Крупносерийное производство это: Крупносерийное производство | это… Что такое Крупносерийное производство?
alexxlab | 26.06.1994 | 0 | Разное
Крупносерийное производство – Энциклопедия по экономике
Основными задачами внутрицехового планирования при массовом и крупносерийном производстве являются [c.198]Последовательное принятие решений предполагает ча-решение проблемы и получение таким образом до-)й информации, позволяющей продвинуться к более глубокому решению. Например, в качестве эксперимента новое изделие сбывается в небольшом городке, а в случае успеха разворачивается крупносерийное производство. Оно может означать также принятие вначале гибкого решения в ожидании более точной информации, а поз- [c.321]
Например, подход корпорации Дженерал электрик к анализу хозяйственного портфеля предполагает оценку ряда показателей в двух сферах. Для оценки привлекательности конкретной отрасли корпорация учитывает размеры рынка, темпы его роста, размеры получаемой на нем прибыли, интенсивность конкуренции, цикличность и сезонность деловой активности, а также возможности снижения себестоимости товарной единицы в условиях крупносерийного производства или за счет опыта, накопленного управляющими.
Массовое или крупносерийное производство применяется при изготовлении большого количества изделий, которые идентичны друг другу или очень похожи. [c.96]
Кроме прямой передачи технологии, существует косвенная передача технологии за рубеж на долгосрочной основе. В настоящее время японская промышленность обладает превосходством в технологиях массового и крупносерийного производства, которые поддаются передаче за границу не столько в обычной форме письменной технической документации, сколько в форме живого общения инженерно-технического персонала.
К крупносерийным производствам относятся заводы по производству изделий из резины и пластмасс, анилинокрасочной продукции. [c.21]
По опыту машиностроения принято считать, что, если оборудование переналаживается в течение рабочей смены один раз или чаще, производство относится к мелкосерийному. Мелкосерийное производство встречается при производстве некоторых красителей, красок, химико-фармацевтических препаратов, некоторых видов изделий из пластмасс и технических изделий из резины.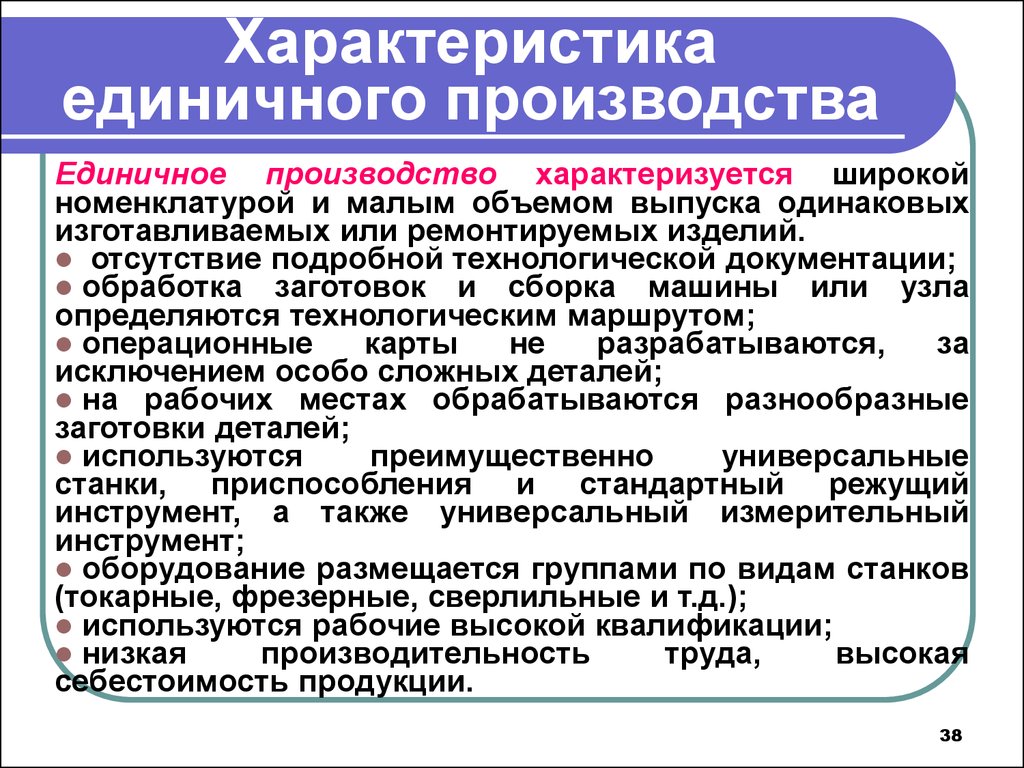 Чем крупнее серия, тем реже переналадка процесса. Поэтому крупносерийное производство экономически эффективнее.
[c.21]
Чем крупнее серия, тем реже переналадка процесса. Поэтому крупносерийное производство экономически эффективнее.
[c.21]
В условиях массового и крупносерийного производства с преобладанием поточных форм организации производственная мощность участка определяется в натуральных измерителях [c.102]
Для изделий массового и крупносерийного производства определение объемов производства осуществляется в таком порядке для первого календарного года — объем продукции, выпущенной за период с даты внедрения в производство изделия до конца года для второго календарного года — прирост объема продукции во [c.291]
При серийном производстве продукция выпускается периодически повторяющимися сериями. Каждая серия включает в себя однородную продукцию. В зависимости от величины серии различают мелко-, средне- и крупносерийное производство. Величина серии определяет также периодичность смены производственных процессов. Рабочие места на предприятиях серийного производства в известной мере специализированы. При этом в большинстве случаев применяется предметная специализация рабочих мест, т. е. за каждым из них постоянно закреплено несколько операций по изготовлению деталей, обработка которых ведется партиями. Этот тип производства имеет более высокие технико-экономические показатели по сравнению с единичным.
[c.19]
При этом в большинстве случаев применяется предметная специализация рабочих мест, т. е. за каждым из них постоянно закреплено несколько операций по изготовлению деталей, обработка которых ведется партиями. Этот тип производства имеет более высокие технико-экономические показатели по сравнению с единичным.
[c.19]
В последних постановлениях партии и правительства ставится задача дальнейшего совершенствования материально-технического снабжения на основе научных методов управления и широкого внедрения электронно-вычислительной техники. Решения партии нацеливают на необходимость усиления прямой связи между поставщиками и потребителями и сокращения промежуточных звеньев в системе материального снабжения, прежде всего для снабжения продукцией, потребляемой стабильно и в больших количествах (в первую очередь для предприятий массового и крупносерийного производства). [c.108]
Коэффициент АО учитывает неизбежные простои, возникающие по технологическим и организационным причинам (аварийный ремонт, занятость рабочих на выполнении других работ и т. п.). Он зависит от типа производства,, режима работ в цехе, а также от характера оборудования. При приближенных расчетах экономической эффективности вариантов 0 может приниматься равным 0,85 — для индивидуального и мелкосерийного производства 0,80 — крупносерийного производства 0,70 — массового производства. При уточненных расчетах эффективности вариантов k0 должен устанавливаться исходя из конкретных условий использования оборудования.
[c.45]
п.). Он зависит от типа производства,, режима работ в цехе, а также от характера оборудования. При приближенных расчетах экономической эффективности вариантов 0 может приниматься равным 0,85 — для индивидуального и мелкосерийного производства 0,80 — крупносерийного производства 0,70 — массового производства. При уточненных расчетах эффективности вариантов k0 должен устанавливаться исходя из конкретных условий использования оборудования.
[c.45]
В крупных объединениях машиностроения массового и крупносерийного производства подготовка производства новых изделий, как правило, осуществляется централизованно. На заводах серийного производства преобладает смешанная система подготовки, а на предприятиях мелкосерийного и индивидуального типа — децентрализованная. [c.29]
Таким образом, за исключением единичного и мелкосерийного производства для каждого нового изделия необходимо, как правило, разработать технологические процессы для заготовительной, обработочной и сборочной фаз, изготовить комплекты технологического оснащения, а иногда и специальное оборудование.
