Латунь л63 гост 15527 70: ГОСТ 15527-70 СПЛАВЫ МЕДНО-ЦИНКОВЫЕ (ЛАТУНИ), ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
alexxlab | 16.05.1987 | 0 | Разное
ГОСТ 15527-70 СПЛАВЫ МЕДНО-ЦИНКОВЫЕ (ЛАТУНИ), ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
ГОСТ 15527-70 в настоящее время заменен на ГОСТ 15527-2004 .
Скачать ГОСТ 15527-70 в WORDе Скачать ГОСТ 15527-70 в PDF
СПЛАВЫ МЕДНО-ЦИНКОВЫЕ (ЛАТУНИ), ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
МАРКИ
ГОСТ 15527-70
Взамен ГОСТ 1019-47 в части латуней, обрабатываемых давлением.
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 18 февраля 1970 г. № 185 срок введения установлен с 01.07. 70
Проверен в 1983 г. Постановлением Госстандарта от 06.06.83 № 2476 срок действия продлен до 01.01. 89
- Настоящий стандарт распространяется на медно-цинковые сплавы,
обрабатываемые давлением, предназначаемые для изготовления
полуфабрикатов (латунных листов, латунных лент, круглого проката – круг латунный, латунная проволока).
(ИУС 4-1979 г., ИУС 4-1982 г.)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
УДК 669.35.5:006.354 Группа B51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Сплавы медно-цинковые (латуни), обрабатываемые давлением, марки. Copper zinc pressure trealed alloys (brasses). Tipes.
ГОСТ 15527-70
(СТСЭВ 379-76, СТСЭВ 2621-80)
Стандарт полностью соответствует СТ СЭВ 379—76 и СТ СЭВ 2621— 80.
(Измененная редакция, Изм. № 1, 2).
- Наименования, марки, химический состав и примерное назначение
сплавов должны соответствовать указанным в таблице.
Таблица
|
Наименова-ние сплавов |
Марка |
Химический состав в % |
||||||||||
|
|
Основной элемент |
|||||||||||
|
По СТ СЭВ 379-76 |
По настоящему стандарту |
|
|
|
|
|
|
|
|
|
|
|
|
Томпак |
CuZn5 |
Л96 |
95,0-97,0 |
? |
? |
? |
? |
? |
? |
? |
? |
|
|
Томпак |
CuZn10 |
Л90 |
88,0-91,0 |
? |
? |
? |
? |
? |
? |
? |
? |
|
|
Полутомпак |
CuZn15 |
Л85 |
84,0-86,0 |
? |
? |
? |
? |
? |
? |
? |
? |
|
|
Полутомпак |
CuZn20 |
Л80 |
79,0-81,0 |
? |
? |
? |
? |
? |
? |
? |
? |
|
|
Латунь |
CuZn30 |
Л70 |
69,0-72,0 |
? |
? |
? |
? |
? |
? |
? |
? |
|
|
Латунь |
CuZn32 |
Л68 |
67,0-70,0 |
? |
? |
? |
? |
? |
? |
? |
? |
|
|
Латунь |
CuZn37 |
Л63 |
62,0-65,0 |
? |
? |
? |
? |
? |
? |
? |
? |
|
|
Латунь |
CuZn40 |
Л60 |
59,0-62,0 |
? |
? |
? |
? |
? |
? |
? |
? |
|
|
Латунь алюминиевая |
CuZn20Al2 |
ЛА77-2 |
76,0-79,0 |
? |
0,07 |
? |
1,7-2,5 |
? |
? |
? |
? |
|
|
Латунь алюминиево- железная |
CuZn38Al1Mn2Al1 |
ЛАЖ60-1-1 |
58,0-61,0 |
? |
0,75-1,50 |
0,1-0,6 |
0,7-1,5 |
? |
? |
? |
? |
|
|
Латунь алюминиево- никелевая |
? |
ЛАН59-3-2 |
57,0-60,0 |
? |
? |
? |
2,5-3,5 |
? |
? |
2,0-3,0 |
? |
|
|
Латунь железо-марганцовая |
? |
ЛЖМц59-1-1 |
57,0-60,0 |
? |
0,6-1,2 |
0,5-0,8 |
0,1-0,4 |
0,3-0,7 |
? |
? |
? |
|
|
Латунь никелевая |
? |
ЛН65-5 |
64,0-67,0 |
? |
? |
? |
? |
? |
? |
5,0-6,5 |
? |
|
|
Латунь марганцовая |
CuZn40Mn1 |
ЛМц58-2 |
57,0-60,0 |
? |
0,5 |
1,0-2,0 |
? |
? |
? |
? |
? |
|
|
Латунь марганцово-алюминиевая |
CuZn40Al1Mn |
ЛмцА57-3-1 |
55,0-58,0 |
? |
? |
2,5-3,5 |
0,5-1,5 |
? |
? |
? |
? |
|
|
Химический состав в % Примерное назначение |
||||||||||||
|
Примесь |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Не более |
|||||||||||
|
0,03 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,2 |
Для изготовления листов, лент, полос, труб, прутков, проволоки для деталей в электротехнике, для медалей и значков |
|
0,03 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,2 |
|
|
0,03 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
|
|
0,03 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Для изготовления листов, лент, полос, проволоки, художественных изделий, сифонов, манометрических трубок, гибких шлангов, музыкальных инструментов |
|
0,03 |
0,07 |
0,002 |
0,002 |
0,005 |
? |
0,005 |
0,005 |
0,002 |
? |
0,2 |
Для изготовления радиаторных лент, полос, труб, теплообменников, музыкальных инструментов, деталей, получаемых глубокой вытяжкой |
|
0,03 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Проволочные сетки, радиаторные ленты, трубы для теплообменников, детали, получаемые глубокой вытяжкой |
|
0,07 |
0,2 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,5 |
Для изготовления листов, лент, полос, труб, прутков, фольги, проволоки, применяемых для винтов, нажимных валков для травильных работ, застежки-молнии, деталей, получаемых глубокой вытяжкой |
|
0,30 |
0,2 |
0,01 |
0,003 |
0,01 |
? |
? |
? |
? |
? |
1,0 |
Трубные доски в холодильных установках, штампованные детали, фурнитура |
|
0,07 |
0,07 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Трубные доски для конденсаторов и теплообменников, стойкие к морской воде детали машин, высоко нагружаемая арматура |
|
0,40 |
? |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,7 |
Трубы, прутки для подшипников скольжения, судостроения и приборостроения |
|
0,10 |
0,50 |
0,005 |
0,003 |
0,01 |
? |
? |
? |
? |
? |
0,9 |
Для изготовления прутков, труб |
|
0,20 |
? |
0,01 |
0,003 |
0,01 |
? |
? |
? |
? |
? |
0,25 |
Для изготовления полос, труб, прутков, проволоки |
|
0,03 |
0,15 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Для изготовления листов, лент, труб, проволоки |
|
0,1 |
0,5 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
1,2 |
Листы, ленты, полосы, прутки, проволока для приборостроения, строительства, демпферных деталей |
|
0,2 |
1,0 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
1,3 |
Механические высоконапряженные детали, поршневые штанги, специальная арматура, поковки |
|
Наименова- Марка |
Химический состав в % |
||||||||||
|
|
|
|
|
|
|
|
Основной элемент |
||||
|
|
По СТ СЭВ 379-76 |
По настоящему стандарту |
|
|
|
|
|
|
|
|
|
|
|
|
Томпак оловянный |
? |
ЛО90-1 |
88,0-91,0 |
? |
? |
? |
? |
0,2-0,7 |
? |
? |
? |
|
|
|
Латунь оловянная |
CuZn28Sn1 |
ЛО70-1 |
69,0-71,0 |
? |
0,7 |
? |
? |
1,0-1,5 |
? |
? |
? |
||
|
Латунь оловянная |
CuZn38Sn1 |
ЛО62-1 |
61,0-63,0 |
? |
? |
? |
? |
0,7-1,1 |
? |
? |
? |
||
|
Латунь оловянная |
? |
ЛО60-1 |
59,0-61,0 |
? |
? |
? |
? |
1,0-1,5 |
? |
? |
? |
||
|
Латунь свинцовая |
? |
ЛС63-3 |
62,0-65,0 |
2,4-3,0 |
? |
? |
? |
0,10 |
? |
? |
? |
||
|
Латунь свинцовая |
? |
ЛС74-3 |
72,0-75,0 |
2,4-3,0 |
? |
? |
? |
? |
? |
? |
? |
||
|
Латунь свинцовая |
? |
ЛС64-2 |
63,0-66,0 |
1,5-2,0 |
? |
? |
? |
? |
? |
? |
? |
||
|
Латунь свинцовая |
? |
ЛС60-1 |
59,0-61,0 |
0,6-1,0 |
? |
? |
? |
0,20 |
? |
? |
? |
||
|
Латунь свинцовая |
? |
ЛС59-1 |
57,0-60,0 |
0,8-1,9 |
? |
? |
? |
0,30 |
? |
? |
? |
||
|
Латунь свинцовая |
? |
ЛС59-1В |
57,0-61,0 |
0,8-1,9 |
? |
? |
? |
? |
? |
? |
? |
||
|
Латунь свинцовая |
CuZn35Pb2 |
ЛС63-2 |
62,0-65,0 |
0,7-2,3 |
? |
? |
? |
? |
? |
? |
? |
||
|
Латунь свинцовая |
CuZn38Pb2 |
ЛС60-2 |
59,0-62,0 |
1,0-2,5 |
? |
? |
? |
0,3-0,7 |
? |
? |
? |
||
|
Латунь свинцовая |
CuZn39Pb2 |
ЛС59-3 |
57,0 |
2,0 |
? |
? |
? |
? |
? |
? |
? |
||
|
Латунь железо-свинцовая |
? |
ЛЖС58-1-1 |
56,0-58,0 |
0,7-1,3 |
0,7-1,3 |
? |
? |
? |
? |
? |
? |
||
|
Латунь кремнистая |
? |
ЛК80-3 |
79,0-81,0 |
? |
? |
? |
? |
? |
2,5-4,0 |
? |
? |
||
|
Латунь мышьяковая |
? |
ЛМц68-0,05 |
67,0-70,0 |
? |
? |
? |
? |
? |
? |
? |
0, 025-0,06 |
||
|
Латунь алюминиево-мышьяковая |
? |
ЛАМц77-2-0,05 |
76,0-79,0 |
? |
? |
? |
1,7-2,5 |
? |
? |
? |
0, 025-0,06 |
||
|
Латунь оловянно-мышьяковая |
? |
ЛОМц70-1-0,05 |
69,0-71,0 |
? |
? |
? |
? |
1,0-1,5 |
? |
? |
0, 025-0,06 |
||
|
Латунь алюминиево- никеле-кремнисто- марганцовая |
? |
ЛАНКМц75-2-2,5-0,5-0,5 |
73,0-76,0 |
? |
? |
0,3-0,7 |
1,6-2,2 |
? |
0,3-0,7 |
2,0-3,0 |
? |
||
|
Химический состав в % |
Примерное назначение |
||||||||||||
|
Примесь |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Неболее |
|
|
|
|
|
|
|
0,03 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Дляизготовлениялент, полос, проволоки |
|
0,07 |
0,07 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Листы, полосы, пруткидля приборостроения, трубыдляконденсаторови теплообменников |
|
0,10 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
1,0 |
|
|
0,03 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
0,20 |
? |
? |
0,25 |
Дляизготовленияпроволоки |
|
? |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
0,10 |
? |
? |
0,25 |
Дляизготовлениялент, полос, прутков, проволоки |
|
? |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Дляизготовлениялент, полос, прутков |
|
? |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,5 |
Дляизготовлениялент, полос, прутков |
|
? |
0,15 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,75 |
Дляизготовлениялистов, лент, полос, прутков, труб, проволоки, поковок |
|
? |
0,5 |
0,010 |
0,00 |
0,0 |
? |
? |
0,30 |
? |
? |
1,5 |
Дляизготовлениялистов, лент, полос, прутков, профилей, труб, проволоки, поковок |
|
? |
0,5 |
0,01 |
0,003 |
0,02 |
? |
? |
? |
? |
? |
0,7 |
Дляизготовленияпрутков |
|
? |
0,020 |
0,02 |
? |
? |
? |
? |
0,10 |
? |
? |
0,5 |
Дляизготовлениялистов, лент, полос, прутков, труб, проволоки, поковок |
|
? |
0,20 |
0,02 |
? |
? |
? |
? |
0,20 |
? |
? |
0,6 |
Дляизготовлениялент, полос, прутков, труб |
|
? |
0,50 |
0,02 |
? |
? |
? |
? |
0,30 |
? |
? |
1,0 |
Дляизготовлениялистов, лент, полос, прутков, проволоки, поковок |
|
? |
? |
0,01 |
0,003 |
0,02 |
? |
? |
? |
? |
? |
0,5 |
Дляизготовленияпрутков |
|
0,1 |
0,6 |
0,05 |
0,003 |
0,02 |
0,05 |
? |
0,02 |
? |
0,01 |
1,5 |
Дляизготовленияпоковокиштамповки |
|
0,03 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Дляизготовлениятруб |
|
0,07 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Дляизготовлениятруб |
|
0,07 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,3 |
Дляизготовлениятруб |
|
0,05 |
0,10 |
0,005 |
0,002 |
0,01 |
? |
? |
? |
? |
? |
0,5 |
Дляизготовленияполос, труб |
Примечания:
- Для антимагнитных сплавов содержание железа не должно превышать 0,03%.

