Кто создал прокатный стан позволявший производить листовую сталь: Прокатный стан. 100 знаменитых изобретений
alexxlab | 17.02.2023 | 0 | Разное
Прокатный стан. История техники и изобретений
Идея заменить трудоёмкую ковку прокатом металла возникла в начале XVI в., и тогда же появились первые прокатные станы, придающие металлу форму обжатием его между вращающимися вальками. Мощности водяных колёс, приводивших в движение прокатные станы, хватало только на обработку мягких металлов — олова, свинца, меди. Появление парового двигателя позволило прокатывать твёрдую сталь. Развитие железных дорог повысило спрос на прокатную продукцию — стальные рельсы. Первый стан, прокатывавший стальные рельсы, заработал в 1828 г. в английском Бедлингтоне.
1. Украшения из золотой проволоки. Северная Европа. II — I тыс. до н. э. 2. Русская скань: золотой браслет XIII в. и серебряная пуговица XVI в.
Ювелирная мысль
Проволочные украшения в II тыс. до н. э. подтверждают, что уже тогда древние мастера помимо ковки — простейшего способа обработки металлов давлением — использовали волочение — протаскивание литых стержней мягких металлов через узкие отверстия 
В Византии и на Руси выкладывание узоров из проволоки — скань — было особенно популярно. Проволоку для скани часто плющили, и, возможно, ещё в XV в. для этого стали использовать плющильные вальцы. Позднее, сделав в вальцах ручьи — выемки разной ширины и формы, нашли новый способ волочения проволоки: ручей обжимал заготовку, придавая ей нужную толщину и профиль. Плющильные ювелирные вальцы могли стать прообразом листового прокатного стана (для прокатки плоских металлических листов), а вальцы для волочения проволоки подсказали идею формовочного прокатного стана (для прокатки балок разного профиля).
Прокатный стан Леонардо да Винчи: рисунок 1495 г. и современный макет.
Ручкой (1) вращался верхний валец (2), а через зубчатую передачу (3) из нескольких шестерёнок (для облегчения вращения) движение сообщалось и нижнему вальцу (4).
Скалки для металла
Ручной прокатный стан для получения тонких листов мягкого металла придумал Леонардо да Винчи в 1495 г. В XVI в. на таких станах с гладкими оббитыми железом вальцами, вращаемыми зубчатой, или червячной, передачей, стали прокатывать оловянные, свинцовые и медные полосы и листы для пивоваренных чанов, водосточных труб и желобов, бочарных ободов и других изделий. Вальцы, вращаемые водяным колесом, раскатывали эти мягкие металлы, как скалка тесто.
Осилить железо
В Швеции в 1707 г. прокатный стан с мощным гидравлическим двигателем прокатывал размягчённые в печи литые железные плиты 2 см толщиной, превращая их в тонкое листовое железо. В 1710-х гг. в Саксонии работали плющильные станы для прокатки полосового железа из литых прутков. Вальцы станов выдавливали из железа оставшиеся шлаки, повышая качество металла в изделии. В 1719 г. саксонский опыт перенял немецкий инженер на русской службе Г.В. де Геннин и наладил подобное производство на уральских заводах, заменив хрупкий чугун в вальцах кованым железом.
Вальцы станов выдавливали из железа оставшиеся шлаки, повышая качество металла в изделии. В 1719 г. саксонский опыт перенял немецкий инженер на русской службе Г.В. де Геннин и наладил подобное производство на уральских заводах, заменив хрупкий чугун в вальцах кованым железом.
Прокатный стан де Геннина на уральских заводах. Рисунок XVIII в. Размягчённую в печи заготовку — железный прут (1) — рабочий (2) вставлял меж железными вальцами стана. Вальцы сжимались винтами (3), сдавливая заготовку. Водяное колесо (4) вращало нижний валец (5), который посредством зубчатой передачи (6) передавал вращение верхнему вальцу (7). Прут прокатывался, равномерно уплощаясь и утончаясь, и другой рабочий (8) вытаскивал из вальцов ровную тонкую полосу железа.
Становление металлопроката
Становление металлопроката связано с самой быстроразвивающейся отраслью XIX в. — железнодорожным транспортом. В 1828 г. по заказу Дж. Стефенсона для железной дороги Ливерпуль-Манчестер на паровых формовочных прокатных станах Бедлингтонского завода начали прокатывать стальные рельсы. Делать рельсы целиком из пудлинговой стали было слишком дорого, поэтому заготовкой рельсов стал пакет (набор) разных видов железа: на подошву рельса шло кованое железо, а грибовидный выступ, по которому катились паровозные колёса, делался из пудлинговой стали.
Делать рельсы целиком из пудлинговой стали было слишком дорого, поэтому заготовкой рельсов стал пакет (набор) разных видов железа: на подошву рельса шло кованое железо, а грибовидный выступ, по которому катились паровозные колёса, делался из пудлинговой стали.
Превратить этот пакет в монолитное изделие строго стандартной формы можно было только прокатом. Пакет раскаляли и несколько раз прокатывали в стане профильными ручьями: с каждым прокатом форма заготовки становилась ближе к заданной. После последней прокатки в ручье чистового стана получался гладкий стандартный рельс. На прокатных станах изготавливались и стальные листы для паровозных корпусов и паровых котлов.
Развитие идеи
Г. Бессемер, в 1856 г. открывший дешёвый способ получения качественной стали — бессемеровский процесс, вытеснивший пудлингование, совершил революцию и в металлопрокате, в 1857 г. запатентовав литейно-прокатные станы. Для бессемеровского стана не требовалась заготовка — выплавленная сталь сразу заливалась между прокатными вальцами, металл быстро застывал на вальцах, но, будучи совсем мягким, легко деформировался — так удавалось получить очень прочные стальные листы толщиной от 2 см до 1 мм.
Для бессемеровского стана не требовалась заготовка — выплавленная сталь сразу заливалась между прокатными вальцами, металл быстро застывал на вальцах, но, будучи совсем мягким, легко деформировался — так удавалось получить очень прочные стальные листы толщиной от 2 см до 1 мм.
