Лазерная резка листовой нержавеющей стали – Лазерная резка нержавейки
alexxlab | 05.10.2020 | 0 | Разное
Резка нержавейки лазером: особенности технологического процесса
Вопросы, рассмотренные в материале:
- Каковы преимущества резки нержавейки лазером
- Как осуществляется резка нержавейки лазером
- На каком оборудовании выполняется резка нержавейки лазером
Нержавеющая сталь — самый востребованный на сегодняшний день материал и один из наиболее технологичных металлов. Она используется в производственных циклах различных видов промышленной металлообработки. Среди всех технологий обработки металла резка нержавейки лазером является наиболее инновационной, сочетающей в себе высокое качество и эффективность. Этому методу и будет посвящена статья.
Особенности резки нержавейки лазером

Лазерная резка нержавейки считается наиболее сложным типом обработки. Но данная сталь достаточно трудно поддается разрушению, поэтому метод с лазером является оптимальным вариантом среди остальных. Другие же технологии металлообработки проявляют себя хуже по отношению к нержавейке. Для листового алюминия зачастую резка лазером служит единственно возможным методом, поскольку высокая температура вызывает окисление поверхности алюминия, при этом она покрывается холодными трещинами. Очень низкой эффективностью обладает и раскрой металла механическим способом.
Сложности в обработке нержавеющей стали связаны со свойствами сплава:
- из-за большого содержания в ней легирующих присадок возможно зашлаковывание поверхности разреза;
- в зоне нагрева образуются тугоплавкие оксиды, по этой причине затрудняется прохождение лазера по линии разреза, и, как следствие, увеличивается расход электроэнергии;
- высокохромистые и хромоникелевые стали обладают низкой текучестью, что также усложняет процесс резки.
Лазерная резка осуществляется с использованием очищенного азота, поступающего в зону резки под давлением в 20 атмосфер. Если режется толстый металл, луч заглубляется в материал, давая возможность газу поступать внутрь. Получившееся отверстие в итоге имеет больший диаметр, чем ширина разреза, поэтому в зону расплава поступает повышенное количество азота.
Преимущества резки нержавейки лазером

Для резки нержавейки используются высокотехнологичные лазерные установки, позволяющие изготавливать изделия самой сложной формы. Обработка стали совершается автоматически, луч лазера при этом выполняет функции режущего инструмента. Контроль движения лазерного луча осуществляется компьютером по заранее заложенной программе. Получаемая деталь в итоге не имеет каких-либо деформаций, заусенцев и облоя вдоль линии разреза.
В целом, лазерная обработка нержавеющей стали любой марки обладает следующими достоинствами:
- погрешность резки минимальна и не превышает 0,08 мм;
- максимальная гибкость и точность в регулировке мощности луча;
- высокая скорость раскроя листового металла;
- практически безотходный процесс;
- способность луча мягко воздействовать на металл, стойкий к коррозии;
- лазерный луч может резать листовой металл любой толщины;
- гарантированное соблюдение заданных геометрических параметров обрабатываемой заготовки с абсолютной точностью.
Рекомендовано к прочтению
Перечислим другие преимущества лазерной технологии перед остальными популярными методами металлообработки:
- Благодаря заложенной программе автоматизированного контроля качества и выполнения операций достигается высокая точность резки, поэтому имеется возможность создавать сложные детали.
- Каждая лазерная установка обладает достаточной производительностью, чтобы заблаговременно выполнять срочные и тяжелые задачи.
- Нагрев материала происходит только вдоль зоны резки.
- Лазерное оборудование способно выполнять контурный раскрой любой сложности.
- Излишки материала контролируются встроенным компьютером. Расположение всех требуемых форм заготовок рассчитывается программно исходя из наибольшей рациональности.
- Минимальный диаметр создаваемых отверстий составляет всего 0,5 мм.
Лазерная обработка металла считается передовой технологией. Это побуждает заказчиков сегодня отказываться от устаревших методов металлообработки в пользу современных.
С внедрением лазерной технологии производителем качество его продукции значительно возрастает. Также изготовитель получает возможность выполнять индивидуальные заказы.
Резка лазером не меняет физических свойств нержавейки. Данная операция может использоваться для любых её типов вне зависимости от плотности и теплопроводности.
Как осуществляется резка нержавейки лазером
При лазерной резке отсутствует физический контакт с любым обрабатываемым материалом, в том числе и с нержавейкой. Выполнение операций осуществляется световым лучом по встроенным командам.
