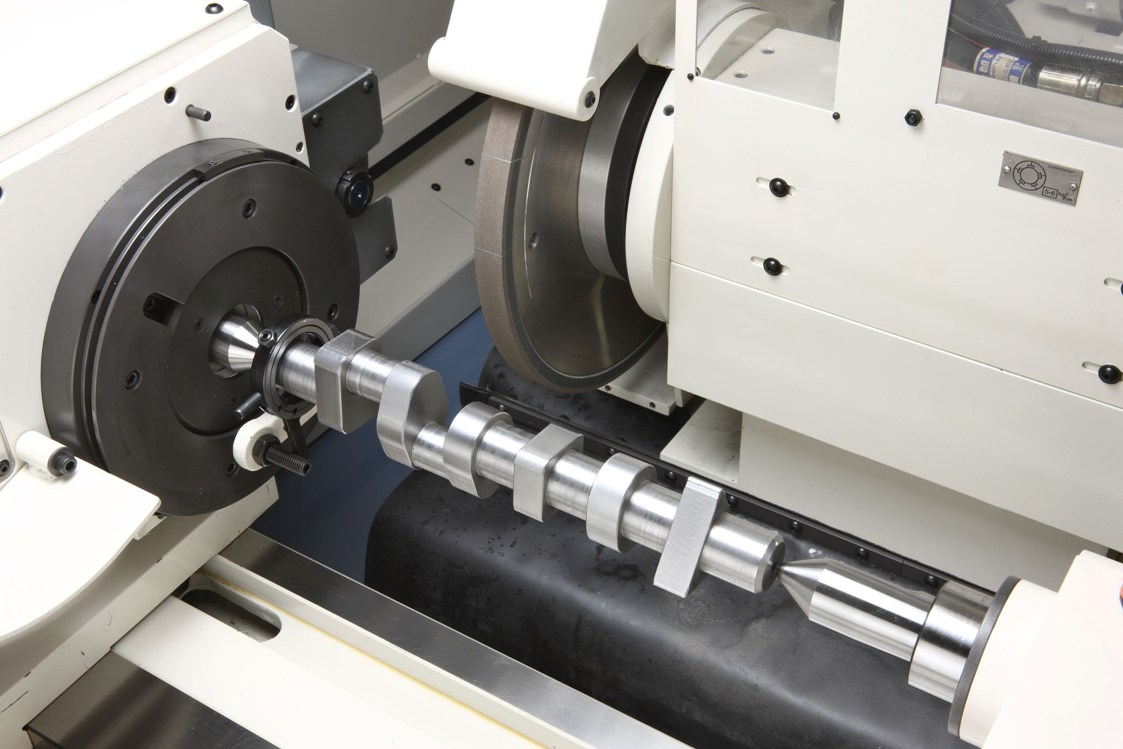
Приминение систем ЧПУ позволило управлять многокоординатным функционированием бесцентровых круглошлифовальных станков. В системе управления станком используют программные модули, которые рассчитывают траектории инструмента (круга, алмаза), его коррекцию и взаимодействие с человеком. Для обработки деталей с различными геометрическими формами (конус, шар и др.) создается програмное обеспечение: диспетчер режимов, интерполятор и модуль управления приводами.
При обработке и правке число сочетаемых управляемых координат может доходить до 19, в том числе по две-три координаты отдельно для правки шлифовального и ведущего кругов.
В условиях серийного производства приминение систем ЧПУ обеспечивает гибкое построение цикла шлифования и правки, что позволяет быстро переналаживать станки на обработку других изделий.
Наличие многокоординатной системы ЧПУ обеспечивает большую универсальность станка, малые величины подачи кругов, что позволяет эффективно управлять процессами шлифования и правки.
Системы ЧПУ бесцентровых круглошлифовальных станков строится по агрегатному принципу (например. на станках японских фирм). На станке возможна установка любого из четырех вариантов управления станком от системы ЧПУ:
- одна управляемая координата-поперечная подача шлифовального круга;
- две управляемые координаты-поперечная подача шлифовального круга и правящего аламаза в целях их синхронизации;
- три управляемые координаты-поперечная подача шлифовального круга, а также поперечная и продольная подача алмаза при его правке;
- пять управляемых координат-поперечная подача шлифовального круга, а каже поперечная и продольная подача алмазов при правке шлифовального и ведущего кругов.
Использование СЧПУ для управления бесцентровыми круглошлифовальными станками позволяет существенно упростить конструкцию ряда механических узлов: устройств правки (в результате отказа от копирных линеек, механизмов подачи алмазов и т. д.), приводов продольного перемещения устройств правки, механизмов тонкой подачи шлифовального и ведущего кругов, контрольных и контрольно-подналадочных устройств и др.
д.), приводов продольного перемещения устройств правки, механизмов тонкой подачи шлифовального и ведущего кругов, контрольных и контрольно-подналадочных устройств и др.
Круглошлифовальный полуавтомат 3М151Ф2 с ЧПУ.
Плоскошлифовальный станок 3Е711ВФЗ-1 с ЧПУ профилирования круга.
Круглошлифовальные станки с ЧПУ
Круглошлифовальный станок
серии М1363-2000
- 1. Назначение и краткое описание круглошлифовального станка
Круглошлифовальные станки M1363 предназначены для шлифования наружных поверхностей тел вращения. Идеально подходит для перешлифовки дисковых ножей в центрах на оправке в количестве 12, 16 и 24 штуку в зависимости от толщины ножа (40, 30 или 20 мм), а также для наружного шлифования валов, осей и других тел вращения из углеродистых, легированных и жаропрочных сталей в условиях механического цеха.
Станина станка выполнена из чугуна, что обеспечивает жесткость конструкции и высокую точность при длительной эксплуатации оборудования.
Шлифовальный круг в конце каждого (или двойного) хода стола получает поперечное перемещение на глубину резания. Продольное перемещение стола осуществляется бесступенчато гидравлической системой, также можно управлять и с помощью маховика.
Поперечная подача шлифовальной бабки может совершаться как автоматически за счет гидравлической системы, так и вручную маховиком. Быстрый подвод и отвод шлифовальной бабки управляются гидравлическим приводом. При поперечном и продольном перемещении оператор может выбрать с помощью маховика как чистовое, так и черновое шлифование.
Направляющие имеют антифрикционное PTFE покрытие, способствующее плавности хода и гашению вибраций на малых оборотах.
Быстрая подача шлифовальной бабки управляется гидравлической системой, грубая и тонкая подачи маховиками.
Круглошлифовальный станок модели М1363х2000 соответствует климатическому исполнению «ТС» категории размещения 4 по ГОСТ15150-69.
На станке используется метрическая система мер.
