Лазерная ручная сварка: Лазерная сварка купить ручной аппарат по металлу
alexxlab | 25.02.1994 | 0 | Разное
LightWELD 1500 – Первая компактная лазерная ручная сварка
Light
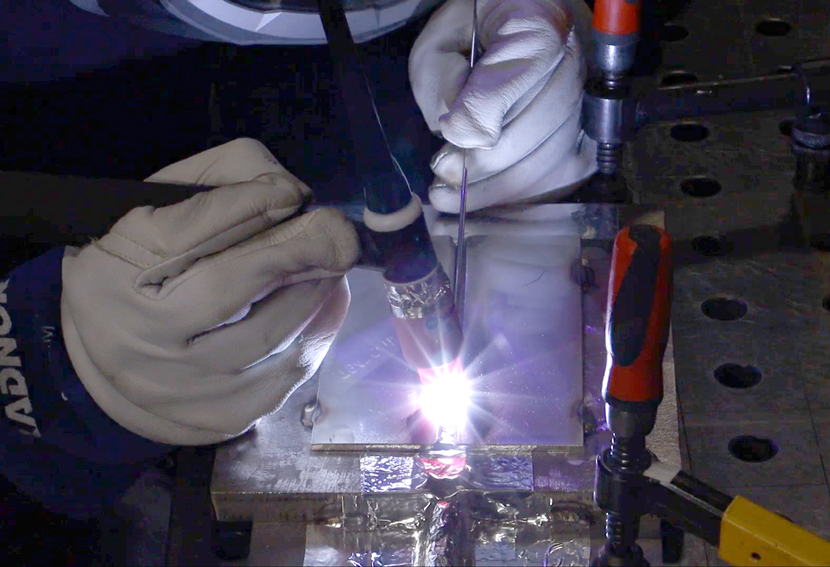
WELD быстрее и проще, чем традиционная сварка MIG и TIGОпытные пользователи MIG и TIG легко оценят преимущества более гибкой и производительной сварочной системы LightWELD:
- до 4-х раз быстрее, чем TIG,
- проще в обучении и эксплуатации,
- высококачественная сварка толстых, тонких и отражающих металлов без коробления, деформации, подрезов и прожогов
- сварка разнородных металлических деталей разной толщины,
- существенно меньшее тепловложение и минимальная зона термического влияния,
- минимальная последующая обработка деталей, шлифовка или полировка.
Загрузить описание
Приглашаем принять участие в вебинаре
В ПРОГРАММЕ:
- вводная информация о корпорации
- презентация системы ручной лазерной сварки: сравнение с MIG и TIG сваркой, технологические преимущества, примеры применений, основные характеристики
- ознакомительное видео с элементами управления системы, подключением, первым запуском и примером сварочных соединений
- обсуждение и ответы на вопросы
ЗАЯВКИ НА УЧАСТИЕ ОТПРАВЛЯЙТЕ НА ПОЧТУ:
Email: lightweld. [email protected]
[email protected]
Недостатки применения сварки
MIGДля сварки металлов больших толщин с глубоким проплавлением по технологии MIG необходимо выполнять разделку кромок, предварительно зачищать поверхность и использовать присадочную проволоку. Углы перемещения для удобной работы ограничены, а сварка в вертикальном положении чрезвычайно сложна.
Недостатки применения сварки
TIGСварка TIG может создавать избыточное тепло, которое деформирует тонкие материалы, хуже выглядит визуально, затруднена при сварке меди. Сварка металлов разной толщины имеет ограничения.
Преимущества Light
WELD в сравнении с TIG/MIGLightWELD обеспечивает значительно более скоростную сварку, легка в обучении и эксплуатации, обеспечивает более качественные (без короблений, деформаций, подрезов, прожогов) и стабильные результаты в широком диапазоне материалов и толщин.