Производство тонколистовой стали сразу произвело переворот в судостроении. К этому времени военный флот из парусного уже превратился в паровой. Но если парусному судну небольшая пробоина в борту не мешала продолжать бой, то пароход полностью обездвиживало любое повреждение паровой машины, а от снарядов двигатель защищала только деревянная обшивка борта. Обшивка из лёгкой и прочной листовой стали оказалась отличной бронёй для двигателя. Так появился новый класс кораблей — броненосцы. Вскоре и гражданские пароходы стали строить из металла.
Поделиться ссылкой
Краткая история металлопроката для листового и толстолистового проката
Опубликовано: 16th January 2017 by Kyle Smith
В первый день нашего курса по технологии алюминиевого проката я провожу занятие под названием «Обзор оборудования и процессов». Часть этого охватывает историю металлопроката от первых известных чертежей стана до современного прокатного оборудования, доступного сегодня. Металлопрокат имеет интересную историю, и я поделюсь ею в блоге на этой неделе.
Часть этого охватывает историю металлопроката от первых известных чертежей стана до современного прокатного оборудования, доступного сегодня. Металлопрокат имеет интересную историю, и я поделюсь ею в блоге на этой неделе.
Более простой способ формовать металл
Ранние рабочие-металлисты обнаружили, что ковка формы с помощью молотков из более простой литой формы позволяет создавать объекты намного прочнее, чем те, которые формируются только путем литья. Однако ручная ковка была трудоемкой даже для мягких металлов, поэтому росло давление на создание машин, помогающих в процессе формовки.
Раннее оборудование для прокатки металлов
Рис. 1. Проект Да Винчи для прокатного стана с опорными валками (авторские права Science Museum/Science & Society Picture Library)Оборудование, которое последовало за изготовлением листовых изделий, оказалось очень простым по конструкции.
Неизвестно, кто создал первый прокатный стан. Однако один из самых ранних рисунков принадлежит Леонардо да Винчи. Это даже показывает потребность в опорных валках большего диаметра для поддержки более длинных рабочих валков меньшего диаметра, рис. 1.
Это даже показывает потребность в опорных валках большего диаметра для поддержки более длинных рабочих валков меньшего диаметра, рис. 1.
15-й – 17-й век
металлы.
Однако по мере того, как эти технологии становились все более широко известными, возрастал спрос на продукцию металлопроката. Имеются сведения о прокатке свинца и олова на простых двухвалковых мельницах с чугунными валками в начале XVII века.
На тот момент прокатные станы не перерабатывали большие объемы металла, которые мы видим сегодня. Кроме того, требуемое качество этих ранних продуктов было «плохим», если мы измеряем его по сегодняшним строгим стандартам. Однако никто не разрабатывал приложения, требующие более качественного материала. Энергия также была важным фактором для дальнейшего расширения этой технологии.
К концу семнадцатого века стало возможным отливать большие железные валки и, следовательно, строить более тяжелые мельницы. Эти мельницы приводили в движение лошади, а затем водяные колеса.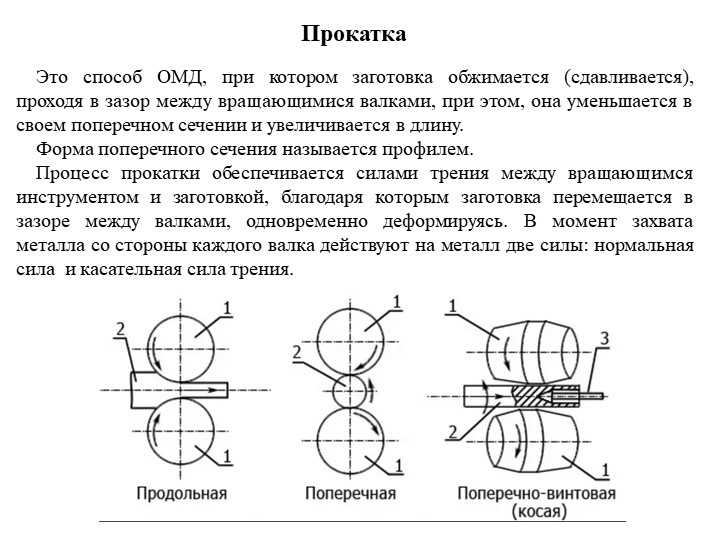
18-й – 20-й век
В течение восемнадцатого века появились 4-высокие конструкции (через 300 лет после да Винчи). Это произошло потому, что люди обнаружили, что валки меньшего диаметра требуют меньшей нагрузки для уменьшения толщины металла. Следовательно, можно было использовать более легкую раму.
В конце восемнадцатого века, с появлением паровой энергии, мельницы стали напоминать свои современные аналоги. В течение девятнадцатого века и в начале двадцатого века размер и мощность мельниц увеличивались с небольшими изменениями в основной конструкции. Паровые двигатели были способны развивать мощность свыше 10 000 л.с. Одним из примеров этого является двигатель мощностью 12 000 л.с. (8,9MW) Двигатель реки Дон, построенный Davy Brothers в 1905 году для катания броневых листов. Однако более эффективная технология электродвигателей постепенно вытесняла паровую энергию в двадцатом веке.
Интересно, что здесь, в Innoval, у нас есть своя связь с металлопрокатом восемнадцатого века. Наш бывший управляющий директор, прадед доктора Тома Фарли, Рубен Фарли, в 1861 году основал компанию по производству прокатных станов и валков в Уэст-Бромидже, Великобритания. Компания была «Тейлор и Фарли».
Наш бывший управляющий директор, прадед доктора Тома Фарли, Рубен Фарли, в 1861 году основал компанию по производству прокатных станов и валков в Уэст-Бромидже, Великобритания. Компания была «Тейлор и Фарли».
Том Фарли — наш эксперт по вибрации прокатных станов. Я уверен, что Рубен Фарли был бы очень горд узнать, что в семье Фарли до сих пор существует опыт в области металлопроката.