- Примеси, не указанные в таблице, учитываются в общей сумме примесей.
- В латуни марки Л68, предназначенной для изготовления изделий специального назначения, содержание примесей не должно превышать: железа — 0,07%, сурьмы — 0,002%, фосфора — 0,005%, мышьяка — 0,005%, серы — 0,002% (сумма примесей — 0,2%).
- В латунях марок Л96, Л90, Л80, Л70, Л68, Л63, Л60 допускается массовая доля никеля до 0,3%, в латунях остальных марок, кроме ЛАН59-3-2 и ЛН65-5, — до 0,5%, в латунях марки ЛС59-1В до 1% за счет массовой доли меди, которая не учитывается в общей сумме примесей.
- В латуни марки ЛС59-1 сумма примесей олова и кремния не должна превышать 0,5%.
- В латуни марки ЛМц58-2 по требованию потребителя содержание марганца устанавливается в пределах 3,0— 4,0%.
- В латунях марок ЛМцА57-3-1 и ЛМц58-2,
предназначенных для заготовок обрабатываемых давлением в
горячем состоянии (ковка), массовая доля фосфора не должна
превышать 0,03%.
- В латуни всех марок, кроме ЛК80-3, по согласованию с потребителем может определяться содержание олова, алюминия и марганца.
- В латуни марки Л70, применяемой для производства конденсаторных труб и теплообменников, допускается содержание мышьяка от 0,02 до 0,06%.
- В латуни марки Л63, применяемой в пищевой
промышленности, содержание свинца не должно превышать
0,05%.
(Измененная редакция, Изм. № 1, 2).
Химический состав Cu–Znсплавов, обрабатываемых давлением
Приложения № 1, № 2 (Исключены, Изм. 2).
Изменение № 3 ГОСТ 15527—70 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки.
Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 14 от 12.11.98).
Зарегистрировано Техническим секретариатом МГС № 3105.
Пункт 1. Таблицу дополнить примечанием — 4:
«4. По согласованию изготовителя с потребителем в латуни марки ЛС59 — 1 допускается массовая доля никеля до 1 % за счет массовой доли меди, которая не учитывается в общей сумме примесей».
По согласованию изготовителя с потребителем в латуни марки ЛС59 — 1 допускается массовая доля никеля до 1 % за счет массовой доли меди, которая не учитывается в общей сумме примесей».
(ИУС № 7 1999 г.)
Пункт 2. Таблица. Примечание 11
11. Знак «тире» в таблице означает, что данный показатель не нормируется.
(ИУС № 10 1998г.)
+7(495)988-30-04
Дополнительные мобильные телефоны –
+7(915)332-61-30 +7(916)328-86-67
ЛАТУНЬ
- ЛАТУННЫЙ ПРОКАТ
- СВОЙСТВА ЛАТУНИ
- ГОСТы на ЛАТУНЬ
- Контакты и реквизиты
- РАСЧЁТ ВЕСА МЕТАЛЛА
МЕТАЛЛОПРОКАТ
- ЛАТУНЬ
- МЕДЬ
- БРОНЗА
- АЛЮМИНИЙ
- ТИТАН
- ОЛОВО
- НИКЕЛЬ
- ЦИНК
- РАСЧЁТ ВЕСА МЕТАЛЛА
ГОСТ 15527—70 Сплавы медно-цинковые (латуни), обрабатываемые давлением.
 Марки armtorg.ru
Марки armtorg.ruГОСТ 15527—70 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки ГОСТ 15527—70 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
1. Настоящий стандарт распространяется на медно-цинковые сплавы, обрабатываемые давлением, предназначаемые для изготовления полуфабрикатов.
Стандарт полностью соответствует СТ СЭВ 379—76 и СТ СЭВ 2621—80.
(Измененная редакция, Изм. № 1, 2).
2. Наименования, марки, химический состав и примерное назначение сплавов должны соответствовать указанным в таблице.
Химический состав Cu-Zn сплавов, обрабатываемых давлением
Наименова- ние сплавов | Марка | Химический состав в % | ||||||||||
Основной элемент | ||||||||||||
По СТ СЭВ 379-76 | По настоящему стандарту | Медь | Свинец | Железо | Марганец | Алюминий | Олово | Кремний | Никель | Мышьяк | Цинк | |
Томпак | CuZn5 | Л96 | 95,0-97,0 | ― | ― | ― | ― | ― | ― | ― | ― | Остальное |
Томпак | CuZn10 | Л90 | 88,0-91,0 | ― | ― | ― | ― | ― | ― | ― | ― | |
Полутомпак | CuZn15 | Л85 | 84,0-86,0 | ― | ― | ― | ― | ― | ― | ― | ― | |
Полутомпак | CuZn20 | Л80 | 79,0-81,0 | ― | ― | ― | ― | ― | ― | ― | ― | |
Латунь | CuZn30 | Л70 | 69,0-72,0 | ― | ― | ― | ― | ― | ― | ― | ― | |
Латунь | CuZn32 | Л68 | 67,0-70,0 | ― | ― | ― | ― | ― | ― | ― | ― | |
Латунь | CuZn37 | Л63 | 62,0-65,0 | ― | ― | ― | ― | ― | ― | ― | ― | |
Латунь | CuZn40 | Л60 | 59,0-62,0 | ― | ― | ― | ― | ― | ― | ― | ― | |
Латунь алюминиевая | CuZn20Al2 | ЛА77-2 | 76,0-79,0 | ― | 0,07 | ― | 1,7-2,5 | ― | ― | ― | ― | |
Латунь алюминиево-железная | CuZn38Al1Mn2Al1 | ЛАЖ60-1-1 | 58,0-61,0 | ― | 0,75-1,50 | 0,1-0,6 | 0,7-1,5 | ― | ― | ― | ― | |
Латунь алюминиево-никелевая | ― | ЛАН59-3-2 | 57,0-60,0 | ― | ― | ― | 2,5-3,5 | ― | ― | 2,0-3,0 | ― | |
Латунь железо-марганцовая | ― | ЛЖМц59-1-1 | 57,0-60,0 | ― | 0,6-1,2 | 0,5-0,8 | 0,1-0,4 | 0,3-0,7 | ― | ― | ― | |
Латунь никелевая | ― | ЛН65-5 | 64,0-67,0 | ― | ― | ― | ― | ― | ― | 5,0-6,5 | ― | |
Латунь марганцовая | CuZn40Mn1 | ЛМц58-2 | 57,0-60,0 | ― | 0,5 | 1,0-2,0 | ― | ― | ― | ― | ― | |
Латунь марганцово-алюминиевая | CuZn40Al1Mn | ЛмцА57-3-1 | 55,0-58,0 | ― | ― | 2,5-3,5 | 0,5-1,5 | ― | ― | ― | ― | |
Химический состав в % |
Примерное назначение | ||||||||||
Примесь | |||||||||||
Свинец | Железо | Сурьма | Висмут | Фосфор | Марганец | Мышьяк | Олово | Сера | Алюминий | Всего | |
Не более | |||||||||||
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,2 | Для изготовления листов, лент, полос, труб, прутков, проволоки для деталей в электротехнике, для медалей и значков |
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,2 | |
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | |
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Для изготовления листов, лент, полос, проволоки, художественных изделий, сифонов, манометрических трубок, гибких шлангов, музыкальных инструментов |
0,03 | 0,07 | 0,002 | 0,002 | 0,005 | ― | 0,005 | 0,005 | 0,002 | ― | 0,2 | Для изготовления радиаторных лент, полос, труб, теплообменников, музыкальных инструментов, деталей, получаемых глубокой вытяжкой |
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Проволочные сетки, радиаторные ленты, трубы для теплообменников, детали, получаемые глубокой вытяжкой |
0,07 | 0,2 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,5 | Для изготовления листов, лент, полос, труб, прутков, фольги, проволоки, применяемых для винтов, нажимных валков для травильных работ, застежки-молнии, деталей, получаемых глубокой вытяжкой |
0,30 | 0,2 | 0,01 | 0,003 | 0,01 | ― | ― | ― | ― | ― | 1,0 | Трубные доски в холодильных установках, штампованные детали, фурнитура |
0,07 | 0,07 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Трубные доски для конденсаторов и теплообменников, стойкие к морской воде детали машин, высоко нагружаемая арматура |
0,40 | ― | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,7 | Трубы, прутки для подшипников скольжения, судостроения и приборостроения |
0,10 | 0,50 | 0,005 | 0,003 | 0,01 | ― | ― | ― | ― | ― | 0,9 | Для изготовления прутков, труб |
0,20 | ― | 0,01 | 0,003 | 0,01 | ― | ― | ― | ― | ― | 0,25 | Для изготовления полос, труб, прутков, проволоки |
0,03 | 0,15 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Для изготовления листов, лент, труб, проволоки |
0,1 | 0,5 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 1,2 | Листы, ленты, полосы, прутки, проволока для приборостроения, строительства, демпферных деталей |
0,2 | 1,0 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 1,3 | Механические высоконапряженные детали, поршневые штанги, специальная арматура, поковки |
Наименова- ние сплавов | Марка | Химический состав в % | ||||||||||
Основной элемент | ||||||||||||
По СТ СЭВ 379-76 | По настоящему стандарту | Медь | Свинец | Железо | Марганец | Алюминий | Олово | Кремний | Никель | Мышьяк | Цинк | |
Томпак оловянный | ― | ЛО90-1 | 88,0-91,0 | ― | ― | ― | ― | 0,2-0,7 | ― | ― | ― | Остальное |
Латунь оловянная | CuZn28Sn1 | ЛО70-1 | 69,0-71,0 | ― | 0,7 | ― | ― | 1,0-1,5 | ― | ― | ― | |
Латунь оловянная | CuZn38Sn1 | ЛО62-1 | 61,0-63,0 | ― | ― | ― | ― | 0,7-1,1 | ― | ― | ― | |
Латунь оловянная | ― | ЛО60-1 | 59,0-61,0 | ― | ― | ― | ― | 1,0-1,5 | ― | ― | ― | |
Латунь свинцовая | ― | ЛС63-3 | 62,0-65,0 | 2,4-3,0 | ― | ― | ― | 0,10 | ― | ― | ― | |
Латунь свинцовая | ― | ЛС74-3 | 72,0-75,0 | 2,4-3,0 | ― | ― | ― | ― | ― | ― | ― | |
Латунь свинцовая | ― | ЛС64-2 | 63,0-66,0 | 1,5-2,0 | ― | ― | ― | ― | ― | ― | ― | |
Латунь свинцовая | ― | ЛС60-1 | 59,0-61,0 | 0,6-1,0 | ― | ― | ― | 0,20 | ― | ― | ― | |
Латунь свинцовая | ― | ЛС59-1 | 57,0-60,0 | 0,8-1,9 | ― | ― | ― | 0,30 | ― | ― | ― | |
Латунь свинцовая | ― | ЛС59-1В | 57,0-61,0 | 0,8-1,9 | ― | ― | ― | ― | ― | ― | ― | |
Латунь свинцовая | CuZn35Pb2 | ЛС63-2 | 62,0-65,0 | 0,7-2,3 | ― | ― | ― | ― | ― | ― | ― | |
Латунь свинцовая | CuZn38Pb2 | ЛС60-2 | 59,0-62,0 | 1,0-2,5 | ― | ― | ― | 0,3-0,7 | ― | ― | ― | |
Латунь свинцовая | CuZn39Pb2 | ЛС59-3 | 57,0 | 2,0 | ― | ― | ― | ― | ― | ― | ― | |
Латунь железо-свинцовая | ― | ЛЖС58-1-1 | 56,0-58,0 | 0,7-1,3 | 0,7-1,3 | ― | ― | ― | ― | ― | ― | |
Латунь кремнистая | ― | ЛК80-3 | 79,0-81,0 | ― | ― | ― | ― | ― | 2,5-4,0 | ― | ― | |
Латунь мышьяковая | ― | ЛМц68-0,05 | 67,0-70,0 | ― | ― | ― | ― | ― | ― | ― | 0, 025-0,06 | |
Латунь алюминиево-мышьяковая | ― | ЛАМц77-2- 0,05 | 76,0-79,0 | ― | ― | ― | 1,7-2,5 | ― | ― | ― | 0, 025-0,06 | |
Латунь оловянно-мышьяковая | ― | ЛОМц70-1- 0,05 | 69,0-71,0 | ― | ― | ― | ― | 1,0-1,5 | ― | ― | 0, 025-0,06 | |
Латунь алюминиево-никеле-кремнисто-марганцовая | ― | ЛАНКМц75-2-2,5-0,5-0,5 | 73,0-76,0 | ― | ― | 0,3-0,7 | 1,6-2,2 | ― | 0,3-0,7 | 2,0-3,0 | ― | |
Химический состав в % |
Примерное назначение | ||||||||||
Примесь | |||||||||||
Свинец | Железо | Сурьма | Висмут | Фосфор | Марганец | Мышьяк | Олово | Сера | Алюминий | Всего | |
Не более | |||||||||||
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Для изготовления лент, полос, проволоки |
0,07 | 0,07 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Листы, полосы, прутки для приборостроения, трубы для конденсаторов и теплообменников |
0,10 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 1,0 | |
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | 0,20 | ― | ― | 0,25 | Для изготовления проволоки |
― | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | 0,10 | ― | ― | 0,25 | Для изготовления лент, полос, прутков, проволоки |
― | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Для изготовления лент, полос, прутков |
― | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,5 | Для изготовления лент, полос, прутков |
― | 0,15 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,75 | Для изготовления листов, лент, полос, прутков, труб, проволоки, поковок |
― | 0,5 | 0,010 | 0,00 | 0,0 | ― | ― | 0,30 | ― | ― | 1,5 | Для изготовления листов, лент, полос, прутков, профилей, труб, проволоки, поковок |
― | 0,5 | 0,01 | 0,003 | 0,02 | ― | ― | ― | ― | ― | 0,7 | Для изготовления прутков |
― | 0,020 | 0,02 | ― | ― | ― | ― | 0,10 | ― | ― | 0,5 | Для изготовления листов, лент, полос, прутков, труб, проволоки, поковок |
― | 0,20 | 0,02 | ― | ― | ― | ― | 0,20 | ― | ― | 0,6 | Для изготовления лент, полос, прутков, труб |
― | 0,50 | 0,02 | ― | ― | ― | ― | 0,30 | ― | ― | 1,0 | Для изготовления листов, лент, полос, прутков, проволоки, поковок |
― | ― | 0,01 | 0,003 | 0,02 | ― | ― | ― | ― | ― | 0,5 | Для изготовления прутков |
0,1 | 0,6 | 0,05 | 0,003 | 0,02 | 0,05 | ― | 0,02 | ― | 0,01 | 1,5 | Для изготовления поковок и штамповки |
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Для изготовления труб |
0,07 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Для изготовления труб |
0,07 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,3 | Для изготовления труб |
0,05 | 0,10 | 0,005 | 0,002 | 0,01 | ― | ― | ― | ― | ― | 0,5 | Для изготовления полос, труб |
Приложения № 1, № 2 (Исключены, Изм. 2)
2)
Изменение № 3 ГОСТ 15527—70 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки.
Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 14 от 12.11.98).
Зарегистрировано Техническим секретариатом МГС № 3105.
Пункт 1. Таблицу дополнить примечанием — 4:
«4. По согласованию изготовителя с потребителем в латуни марки ЛС59 — 1 допускается массовая доля никеля до 1 % за счет массовой доли меди, которая не учитывается в общей сумме примесей».
(ИУС № 7 1999 г.)
Пункт 2. Таблица. Примечание 11
11. Знак «тире» в таблице означает, что данный показатель не нормируется.
(ИУС № 10 1998г.)
Примечания
1. Для антимагнитных сплавов содержание железа не должно превышать 0,03%.
2. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
3. В латуни марки Л68, предназначенной для изготовления изделий специального назначения, содержание примесей не должно превышать: железа — 0,07%, сурьмы — 0,002%, фосфора — 0,005%, мышьяка — 0,005%, серы — 0,002% (сумма примесей — 0,2%).
4. В латунях марок Л96, Л90, Л80, Л70, Л68, Л63, Л60 допускается массовая доля никеля до 0,3%, в латунях остальных марок, кроме ЛАН59-3-2 и ЛН65-5, — до 0,5%, в латунях марки ЛС59-1В до 1% за счет массовой доли меди, которая не учитывается в общей сумме примесей.
5. В латуни марки ЛС59-1 сумма примесей олова и кремния не должна превышать 0,5%.
6. В латуни марки ЛМц58-2 по требованию потребителя содержание марганца устанавливается в пределах 3,0— 4,0%.
7. В латунях марок ЛМцА57-3-1 и ЛМц58-2, предназначенных для заготовок обрабатываемых давлением в горячем состоянии (ковка), массовая доля фосфора не должна превышать 0,03%.
8. В латуни всех марок, кроме ЛК80-3, по согласованию с потребителем может определяться содержание олова, алюминия и марганца.
9. В латуни марки Л70, применяемой для производства конденсаторных труб и теплообменников, допускается содержание мышьяка от 0,02 до 0,06%.
10. В латуни марки Л63, применяемой в пищевой промышленности, содержание свинца не должно превышать 0,05%.
(Измененная редакция, Изм. № 1, 2).
Поделиться
ГОСТ 15527-70. Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки (71983)
Государственный стандарт
Союза ССР
СПЛАВЫ МЕДНО-ЦИНКОВЫЕ (ЛАТУНИ),
ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
МАРКИ
ГОСТ 15527-70
(СТ СЭВ 379-76, СТ СЭВ 2621-80)
Издание официальное
Переиздание сентябрь 1983 г с Изменениями № 1, 2,
утвержденными в марте 1979 г., в декабре 1981 г.
(ИУС 4-1979 г., ИУС 4-1982 г.)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
МоскваУДК 669.35.5:006.354 Группа В51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Сплавы медно-цинковые (латуни), обрабатываемые давлением,
марки. Copper zinc pressure trealed alloys (brasses). Tipes.
Copper zinc pressure trealed alloys (brasses). Tipes.
ГОСТ 15527-70
(СТ СЭВ 379-76, СТ СЭВ 2621-80)
Взамен ГОСТ 1019-47 в части латуней, обрабатываемых давлением.
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 18 февраля 1970 г. № 185 срок введения установлен с 01.07. 70
Проверен в 1983 г. Постановлением Госстандарта от 06.06.83 № 2476 срок действия продлен до 01.01. 89
Настоящий стандарт распространяется на медно-цинковые сплавы, обрабатываемые давлением, предназначаемые для изготовления полуфабрикатов.
Стандарт полностью соответствует СТ СЭВ 379—76 и СТ СЭВ 2621— 80.
(Измененная редакция, Изм. № 1, 2).
Наименования, марки, химический состав и примерное назначение сплавов должны соответствовать указанным в таблице. Таблица
Таблица
Наименование сплавов | Марка | Химический состав в % | ||||||||||
Основной элемент | ||||||||||||
По СТ СЭВ 379-76 | По настоящему стандарту | Медь | Свинец | Железо | Марганец | Алюминий | Олово | Кремний | Никель | Мышьяк | Цинк | |
Томпак | CuZn5 | Л96 | 95,0-97,0 | ? | ? | ? | ? | ? | ? | ? | ? | |
Томпак | CuZn10 | Л90 | 88,0-91,0 | ? | ? | ? | ? | ? | ? | ? | ? | |
Полутомпак | CuZn15 | Л85 | 84,0-86,0 | ? | ? | ? | ? | ? | ? | ? | ? | |
Полутомпак | CuZn20 | Л80 | 79,0-81,0 | ? | ? | ? | ? | ? | ? | ? | ? | |
Латунь | CuZn30 | Л70 | 69,0-72,0 | ? | ? | ? | ? | ? | ? | ? | ? | |
Латунь | CuZn32 | Л68 | 67,0-70,0 | ? | ? | ? | ? | ? | ? | ? | ? | |
Латунь | CuZn37 | Л63 | 62,0-65,0 | ? | ? | ? | ? | ? | ? | ? | ? | |
Латунь | CuZn40 | Л60 | 59,0-62,0 | ? | ? | ? | ? | ? | ? | ? | ? | |
Латунь алюминиевая | CuZn20Al2 | ЛА77-2 | 76,0-79,0 | ? | 0,07 | ? | 1,7 2,5 | ? | ? | ? | ? | ое |
Латунь алюминиево- железная | CuZn38Al1Mn2Al1 | ЛАЖ60-1-1 | 58,0-61,0 | ? | 0,75 1,50 | 0,1 0,6 | 0,7 1,5 | ? | ? | ? | ? | льн |
Латунь алюминиево- никелевая | ? | ЛАН59-3-2 | 57,0-60,0 | ? | ? | ? | 2,5 3,5 | ? | ? | 2,0 3,0 | ? | ста |
Латунь железомарганцовая | ? | ЛЖМц59-1-1 | 57,0-60,0 | ? | 0,6-1,2 | 0,50,8 | 0,1 0,4 | 0,30,7 | ? | ? | ? | О |
Латунь никелевая | ? | ЛН65-5 | 64,0-67,0 | ? | ? | ? | ? | ? | ? | 5,0 6,5 | ? | |
Латунь марганцовая | CuZn40Mn1 | ЛМц58-2 | 57,0-60,0 | ? | 0,5 | 1,0 2,0 | ? | ? | ? | ? | ? | |
Латунь марганцово- алюминиевая | CuZn40Al1Mn | ЛмцА57-3-1 | 55,0-58,0 | ? | ? | 2,5 3,5 | 0,5 1,5 | ? | ? | ? | ? | |
Примерное назначение
Химический состав в %
Примесь | ||||||||||||||
Свинец | Железо | Сурьма | Висмут | Фосфор | Марганец | Мышьяк | Олово | Сера | Алюминий | Всего | ||||
Не более | ||||||||||||||
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,2 | Для изготовления листов, лент, полос, труб, прутков, проволоки для деталей в электротехнике, для медалей и значков | |||
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,2 | ||||
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,3 | ||||
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,3 | Для изготовления листов, лент, полос, проволоки, художественных изделий, сифонов, манометрических трубок, гибких шлангов, музыкальных инструментов | |||
0,03 | 0,07 | 0,002 | 0,002 | 0,005 | ? | 0,005 | 0,005 | 0,002 | ? | 0,2 | Для изготовления радиаторных лент, полос, труб, теплообменников, музыкальных инструментов, деталей, получаемых глубокой вытяжкой | |||
0,03 | 0,10 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,3 | Проволочные сетки, радиаторные ленты, трубы для теплообменников, детали, получаемые глубокой вытяжкой | |||
0,07 | 0,2 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,5 | Для изготовления листов, лент, полос, труб, прутков, фольги, проволоки, применяемых для винтов, нажимных валков для травильных работ, застежки-молнии, деталей, получаемых глубокой вытяжкой | |||
0,30 | 0,2 | 0,01 | 0,003 | 0,01 | ? | ? | ? | ? | ? | 1,0 | Трубные доски в холодильных установках, штампованные детали, фурнитура | |||
0,07 | 0,07 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,3 | Трубные доски для конденсаторов и теплообменников, стойкие к морской воде детали машин, высоко нагружаемая арматура | |||
0,40 | ? | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,7 | Трубы, прутки для подшипников скольжения, судостроения и приборостроения | |||
0,10 | 0,50 | 0,005 | 0,003 | 0,01 | ? | ? | ? | ? | ? | 0,9 | Для изготовления прутков, труб | |||
0,20 | ? | 0,01 | 0,003 | 0,01 | ? | ? | ? | ? | ? | 0,25 | Для изготовления полос, труб, прутков, проволоки | |||
0,03 | 0,15 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 0,3 | Для изготовления листов, лент, труб, проволоки | |||
0,1 | 0,5 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 1,2 | Листы, ленты, полосы, прутки, проволока для приборостроения, строительства, демпферных деталей | |||
0,2 | 1,0 | 0,005 | 0,002 | 0,01 | ? | ? | ? | ? | ? | 1,3 | Механические высоконапряженные детали, поршневые штанги, специальная арматура, поковки | |||
Наименова- Марка | Химический состав в % | |||||||||||||
Основной элемент | ||||||||||||||
По СТ СЭВ 379-76 | По настоящему стандарту | Медь | Свинец | Железо | Марганец | Алюминий | Олово | Кремний | Никель | Мышьяк | Цинк | ||
Томпак оловянный | ? | ЛО90-1 | 88,0-91,0 | ? | ? | ? | ? | 0,2-0,7 | ? | ? | ? | Остальное | |
Латунь оловянная | CuZn28Sn1 | ЛО70-1 | 69,0-71,0 | ? | 0,7 | ? | ? | 1,0-1,5 | ? | ? | ? | ||
Латунь оловянная | CuZn38Sn1 | ЛО62-1 | 61,0-63,0 | ? | ? | ? | ? | 0,7-1,1 | ? | ? | ? | ||
Латунь оловянная | ? | ЛО60-1 | 59,0-61,0 | ? | ? | ? | ? | 1,0-1,5 | ? | ? | ? | ||
Латунь свинцовая | ? | ЛС63-3 | 62,0-65,0 | 2,4-3,0 | ? | ? | ? | 0,10 | ? | ? | ? | ||
Латунь свинцовая | ? | ЛС74-3 | 72,0-75,0 | 2,4-3,0 | ? | ? | ? | ? | ? | ? | ? | ||
Латунь свинцовая | ? | ЛС64-2 | 63,0-66,0 | 1,5-2,0 | ? | ? | ? | ? | ? | ? | ? | ||
Латунь свинцовая | ? | ЛС60-1 | 59,0-61,0 | 0,6-1,0 | ? | ? | ? | 0,20 | ? | ? | ? | ||
Латунь свинцовая | ? | ЛС59-1 | 57,0-60,0 | 0,8-1,9 | ? | ? | ? | 0,30 | ? | ? | ? | ||
Латунь свинцовая | ? | ЛС59-1В | 57,0-61,0 | 0,8-1,9 | ? | ? | ? | ? | ? | ? | ? | ||
Латунь свинцовая | CuZn35Pb2 | ЛС63-2 | 62,0-65,0 | 0,7-2,3 | ? | ? | ? | ? | ? | ? | ? | ||
Латунь свинцовая | CuZn38Pb2 | ЛС60-2 | 59,0-62,0 | 1,0-2,5 | ? | ? | ? | 0,3-0,7 | ? | ? | ? | ||
Латунь свинцовая | CuZn39Pb2 | ЛС59-3 | 57,0 | 2,0 | ? | ? | ? | ? | ? | ? | ? | ||
Латунь железосвинцовая | ? | ЛЖС58-1-1 | 56,0-58,0 | 0,7-1,3 | 0,7-1,3 | ? | ? | ? | ? | ? | ? | ||
Латунь кремнистая | ? | ЛК80-3 | 79,0-81,0 | ? | ? | ? | ? | ? | 2,5-4,0 | ? | ? | ||
Латунь мышьяковая | ? | ЛМц68-0,05 | 67,0-70,0 | ? | ? | ? | ? | ? | ? | ? | 0, 0250,06 | ||
Латунь алюминиево- мышьяковая | ? | ЛАМц77-2- 0,05 | 76,0-79,0 | ? | ? | ? | 1,7-2,5 | ? | ? | ? | 0, 0250,06 | ||
Латунь оловянно- мышьяковая | ? | ЛОМц70-1- 0,05 | 69,0-71,0 | ? | ? | ? | ? | 1,0-1,5 | ? | ? | 0, 0250,06 | ||
Латунь алюминиево- никеле -кремнисто – марганцовая | ? | ЛАНКМц75-2- 2,5-0,5-0,5 | 73,0-76,0 | ? | ? | 0,3-0,7 | 1,6-2,2 | ? | 0,3-0,7 | 2,0-3,0 | ? | ||
Химический состав в % | Примерное назначение | ||||||||||||
Примесь | |||||||||||||
Скачать бесплатно
| Тип проката | Вид металла | Размеры |
|---|---|---|
Лист, Плита, Лента (полоса), Шина Круг, проволока Шестигранник Квадрат Труба круглая, втулка Труба профильная Уголок Швеллер Тавр Двутавр | -Выберите-АлюминийМедьЛатуньБронзаОловоСвинецЦинкНикелевые сплавыМедно-никелевые сплавыНихромНержавеющие сталиСталь АМг2 АМг3 АМг5 АМг6 АД1 АД31 АМц, АМцС, ММ Д16 1105, А5, А5Е, А6, А7, АД0, АД00 М1, М2, М3 Л63 Л68 ЛС59-1 Л70 Л80 Л85 Л90 БрАЖ9-4 БрОЦС5-5-5 БрАЖМц10-3-1,5 БрАМц9-2 БрКМц3-1 БрБ2 БрХ1 БрАЖН10-4-4 БрОФ6,5-0,15 БрОФ7-0,2 БрОЦ4-3 С0, С1, С2 Ц0, Ц1 НМц2,5 НМц5 НК0,2 Алюмель НМцАК2-2-1 Монель НМЖМц28-2,5-1,5 Хромель Т НХ9,5 МНЖ5-1 Манганин МНМц3-12 Мельхиор МН19 Копель МНМц43-0,5 Константан МНМц40-1,5 Куниаль А МНА6-1,5 Куниаль Б МНА6-1,5 Нейзильбер МНЦ15-20 Х15Н60 Х20Н80 04Х18Н10Т, 08Х18Н12Б 08Х13, 08Х17Т, 08Х20Н14С2 08Х22Н6Т, 15Х25Т 08Х18Н10, 08Х18Н10Т 08Х18Н12Т 10Х17Н13М2Т 10Х23Н18 12Х13, 12Х17 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9 Ст3, Ст5, Ст10, Ст20 | Длина (м) b – Ширина (мм) c – Толщина (мм) Длина (м) b – Диаметр (мм) Длина (м) b – Сечение (мм) Длина (м) b – Сечение (мм) Длина (м) b – Толщина стенки (мм) c – Диаметр (мм) Длина (м) b – Толщина стенки (мм) c – Ширина (мм) d – Высота (мм) Длина (м) b – Толщина стенки (мм) c – Высота полки1 (мм) d – Высота полки2 (мм) Длина (м) b – Толщина стенки (мм) c – Ширина (мм) d – Высота (мм) Длина (м) b – Толщина стенки (мм) c – Ширина (мм) d – Высота (мм) e – Толщина перемычки (мм) Длина (м) b – Толщина стенки (мм) c – Ширина (мм) d – Высота (мм) e – Толщина перемычки (мм) |
Латунные прутки от ООО УралКомплектМ оптом и в розницу от 1 кг
Сортировать:по цене за кгпо цене за штпо размеру
Показывать по 306090
| Латунный пруток 3 Л63 мяг | 3 | 1818 | ||
| Латунный пруток 5х2500 Л63 птв | 5 | 1818 | ||
| Латунный пруток 5х3000 Л63 птв | 5 | 1818 | ||
| Латунный пруток 6х2500 Л63 птв | 6 | 1818 | ||
| Латунный пруток 6х3000 Л63 птв | 6 | 1818 | ||
| Латунный пруток 7х2500 Л63 птв | 7 | 1659 | ||
| Латунный пруток 7х3000 Л63 птв | 7 | 1659 | ||
| Латунный пруток 8х2500 Л63 птв | 8 | 1659 | ||
| Латунный пруток 8х3000 Л63 птв | 8 | 1659 | ||
| Латунный пруток 9х3000 Л63 птв | 9 | 1659 | ||
| Латунный пруток 10х2500 Л63 птв | 10 | 1659 | ||
| Латунный пруток 10х3000 Л63 птв | 10 | 1659 | ||
| Латунный пруток 12х2500 Л63 птв | 12 | 1623 | ||
| Латунный пруток 12х3000 Л63 птв | 12 | 1623 | ||
| Латунный пруток 14х2500 Л63 птв | 14 | 1623 | ||
| Латунный пруток 14х3000 Л63 птв | 14 | 1623 | ||
| Латунный пруток 15х2500 Л63 птв | 15 | 1623 | ||
| Латунный пруток 15х3000 Л63 птв | 15 | 1623 | ||
| Латунный пруток 16х2500 Л63 птв | 16 | 1623 | ||
| Латунный пруток 16х3000 Л63 птв | 16 | 1623 | ||
| Латунный пруток 18х2500 Л63 птв | 18 | 1623 | ||
| Латунный пруток 18х3000 Л63 птв | 18 | 1623 | ||
| Латунный пруток 20х2500 Л63 птв | 20 | 1623 | ||
| Латунный пруток 20х3000 Л63 птв | 20 | 1623 | ||
| Латунный пруток 22х2500 Л63 птв | 22 | 1623 | ||
| Латунный пруток 22х3000 Л63 птв | 22 | 1623 | ||
| Латунный пруток 24х2500 Л63 птв | 24 | 1623 | ||
| Латунный пруток 24х3000 Л63 птв | 24 | 1623 | ||
| Латунный пруток 25х2500 Л63 птв | 25 | 1623 | ||
| Латунный пруток 25х3000 Л63 птв | 25 | 1623 | ||
| Латунный пруток 27х2500 Л63 птв | 27 | 1623 | ||
| Латунный пруток 27х3000 Л63 птв | 27 | 1623 | ||
| Латунный пруток 28х2500 Л63 птв | 28 | 1623 | ||
| Латунный пруток 28х3000 Л63 птв | 28 | 1623 | ||
| Латунный пруток 30х2500 Л63 птв | 30 | 1623 | ||
| Латунный пруток 30х3000 Л63 птв | 30 | 1623 | ||
| Латунный пруток 32х2500 Л63 птв | 32 | 1623 | ||
| Латунный пруток 32х3000 Л63 птв | 32 | 1623 | ||
| Латунный пруток 35х2500 Л63 птв | 35 | 1623 | ||
| Латунный пруток 35х3000 Л63 птв | 35 | 1623 | ||
| Латунный пруток 40х2500 Л63 птв | 40 | 1623 | ||
| Латунный пруток 40х3000 Л63 | 40 | 1623 | ||
| Латунный пруток 40х3000 Л63 птв | 40 | 1623 | ||
| Латунный пруток 45х2500 Л63 птв | 45 | 1623 | ||
| Латунный пруток 45х3000 Л63 птв | 45 | 1623 | ||
| Латунный пруток 50х3000 Л63 | 50 | 1623 | ||
| Латунный пруток 50х3000 Л63 птв | 50 | 1623 | ||
| Латунный пруток 55х2500 Л63 пресс | 55 | 1623 | ||
| Латунный пруток 55х3000 Л63 пресс | 55 | 1623 | ||
| Латунный пруток 60х2500 Л63 | 60 | 1623 | ||
| Латунный пруток 60х2500 Л63 пресс | 60 | 1623 | ||
| Латунный пруток 60х3000 Л63 пресс | 60 | 1623 | ||
| Латунный пруток 65х2500 Л63 пресс | 65 | 1623 | ||
| Латунный пруток 65х3000 Л63 пресс | 65 | 1623 | ||
| Латунный пруток 70х2500 Л63 пресс | 70 | 1623 | ||
| Латунный пруток 70х3000 Л63 пресс | 70 | 1623 | ||
| Латунный пруток 75х2500 Л63 пресс | 75 | 1623 | ||
| Латунный пруток 75х3000 Л63 пресс | 75 | 1623 | ||
| Латунный пруток 80х2500 Л63 пресс | 80 | 1623 | ||
| Латунный пруток 80х3000 Л63 пресс | 80 | 1623 |
Наша компания предлагает купить латунный пруток со склада в Москве. Изделия из этого цветного металла идеально сочетают в себе высокие эксплуатационные характеристики и выгодную цену. Прутки латунные не поддаются коррозии, могут использоваться в агрессивных средах в условиях высокой влажности и при плохих климатических условиях. Подробнее
Изделия из этого цветного металла идеально сочетают в себе высокие эксплуатационные характеристики и выгодную цену. Прутки латунные не поддаются коррозии, могут использоваться в агрессивных средах в условиях высокой влажности и при плохих климатических условиях. Подробнее
Мы предлагаем купить пруток латунный нескольких видов. В зависимости от производства он может подразделяться на прессованный и тянутый. Этот металлопрокат используется в качестве заготовки для производства различных деталей и механизмов, применяемых в автомобильной, авиационной и даже космической промышленности. Латунный пруток ЛС59-1 отлично поддается обработке, хорошо сваривается и спаивается с другими металлами.
Цена на латунные круги зависит от нескольких параметров: состав, вес, диаметр. Узнать стоимость и характеристики прутка вы сможете на сайте нашей компании. Мы предлагаем латунный пруток в розницу и оптом по самым выгодным ценам по Москве.
Для латунного прутка характерны прекрасные физические и эксплуатационные особенности, в частности, сопротивление образованию коррозии и влиянию магнитных полей. По своей форме латунный пруток изготавливается в нескольких вариациях: круглой, овальной, квадратной, а также шестигранной. Если принимать во внимание характеристики прочности, то сырье для изготовления латунного прутка может иметь разнообразную структуру. Это делает возможным производство мягкого, твердого или полутвердого латунного прутка. Сфера применения латунного прутка достаточно широка. Его используют в процессе производства различных крепежных элементов (например, болтов и т.п.). В качестве сырья латунный пруток применяется во время изготовления высокотехнологичных устройств и механизмов, запорных конструкций и фурнитуры.