Для системы сборно-разборных приспособлений (СРП) разработаны стандарты на элементы корпусов приспособлений, определено минимальное количество типоразмеров элементов, которые являются необходимыми и достаточными для создания любого станочного приспособления, Применяемого при обработке деталей. В ней использованы обычные стандартизованные установочные, фиксирующие, зажимные и крепежные детали. Система предусматривает разборку приспособлений и повторное использование стандартизованных элементов только после снятия изделия с производства и наиболее пригодна для крупносерийного производства. [c.169]
Переход к массовому и крупносерийному производству потребовал создания системы непрерывного контроля и регулирования производства. Эта задача решалась на основе введения диспетчеризации, а также разработки нормативов, определяющих порядок календарного движения предметов труда в производстве. Состоявшаяся в 1930 г. Первая Всесоюзная конференция по качеству продукции и организации технического контроля в металле- и электропромышленности разработала
[c.15]
Эта задача решалась на основе введения диспетчеризации, а также разработки нормативов, определяющих порядок календарного движения предметов труда в производстве. Состоявшаяся в 1930 г. Первая Всесоюзная конференция по качеству продукции и организации технического контроля в металле- и электропромышленности разработала
[c.15]
В серийном производстве важнейшими календарно-плановыми нормативами являются размер партии и периодичность ее повторения, или периодичность запуска партии. Следует при этом отметить, что понятия серии и партии изделий (деталей, сборочных единиц) часто совпадают. Но в крупносерийном производстве при большой годовой (квартальной) производственной программе выпуска изделий отдельных наименований серию разбивают на части (партии), запускаемые в производство периодически. В этом случае под серией понимают общее количество изделий конкретного наименования в производственной программе (в разделе План производства и реализация промышленной продукции техпромфинплана предприятия).
Автоматизация ТПШ в массовом и крупносерийном производстве в настоящее время базируется, в основном, на использовании САУ разомкнутого типа, реализующих простейшие алгоритмы управления режимами обработки типа параметрических или временных программ, формируемых на основе априорной информации (2). Такими устройствами оснащено в своем большинстве шлифовальное оборудование отечественного и импортного производства, опытно-производственного автомобильного заводов и автосервисов в городах Алматы, Астаны и Атырау. [c.140]
В массовых и крупносерийных производствах для определения выработки каждого рабочего за смену или за расчетный период производится пооперационная перепись остатков не обработанных деталей или не собранных изделий на конец смены или расчетного периода. Выработка рабочих определяется как остаток деталей или заготовок на начало смены, увеличенный на количество деталей, переданных на рабочее место за смену, минус остаток не обработанных или не собранных деталей (заготовок) на конец смены.
Если предприятие имеет массовое или крупносерийное производство, спецификации на материалы для всех деталей, использует сдельную оплату труда и стандартизацию всех производственных процессов, то в условиях системы стандарт-кост бухгалтерская работа сводится к учету и выявлению незначительных отклонений от стандартов. [c.205]
В условиях крупносерийного производства с длительным циклом сборочных работ при небольших различиях во времени обработки деталей, входящих в определенный узел, используется разновидность группового комплекта — узловой комплект. Данная планово-учетная единица объединяет детали одного или разных изделий на основе единства или подобия технологического маршрута и размера опережения в данном цехе. [c.206]
Дифференцированные нормы времени предполагают более сложную структуру. При этом отдельные категории затрат времени определяются в процентах от основного и оперативного времени. Для массового и крупносерийного производства норма штучного времени рассчитывается дифференцированно по формуле
[c.23]
Для массового и крупносерийного производства норма штучного времени рассчитывается дифференцированно по формуле
[c.23]
I. Принятое число замеров 5 замеров, точность 6%, крупносерийное производство K.f = J,l-r-l,2 (см. табл. 1 и 2). 2. Расчет нормы времени [c.43]
Для сопоставления выполним нормирование этой же операции по нормативам Для крупносерийного производства. Операция выполняется на том же оборудовании тем же режущим инструментом при том же режиме резания. Следовательно, основное время остается без изменения, т. е, Т0 — 6,84 мин. [c.106]
Протягивание — один из наиболее производительных методов обработки резанием самых разнообразных поверхностей, обеспечивающий высокую точность и чистоту обработки. Но для протягивания требуется дорогой и сложный инструмент, поэтому экономически этот способ обработки оправдывается лишь при большом объеме продукции, т. е. в массовом и крупносерийном производствах. [c.106]
В массовом и крупносерийном производствах многостаночное обслуживание уже получило довольно широкое распространение, но возможности этого метода в серийном производстве пока еще используются совершенно недостаточно. [c.123]
[c.123]
Машинное изготовление стержней наиболее широко применяется в массовом и крупносерийном производстве. В зависимости от модели машины по нормативам [13] определяется продолжительность каждого комплекса приемов. [c.143]
В электропромышленности в условиях массового и крупносерийного производства средние размеры реализуемых возвратных отходов на отдельные группы материалов колеблются в пределах по черным металлам 15—25%, по цветным металлам 10—20%, по пластическим массам 10—15%, по проводам и кабелям 3—5%. Для серийного и единичного производства к указанным величинам может быть применен коэффициент, равный 1,2—1,5. Размер возвратных отходов зависит от степени прогрессивности применяемого технологического процес- [c.66]
Машиностроение — сложное производство, оно объединяет большое количество отраслей, изготовляющих как продукцию массового и крупносерийного производства, так и продукцию индивидуального и мелкосерийного производства машиностроению присущи все формы производственной специализации (предметная, технологическая, предметно-технологическая).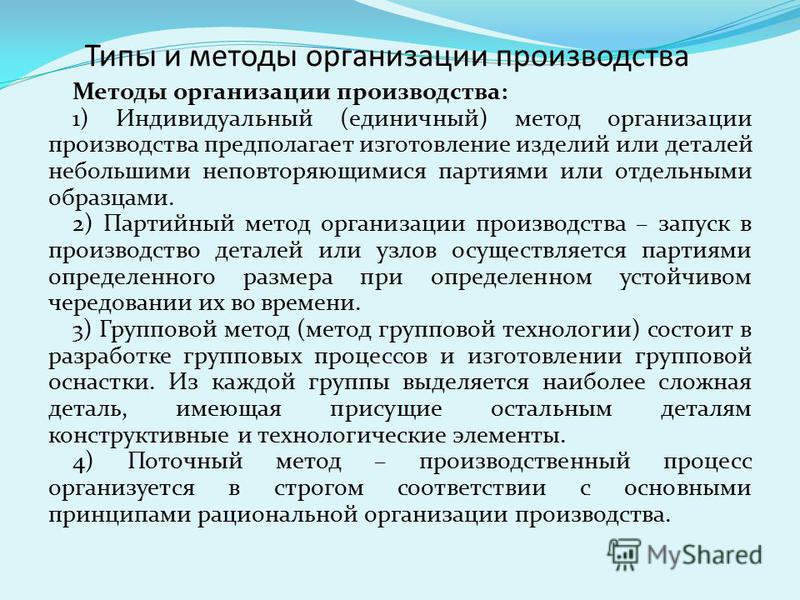 Машиностроение массового и крупносерийного производства (автомобилестроение, тракторное и сельскохозяйственное машиностроение и др.) имеет однотипную структуру организаций, состоящую, главным образом, из основных (заготовительные, механические, сборочные) и вспомогательных цехов. Такие организации имеют, как правило, массовый выпуск изделий, повторение процесса производства и не имеют производственных переделов. Поэтому в этих организациях применяется нормативный учет затрат.
[c.297]
Машиностроение массового и крупносерийного производства (автомобилестроение, тракторное и сельскохозяйственное машиностроение и др.) имеет однотипную структуру организаций, состоящую, главным образом, из основных (заготовительные, механические, сборочные) и вспомогательных цехов. Такие организации имеют, как правило, массовый выпуск изделий, повторение процесса производства и не имеют производственных переделов. Поэтому в этих организациях применяется нормативный учет затрат.