Рисунок 2. Плакат, рекламирующий фабрику Taylor & Farley, 1888 г. (www.gracesguide.co.uk)Сегодняшние прокатные станы
Основа конструкции современного оборудования не слишком отличается от ранних конструкций, особенно если принять во внимание базовые 2 -Высокая мельница. Он просто использует разные типы материалов и конструкций рулонных штабелей. Однако сегодняшние мельницы теперь предназначены для обработки множества металлов для широкого применения конечными пользователями. В некоторых случаях в стопке рулонов более 20 рулонов. Это ясно демонстрирует, что конструкции мельниц и их требования существенно изменились по сравнению с ранними базовыми конструкциями.
Сегодня мы производим продукцию гораздо более высокого качества, которая соответствует строгим стандартам точности размеров, свойств поверхности и материала. Все это необходимо учитывать при проектировании новых станов, будь то листовой или рулонный прокат.
Рис. 3. «Простой» комбинированный черновой и чистовой стан с 4 реверсивными клетями от Danieli. Стан на рис. 3 способен производить высококачественные толстые и тонкие листы и листы (рулоны). Ленточные обмотчики в этом случае расположены как на входе, так и на выходе из мельницы. Эти ленточные упаковщики предназначены для перемещения внутрь и наружу по мере необходимости для производства листового или рулонного проката. С производительностью более 200 тыс. тонн в год эта конструкция представляет собой значительный технологический скачок по сравнению с тем, с чего все началось еще во времена Леонардо да Винчи.
Курс по технологии прокатки алюминия
Наш курс по технологии прокатки алюминия охватывает все ключевые аспекты горячей и холодной прокатки алюминиевых плоских изделий. Я и мои коллеги пишем и доставляем модули. Между нами есть огромный опыт работы в отрасли. Мы хорошо знакомы с повседневными проблемами прокатного производства, и мы создали этот курс, чтобы помочь вам решить их. Многие презентации дополняются практическими занятиями.
Я и мои коллеги пишем и доставляем модули. Между нами есть огромный опыт работы в отрасли. Мы хорошо знакомы с повседневными проблемами прокатного производства, и мы создали этот курс, чтобы помочь вам решить их. Многие презентации дополняются практическими занятиями.
Курс проводится два раза в год здесь, в Банбери, или онлайн. Вы можете скачать регистрационную форму (которая содержит расписание и информацию о стоимости) здесь. Наконец, вам может быть интересно узнать, что этот курс признан Институтом материалов, полезных ископаемых и горного дела (IOM3) в качестве профессионального развития.
Первоначально этот пост в блоге был написан Марком Реваджем, который сейчас покинул компанию. Пожалуйста, свяжитесь с Кайлом Смитом, если у вас есть какие-либо вопросы.
Историческое развитие Rolling Mills – Ispatguru
Историческое развитие Rolling Mills
- Satyendra
- 24 января 2021
- 0 Комментарии , Mill Mill glinal Rolgian glistif rolgian gling rolgiin alling rolgian gling rolgiin glivian oling glistif rolgian glivian glivian gling rolgian gling glistif glivian gling glivian gling glistif glistif glistif glivian gling glivian.
 Эскиз да Винчи, Ручной стан, Листовой стан, Продукция прокатного стана, Структура прокатного стана, прокатные станы, Стан с паровым приводом,
Эскиз да Винчи, Ручной стан, Листовой стан, Продукция прокатного стана, Структура прокатного стана, прокатные станы, Стан с паровым приводом,Историческое развитие прокатных станов
В металлообработке прокатка – это процесс формовки металла, при котором металл пропускается через одну или несколько пар валков для уменьшения толщины, придания ему одинаковой толщины, придания ему желаемой формы и/или придания желаемого механического имущество. При прокатке рабочий материал деформируется сжимающими силами между постоянно вращающимися валками. Другими словами, металл проходит между прядильными валками, и прикладываемая сила уменьшает толщину материала. Изменяются как формы металлов, так и внутренняя структура. Процесс прокатки металла можно сравнить с прокаткой теста булавкой. Прокатка является одним из важнейших производственных процессов в современном мире. Подавляющее большинство всех производимых сегодня металлических изделий подвергается прокатке в какой-то момент их изготовления.
Современные прокатные станы представляют собой полностью автоматизированные, высокоскоростные и высокопроизводительные станы, которые часто включают металлургическую обработку прокатываемых материалов для достижения желаемой микроструктуры и/или механических свойств прокатываемого материала. Этот уровень совершенства в процессе прокатки и в прокатных станах не был достигнут за счет одного изобретения, а является плодом большого количества небольших непрерывных улучшений, осуществляемых с течением времени.
Роллинг существует сотни лет. Первые валки были маленькими, с ручным приводом, и их использовали для выравнивания золота и серебра при изготовлении ювелирных изделий и предметов искусства. Прокатные станы были найдены на Ближнем Востоке и в Южной Азии еще в 600 г. до н.э. (до нашей эры). Эти мельницы были грубой формы, но они использовали те же основные принципы, которые связаны с процессом прокатки. Первая известная конструкция прокатного стана в Европе датируется 1485 годом и приписывается Леонардо да Винчи. На одном из своих рисунков он впервые описал возможность «прохождения материала» между двумя цилиндрическими роликами с параллельными осями для изменения его толщины. Также в этом случае он был предусмотрен для холодной прокатки пластичных материалов, особенно свинца, олова и т. Д. Эта конструкция была очень продвинутой для того времени, и неизвестно, был ли когда-либо построен какой-либо стан на основе этой конструкции.
На одном из своих рисунков он впервые описал возможность «прохождения материала» между двумя цилиндрическими роликами с параллельными осями для изменения его толщины. Также в этом случае он был предусмотрен для холодной прокатки пластичных материалов, особенно свинца, олова и т. Д. Эта конструкция была очень продвинутой для того времени, и неизвестно, был ли когда-либо построен какой-либо стан на основе этой конструкции.