По своей форме латунный пруток изготавливается в нескольких вариациях: круглой, овальной, квадратной, а также шестигранной. Если принимать во внимание характеристики прочности, то сырье для изготовления латунного прутка может иметь разнообразную структуру. Это делает возможным производство мягкого, твердого или полутвердого латунного прутка. Сфера применения латунного прутка достаточно широка. Его используют в процессе производства различных крепежных элементов (например, болтов и т.п.). В качестве сырья латунный пруток применяется во время изготовления высокотехнологичных устройств и механизмов, запорных конструкций и фурнитуры.
На сегодняшний день в латунном прокате большую часть занимает латунный пруток ЛС59, а также Л63. Если принимать во внимание способ его изготовления, то пруток может быть прессованным и тянутым. Состав определяет мягким, твердым или полутвердым будет пруток. Зачастую латунный пруток изготавливают диаметром от 4 до 200 мм. Самым популярным является пруток, диаметром в пределах 4-10 мм.
Широкий спрос, которым пользуется латунный пруток, объясняется его уникальным характеристиками среди которых: легкость обработки, стойкость к образованию коррозии, отличные теплопроводные свойства. Он отличается большой долговечностью, обладает хорошей пластичностью, легко паяется, варится и поддается фрезеровке.
В промышленности латунный пруток также применяется достаточно широко. Его используют во время изготовления крепежных систем и строительной фурнитуры.
ПромтехСталь
- Вы здесь:
- Главная
Извините данный материал был перемещен на другую страницу.
Попробуйте поискать в каталоге слева.Надеемся на Ваше понимание!
Появились вопросы по конкретному профилю или о доставке в другие регионы, требуется уточнить цену? На все интересующие Вас вопросы ответят квалифицированные менеджеры. Позвоните по бесплатному номеру телефона 8(800)770-72-05.
Позвоните по бесплатному номеру телефона 8(800)770-72-05.
Не смогли дозвониться или нет времени на звонок? Сформулируйте свой запрос в свободной форме и отправьте электронным письмом нам на почту Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Менеджер свяжется с вами в ближайшее время и уточнит всю необходимую информацию.
Как приобрести металлопрокат
1
Заполните форму заявки, и менеджер свяжется с Вами в рабочее время в течение 15 минут
2
Заключаете договор и оплачиваете счет
3
Получаете готовый металлопрокат в точке B
Оставьте заявку на обратный звонок, и мы перезвоним Вам в течение 15 минут
Вопросы и ответы
- Что за компания?
-
Мы поставляем сортовой, листовой, трубный, черный, цветной металлопрокат. Кроме того, в наличии есть «нержавейка» и жаростойкая сталь. Также в каталоге Вы найдете инструментальные и конструкционные марки.
 В каталоге есть редкие стали и большое количество комбинаций по различным спецификациям.
В каталоге есть редкие стали и большое количество комбинаций по различным спецификациям.
-
Мы поставляем сортовой, листовой, трубный, черный, цветной металлопрокат. Кроме того, в наличии есть «нержавейка» и жаростойкая сталь. Также в каталоге Вы найдете инструментальные и конструкционные марки.
- Кто ваши партнеры?
- Среди наших партнеров такие гиганты металлопроката как «Северсталь», Первоуральский новотрубный завод, Западно-Сибирский металлургический комбинат, Магнитогорский металлургический комбинат и др.
- Какие задачи выполняет Ваша компания?
- Цель нашей компании – обеспечить бесперебойную поставку продукции и доставить ее в полном объеме.
- Кто поможет мне выбрать металлопрокат?
- При оформлении заказа Вам назначат личного менеджера, который даст грамотный совет по выбору продукции и оформит доставку. Специалисты сократят Ваши расходы, подобрав наиболее выгодный вариант.
- Как мне заказать продукцию, которая есть в наличии?
-
Вы отправляете заявку, обозначив нужные данные своей компании.
 После этого менеджер перезванивает, уточняет сроки и стоимость продукции. После того, как счет выставили, Вы его оплачиваете, после чего оформляется доставка.
После этого менеджер перезванивает, уточняет сроки и стоимость продукции. После того, как счет выставили, Вы его оплачиваете, после чего оформляется доставка.
-
Вы отправляете заявку, обозначив нужные данные своей компании.
- Как сделать индивидуальный заказ?
- Для производства такого проката нужно отправить специалистам нашей компании техническое задание с полной информацией о материале, марке, размерах. Далее определяют сроки производства и сумму заказа, после чего выставляют платежный ордер. Предусмотрено оформление договора с указанием спецификации.
- Какие дополнительные услуги есть в вашей компании?
- По Вашему запросу мы проводим анализ химических веществ металла или его механических веществ. Кроме того, выполняем УЗ-исследования.
- Как осуществляется доставка?
-
Доставка металлопроката производится по всей России и странам ближайшего зарубежья «Деловыми линиями» или логистическими ресурсами нашей компании в зависимости от точки назначения.
 Определяющие задачи для нас – доставка в точно оговоренное время и 100%-я доставка продукции в полном объеме (одним грузом). Есть отгрузка металлопроката в выходные дни.
Кроме доставки, есть возможность самовывоза со склада. Более подробную информацию Вы сможете получить, общаясь с личным менеджером.
Определяющие задачи для нас – доставка в точно оговоренное время и 100%-я доставка продукции в полном объеме (одним грузом). Есть отгрузка металлопроката в выходные дни.
Кроме доставки, есть возможность самовывоза со склада. Более подробную информацию Вы сможете получить, общаясь с личным менеджером.
-
Доставка металлопроката производится по всей России и странам ближайшего зарубежья «Деловыми линиями» или логистическими ресурсами нашей компании в зависимости от точки назначения.
- Какие есть скидки?
- Предоставляем скидки на металлопрокат до 25% при оптовом заказе. Кроме того, делимся скидкой по доставке от партнера «Деловые линии» до 10%.
Черный
Нержавеющий
Цветной
Выберете тип металлопроката
Закрыть калькулятор
- Арматура
- Двутвр / Балка
- Квадрат
- Круг / Пруток
- Лента
- Лист / Плита
- Труба круглая
- Труба профильная
- Уголок
- Шестиграниик
Расчет массы :
OFF
ON
Расчет длины :
OFF
ON
Расчет площади :
OFF
ON
Выбор металла и марки
Выбрать09Г2С1010ХСНД110Г13Л12Х1МФ15Х5М15ХСНД2020Л30Х38ХН3МА40Х455ХНМ60Г60С2А6565Г70Р6М5Ст1Ст3кпСт3псСт3спУ10У10АУ12АУ7У8У8АШХ15ШХ4Выбрать08Х1308Х17Т08Х18Н1008Х18Н10Т10Х17Н13М2Т10Х17Н13М3Т12Х1312Х18Н10Т14Х17Н215Х25Т20Х1320Х23Н1830Х1340Х1395Х18AISI 304AISI 304LAISI 316LAISI 316TiAISI 321AISI 409AISI 410AISI 420AISI 420SAISI 430AISI 439AISI 904LХ15Н60Х20Н80Х23Ю5ТАлюминийБронзаЛатуньМагнийМедьНикельОловоСвинецТитанЦинкМарка1420А5А85А95А97А99А999АВАДАД0АД1АД31АД33АК4АК4-1АК5М7АК6АК8АЛ1АЛ19АЛ2АЛ3АЛ32АЛ4АЛ5АЛ7АЛ8АЛ9АМг1АМг2АМг3АМг5АМг5ПАМг6АМцАН-2. 5В65В93В94В95ВАЛ10Д1Д16Д18Д19МаркаБрА5БрА7БрА9Ж4БрА9ЖЗЛБрАЖ9-4БрАЖН10-4-4БрАМц9-2БрБ2БрБ2.5БрКМц3-1БрКН1-3БрО10БрО10Ф1БрО10Ц2БрО5Ц5С5БрО8С12БрОФ6.5-0.15БрОЦ4-3БрОЦС4-4-2.5БрОЦС4-4-4БрС30БрХ1МаркаЛ59Л60Л63Л66Л68Л70Л75Л80Л85Л90Л96ЛА77-2ЛАЖ60-1-1ЛЖМц59-1-1ЛЖС58-1-1ЛК80-3ЛМц58-2ЛО60-1ЛО62-1ЛО70-1ЛС59-1ЛС63-3ЛС64-2ЛЦ16К4ЛЦ23А6Ж3Мц2ЛЦ30А3ЛЦ38Мц2С2ЛЦ40СМаркаМА1МА11МА14МА15МА2МА2-1МА5МА8Мг95МЛ10МЛ12МЛ19МЛ2МЛ3МЛ4МЛ5МЛ6МЛ9МаркаБрКд1БрНБТБрНХКБрХБрХЦрМ0М00М00бМ0бМ0кМ1М1кМ1рМ1фМ2М3М3рМКМН19МНЖ5-1МНМ15-20МНМц3-12МНМц40-1.5МНМц43-0.5НМЖМц28-2.5-1.5МаркаНХ9МаркаО1О1пчМаркаС0С1С1СС2С3МаркаВТ1-0ВТ1-00ВТ1-1ВТ14ВТ20ВТ22ВТ3-1ВТ5ВТ5-1ВТ6ОТ4-1ПТ7ММаркаЦ0Ц0АЦ1ЦА4ЦАМ4-1ЦВДиаметр68101214161820222528323640455055607080С уклоном двутавр (У)Нормальный двутавр (Б)Широкополочный двутавр (Ш)Колонный двутавр (К)Двутавр дополнительной серии (Д)Сварной двутавр (С)Номер балки101214161820222427303336404550556010Б112Б112Б214Б114Б216Б116Б218Б118Б220Б123Б126Б126Б230Б130Б235Б135Б240Б140Б245Б145Б250Б150Б255Б155Б260Б160Б270Б170Б280Б180Б290Б190Б2100Б1100Б2100Б3100Б420Ш123Ш126Ш126Ш230Ш130Ш230Ш335O135Ш235Ш340Ш140Ш240Ш350Ш150Ш250Ш350Ш460Ш160Ш260ШЗ60Д1470Ш170Ш270ШЗ70Ш470Ш520K120K223K123K226K126K226K330K130K230К335К135К235K340К140К240K340К440К524ДБ127ДБ136ДБ135ДБ140ДБ145ДБ145ДБ230ДШ140ДШ150ДШ120Б1С20Б2С20Б3С25Б1С25Б2С25Б3С25Б4С30Б1С30Б2С30Б3С30Б4С35Б1С35Б2С35Б3С35Б4С40Б1С40Б2С40Б3С40Б4С45Б1С45Б2С45Б3С45Б4С50Б1С50Б2С50Б3С50Б4С50Б5С55Б1С55Б2С55Б3С55Б4С60Б1С60Б2С60Б3С60Б4С70Б1С70Б2С70Б3С70Б4С20Ш0С20Ш1С20Ш2С20Ш3С20Ш4С20Ш5С20Ш6С25Ш0С25Ш1С25Ш2С25Ш3С25Ш4С25Ш5С25Ш6С30Ш0С30Ш1С30Ш2С30Ш3С30Ш4С30Ш5С30Ш6С35Ш1С35Ш2С35Ш3С35Ш4С35Ш5С35Ш6С35Ш7С40Ш1С40Ш2С40Ш3С40Ш4С40Ш5С40Ш6С40Ш7С45Ш0С45Ш1С45Ш2С45Ш3С45Ш4С45Ш5С45Ш6С50Ш1С50Ш2С50Ш3С50Ш4С50Ш5С50Ш6С50Ш7С50Ш8С
5В65В93В94В95ВАЛ10Д1Д16Д18Д19МаркаБрА5БрА7БрА9Ж4БрА9ЖЗЛБрАЖ9-4БрАЖН10-4-4БрАМц9-2БрБ2БрБ2.5БрКМц3-1БрКН1-3БрО10БрО10Ф1БрО10Ц2БрО5Ц5С5БрО8С12БрОФ6.5-0.15БрОЦ4-3БрОЦС4-4-2.5БрОЦС4-4-4БрС30БрХ1МаркаЛ59Л60Л63Л66Л68Л70Л75Л80Л85Л90Л96ЛА77-2ЛАЖ60-1-1ЛЖМц59-1-1ЛЖС58-1-1ЛК80-3ЛМц58-2ЛО60-1ЛО62-1ЛО70-1ЛС59-1ЛС63-3ЛС64-2ЛЦ16К4ЛЦ23А6Ж3Мц2ЛЦ30А3ЛЦ38Мц2С2ЛЦ40СМаркаМА1МА11МА14МА15МА2МА2-1МА5МА8Мг95МЛ10МЛ12МЛ19МЛ2МЛ3МЛ4МЛ5МЛ6МЛ9МаркаБрКд1БрНБТБрНХКБрХБрХЦрМ0М00М00бМ0бМ0кМ1М1кМ1рМ1фМ2М3М3рМКМН19МНЖ5-1МНМ15-20МНМц3-12МНМц40-1.5МНМц43-0.5НМЖМц28-2.5-1.5МаркаНХ9МаркаО1О1пчМаркаС0С1С1СС2С3МаркаВТ1-0ВТ1-00ВТ1-1ВТ14ВТ20ВТ22ВТ3-1ВТ5ВТ5-1ВТ6ОТ4-1ПТ7ММаркаЦ0Ц0АЦ1ЦА4ЦАМ4-1ЦВДиаметр68101214161820222528323640455055607080С уклоном двутавр (У)Нормальный двутавр (Б)Широкополочный двутавр (Ш)Колонный двутавр (К)Двутавр дополнительной серии (Д)Сварной двутавр (С)Номер балки101214161820222427303336404550556010Б112Б112Б214Б114Б216Б116Б218Б118Б220Б123Б126Б126Б230Б130Б235Б135Б240Б140Б245Б145Б250Б150Б255Б155Б260Б160Б270Б170Б280Б180Б290Б190Б2100Б1100Б2100Б3100Б420Ш123Ш126Ш126Ш230Ш130Ш230Ш335O135Ш235Ш340Ш140Ш240Ш350Ш150Ш250Ш350Ш460Ш160Ш260ШЗ60Д1470Ш170Ш270ШЗ70Ш470Ш520K120K223K123K226K126K226K330K130K230К335К135К235K340К140К240K340К440К524ДБ127ДБ136ДБ135ДБ140ДБ145ДБ145ДБ230ДШ140ДШ150ДШ120Б1С20Б2С20Б3С25Б1С25Б2С25Б3С25Б4С30Б1С30Б2С30Б3С30Б4С35Б1С35Б2С35Б3С35Б4С40Б1С40Б2С40Б3С40Б4С45Б1С45Б2С45Б3С45Б4С50Б1С50Б2С50Б3С50Б4С50Б5С55Б1С55Б2С55Б3С55Б4С60Б1С60Б2С60Б3С60Б4С70Б1С70Б2С70Б3С70Б4С20Ш0С20Ш1С20Ш2С20Ш3С20Ш4С20Ш5С20Ш6С25Ш0С25Ш1С25Ш2С25Ш3С25Ш4С25Ш5С25Ш6С30Ш0С30Ш1С30Ш2С30Ш3С30Ш4С30Ш5С30Ш6С35Ш1С35Ш2С35Ш3С35Ш4С35Ш5С35Ш6С35Ш7С40Ш1С40Ш2С40Ш3С40Ш4С40Ш5С40Ш6С40Ш7С45Ш0С45Ш1С45Ш2С45Ш3С45Ш4С45Ш5С45Ш6С50Ш1С50Ш2С50Ш3С50Ш4С50Ш5С50Ш6С50Ш7С50Ш8С
Сторона a:мм. Сторона b:мм.
Диаметр D:мм.
Толщина t:мм.
Масса M:кг.
Длина L:м.
Сторона b:мм.
Диаметр D:мм.
Толщина t:мм.
Масса M:кг.
Длина L:м.
100 55 4.1 5.7
Результат:
ГОСТ Л63 ГОСТ 15527 – ББН МАГАЗИНЫ СТАЛИ
- Введение
- Химическая
- Механический
- Физический
- сообщения
ГОСТ Л63 ГОСТ 15527 Введение
Марка Л63. Каков химический состав ГОСТ Л63 ГОСТ 15527 ? Химический состав стали L63, свойства стали L63, углеродистая сталь L63, стальной лист ГОСТ 15527 Поставщик в Японии, стальной лист ГОСТ 15527 Экспортер, сталь ГОСТ 15527 Цена, эквивалентная сталь ГОСТ 15527, поставщик стали ГОСТ 15527 в Китае, сталь ГОСТ 15527 китайский эквивалент 9 класс0017 ГОСТ Л63 ГОСТ 15527 сталь Технические условия
Применение: Медно-цинковые сплавы (латуни) обработанные давлением. Оценки.
Термообработка: 1931°C – 1521°C.
ГОСТ Л63 ГОСТ 15527 механические
Введение механических свойств ГОСТ Л63 ГОСТ 15527 :
Предел текучести (σs) При напряжении ГОСТ Л63 ГОСТ 15527 или образце превышает предел упругости при растяжении, даже если напряжение превышает не увеличивается, ГОСТ Л63 ГОСТ 15527 или образец будет продолжать подвергаться явной пластической деформации. Это явление называется текучестью, а минимальное значение напряжения, при котором происходит текучесть, называется пределом текучести.
Прочность на растяжение (σb) : Максимальное напряжение ГОСТ Л63 ГОСТ 15527 при растяжении от начала до момента разрушения. Он указывает на способность ГОСТ Л63 ГОСТ 15527 сопротивляться разрушению.
Удлинение (δs) : Отношение длины пластического удлинения к исходной длине образца называется удлинением.
Отношение предела текучести (σs/σb) : Отношение предела текучести (предела текучести) к пределу прочности ГОСТ Л63 ГОСТ 15527 называется его пределом текучести. Чем больше предел текучести, тем выше надежность деталей конструкции.
Чем больше предел текучести, тем выше надежность деталей конструкции.
Твердость : Твердость – это способность ГОСТ Л63 ГОСТ 15527 сопротивляться вдавливанию твердых предметов в его поверхность. Чем выше твердость, тем лучше износостойкость.
| Выход R p0,2 (МПа) | Растяжение R м (МПа) | Ударный КВ/Ку (Дж) | Удлинение А (%) | Уменьшение поперечного сечения при изломе Z (%) | Состояние после термообработки | Твердость по Бринеллю (HBW) |
|---|---|---|---|---|---|---|
| 955 (≥) | 698 (≥) | 43 | 43 | 33 | Раствор и старение, отжиг, старение, Q+T и т. д. | 132 |
ГОСТ Л63 ГОСТ 15527 физические
Физические показатели ГОСТ Л63 ГОСТ 15527 в основном указываются плотностью, коэффициентом Пуассона, теплопроводностью, удельной теплоемкостью, коэффициентом теплового расширения, модулем упругости, величиной электрического сопротивления
| Температура (°C) | Модуль упругости (ГПа) | Средний коэффициент теплового расширения 10-6/(°C) в диапазоне от 20(°C) до | Теплопроводность (Вт/м·°C) | Удельная теплоемкость (Дж/кг·°C) | Удельное электрическое сопротивление (Ом мм²/м) | Плотность (кг/дм³) | Коэффициент Пуассона, ν |
|---|---|---|---|---|---|---|---|
| 43 | – | – | 0,44 | – | |||
| 198 | 184 | – | 22,3 | 424 | – | ||
| 777 | – | 22 | 41,2 | 132 | 224 |
GOST L63 GOST 15527 Служба обработки
СВОЙСТВА
РУЧА0014 ГОСТ 15527 Другие марки или аналогичные марки
| Марка | Стандарт | Район | Содержание |
|---|---|---|---|
| Л75МК | ГОСТ 15527 | Россия | Медно-цинковые сплавы, обработанные давлением (латуни). | классы
| ЛЖС58-1-1 | ГОСТ 15527 | Россия | Медно-цинковые сплавы, обработанные давлением (латуни). | классы
| Л60 | ГОСТ 15527 | Россия | Медно-цинковые сплавы, обработанные давлением (латуни). | классы
| Л63 | ГОСТ 15527 | Россия | Медно-цинковые сплавы, обработанные давлением (латуни). | классы
| Л68 | ГОСТ 15527 | Россия | Медно-цинковые сплавы, обработанные давлением (латуни). | классы
| Л96 | ГОСТ 15527 | Россия | Медно-цинковые сплавы, обработанные давлением (латуни). 9 класс0101 |
ГОСТ 15527 Л63 Актуальный список
- ГОСТ 613 БрО3Ц12С5
- ГОСТ 15527 Л68
- ГОСТ 15527 Л70
- ГОСТ 15527 Л80
- ГОСТ 15527 Л85
- ГОСТ 15527 Л90
- ГОСТ 15527 Л96
- ГОСТ 18175 БрКН3-1
- ГОСТ 18175 БрАЖНМц9-4-4-1
- ГОСТ 18175 БрМц5
- ГОСТ 18175 БрКМц3-1
- ГОСТ 18175 БрБНТ1.
 9Мг
9Мг - ГОСТ 18175 БрБНТ1.9
- ГОСТ 18175 БрБ2
- ГОСТ 18175 БрАЖН10-4-4
- ГОСТ 18175 БрАЖМц10-3-1.5
- ГОСТ 18175 БрАЖ9-4
- ГОСТ 18175 БрАМц10-2
- ГОСТ 18175 БрАМц9-2
- ГОСТ 18175 БрА7
ГОСТ Л63 ГОСТ 15527 сообщения
ГОСТ 15527-2004. Латунные сплавы, обработанные давлением Evek GmbH / Evek
Вас интересует ГОСТ 15527-2004? Поставщик Evek GmbH предлагает купить латунные сплавы, обработанные давлением по доступной цене в широком ассортименте. Мы обеспечим доставку продукции в любую точку континента. Цена оптимальная.
ГОСТ 15527-2004. Библиография
| Статус документа: | Действителен с 01.07.2005 |
| Название на английском языке | Медно-цинковые сплавы, обработанные давлением (латуни). Марки |
| Тип стандарта | Стандарты на продукцию (услуги) |
| Дата последнего выпуска документа | 2004-11-05 |
| Код ОКП | 180000 |
| Код CHS | B54 |
| Количество страниц | 14 |
| Назначение | Настоящий стандарт распространяется на медно-цинковые сплавы (латуни), обработанные давлением |
| Документ разработан организацией | Госстандарт России |
| Документ принят организацией | Межгосударственный совет по стандартизации метрологии и сертификации, протокол № 17 (по переписке) |
Состав латуни деформируемой
В стандарте указаны марки простой латуни как отечественного, так и импортного производства, способные к пластической деформации в холодном состоянии. К ним относятся:
К ним относятся:
| Имя | Марка сплава | Марка сплава | Медь | Фе | Мн | Ал | Си | Сн | Ni | Zn | |
| Красная латунь | CuZn5 | Л96 | 95,0−97,0 | – | – | – | – | – | – | Ост. | |
| Красная латунь | CuZn10 | Л90 | 88,0−91,0 | – | – | – | – | – | – | Также | |
| Полутомбак | CuZn15 | Л85 | 84,0−86,0 | – | – | – | – | – | – | ||
| Полутомбак | CuZn20 | Л80 | 79,0−81,0 | – | – | – | – | – | – | ||
| Латунь | CuZn30 | Л70 | 69,0−72,0 | – | – | – | – | – | – | ||
| — «— | CuZn32 | Л68 | 67,0−70,0 | – | – | – | – | – | – | ||
| — «— | CuZn37 | Л63 | 62,0−65,0 | – | – | – | – | – | – | ||
| — «— | CuZn40 | Л60 | 59,0−62,0 | – | – | – | – | – | – | – | |
| Латунь Алюминий | CuZn20A12 | ЛА77-2 | 76,0−79,0 | – | – | 1,7−2,5 | – | – | – | ||
| алюминий-железо | CuZn38A11Mn2A11 | ЛАЖ60−1-1 | 58,0−61,0 | 0,75−1,50 | 0,1−0,6 | 0,7−1,5 | – | – | – | ||
| Латунь алюминий-никель | – | ЛАН59-3-2 | 57,0−60,0 | – | – | 2,5−3,5 | – | – | 2,0−3,0 | ||
| железо-марганцевые | – | ЛЖМц59- 1−1 | 57,0−60,0 | 0,6−1,2 | 0,5−0,8 | 0,1−0,4 | 0,3−0,7 | – | – | ||
| Латунь никель | – | ЛН65−5 | 64,0−67,0 | – | – | – | – | – | 5,0−6,5 | ||
| марганец | CuZn40Mn1 | LMC58-2 | 57,0−60,0 | – | 1,0−2,0 | – | – | – | – | ||
| Латунь марганцево-алюминиевая | CuZn40A11Mn | LMCA57-3-1 | 55,0−58,5 | от 90 100 до 12,5−3,5 | 0,5−1,5 | – | – | – | |||
Поставщик Evek GmbH предлагает купить латунный прокат отечественного и зарубежного производства по доступной цене в широком ассортименте. Мы обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Мы обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Спецзаказ
По спецзаказу возможно изготовление других марок латуни, технология производства которой не требует кардинальной переделки существующего металлургического производства. В свинцовистой латуни, кроме того, допускается присутствие никеля (не более 0,5…1,0%). ГОСТ также предусматривает, что совместное процентное содержание сурьмы и кремния в любой латуни не должно превышать 0,5%.
Купить. Поставщик, цена
Вас интересует ГОСТ 15527-2004? Поставщик Evek GmbH предлагает купить латунные сплавы, обработанные давлением, по цене производителя. Мы обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнерскому сотрудничеству.
Экспортеры бюстгальтеров в Украине, Данные экспортеров бюстгальтеров в Украине
Экспортеры бюстгальтеров в Украине, Данные экспортеров бюстгальтеров в Украине- Данные США
- Данные по импорту США
- Импортеры США
- США Подписка
- Глобальные торговые данные
- Код ТН ВЭД
- Коды ТН ВЭД
- Поиск кода ТН ВЭД
- Цены
- Подписывайся
- Авторизоваться
Бесплатный поиск Список импортеров и покупателей в Украине
- Импортер
- Экспортер
- Торговые данные
- Аргентина
- Чили
- Колумбия
- Коста-Рика
- Эквадор
- Казахстан
- Перу
- Украина
- Уругвай
- Венесуэла
- Панама
- Парагвай
- Эфиопия
- Мексика
- Шри-Ланка
- Пакистан
- Вьетнам
- Индонезия
ИНФОРМАЦИЯ О ПРЕДПРИЯТИИ PILSNER UKRAINE
Украина
1.
 Бочки металлические, пивные (многогранная упаковка) стальные, пищевые, толщина стенки 0,8 мм, вместимостью 30 литров – 216 шт. Всего: 216 туб. Бочки имеют маркировку BRASSERIE DU BOCQ.
Бочки металлические, пивные (многогранная упаковка) стальные, пищевые, толщина стенки 0,8 мм, вместимостью 30 литров – 216 шт. Всего: 216 туб. Бочки имеют маркировку BRASSERIE DU BOCQ.Посмотреть отгрузку
ФЕРМЕРСКИЙ ДОМ ИРИС АГРО КОМ
Украина
1. Капуста белокочанная, (вид Brassica oleracea), урожай 2018- 21000кг. Фасованная в сетку. Товарный знак: нет данных. Производитель: ФЕРМЕРСКОЕ ХОЗЯЙСТВО ИРИС АГРО КОМ. Страна производства: UA.
Посмотреть отгрузку
ФЕРМЕРСКИЙ ДОМ ИРИС АГРО КОМ
Украина
1.
 Капуста белокочанная (Brassica oleracea L.) в сетке, урожай 2018 г. – 21000 кг Товарный знак: нет данных. Производитель: ФГ ИРИС АГРО КОМ. Страна производства: UA.
Капуста белокочанная (Brassica oleracea L.) в сетке, урожай 2018 г. – 21000 кг Товарный знак: нет данных. Производитель: ФГ ИРИС АГРО КОМ. Страна производства: UA.Посмотреть отгрузку
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ЗАВОД-АГРО
Украина
1. Семена масличных культур, измельченные: – Brassica Juncea, горчица горькая, – 1050 кг. Внешний вид – желтый; Запах – без запаха. Не содержит ГМО. Применяется в производстве медицинских товаров (горчица).
Посмотреть отгрузку
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ЛАНДШАФТ
Украина
1.
 Пруток латунный драпированный круглого сечения с химическим составом по ТТ 6.5-40063752-2016. Номер партии 2/0108. Диаметр – 50мм, длинна. 800мм – 17500кг, среднее значение. Показатели хим. элемента в партии: Pb -2,7%, Cu -60,2%, Zn -34,3%, Sn -1,3% и др. Диам – 70
Пруток латунный драпированный круглого сечения с химическим составом по ТТ 6.5-40063752-2016. Номер партии 2/0108. Диаметр – 50мм, длинна. 800мм – 17500кг, среднее значение. Показатели хим. элемента в партии: Pb -2,7%, Cu -60,2%, Zn -34,3%, Sn -1,3% и др. Диам – 70Посмотреть отгрузку
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ЛАНДШАФТ
Украина
1. Пруток латунный, драпированный, круглого сечения с химическим составом по ТТ 6.5-40063752-2016. Номер партии 2/1508. Диаметр – 50мм, длина 800мм-19500кг, среднее значение.
 Показатели хим. Pb -2,7%, Cu -60,2%, Zn -34,3%, Sn -1,3% и др. Диам – 70
Показатели хим. Pb -2,7%, Cu -60,2%, Zn -34,3%, Sn -1,3% и др. Диам – 70Посмотреть отгрузку
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ЛАНДШАФТ
Украина
1. Пруток латунный драпированный круглого сечения с химическим составом по ТТ 6.5-40063752-2016. Номер партии 1/1708. Диам. -70мм, длинна 800м-8922кг, среднее значение.показателей хим.элема в партии: Pb-2,8%, Cu-60,4%, Zn-33,3%, Sn-1,2% и др.Диам.-50мм длинна
Посмотреть отгрузку
ТОВАРИЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ТОРГОВЫЙ ДОМ АКВА ГРУП
Украина
1.
 Коллекторы латунные для систем отопления в зданиях с кранами: Коллекторный блок с термостатическими вентилями и расходомерами, 1х3/4,5 АРС-10шт;Коллекторный блок с термостатическими вентилями и расходомерами, 1х3/4,6 АРС-10шт; Коллектор б
Коллекторы латунные для систем отопления в зданиях с кранами: Коллекторный блок с термостатическими вентилями и расходомерами, 1х3/4,5 АРС-10шт;Коллекторный блок с термостатическими вентилями и расходомерами, 1х3/4,6 АРС-10шт; Коллектор бПосмотреть отгрузку
Завод цветных металлов с ограниченной ответственностью
Украина
1 Проволока латунная круглая нормальной точности ГОСТ 1066-90 ГОСТ 15527-2004 Марка Л63, в бухтах, мягкая, диаметром 0,3 мм
Посмотреть отгрузку
Завод цветных металлов с ограниченной ответственностью
Украина
1 Рушникосушители латунные ГОСТ 31311-2005 в комплекте (тип покрытия- бронза античная) ТУ 14-001
.  024-99 Пол ЛК-500*500-05Д Радуга Г1/2- Бронза Антик Пол ЛК-500*700-05Д Радуга Г1/2 Бронза античная Пол LC-500*700-09D Rainbow G1/2- Бронза античная
024-99 Пол ЛК-500*500-05Д Радуга Г1/2- Бронза Антик Пол ЛК-500*700-05Д Радуга Г1/2 Бронза античная Пол LC-500*700-09D Rainbow G1/2- Бронза античнаяПосмотреть отгрузку
Завод цветных металлов с ограниченной ответственностью
Украина
1 Пластина из латунного сплава марки химический состав ЛОС по ИСО 3473 по ТУ 27.4-001
-021-2002, Т.В.? Острова 03.09.18, прямые 60*1050 мм произвольной длины г. Москва, Лялин пер., д. 6Посмотреть отгрузку
Завод цветных металлов с ограниченной ответственностью
Украина
1 стержень латунный из сплава марки CuZn40Pb2 (CW617N), тяга круглого сечения, состояние Р500, класса точности В с химическим составом по EN 12164, ТВ №2-197-18-О: диаметр 8 мм диаметр * 3000 * 3000 10 мм Пруток с латунным сплавом марки CuZn40Pb2 (CW617N), прутки
Посмотреть отгрузку
Завод цветных металлов с ограниченной ответственностью
Украина
1 Трубка латунная, круглого сечения, нормальной точности ГОСТ 494-2014 марки Л63 ГОСТ 15527-2004, прямая, мягкая: диаметром 8*0,5*1430 мм
Посмотреть отгрузку
Завод цветных металлов с ограниченной ответственностью
Украина
1 Соединения латунные рушникосушителя по ТУ 14-001
.  024-99 (тип покрытия – Бронза Антик): соединение угловое латунное ЛК-П Г3/4хГ1/2- Бронза Антик
024-99 (тип покрытия – Бронза Антик): соединение угловое латунное ЛК-П Г3/4хГ1/2- Бронза АнтикПосмотреть отгрузку
КОЗАК ОЛЬГА МИХАЙЛОВНА
Украина
1. Одежда женская, льняной текстиль, платья: Платье латунь-медь, вышивка магнолия художественная (DM-EP3/MGN-H-1 LINEN BLACK/MULTI (размер 1 XS, 1 S)) – 2 шт., платье из медь черная, нива вышивка арт (DM-0003/NVA-1 LINEN BLACK/CORAL (размер 2 XS, 2 S)) – 4 шт., вс
Посмотреть отгрузку
ОСНОВНОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ОАО «КАЛИНА»
Украина
1.
 Изделия переработки. Трикотажные бюстгальтеры из канваса с содержанием полиамида -85%, эластана -15%. Количество -32 шт..
Изделия переработки. Трикотажные бюстгальтеры из канваса с содержанием полиамида -85%, эластана -15%. Количество -32 шт..Посмотреть отгрузку
ОСНОВНОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ОАО «КАЛИНА»
Украина
1. Продукты переработки. Трикотажные бюстгальтеры из канваса с содержанием полиамида -85%, эластана -15%. Количество – 600 шт..
Посмотреть отгрузку
ОСНОВНОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ОАО «КАЛИНА»
Украина
1.
 Изделия переработки. Трикотажные бюстгальтеры из канваса с содержанием полиамида -85%, эластана -15%. Количество -1200 шт..
Изделия переработки. Трикотажные бюстгальтеры из канваса с содержанием полиамида -85%, эластана -15%. Количество -1200 шт..Посмотреть отгрузку
ЮРИДИЧЕСКОЕ ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
Украина
1. Щеткодержатели РТП 25*32, предназначенные для электрических машин общепромышленного назначения, а также тяговых двигателей и генераторов железнодорожного транспорта и подвижного состава городского электротранспорта, состоят из латунных обечаек и пакетов
Посмотреть отгрузку
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ПРОСВИТНО – ПРОИЗВОДСТВЕННО – КОММЕРЧЕСКАЯ ФИРМА Сияние
Украина
1.
Горчица насынная (Sinapis alba) для промышленной переработки, ISO 7694:2015. Влажность – 8,3%. Доля отходов отходов – 0,01%. Цвет и запах – специфические. Не содержит ГМО. 360 бумажных мешков 14 поддонов. áГорчица (Brassica Juncea) околоПосмотреть отгрузку
Свяжитесь с нами
- +91-99 766
- [email protected]
Свяжитесь с нами для импортеров бюстгальтеров для глобального развития вашего бизнеса
Нажмите здесь
Seair гордится тем, что у него есть лояльная клиентская база крупных брендов.
Мы успешно обслуживаем многих уважаемых клиентов в сфере информационных услуг по импорту и экспорту данных.
 Вот некоторые из наших клиентов:
Вот некоторые из наших клиентов:Посмотреть все
Получите бесплатный демонстрационный отчет об импорте-экспорте желаемых продуктов.
Мы не предлагаем никакой помощи при покупке или продаже каких-либо товаров.
Mechanical properties and materials
page 1
page 2
page 3
page 4
page 5
page 6
page 7
стр. 8
page 9
page 10
page 11
page 12
page 13
page 14
page 15
page 16BOLTS , ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
Технические условия
Дата введения 01.
 01.89
01.89 Настоящий стандарт распространяется на болты, винты, шпильки и гайки с метрической резьбой по ГОСТ 247051 на диаметр а48 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек указываются в стандартах на продукцию.
1.2. Допуски на размеры, форму и расположение поверхностей болтов, винтов, шпилек и гаек – по ГОСТ 1759.1.
Отклонения основной резьбы назначать по ГОСТ 16093 ** в зависимости от требуемой толщины покрытия. Поля допуска резьбы указаны для изделий без покрытия. После покрытия требования к резьбе по ГОСТ 1609.3.
* С 1 июля 2005 г. введен в действие ГОСТ 24705-2004.
** С 1 июля 2005 года введен в действие ГОСТ 16093-2004 (далее по тексту).
1.3. По требованию потребителя допускается изготовление болтов, винтов и шпилек с увеличенной или уменьшенной длиной резьбовой части.
1.4. По согласованию изготовителя с потребителем допускается изготавливать:
болты, шпильки и гайки с левой резьбой;
болтов с одним стопорным отверстием в головке.