- 2. Технические данные станка
|
Модель |
MB1363 |
|
Система ЧПУ |
SIEMENS 808D |
|
Диаметр шлифования |
Φ30-630 мм |
|
Мах. длина шлифования |
2000 мм |
|
Мах. вес заготовки |
12000 кг |
|
Мах. |
2100/5200 мм |
|
Скорость перемещения рабочего стола |
100~4000 мм/мин |
|
Угол поворота рабочего стола |
2°30′ |
|
Угол вращения шпиндельной бабки |
стационарная |
|
Угол вращения шлифовального круга |
стационарный |
|
Высота центров |
350 мм |
|
Center sleeve taper |
6# |
|
Размер шлифовального круга |
Φ750*75*305 mm |
|
Скорость вращения шпиндельной бабки |
100 об/мин |
|
Скорость вращения шлифовального круга |
870 об/мин |
|
Скорость перемещения по оси Х |
0. |
|
Мах. перемещение по оси Х |
400 мм |
|
Минимальное перемещение по оси Х |
0.001 мм |
|
Точность позиционирования (ось Х) |
0.01 |
|
Точность позиционирования при управлении за счет маховика (ось Х) |
±0.0025 |
|
Мощность серво-двигателя (перемещение по оси Х) |
3 кВт |
|
Мощность привода шлифовального круга |
15 кВт |
|
Мощность привода шпиндельной бабки |
5. |
|
Мощность привода гидронасоса |
1.1 кВт |
|
Мощность двигателя охлаждающего устройства |
0.12 кВт |
|
Габаритные размеры станка |
8600*2140*1550 мм |
|
Масса станка (без оправки) |
14900 кг |
|
Округлость 0.003 мм Цилиндричность 0.004 мм Шероховатость 0.32Ra |
|
 ход рабочего стола
ход рабочего стола 01-5 м/мин
01-5 м/мин 5 кВт
5 кВт
Класс точности П
Производительность при перешлифовке ножей 14 шт/смена
Электропитание 3-х фазное 380 В, частота 50 Гц с глухо заземленной нейтралью.
Срок службы (не менее) 10 лет
Наработка до отказа (не менее) 1500 часов
Межремонтный период (до кап. ремонта) 10 лет
Допускаемый срок сохраняемости до ввода в эксплуатацию 18 месяцев
- 3. Конструкция станка
Согласно техническому заданию конструкцией станка предусмотрено:
– Станина выполнена из чугуна, что обеспечивает жесткость конструкции и высокую точность при длительной эксплуатации в условиях трехсменного графика.
-Автоматическая смазка с гидравлической станцией для смазки гидродинамических подшипников, направляющих, ШВП и шлифовальной бабки.
-Ускоренный подвод/отвод шлифовального круга
-Система плавной регулировки продольной подачи
-Система автоматической компенсации шлифовального круга
-Станция СОЖ с системой охлаждения СОЖ и магнитным сепаратором.
-Конструкция станка позволяет монтаж и ремонт узловым методом.
-Оборудование является унифицированным и гарантировано будет производится в течение пяти последующих лет.
-Конструкция позволяет производить загрузку шлифуемых ножей на оправке при помощи мостового крана
-Вращение шлифуемой детали осуществляется в центрах при помощи поводкового устройства.
-Легкодоступные вращающиеся части механизмов станка оснащены съемными ограждениями
-Станок оборудован концевыми выключателями
-Станок оснащен системой аварийной остановки и блокировкой
-При отключении электропитания исключается перемещение механизмов станка и вращение шпинделя.
* Круглошлифовальный станок модели М1363х2000 также полностью соответствует пунктам 2.4 (Требования безопасности) и 2.5 (Требования к электрооборудованию), заявленные в Техническом задании.
- 4. Комплектация станка
– Защита рабочей зоны
– Поводковое устройство
– Центра с твердосплавными вставками
– Люнет
– Алмазный карандаш для правки шлифовального круга
– Приспособление для правки шлифовального круга
– Ступица шлифовального круга
– Балансировочная оправка шлифовального круга
– Шлиф. круг, обеспечивающий шлифовку дисковых ножей АПР + 2шт (дополнительных)
круг, обеспечивающий шлифовку дисковых ножей АПР + 2шт (дополнительных)
– Вспомогательный инструмент
На предприятии Заказчика перед пуском в эксплуатацию станок подвергается приемочным испытаниям.
Kellenberger – обрабатывающие центры, станки
Jump to Navigation- Информация
- Производители
- Каталог
- Назад
- Насосное оборудование
- Насосы центробежные
- Apex Pumps
- Насосы винтовые
- Насосы высокого давления
- BFT
- GEA
- Погружные насосы
- Houttuin
- Горизонтальные насосы
- Apex Pumps
- Houttuin
- Inoxihp
- Moyno
- Vipom
- Насосы герметичные
- Hermetic Pumpen
- Zenith
- Насосное оборудование прочее
- AX System
- Sanco
- Servi Group
- Насосы центробежные
- Фильтровальное оборудование
- Воздушные фильтры
- AAF
- Jonell
- Масляные и гидравлические фильтры
- Parker Hannifin Corporation
- Servi Group
- Коалесцирующие фильтры
- ASCO Filtri
- Buhler Technologies
- EUROFILL
- Hydac
- Jonell
- Petrogas
- Scam Filltres
- Vokes Air
- Водоподготовка
- Grunbeck
- Фильтры КВОУ
- AAF
- Осушители
- Воздушные фильтры
- Компрессорное оборудование
- Поршневые компрессоры
- Винтовые компрессоры
- GEA
- Howden
- Stewart & Stevenson
- Центробежные компрессоры
- Baker Hughes
- Stewart & Stevenson
- Thermodyn
- Поршневые компрессоры
- Трубопроводная арматура
- Запорная, регулирующая, запорно-регулирующая арматура
- Предохранительная арматура
- Sapag Industrial valves
- Schroedahl
- Servi Group
- Приводы трубопроводной арматуры
- Biffi
- Keystone
- Запорная, регулирующая, запорно-регулирующая арматура
- Гидравлика
- Гидроцилиндры
- Servi Group
- Гидроклапаны
- Meggitt
- Servi Group
- Гидронасосы
- Riverhawk
- Servi Group
- Гидрораспределители
- Servi Group
- Пневмоцилиндры
- Artec
- Mec Fluid 2
- Гидроцилиндры
- Станочное оборудование
- Станки шлифовальные
- LOESER
- Хонинговальные станки
- CAR srl
- Станки зубо- и резьбо- обрабатывающие
- Nagel Maschinen
- Карусельные станки
- Star Micronics
- Шпиндели и фрезерные головки
- Cytec
- Станки шлифовальные
- Приводная техника
- Электрические приводы
- Servi Group
- Гидравлические приводы
- Biffi
- Пневматические приводы
- Keystone
- Вентиляторы
- Reitz
- Электромагнитные приводы
- Danfoss
- ECONTROL
- Редукторы
- Renk
- VAR-SPE
- Турборедукторы
- Flender-Graffenstaden
- Renk
- Электрические приводы
- КИП (измерительное оборудование)
- Анализаторы влажности
- Belimo
- Scantech
- Приборы измерения уровня
- Endress+Hauser
- Приборы контроля и регулирования технологических процессов
- Reuter-Stokes
- Приборы измерения уровня расхода (расходомеры)
- Belimo
- Itron
- Servi Group
- Системы измерения неразрушающего контроля
- HBM
- Kavlico
- Marposs
- Устройства измерения температуры
- Устройства измерения давления
- Autrol
- Servi Group
- Устройства измерения перемещения и положения
- Анализаторы влажности
- Лабораторное оборудование
- Микроскопия и спектроскопия
- Keyence
- Микроскопия и спектроскопия
- Электрооборудование
- Аккумуляторные батареи
- Hoppecke
- Противопожарное оборудование
- Reuter-Stokes
- Sanco
- Spectrex
- Выключатели
- Metrol
- Источники питания
- LAM Technologies
- Кабели и коннекторы
- Axon’ Cable
- HiRel Connectors
- Murrplastik
- Лазеры
- RIO
- Лампы
- Nic
- Parat
- Серийные преобразователи
- LAM Technologies
- Электродвигатели
- Gamak Motors
- LAM Technologies
- Электроника
- DUCATI Energia
- JOVYATLAS
- Luvata
- Murrplastik
- Аккумуляторные батареи
- Прочее оборудование
- Абразивные изделия
- Abrasivos Manhattan
- Atto Abrasives
- Буровое оборудование
- BVM Corporation
- Den-Con Tool
- MI Swaco
- Top-co
- WestCo
- Валы
- GKN
- Jaure
- Rotar
- Вибротехника
- JOST
- Газовые турбины
- Alba Power
- Baker Hughes
- Meggitt
- Score Energy
- Siemens energy
- Solar turbines
- Горелки
- Зажимные устройства
- Restech Norway
- SPIETH
- Защита от износа, налипания, коррозии
- Rema Tip Top
- Инструмент
- Deprag
- Knipex
- Клапаны
- Baker Hughes
- Mec Fluid 2
- Top-co
- Velan
- W.