LightWELD легко сваривает разнородные металлы различных толщин, позволяет создавать эстетичные высокопрочные соединения
| Традиционные технологии сварки | Технология LightWELD | |
Скорость | Средняя | До 4-х раз быстрее, чем TIG |
| Качество | Зависит от опыта сварщика | Стабильные высококачественные результаты |
| Освоение | В несколько этапов | Стабильно высокие результаты |
| Гибкость в выборе материала | Ограниченная, требует переналадки | Широкий диапазон материалов без переналадки |
| Коробление и деформации | Высокие значения | Незначительные |
| Зона термического влияния | Большая | Малая |
| Сварка с осцилляцией (колебанием) луча | Недоступна | Доступна – расширение шва до 5 мм |
“
За весь свой 40 летний опыт работы сварщиком я никогда не видел решения, которое бы позволяло новичкам получать сварные швы, как у опытных профессионалов!”Light
WELD – Встроенные параметры и сохраненные режимы обеспечивают оптимизацию сварки- Простой выбор режима для повторяющихся сварных швов
- Операторам требуется меньше времени для обучения, что снижает трудозатраты при сохранении качества сварки
- В каждом режиме можно задать параметры качения луча для получения широких швов и для деталей с плохой подгонкой
- Опытные пользователи сохраняют программы для разных материалов и могут мгновенно переключаться между режимами
- Сохраненные режимы могут быть использованы менее опытными операторами, что позволяет сохранить высокое качество, повысить производительность, снизить брак
Light
WELD – это уникальный лазерный источник и система управления, соединенные в едином компактном блоке- Регулируемая мощность лазера до 1500 Вт
- Предустановленные и пользовательские режимы оптимизируют сварку материалов с разной толщиной, доступны режимы с высокой пиковой мощностью до 2500 Вт для расширения возможностей сварки
- Управление частотой и амплитудой колебания луча расширяет возможности и позволяет улучшить внешний вид швов
- На задней панели располагаются интуитивно понятные разъёмы для подключения электропитания, технологического газа и управления внешним оборудованием
- Уникальное воздушное охлаждение исключает дополнительные расходы по сравнению с системами, нуждающимися в водяном охлаждении
Light
WELD Свариваемые материалыНерж. | до 4 мм | до10 мм |
Оцинкованная сталь | до 4 мм | до 10 мм |
Низкоуглерод.стали | до 4 мм | до 10 мм |
Алюминиевые сплавы | до 4 мм | до 10 мм |
Медь | до 1 мм | до 2 мм |
 стали
сталиС помощью LightWELD возможна сварка толстых, тонких, разнородных ,высокоотражающих металлов без использования присадочной проволоки, что трудно или невозможно осуществить традиционными методами сварки. Также возможна сварка металлов с различной электропроводностью.
Light
WELD это максимальные сварочные возможности при минимальном браке- Сварка металлов, которые трудно или невозможно сварить с помощью TIG
- Медь и металлы с высокой/низкой электропроводностью
- Листы разных толщин, тонкие листы
- Разные типы сварных соединений с минимальным использованием присадочной проволоки или без неё
- Получение эстетичных швов с высокой прочностью
- Значительное снижение постобработки, что приводит к снижению трудозатрат
- Не требуется зачистка швов
| Наименование/описание | Розничная цена* |
| Система ручной лазерной сварки LightWELD 1500, кабель 5 м | от 2 300 000,00 р. вкл. НДС вкл. НДС |
* обращаем Ваше внимание на то, что данный интернет сайт, а также вся информация о товарах и ценах, предоставленных на нём, носит исключительный характер и ни при каких условиях не является офертой, определяемой положением Статьи 437 Гражданского кодекса Российской Федерации
Light
WELD – Автоматизация и программирование процесса- Предустановленные режимы сварки для получения высококачественных и стабильных сварных швов
- Начинающие сварщики проходят обучение и переходят к работе за считанные часы, что снижает производственные затраты и затраты на обучение
- Интуитивно понятный выбор до 50 сохраненных режимов и сохранение новых, заданных пользователем параметров процесса
- Индивидуальные параметры мощности лазера, амплитуды и частоты колебания луча сохраняются в пользовательских настройках
- Простой механизм выбора режима позволяет осуществить переход между комбинациями материалов
- Используя сохраненные режимы, начинающие сварщики получают результаты как у опытных операторов
Light
WELD – это волоконный лазер мощностью 1500 Вт- Лазерный источник от IPG – мирового лидера в сфере волоконных лазеров – не требует технического обслуживания и гарантирует максимальную надежность в промышленных условиях
- Непревзойденная стабильность лазера гарантирует постоянную мощность во всем выходном диапазоне от 150 до 1500 Вт
- Доступны режимы с высокой пиковой мощностью до 2500 Вт для расширения возможностей сварки
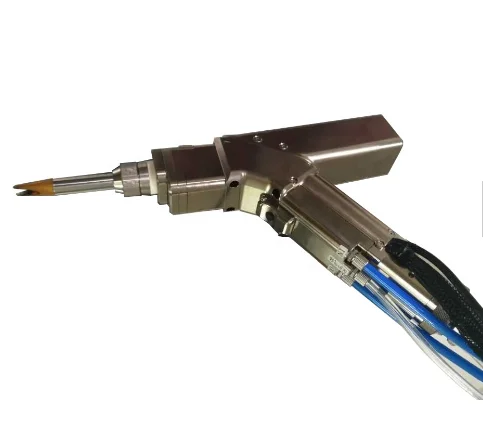
Компактный ручной сварочный пистолет
Эргономичный, легкий и уже зарекомендовавший себя, как самый удобный и простой в использовании лазерный сварочный пистолет со встроенной функцией колебания луча (Wobble).