Энергия, используемая для привода прокатных станов, прошла четыре этапа. Первый этап был ручным этапом. На этом этапе источник энергии, необходимый для ранней прокатки, был небольшим, и валки с ручным приводом использовались для выравнивания металлов для ювелирных изделий и произведений искусства. В более поздних машинах мужчины крутили регулируемую крестовину или кривошип, которые крепились к валкам. Ручная сила могла катать только более мягкие металлы, такие как золото, серебро, олово и свинец.
На втором этапе прокатные станы использовали гидравлическую энергию. Использование энергии движущейся воды из реки давало бесплатную энергию, достаточно сильную, чтобы катать более твердые металлы, такие как железо. Гидроэнергетика имела серьезные недостатки. Засухи и низкие температуры могут уменьшить сток воды. Кроме того, валки, использующие гидравлическую энергию, двигались только в одном направлении.
Использование энергии движущейся воды из реки давало бесплатную энергию, достаточно сильную, чтобы катать более твердые металлы, такие как железо. Гидроэнергетика имела серьезные недостатки. Засухи и низкие температуры могут уменьшить сток воды. Кроме того, валки, использующие гидравлическую энергию, двигались только в одном направлении.
На третьем этапе прокатные станы использовали энергию пара. Паровая энергия впервые появилась в конце 1700-х годов благодаря изобретению Джеймса Уатта. Паровая машина создала физическую силу, которая заменила ручную/животную силу. Прокатные станы этой эпохи использовали мощность, создаваемую паровыми двигателями. Паровые двигатели обычно использовались для привода мельниц в 1800-х годах, а к концу 1800-х годов паровые двигатели были самым популярным источником энергии. Несмотря на свою мощь в обеспечении энергией, паровые двигатели были в значительной степени неэффективны.
На четвертом этапе прокатные станы использовали электроэнергию. Преимущество заключалось в том, что выработка электроэнергии могла быть отделена от прокатных станов, поскольку электроэнергия удобно передавалась от удаленных генераторов к двигателям, непосредственно подключенным к прокатным станам. Прокатный стан с электрическим приводом впервые появился примерно в 1900 году. Электроэнергия по-прежнему остается предпочтительным вариантом для эксплуатации.
Преимущество заключалось в том, что выработка электроэнергии могла быть отделена от прокатных станов, поскольку электроэнергия удобно передавалась от удаленных генераторов к двигателям, непосредственно подключенным к прокатным станам. Прокатный стан с электрическим приводом впервые появился примерно в 1900 году. Электроэнергия по-прежнему остается предпочтительным вариантом для эксплуатации.
Ранее листовое железо в Европе производилось ковкой, а не прокатными станами. Настоящий поворотный момент в производстве листового металла произошел с появлением прокатного стана. К 1600-м годам было известно, что прокатные станы, а не маленькие валки с ручным приводом, работали, и железо только появилось как металл, способный прокатываться. Есть сообщения о двух прокатных станах около 1501 года. Один использовался для получения золотых листов одинаковой толщины, из которых можно было вытягивать монеты, а второй – для резки предварительно сформированных листов на полосы. Оба больше использовались как «отделочные устройства», а не для уменьшения толщины.
Первыми прокатными станами были продольно-резательные станы, которые были введены в эксплуатацию в 1590 году. Они пропускали плоские прутки между валками для формирования листа железа, который затем пропускали между рифлеными валками (режущими станками) для производства прутков из железа. В 1590 году прокатный стан Леонардо да Винчи был запущен, используя два тяжелых цилиндра для прессования различных типов металла, изменяя их толщину. Первое промышленное предприятие, для которого есть определенные свидетельства, было здесь в 1615 году для получения свинца и оловянных пластин. За ними последовали другие, приводимые в движение вручную или гидравлически.
Раньше прокатные станы также использовались для прокатки черных листов для производства белой жести. Белая жесть была изготовлена путем прокатки стали (ранее железа) на прокатном стане, удаления любой прокатной окалины путем травления ее в кислоте, а затем покрытия ее тонким слоем олова. Когда-то черные листы производились индивидуально или небольшими группами на так называемом «пакетном прокатном стане».
К концу 1700-х годов появились первые станы горячей прокатки, благодаря чему железо стало более популярным прокатываемым материалом. Промышленная революция (примерно с 1760-х по 1840-е годы) создала беспрецедентный спрос на железо. Были изобретены новые технологии для производства железа и, в конечном итоге, стали, а металлы использовались в новых продуктах, таких как машины, железные дороги и пароходы. В связи с увеличением возможности получения черного материала одновременно начинается холодная прокатка стали. В 1682 г. в Ньюкасле в Англии находился стан холодной прокатки значительных размеров. Первое подробное описание датируется несколькими годами позже. Это завод в Галлесе, который перерабатывал прутки длиной 700 мм и шириной 100 мм, из которых можно было получить листы размером 1500 мм × 700 мм.
Уже в то время было понятно, что прокатка является очень производительным процессом, способным удовлетворить огромный спрос на полуфабрикаты, среди которых, очевидно, был металлический лист. Однако в то время прокатные станы все еще нуждались в значительном объеме ручного труда.
С течением времени размеры продукции постоянно увеличивались, и на «Большой британской выставке» в 1851 году был выставлен листовой металл длиной более 6 метров, шириной 1 метр и толщиной 11 мм и весом более 500 кг.
Прогресс в прокатных станах соответствовал требованиям того времени для производства необходимых материалов. В 1600 г. остро требовались свинцовые листы для крыш, и эта возможность затем была развита, в конце 1700 г., в середине промышленной революции, стали нужны рельсы и стальные полуфабрикаты, а значит, и прокатные станы. были разработаны, чтобы удовлетворить этот спрос. В начале девятнадцатого века конструкция прокатного стана была в основном современной: прочная чугунная прокатная клеть с двумя стальными валками и возможностью регулировки расстояния между валками с помощью винта.