 T.A.
T.A. - Zimmermann & Jansen (Z&J)
- Крановое оборудование
- Facco
- Маркировочное оборудование
- Couth
- Espera
- Мельницы
- Eirich
- Металлообработка
- Agrati
- Муфты
- Coremo Ocmea
- Esco Couplings
- Jaure
- John Crane
- Kendrion Linnig
- Top-co
- ZERO-MAX
- Оси
- Jaure
- Подшипники
- John Crane
- NTN-SNR
- SPIETH
- Производственные линии
- Espera
- FIBRO
- Masa Henke
- Робототехника
- Motoman Robotics
- Системы обогрева
- Helios
- TYCO Thermal Controls
- Системы охлаждения
- Gohl
- Системы смазки
- Lincoln
- Строительные леса
- HAKI
- Сушильные печи
- Eirich
- Такелажное оборудование
- Casar
- Easy Mover
- Fetra
- Тормоза и сцепления
- Coremo Ocmea
- Упаковочное оборудование
- Espera
- Thimonnier
- Уплотнения
- Flexitallic
- John Crane
- Форсунки и эжекторы
- Exair
- Центраторы
- Top-co
- Электрографитовые щетки
- Morgan Advanced Materials
- Абразивные изделия
- AX System
- A.
 O. Smith – Century Electric
O. Smith – Century Electric - A.S.T.
- AAF
- Abrasivos Manhattan
- Advanced Energy
- Agilent Technologies
- Agrati
- Alba Power
- Algi
- Allweiler
- Alphatron Marine
- Amot
- Anderson Greenwood
- Apex Pumps
- Apollo Valves
- Ariana Industrie
- Ariel
- Artec
- ASCO Filtri
- Ashcroft
- ATAS elektromotory
- Atos
- Atto Abrasives
- Autrol
- Autronica
- Axis
- Axon’ Cable
- Baker Hughes
- Baker Hughes
- Bando
- Baruffaldi
- BAUER Kompressoren
- Belimo
- Bently Nevada
- Berarma
- BFT
- BHDT
- Biffi
- Bifold Group
- Brinkmann pumps
- Buhler Technologies
- BVM Corporation
- Camfil FARR
- Campen Machinery
- CanaWest Technologies
- CAR srl
- Carif
- Casar
- CAT
- Celduc Relais
- Center Line
- Clif Mock
- Comagrav
- Compressor Controls Corporation
- CoorsTek
- Coral engineering
- Coremo Ocmea
- Couth
- CRANE
- Crosby
- Cytec
- Danaher Motion
- Danfoss
- Danobat Group
- David Brown Hydraulics
- Den-Con Tool
- DenimoTECH
- Deprag
- Destaco
- Dixon Valve
- Donaldson
- Donaldson осушители, адсорбенты
- DUCATI Energia
- Duplomatic
- Duplomatic Oleodinamica
- Dustcontrol
- Dynasonics
- E-tech Machinery
- Easy Mover
- Ebro Armaturen
- ECONTROL
- Eirich
- EMIT
- Endress+Hauser
- Esco Couplings
- Espera
- Estarta
- Euchner
- EUROFILL
- EuroSMC
- Exair
- Facco
- FANUC
- Farris
- Fema
- Ferjovi
- Fetra
- FIBRO
- Fisher
- Flender-Graffenstaden
- Flexitallic
- Flowserve
- Fluenta
- Flux
- FPZ
- Freudenberg
- Fritz STUDER
- Gali
- Gamak Motors
- GEA
- GEORGIN
- GKN
- Gohl
- Goulds Pumps
- GPM Titan International
- Graco
- Grunbeck
- Grundfos
- Gustav Gockel
- HAKI
- Harting technology
- HAWE Hydraulik SE
- HBM
- Heimbach
- Helios
- Hermetic Pumpen
- Herose
- HiRel Connectors
- Hohner
- Holland-Controls
- Honsberg Instruments
- Hoppecke
- Horton
- Houttuin
- Howden
- Howden CKD Compressors s.
 r.o.
r.o. - HTI-Gesab
- Hydac
- Hydrotechnik
- IMO
- Inoxihp
- iNPIPE Products
- ISOG
- Italmagneti
- Itron
- ITW Dynatec
- Jaure
- JDSU
- Jenoptik
- John Crane
- Jonell
- JOST
- JOVYATLAS
- K-TEK
- Kadia
- Kavlico
- Kellenberger
- Kendrion
- Kendrion Linnig
- Keyence
- Keystone
- Kitagawa
- Knipex
- Knoll
- Kordt
- Krombach Armaturen
- KSB
- Kumera
- Labor Security System
- LAM Technologies
- Lapmaster Wolters
- Lincoln
- LOESER
- Lufkin Industries
- Luvata
- Mahle
- Marposs
- Masa Henke
- Masoneilan
- Mec Fluid 2
- MEDIT Inc.