Луч лазера создает точку фокусировки на поверхности металла, где материал начинает интенсивно гореть, плавиться и испаряться. Такой эффект возможен благодаря следующим характеристикам лазера:
- Монохроматичность. Длина волны и частота лазерного луча неизменны, что позволяет лучу легко фиксироваться на любой поверхности с помощью обычных оптических линз.
- Направленность. Луч лазера имеет очень малый угол расходимости, благодаря чему он легко фокусируется на обрабатываемом участке.
- Когерентность. В луче лазера происходят согласованные колебания волн, поэтому возникает резонанс, многократно усиливающий исходную мощность излучения.
При достижении температуры кипения металла в зоне воздействия луча материал испаряется. Благодаря его теплопроводности зона плавления и последующего закипания устремляется вглубь заготовки.
Лазерная металлообработка технологически применима к мягким сплавам и тонколистовому металлу. Выполнение этой процедуры осуществляется двумя способами:
- резка лазером через плавление нержавейки;
- резка лазером через испарение нержавейки.
Самым распространенным и дешевым способом является плавление с помощью лазерного луча. Действие сфокусированного лазера на поверхность металла способствует его быстрому нагреву, в результате чего в этой зоне он начинает плавиться. Равномерное движение луча лазера позволяет создавать нужную форму детали.
При избыточном нагреве молекулы металла переходят в фазу закипания, в которой частички материала мгновенно испаряются.
Второй метод резки, выполняемый через испарение, наиболее эффективен и точен, но при этом особо требователен с точки зрения используемых ресурсов и мощностей. Поскольку данный способ достаточно дорогостоящий, он заметно увеличивает себестоимость выпускаемой продукции.
- Врезка. Используется для формирования сквозных щелей различных диаметров. Технология позволяет создавать микроотверстия и разрезы минимальной ширины.
- Раскрой. Сначала производится прожиг металлической заготовки (создается пробоина минимального диаметра), а затем режущая головка движется в направлении, заданном заложенной в станке программой.

В процессе раскроя нержавейки структура металла в зоне действия луча разрушается. Это происходит последовательно в три этапа:
- Нагрев металла.
- Плавление металла.
- Испарение частиц распада.
Лазерный луч — это источник тепла, концентрирующий в себе газ в условиях высокой температуры. Имея сечение всего 10–20 мкм, луч обладает тепловой мощностью 100 МВт/кв. см. Чем мощнее источник, тем быстрее протекает каждый этап разрушения. Сконцентрированная на небольшом участке тепловая энергия луча лазера почти мгновенно расплавляет материал в этом месте. Происходящая в металле термохимическая реакция разделяет его и меняет структуру в зоне действия лазера.
Сравним два вида резки нержавейки, выявив их сходства и различия:
| Лазерная резка | Гидроабразивная резка |
|
Металл режется в результате термохимической реакции. |
Металл режется в результате механического разрушения его поверхности. |
| Активным элементом выступает газ (кислород или азот). | Активным элементом служит вода с абразивными материалами. |
| Скорость резки достигает 2,5 м/с. | Скорость резки составляет от 52 до 62 м/ч. |
| С увеличением скорости резки ухудшается качество обработки. | С повышением рабочего давления увеличивается скорость резки. |
| Применима для раскроя металла любого типа толщиной до 100 мм. | Применима для раскроя металла любого типа толщиной до 100 мм. |
Какое оборудование используется для резки нержавейки лазером
Установки для лазерной обработки нержавейки обладают следующими характеристиками:
- давление газовой струи и ее состав;
- тип обрабатываемого материала;
- интенсивность и мощность лазерного луча.
Установки для лазерной резки бывают следующих типов:
- Твердотельные установки. Рабочим органом в них служит кристалл рубина, алюмоиттриевый гранат или неодимовое стекло. Угол светового потока, падающего на минерал, имеет точное значение. Оборудование небольшой мощности может использоваться и для раскроя цветных металлов, и для гравировки металлических поверхностей. Небольшие установки пригодны для ручной обработки заготовок и могут применяться в небольших слесарных мастерских.
- Газовые установки. Активным элементом в данном оборудовании является газ. Он заряжается в процессе прохождения через электрическое поле. Затем начинает испускать монохроматическое излучение в световом диапазоне. Значительное распространение получили щелевидные газовые установки, в которых применяется диоксид углерода. Оборудование обладает небольшими размерами, при этом оно простое в использовании и достаточно мощное.