[c.297]
Попередельный полуфабрикат-ный В массовом и крупносерийном производстве, где Исчисляется себестоимость продукции каждого передела в НЗП оценивается по прямым за- [c.114]
В зависимости от количества одновременно изготовляемых одинаковых изделий, входящих в серию, различают мелкосерийное, среднесерийное и крупносерийное производство. [c.330]
Мелкосерийное производство оснащается преимущественно универсальным оборудованием, оно изготовляет продукцию в небольших количествах. Крупносерийное производство принимает черты массового производства. Развитие серийного производства и увеличение выпускаемых партий зависит от уровня специализации данного производства, углубление которой создает благоприятные условия для замены единичного производства, значительного увеличения партий, перехода к массовому производству.
[c.330]
Развитие серийного производства и увеличение выпускаемых партий зависит от уровня специализации данного производства, углубление которой создает благоприятные условия для замены единичного производства, значительного увеличения партий, перехода к массовому производству.
[c.330]
Групповой комплект — совокупность деталей одного наименования, которые обрабатываются по одинаковому технологическому процессу, имеют одинаковые партии обработки, длительность изготовления, опережения подачи на сборку. Групповой комплект используется в учете и планировании крупносерийного производства, при этом комплект рассматривается как одна условная деталь. При предметно-замкнутом типе производства в групповой комплект входят детали, обрабатываемые одновременно на всех рабочих местах участка, закрепленных за единым технологическим маршрутом. [c.96]
Изготовление некоторых запасных частей возможно в условиях ремонтных цехов. Однако этот путь также недостаточно эффективен. В средствах автоматизации значительный удельный вес составляют компоненты, полученные с помощью прогрессивных технологических процессов (штамповка, прессование, метод печатного монтажа, напыление в вакууме и т. д.). Такая же технология требует применения в массовом и крупносерийном производстве. В ремонтных цехах приходится использовать универсальное оборудование, что удорожает стоимость ремонтов. Например, пластины, скобы аппаратов и др. элементы на электротехническом заводе выполняются штамповкой с последующей зачисткой заусениц. В эксплуатации затраты на их изготовление возрастают в 10-12 раз.
[c.214]
д.). Такая же технология требует применения в массовом и крупносерийном производстве. В ремонтных цехах приходится использовать универсальное оборудование, что удорожает стоимость ремонтов. Например, пластины, скобы аппаратов и др. элементы на электротехническом заводе выполняются штамповкой с последующей зачисткой заусениц. В эксплуатации затраты на их изготовление возрастают в 10-12 раз.
[c.214]
На крупных машиностроительных предприятиях с массовым и крупносерийным производством подготовка производства новых изделий ведется централизованно под руководством главного инженера. Главному инженеру подчиняются главный конструктор, главный технолог, начальник лаборатории, начальник планового отдела, экономисты, социологи, программисты. Обработка создаваемых конструкций происходит в экспериментальном цехе или опытном производстве. Технологическая подготовка осуществляется в цехах. [c.156]
Предприятия, имеющие массовые, крупносерийные производства, добиваются конкурентных преимуществ в основном за счет [c. 215]
215]
Принцип разделения труда достаточно широко осуществляется на энергомашиностроительных предприятиях. Высокая трудоемкость и большая длительность многих операций по механической обработке ведущих деталей турбин и некоторых котельных агрегатов создает основную предпосылку для организации ряда технологических процессов по правилам крупносерийного производства. Это позволяет закреплять за одним рабочим местом выполнение отдельных операций и осуществлять автоматизацию производства. [c.35]
При постоянном непрерывно-поточном производстве поточные участки (поточные линии) загружаются одинаковой продукцией, т. е. одного и того же типоразмера в течение длительного периода, что соответствует обычно условиям массового, реже крупносерийного производства. Весь процесс ведется 2 J i 1 без всяких перерывов, переналадок стан- [c.72]
В массовом и частично крупносерийном производстве получил значительное распространение статистический метод технического контроля. Исходным положением этого метода явилась идея о том, что для экономичности производства следует вести борьбу не со случайными, а лишь с определенными причинами. Статистический метод основывается на применении теории вероятностей и математической статистики . Сущность его сводится к следующему [c.153]
Статистический метод основывается на применении теории вероятностей и математической статистики . Сущность его сводится к следующему [c.153]
Предприятия составляют план производства по номенклатуре продукции, устанавливаемой промышленным объединениям, с учетом заказов по прямым связям Перевод предприятий с массовым п крупносерийным производством (что характерно для химической н нефтехимической промышленности) па прямые длительные связи на базе долгосрочных хозяйственных договоров значительно повышает роль хоздоговора в планировании производства. С этим связано п усиление зависимости фондов экономического стимулирования от выполнения плана поставок по договорам п заказам [c.176]
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Крупносерийное производство. Изд. 2-е уточнен, и доп. М. НИИТруда, 1975. 344 с. [c.182]
Общемашиностроительные нормативы времени на слесарно-ебор очные работы по сборке машин.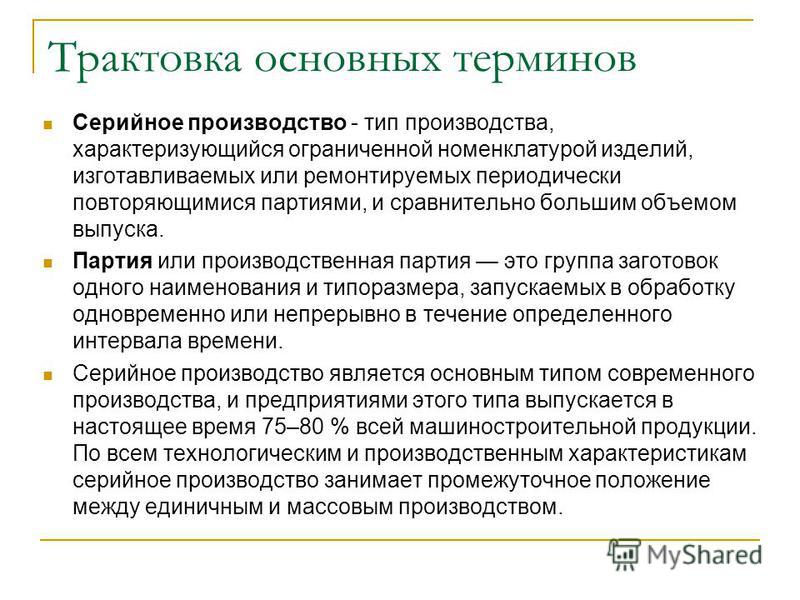 Массовое и крупносерийное производство. М. НИИТруда, 1973. 147 с.
[c.183]
Массовое и крупносерийное производство. М. НИИТруда, 1973. 147 с.
[c.183]
Попередельный метод используется в отраслях промышленности с массовым и крупносерийным производством, где сырье и материалы проходят последовательно несколько фаз обработки (переделов). При этом различают полуфабрикатный и бесполу-фабрикатный методы калькулирования в зависимости от особенностей производства [c.156]
Другой, не учтенный в примере, аспект – процессы наполнения стаканчика растворимым кофе и водой. В рассматриваемом примере связанные с этим затраты отнесены к структурным. Если бы здесь шла речь о крупносерийном производстве, то нужно бы было включить все позиции технологического процесса (так называемое технологическое время) в структуру продуктовых затрат. Вопрос об отнесении затрат к продуктовым или структурным решается с учетом действия временнбго фактора. Движение руки, приводящее к созданию физической субстанции продаваемого продукта, является элементом продуктовых затрат. Следующая за этим беседа с покупателем с целью его консультирования по поводу выбора покупки является элементом структурных затрат. [c.53]
[c.53]
Серийное производство – это что такое? Характеристика
Процесс производства продукции организуется в соответствии с различными критериями и подходами. Чтобы оптимизировать свои производственные циклы, увеличить финансовые результаты, предприятия подходят очень вдумчиво к способам изготовления своих изделий. Существует несколько общепризнанных способов выпуска продукции.
Серийное производство – это особая форма организации производственного цикла, основанная на определенных технологических, экономических особенностях, специализации, а также номенклатуре изделий предприятия.