- Meggitt
- Mercotac
- Metrol
- MI Swaco
- Minco
- MMC International Corporation
- MOOG
- Moore Industries
- Morgan Advanced Materials
- Motoman Robotics
- Moyno
- Mud King
- MULTISERW-Morek
- Munters
- Murr elektronik
- Murrplastik
- Nagel Maschinen
- National Oilwell Varco
- Netzsch
- Nexoil srl
- Nic
- NOV Mono
- NTN-SNR
- Ntron
- Nuovo Pignone
- O’Drill/MCM
- Oerlikon
- Oilgear
- Omal Automation
- Omni Flow Computers
- OMT
- Opcon
- Orange Research
- Orwat filtertechnik
- OTECO
- Pacific valves
- Pageris AG
- Paktech
- PALL
- Panametrics
- Parat
- Parker Hannifin Corporation
- PENTAIR
- Peter Wolters
- Petrogas
- ProMinent
- Quick Soldering
- Reitz
- Rema Tip Top
- Renk
- Renold
- Repar2
- Resatron
- Resistoflex
- Restech Norway
- Reuter-Stokes
- Revo
- Rexnord
- Rheonik
- Rineer Hydraulics
- RIO
- Riverhawk
- RMG Honeywell
- Ro-Flo Compressors
- Robbi
- ROS
- Rota Engineering
- Rotar
- Rotoflow
- Rotork
- Ruhrpumpen
- S.
 Himmelstein
Himmelstein - Sanco
- Sapag Industrial valves
- Saunders
- Scam Filltres
- Scantech
- Schroedahl
- Score Energy
- Sermas Industrie
- Servi Group
- Settima
- Siekmann Econosto
- Siemens
- Siemens energy
- Simaco
- Solar turbines
- Solberg
- SOR
- Spectrex
- SPIETH
- SPX
- Stamford | AvK
- Star Micronics
- Stewart & Stevenson
- Stockham
- Sumitomo
- Supertec Machinery
- Tamagawa Seiki
- Tartarini
- TEAT
- TEKA
- Thermodyn
- Thimonnier
- Top-co
- Truflo
- Turbotecnica
- Tuthill
- TYCO Thermal Controls
- Vanessa
- VAR-SPE
- VDO
- Velan
- Versa
- Vibra Schultheis
- Vipom
- Vokes Air
- Voumard
- W.
 T.A.
T.A. - Warren
- Waukesha
- Weatherford
- Weiss GmbH
- Wenglor
- WestCo
- Woodward
- Xomox
- Yarway
- Zenith
- ZERO-MAX
- Zimmermann & Jansen (Z&J)
Универсальные круглошлифовальные станки с ЧПУ
Шлифовальные станки, применяемые в промышленной сфере, должны быть как можно более универсальными и максимально автоматизированными для массового производства деталей. Но обычные круглошлифовальные станки не обеспечивают достаточно высокой автоматизации для крупного производства, где шлифовку деталей хотелось бы поставить на поток.
Каждый раз на обычных станках приходится повторять одни и те же манипуляцию практически вручную, с помощью рычагов, маховиков, кнопок и других приспособлений, которые просто не вписываются в современные стандарты производства.
Универсальные круглошлифовальные станки с ЧПУ решают сразу ряд поставленных задач. С их помощью можно осуществлять шлифование заготовок круглого сечения, исправлять их форму, шлифовать внутреннюю поверхность деталей под разными углами. Функциональность универсальных станков расширяют механизмы для внешней и внутренней заточки изделий. У нас такие механизмы идут в комплекте.
Значительным преимуществом круглошлифовальных станков с ЧПУ является новый принцип управления ЧПУ. С его помощью можно поставить на поток обработку деталей с высокой точностью. Высокая точность шлифования достигается с помощью высокочувствительных датчиков и программе калибровки инструментов по заданным параметрам.
С помощью ЧПУ осуществляется не только подача инструмента и заготовки в заданных направлениях с учётом погрешностей в их геометрии, но и осуществляется подготовка самого шлифовального круга. Эта функция особенно полезна при шлифовке фасонных изделий.
Универсальные круглошлифовальные станки, которые мы поставляем, отличаются высокой точностью в работе, надёжностью и безопасностью. Станки собраны из тщательно проверенных деталей, станок оснащается датчиками высокого разрешения, безопасность обеспечивается за счёт того же ЧПУ и стандартных мер по её обеспечению.
Станки собраны из тщательно проверенных деталей, станок оснащается датчиками высокого разрешения, безопасность обеспечивается за счёт того же ЧПУ и стандартных мер по её обеспечению.
Болгарские универсальные круглошлифовальные станки с ЧПУ – это точность, надёжность и безопасность. Это продукция, которая уже прошла проверку временем. Мы реализуем в продажу только лучшие металлообрабатывающие станки. Звоните, и мы предоставим для Вас полную информацию.
Цилиндрические шлифовальные машины на продажу | Универсальный круглошлифовальный станок с ЧПУ
Цилиндрическое шлифование – это большая и разнообразная область производства и изготовления инструментов. Он может производить очень тонкую отделку и очень точные размеры; тем не менее, в условиях массового производства он также может довольно быстро добывать большие объемы металла. Обычно он лучше подходит для обработки очень твердых материалов, чем «обычная» обработка (то есть резка более крупной стружки режущими инструментами, такими как насадки или фрезы), и до последних десятилетий это был единственный практический способ обработки таких материалы, такие как закаленные стали. По сравнению с «обычной» обработкой он обычно лучше подходит для очень неглубоких резов, таких как уменьшение диаметра вала на полтысячные дюйма или 12,7 мкм.
По сравнению с «обычной» обработкой он обычно лучше подходит для очень неглубоких резов, таких как уменьшение диаметра вала на полтысячные дюйма или 12,7 мкм.
Цилиндрические шлифовальные машины – это тип шлифовальных станков, используемых для придания формы внешней стороне заготовки. Цилиндрическая шлифовальная машина может работать с различными формами, однако объект должен иметь центральную ось вращения. Это включает, помимо прочего, такие формы, как цилиндр, эллипс, кулачок или коленчатый вал.
Круглое шлифование определяется как выполнение четырех основных операций:
- Работа (объект) должна постоянно вращаться
- Шлифовальный круг должен постоянно вращаться
- Шлифовальный круг подается по направлению к заготовке и от нее
- Рабочий или шлифовальный круг перемещается относительно другого.
В то время как большинство цилиндрических шлифовальных машин используют все четыре движения, есть шлифовальные машины, которые используют только три из четырех движений.