- Газодинамические установки. Обработка нержавейки в данных установках весьма дорогая из-за сложности и высокой мощности оборудования. Используемый в качестве активного компонента газ, чаще всего углекислый, разогревается до 2000–3000 градусов Цельсия. Далее, проходя через узкое отверстие, он расширяется и охлаждается. В результате чего выделяется энергия, формирующая лазерный луч. Эти сложные установки отличаются превосходной точностью получаемых изделий, которые затем можно сразу же передавать в гибочный цех.
Обязательные компоненты и системы оборудования, осуществляющего лазерную резку и гравировку нержавейки:
- Излучатель, генерирующий пучки лазера.
- Система перемещения и формирования лазерного луча. В ней из пучков формируется непрерывный луч, направляемый в требуемую точку фокусирующим механизмом.
- Система создания и транспортировки газа. В ней готовится рабочий газ нужного состава и объема. Затем система транспортирует его к зоне резки через сопло.
- Координирующее устройство, управляющее взаимным перемещением лазерного луча и заготовки.
- Система автоматики. Она контролирует и регулирует все составляющие части установки. В том числе задает команды координирующему устройству и системе создания и транспортировки газа.

Производятся также специальные установки для разрезания труб и обработки пластичных и мягких материалов. В целом, популярность лазерной резки продолжает расти, поскольку данная технология значительно снижает трудоемкость производственного процесса и минимизирует долю ручной работы. Резка нержавейки лазером также активно применяется для изготовления разнообразных деталей и создания декоративных изделий из листовых заготовок различной толщины.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
vt-metall.ru
Лазерная резка
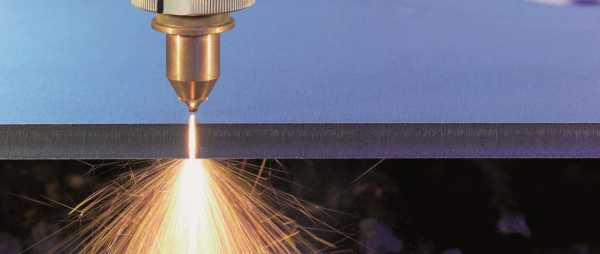
Лазерная резка (раскрой) или LBC (Laser Beam Cutting) – процесс, при котором направленный луч лазера нагревает зону резания и разрушает материал по этой линии, а далее продукты разрушения удаляются с помощью потока вспомогательного газа. Резка (раскрой) листового металла (из стали, алюминия, нержавеющей стали, оцинкованной стали) полностью автоматизирована, а очертания и расположение детали на полотне листового металла задается с помощью программы (используя высокоточные станки и комплексы лазерного раскроя ЧПУ).
Лазерная резка (раскрой) происходит с использованием вспомогательного газа, что позволяет заметно уменьшить удельные затраты энергии излучения по причине более интенсивного удаления из зоны реза продуктов разрушения. При процессе резки листового металла (раскрой металла лазером), как правило, применяется кислород. В процессе резки металла можно менять различные параметры, такие как: пиковая мощность, форма, частота импульсов, длительность, что позволяет влиять на: скорость процесса, толщину используемого материала, глубину реза, количество грата (т.е. излишки металла, которые остаются на кромке изделия).
Лазерная резка (раскрой) или LBC (Laser Beam Cutting) листового металла в разы облегчает такие процессы, как проектирование и изготовление изделий из металла (из стали, алюминия, нержавеющей стали, оцинкованной стали), что особо ощущается при производстве нестандартных сложных конструкций и элементов, где обычная механическая обработка трудна для выполнения. Резка металла (раскрой) лазером очень востребована при изготовлении различных прототипов, а также малых и средних партий изделий. Раскрой (резка) детали из листового металлического полотна (из стали, алюминия, нержавеющей стали, оцинкованной стали) лазером не нуждается в специальном оснащении или инструментах, что делает его очень выгодном экономически, а, следовательно, и цену на услуги по изготовлению более низкой.