Факторы производства
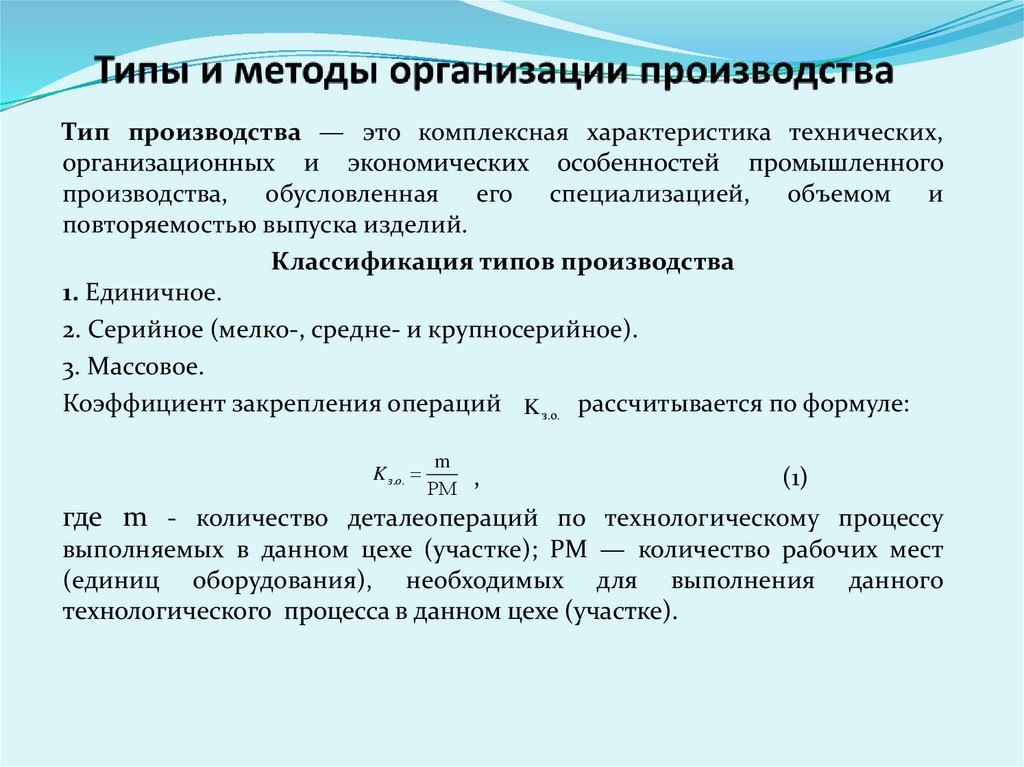
На тип производства имеют влияние ряд его характеристик и особенностей. Это технические, организационные и экономические показатели деятельности предприятия. Их обуславливают состав и широта номенклатуры, объем выпуска готовой продукции, а также ее стабильность и регулярность выпуска.
В зависимости от уровня специализации и концентрации различают единичное, серийное и массовое производство. Они определяются рядом факторов. В первую очередь на тип производства влияет объем выпуска и его номенклатура. При организации производственного цикла учитывают степень постоянства перечня создаваемой продукции, а также загруженность рабочих мест.
Они определяются рядом факторов. В первую очередь на тип производства влияет объем выпуска и его номенклатура. При организации производственного цикла учитывают степень постоянства перечня создаваемой продукции, а также загруженность рабочих мест.
Тот или иной тип организации производственного процесса применим ко всему предприятию, его участкам или даже отдельным рабочим местам. Отнесение компании к определенной категории довольно условно.
Типы производства
Существующие сегодня основные типы производства (единичное, серийное, массовое) имеют ряд характерных особенностей.
Для единичного производства характерен малый объем выпуска идентичных изделий. Их ремонт или повторный выпуск не предусмотрены.
При серийном производстве готовая продукция выпускается партиями. Причем их изготавливают с определенной периодичностью. Различают мелкосерийный, крупносерийный и среднесерийный тип выпуска продукции.
Массовое производство характеризуется наибольшими масштабами. Продукцию в этом случае изготавливают непрерывно и в больших количествах. Для этого требуется достаточно много времени.
Продукцию в этом случае изготавливают непрерывно и в больших количествах. Для этого требуется достаточно много времени.
Основные свойства серийного выпуска
Серийный тип производства является самым распространенным типом организации выпуска продукции многих отраслей. Изделия в этом случае характеризуются конструктивной однотипностью. Их выпускают сериями небольшого, среднего или крупного размера. Интервалы повторяются с определенной периодичностью. В процессе производственного цикла требуется некоторое время на изготовление продукции, а также перерывы, когда оборудование находится в состоянии покоя.
Под понятием «серия» следует понимать определенное количество однотипных товаров, которые создает отдельно взятое предприятие.
Номенклатура товаров при этом виде производства довольно большая. Разнообразнее этот показатель выглядит только при единичном подходе к организации выпуска товаров. Определенная часть изделий имеет сходство по технологическим и конструкционным признакам.
Признаки и преимущества
Организация серийного производства имеет ряд характерных признаков. Одним из них является повторяемость и периодичность процесса изготовления готовой продукции. Это делает производственный цикл ритмичным.
Выпуск товаров производится в больших или относительно больших объемах. Это дает возможность унифицировать создаваемую продукцию, а также сами технологические процессы. Изделия при этом могут быть изготовлены по стандартам и нормативам. Это предоставляет возможность применять их в конструктивных рядах большими партиями. При таком подходе снижается их себестоимость.
Помимо повышения качества готовой продукции, а также снижения ее себестоимости, организации имеют возможность приобретать специальное оборудование, заточенное для производства стандартных деталей и узлов. Производительность в этом случае также возрастает.
Основные черты
Характеристика серийного производства позволяет выделить основные черты этого способа организации выпуска товаров. К ним относится изготовление сериями с широкой номенклатурой однотипных деталей и узлов. Производственная деятельность в этом случае децентрализуется по цехам, отделениям и т. д. Возрастает их специализация.
К ним относится изготовление сериями с широкой номенклатурой однотипных деталей и узлов. Производственная деятельность в этом случае децентрализуется по цехам, отделениям и т. д. Возрастает их специализация.
Изготовление продукции выполняется как на основе заказов, так и заранее неизвестных заказчиков. Рабочие имеют средний уровень квалификации. Ручной труд характеризуется небольшими объемами.
Производственные циклы короткие. Технологический процесс типизирован. При этом применяется высокотехнологическое оборудование. Контроль качества автоматизирован. Применяются статистические методы управления соответствия стандартам продукции.
Недостатки
Серийное производство – это система, которая имеет ряд преимуществ. Но также этот подход к организации выпуска продукции имеет некоторые недостатки. В первую очередь следует отметить большую продолжительность цикла при неритмичной работе оборудования.
Частые переналадки, обслуживание техники, станков требует значительных затрат времени. В этом случае возрастают непроизводственные затраты. В производстве присутствуют большие перерывы. Они возникают вследствие подготовительных работ для изготовления товаров, деталей.
В этом случае возрастают непроизводственные затраты. В производстве присутствуют большие перерывы. Они возникают вследствие подготовительных работ для изготовления товаров, деталей.
При неправильном подходе к организации процесса производства может возрасти себестоимость изделий, а также снизиться оборачиваемость. При этом также может снизиться показатель производительности труда. Поэтому к процессу организации серийного выпуска товаров необходимо подходить серьезно, выполнять ряд расчетов и планирование.
Подтипы
Серийное производство условно разделяется на мелкое, среднее и крупное производство. Такое разделение является условным. Это связано с присутствием некоторых характерных особенностей единичного и массового принципа производства в некоторых подтипах.
Некоторые особенности, которыми обладают массовое и серийное производство, успешно сочетаются в крупносерийной подкатегории. При этом серии имеют большой масштаб. На их изготовление затрачивается большое количество времени. Перерывы между партиями небольшие и редкие.
Перерывы между партиями небольшие и редкие.