- 2-ступенчатое включение и датчик контроля соприкосновения со свариваемой деталью
- Включенный в комплектацию системы выбор наконечников для оптимальной сварки различных типов соединений
- Соединительный кабель длиной 5 м объединяет в себе оптоволоконный кабель доставки лазерного излучения, гибкую трубку подачи газа, электрический кабель (опционально длина 10 м)
- Совместим со всеми ведущими системами подачи проволоки
Встроенная система колебания луча (
Wobble ) для повышения эффективностиПростое управление возможностью увеличения ширины сварного шва до 5 мм и выбора частоты качания (осцилляции) выходного луча
Улучшает внешний вид швов и делает возможным сварку деталей с плохой подгонкой кромок
Параметры колебания луча предустановлены или могут быть сохранены оператором, с возможностью быстрого вызова
Сварка с присадочной проволокой (опция)
- Сварка с использованием присадочной проволоки позволяет сваривать детали с плохой подгонкой (плохая сборка, большой зазор и т.

- Используется для сварки низкоуглеродистых сталей, нержавеющей стали, алюминия, цветных металлов и сплавов
- Диапазон изменения скорости подачи проволоки 40 – 600 см/мин
- Совместим с присадочной проволокой диаметром – 0.8, 1.0, 1.2 и 1.6 мм
“
Скорость сварки и разнообразие свариваемых материалов просто невероятны“ПЕРВАЯ, компактная лазерная сварочная система
- Наиболее компактная и легкая лазерная сварочная система из всех доступных
- Возможно размещение на сварочной тележке для повышения мобильности
- Прочный стальной корпус обеспечивает долговечность эксплуатации и безопасность при транспортировке
- Встроенное автоматическое воздушное охлаждение
- Интегрированная система подачи сварочного газа
Сварка, дружелюбная к окружающей среде
- Низкое потребление электроэнергии
- Низкий акустический шум
- Малое количество дыма
Простой запуск и эксплуатация
- 220 В, 20 А, однофазное питание
- Компактный мобильный базовый блок: размеры (ДхШхВ) 641×316 x 534 мм, вес 53 кг
- Расходные электроды не требуются
- Возможность интеграции механизма подачи проволоки
Функции безопасности Light
WELDLightWELD это лазерная система класса IV, и для безопасной эксплуатации оборудования требуются стандартные меры предосторожности. Требуется защитное снаряжение оператора, включающее сварочные перчатки, сварочную маску и лазерные защитные очки на длину волны 1070 нм
Требуется защитное снаряжение оператора, включающее сварочные перчатки, сварочную маску и лазерные защитные очки на длину волны 1070 нм
Тип лазера | Непрерывный иттербиевый волоконный лазер с длиной волны 1070 нм:
|
Соединительный кабель | Соединительный кабель от базового блока к сварочному пистолету включает:
|
Охлаждение | Воздушное Водяное охлаждение не требуется |
Сварочный пистолет | Функция качания луча Фокусное расстояние коллимирующей линзы 40 мм Фокусное расстояние фокусирующей линзы 120 мм Размер пятна 150 мкм. Датчики безопасности Индикатор включения лазера Сменные сопла для плоских, внутренних и внешних угловых сварных швов |
Амплитуда качания луча | Регулировка до 5 мм |
Технологический газ | Могут использоваться: аргон, азот, аргон + смеси СО2 Давление ~ 620 kPa (90 psi) |
Органы управления на передней панели | Поворотные ручки управления, цифровой дисплей для индикации.
|
Подключение к компьютеру через Ethernet разъём | Позволяет управлять системой через веб-страницу. Доступно:
|
Безопасность | Лазерное Устройство Класса IV. Система безопасности включает:
|
Условия окружающей среды | Диапазон хранения от -20 до +60 ° C, рабочий диапазон от 10 до 50 ° C |
Толщины металла при односторонней сварке | Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 4 мм, медь до 1 мм |
Требования к электрической сети | 220 В, 50/60 Гц, ток менее 20 А |
Габариты базового блока (ШхГхВ) | 316 x 641 x 534 мм |
Вес базового блока | 53 кг |

 Покупатель несет ответственность за соблюдение мер безопасности.