Направленный луч лазера по своему диаметру равен 0,2 мм, что делает его способным описать контур (с точностью до +-0,1 мм с повторяемостью +-0,05 мм) нестандартной детали различной сложности, при этом выдерживая все острые углы. Благодаря такой точности и минимальной ширине реза, изделия располагаются на листе металла очень близко друг от друга, либо иметь совместный рез, что в целом увеличивает коэффициент использования металла в разы. Толщина раскраиваемого листового материала может быть минимальной, так как в процессе резки металла (из стали, алюминия, нержавеющей стали, оцинкованной стали) механическое воздействие на будущее изделие полностью отсутствует, соответственно не ведет к образованию напряжений металла при раскрое. Резка (раскрой) металла лазером обладает множеством плюсов, среди которых то, что в лазерных установках нет режущих инструментов, которые требуют затраты на дополнительное техническое обслуживание, что может вызвать простои в производстве. Ориентировочная стоимость товаров и услуг
mz-sinergia.ru
заготовки любой формы и размера от компании «ЛСП». Лазерная резка нержавеющей стали производится по вашим чертежам.
Нержавеющая сталь >> от 0,5 до 10,0 мм
Лазерная резка нержавеющей стали — уникальная технология металлообработки, которая активно используется в различных отраслях промышленности. Лазером из листа нержавеющей стали или другого металла можно вырезать деталь любой формы и размера. Мощные лазерные лучи позволяют за короткий срок нарезать лист на несколько сложных фигур с прямыми и кривыми линиями.
Преимущества
К достоинствам лазерной резки нержавейки относят:
- возможность получения качественных деталей, полностью соответствующих заданным параметрам;
- минимальное температурное воздействие на металл — лазер «прожигает» его только в зоне резки;
- нет необходимости в дополнительной обработке — лазерная резка позволяет получить качественные изделия из нержавеющей стали, которые сразу же готовы к дальнейшему монтажу;
- равномерную толщину раскроя по всей длине линии; допускаются отклонения от заданных параметров, но не более, чем на 0,5 мм.
Качество лазерной резки нержавеющей стали зависит от используемого оборудования. Современные станки и промышленные лазеры полностью автоматизированы, благодаря чему риск получения брака сведен к минимуму. Высокотехнологичное автоматическое оборудование позволяет сделать линию реза безупречно ровной и гладкой. Полностью исключено появление окалины, грата и наплывов. Благодаря этому линия разреза не требует шлифовки или другой дополнительной обработки.
Технология
Лазерную резку нержавейки мы проводим на современных высокотехнологичных станках с программным управлением. Оператор с помощью специального ПО задает форму заготовки, размеры и координаты линий реза. После этого специалисту остается только контролировать процесс: все этапы работы техника выполняет самостоятельно.
Современное оборудование для лазерной резки универсально, позволяет работать со всеми марками черной и нержавеющей стали, алюминия. Возможна также обработка некоторых стальных и алюминиевых сплавов.
При лазерной резке есть ограничения по размеру металлического листа. Его толщина может составлять от 0,5 до 10 мм. Максимально допустимые длина и ширина зависят от выбранного металла. Пожалуйста, перед заказом уточните эту информацию у консультантов.
Наши услуги
Мы проводим лазерную резку нержавейки и других металлов по предоставленным клиентами чертежам. Мы принимаем любые чертежи — электронные во всех форматах или сделанные вручную. Самое главное, чтобы в них были точно указаны все размеры и допуски. Нужно разработать сопроводительные документы и сделать чертежи? Вам помогут наши конструкторы! Просто опишите менеджеру задачу, а специалисты придумают, как ее решить.
Мы также осуществляем другую обработку металла:
- гибку нержавеющей стали и алюминия,
- перфорацию,
- струйно-абразивную обработку,
- вырубку из листа,
- сварку аргоном, в среде защитных газов,
- слесарные операции любой сложности и др.
На лазерную резку нержавейки и другие услуги по металлообработке предоставляется гарантия. При оформлении заказа менеджер расскажет Вам об условиях ее действия.
www.lsp-metall.ru
Особенности резки цветных металлов и нержавеющей стали
07.08.2015Лазерная резка стали и других материалов – инновационная технология раскроя с помощью сфокусированного лазерного луча. Такой вид раскроя можно применять практически к любым листовым материалам и сплавам разных толщин, однако лазерная обработка каждого материала имеет ряд отличительных особенностей. Например, резка алюминия может осуществляться только очень мощным лазерным излучением, что отличает ее от резки нержавейки и других металлов.
Лазерная резка меди
Поскольку медь обладает очень высокой теплопроводностью, скорость ее раскроя лазерным лучом должна быть невысокой, а мощность излучения, наоборот, довольно сильной. При несоблюдении этих условий точность и качество среза медных и латунных конструкций будут очень низкими.