CRG ЧПУ
Цилиндрический шлифовальный станок с ЧПУЕмкость: 7–16 дюймов
Длина: 16–39 дюймов
CLG NC
Бесцентрово-цилиндрическое шлифование0,03–1,5 дюйма – 0,03–3,1 дюйма
CLG ЧПУ
Бесцентровое внешнее круглое шлифованиеВместимость: 0.03–1,5 дюйма – 0,03–3,9 дюйма
CR-шлифовальный
Шлифовальный станок для коленвалаКачели: 21,5–27 ” Длина: 64–120 дюймов
R-шлифовальный
Цилиндрический шлифовальный станокЕмкость: 11,7–19,5 дюймов
Длина: 25–156 дюймов
CLG
Бесцентрово-цилиндрическое шлифованиеВместимость: 0.04–6 ”
RC-шлифовальный станок 1050
Круглые шлифовальные машины для средних нагрузок. Качели: 5 дюймов Длина: 20 дюймовR-шлифовальный HD
Большие цилиндрические шлифовальные машины для тяжелых условий эксплуатации. Качели: 31 дюйм
Длина: 120–160 дюймов
Качели: 31 дюйм
Длина: 120–160 дюймовW 11 Цилиндрический шлифовальный станок с ЧПУ – внешне-внутреннее шлифование поверхности
W 11 Цилиндрический шлифовальный станок с ЧПУ – идеально подходит для единичных экземпляров, прототипов и мелкосерийного производства
Круглошлифовальный станок с ЧПУ W 11 идеально подходит для единичных работ и изготовление прототипов.Этот круглошлифовальный станок также используется для мелкосерийного производства нескольких диаметров, для шлифования спичек и изготовления образцов в области обучения и технического обслуживания.
Круглошлифовальный станок с ЧПУ W 11 в своей конструкции включает в себя следующее:
- Без гидравлики
- Осевые приводы с серводвигателем и шарико-винтовой парой
- Технология ввода параметров шлифования через сенсорный экран
- Автоматическая параллельная правка с компенсацией
- Автоматическая разблокировка
W 11 ЧПУ – Ручной внешне-внутренний цилиндрический шлифовальный станок с ЧПУ
Система управления W 11 представляет собой современную, быструю, ориентированную на шлифование систему управления с интерфейсом Windows, а также USB и сетевой интерфейс для удобного управления программой. Программирование выполняется с помощью диалогового интерфейса или программирования DIN ISO. Включены все стандартные циклы измельчения. Опции включают конвертер DXF, редактор геометрии и специальные циклы шлифования.
Программирование выполняется с помощью диалогового интерфейса или программирования DIN ISO. Включены все стандартные циклы измельчения. Опции включают конвертер DXF, редактор геометрии и специальные циклы шлифования.
ЧПУ можно легко использовать для автоматической правки, шлифования нескольких диаметров, сохранения последовательностей шлифования, правки контуров и шлифования конусов при работе с рельсами.
Несмотря на ЧПУ, ручное круглое шлифование все еще возможно.
Заготовка Передняя бабка, Задняя бабка и Шлифовальная бабка
Втулка шпинделя (MK4 / MK5 / MK6) имеет прецизионный подшипник шпинделя с соосностью менее 0.5 мкм. Скорость бесступенчато регулируется от 1 до 650 об / мин, также возможно 2000 об / мин. Дополнительные опции:
- Вертикальный центр
- Специальные зажимные устройства, центральный зажим
Задняя бабка (MK4) может управляться вручную и пневматически с помощью ножного переключателя. Пиновый конус (MK4) позволяет выдерживать нагрузку между центрами до 250 кг (551 фунт). Ход иглы составляет 45 мм (2 дюйма). Опция: ручная коррекция цилиндра
Ход иглы составляет 45 мм (2 дюйма). Опция: ручная коррекция цилиндра
Шлифовальная бабка оснащена прецизионным подшипником шпинделя / радиально-упорным шарикоподшипником или гидродинамическим подшипником скольжения.
Возможны следующие размеры шлифовального круга:
- Ø 400/500 мм (16/20 дюймов), ширина 10–120 мм (0,4–5 дюймов)
- Мощность привода 4,5–7,5 кВт (6–64 л.с.)
Ось B (ось крутящего момента с прямым приводом) доступна в качестве опции для бесступенчатого поворота / позиционирования шлифовальной бабки. Дополнительные опции:
- Преобразование координат центра вращения шлифовального круга
- SUG
- CAP / аварийный контроль
▷ Б / у цилиндрические шлифовальные станки
Определение: цилиндрические шлифовальные станки
Цилиндрические шлифовальные машины подразделяются на внутренние и внешние цилиндрические шлифовальные машины.Их комбинация известна как универсальная круглошлифовальная машина . Применяются для абразивной обработки цилиндрических деталей . Цилиндрический шлифовальный станок состоит, среди прочего, из шпинделя заготовки, шпинделя круга и, в большинстве случаев, также из задней бабки. В обычных станках для наружного шлифования заготовка закреплена между центрами . Однако есть еще бесцентровых шлифовальных станков . Станки для внутреннего шлифования используются, когда заготовка имеет отверстия или внутреннюю цилиндрическую поверхность.В современных универсальных круглошлифовальных станках с ЧПУ возможно также «некруглое» шлифование . В Surplex вы найдете бывшие в употреблении цилиндрические шлифовальные машины с разным расстоянием между центрами, высотой центра, длиной шлифования и диаметром шлифования!
Применяются для абразивной обработки цилиндрических деталей . Цилиндрический шлифовальный станок состоит, среди прочего, из шпинделя заготовки, шпинделя круга и, в большинстве случаев, также из задней бабки. В обычных станках для наружного шлифования заготовка закреплена между центрами . Однако есть еще бесцентровых шлифовальных станков . Станки для внутреннего шлифования используются, когда заготовка имеет отверстия или внутреннюю цилиндрическую поверхность.В современных универсальных круглошлифовальных станках с ЧПУ возможно также «некруглое» шлифование . В Surplex вы найдете бывшие в употреблении цилиндрические шлифовальные машины с разным расстоянием между центрами, высотой центра, длиной шлифования и диаметром шлифования!
Покупка и продажа бывших в употреблении круглошлифовальных станков промышленного назначения – лучше с Surplex
Index
- Конструкция и принцип работы круглошлифовального станка
- Разработка круглошлифовальных станков
- Области применения круглошлифовальных станков
- Обзор производителей круглошлифовальных станков
Круглошлифовальные станки делятся на два типа: внутренние круглошлифовальные станки и внешние круглошлифовальные станки. Эти два типа также могут быть объединены в универсальный круглошлифовальный станок или универсальный круглошлифовальный станок с ЧПУ. Цилиндрические шлифовальные машины используются для изготовления деталей цилиндрической формы в промышленных условиях. В наружных шлифовальных машинах заготовка зажимается между наконечниками и приводится в движение с помощью фланцевой втулки. Наконечники расположены в гнездах передней и задней бабки. Для штифтов и полностью цилиндрических деталей также возможно бесцентровое шлифование. Это включает укладку заготовки на опору или направляющую, которая находится всего в нескольких десятых миллиметра от шлифовального диска.
Эти два типа также могут быть объединены в универсальный круглошлифовальный станок или универсальный круглошлифовальный станок с ЧПУ. Цилиндрические шлифовальные машины используются для изготовления деталей цилиндрической формы в промышленных условиях. В наружных шлифовальных машинах заготовка зажимается между наконечниками и приводится в движение с помощью фланцевой втулки. Наконечники расположены в гнездах передней и задней бабки. Для штифтов и полностью цилиндрических деталей также возможно бесцентровое шлифование. Это включает укладку заготовки на опору или направляющую, которая находится всего в нескольких десятых миллиметра от шлифовального диска.