Покупатель несет ответственность за соблюдение мер безопасности.LightWELD: Наиболее часто задаваемые вопросы (FAQ)
Какова максимальная толщина свариваемого металла?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и сплавов алюминия возможно проводить одностороннюю сварку до 4 мм и до 10 мм -двустороннюю; для меди возможна одностороннюю сварка для толщин до 1 мм и двусторонняя сварка до 2 мм.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь с нержавеющей сталью или алюминием, а также детали разной толщины для всех типов сварных соединений: тройников, стыков, углов, внахлест и сварку по кромкам.
А как насчет вертикальной сварки или сварки потолочных швов?
LightWELD отлично подходит как для вертикальной, так и для сварки в потолочном положении, поскольку отсутствуют обычные присадочные материалы и образуются минимальное количество капель расплава, что делает сварку безопасной и простой в любом положении.
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, скорость сварки LightWELD в четыре раза выше, чем у традиционных методов, кроме того, фиксация свариваемых деталей проще или не требуется, а шлифовка после сварки также не требуется или значительно сокращается – все это увеличивает производительность при минимизации брака при сварке.
Какова величина рабочего цикла?
Вы можете работать с LightWELD в режиме 100% рабочего цикла при максимальной мощности лазера 1500 Вт.
Лазерное излучение непрерывное или может быть импульсным?
LightWELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывное излучение – лазер постоянно включен для достижения максимальной скорости проплавления и перемещения.
- Импульсный режим – лазерные импульсы производят меньше энергии для более медленной сварки с меньшим тепловложением.
- Режим прихваточных швов – для создания одинаковых прихваточных швов.
- Режим Stich – используется для повторяющихся прихваток или сварных швов внахлест.
- Режим высокой пиковой мощности – короткие импульсы высокой мощности, используемые для сварки высокоотражающих металлов.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которой может занять всю жизнь, новые пользователи LightWELD могут выполнять высококачественные сварные швы всего за несколько часов обучения.
Элементы управления выглядят сложно, как мне узнать, что нужно настроить?
LightWELD поставляется с предварительно загруженными оптимизированными режимами сварки для наиболее распространенных материалов и толщин. Вы можете увеличить или уменьшить мощность в соответствии со скоростью движения и желаемой глубиной проплавления, а также сохранить эти настройки и использовать их по мере необходимости.
Что такое сварка с колебанием ?
Сварка в режиме Wobble приводит к колебаниям луча с различной частотой, чтобы получить более широкие швы, более эстетичные сварные швы , а также, сваривать детали с плохой подгонкой. LightWELD поставляется с оптимизированными, предварительно запрограммированными параметрами режима Wobble и позволяет «на лету» контролировать сварку с амплитудой колебаний до 5 мм и с регулируемой частотой колебаний до 300 Гц.
Имеется ли Руководство пользователя?
Да, вы можете загрузить его здесь.
Где я могу увидеть демонстрацию работы и купить LightWELD ?
Вы можете позвонить по телефону +7 495 968 9932 , или отправить сообщение на адрес lightweld. [email protected] и обсудить все вопросы по LightWELD.
[email protected] и обсудить все вопросы по LightWELD.
Лазерная сварка
- Описание технологии лазерной сварки
- Лазерная сварка непрерывным лучом
- Импульсная лазерная сварка
- Преимущества лазерной сварки
- Подготовка изделий к лазерной сварке
- Сфера применения лазерной сварки
- Особенности сварки для изделий из пластмассы
- Видео применения лазерной сварки на нашем оборудовании
Описание технологии лазерной сварки
Лазерная сварка основана на использовании высокопроизводительного лазера, генерирующего энергоемкий пучок света с выходной мощностью в несколько киловатт. Это процесс термического соединения металлов (и пластмасс) с использованием лазеров. Лазерная сварка обычно означает глубокое проплавление и метод сварки с глубоким проплавлением. Лазерный луч фокусируется и направляется на поверхность или точку чуть ниже толщины материала. Генерируемый световой пучок собирается в фокусирующую линзу и направляется в фокусное пятно диаметром от 0,2 до 0,3 мм. Высокая плотность энергии лазерного луча обеспечивает быстрое плавление материала в определенных точках. Из-за чрезвычайно высокой плотности мощности сфокусированного луча металл плавится, и расплав заполняет сварочный шов по мере прохождения луча по стыку, затем металл затвердевает и образует прочный сварной шов.