Чаще всего лазером разрезают медные листы, имеющие толщину не более 5 мм, поскольку обрабатывать материал большей толщины технически и экономически невыгодно, так как требуется чрезмерно высокая мощность оборудования.
Как и алюминиевые сплавы, медь лучше всего раскраивать на твердотельных лазерах, так как их углекислотные аналоги с волной 10,6 мкм не способны обеспечить должного качества раскроя. Обычно при работе с тонкими медными листами лазер включается в импульсном режиме, что позволяет снижать площадь участка термовоздействия. Для листов большей толщины лучше применять микроплазменный режим функционирования лазера, который предполагает создание в зоне реза плазмы, нагревающей и расплавляющей материал. В этом случае раскрой материала происходит за счет воздействия лазерного луча на пары меди, легко подвергающиеся ионизации.
Лазерная резка алюминия
Алюминий и его сплавы имеют особые теплофизические и оптические характеристики, такие как низкая способность поглощения лазерного луча и высокая теплопроводность, в связи с чем для его раскроя применяются станки только с очень мощным лазерным излучением и современным компьютерным управлением, настройки которого напрямую зависят от толщины и состава обрабатываемого листа.
Достоинства технологии резки алюминия лазером

Резку алюминия лучше всего осуществлять на малых скоростях – в этом случае получается поверхность идеального качества без изъянов и заусениц. Поскольку режущая головка лазера не контактирует с обрабатываемой поверхностью, а просто прожигает ее лазерным лучом, станки такого типа обладают высоким уровнем производительности, позволяя получать не только очень качественный, но и точный контур алюминиевой заготовки. Сфокусированное воздействие лазерного луча позволяет ювелирно точно производить сложнейшие алюминиевые конструкции.
Параметры операции задаются безошибочными программными средствами, поэтому погрешности при таком способе обработки алюминиевых сплавов практически отсутствуют. Поскольку для резки алюминиевых заготовок не требуются пресс-формы, стоимость операции существенно снижается. Кроме того, их не нужно закреплять механически, поскольку влияние со стороны лазерного луча полностью исключается.
Другое важное преимущество лазерной резки – минимальные отходы материала, так как компьютер раскраивает лист таким образом, что он абсолютно соответствует чертежам. Также к достоинствам такого способа обработки относят практически нулевую вероятность получения брака даже тогда, когда изделию требуется придать очень сложную форму.
Благодаря бесконтактному воздействию лазера на обрабатываемой поверхности получается безупречный срез, что исключает дальнейшее применении шлифовки.
Чаще всего для резки алюминия применяются твердотельные лазеры, генерирующие лазерный луч повышенной мощности.
Лазерная резка нержавеющей стали
 Нержавеющая сталь гораздо более устойчива к разрушению, чем обычные черные металлы, поэтому применение традиционных способов ее раскроя не всегда эффективно. Именно поэтому наиболее эффективным способом раскроя нержавейки является лазерная резка. Предприятие «Металл-сервис» осуществляет лазерную резку нержавейки толщиной до 3 мм по максимально доступным ценам. Услуга может быть оказана в комплексе с другими услугами по обработке листового металла.
Нержавеющая сталь гораздо более устойчива к разрушению, чем обычные черные металлы, поэтому применение традиционных способов ее раскроя не всегда эффективно. Именно поэтому наиболее эффективным способом раскроя нержавейки является лазерная резка. Предприятие «Металл-сервис» осуществляет лазерную резку нержавейки толщиной до 3 мм по максимально доступным ценам. Услуга может быть оказана в комплексе с другими услугами по обработке листового металла.
Достоинства технологии резки нержавеющей стали лазером
- раскрой осуществляется по четкому контуру, который создается компьютерной программой;
- раскрой выполняется бесконтактно;
- максимальная погрешность не превышает показателя в 0,08 мм;
- вероятность появления заусенец и облоя (излишек материала) минимальна;
- практически полное отсутствие деформаций по линии раскроя;
- сокращение сроков обработки стали;
- возможность раскроя нержавейки с любой теплопроводностью и плотностью;
- отсутствие изменений физических свойств нержавеющей стали;
- практически полное отсутствие человеческого фактора, способного негативно повлиять на результат работы.