- Разделены на внутренние и внешние цилиндрические шлифовальные машины
- Можно комбинировать для создания универсального шлифовального станка
- Чистовая обработка цилиндрических деталей
Шлифовальный диск прижимает заготовку к опоре своим вращательным движением и одновременно вращается заготовка. Если обрабатываются отверстия или другие цилиндрические внутренние поверхности, в дело вступает станок для внутреннего шлифования.Эти устройства имеют поворотную шлифовальную головку и абразивные тела цилиндрической формы. Эти абразивные элементы меньше, чем обрабатываемое отверстие, и приводятся в движение с высокой скоростью.
Если обрабатываются отверстия или другие цилиндрические внутренние поверхности, в дело вступает станок для внутреннего шлифования.Эти устройства имеют поворотную шлифовальную головку и абразивные тела цилиндрической формы. Эти абразивные элементы меньше, чем обрабатываемое отверстие, и приводятся в движение с высокой скоростью.
Круглошлифовальные станки были разработаны для выполнения задач, которые токарные станки не могли выполнять.
Круглошлифовальный станок KOLB в работеВ основном это обработка закаленных материалов с точностью до 1/1000 мм.Старые машины работали вручную, и только внешние шлифовальные машины были автоматизированы для подачи и бокового перемещения стола. В настоящее время современные круглошлифовальные станки оснащены системой ЧПУ, которая обеспечивает высокоточную и экономичную работу, поэтому их также называют «круглошлифовальные станки с ЧПУ».
Цилиндрические шлифовальные станки используются для чистовой обработки деталей, поверхность которых должна быть точной и равномерно отшлифованной. На этих машинах можно легко обработать даже закаленные материалы. Цилиндрическое шлифование также можно использовать всякий раз, когда токарный станок достигает своих пределов.Эти машины используются как для изготовления отдельных изделий, так и для серийного производства в промышленных масштабах. Цилиндрические шлифовальные машины используются везде, где есть машины, заводы и инструменты. Одно из возможных применений – обработка дисковых пуансонов для режущих инструментов. Эти дисковые пуансоны изготавливаются из закаленной инструментальной стали и должны иметь точную длину и точные круглые размеры, чего трудно достичь с минимальными затратами на токарном станке. Цены на бывшие в употреблении круглошлифовальные станки зачастую намного ниже, чем на новые.
На этих машинах можно легко обработать даже закаленные материалы. Цилиндрическое шлифование также можно использовать всякий раз, когда токарный станок достигает своих пределов.Эти машины используются как для изготовления отдельных изделий, так и для серийного производства в промышленных масштабах. Цилиндрические шлифовальные машины используются везде, где есть машины, заводы и инструменты. Одно из возможных применений – обработка дисковых пуансонов для режущих инструментов. Эти дисковые пуансоны изготавливаются из закаленной инструментальной стали и должны иметь точную длину и точные круглые размеры, чего трудно достичь с минимальными затратами на токарном станке. Цены на бывшие в употреблении круглошлифовальные станки зачастую намного ниже, чем на новые.
Некоторые компании специализируются на производстве цилиндрических шлифовальных машин. К ним, в частности, относятся следующие рекомендованные поставщики круглошлифовальных станков: ABA, DANOBAT, KARSTENS, MSO, STUDER, SCHAUDT, WMW и TOS, а также другие производители обычных круглошлифовальных станков или станков с ЧПУ. На Surplex часто можно найти бывшие в употреблении цилиндрические шлифовальные машины этих и других престижных производителей.com по привлекательным ценам. У нас есть постоянно расширяющийся ассортимент цилиндрических шлифовальных станков с ЧПУ, выставленных на продажу на наших многочисленных онлайн-аукционах. Итак, если бывшая в употреблении цилиндрическая шлифовальная машина, которую вы хотите купить, в настоящее время недоступна, посетите веб-сайт еще раз, чтобы узнать, доступна ли она сейчас. Вы также можете обратиться в службу поддержки Surplex, там есть квалифицированная команда, которая с радостью ответит на ваши вопросы и прояснит любые вопросы.
На Surplex часто можно найти бывшие в употреблении цилиндрические шлифовальные машины этих и других престижных производителей.com по привлекательным ценам. У нас есть постоянно расширяющийся ассортимент цилиндрических шлифовальных станков с ЧПУ, выставленных на продажу на наших многочисленных онлайн-аукционах. Итак, если бывшая в употреблении цилиндрическая шлифовальная машина, которую вы хотите купить, в настоящее время недоступна, посетите веб-сайт еще раз, чтобы узнать, доступна ли она сейчас. Вы также можете обратиться в службу поддержки Surplex, там есть квалифицированная команда, которая с радостью ответит на ваши вопросы и прояснит любые вопросы.
5 видов круглошлифовальных станков
Цилиндрические шлифовальные станки используются для финишной обработки алюминия, карбида, стали и других металлических поверхностей.Прецизионные шлифовальные станки обычно классифицируются по вращению измельчаемого вещества и типу используемого круга. Круглошлифовальный станок используется для измельчения веществ, имеющих центральную ось вращения, таких как коленчатые валы. Существуют различные типы кругового шлифования, каждый из которых имеет различное промышленное применение. Maximum Advantage-Carolinas рассматривает пять наиболее распространенных типов круглошлифовальных станков.
Существуют различные типы кругового шлифования, каждый из которых имеет различное промышленное применение. Maximum Advantage-Carolinas рассматривает пять наиболее распространенных типов круглошлифовальных станков.
- Станок для внутреннего диаметра: В этих станках используется цанга для измельчения внутренней части вещества.В этом типе круглошлифовального станка используется круг, который меньше ширины материала.
- Станок для наружного диаметра: В этих станках используются центры (концевые узлы) для шлифования внешней поверхности материала. Центры используются для вращения объекта, когда он проходит через шлифовальный круг.
- Плунжерный шлифовальный станок: Это тип станка с наружным диаметром, в котором шлифовальный круг движется радиально по направлению к веществу. Он также известен как шлифовальный станок с подачей.
- Шлифовальный станок с непрерывным ходом: Этот тип круглошлифовального станка удаляет весь кусок материала за один проход через шлифовальный круг.
 Чаще всего он используется в приложениях, где необходимо сократить время производства.
Чаще всего он используется в приложениях, где необходимо сократить время производства. - Бесцентрово-шлифовальный станок: В этих станках не используются центры или цанга для удержания объекта на месте. Вместо этого они используют для этой цели регулирующий круг, расположенный напротив шлифовального круга.Обычно это используется в приложениях, где необходимо использовать процедуры автоматической загрузки.
Чтобы узнать больше о круглошлифовальных станках или прецизионных шлифовальных станках марки MaxGrind, свяжитесь со специалистами Maximum Advantage-Carolinas в нашем офисе Fort Mill, SC.