1.5. Допустимые отклонения формы от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности должны соответствовать указанным в приложении 5.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 Внешний вид
2.1.1. Поверхность болтов, винтов, шпилек и гаек должна быть чистой, без коррозии и механических повреждений.
2.1.2. Допускаемые дефекты поверхности болтов, винтов и шпилек – по ГОСТ 1759..2.
2.1.3. Допустимые поверхностные дефекты гаек – по ГОСТ 1759.3.
2.2 . Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме регулировочных) и шпилек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.4.
2.2.2. Механические свойства установочных винтов и аналогичных нерастяжимых крепежных изделий из углеродистых нелегированных и легированных сталей – по ГОСТ 25556.
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.
 5.
5.2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также рекомендуемых марок стали – по табл. 1 и 2.
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов – по табл. 3 и 4.
2.2.6. Допускается изготовление болтов, винтов, шпилек и гаек из материалов и сплавов, не предусмотренных табл. 1 – 4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя латунный крепеж, изготовленный холодной высадкой, должен быть подвергнут термической обработке для снятия внутренних напряжений.
2.3 . Покрытия
2.3.1. Болты, винты, шпильки и гайки должны быть изготовлены с одним из видов покрытий по табл. 5 или без покрытия.
Допускается применение других видов покрытий – по ГОСТ 9.303.
2.3.2. Выбор толщины покрытия – по ГОСТ 9.
 303.
303.2.3.3. Технические требования к покрытиям – по ГОСТ 9.301.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионностойких, жаропрочных, жаростойких и жаропрочных сталей при нормальной температуре
Символ группы
Предел текучести, σ t (σ 0,2), Н/мм 2
Ударная вязкость KCU, Дж/см2
Напряжение испытательной нагрузки σ p, Н/мм 2
Стандартное обозначение
Не регулируется
10Х11х33Т3МР
13С11Н2В2МФ
25X1МФ; 25С2М1Ф
таблица 2
Механические свойства гаек из коррозионностойких, жаропрочных, жаростойких и жаропрочных сталей при нормальной температуре
Символ группы
Напряжение испытательной нагрузки s F , Н/мм 2 , не менее
Стандартное обозначение
12Х18х20Т, 12Х18Н9Т
20X13, 14X17h3
10Х11х33Т3МР
13С11Н2В2МФ
25С1МФ, 25С2М1Ф
Таблица 3
Механические свойства болтов, винтов, шпилек из цветных сплавов при нормальной температуре
Символ группы
Прочность на растяжение σ в, Н/мм 2
Предел текучести σ t (σ 0,2), Н/мм 2
Относительное удлинение δ 5 %
Твердость по Бринеллю HB
Марка материала или сплава
Стандартное обозначение
Не регулируется
Не регулируется
Латунь L63, Латунь LS59-1
Латунь LS59-1 антимагнитная
Латунь L63 антимагнитная
Не регулируется
Бронза Бр.
 АМц9-2
АМц9-2Д1, Д1П, Д16, Д16П
Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
Символ группы
Напряжение испытательной нагрузки σ F , Н/мм 2 , не менее
Марка материала или сплава
Стандартное обозначение
АМг5П, АМг5
Латунь LS59-1, L63
Латунь L63 антимагнитная
Латунь LS59-1 антимагнитная
Бронза Бр.
 АМц 9-2
АМц 9-2Д1, Д1П, Д16, Д16П
Таблица 5
Тип покрытия
Обозначение покрытия
цифровой
Цинк, хромированный
Кадмий хромированный
Многослойный: медь-никель
Многослойный: медь-никель-хром
Оксид, пропитанный маслом
Хим.
 Ок. прм
Ок. прмФосфат, пропитанный маслом
Хим. Фос. прм
Олово
Цинк
Оксид, наполненный хроматами
Ан. Ок. номер
Оксид из кислых растворов
Серебро
Никель
2,4 .
 Маркировка
Маркировка 2.4.1. Общие правила выставления оценок
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и внутренним шестигранником под ключ, шпильки и гайки с шестигранной головкой должны маркироваться знаком класса прочности (или группы материала) и клеймом (торговым знаком) изготовителя, а изделия с лево- ручная резьба дополнительно с отметкой левой резьбы.
Обязательной маркировке подлежат:
Болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 9.8, 10.9, 12.9;
Винты и шпильки с шестигранной головкой классов прочности 8.8, 90,8, 10,9, 12,9;
Гайки классов прочности 05, 8, 9, 10, 12.
(Пересмотренная редакция, Ред. № 1).
2.4.1.2. Изделия, не указанные в п. 2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные резанием, маркируют по согласованию между изготовителем и потребителем.
2.4.1.3. Маркировочные метки могут быть приподняты или утоплены.