Важным условием при лазерной резке стали является исключение появления окисленной поверхности, которая может привести к горению металла. Это осуществляется путем применения азотной среды, подаваемой в зону резки под давлением до 20 атмосфер.
Если необходимо выполнить раскрой заготовки из нержавеющей стали большой толщины, для увеличения сечения входного отверстия и для повышения подачи азота в зону расплава фокальное пятно лазера необходимо заглублять.
После лазерной резки к нержавейке можно применять:
а также обрабатывать всеми известными аппаратами и инструментами.
metallistyar.ru
Лазерная резка нержавейки
Главная страница » Лазерная резка » Лазерная резка нержавейки
В последнее время очень широко, при обработке различных материалов, используется лазерная технология. Для этих целей используется современное высокотехнологичное оборудование. Числовые программные устройства, которыми оснащён этот станочный парк, не только обеспечивают высокую точность обработки, но и позволяют создавать изделия самой сложной формы.
На нашем сайте в статье «Оборудование для лазерной резки металла» рассказывается о технологии и оборудовании, которые используются при «световой» резке. Здесь мы расскажем об особенностях технологического процесса и оборудования при лазерной резке нержавейки (ЛРН), связанных со свойствами этой стали.
Почему выгодно применять лазерную технологию при раскрое нержавейки
Основная трудность обработки нержавейки вызвана гораздо большей, по сравнению с черными металлами, устойчивостью к разрушению. Существует много видов раскроя нержавеющей стали: все они имеют свои достоинства и недостатки.

Станок ЛРН.
ЛРН эффективнее традиционных методов осуществления резки, и это явилось определяющей причиной её выбора. Она имеет свои неоспоримые достоинства:
- возможно изготовление сложных по форме конструкций;

Результат использования ЛРН.
- детали отличаются высокой точностью изготовления;
- у них отсутствуют рваные края и облой. После лазерной резки детали могут быть обработаны без дополнительной подготовки на любом оборудовании, с применением самого современного инструмента:
- гибка и штамповка;
- гальваническая обработка и покраска;
- сварка и многие другие операции.
- экономически выгодно выполнение как единичных, так и массовых заказов;
- скорость обработки не зависит от формы проката (лист, профиль и т.п.).
Новейшие технологии ЛРН способствуют минимизации влияния «человеческого фактора» на процесс производства.

Лазерный комплекс «GEM-100».
Это позволяет существенно сократить время на изготовление каждой детали и выполнение всего заказа.
Технология ЛРН
Лазерный раскрой нержавейки, как и других материалов, осуществляется без контакта с обрабатываемой поверхностью. Вся операция выполняется световым лучом по командам, которые формирует входящий в комплект ЧПУ компьютер.
Благодаря применению современных компьютерных технологий, удаётся получить погрешность в пределах 0,08 мм и снизить риск деформаций.
Технология ЛРН предусматривает два режима обработки стали:
- врезка. Применяется для сквозных отверстий разного диаметра. Такой технологический приём позволяет получать мельчайшие разрезы и микроотверстия;
- раскрой. Выполняется сквозное отверстие минимального диаметра (прожиг заготовки). Из него начинается движение режущей головки в заданном ЧПУ направлении.

Головка станка ЛРН.

Резка осуществляется в струе подаваемого под давлением технического газа.
Где заказать услугу
Компания “PROMEX»;
- Сайт: http://promexcut.ru/;
- Адрес: г. Екатеринбург, пр. Ленина, дом №50, лит. «б», офис №325;
- Телефон: +7-(343)-288-88-80;
- Почта: [email protected].
На производстве компании осуществляется ЛРН. По прайс-листу, действующему до 31.12.15., расценки следующие:
- толщина 1,0 мм – 10,96 руб/м;
- толщина 30,0 мм – 729,3 руб/м.
plazmen.ru
]]>
|
]]> |
laser.com.ru
Резка нержавеющей стали – лазерная и плазменная
В процессе раскроя и обработки сортамента металлопроката наиболее значимой технологией является эффективная резка стали.
Благодаря использованию современных методов, резка нержавеющей стали осуществляется достаточно быстро, а обрабатывать, при этом, можно стальной лист практически любой толщины с обеспечением точного раскроя согласно конкретным параметрам.

Фото
Наиболее востребованными сегодня считаются следующие методы резки нержавеющей стали: гидроабразивная, газо-дуговая, лазерная и плазменная.
Именно последние две мы и рассмотрим более детально.