Лазерный луч фокусируется и направляется на поверхность или точку чуть ниже толщины материала. Генерируемый световой пучок собирается в фокусирующую линзу и направляется в фокусное пятно диаметром от 0,2 до 0,3 мм. Высокая плотность энергии лазерного луча обеспечивает быстрое плавление материала в определенных точках. Из-за чрезвычайно высокой плотности мощности сфокусированного луча металл плавится, и расплав заполняет сварочный шов по мере прохождения луча по стыку, затем металл затвердевает и образует прочный сварной шов.
Лазерная сварка — это метод сварки с низким тепловыделением, при котором сварные швы с полным проплавлением обеспечивают эстетичный конечный результат. При соединении тонких широких листов лазерная сварка во многих случаях является единственным методом сварки, позволяющим предотвратить термическую деформацию конечного изделия. Лазерная сварка — лучший метод сварки, позволяющий свести к минимуму потерю основных свойств металла, таких как твердость и прочность.
При чисто лазерной сварке присадочный материал не используется. Существенной характеристикой чисто лазерной сварки при соединении металлов является то, что сварной шов имеет почти те же свойства материала, что и основной металл. В некоторых случаях к лазерному шву может быть добавлена сварочная проволока – это может быть подача холодной проволоки или проволока с индукционным нагревом для снижения теплового воздействия ванны расплава. Другим распространенным методом является гибридная сварка, которая сочетает в себе процессы лазерной и MAG-сварки. При гибридной сварке подвод тепла выше, чем при чистой лазерной сварке, но намного меньше, чем при обычной сварке MAG. Гибридная сварка обеспечивает более высокие скорости сварки и подходит для более толстых свариваемых поверхностей.
Процесс лазерной сварки зачастую используется для процессов автоматизациии, требующей скорости сварки 1-5 м/мин. Традиционный Co2-лазер по-прежнему используется, в основном, в системах сварки листов, но волоконные лазеры становятся все более распространенными в недавно устанавливаемых системах лазерной сварки и являются единственным вариантом современных передовых роботизированных систем 3D-сварки. Лазерная сварка и лазерная гибридная сварка являются стандартными рабочими методами в автомобильной, судостроительной и железнодорожной промышленности, с быстрорастущей тенденцией в сельскохозяйственном оборудовании, кузовах самосвалов и контейнерах.
Лазерная сварка и лазерная гибридная сварка являются стандартными рабочими методами в автомобильной, судостроительной и железнодорожной промышленности, с быстрорастущей тенденцией в сельскохозяйственном оборудовании, кузовах самосвалов и контейнерах.
Заготовки из листового металла, сваренные лазером, уже много лет присутствуют в каждом произведенном автомобиле с разной толщиной и разными марками стали в таких компонентах, как подрамник, подвеска и многих других деталях.
Лазерная сварка может использоваться не только для соединения металлических материалов. С помощью этого процесса также можно обрабатывать термопласты и керамические заготовки.
Импульсная лазерная сварка
Сварка импульсным методом представляет собой перемещение лазерного излучателя по траектории соединения деталей с кратковременным периодическим включением лазера в точках. При включении лазера на период 3-5 мс происходит формирование полусферической сварной ванны, излучатель перемещается к следующей точке, находящейся на небольшом расстоянии от предыдущей. Следующая сварная ванна формируется частично из материала предыдущей сварной ванны с добавлением нового материала из соединяемых деталей.
Сварные ванны формируются с наложением друг на друга с определенным смещением, обычно составляющем 10-30% от диаметра сварной ванны. Это смещение называется перекрытием. От величины процентного перекрытия зависит степень герметичности изделия, прочность шва и производительность процесса сварки.
Следующая сварная ванна формируется частично из материала предыдущей сварной ванны с добавлением нового материала из соединяемых деталей.
Сварные ванны формируются с наложением друг на друга с определенным смещением, обычно составляющем 10-30% от диаметра сварной ванны. Это смещение называется перекрытием. От величины процентного перекрытия зависит степень герметичности изделия, прочность шва и производительность процесса сварки.