Если же партии маленькие, у таких типов циклов определяются некоторые черты единичного способа изготовления товаров. Этот подход часто применяют для создания малой партии деталей по спецзаказу. Причем в последнее время подобный подход значительно совершенствовался. Применение компьютерной техники позволяет снизить затраты рабочего времени, изготавливать на одной поточной линии несколько разных типов деталей.
Календарное распределение
Ритмичность, эффективность выпуска партиями готовой продукции позволяет организовать календарная разработка. Серийное производство требует распределения по нескольким этапам.
Если детали, узлы или заготовки планируется выпускать целый год, их распределяют по месяцам. После этого в плановом периоде определяется фонд времени, в процессе которого оборудование будет работать для изготовления требуемой номенклатуры.
Остаточная часть времени также оценивается. Его используют для создания других товаров, которые предусмотрены программой производства. Такие изделия распределяют в соответствии с календарными планами по срокам договоров с поставщиками и заказчиками.
Такие изделия распределяют в соответствии с календарными планами по срокам договоров с поставщиками и заказчиками.
Создание наборов
Предприятия серийного производства могут выпускать целые наборы продукции, срок изготовления которых находится в близких временных интервалах. Такие типы деталей, узлов комбинируют. Такие наборы позволяют относительно равномерно загрузить оборудование. Таким образом снижается количество номенклатурных комбинаций, которые закрепляются в отдельных месяцах.
Набор тех или иных деталей закрепляют за выбранным отрезком календарного периода. Предприятие заинтересовано в периодическом повторении подобных сочетаний в течение всего года. Это позволяет наладить ритмичный выпуск продукции.
Годовая программа по номенклатуре и объему создания готовых товаров должна быть полностью выполнена за календарный период. Причем при создании наборов продукции просчитываются различные комбинации изготовления деталей. Это дает возможность проверить загрузку производственных мощностей.
Система оперативно-производственного планирования
Серийное производство – это достаточно сложный тип организации, при котором наблюдается закрепление нескольких детале-операций за одним рабочим местом. Поэтому для оперативного планирования применяется несколько систем. К ним относится разработка будущего производства по цикловым комплектам, по заделам, а также по комплектным номерам. Создаются планы на основе непрерывного производственного процесса.
Для определения будущих цикловых наборов на основе межцеховых показателей исходными документами выступают план изготовления товаров на год, а также информация о составе комплекта. В них перечисляются все детали, заготовки, которые входят в состав. Плановый отдел берет во внимание календарные нормативы для каждой единицы продукции и всего набора.
Такой подход позволяет предприятию правильно организовать серийное производство, повысить производительность оборудования и трудовых ресурсов. Коррекция плановых циклов при формировании наборов предоставляет возможность выбрать самый выгодный вариант создания готовых товаров.
Преимущества планирования цикловых наборов
Серийное производство продукции не может эффективно осуществляться без планирования по цехам и заделам предприятия. Аналитики рассчитывают плановые сроки запуска циклового набора. Эта работа производится по каждому цеху компании. Планирование выполняется на основе установленных ранее сроков и очередности подачи наборов для их сборки. При этом берется в расчет нормативный показатель длительности каждого цикла. Вся система должна функционировать слаженно, выполняя задачи предприятия.
Планирование предоставляет компании целый ряд преимуществ. Изготовление товаров происходит ритмично, позволяя сократить время простоя техники и пролеживания заготовок, компонентов и деталей.
Планирование работы заделов
Самой гибкой в процессе планирования является система разработки программ для заделов. Сначала определяется фундаментальный уровень для расчета задела по деталям, узлам в каждом цехе. При организации производственного процесса ставится задача поддержания уровня изготовления товаров структурными единицами в соответствии с расчетным уровнем. Объем плановых заданий по каждому изделию определяют в днях или пятидневках относительно конечному выпуску продукции.
Объем плановых заданий по каждому изделию определяют в днях или пятидневках относительно конечному выпуску продукции.
Экономически выгодно сокращать операции подгонки конструкций, так как стабильность размеров деталей позволяет уменьшить удельный вес каждой ручной операции рабочих. Они выполняют несколько специализированных операций.
Разработка групповых процессов
Серийный тип производства отличается многообразием и сложностью организации. К нему относятся станкостроительные, машиностроительные предприятия. Для среднего и мелкосерийного производства целесообразно применять метод группового планирования.
Сущность такого подхода предполагает разработку групповых процессов и создание соответствующей базы оснастки. Все детали распределяют по типам. При этом учитывают их технологические, конструктивные сходства, а также применяемого однотипного оборудования.
Из каждой группы при планировании выделяют наиболее сложную деталь, у которой определяются схожие с остальными изделиями конструктивные элементы. Если ее нет, разрабатывается комплексная единица продукции. По ней проектируют оборудование, станки. Это позволяет изготавливать любую деталь группы. Такой подход делает серийное производство рентабельным.
Если ее нет, разрабатывается комплексная единица продукции. По ней проектируют оборудование, станки. Это позволяет изготавливать любую деталь группы. Такой подход делает серийное производство рентабельным.
Серийное производство – это наиболее часто встречающаяся форма организации процесса выпуска готовой продукции. Зная ее особенности, а также применяя методы планирования, аналитическая служба способна повысить рентабельность готовой продукции, усовершенствовать технологические циклы.
Определение массового производства (Преимущества, недостатки, примеры)
Сегодня массовое производство стало основным продуктом для бизнеса во всем мире и используется в самых разных отраслях, от производства до консервов и игр. Однако каковы характеристики массового производства? И чем он отличается от других форм производства? Давайте посмотрим на его характеристики ниже:
Массовое производство обычно использует в своем производственном процессе машины, каждая из которых выполняет определенную функцию. Например, для консервированного супа требуется одна машина, чтобы приготовить суп, другая, чтобы наполнить банку, и еще одна, чтобы закрыть ее. Тем не менее, некоторые отрасли по-прежнему требуют человеческого труда, например, производство автомобилей.
Например, для консервированного супа требуется одна машина, чтобы приготовить суп, другая, чтобы наполнить банку, и еще одна, чтобы закрыть ее. Тем не менее, некоторые отрасли по-прежнему требуют человеческого труда, например, производство автомобилей.
Автомобили часто производятся серийно и требуют сотни рабочих, каждый из которых выполняет определенную задачу. Один может починить окно, другой — починить колеса, а третий — рулевое управление. На освоение каждого из них требуется время, и, назначая одного человека для каждой работы, они могут производить автомобиль гораздо быстрее, чем один человек, который делает автомобиль за раз.
Массовое производство должно иметь бесперебойный производственный процесс. Это означает, что по мере изготовления продукт своевременно перемещается на следующую станцию. Например, консервы проходят ряд этапов.
Во-первых, нужно произвести еду. Во-вторых, необходимо поставить банки. Затем их помещают на сборочную линию, по которой они перетекают в бункер, из которого будет выдаваться еда.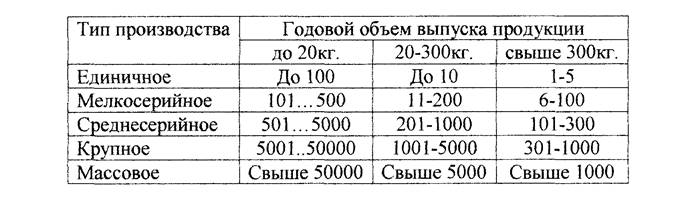 Затем банка будет перемещена на другую машину, в которой будет находиться банка. Затем он переходит к другому разделу, который исследует банку. Наконец, готовая банка затем перемещается на поддон или ящик, где она будет доставлена в свое окончательное место.
Затем банка будет перемещена на другую машину, в которой будет находиться банка. Затем он переходит к другому разделу, который исследует банку. Наконец, готовая банка затем перемещается на поддон или ящик, где она будет доставлена в свое окончательное место.
Массовое производство — очень стандартизированный процесс. Чтобы производить в таких больших количествах, товары должны быть одинаковыми. Если фирма захочет изменить выпуск товаров, это потребует значительных изменений и усложнит процесс. Это добавит времени и денег, особенно из-за потери потенциальной продукции.