Описание процесса цилиндрической шлифовальной машины– Liberty Machinery
Что он делает? Как я могу его использовать? Почему мне это поможет?
Круглошлифовальный станок – это специализированный шлифовальный станок, предназначенный для обработки цилиндров, стержней и других подобных деталей.Цилиндр находится между двумя центрами и вращается в одном направлении, в то время как шлифовальный круг или круги подходят и вращаются в противоположном направлении. Таким образом, цилиндрический шлифовальный станок работает так же, как токарный станок, за исключением того, что вместо стационарного режущего инструмента используется шлифовальный круг.
Таким образом, цилиндрический шлифовальный станок работает так же, как токарный станок, за исключением того, что вместо стационарного режущего инструмента используется шлифовальный круг.
Помимо быстрого вращения заготовки относительно шлифовального круга, как круг, так и стол, на котором находится заготовка, претерпевают различные движения. Шлифовальный круг может двигаться вверх и вниз или из стороны в сторону, в то время как стол движется вперед и назад.Цилиндрическое шлифование невероятно точное и обеспечивает отличную окончательную отделку.
Бесцентровое шлифование считается разновидностью круглого шлифования.
Чтобы получить ответы на свои вопросы или дополнительную информацию о цилиндрических шлифовальных машинах, позвоните в Liberty по телефону 847-276-2761 или отправьте нам письмо по электронной почте [email protected].
Liberty Machinery покупает и продает все типы цилиндрических шлифовальных машин.
Мы – ваш надежный поставщик высококачественных цилиндрических шлифовальных машин и другого бывшего в употреблении оборудования.
Купите цилиндрическую шлифовальную машину Продайте свою цилиндрическую шлифовальную машину Посмотреть видео о цилиндрической шлифовальной машине
Описание процесса: как это работает?
Цилиндрический шлифовальный станок состоит из четырех частей: головки и задней бабки , шлифовального круга , шлифовальной бабки и стола . Некоторые кофемолки могут управляться компьютером или иметь несколько колес.
Заготовка удерживается между передней бабкой и задней бабкой точно так же, как на токарном станке.Заготовка быстро вращается между центрами. Шлифовальный круг , который выполняет фактическое шлифование, вращаясь со скоростью, отличной от скорости обрабатываемой детали в противоположном направлении, прикреплен к шлифовальной головке , которая перемещает шлифовальный станок по различным схемам, таким как врезание или поперечное движение. В то же время стол также перемещается в боковом направлении.
В то же время стол также перемещается в боковом направлении.
Основные производители цилиндрических шлифовальных машин
Цинциннати, Майфорд, Лэндис, Королевский мастер, Шигия, Supertec
Продайте свою цилиндрическую шлифовальную машину
Liberty всегда ищет бывшие в употреблении цилиндрические шлифовальные машины для покупки на складе.Свяжитесь с нами и сообщите нам, что у вас есть на продажу. Мы будем рады дать вам бесплатное предложение.
Проверьте наш инвентарь на наличие бывшего в употреблении цилиндрического шлифовального станка
Нажмите ниже, чтобы увидеть наш текущий инвентарь и запросить бесплатное предложение. Кто-то скоро свяжется с вами.
Посмотрите наши предложения о продаже бывших в употреблении универсальных цилиндрических шлифовальных станков с ЧПУ.
Посмотрите наши предложения о продаже бывших в употреблении универсальных цилиндрических шлифовальных машин.
Посмотрите наши бывшие в употреблении плоские цилиндрические шлифовальные машины на продажу.
Посмотрите наши б / у цилиндрические шлифовальные машины с угловой головкой с ЧПУ.
Посетите канал Liberty на YouTube, чтобы увидеть больше видео
Артикул:
- Роберт Х. Тодд, Делл К. Аллен, Лео Алтинг, Справочное руководство по производственным процессам (Industrial Press Inc: 1994), 21.
- Крис Кёпфер, “Бесцентровое шлифование: не волшебство!” Журнал Modern Machine Shop , 15.12.2000. http://www.mmsonline.com/articles/centerless-grinding-not-magic .

- «Бесцентровое шлифование», Процессы: обработка , eFunda, Inc. http://www.efunda.com/processes/machining/grind_centerless.cfm.
- «Подающее шлифование». Комплексные шлифовальные решения. http://www.totalgrindingsolutions.com/grinding-process/infeed-grinding.html.
Угловые цилиндрические шлифовальные станки с ЧПУ GAE
Угловые цилиндрические шлифовальные машины с ЧПУ серии GAE от Shigiya (США) Ltd.как сообщается, обеспечивает высокую точность по доступной цене. Серия GAE с жесткими шлифовальными головками, рабочими головками и узлами задней бабки разработана для обеспечения точности при тяжелом шлифовании. В сочетании с шлифовальной головкой с угловой головкой GAE выполняет торцевое шлифование с легкостью, как и цилиндрический шлифовальный станок с гладкой головкой.
Для обеспечения точности, эффективности и производительности, шлифовальная бабка GAE оснащена жестким основным корпусом, шпинделем из термообработанной нитридной стали и большим диаметром 510 мм. колесо.Для максимальной устойчивости и грузоподъемности на колесной головке GAE и подаче стола имеются широкие V-образные направляющие поверхности. Высокая демпфирующая способность и выравнивание смазки, обеспечиваемые сжимающим эффектом масляной пленки, обеспечивают длительное плавное и точное шлифование. Неконцентрические гидродинамические подшипники обеспечивают оптимальный угол клина. Подшипники шлифуются с высокой степенью точности с помощью специально разработанного шлифовального станка Shigiya для подшипников.
колесо.Для максимальной устойчивости и грузоподъемности на колесной головке GAE и подаче стола имеются широкие V-образные направляющие поверхности. Высокая демпфирующая способность и выравнивание смазки, обеспечиваемые сжимающим эффектом масляной пленки, обеспечивают длительное плавное и точное шлифование. Неконцентрические гидродинамические подшипники обеспечивают оптимальный угол клина. Подшипники шлифуются с высокой степенью точности с помощью специально разработанного шлифовального станка Shigiya для подшипников.
GAE оснащен неподвижным шпинделем с неподвижным шпинделем для обеспечения большей устойчивости и снижения вибрации.Кроме того, очень жесткая задняя бабка и шпиндель большого диаметра обеспечивают высокоточное и тяжелое шлифование. Недавно разработанная Shigiya модель с центральным расстоянием 250 мм для заготовок малой длины отличается компактной рабочей головкой и задней бабкой, что позволяет примерно на 20 процентов уменьшить ширину станка по сравнению с предыдущими моделями.
GAE включает интерактивную систему автоматического программирования, разработанную для упрощения работы. Эта система позволяет использовать широкий спектр схем шлифования и правки.Благодаря высокопроизводительному серводвигателю шлифовальный станок может плавно изменять скорость вращения заготовки в диапазоне от 15 до 600 об / мин в соответствии с инструкциями ЧПУ.