2.4.1.4. При обозначении классов прочности допускается не ставить точку, разделяющую первую и вторую цифры знака класса прочности.
При применении низкоуглеродистых мартенситных сталей для изделий класса прочности 10.9 знак класса прочности должен быть подчеркнут: 10,9 или 109.
(Пересмотренная редакция, испр. № 1).
2.4.1.5. Размеры маркировочных знаков устанавливаются изготовителем.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с внутренним шестигранником с помощью торцевого шестигранного ключа
2.4.2.1. Болты и винты с диаметром резьбы d ³ 6 мм.
2.4.2.2. Маркировочные метки наносят на торцевую или боковую поверхность болта или головки винта (рис. 1). Знаки на боковой поверхности головки должны быть утоплены.
2.4.2.3. При маркировке выпуклыми знаками допускается увеличение максимальной высоты головки болта или винта на:
0,1 мм – для изделий с диаметром резьбы d £ 8 мм;
0,2 мм – » » » » 8 ммd£ 12 мм;
0,3 мм » » » » d > 12 мм.

2.4.3. Маркировка шпилек
2.4.3.1. Шпильки с диаметром резьбы подлежат маркировке d ³ 12 мм. Допускается маркировка шпилек с диаметром резьбы 9.0067 d ³ 8 мм с использованием замещающих знаков:
○ – для класса прочности 8.8;
□ » » » 10,9;
Д » » 12.9.
2.4.3.2. Маркировочные метки наносят на торец гайки шпильки.
2.4.4. Маркировка шестигранной гайки
2.4.4.1. Гайки с диаметром резьбы подлежат маркировке d ³ 6 мм.
2.4.4.2. Маркировочные метки наносятся на одну из торцевых поверхностей. В технически обоснованных случаях допускается нанесение маркировки на боковые поверхности гаек (рис. 2). Знаки должны быть глубокими.
2.4.4.3. Допускается циферблатная маркировка гаек (рис. 3). При этом маркировку наносят на фаски выпуклыми или заглубленными метками или на торцевую поверхность заглубленными метками.
2.4.5. Маркировка болтов, шпилек и гаек с левой резьбой
2.4.5.1. Знаком левой резьбы является стрелка, указывающая направление ввинчивания болтов, шпилек и навинчивания гаек.
2.4.5.2. Знак левой резьбы наносится на торцевую поверхность головки болта, на одну из торцевых поверхностей гайки (рис. 4 и ), на конце гайки шпильки. В технически обоснованных случаях допускается нанесение метки левой резьбы на боковые поверхности головок гаек и болтов (черт. 4 б ). При этом знаки должны быть углубленными.
2.4.5.3. Знак левой резьбы для болтов и гаек можно заменить насечками на гранях шестигранников (рис. 4 в ).
3. ПРИЕМКА
3.1. Правила приемки болтов, винтов, шпилек и гаек – по ГОСТ 17769..
3.2. Каждая партия крепежных изделий должна сопровождаться документом о качестве с указанием:
наименование или товарный знак изготовителя;
символ продукта;
перечень и результаты испытаний;
масса нетто партии;
Средства временной антикоррозионной защиты и защиты на период.
Примечания: 1. Допускается ставить документ о качестве продукции в тару или конвейер, обеспечивая ее сохранность при транспортировке.

2. До 01.01.92 обязательные анализы были:
4.3. Контроль поверхностных дефектов гаек – по ГОСТ 1759.3.
4.4. Контроль размеров болтов, винтов, шпилек и гаек – по ГОСТ 1759.1.
4.5. Притупление углов квадратной головки необходимо проверять в контрольной матрице с квадратным отверстием, выполненной по 1-й строке ГОСТ 16030. Под головку болта подкладывается плоская шайба с отверстием диаметром больше диаметра должен быть установлен диаметр описанной окружности головы и толщина 0,5 высоты головы.
Не допускается поворот головки в отверстии контрольной втулки или шаблона.
4.6. Шероховатость поверхности болтов, винтов, шпилек и гаек следует проверять сравнением с образцами шероховатости по ГОСТ 9378.
Допускается контролировать шероховатость поверхности с помощью измерительных приборов.
Шероховатость поверхности изделий, изготовленных методом холодной штамповки, и шероховатость торца стержней, кроме установочных винтов, не контролируют.

4.7. Шероховатость резьбы болтов, винтов и шпилек необходимо проверять на боковых поверхностях профиля.
Шероховатость резьбы, полученной накаткой, и шероховатость резьбы гайки не контролируются и должны быть обеспечены технологией изготовления и инструментом.
4.8. Методы проверки качества и толщины покрытий – по ГОСТ 9.302.
4.9. Методы испытаний и программы испытаний болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.4.
4.10. Испытания болтов, винтов и шпилек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также цветных сплавов следует проводить по требованию потребителя в соответствии с табл. 6 по методике ГОСТ 1759.4.
Таблица 6
Механические характеристики
Тип испытаний
Группы материалов
22, 23, 24, 25, 26
Временное сопротивление
Испытание на растяжение
Предел текучести
Испытание на растяжение
Относительное расширение
Испытание на растяжение
Твердость по Бринеллю
Измерение твердости
ударная вязкость
Испытание на удар
0 – для болтов, винтов и шпилек с резьбой d £ M 5 или длиной > 3 d ;
´ – для болтов, винтов и шпилек с резьбой d > M 5 и длиной ³ 3 d.

Разрывные нагрузки приведены в приложении 2, испытательные нагрузки – в приложении 4.
Другие испытания болтов, винтов и шпилек подлежат согласованию между производителем и пользователем.
(Пересмотренное издание, ред. № 1).
4.11. Методы испытаний гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.5.
4.12. Испытание гаек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также гаек из цветных сплавов испытательной нагрузкой следует проводить по требованию потребителя согласно ГОСТ 1759 г..5 метод.
Испытательные нагрузки приведены в Приложении 3.
4.13. При изготовлении болтов, винтов и шпилек резанием без последующей термической обработки допускается испытание механических свойств на исходном металле или образцах, изготовленных из него.
5. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Временная антикоррозионная защита изделий, упаковка, маркировка тары, транспортирование и хранение – по ГОСТ 18160.

Примеры условных обозначений крепежных изделий.
Примечания:
1. Условным обозначением не обозначаются:
исполнение 1, большой шаг резьбы, правая резьба, без покрытия, а также параметры, однозначно определяемые стандартами на продукцию;
класс точности В, если стандарт на конкретный крепежный элемент предусматривает 2 класса точности (А и В).
2. В случае применения покрытия, не предусмотренного настоящим стандартом, его обозначение указывают по ГОСТ 9.306.
ПРИЛОЖЕНИЕ 2Обязательно
Таблица 7
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с большим шагом резьбы
Номинальный диаметр резьбы, d, мм
шаг резьбы R, мм
А, мм 2
Таблица 8
Минимальные разрывные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
ПРИЛОЖЕНИЕ 3Номинальный диаметр резьбы d, мм
шаг резьбы R, мм
Номинальная площадь A s , мм 2
Минимальная разрывная нагрузка, Н, для обозначений группы
Обязательно
³ 0,8 d с большим шагом резьбы
Таблица 9
Номинальный диаметр резьбы d, мм
шаг резьбы R, мм
А с , мм 2
Таблица 10
Пробные нагрузки для гаек высотой т ³ 0,8 d с мелким шагом резьбы
ПРИЛОЖЕНИЕ 4Номинальный диаметр резьбы d, мм
шаг резьбы R, мм
Площадь поперечного сечения оправки A s , мм 2
Пробная нагрузка, Н, для обозначений группы
Обязательно
Табл.