Такого большого выхода можно добиться, только если процесс не отклоняется. Таким образом, сотрудники и машины, которые они используют, могут постоянно производить одни и те же товары. Изменяя процесс, сотрудники могут замедлиться, и потребуется время, чтобы изменить машины. Это требует времени и денег, что нецелесообразно для массовых продуктов.
Легко спутать серийное и массовое производство. В то время как серийное производство предназначено для удовлетворения определенного уровня спроса, массовое производство обеспечивает наиболее эффективный уровень. При остановке запуска процесса в серийное производство создаются дополнительные затраты, которые могут существенно повлиять на качество выпускаемой продукции.
При остановке запуска процесса в серийное производство создаются дополнительные затраты, которые могут существенно повлиять на качество выпускаемой продукции.
Наоборот, при массовом производстве товары производятся в количестве, которое может произвести фабрика или фирма. Если товар невозможно продать, то фирма может снизить цену до уровня себестоимости. Однако при массовом производстве конечная цена в первую очередь снижается.
Для запуска массового производства требуется большое количество ресурсов. Фирме потребуются все компоненты для организации оптимизированного процесса. Скорее всего, потребуется фабрика и оборудование, а также обученный персонал — все это требует значительных капиталовложений.
Если вы оглянетесь вокруг, то увидите, что большинство товаров, которые вы видите, производятся массово. Это потому, что это самый эффективный способ сделать их доступными для широких масс. Такие товары, как керамические миски ручной работы или письменный стол ручной работы, изготавливаются дольше, потому что они требуют значительного уровня навыков, а задача не может быть разделена. Они дороже, чем их серийные аналоги, но именно поэтому они часто пользуются большим спросом — из-за их редкости. Однако массовое производство сделало доступной покупку большого количества товаров. К таким примерам относятся:
Они дороже, чем их серийные аналоги, но именно поэтому они часто пользуются большим спросом — из-за их редкости. Однако массовое производство сделало доступной покупку большого количества товаров. К таким примерам относятся:
До того, как Генри Форд ввел конвейер и начал массовое производство модели Т, автомобили были доступны только богатым. Автомобили были настолько дорогими из-за неэффективного характера их производства, что рабочий и средний класс не могли себе их позволить.
После революционного изобретения Форда автомобили начали массово производить по всему миру. У каждого сотрудника своя задача. Один может поставить дверь, пока другой собирает руль, а третий шины.
Большинство консервов в наши дни изготавливаются с использованием массового производства. Производственный процесс в основном управляется машинами и протекает через систему конвейерных лент, которые заполняют и упаковывают продукты. Например, запеченные бобы постоянно проходят несколько этапов. Прежде всего, бобы регидратируются, а затем помещаются в банки. Затем они переходят на другой этап, где добавляются специи и томатный соус. Затем их варят, запечатывают, а затем заворачивают в фирменную бумагу.
Прежде всего, бобы регидратируются, а затем помещаются в банки. Затем они переходят на другой этап, где добавляются специи и томатный соус. Затем их варят, запечатывают, а затем заворачивают в фирменную бумагу.
Игровые приставки, такие как PlayStation и Xbox, являются примерами массового производства. И Sony, и Microsoft производят их в Азии, используя очень автоматизированный процесс с минимальным участием человеческого труда. Они обычно производятся в больших количествах, чтобы сделать их доступными для повседневного потребителя. Даже при существующих ценах обе фирмы получают небольшую прибыль, если вообще получают ее.
Без массового производства игровые приставки были бы слишком дорогими для большинства из нас. Только потому, что две фирмы производят в больших количествах, они могут получить выгоду от более низких долгосрочных удельных издержек.
Массово производятся не только мобильные телефоны, но и их детали. Например, большинство современных смартфонов получают входные данные со всего мира — от аккумуляторов на Тайване до камер в Японии и чехлов для них из Китая. Все они производятся серийно по всему миру и в основном производятся в Китае.
Все они производятся серийно по всему миру и в основном производятся в Китае.
На китайских фабриках части iPhone собираются вместе. В отличие от большинства других продуктов массового производства, это делается в основном вручную из-за деликатного характера сборки. Однако это делается так же, как на сборочной линии Ford. У каждого человека есть определенная задача, и полусобранный продукт передается каждому, чтобы он мог сыграть свою роль.
По данным New York Times: «На производственной площадке в Чжэнчжоу есть 94 производственные линии, и для сборки iPhone требуется около 400 шагов, включая полировку, пайку, сверление и установку винтов. Предприятие может производить 500 000 iPhone в день или примерно 350 в минуту».
Массовое производство широко используется во всем мире и во многих отраслях промышленности. Его популярность не лишена достоинств, и ряд преимуществ показывает, почему фирмы используют его:
Массовое производство — наиболее эффективная форма производства. Это связано с тем, что процесс сегментирован на составляющие. Таким образом, процесс никогда не останавливается. Он может непрерывно течь по сборочной линии, причем каждый этап завершается другой машиной или рабочим. Это происходит за счет гибкости, но это цена, которую стоит заплатить за значительное снижение затрат.
Это связано с тем, что процесс сегментирован на составляющие. Таким образом, процесс никогда не останавливается. Он может непрерывно течь по сборочной линии, причем каждый этап завершается другой машиной или рабочим. Это происходит за счет гибкости, но это цена, которую стоит заплатить за значительное снижение затрат.
В зависимости от типа производимой продукции требуется меньше сотрудников. Это приводит к предыдущей описанной эффективности. Требуя меньшего количества сотрудников, фирма имеет меньше накладных расходов. Это означает, что она может производить продукцию с меньшими издержками на единицу продукции и, следовательно, предоставлять ее массовому населению по более низкой цене.
Снижение затрат достигается по ряду причин. Во-первых, требуется меньше рабочих рук. Во-вторых, повышается эффективность производства. И, в-третьих, уменьшается количество отходов. Поскольку производственный процесс оптимизирован и в определенной степени автоматизирован, уровень отходов снижается.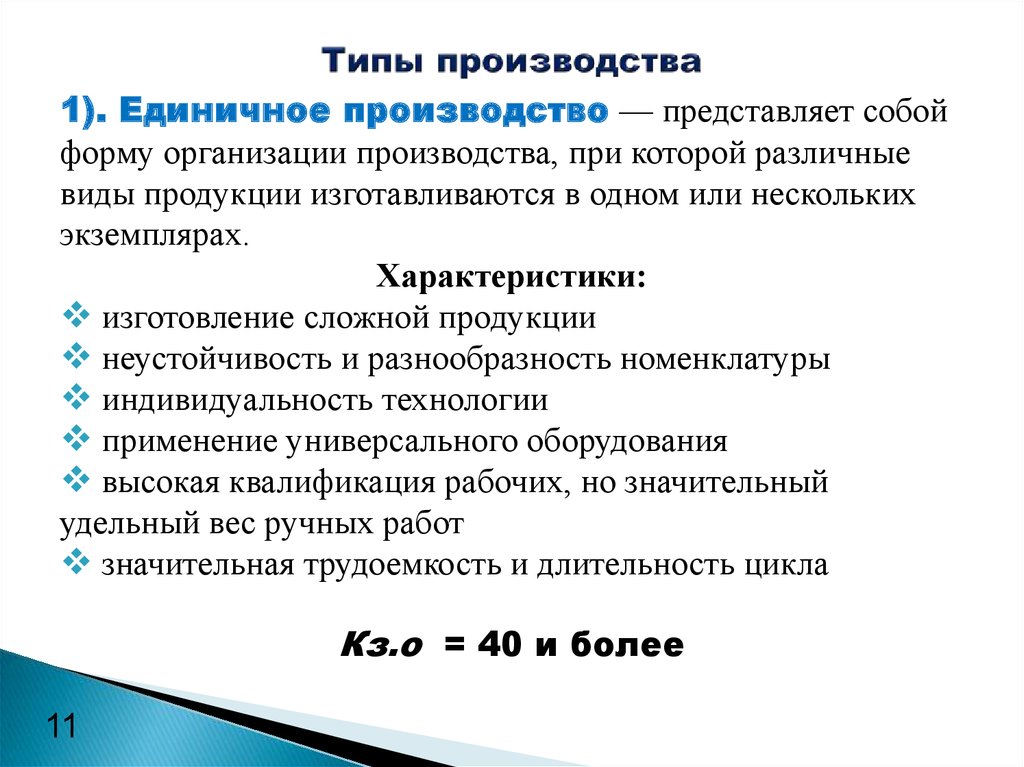
Например, другие формы производства могут потребовать от отдельного лица произвести весь конечный продукт. Если человек не обладает высокой квалификацией, он может совершить странную ошибку и повредить хорошему. Однако при массовом производстве работник более квалифицирован, поскольку он может сосредоточиться на одной конкретной задаче, что может сократить количество отходов и необратимых затрат из-за поврежденных товаров.