были разработаны, чтобы удовлетворить этот спрос. В начале девятнадцатого века конструкция прокатного стана была в основном современной: прочная чугунная прокатная клеть с двумя стальными валками и возможностью регулировки расстояния между валками с помощью винта.
Современную практику прокатки можно отнести к новаторским усилиям Генри Корта из компании Funtley Iron Mills, расположенной недалеко от Фэрхема в Хэмпшире, Англия. В 1783 году Генри Корту был выдан патент на использование им желобчатых валков для прокатки пруткового железа. В желобчатых валках желобок необходимых размеров позволял прокатывать прутки круглого, квадратного и плоского сечения или других сечений. Хотя Корт не был первым, кто использовал желобчатые валки, он был первым, кто объединил многие из лучших особенностей различных процессов производства чугуна и формовки, известных в то время. Поэтому современные писатели называют его «отцом современной прокатки». Начиная с первых прокатных станов Cort процесс и размер станов постоянно совершенствовались. В восемнадцатом веке началась прокатка более сложных форм, таких как круги, квадраты, рельсы, двутавровые балки и т. д.
В восемнадцатом веке началась прокатка более сложных форм, таких как круги, квадраты, рельсы, двутавровые балки и т. д.
С этой новой конструкцией прокатные станы могли производить в 15 раз больше продукции в день, чем то, что производилось с помощью кузнечного молота. С изобретением Генри Корта небольшая мельница в Фантли смогла производить более 10 000 тонн слитков в год (что эквивалентно 200 тоннам в неделю). С этого момента выпуск прокатных станов рос до тех пор, пока только в США количество материала, прокатанного в 1890 году (за исключением всех плоских валков), не составило около 5 миллионов тонн железа и стали (что эквивалентно 100 000 тонн). тонн в неделю), а в 1899, более 8 миллионов тонн (что эквивалентно 167 000 тонн в неделю) было прокатано с каждым фунтом, прошедшим через желобчатые валки, подобные тем, которые впервые использовались на «маленькой мельнице в Фантли».
В 1810 году в США была основана Brandywine Iron Works and Nail Factory, которая управляла прокатным станом. Brandywine Iron Works добилась успеха благодаря производству востребованной котельной плиты и качественной продукции. В 1867 году Джордж Фриц, в то время главный инженер компании Cambria Iron Company, Джонсон, Пенсильвания, США, изобрел блюминг, на котором прокатывали стальные слитки вместо того, чтобы уменьшать их ковкой, как это было на практике.
Brandywine Iron Works добилась успеха благодаря производству востребованной котельной плиты и качественной продукции. В 1867 году Джордж Фриц, в то время главный инженер компании Cambria Iron Company, Джонсон, Пенсильвания, США, изобрел блюминг, на котором прокатывали стальные слитки вместо того, чтобы уменьшать их ковкой, как это было на практике.
Корт использовал стан, конечно же, обычный двухвалковый прокатный стан. Модификация за модификацией следовала за 2-валковой мельницей Корта, вызывая всевозможные типы, виды и классы, среди которых знакомые реверсивные и 3-валковые мельницы. больше и лучше, длиннее и сильнее. Г-н Фриц построил свою первую обычную трехвалковую мельницу в 1871 году. Этот отход от старой практики очень помог увеличить производство. Появились станы с трехвалковой конфигурацией, в которых промежуточный валок был гораздо меньшего диаметра, чтобы снизить требуемую мощность и обеспечить прокатку в двух направлениях без реверсирования движения двигателя. Вплоть до четырехвалковой конфигурации (уже выдвинутой Леонардо да Винчи) с двумя внешними валками, выступающими в качестве опоры для двух внутренних для прокатки квартир. Другие станы с большим количеством валков (даже с 20 валками) также были разработаны для прокатки.
Другие станы с большим количеством валков (даже с 20 валками) также были разработаны для прокатки.
Еще одним усовершенствованием процесса прокатки стало использование механических приспособлений, добавленных к валкам. Ранее подвижной состав подавался вручную с помощью крюков и клещей. Ряд изобретателей до того времени стремились выполнить эту работу с помощью машин, которые были бы автоматическими в своем действии, но на самом деле ни одна из них не была построена. В 1884 году перед чистовыми валками рельсового стана компании Albany and Rensselaer Iron and Steel Company в Трое, штат Нью-Йорк, были введены приводные рольганги. Это сработало настолько хорошо, что перед черновыми валками была установлена автоматическая установка.
В 1766 году Ричарду Форду из Англии был выдан патент на мельницу-тандем. Стан-тандем представляет собой стан, в котором металл прокатывается в последовательных клетях. Стан-тандем Форда предназначался для горячей прокатки катанки.
Дальнейшим развитием прокатных станов стало создание непрерывного стана и большого семейства вспомогательных устройств, которые выросли вместе с ним. Как и у всех изобретений, у него был свой день с маленьких начинаний. Есть следы предварительных попыток его использования во Франции. Первый зарегистрированный патент и первое фактическое использование мельницы непрерывного действия, по-видимому, принадлежит американцу Дж. Э. Серреллу в 1842–1843 годах. Однако его использование ограничивалось прокаткой свинцовых труб и меди. Другой американец, Генри Б. Комер, в 1859 году., получил патент на мельницу непрерывного действия, но мельница такого типа так и не была построена. По всем соображениям, заслуга в создании первого непрерывного прокатного стана принадлежит г-ну Джорджу Бедсону из Манчестера, Англия, за ввод в эксплуатацию такого стана для прокатки железа и стали, за успешное сочетание его основных элементов и за то, что он приобрел преимущество. широкое применение, которым он пользовался.