Номинальный диаметр резьбы d, мм
шаг резьбы R, мм
Номинальная площадь поперечного сечения A s , мм 2
Пробная нагрузка, Н, для обозначений групп
Таблица 12
Примерные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
ПРИЛОЖЕНИЕ 5Номинальный диаметр резьбы d, мм
шаг резьбы R, мм
Номинальная площадь поперечного сечения A s , мм 2
Пробная нагрузка, Н, для обозначений групп
Обязательно
1.
 Фаска на опорной поверхности болтов – под углом не более 15° (рис. 5).
Фаска на опорной поверхности болтов – под углом не более 15° (рис. 5).2. Притупление ребер шестигранника или квадрата к опорной поверхности или торцу головки болта и к опорной поверхности гайки не более 0,25 высоты головки болта или гайки (черт. 6).
S- размер под ключ
S- размер под ключ
3. Скругление граней шестиугольника или квадрата не должно выводить диаметр описанной окружности за пределы наименьшего предельного размера.
4. Скругление пояска головок болтов и винтов с потайной и полупотайной головкой и кромок болтов и винтов с полукруглой и цилиндрической головками не должно уводить диаметр головок за пределы наименьшего предельного размера.
5. Допускается подпрессовка в виде среза вершины полукруглой, сферической и полупотайной головок, если диаметр участка среза не превышает 30 % номинального диаметра головки для класса точности А 40 % от номинального диаметра головки для классов точности В и С.
При недопрессовке высота головки не должна превышать наименьший предельный размер.

6. Наклон образующей головки не более 5° и сфера на верхнем конце головки не должна уводить высоту цилиндрической головки за пределы наибольшего предельного размера (рис. 7).
7. Уменьшение минимального диаметра головки в направлении шлица не должно превышать:
0,3 мм – для винтов с диаметром резьбы до 2 мм;
0,6 мм – для винтов с диаметром резьбы от 2 мм до 6 мм;
0,8 мм – для винтов с диаметром резьбы более 6 мм.
8. Уменьшение минимального диаметра полукруглых и потайных головок в направлении усов или ребер квадратной шейки не должно превышать:
0,6 мм – для болтов с диаметром головки до 30 мм;
0,8 мм – для болтов с диаметром головки более 30 мм.
9. Затупление углов головки каретки не должно приводить к проворачиванию болтов в матрице управления.
10. Утолщение по диаметру стержня под головку болтов и шурупов. Для изделий классов точности А и В, не более:
0,05 мм на длину 5 мм, диаметр резьбы до 16 мм;
0,1 мм на длине 8 мм, диаметр резьбы от 16 до 27 мм;
0,2 мм на длине 10 мм, диаметр резьбы более 27 мм.

Для изделий класса точности С не более предельных отклонений в поле допуска + JT14 на длине двух номинальных диаметров резьбы.
11. Косой срез стержня (черт. 8) шириной не более: одного шага резьбы – для классов точности А и В; два шага резьбы – для класса точности С.
12. Зенковка отверстий под шплинты – диаметром не более 1,5 диаметра отверстия.
13. Уклон стенок паза (угол а – рис. 9) не более:
3° – для класса точности А;
5° – для классов точности В и С.
14. На конце головки и штока допускается центральное отверстие.
15. Допускается отсутствие торцевой фаски на изделиях класса точности С с накатанной резьбой и на стержнях винтов классов точности А и В с накатанной резьбой.
По согласованию потребителя с изготовителем допускается отсутствие торцевой фаски на стержнях болтов и шпилек классов точности А и В с накатанной резьбой.
16. Допускается закругление верхнего конца головки вместо фаски для болтов с углублением в головке.

17. Вогнутость дна шлицев в направлении его длины с кривизной, соответствующей радиусу стандартной шлицевой или канавочной фрезы, а также выпуклость радиусом не менее 9допускается 0 мм – для винтов с диаметром резьбы до 12 мм и не менее 150 мм – для винтов с диаметром резьбы более 12 мм.
18. Наличие воронкообразных гаек в резьбе (при изготовлении накатной резьбы) не должно уводить размеры резьбы за пределы предельных отклонений.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВНЕСЕН Постановлением Госстандарта СССР от 19 декабря 30 г.87 № 5111
3. Стандарт полностью соответствует СТ СЭВ 4203-83
Введение
6. Ограничение срока действия снято согласно протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации
7.
 ИЗДАНИЕ (январь 2006 г.) с Изменением № 1, утвержденным октябрь 1989 г.
ИЗДАНИЕ (январь 2006 г.) с Изменением № 1, утвержденным октябрь 1989 г. БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Официальная редакция
КОМИТЕТ СТАНДАРТОВ, МЕР И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ПРИ СОВЕТЕ МИНИСТРОВ СССР Москва
РАЗРАБОТАН Научно-исследовательским институтом метизной промышленности (НИИМЕТИЗ)
Директор Недови.Ндови.Руководитель работ Ригмант Б.М.
Всесоюзный научно-исследовательский институт нормирования в машиностроении (ВНИИНМАШ)
Директор Верченко В.Р.
Руководитель работ Песков О.В.
Научно-исследовательский институт стандартизации и унификации (НИИСУ)
Директор Поспелов К.С.
Руководитель работ Кравчин Г.А.
ВНЕСЕН Министерством черной металлургии СССР
Начальник технического отдела Лемпицкий В.В.
ПОДГОТОВЛЕН ДЛЯ УТВЕРЖДЕНИЯ Отделом станкостроения и межотраслевых производств Комитета стандартов, мер и измерительных приборов при Совете Министров СССР
Начальник отдела Бергман В.
 П.
П.Арт. инженер Файков А.В.
Научно-исследовательский отдел общих технических норм и крепежных изделий Всесоюзного научно-исследовательского института нормирования в машиностроении (ВНИИНМАШ)
Начальник отдела Ицков Л.Я.
Начальник группы крепления Песков О.В.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 19 сентября, 1969 (Протокол № 145)
Председатель НТК, зам. Председатель Комитета “Дубовиков Б.А.
Члены Комиссии-Бергман; В.П., Григорьев В.К., Плис. Г.С., Эпштейн А.Д.
ВВЕДЕН Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР 18 февраля 1970 г. № 177
ГОСТ 1759-70 Страница девятая
1.16 По согласованию между потребителем и изготовителем допускается выпускать:
а) болты, винты и шпильки с увеличенной или уменьшенной длиной резьбовой части;
б) шпильки и гайки с левой резьбой;
в) болты с одним отверстием в головке.

1.17. Отклонения от правильной геометрической формы и дефекты внешнего вида регламентируются табл. 8 и 9.
Таблица 8
Степени точности изделий
Нормальная
Не допускается:
Повышенная
1. Трещины
2. Риски, приводящие к выходу размеров изделий за предельные отклонения 915°
5-ти размерный “под ключ”
5. Скругление граней шестиугольника или квадрата, выводящее диаметр описанной окружности за пределы максимального отклонения.
6. Скругление головной части болтов и винтов с потайной и полупотайной головкой и кромок болтов и винтов с полукруглой головкой, выводящее диаметр этих головок за пределы предельных отклонений.
7. Подпрессовка в виде среза вершины полукруглой головки, если диаметр участка среза превышает:
30 % номинального диаметра головки
Разрежение не должно выводить высоту головки за пределы предельного отклонения
40 % номинального диаметра головки
Группа Г31
ГОСТ СОЮЗА ССР
БОЛТЫ, ВИНТЫ , ШПИЛЬКИ И ГАЙКИ Спецификации
Болты, винты, шпильки и гайки.
 технические требования
технические требованияВместо ГОСТ 1759-62
Постановление Комитета стандартов, мер и средств измерений при Совете Министров СССР от 18, 19 ноября№ 70 № 177 установлен срок введения
от 1/ВХ 1971 г.;
Срок введения пункта 1.12 с 01.01.1973; “срок введения пункта 10, в Таблицу 9 от 1/1, 1975
Несоблюдение стандарта наказывается законом
Настоящий международный стандарт распространяется на болты, винты, шпильки и гайки с диаметром резьбы от 1 до 48 мм
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Болты, винты, шпильки и гайки должны соответствовать требованиям, установленным размерными стандартами, по форме, размерам, резьбе, предельным отклонениям и шероховатости поверхности.
1.2. Механические свойства болтов, винтов, шпилек и гаек из углеродистых и легированных сталей, а также марок стали должны соответствовать указанным в табл. 1 и 2.
Примечание. Применение бессемеровских сталей для изготовления болтов, винтов, шпилек и гаек не допускается.

Официальное издание
Перепечатка запрещена
Механические свойства болтов, винтов и шпилек из углеродистой стали * ** ***
Временный
Сопротивление
текучесть
о (
удлинение
вязкость
кгс.м (см а
Твердость по Бринеллю HB
Твердость по шкале HRB
| наиб, найм. | (арт.)
Не регулируется
Не регулируется
Не регулируется
Не регулируется
Не регулируется
* Класс прочности обозначается двумя цифрами.
 Первое число, умноженное на 10 число, умноженное на 10, определяет отношение предела текучести к пределу текучести в кгс/мм2 (для класса прочности 3,6 значения ориентировочные),
Первое число, умноженное на 10 число, умноженное на 10, определяет отношение предела текучести к пределу текучести в кгс/мм2 (для класса прочности 3,6 значения ориентировочные),** Для болтов, винтов и шпилек с диаметр резьбы до 12 мм вкл.
*** Для болтов, винтов и шпилек с диаметром резьбы до 16 мм вкл.
ГОСТ 1759-70 Страница 3
Таблица 1
и легированные стали при нормальной температуре
Rockwell
Испытательное напряжение нагрузки а, р
марка стали
Стандартный номер
Я наиб, найм. 1(арт.)
Не регулируется
10**, Юкп**, 20.
 20кп
20кп35***, 35H, 38HA 35***, 45G 35H, 38HA
ГОСТ 4543-61
ГОСТ 4543-61
определяет значение минимального временного сопротивления в кгс/мм 2 , второго сопротивления в процентах; произведение чисел определяет значение предела
Page 4 ГОСТ 1759-70
Примечания:
1. Для изготовления изделий классов прочности 4.8, 5.8 и 6.8 допускается применение автоматных сталей.
2. При поставке болтов, винтов и шпилек допускается замена изделий низких классов прочности изделиями более высоких классов прочности:
класса прочности 3,6 – 4,6; класс прочности от 4,8 до 5,8, 6,8, 6,9; класс прочности от 5,8 до 6,8, 6,9; класс прочности от 6,8 до 6,9, 8 8; класс прочности 6.
 9до 8,8.
9до 8,8.таблица 2
Механические свойства гаек из углеродистых и легированных сталей при нормальной температуре
Напряжение испытательной нагрузки
°F, кгс (им л.
Твердость по Бринеллю
Твердость по Роквеллу HRC
сталь марки
Стандартный номер
Арт. ЗКП, ст. Зсп
15, 15кп, 35 ст. 5 35
ГОСТ ГОСТ ГОСТ
20, 20 кп 35, 45
ГОСТ 4543-61
40Х, ЗОХГСА, 16ХСН
ГОСТ 4543-61
35ХГСА, 40ХНМА
ГОСТ 4543-61
* Класс прочности обозначается числом, которое при умножении на 10 дает напряжение от испытательной нагрузки h кгс/мм %.

Примечания:
1. Для изготовления гаек 4 и 5 классов прочности допускается применять фосфористую сталь, а классов прочности 4, 5 и 6 – автоматные стали.
2. При поставке гаек допускается замена гаек низких классов прочности на гайки более высоких классов прочности (если запрет на замену не указан в заказе). При этом твердость поставляемых гаек не должна превышать значений, указанных для заменяемого класса.
1.4. По требованию потребителя, указанному в заказе, не допускается применение кипящих и автоматных сталей для изготовления болтов, винтов и шпилек.
Таблица 3
Механические свойства болтов, винтов и шпилек из коррозионностойких, жаропрочных, жаростойких и
жаропрочных сталейжаропрочных при нормальной температуре
Условное обозначение группы
Временное
сопротивление
Предел текучести
а
Относительное удлинение bz, %
Ударная вязкость а,
Испытательное напряжение нагрузки
марка стали
Стандартный номер
I Х18Н10Т, Х18Н9Т, Х17Н13М2Т
ГОСТ 5632-61
ГОСТ 5632-61
ГОСТ 5632-61
Х12х32ТЗМР
ГОСТ 5632-61
1С12Н2ВМФ 25С1МФ, 25С2М1Ф 20С1М1Ф1ТР*
ГОСТ 5632-61 ГОСТ 10500-63
*Согласно техническим условиям, утвержденным в установленном порядке.
ГОСТ 1759-70 Страница
Страница 6 ГОСТ 1759-70
1.5. Механические свойства болтов, винтов, шпилек и гаек из коррозионностойких, жаростойких, жаропрочных и жаропрочных сталей, а также марок стали должны соответствовать указанным в табл. 3 и 4.
Таблица 4
Механические свойства гаек из коррозионностойких, жаропрочных, жаропрочных и жаропрочных сталей при нормальной температуре
Условное обозначение
Испытательное напряжение нагрузки о, KZCjMM i
сталь марки
Стандартный номер
С18Н10Т, С18Н9Т, С17Н13М2Т
ГОСТ 5632-61
ГОСТ 5632-61
Х12х32Т3МП, 1Х12Н2БМФ
ГОСТ 5632-61
25X1MF, 25X2M1F
ГОСТ 10500-63
20X1M1F1TR*
* Согласно утвержденным в установленном порядке ТУ.

1.6. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также марка материала должны соответствовать указанным в табл. 5 и 6.
1.7. Марку материала, используемого для изготовления болтов, винтов и шпилек классов прочности 8,8, 10,9 и гаек классов прочности 10, 12 и 14, необходимо указывать в порядке от регламентированных в табл. 1 и 2.
1.8. Марка углеродистой стали, применяемой для изготовления болтов, винтов и шпилек классов прочности 3,6-6,9 и гаек классов прочности 4-8, а также марка цветного сплава выбираются изготовителем из регламентированных в Стол. 1, 2, 5 и 6.
1.9. По согласованию между потребителем и изготовителем допускается применять для изготовления болтов, винтов, шпилек и гаек из углеродистых и легированных сталей, не указанных в табл. 1 и 2 сорта материала, обеспечивающие изделиям механические свойства соответствующих классов прочности, а также для изготовления болтов, винтов, шпилек и гаек из цветных сплавов, не указанных в табл.
 5 и 6. В этом случае механические свойства могут отличаться от регламентированных таблиц. 5 и 6.
5 и 6. В этом случае механические свойства могут отличаться от регламентированных таблиц. 5 и 6.ГОСТ 1759-70 Страница 7
Таблица 5
Механические свойства болтов, винтов и шпилек из цветных металлов при нормальной температуре_
Временное сопротивление
Предел текучести (Оо”а) >
Относительное расширение
Твердость по Бринеллю hv
Марка материала или сплава
Стандартный номер
Не регулируется
ГОСТ 4784-65
Латунь LS59-1, латунь LbZ
Не регулируется
Латунь LS59-1, латунь L63 антимагнитная
Бронза Бр.
 АМце-2
АМце-2Не регулируется
Бронза Бр.АМцЭ-2 антимагнитная
ГОСТ 493-54
ГОСТ 4784-65
Таблица b
Механические свойства гаек из цветных сплавов при нормальной температуре
1.10. Марка материала для изготовления изделий групп 21, 23, 25 должна быть указана в заказе. Допускается заказ изделий из марок материалов, не указанных в табл. 3 и 4. В этом случае механические свойства могут отличаться от указанных в этих таблицах.
1.11. По требованию потребителя латунный крепеж, изготовленный холодной высадкой, должен быть подвергнут термической обработке для снятия внутренних напряжений.
1.12. По требованию потребителя болты, винты, шпильки и стержни должны иметь покрытия.
 *
*Виды и обозначения покрытий должны соответствовать указанным в табл. 7.
Т а б л и ц а_7
Выбор вида покрытия для определенного материала осуществляется в соответствии с ГОСТ 14623-69.
1.13. Технические требования к покрытиям, толщинам покрытий и размерам резьбы для покрытий устанавливаются по согласованию между потребителем и изготовителем.
1.14. По согласованию изготовителя с потребителем могут применяться и другие виды покрытий.
1.15. Размеры ходов резьбы, поднутрений (подрезов) и фасок на конце резьбы болтов, винтов и шпилек – по ГОСТ 10549-63.
* До 01.01.1973 г. изготовление болтов, винтов, шпилек и гаек с покрытием осуществляется по соглашению сторон.
Скачать полную версию
ГОСТ 1759.0-87
(СТ СЭВ 4203-83)
Группа Г31
ГОСТ СОЮЗА ССР
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
Технические условия
Болты, винты, шпильки и гайки.
Технические характеристики
OKP 12 8200, 12 8300, 12 8400
Действительно с 01,01,89
______________________________
* Дата распределения
в соответствии с протоколом N 3-93 из Expiry Date.

(ИУС N 5-6, 1993).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
ИСПОЛНИТЕЛИ
Ригмант Б.М., Андреева Н.Г., Юрченко Т.Е. Стандарты от 30 декабря 1987 г. N 5111
3. Срок проверки – 1993
4. Стандарт полностью соответствует СТ СЭВ 4203-83
5. Взамен ГОСТ 1759-70 (в части технических требований и маркировки крепеж)
6. СПРАВОЧНЫЕ НОРМЫ И ТЕХНИЧЕСКИЕ ДОКУМЕНТЫНомер раздела, пункта, приложения
ГОСТ 9.301-86
ГОСТ 9.302-88
ГОСТ 9.303-84
ГОСТ 9.306-85
2.3.1 Приложение 1
ГОСТ 1759.
 1-82
1-82ГОСТ 1759.2-82
ГОСТ 1759.3-83
ГОСТ 1759.4-87
2.2.1; 3,2; 4,9; 4.10
ГОСТ 1759.5-87
2.2.3; 3,2; 4.11; 4.12
ГОСТ 4784-74
Приложение 1
ГОСТ 5632-72
ГОСТ 5916-70
ГОСТ 9378-75
ГОСТ 12920-67
ГОСТ 15527-70
ГОСТ 16030-70
ГОСТ 16093-81
ГОСТ 17473-80
Приложение 1
ГОСТ 17769-83
ГОСТ 18160-72
ГОСТ 18175-78
ГОСТ 20072-74
ГОСТ 24705-81
Введение
ГОСТ 25556-82
7.
 ПЕРЕИЗДАНИЕ (декабрь 1989 г.) с Изменением № 1, утвержденным в октябре 1989 г. (ИУС 2-90)
ПЕРЕИЗДАНИЕ (декабрь 1989 г.) с Изменением № 1, утвержденным в октябре 1989 г. (ИУС 2-90)Настоящий стандарт распространяется на болты, винты, шпильки и гайки с метрической резьбой по ГОСТ 24705-81 с диаметром от 1 до 48 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек указываются в стандартах на продукцию.
1.2. Допуски на размеры, форму и расположение поверхностей болтов, винтов, шпилек и гаек – по ГОСТ 1759.1-82.
Отклонения основной резьбы следует назначать по ГОСТ 16093-81 в зависимости от требуемой толщины покрытия. Поля допуска резьбы указаны для изделий без покрытия. После покрытия требования к резьбе – по ГОСТ 16093-81.
1.3. По требованию потребителя допускается изготовление болтов, винтов и шпилек с увеличенной или уменьшенной длиной резьбовой части.
1.4. По согласованию изготовителя с потребителем допускается изготавливать:
болты, шпильки и гайки с левой резьбой;
болтов с одним стопорным отверстием в головке.