При массовом производстве все стандартизировано – от продукта до машин. Все повторяется снова и снова в одном и том же порядке. Эта точно настроенная машина означает, что каждый продукт имеет такое же качество, как и предыдущий. По мере того, как он проходит через сборочную линию, каждая точка реле выполняет определенную задачу. И поскольку задача настолько специфична, человек или машина могут производить ее с большой точностью.
Возможно, одним из самых больших преимуществ для производителя является высокая скорость массового производства. Это самый быстрый из всех производственных процессов, а конвейерные системы совершенствуются за гранью воображения. Теперь они могут идентифицировать продукты и перенаправлять их на следующий этап без вмешательства человека.
Теперь они могут идентифицировать продукты и перенаправлять их на следующий этап без вмешательства человека.
Хотя массовое производство является чрезвычайно популярным процессом среди производителей, оно не всегда является оптимальным для различных отраслей. Массовое производство имеет ряд недостатков, которые делают его непригодным для некоторых видов бизнеса. К таким примерам относятся:
Начало бизнеса массового производства требует огромных начальных затрат, таких как затраты на фабрику, землю и оборудование. Одни только эти затраты потребуют миллионы, чтобы начать работу. Малым стартапам будет сложно накопить этот капитал и конкурировать. В свою очередь, они должны использовать другие производственные процессы с более высокой стоимостью, что затрудняет конкуренцию.
Многие отрасли промышленности, в которых используется массовое производство, в основном используют машины. Тем не менее, есть отрасли, которые требуют использования высокого уровня рабочей силы.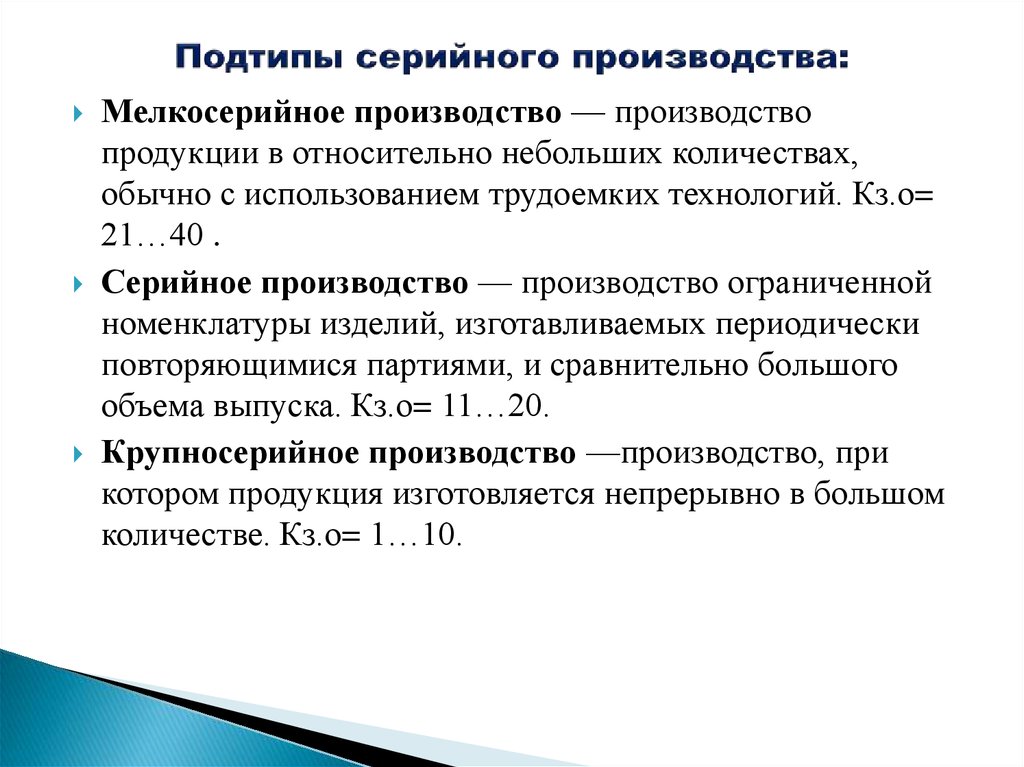 Например, для сборки iPhone требуются сотни рабочих. Проблема в том, что такая работа может стать обыденной. Поскольку у каждого работника есть очень специфическая задача, им поручают повторять ее снова и снова. Хотя это может повысить эффективность в краткосрочной перспективе, в долгосрочной перспективе это может привести к демотивации сотрудников.
Например, для сборки iPhone требуются сотни рабочих. Проблема в том, что такая работа может стать обыденной. Поскольку у каждого работника есть очень специфическая задача, им поручают повторять ее снова и снова. Хотя это может повысить эффективность в краткосрочной перспективе, в долгосрочной перспективе это может привести к демотивации сотрудников.
Потребительский спрос может меняться со временем, и когда рынок изменится, фирмам, занимающимся массовым производством, будет сложно и долго вносить изменения. Это особенно заметно в моде, которая опирается на постоянно меняющиеся стили. Другой пример можно увидеть в пищевой промышленности, когда пища может пойти в отходы, если производится слишком много. Могут быть сезонные колебания, которые могут затруднить определение спроса. Таким образом, когда продукты скоропортящиеся, выгоды от массового производства могут не стоить необратимых затрат на испорченные товары.
Массовое производство — определение, примеры, как это работает?
Массовое производство определяется как производство товаров в больших масштабах без ущерба для качества.
По сравнению с другими методами массовое производство позволяет производить больше единиц продукции в день при меньших затратах. Он использует преимущества эффекта масштаба. Сборочные линии, используемые в автомобильной промышленности, являются очень хорошим примером массового производства.
 По сравнению с другими методами массовое производство позволяет производить больше единиц продукции в день при меньших затратах. Он использует преимущества эффекта масштаба. Сборочные линии, используемые в автомобильной промышленности, являются очень хорошим примером массового производства.
По сравнению с другими методами массовое производство позволяет производить больше единиц продукции в день при меньших затратах. Он использует преимущества эффекта масштаба. Сборочные линии, используемые в автомобильной промышленности, являются очень хорошим примером массового производства.Сборочная линия занимает неотъемлемое место в массовом производстве, где существует разделение труда, специализация и крупномасштабное машинное производство идентичных товаров или компонентов.
Содержание
- Определение массового производства
- Как работает массовое производство?
- Mass Production Example
- Real-World Application
- Mass Production Advantages & Disdvatanges
- Advantages
- Disadvantages
- Frequently Asked Questions (FAQs)
- Recommended Articles
- Mass production involves bulk manufacturing goods с помощью сборочной линии снизить себестоимость единицы продукции и добиться стандартизации.
- Массовое производство основано на тщательном разделении труда. Весь процесс разделен на специализированные задачи, включающие часто повторяющиеся движения.
- Крупномасштабное производство использует концепцию экономии за счет масштаба. Попытка идеального баланса между человеческим трудом и машинами. Разделение труда, стандартизация и специализация интегрированы для оптимизации производительности. В результате затраты сведены к минимуму.