Резка стали лазером
Сегодня лазерная резка стали считается наиболее современным методом обработки металлопроката из нержавейки.
Для реализации данного процесса необходимо наличие лазерной установки, которая будет генерировать сфокусированный лазерный луч. Именно он и будет выступать в роли резака.
Рассматриваемая технология может сопровождаться применением разных газов, например, азота или кислорода, которые помогают выдувать металл из обрабатываемого участка.
Видео:
Лазерная резка нержавеющей стали имеет свои достоинства, которые заключаются в точности, высокой производительности и полноценной автоматизации всего процесса.
Отличия от других технологий:
- Возможность соблюдения повышенной точности размера и формы;
- Высокая скорость резки;
- Лазерная резка нержавеющей стали позволяет мягко воздействовать на материал;
- Высокая производительность позволяет в короткие сроки выполнять крупные заказы;
- Температурному воздействию подвергается минимальная площадь обрабатываемого листа;
- Можно выполнять высокоточную резку по контуру любой сложности;
- Прямое воздействие на обрабатываемый материал отсутствует;
- Минимальные объемы отходов;
- Дополнительной обработки разрезанное изделие не требует за счет параллельности кромок на линии среза;
- Раскрой по контуру можно осуществлять с листом нержавеющей стали любого размера;
- Минимальный диаметр создаваемых отверстий – 0,5 мм;
- Мощность луча можно регулировать и подстраивать в зависимости от изделия.
Резка стали плазмой
Суть плазменной резки основана в плавлении нержавеющей стали за счет генерируемой сжатой плазменной дугой теплоты и последующего удаления сплава струей плазмы.
В состав плазмы входит способный проводить электричество ионизированный газ высокой температуры.
Сама плазменная дуга формируется в плазматроне путем сжатия обычной дуги и добавления в ее состав плазмообразующего газа.
Плазменная резка нержавеющей стали струей предполагает загорание дуги между электродом и формирующим наконечником плазматрона.
Определенный объем плазмы дуги выводится как скоростная плазменная струя и ее энергия позволяет разрезать материал.
Видео:
В случае плазменно-дуговой резки между наплавляющимся электродом и обрабатываемым материалом горит плазменная дуга, столб которой совмещен с образующейся путем нагрева поступающего газа плазменной струей.Разрезание осуществляется за счет использования энергии из плазмы столбца и факела, который из него вылетает. Также используется энергия электродных пятен одной из дуг.
Плазменная резка нержавеющей стали предполагает использование воздуха с кислородом, чистого азота, азотоводородных и аргоно-водородных смесей для образования плазмы.
Воздушно-плазменная резка осуществляется в режиме, который имеет много общего с режимами резки низколегированных и низкоуглеродистых сталей.
Азотно-водородные смеси позволяют достичь наименьшей шероховатости на поверхности среза. Резка в среде воздуха с водой также способна обеспечить отличные результаты.
Под воздействием высокой температуры в канале сопла интенсивно испаряется вода и далее диссоциируется.
Происходит уплотнение плазменной дуги, улучшение переноса энергии и интенсификация удаления обработанного металла со шлаками в полости реза.
Чистый азот, азотоводородные и аргоно-водородные смеси актуально использовать, если обработанные кромки нержавеющей стали будут находиться под воздействием повышенных температур или агрессивных сред.
Если же нет возможности применять такие газы, кромки необходимо обработать механическим способом.
Плазменная резка нержавеющей стали обладает следующими преимуществами перед технологией резки с помощью газов:
- Высокий уровень безопасности;
- Незначительное загрязнение окружающей среды;
- Можно вырезать детали любой формы и сложности;
- Прожиг осуществляется быстро;
- Универсальность использования плазмы;
- Экономичность технологии;
- Высокая скорость резки средних и малых размеров стали;
- Разрезы получаются точными и высококачественными, чаще всего нет необходимости в дополнительной обработке кромок.
Резка рулонной стали позволяет изготовить листы заданного размера (при поперечном сечении) или штрипс (узкие стальные полосы при продольном сечении) максимально оперативно и точно.
Видео:
Для проведения таких работ актуально использовать специальные станки с установленными устройствами-леглеобразователями, которые помогают избежать рассогласования непрерывного движения при сматывании ленты.
Также данные устройства позволяют предотвратить прерывистые движения в зоне разрезания материала. Их принято устанавливать между отрезным агрегатом и размывателем.
rezhemmetall.ru