Как и у всех изобретений, у него был свой день с маленьких начинаний. Есть следы предварительных попыток его использования во Франции. Первый зарегистрированный патент и первое фактическое использование мельницы непрерывного действия, по-видимому, принадлежит американцу Дж. Э. Серреллу в 1842–1843 годах. Однако его использование ограничивалось прокаткой свинцовых труб и меди. Другой американец, Генри Б. Комер, в 1859 году., получил патент на мельницу непрерывного действия, но мельница такого типа так и не была построена. По всем соображениям, заслуга в создании первого непрерывного прокатного стана принадлежит г-ну Джорджу Бедсону из Манчестера, Англия, за ввод в эксплуатацию такого стана для прокатки железа и стали, за успешное сочетание его основных элементов и за то, что он приобрел преимущество. широкое применение, которым он пользовался.
Эта мельница, как следует из названия, непрерывно работает с металлом. Валки располагаются вплотную друг к другу, и металл перемещается с помощью направляющих непосредственно от прохода к проходу без участия человека. Нет никаких перерывов, никакого захвата или образования петель, а есть непрерывный поступательный переход металла от захвата черновых валков к разгрузке чистовой прокатной клети. Каждая пара валков с помощью тщательно подобранной зубчатой передачи ускоряется в соответствии с уменьшением каждого последующего прохода, чтобы принять соответствующее удлинение. С явлениями, характерными для этой мельницы, нужно было бороться, но дверь сразу же открылась для значительного увеличения длины, веса и скорости. Европа в то время легко прокатывала 50-фунтовые заготовки по бельгийской или петлевой системе, в то время как станы в Соединенных Штатах прокатывали 15 фунтов на обычных 2-валковых и 3-валковых станах. Стан Бедсона сразу перерабатывал заготовки весом от 70 до 80 фунтов, которые быстро увеличивались до 300 фунтов, которые обычно прокатывались. На непрерывных станах, изобретенных Джорджем Бедсоном, из одной заготовки прокатывали мотки катанки весом 281 фунт и длиной 530 ярдов.
Нет никаких перерывов, никакого захвата или образования петель, а есть непрерывный поступательный переход металла от захвата черновых валков к разгрузке чистовой прокатной клети. Каждая пара валков с помощью тщательно подобранной зубчатой передачи ускоряется в соответствии с уменьшением каждого последующего прохода, чтобы принять соответствующее удлинение. С явлениями, характерными для этой мельницы, нужно было бороться, но дверь сразу же открылась для значительного увеличения длины, веса и скорости. Европа в то время легко прокатывала 50-фунтовые заготовки по бельгийской или петлевой системе, в то время как станы в Соединенных Штатах прокатывали 15 фунтов на обычных 2-валковых и 3-валковых станах. Стан Бедсона сразу перерабатывал заготовки весом от 70 до 80 фунтов, которые быстро увеличивались до 300 фунтов, которые обычно прокатывались. На непрерывных станах, изобретенных Джорджем Бедсоном, из одной заготовки прокатывали мотки катанки весом 281 фунт и длиной 530 ярдов.
‘Первая из этих непрерывных станов в США, спроектированная и построенная Бедсоном, возведенная и введенная в эксплуатацию весной 1869 г. , показана на рис. 1. Стан состоял из 16 клетей валков, расположенных тандемно и Заготовки размером 1 и 1/8 дюйма весом от 70 до 80 фунтов. Непрерывная прокатка заготовки в плоскости всегда под одним и тем же углом к ее оси производит только сплющивание массы. Для получения удлинения необходимо сжатие в плоскостях, изменяющихся под углом к оси, подобно вращению металла кузнецом на роге наковальни между каждым последующим ударом. В мельнице Бедсона это достигалось размещением каждой пары валков (на манер универсальной мельницы) под углом 9°.0 градусов по сравнению с предшественником. Это идеально обеспечило желаемый результат, но повлекло за собой огромное раздражение при уходе за прокатным станом и управлении им. Это потребовало использования одной системы зубчатых передач над линией пола, а другой – в яме под ней. Доступ к ним, как и к самим валкам, при замене и регулировке был серьезно затруднен. В следующей непрерывной мельнице, спроектированной в 1878 г., все валки располагались в горизонтальной плоскости, все зубчатые передачи находились в одной плоскости, а самое существенное условие изменения плоскости сжатия обеспечивалось применением поворотных направляющих, благодаря чему металл был повернут 90 градусов при перемещении между каждым последующим проходом, который был устройством, получившим повсеместное распространение на этих мельницах.
, показана на рис. 1. Стан состоял из 16 клетей валков, расположенных тандемно и Заготовки размером 1 и 1/8 дюйма весом от 70 до 80 фунтов. Непрерывная прокатка заготовки в плоскости всегда под одним и тем же углом к ее оси производит только сплющивание массы. Для получения удлинения необходимо сжатие в плоскостях, изменяющихся под углом к оси, подобно вращению металла кузнецом на роге наковальни между каждым последующим ударом. В мельнице Бедсона это достигалось размещением каждой пары валков (на манер универсальной мельницы) под углом 9°.0 градусов по сравнению с предшественником. Это идеально обеспечило желаемый результат, но повлекло за собой огромное раздражение при уходе за прокатным станом и управлении им. Это потребовало использования одной системы зубчатых передач над линией пола, а другой – в яме под ней. Доступ к ним, как и к самим валкам, при замене и регулировке был серьезно затруднен. В следующей непрерывной мельнице, спроектированной в 1878 г., все валки располагались в горизонтальной плоскости, все зубчатые передачи находились в одной плоскости, а самое существенное условие изменения плоскости сжатия обеспечивалось применением поворотных направляющих, благодаря чему металл был повернут 90 градусов при перемещении между каждым последующим проходом, который был устройством, получившим повсеместное распространение на этих мельницах.