Shigiya предлагает множество опций для GAE, в том числе O.D. калибр, локатор уступа заготовки, автоматическая система загрузки / выгрузки и многое другое. В серии доступны типы GAE-30B и GAE-40B. GAE-30B имеет поворотный стол ø 300 мм и расстояние между центрами от 250 до 2000 мм. GAE-40B имеет угол поворота стола 410 мм и расстояние между центрами от 220 до 1970 мм.Размер колес для обеих моделей составляет 510 (внешний диаметр) x 50 (ширина) x 127 (внутренний диаметр) мм.
KELLENBERGER® 1000 | Hardinge
Kellenberger® 1000: Универсальные шлифовальные системы с ЧПУ для высочайших требований
Новый Kellenberger® 1000 с его систематически оптимизированными проверенными элементами сочетает в себе недавно разработанные компоненты, такие как автоматическая система коррекции цилиндров и синхронная задняя бабка, чтобы обеспечить современную платформу для гибкого удовлетворения всех разнообразных требований наших клиентов.
| Технические данные | ||||
| метрическая | имперский | |||
| Основные характеристики | ||||
| Расстояние между центрами | мм | дюйм | 1000/1600 | 40/63 |
| Длина шлифования | мм | дюйм | 1000/1500 | 40/59 |
| Высота центра | мм | дюйм | 200/250/300 | 7. 87 / 9,84 / 11,81 87 / 9,84 / 11,81 |
| Масса заготовки между центрами | кг | фунты | 150/200/300 | 330/441/660 |
| Нагрузка на патрон | Нм | фунт-фут | 160/320/750 | 118/236/553 |
| Требуемое сетевое напряжение | 3 x 400 В / 50 Гц / 3 x 460 В / 60 Гц | 3 x 400 В / 50 Гц / 3 x 460 В / 60 Гц | ||
| Потребляемая мощность в зависимости от оборудования | A | A | 35-63 | 35-63 |
| Требуемое пространство / длина x ширина | мм | дюйм | 3600 х 2050/4600 х 2050 | 141. 73 х 80,70 / 181,10 х 80,70 73 х 80,70 / 181,10 х 80,70 |
| Продольный суппорт: ось Z | ||||
| Путешествие | мм | дюйм | 1170/1670 | 46. 06 / 65,74 06 / 65,74 |
| Скорость ускоренного хода | м / мин | IPM | 20 | 787 |
| Разрешение | мкм | мкдюйм | 0. 1 1 | 0,004 |
| Wheellide: ось X | ||||
| Путешествие | мм | дюйм | 365 | 14. 37 37 |
| Скорость ускоренного хода | м / мин | IPM | 10 | 393 |
| Разрешение | мкм | мкдюйм | 0. 1 1 | 0,004 |
| Ось B | ||||
| Разрешение | ° | ° | 0. 00002 ° 00002 ° | 0,00002 ° |
| Диапазон поворота | ° | ° | Максимум.240 | Максимум. 240 |
| Шлифовальная бабка общая | ||||
| Приводной двигатель с водяным охлаждением | кВт | л. с. с. | 10 | 13.4 |
| Частота вращения периферийного шлифовального круга | м / с | фут / мин | макс: 45 | макс: 8860 |
| Универсальная колесная бабка | ||||
| Размеры шлифовального круга с левой стороны | мм | дюйм | 400/500 | 16/20 |
| Размеры правого шлифовального круга | мм | дюйм | 300/400/500 | 16. 12.20 12.20 |
| Тандемная колесная головка | ||||
| Размеры шлифовального круга с левой стороны | мм | дюйм | 400/500 | 16/20 |
| Размеры правого шлифовального круга | мм | дюйм | 400/500 | 16/20 |
| Диагональ шлифовальной головки | ||||
| Размеры шлифовального круга с левой стороны | мм | дюйм | 400/500 | 16/20 |
| Размеры правого шлифовального круга | мм | дюйм | 400/500 | 16/20 |
| Приставка для внутреннего шлифования | ||||
| Отверстие под шпиндели до | мм | дюйм | 120 | 4. 72 72 |
| ВЧ шпиндели MFM | об / мин | л.с. | 10/15 | 13.4 / 20,1 |
| Скорость вращения 1224/42 | мин-1 | об / мин | 42’000 | 42’000 |
| Скорость вращения 1242/60 | мин-1 | об / мин | 60 000 90 331 | 60 000 90 331 |
| Рабочая головка Стандартная / Прямой привод 200 / Прямой привод 300 | ||||
| Скорость вращения шпинделя | мин-1 | об / мин | 1-1000 / 1-1000 / 1-500 | 1-1000 / 1-1000 / 1-500 |
| Внутренний конус | MT5 / MT5 / MT6 | MT5 / MT5 / MT6 | ||
| Держатель короткого конуса, внешний | ° | ° | ISO 702-1: Размер 5 / Размер 5 / Размер 8 | ISO 702-1: Размер 5 / Размер 5 / Размер 8 |
| Микрорегулировка | сек | сек | ± 60 | ± 60 |
| Задняя бабка | ||||
| Внутренний конус | MT4 | MT4 | ||
| Втягивание гильзы | мм | дюйм | 50 опционально 80 | 1. 96 опционально 3,15 96 опционально 3,15 |
| Микрорегулировка | мкм | мкдюйм | ± 150 | ± 6 |
| Система управления с ЧПУ | ||||
| Heidenhain | GRINDplus 640 | GRINDplus 641 | ||
| FANUC | Fanuc 31i | Fanuc 31i | ||
Kellenberger 1000 – Kellenberger продолжает свою историю успеха. Новый Kellenberger 1000 сочетает в себе функциональный дизайн с высокоточными технологиями. Гидростатические направляющие гарантируют максимальную точность размеров при шлифовании с интерполирующими осями.
Новый Kellenberger 1000 сочетает в себе функциональный дизайн с высокоточными технологиями. Гидростатические направляющие гарантируют максимальную точность размеров при шлифовании с интерполирующими осями.
Высокая скорость и точность позиционирования обеспечивается прямым приводом осей вращения. Большой ход по осям X и Z в сочетании с концепцией платформы для позиционирования шлифовальных головок и систем правки обеспечивают универсальность и позволяют настраивать конфигурацию в зависимости от области применения.
Была сохранена зарекомендовавшая себя интегрированная транспортная концепция (крюковая машина), что сокращает время ввода машины в эксплуатацию и обеспечивает компактную площадь для установки.Прочные гидростатические направляющие и энергоэффективные концепции гарантируют высокую надежность капиталовложений.
- Повышенное давление охлаждающей жидкости до 10 бар
- Интерфейс системы пожаротушения
- Привод двери автоматический
- Запасное приспособление для шлифовальных кругов и задней бабки
Heidenhain GRINDplus 640
Система управления FANUC 31i
KELLENBERGER® 1000 Брошюра по продукции
Alert Мы здесь для вас: важные обновления о коронавирусе |