- Для работы на сборочной линии станки, используемые в крупносерийном производстве, стандартизированы. Детали одного компонента спроектированы так, чтобы легко вставляться в другой компонент. Эти стандартизированные машины производятся в больших количествах.
Как работает массовое производство?
Вы можете свободно использовать это изображение на своем веб-сайте, в шаблонах и т. д. Пожалуйста, предоставьте нам ссылку с указанием авторства. Как указать авторство? Массовое производство оказало огромное влияние благодаря промышленной революции. Но массовое производство существовало еще до появления передовых машин. Например, агентство Reuters недавно сообщило об археологической находке древней пивоварни.
Но массовое производство существовало еще до появления передовых машин. Например, агентство Reuters недавно сообщило об археологической находке древней пивоварни.
Старинная пивоварня имела феноменальную производственную мощность 22 400 литров. Такое гигантское количество составляет основу массового производства. Это открытие устанавливает, что массовое производство является 5000-летней концепцией, восходящей к египетской цивилизации.
Крупномасштабное производство использует концепцию экономии за счет масштаба. Попытка идеального баланса между человеческим трудом и машинами. Как правило, производственные задачи распределяются между рабочими с использованием разделения труда. Постоянно повторяющиеся задачи помогают в стандартизации и специализации, что оптимизирует производительность. В результате стоимость минимизируется.
Для работы на сборочной линии машины, используемые в крупномасштабном производстве, стандартизированы. Детали одного компонента спроектированы так, чтобы легко вставляться в другой компонент. Даже когда компоненты автомобиля производятся в разных странах, их можно легко собрать.
Даже когда компоненты автомобиля производятся в разных странах, их можно легко собрать.
Пример массового производства
Значение массового производства можно лучше понять на примере сборочной линии автомобиля. Важные шаги, связанные с производством автомобиля, следующие:
- Установка двигателя
- Установка капота
- Установка колес
В традиционном методе за один раз можно было выполнить только один из шагов. На сборочной линии работа разделена на специализированные рабочие места. Когда рабочая станция двигателя завершена, автомобиль передается на рабочую станцию капота и, наконец, на рабочую станцию колес.
В результате производится одновременно три автомобиля. На сборочной линии сборка автомобилей распределяется между несколькими станциями, которые работают одновременно. Когда на станции заканчивается вагон, он передает его следующему. Таким образом, три станции могут одновременно работать на трех вагонах, каждый на разном этапе сборки.
Реальное применение
Среди многочисленных примеров массового производства американский промышленник Генри Форд выделяется своей сборочной линией. Благодаря новому процессу Генри быстро основал Ford Motor Company. В 1913 году ему удалось совместить разделение труда, рентабельность и объем производства.
С небольшими обновлениями сборочная линия спустя столетие все еще распространена. Огромный объем завораживает; современные сборочные линии производят не 100-200 изделий, а гигантские десятки тысяч штук в месяц. Сборочное производство требует большого количества рабочей силы и оборудования.
Гигантская сборочная линия разбита на производство в час. Во время промышленной революции еще одним важным шагом в крупномасштабном производстве было измерение времени, затрачиваемого каждым рабочим. В эти точки рабочего процесса вносятся улучшения. Цель состоит в том, чтобы обеспечить экономически эффективную интеллектуальную работу.
Синхронизация в массовом производстве является самой большой проблемой на любой сборочной линии. В нем много движущихся частей; у каждого работника есть специализированная функция, работающая в тандеме. Один-единственный недостаток остановит всю сборку. Предел погрешностиПредел погрешностиПредел погрешности — это статистическое выражение, определяющее процентную долю, на которую полученный результат будет отличаться от фактического значения. Стандартное отклонение, деленное на размер выборки, умножающее полученное значение на критический коэффициент. Погрешность = Z * ơ/√n, следовательно, мизерная. Сборочные линии имеют фиксированные цели на каждый день, неделю и месяц. Обслуживание сборки включает в себя управление запасами, цепочкой поставок, затратами и контролем качества.
В нем много движущихся частей; у каждого работника есть специализированная функция, работающая в тандеме. Один-единственный недостаток остановит всю сборку. Предел погрешностиПредел погрешностиПредел погрешности — это статистическое выражение, определяющее процентную долю, на которую полученный результат будет отличаться от фактического значения. Стандартное отклонение, деленное на размер выборки, умножающее полученное значение на критический коэффициент. Погрешность = Z * ơ/√n, следовательно, мизерная. Сборочные линии имеют фиксированные цели на каждый день, неделю и месяц. Обслуживание сборки включает в себя управление запасами, цепочкой поставок, затратами и контролем качества.
Он также известен как поточное производство, непрерывное производство и серийное производство. Автомобильная промышленность популяризировала массовое производство. Это один из трех основных методов производства наряду с производством на заказ и серийным производством.
Преимущества и недостатки массового производства
Преимущества
- В дополнение к сокращению затрат массовое производство увеличивает общую производительность. По данным New York Times, завод по производству iPhone в Центральном Китае производит колоссальные 500 000 единиц в день. Он включает в себя в общей сложности 400 шагов по сборке iPhone со скоростью 350 единиц в минуту.
- Для продукции с высоким спросом массовое производство дает очевидное преимущество более быстрой доставки. Это напрямую приводит к сокращению времени ожидания для клиента.
- Массовое производство позволяет производителям работать с низкой себестоимостью прибыли. Маржа прибыли Маржа прибыли — это показатель, который руководство, финансовые аналитики и инвесторы используют для измерения прибыльности бизнеса по отношению к его продажам. Он определяется как отношение суммы сгенерированной прибыли к сумме сгенерированного дохода. читать далее. Это помогает компаниям выживать на конкурентных рынках.
- Продукты и отрасли массового производства развиваются быстрее. Чем больше единиц, тем больше обратной связи, что приводит к более быстрым улучшениям.
- Единообразие и стандартизация процессов – еще одно преимущество крупносерийного производства. Независимо от продукта, используемое оборудование и рабочая сила должны быть одинаковыми. Это помогает потребителям относиться к продукту или услуге, что поддерживает их лояльность к бренду.
 По данным New York Times, завод по производству iPhone в Центральном Китае производит колоссальные 500 000 единиц в день. Он включает в себя в общей сложности 400 шагов по сборке iPhone со скоростью 350 единиц в минуту.
По данным New York Times, завод по производству iPhone в Центральном Китае производит колоссальные 500 000 единиц в день. Он включает в себя в общей сложности 400 шагов по сборке iPhone со скоростью 350 единиц в минуту.
Недостатки
- Запуск массового производства обходится дорого, особенно первоначальные расходы. Приобретение и поддержание земли, техники и рабочей силы стоит миллионы. Следовательно, очень немногие предприятия могут позволить себе крупномасштабное производство. Следовательно, большинство новых предприятий, стремящихся к массовому производству, оказываются в невыгодном положении.
- Другим недостатком является то, что массовое производство является следствием массовой однородности. Таким образом, помимо тонких настроек, трудно внести изменения. В быстро меняющемся мире восприятие потребителей тоже меняется быстро, поэтому компании, занимающиеся массовым производством, находятся в невыгодном положении. Они менее гибкие. Небольшим производственным подразделениям будет проще вносить массовые изменения в продукт.
- Массовое производство обеспечивает массовое предложение, но если не удовлетворить огромный спрос, оно может внезапно обернуться огромными потерями. Это известно как накопление запасов, что является еще одним серьезным недостатком крупномасштабного производства. Таким образом, компании, занимающиеся массовым производством, более подвержены колебаниям вкусов и предпочтений клиентов.
 Они менее гибкие. Небольшим производственным подразделениям будет проще вносить массовые изменения в продукт.
Они менее гибкие. Небольшим производственным подразделениям будет проще вносить массовые изменения в продукт.Часто задаваемые вопросы (FAQ)
Каковы три элемента массового производства?
Специализация, стандартизация оборудования и разделение человеческого труда являются тремя основными элементами массового производства.
Каковы основные виды массового производства?
Крупносерийное производство включает поточное производство, серийное производство и серийное производство.