Рис. 1 Непрерывная стержневая мельница Bedson
Совершенно невозможно проследить каждую минуту развития. Как и во всех новых вещах, неожиданности постоянно приходилось встречать и преодолевать. Регулировка стала неотъемлемой чертой непрерывных прокатных станов. Точное согласование соответствующих скоростей и проходов валков было затруднено. Без него одно из двух было бы неизбежным: доставка к проходу быстрее, чем его способность его принять, вызывая боковую петлю, или медленнее, чем его способность принимать его, вызывая растяжение. Из двух вариантов последний был предпочтительнее, так как облегчению за счет петли мешали направляющие. Он имел кумулятивный эффект и создавал серьезную угрозу безопасности завода и его операторов. Однако растяжение предъявляло к нагретому металлу более высокие требования, чем могли выдержать многие сорта хорошего железа из-за их низкой прочности на растяжение и недостаточной однородности. По этой причине использование непрерывного стана в том виде, в каком он был первоначально установлен, было значительно сокращено при прокатке обычных сортов железа, настолько, что следующий стан, построенный компанией Washburn & Moen Company в 1877 году, был трехвалковым станом, приспособленным для бельгийская система. Однако с улучшением бессемеровской и мартеновской сталей, с их большей прочностью на растяжение и однородностью, в конечном итоге был получен продукт для прокатки, для которого непрерывный стан был хорошо приспособлен.
Однако с улучшением бессемеровской и мартеновской сталей, с их большей прочностью на растяжение и однородностью, в конечном итоге был получен продукт для прокатки, для которого непрерывный стан был хорошо приспособлен.
С увеличением массы и уменьшением сечения готового изделия возникла практика непрерывной или одновременной прокатки металла в 3-валковых станах змеевиковым обвитием с каждой стороны стана. Это отличалось от качения «туда-сюда». В этом случае металл сбрасывался с валков при каждом проходе. Этот тип мельницы использовался в Европе, предположительно сначала в Бельгии, и, следовательно, название «бельгийская» стало пониматься как значение петлевой мельницы. Именно использование этих станов в течение некоторого времени позволяло европейским производителям прокатывать 30-фунтовые и 50-фунтовые заготовки против 15- и 20-фунтовых заготовок на трехвалковых станах «туда-сюда». План непрерывного прокатного стана этого типа показан на рис. 2. В таком стане черновая обработка производилась на 2-валковом стане, способном обрабатывать 4-дюймовые заготовки с обжатием до 1 и 1/8 дюйма. От этого размера она шла на петлевую или бельгийскую мельницу, а прокатывалась на обычную катанку. Эта система использовалась на ряде станов для прокатки катанки и товарной продукции.
От этого размера она шла на петлевую или бельгийскую мельницу, а прокатывалась на обычную катанку. Эта система использовалась на ряде станов для прокатки катанки и товарной продукции.
Рис. 2 Бельгийская стержневая мельница
Комбинация или совместная бельгийская мельница непрерывного действия (рис. 3) была результатом усилий, предпринятых в течение времени для обеспечения консолидации достоинств обоих типов мельниц. Мельница этого типа была введена в эксплуатацию в 1881 году на заводе фирмы «Уошберн и Моэн». Он производил черновую заготовку весом около 100 фунтов от 1 и 3/16 дюйма до 3/8 дюйма на непрерывном стане и чистовую обработку от 3/8 дюйма на бельгийском стане до обычной катанки. Это была первая мельница такого типа. Одним из главных достоинств этой мельницы было то, что она прокатывала обыкновенное железо так же хорошо, как петлевая или бельгийская система, и при этом с меньшими трудозатратами. С увеличением размеров и веса заготовок комплектующие стана стали расти, хотя вскоре возникла потребность в чем-то новом на приемном конце стана. Переход от заготовок и рулонов в 15 и 20 фунтов к заготовкам в 70 и 80 фунтов вызвал «политику расширения». Сама мельница имела неразвитую мощность с ограничением, заключающимся в нагреве и намотке, двух побочных функциях мельницы, которые быстро и интересно развивались.
Переход от заготовок и рулонов в 15 и 20 фунтов к заготовкам в 70 и 80 фунтов вызвал «политику расширения». Сама мельница имела неразвитую мощность с ограничением, заключающимся в нагреве и намотке, двух побочных функциях мельницы, которые быстро и интересно развивались.
Рис. 3 Комбинированный непрерывный бельгийский стан
В 1880-х и 1890-х годах две разработки изменили национальный ландшафт прокатных станов в США. Во-первых, рос спрос на сталь, а не на железо. Предпочтение отдавалось стали, так как она была прочнее железа. Во-вторых, наметившееся предпочтение более широких пластин, что уменьшило количество клепаных швов в сосудах. Заклепки создавали слабые места, источники отказов котлов и кораблей. Компании использовали более крупные прокатные станы для производства более широких листов, что уменьшило количество заклепочных швов.
В 1882 году компания Worth Brothers Company начала эксплуатацию 90-дюймового прокатного стана в Коутсвилле, что значительно усилило конкуренцию в США. В течение следующих трех десятилетий Worth Brothers и Lukens Iron and Steel Company боролись за самый широкий прокатный стан. В 1890 году компания Lukens ввела в эксплуатацию 120-дюймовый толстолистовой стан, братья Уорт ввели в эксплуатацию 132-дюймовый толстолистовой стан в 1896 году. Lukens ввела в эксплуатацию 134-дюймовый толстолистовой стан в 1900 году и 140-дюймовый толстолистовой стан в 1903 году. 1903. Конкуренция закончилась в 1915 году, когда Midvale Steel and Ordnance Company приобрела Worth Brothers. Затем, в 1918 году, Lukens ввела в эксплуатацию крупнейший в мире листопрокатный стан.
В течение следующих трех десятилетий Worth Brothers и Lukens Iron and Steel Company боролись за самый широкий прокатный стан. В 1890 году компания Lukens ввела в эксплуатацию 120-дюймовый толстолистовой стан, братья Уорт ввели в эксплуатацию 132-дюймовый толстолистовой стан в 1896 году. Lukens ввела в эксплуатацию 134-дюймовый толстолистовой стан в 1900 году и 140-дюймовый толстолистовой стан в 1903 году. 1903. Конкуренция закончилась в 1915 году, когда Midvale Steel and Ordnance Company приобрела Worth Brothers. Затем, в 1918 году, Lukens ввела в эксплуатацию крупнейший в мире листопрокатный стан.