1.5. Допустимые отклонения формы от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности должны соответствовать указанным в приложении 5.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2 1. Внешний вид
2.1.1. Поверхность болтов, винтов, шпилек и гаек должна быть чистой, без коррозии и механических повреждений.
2.1.2. Допускаемые поверхностные дефекты болтов, винтов и шпилек – по ГОСТ 1759.2-82.
2.1.3. Допустимые поверхностные дефекты гаек – по ГОСТ 1759.3-83.
2.2. Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме регулировочных) и шпилек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.4-87.
2.2.2. Механические свойства установочных винтов и аналогичных крепежных изделий, не работающих на растяжение, из углеродистых нелегированных и легированных сталей – по ГОСТ 25556-82.
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.
 5-87.
5-87.2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионностойких, жаростойких, жаростойких и жаропрочных сталей, а также рекомендуемые марки стали – по таблицам 1 и 2.
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов – по таблицам 3 и 4.
2.2.6. Допускается изготовление болтов, винтов, шпилек и гаек из материалов и сплавов, не предусмотренных таблицами 1-4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя латунный крепеж, изготовленный холодной высадкой, должен быть подвергнут термической обработке для снятия внутренних напряжений.
2.3. Покрытия
2.3.1. Болты, винты, шпильки и гайки должны изготавливаться с одним из видов покрытий по таблице 5 или без покрытий.
Допускается применение других видов покрытий – по ГОСТ 9.303-84.
2.3.2. Выбор толщины покрытия – по ГОСТ 9.
 303-84.
303-84.2.3.3. Технические требования к покрытиям – по ГОСТ 9.301-86.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионностойких, жаропрочных, жаропрочных и жаропрочных сталей при нормальной температуре
Условное обозначение
группаВремя-
отсутствие сопротивления
напряжение, Н/ммПредел текучести (),
Н/ммRefer-
Удлинитель корпуса
nie, %Ударная вязкость KCU, Дж/см
Напряжение
испытательная нагрузка, Н/ммСтандартное обозначение
Не регулируется
Упомянутый12Х18х20Т
10Х17Н13МЗТ
ГОСТ 5632-72
10Х11х33ТЗМР
13С11Н2В2МФ
25С1МФ 25С2М1Ф
ГОСТ 20072-74
ГОСТ 5632-72
таблица 2
Механические свойства гаек из коррозионностойких, жаростойких, жаростойких и жаропрочных сталей при нормальной температуре
Символ группы
Стандартное обозначение
12Х18х20Т, 12Х18Н9Т
ГОСТ 5632-72
10Х11х33Т3МР
13С11Н2В2МФ
25С1МФ, 25С2М1Ф
ГОСТ 20072-74
ГОСТ 5632-72
Таблица 3
Механические свойства болтов, винтов, шпилек из цветных сплавов при нормальной температуре
Условное обозначение
группаВремя-
отсутствие сопротивления
напряжение, Н/ммПредел текучести (),
Н/ммRefer-
Удлинитель корпуса
nie, %Твердость по Бринеллю
HBМарка материала или сплава
Стандартное обозначение
Не регламент
спешитГОСТ 4784-74
Латунь L6Z,
ГОСТ 15527-70
Латунь LS59-1
ГОСТ 12920-67
Латунь
Не регулируется
упомянутый
антимагнитная латунь L63
антимагнитный
Бронза
ГОСТ 18175-78
Не регламент
спешитГОСТ 4784-74
Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
Символ группы
Напряжение испытательной нагрузки, Н/мм, не менее
Марка материала или сплава
Стандартное обозначение
АМг5П, АМг5
ГОСТ 4784-74
Латунь LS59-1, L63
ГОСТ 15527-70,
Латунь L63 антимагнитная
ГОСТ 12920-67
Латунь LS59-1 антимагнитная
Бронза Бр.
 АМц 9-2
АМц 9-2ГОСТ 18175-78
Д1, Д1П, Д16, Д16П
ГОСТ 4784-74
Таблица 5
Тип покрытия
Обозначение покрытия
по ГОСТ 9.306-85
цифровой
Цинк, хромированный
Кадмий хромированный
Многослойный: медно-никелевый
Многослойный: медь-никель-хром
Оксид, пропитанный маслом
Хим.
 Ок. прм
Ок. прмФосфат, пропитанный маслом
Хим. Фос. прм
Олово
Цинк
Оксид, наполненный хроматами
Ан. Бык номер
Оксид из кислых растворов
Серебро
Никель
2.
 4. Маркировка
4. Маркировка2.4.1. Общие правила маркировки
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и внутренним шестигранником под ключ, шпильки и гайки с шестигранной головкой должны маркироваться знаком класса прочности (или группы материала) и клеймом (торговым знаком) изготовителя, а изделия с лево- ручная резьба дополнительно с отметкой левой резьбы.
Обязательной маркировке подлежат:
Болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 90,8, 10,9, 12,9;
Винты и шпильки с шестигранной головкой классов прочности 8.8, 9.8, 10.9, 12.9;
Гайки классов прочности 05, 8, 9, 10, 12.
(Измененная редакция, Ред. N 1).
2.4.1.2. Изделия, не указанные в п. 2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные резанием, маркируют по согласованию между изготовителем и потребителем.
2.4.1.3. Маркировочные метки могут быть приподняты или утоплены.
2.4.1.4. При обозначении классов прочности допускается не ставить точку, разделяющую первую и вторую цифры знака класса прочности.

При применении для изделий класса прочности 10,9 из низкоуглеродистых мартенситных сталей знак класса прочности должен быть подчеркнут: 10,9 или 109.
(Измененная редакция, Ред. N 1).
2.4.1.5. Размеры маркировочных знаков устанавливаются изготовителем.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с внутренним шестигранником с помощью торцевого шестигранного ключа
2.4.2.1. Болты и винты с диаметром резьбы 6 мм подлежат маркировке.
2.4.2.2. Маркировочные метки наносят на торцевую или боковую поверхность болта или головки винта (рис. 1). Знаки на боковой поверхности головки должны быть утоплены.
Скачать Полная версия
GOST 1759.0-87
Межгосударственный стандарт
Болты, винты, шпильки и гайки
Спецификации
Официальное издание
Стенд
Д. Металлургия СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ЭКСПЛУАТАЦИЮ Постановлением Госстандарта СССР от 30 декабря 1987 г. № 5111
3.
 Стандарт полностью соответствует СТ СЭВ 4203-83
Стандарт полностью соответствует СТ СЭВ 4203-834. ВМЕСТО ГОСТ 1759-70 (в части технических требований и маркировки крепежных изделий)
5. СПРАВОЧНЫЕ НОРМЫ И ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер раздела, пункта, приложения
ГОСТ 9.301-86
ГОСТ 9378-93
ГОСТ 9.302-88
ГОСТ 12920-67
ГОСТ 9.303-84
ГОСТ 15527-2004
ГОСТ 9.306-85
2.3.1 Приложение 1
ГОСТ 16030-70
ГОСТ 1759.1-82
ГОСТ 16093-81
ГОСТ 1759.2-82
ГОСТ 17473-80
Приложение 1
ГОСТ 1759.
 3-83
3-83ГОСТ 17769-83
ГОСТ 1759.4-87
2.2.1; 3,2; 4,9; 4.10
ГОСТ 18160-72
ГОСТ 1759.5-87
2.2.3; 3,2; 4.11; 4.12
ГОСТ 18175-78
ГОСТ 4784-97
Приложение 1
ГОСТ 20072-74
ГОСТ 5632-72
ГОСТ 24705-81
Введение
ГОСТ 5916-70
ГОСТ 25556-82
6. Ограничение срока действия снято согласно протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (НУС 5-6-93)
7. ИЗДАНИЕ (январь 2006 г.) с Изменением № 1 утвержден в октябре 1989 г. (ИУС 2-90)
Редактор Л.
 В. Коретникова Технический редактор Н.С. Гришанова Корректор Т.И. Кононенко Компьютерная верстка Л.А. Циркуляр
В. Коретникова Технический редактор Н.С. Гришанова Корректор Т.И. Кононенко Компьютерная верстка Л.А. ЦиркулярПодписано для публикации 15 февраля 2006 г. Формат 60×84*/8. Офсетная бумага. Время гарнитуры. Офсетная печать. Уэл. печь л. 1,86. Уч.-ред. л. 1,75. Тираж 92 копии. Зак. 113. От 2472.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., д. 4. Набирается во ФГУП «Стандартинформ» на ПК.
Отпечатано в филиале ФГУП «Стандартинформ» – тип. “Московский принтер”,
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
Технические условия
Болты, винты, шпильки и гайки. Технические характеристики
ИКС 21.060.10
ОКП 12 8200, 12 8300, 12 8400
Дата введения 01.01.89
Настоящий стандарт распространяется на болты, винты, шпильки и гайки с метрической резьбой по ГОСТ 24705* диаметром от 1 до 48 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек указываются в стандартах на продукцию.

1.2. Допуски на размеры, форму и расположение поверхностей болтов, винтов, шпилек и гаек – по ГОСТ 1759.1.
Отклонения основной резьбы должны назначаться по ГОСТ 16093** в зависимости от требуемой толщины покрытия. Поля допуска резьбы указаны для изделий без покрытия. После покрытия требования к резьбе по ГОСТ 16093.
1.3. По требованию потребителя допускается изготовление болтов, винтов и шпилек с увеличенной или уменьшенной длиной резьбовой части.
1.4. По согласованию изготовителя с потребителем допускается выпускать:
болты, шпильки и гайки с левой резьбой;
болтов с одним стопорным отверстием в головке.
1.5. Допустимые отклонения формы от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности должны соответствовать указанным в приложении 5.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 Внешний вид
2.1.1 . Поверхность болтов, винтов, шпилек и гаек должна быть чистой, без коррозии и механических повреждений.

2.1.2. Допускаемые поверхностные дефекты болтов, винтов и шпилек – по ГОСТ 1759.2.
2.1.3. Допустимые поверхностные дефекты гаек – по ГОСТ 1759.3.
2.2. Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме регулировочных) и шпилек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.4.
2.2.2. Механические свойства установочных винтов и аналогичных нерастяжимых крепежных изделий из углеродистых нелегированных и легированных сталей – по ГОСТ 25556. 9© Издательство стандартов, 1987
© Стандартинформ, 2006
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.5.
2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также рекомендуемых марок стали – по табл. 1 и 2.
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов – по табл.
 3 и 4.
3 и 4.2.2.6. Допускается изготовление болтов, винтов, шпилек и гаек из материалов и сплавов, не предусмотренных табл. 1-4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя латунный крепеж, изготовленный холодной высадкой, должен быть подвергнут термической обработке для снятия внутренних напряжений.
2.3. Покрытия
2.3.1. Болты, винты, шпильки и гайки должны быть изготовлены с одним из видов покрытий по табл. 5 или без покрытия.
Допускается применение других видов покрытий – по ГОСТ 9.303.
2.3.2. Выбор толщины покрытия – по ГОСТ 9.303.
2.3.3. Технические требования к покрытиям – по ГОСТ 9.301.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионностойких, жаропрочных, жаростойких и жаропрочных сталей при нормальной температуре
Условный
обозначение
Предел прочности при растяжении, Н/мм 2
текучесть,
вязкость
Напряжение испытательной нагрузки о р, Н/мм 2
удлинение
Обозначение
стандарт
правила
устал
13С11Н2В2МФ
25X1МФ; 25С2М1Ф 20С1М1Ф1ТР
таблица 2
Механические свойства гаек из коррозионностойких, жаростойких, жаростойких и жаропрочных сталей
при нормальной температуре
Символ
Стандартное обозначение
12Х18х20Т, 12Х18Н9Т 10Х17х23М2Т 10Х17х23М3Т 06Х38МДТ
13С11Н2В2МФ
25х2МФ, 25х3М1Ф, 20х2М1Ф1ТР
Таблица 3
Механические свойства болтов, винтов, шпилек из цветных сплавов при нормальной температуре
Условный
обозначение
Прочность на растяжение a b, Н/мм 2
Предел текучести, т Н/мм 2
Относительное удлинение 6 5 , %
Твердость по Бринеллю HB
Марка материала или сплава
Обозначение
стандарт
Не регулируется
Не регулируется
Латунь L63,
ГОСТ 15527 ГОСТ 12920
Латунь LS59-1 антимагнитная Латунь L63 антимагнитная
Не регулируется
Бронза Бр.
 АМц9-2
АМц9-2Д1, Д1П, Д16, Д16П
Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
Символ группы
Напряжение испытательной нагрузки ar, Н/мм 2 , не менее
Марка материала или сплава
Стандартное обозначение
АМг5П, АМг5
Латунь LS59-1, L63
Латунь L63 антимагнитная Латунь LS59-1 антимагнитный
Бронза Бр. АМц 9-2
Д1, Д1П, Д16, Д16П
Таблица 5
Тип покрытия
Обозначение покрытия
по ГОСТ 9.
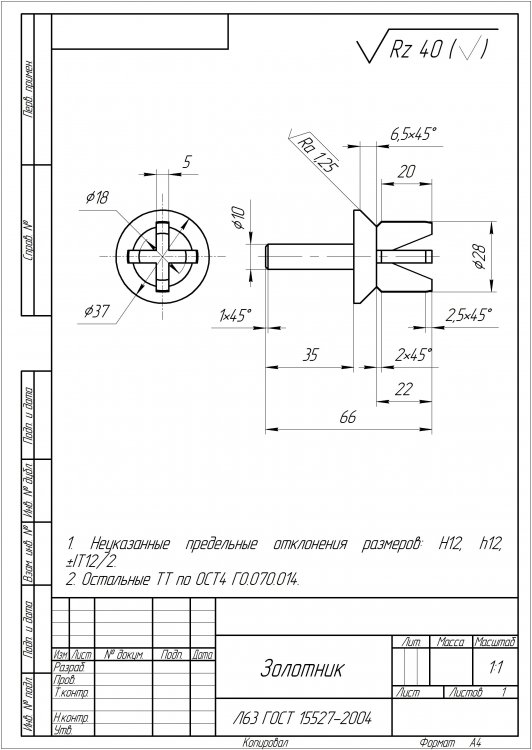 306
306цифровой
Цинк, хромированный
Кадмий хромированный
Многослойный: медно-никелевый
Многослойный: медь-никель-хром
Оксид, пропитанный маслом
Хим. Ok. прм
Фосфат, пропитанный маслом
Хим. Фос. прм
Олово
Цинк
Оксид, наполненный хроматами
Ан. Ok. номер
Оксид из кислых растворов
Серебро
Никель
2.
 4. Маркировка
4. Маркировка2.4.1. Общие правила маркировки
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и внутренним шестигранником под ключ, шпильки и гайки с шестигранной головкой должны маркироваться знаком класса прочности (или группы материала) и клеймом (торговым знаком) изготовителя, а изделия с лево- ручная резьба дополнительно с отметкой левой резьбы.
Обязательной маркировке подлежат:
Болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 9.8, 10.9, 12.9;
Винты и шпильки с шестигранной головкой классов прочности 8.8, 9.8, 10.9, 12.9;
Гайки классов прочности 05, 8, 9, 10, 12.
(Пересмотренная редакция, Ред. № 1).
2.4.1.2. Изделия, не указанные в п. 2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные резанием, маркируют по согласованию между изготовителем и потребителем.
2.4.1.3. Маркировочные метки могут быть приподняты или утоплены.
2.4.1.4. При обозначении классов прочности допускается не ставить точку, разделяющую первую и вторую цифры знака класса прочности.

При применении низкоуглеродистых мартенситных сталей для изделий класса прочности 10.9 знак класса прочности должен быть подчеркнут: 10,9 или 109.
(Пересмотренная редакция, испр. № 1).
2.4.1.5. Размеры маркировочных знаков устанавливаются изготовителем.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с внутренним шестигранником с помощью торцевого шестигранного ключа
2.4.2.1. Болты и винты с диаметром резьбы d > 6 мм подлежат маркировке.
2.4.2.2. Маркировочные метки наносят на торцевую или боковую поверхность болта или головки винта (рис. 1). Знаки на боковой поверхности головки должны быть утоплены.
Производители печатей
2.4.2.3. При маркировке выпуклыми знаками допускается увеличивать максимальную высоту головки болта или винта на:
0,1 мм – для изделий с диаметром резьбы d
0,2 мм » » » » 8 мм
0,3 мм » » » » d > 12 мм.
2.4.3. Маркировка шпилек
2.4.3.1.
 Шпильки с диаметром резьбы d > 12 мм подлежат маркировке. Допускается маркировка шпилек с диаметром резьбы d > 8 мм заменяющими знаками:
Шпильки с диаметром резьбы d > 12 мм подлежат маркировке. Допускается маркировка шпилек с диаметром резьбы d > 8 мм заменяющими знаками:2.4.3.2. Маркировочные метки наносят на торец гайки шпильки.
2.4.4. Маркировка шестигранной гайки
2.4.4.1. Гайки с диаметром резьбы d > 6 мм подлежат маркировке.
2.4.4.2. Маркировочные метки наносятся на одну из торцевых поверхностей. В технически обоснованных случаях допускается нанесение маркировки на боковые поверхности гаек (рис. 2). Знаки должны быть глубокими.
2.4.4.3. Допускается использование циферблата
с маркировкой гайки(рис. 3). При этом маркировку наносят на фаски выпуклыми или заглубленными метками или на торцевую поверхность заглубленными метками. Черт. 2
Знак производителя
2.4.5. Маркировка болтов, шпилек и гаек с левой резьбой
2.4.5.1. Знаком левой резьбы является стрелка, указывающая направление ввинчивания болтов, шпилек и навинчивания гаек.
2.
 4.5.2. Знак левой резьбы наносится на торцевую поверхность головки болта, на одну из торцевых поверхностей гайки (рис. 4а), на торец гайки торца шпильки. В технически обоснованных случаях допускается нанесение метки левой резьбы на боковые поверхности головок гаек и болтов (рис. 46). При этом знаки должны быть углубленными.
4.5.2. Знак левой резьбы наносится на торцевую поверхность головки болта, на одну из торцевых поверхностей гайки (рис. 4а), на торец гайки торца шпильки. В технически обоснованных случаях допускается нанесение метки левой резьбы на боковые поверхности головок гаек и болтов (рис. 46). При этом знаки должны быть углубленными.2.4.5.3. Знак левой резьбы для болтов и гаек можно заменить насечками на ребрах шестигранников (рис. 4в).
3. ПРИЕМКА
3.1. Правила приемки болтов, винтов, шпилек и гаек – по ГОСТ 17769.
3.2. Каждая партия крепежных изделий должна сопровождаться документом о качестве с указанием:
наименование или товарный знак изготовителя; символ продукта; перечень и результаты испытаний; масса нетто партии;
Средства временной антикоррозионной защиты и защиты на период.
Примечания: 1. Допускается ставить документ о качестве продукции в тару или конвейер, обеспечивая ее сохранность при транспортировке.
2. До 01.
 01.92 обязательными испытаниями были:
01.92 обязательными испытаниями были:по ГОСТ 1759.4 для классов прочности 8.8-12.9 определение предела прочности при растяжении и определение ударной вязкости; для классов прочности 4,8; 5,8; 6.8 испытание на прочность соединения головки со стержнем;
по ГОСТ 1759.5 для классов прочности 8-12 испытание пробной нагрузкой.
Другие испытания проводятся по требованию потребителя.
(Пересмотренное издание, ред. № 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Внешний вид болтов, винтов, шпилек и гаек следует проверять без применения увеличительных приборов.
Допускается в спорных случаях использовать лупу с увеличением 2,5-3х.
4.2. Контроль поверхностных дефектов болтов, винтов и шпилек – по ГОСТ 1759.2.
4.3. Контроль поверхностных дефектов гаек – по ГОСТ 1759..3.
4.4. Контроль размеров болтов, винтов, шпилек и гаек – по ГОСТ 1759.1.
4.5. Притупление углов квадратной головки следует проверять в контрольной матрице с квадратным отверстием, выполненным по 1-й строке ГОСТ 16030.
 Шайба плоская с отверстием диаметром больше диаметра описываемой окружности головки а под головку болта установить толщину 0,5 высоты головки.
Шайба плоская с отверстием диаметром больше диаметра описываемой окружности головки а под головку болта установить толщину 0,5 высоты головки.Не допускается поворот головки в отверстии контрольной втулки или шаблона.
4.6. Шероховатость поверхности болтов, винтов, шпилек и гаек следует проверять сравнением с образцами шероховатости по ГОСТ 9378.
Допускается контролировать шероховатость поверхности с помощью измерительных приборов.
Шероховатость поверхности изделий, изготовленных методом холодной штамповки, и шероховатость торца стержней, кроме установочных винтов, не контролируют.
4.7. Шероховатость резьбы болтов, винтов и шпилек необходимо проверять на боковых поверхностях профиля.
Шероховатость резьбы, полученной накаткой, и шероховатость резьбы гайки не контролируются и должны быть обеспечены технологией изготовления и инструментом.
4.8. Методы проверки качества и толщины покрытий – по ГОСТ 9.302.
4.9. Методы испытаний и программы испытаний болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.
 4.
4.4.10. Испытания болтов, винтов и шпилек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также цветных сплавов следует проводить по требованию потребителя в соответствии с табл. 6 по методике ГОСТ 1759.4.
Таблица 6
Механический
характеристики
Тип испытаний
Группы материалов
22, 23, 24, 25, 26
Временный
Тест для
сопротивление
растяжение
Предел текучести
Тест для
растяжение
Родственник
Тест для
удлинение
растяжение
Твердость
Измерение
по Бринеллю
твердость
ударная вязкость
ударный тест
ВЯЗКОСТЬ
0 – для болтов, винтов и шпилек с резьбой d3d;
х – для болтов, винтов и шпилек с резьбой d > М 5 и длиной > 3d.
Разрывные нагрузки приведены в приложении 2, испытательные нагрузки – в приложении 4.
Другие испытания болтов, винтов и шпилек подлежат согласованию между изготовителем и потребителем.
(Пересмотренное издание, ред. № 1).
4.11. Методы испытаний гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.5.
4.12. Испытание гаек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также гаек из цветных сплавов испытательной нагрузкой следует проводить по требованию потребителя согласно ГОСТ 1759 г..5 метод.
Испытательные нагрузки приведены в Приложении 3.
4.13. При изготовлении болтов, винтов и шпилек резанием без последующей термической обработки допускается испытание механических свойств на исходном металле или образцах, изготовленных из него.
5. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Временная антикоррозионная защита изделий, упаковка, маркировка тары, транспортирование и хранение – по ГОСТ 18160.