Первоначальные планы Lukens заключались в том, чтобы построить 180-дюймовую трехвалковую мельницу, достаточно большую, чтобы претендовать на звание самой широкой мельницы в мире. Однако ни один производитель валков не мог изготовить необходимые для этого стана валки требуемых размеров и веса. Вместо этого Lukens сотрудничала с United Engineering and Foundry Company (UE&F) из Питтсбурга. Lukens и инженеры UE&F работали вместе над созданием четырехвалкового прокатного стана шириной 204 дюйма. Этот стан выпустил свои первые листы 22 мая 19 года.18 и был увеличен до 206 дюймов в ширину в 1919 году. Этот стан более сорока лет удерживал звание крупнейшего в мире толстолистового стана. Стан имел рабочие валки диаметром 34 дюйма (3 тонны каждый) и опорные валки диаметром 50 дюймов (60 тонн каждый). Он был способен прокатывать слитки весом до 90 000 фунтов и листы шириной до 192 дюймов. Еженедельная прокатная мощность составляла до 4000 тонн. Энергию мельнице обеспечивала двойная тандемная паровая машина мощностью 20 000 лошадиных сил. Корпус мельницы был сделан из стали, состоящей из четырех частей, и имел высоту более 42 футов, а в нем использовались передаточные столы, что уменьшало количество ручного труда.
Lukens и инженеры UE&F работали вместе над созданием четырехвалкового прокатного стана шириной 204 дюйма. Этот стан выпустил свои первые листы 22 мая 19 года.18 и был увеличен до 206 дюймов в ширину в 1919 году. Этот стан более сорока лет удерживал звание крупнейшего в мире толстолистового стана. Стан имел рабочие валки диаметром 34 дюйма (3 тонны каждый) и опорные валки диаметром 50 дюймов (60 тонн каждый). Он был способен прокатывать слитки весом до 90 000 фунтов и листы шириной до 192 дюймов. Еженедельная прокатная мощность составляла до 4000 тонн. Энергию мельнице обеспечивала двойная тандемная паровая машина мощностью 20 000 лошадиных сил. Корпус мельницы был сделан из стали, состоящей из четырех частей, и имел высоту более 42 футов, а в нем использовались передаточные столы, что уменьшало количество ручного труда.
В этот период на слиток бросали каменную соль и мешки из мешковины, чтобы отделить окалину от внешней поверхности, когда он проходит через валки стана. Англии в 1820 году, где он производил рельсы из кованого железа длиной от 15 до 18 футов. В 1853 году были введены три высоких стана для прокатки тяжелых профилей.
В 1853 году были введены три высоких стана для прокатки тяжелых профилей.
Способ производства двутавровой балки, прокатанной из цельного куска стали, был запатентован Альфонсом Хальбоу Т. из компании Forges de la Providence в 1849 году.. Bethlehem Steel была ведущим поставщиком проката конструкционной стали различного поперечного сечения для американских мостов и небоскребов середины двадцатого века.
Станы горячей прокатки были разработаны в первой половине ХХ века. Стан горячей прокатки был крупным нововведением в сталепрокатном производстве. Первый стан был построен в Ашленде, штат Кентукки, в 1923 году. Это обеспечивало непрерывный процесс, избавляя от необходимости пропускать листы по валкам и складывать их вдвое, как в пакете. мельница В конце полоса разрезалась гильотинными ножницами или скручивалась в рулон. Первые станы горячей прокатки не производили полосу, пригодную для производства белой жести, но в 1929 холодная прокатка начала использоваться для дальнейшего уменьшения толщины. Первый прокатный стан горячей прокатки в Соединенном Королевстве был открыт в Эббв-Вейл в 1938 году с годовой производительностью 200 000 тонн. К 1961 году ранние станы горячей прокатки были модернизированы или заменены полунепрерывными и непрерывными станами горячей прокатки большей производительности с производительностью от 400 000 тонн в год до 3 миллионов тонн в год.
Первый прокатный стан горячей прокатки в Соединенном Королевстве был открыт в Эббв-Вейл в 1938 году с годовой производительностью 200 000 тонн. К 1961 году ранние станы горячей прокатки были модернизированы или заменены полунепрерывными и непрерывными станами горячей прокатки большей производительности с производительностью от 400 000 тонн в год до 3 миллионов тонн в год.
С коммерциализацией непрерывного литья в 1950-х годах слябинговые и блюминговые станы постепенно исчезли с прокатного стана. В настоящее время ведется непрерывная разливка слябов, блюмов и заготовок для дальнейшей прокатки в готовый прокат (рис. 4. В октябре 19 г.89, процесс литья и прокатки тонких слябов был коммерциализирован. Этот процесс даже устранил черновую линию стана горячей прокатки.
Рис. 4 Продукция прокатного производства
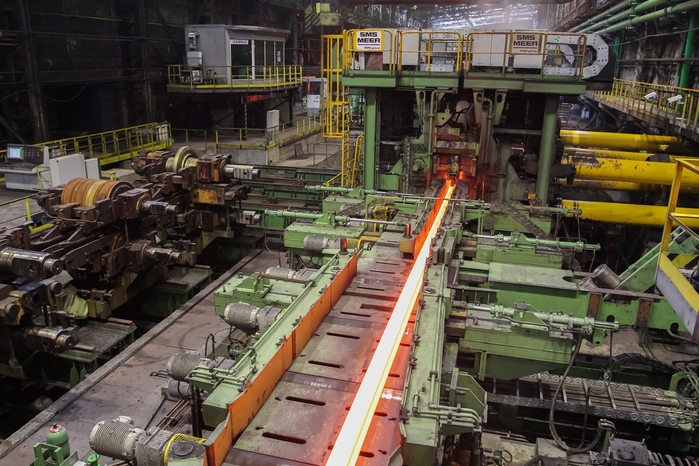
Прокатные заводы продолжали развиваться, и развитие продолжается до сих пор. Современные мельницы представляют собой мельницы непрерывного действия, которые имеют большую производительность и работают на высоких скоростях.