Условные обозначения болтов, винтов, шпилек и гаек.
Условное обозначение болтов, винтов, шпилек и гаек следует записывать по следующей схеме:
I-| |-| |-| |-| х □ □ _□ х □ □ □ □ □ Номер стандарта ГОСТ
Наименование
Примеры обозначений крепежных изделий.
Винт – по ГОСТ 17473, класс точности А, исполнение 2, диаметр резьбы d = 12 мм с мелким шагом резьбы, допуск резьбы 6е, длина / = 60, класс прочности 5,8, из спокойной стали с цинковым покрытием толщиной 9 мкм , хроматированный
Винт A2M12x 1,25-beh60,58. С.019 ГОСТ 17473-80
Гайка – по ГОСТ 5916 исполнение 2, диаметр резьбы d = 12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класс прочности 05, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм, хромированные
Гайка 2М12xl,25LH-6H.05.40X.016ГОСТ5916-70
шаг резьбы, правая резьба, без покрытия, а также параметры, однозначно определяемые стандартами на продукцию;
класс точности В, если стандартом на конкретный крепеж предусмотрены 2 класса точности (А и В).

2. В случае применения покрытия, не предусмотренного настоящим стандартом, его обозначение указывают по ГОСТ 9.306.
ПРИЛОЖЕНИЕ 2 Обязательно
Таблица 7
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с большим шагом резьбы
Номинальный диаметр резьбы, d, мм
Шаг резьбы Р, мм
Номинальная площадь поперечного сечения Ag, мм 2
Таблица 8
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
Шаг резьбы Р, мм
Минимальная разрывная нагрузка, Н, для обозначений групп
ПРИЛОЖЕНИЕ 3 Обязательно
Расчетная нагрузка для гаек высотой t > 0,8 d с крупным шагом резьбы
Таблица 9
Номинальный диаметр резьбы d, мм
Шаг резьбы Р, мм
Продолжение таблицы.
 девять
девятьНоминальный диаметр резьбы d, мм
Шаг резьбы Р, мм
Площадь поперечного сечения оправки D, мм 2
Пробная нагрузка, Н, для обозначений групп
Таблица 10
Пробные нагрузки для гаек высотой м > 0,8 (1 с мелким шагом резьбы
Номинальный диаметр резьбы d, мм
Шаг резьбы Р, мм
Оправки D, мм 2
Пробная нагрузка, Н, для обозначений групп
ПРИЛОЖЕНИЕ 4 Обязательное
Таблица 11
Испытательные нагрузки для болтов, винтов и шпилек с большим шагом резьбы
Номинальный диаметр резьбы d, мм
Шаг резьбы Р, мм
Номинальная площадь поперечного сечения A „ 2
Пробная нагрузка, Н, для обозначений групп
Таблица 12
Испытательные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
Номинальный диаметр резьбы d, мм
Шаг резьбы Р, мм
Номинальное сечение №
Пробная нагрузка, Н, для обозначений групп
ПРИЛОЖЕНИЕ 5 Обязательное
1.
 Фаска на опорной поверхности болтов – под углом не более 15° (рис. 5).
Фаска на опорной поверхности болтов – под углом не более 15° (рис. 5).2. Притупление ребер шестигранника или квадрата к опорной поверхности или торцу головки болта и к опорной поверхности гайки не более 0,25 высоты головки болта или гайки (черт. 6).
S – размер под ключ
3. Скругление краев шестиугольника или квадрата не должно отображать диаметр описанной окружности за пределы наименьшего предельного размера.
4. Скругление головной части болтов и винтов с потайной и полупотайной головкой и кромок болтов и винтов с полукруглой и цилиндрической головкой не должно выходить за пределы наименьшего предельного размера по диаметру головок.
5. Допускается подпрессовка в виде среза вершины полукруглой, сферической и полупотайной головок, если диаметр участка среза не превышает 30 % номинального диаметра головки для класса точности А 40 % от номинального диаметра головки для классов точности В и С.
При недопрессовке высота головки не должна превышать наименьший предельный размер.

6. Наклон образующей головки не более 5° и сфера на верхнем конце головки не должна уводить высоту цилиндрической головки за пределы наибольшего предельного размера (рис. 7).
7. Уменьшение минимального диаметра головки в направлении шлица не должно превышать:
0,3 мм – для винтов с диаметром резьбы до 2 мм;
0,6 мм – для винтов с диаметром резьбы от 2 мм до 6 мм;
0,8 мм – для винтов с диаметром резьбы более 6 мм.
8. Уменьшение минимального диаметра полукруглых и потайных головок в направлении усов или ребер квадратной шейки не должно превышать:
0,6 мм – для болтов с диаметром головки до 30 мм;
0,8 мм – для болтов с диаметром головки более 30 мм.
9. Затупление углов головки каретки не должно приводить к проворачиванию болтов в матрице управления.
10. Утолщение по диаметру стержня под головку болтов и шурупов. Для изделий классов точности А и В, не более:
0,05 мм на длину 5 мм, диаметр резьбы до 16 мм;
0,1 мм на длине 8 мм, диаметр резьбы от 16 до 27 мм;
0,2 мм на длине 10 мм, диаметр резьбы более 27 мм.

Для изделий класса точности С не более предельных отклонений в поле допуска + JT14 на длине двух номинальных диаметров резьбы.
11. Косой срез стержня (рис. 8) шириной не более:
один шаг резьбы – для классов точности А и В;
два шага резьбы – для класса точности С.
12. Зенковки отверстий под шплинты – диаметром не более 1,5 диаметров отверстия.
13. Уклон стенок паза (угол а – рис. 9) не более:
3° – для класса точности А;
5° – для классов точности В и С.
14. На торце головки и штока допускается центральное отверстие.
15. Допускается отсутствие торцевой фаски на изделиях класса точности С с накатанной резьбой и на стержнях винтов классов точности А и В с накатанной резьбой.
По согласованию потребителя с изготовителем допускается отсутствие торцевой фаски на стержнях болтов и шпилек классов точности А и В с накатанной резьбой.
16. Допускается закругление верхнего конца головки вместо фаски для болтов с углублением в головке.

17. Вогнутость дна шлицев в направлении его длины с кривизной, соответствующей радиусу стандартной шлицевой или канавочной фрезы, а также выпуклость радиусом не менее 9допускается 0 мм – для винтов с диаметром резьбы до 12 мм и не менее 150 мм – для винтов с диаметром резьбы более 12 мм.
18. Наличие воронкообразных гаек в резьбе (при изготовлении накатной резьбы) не должно уводить размеры резьбы за пределы предельных отклонений.
ГОСТ 16520-70 от компании-поставщика Avek Global
- Главная страница
- Ссылка
- Медь, латунь, бронза
- Латунь
 org/ListItem”>
Способы производства латуни
org/ListItem”>
Способы производства латуни
Вас интересует ГОСТ 16520-70 «Проволока латунная. Технические характеристики «от компании-поставщика AvecGlob? Здесь вы найдете необходимую информацию по этой теме.
Область применения
Настоящий стандарт распространяется на холоднотянутую проволоку общего назначения круглого, квадратного и шестигранного сечения из медно-цинковых сплавов (латуни).
Ассортимент
Диаметр проволоки круглого сечения и предельные отклонения по диаметру должны соответствовать указанным в таблице:
Номинальный диаметр Предельное отклонение по диаметру с точностью изготовления, мм нормальный увеличено От 0,10 до 0,30 В том числе 0-0,020 0−0,010 ст. 
0,30 до 0,60 В том числе 0−0,040 0−0,020 ул. 0,60 до 0,90 В том числе 0−0,040 0−0,020 ул. 0,90 до 1,80 В том числе 0-0,060 0−0,030 ул. 1,80 до 3,00 В том числе 0-0,060 0−0,040 ул. 3,00 до 6,00 В том числе 0−0,080 0−0,050 ул. 6,00 до 9,50 В том числе 0−0,100 0−0,060 ул. 9,50 до 12.00 В том числе 0−0,120 0-0,070 Проволока круглая из латуни марки Л80 изготавливается диаметром от 0,25 до 5,3 мм. 
Проволока круглая из латуни марки ЛС59-1 выпускается диаметром от 0,6 до 12,0 мм.Диаметр проволоки квадратного и шестигранного сечения и предельные отклонения по диаметру должны соответствовать указанным в таблице:
Номинальный диаметр Предельное отклонение по диаметру с точностью изготовления, мм нормальный повышенный До 3.0 включительно 0−0,06 0-0,12 Ст от 3,0 до 6,0 включительно 0−0,08 0–0,16 Святой от 6,0 до 9,0 включительно 0−0,10 0−0,20 Св. 9.0 до 12.0 0−0,12 0-0,24 За диаметр проволоки квадратного и шестигранного сечения принимают диаметр вписанной окружности, т.е. расстояние между параллельными гранями проволоки. 
Поставщик — Компания АвекГлоб — предлагает различные виды изделий из латунных сплавов отечественного и зарубежного производства, соответствующие требованиям стандартов. Продукция предлагается по доступным ценам от производителя. Поставщик гарантирует своевременную доставку продукции по любому адресу, указанному потребителем.
Технические условия
Проволока из латуни марок Л80, Л68, Л63 и ЛС59-1 с химическим составом по ГОСТ 15527.
Проволока изготавливается в мягком, полутвердом и твердом состояниях.
Состояние материала и проволоки в зависимости от ее размера, формы сечения и марки сплава должно соответствовать указанным в таблице:Марка сплава Форма сечения Размеры проволоки, мм Состояние материала L80 Раунд От 0,25 до 0,30 включительно. Мягкий, полутвердый св.  от 0,30 до 0,60 включительно.
от 0,30 до 0,60 включительно.св. от 0,60 до 5,3 включительно. L68, L63 Раунд св. от 0,10 до 0,18 включительно. Мягкая, твердая св. от 0,18 до 0,60 включительно. Мягкий, полутвердый, твердый ст. от 0,60 до 9,5 включительно. Святой от 10,0 до 12,0 включительно Квадратный, шестигранный Святой от 3,00 до 12,0 включительно ЛС59-1 Раунд 0,60 Мягкая, твердая St. от 0,60 до 1,9 включительно. Holy от 1,9 до 9,5 включительно. Мягкий, полутвердый, твердый Святой от 10,0 до 12,0 включительно Квадратный, шестигранный Ст от 3,0 до 12,0 включительно. 
У полутвердой и сплошной проволоки остаточные растягивающие поверхностные напряжения следует снимать термическим (низкотемпературным отжигом) или механическим способом. Поверхность проволоки должна быть чистой, без загрязнений, затрудняющих ее осмотр.
На поверхности допускаются незначительные следы технологической смазки, а также раковины, риски, вмятины, следы протяжки, забоины и другие дефекты поверхности, не выводящие проволоку при контрольной зачистке за предельные отклонения по диаметру провода. Качество поверхности проволоки допускается контролировать с помощью образцов, согласованных между изготовителем и потребителем.
Механические характеристикиМеханические свойства проволоки круглого сечения должны соответствовать указанным в таблице
Марка сплава Размеры проволоки, мм Временное сопротивление, МПа Относительное удлинение, %, не менее провод мягкий полу-
твердыйтвердый мягкий полу-
твердыйтвердый не менее L80 От 0,25 до 5,3 включительно. 
290 340 – 25 15 – Л68 От 0,10 до 0,18 включительно.
370– 70−95
690−93020 – – ст. от 0,18 до 0,75 включительно. 340 390 690−930 25 5 – св. от 0,75 до 1,40 включительно. 310 370
590−780тридцать 10 – Святой от 1,40 до 12,0 включительно.
290
340
540−74040 15 – Л63 От 0,10 до 0,18 включительно. 340 – 740−930 18 – – св. от 0,18 до 0,50 включительно. 
340
440
690−93020 5 – св. от 0,50 до 1,00 включительно.
340
440
690-88026 5 – Holy от 1,00 до 4,8 включительно. 340
390590−780 тридцать 10 – Holy от 4,8 до 12,0 включительно.
310
350
540−74034 12 – ЛС59-1 От 0,60 до 1,0 включительно.
340– Не менее
49025 – 1 Святой от 1,00 до 1,9включительно.
340– 470 27 – 3 Святой от 1,9 до 5,0 включительно 340
390
490-640тридцать 10 5 от 5,0 до 12,0 включительно
340
390
440-640тридцать 12 8 В настоящее время производство проволоки ведется в соответствии с техническими требованиями ГОСТ 1066-2015.
Поставщик — Компания АвекГлоб — предлагает к покупке латунные сплавы в ассортименте отечественного и зарубежного производства. Продукцию можно купить по цене, сформированной на основе европейских и мировых стандартов. Реализация возможна оптом и в розницу, для постоянных клиентов действует гибкая система скидок.
Техническая спецификация – Экструзия золотого металла
Для круглых стержней и стержней Все размеры указаны в миллиметрах
Диаметр Нормальный допуск Близкий допуск Более До Включая 6 10 ± 0,05 – 0,05 10 20 ± 0,10 – 0,05 20 30 ± 0,15 – 0,08 30 50 ± 0,20 – 0,10 50 70 ± 0,75% ± 0,5% 70 100 ± 1,50% ± 1,75% 100 ± 2,50% ± 1,5% 9 Все размеры указаны в миллиметрахНормальный допуск Близкий допуск Более До Включая 6 10 ± 0,09 – 0,05 10 20 ± 0,13 – 0,10 20 30 ± 0,18 – 0,13 30 40 ± 0,18 – 0,15 40 50 ± 1,00% ± 0,75% 50 100 ± 2,00% ± 1,5% 100 ± 3,00% ± 2,0% Для шестигранных стержней и стержней Все размеры указаны в миллиметрах
Ширина под ключ Нормальный допуск Близкий допуск Более До Включая 6 10 – 0,10 – 0,08 10 20 – 0,20 – 0,10 20 30 – 0,25 – 0,13 30 40 – 0,30 – 0,15 40 50 – 0,40 – 0,20 50 70 – 0,50 – 0,25 70 100 – 2,00% – 1,5% 100 – 3,00% – 2,0% Химический состав Мы специализируемся на экструзии медных сплавов, полный список производимой нами продукции указан ниже: Латунь для свободной резки ИС-319 ГР.  I / ГР.II
I / ГР.IIСплав C360 ЕН 12167 CW614N ДЖИС х4250 К3601 БС-2874 КЗ121 АСТМ В16 С36000 DIN CuZn39Pb3 ДЖИС х4602 БЭ/БД Сплав 385ИС-319 ЕН 12164 CW614N МС 58 ДЖИС х4250 К3604 Применение: Этот сплав обычно используется в архитектуре, скобяных изделиях, арматуре, мебели и электротехнике. Отличная обрабатываемость, но ограниченная способность к холодной обработке. Мы специализируемся на экструзии медных сплавов, полный список производимой нами продукции указан ниже: Ковочная латунь BS-2874 ЧР 122 ИС-6912 ФЛБ БС-218 АСТМ Б124 С37700 EN12164 CW617 ДЖИС К3771 Применение: Ковка и прессование для всех видов применения, включая корпуса часов. 
Бессвинцовая латунь ИС-4170 CuZn40 БС2874 КЗ109 КАК 1567 280 АСМЭ СБ111 Применение: Клепка, гибка, прессование, горячая высадка, осадка и пайка стержней. Морская латунь IS-291 ГР I и ГР II БС2874 КЗ112 АСТМ Б124 С46400 КАК 2738 К48500 ASTM B124 C48500 Применение : Добавление олова в этот сплав обеспечивает повышенную устойчивость к коррозии, особенно в соленой воде, и оптимизировано для лучшей обрабатываемости. Высокопрочная латунь IS-320 HT1, HT2, сплав 3 БС2874 КЗ114 и КЗ115 АС-2738 К68600 УНС К68600 Приложение : Штоки и валы насосов, клапаны, сварочные стержни и компоненты, требующие высокой прочности и коррозионной стойкости. 
Таблица 4 латунных стержней и профилей – BS – 2874 (BS 249/63)
Имя CZ 114 Латунные стержни CZ 115 Высокопрочные Латунные стержни CZ 121 Свободная резка Латунные стержни CZ 122 (BS – 218) Свободная резка Латунные стержни CS 124 Латунные стержни для свободной резки IS 319 cor II КЗ 130 освинцованная латунь для раздела CZ 131 (DTD – 627) Латунь повышенной пластичности для свободной резки Мин. 
Макс. Мин. Максимум Мин. Максимум Мин. Максимум Мин. Максимум Мин. Максимум Мин. Максимум Медь 56 59 56 60 56 60 56,50 60 60 63 56 58 61 63 Свинец 0,50 1,50 0,5 1,50 2,0 3,50 0,60 2,0 2,5 3,7 2,50 3,50 1,5 2,5 Железо 0,50 1,20 0,5 1,20 – – – 0,30 – 0,35 – – – – Алюминий – 1,50 – 0,20 – – – – – – – 0,40 – – Марганец 0,30 2,0 0,30 2,00 – – – – – – – – – – Олово (SN) 0,20 1,0 0,60 1.  10
10– – – – – – – – – – Цинк – Бал – Бал – Бал – Бал – Бал – Бал – Бал Никель – – – – – – – – – – – – – – Кремний – – – – – – – – – – – – – – Всего примесей – 0,50 – 0,50 – 0,75 – 0,70 – 0,50 – 0,75 – 0,50 Таблица 4 латунных стержней и профилей – BS – 2874 (BS 249/63)
Имя Латунные стержни CZ 114 Высокопрочные латунные стержни CZ 115 CZ 121 Латунные стержни для свободной резки CZ 122 (BS – 218)Латунные стержни для свободной резки латунные стержни свободной резки CS 124 IS 319 cor II Освинцованная латунь CZ 130 для раздела CZ 131 (DTD – 627)
Свободная обработка латуни с повышенной пластичностьюМин. 
Максимум Мин. Максимум Мин. Максимум Мин. Макс. Мин. Максимум Мин. Максимум Мин. Максимум Медь 56 59 56 60 56 60 56,50 60 60 63 56 58 61 63 Свинец 0,50 1,50 0,5 1,50 2,0 3,50 0,60 2,0 2,5 3,7 2,50 3,50 1,5 2,5 Железо 0,50 1,20 0,5 1,20 – – – 0,30 – 0,35 – – – – Алюминий – 1,50 – 0,20 – – – – – – – 0,40 – – Марганец 0,30 2,0 0,30 2,00 – – – – – – – – – – Олово (SN) 0,20 1,0 0,60 1. 