Преимуществами импульсной сварки являются:
- минимальное термическое воздействие на изделие, возможность сваривать изделия с наполнением (например, корпуса микросборок с содержащимися внутри микросхемами) без ущерба для содержимого;
- отсутствие перегрева шва;
- полная защита агроном, так как обеспечить защиту сварной точки до 1.5 мм в диаметре не представляется проблемой даже с локальной подачей защитного газа.
При этом сварка импульсным методом более требовательна к качеству подготовки изделий, зазорам, а также химическому составу свариваемых изделий.
Преимущества лазерной сварки
Большой интерес к лазерной сварке обусловлен специфическими достоинствами, которые выгодно отличают ее от других методов сварки:
- Лазерная сварка может осуществляться в любой среде и любых условиях, не требует наличия вакуума.
- Зона термического влияния при лазерной сварке очень мала, при этом сохраняются свойства исходного материала.
- Лазерная сварка практически не вызывает деформации обрабатываемых изделий, так как зона теплового влияния минимальна.
- Высокая точность и производительность процесса лазерной сварки достигается при сварке любых марок сталей.
- Лазерная сварка – один из немногих типов сварки, допускающих соединение разнородных материалов.
- При лазерной сварке обеспечивается значительная глубина провара при небольшой ширине сварного шва.
- Лазерная сварка не требует дополнительных расходных материалов (например, присадочных электродов или флюсов и пр.
 ) под различные свариваемые металлы, переналадка под другие материалы определяется только параметрами лазерного излучения, которые просто и гибко настраиваются.
) под различные свариваемые металлы, переналадка под другие материалы определяется только параметрами лазерного излучения, которые просто и гибко настраиваются. - Лазерная сварка возможна по месту, без дополнительного закрепления изделий, поэтому возможна обработка изделий крупных габаритов.
- Лазерная сварка возможна и в труднодоступных местах за счет средств доставки лазерного излучения к месту сварки.
- Лазерная сварка является бесконтактным методом обработки, позволяя осуществлять процесс сварки в том числе через кварцевое стекло вакуумной камеры.
- Оборудование и расходы на эксплуатацию для лазерной сварки требуют гораздо меньших капиталовложений, чем для ближайшего аналога – электронно-лучевой сварки.
Подготовка изделий к лазерной сварке
Как уже было отмечено выше, лазерная сварка более требовательна к условиям сварки и подготовке изделий к сварке.
В случае импульсной сварки подготовка изделий и общие условия сварки регламентируются ГОСТ 28915-91 («Лазерная сварка импульсная. ..»). В случае непрерывной лазерной сварки условия регламентируются отраслевыми стандартами.
..»). В случае непрерывной лазерной сварки условия регламентируются отраслевыми стандартами.
В случае несоблюдения требований к подготовке изделий к сварки можно не только не получить готовое изделие с заданными характеристиками, но и привести его в негодность, без возможности дальнейшего восстановления.
Примеры несоблюдения требований и соответствующие последствия приведены ниже:
|
Причина | Последствия | Возможные решения |
1 |
Большой зазор между изделиями (более 1/10 от ширины шва или толщины свариваемых изделий для импульсной сварки) |
Вместо образования общей сварной ванны лазер оплавил обе кромки изделий, расплав стёк по краям, увеличив зазор между изделиями еще больше. |
Иногда незначительные участки можно вручную заплавить с присадочным материалом, создав стенку искусственно. Однако это требует куда больше времени, чем обычная лазерная сварка. Более правильным решением будет исправление техпроцесса для более точной подготовки изделий по зазорам. |
2 |
Разнородные материалы |
В случае импульсной сварки разнородные материалы, обладающие разными свойствами (в том числе коэффициентом температурного расширения) могут вести себя различно в процессе остывания. Из соединяемой пары металлов один металл остывает быстрее и быстрее сжимается, чем другой – и мы получаем сквозную трещину на всю глубину шва. |
По возможности при разработке изделия желательно не прибегать к выбору разнородных материалов в местах соединения сварным методом. Выполнить обе детали из более дорогого материала, но сэкономить на затратах их сварке – иногда более выгодно. |
3 |
Большое количество примесей |
Материалы типа Д16 (конструкционный алюминий) отличаются легкостью и прочностью, хорошо обрабатываются механически. Это достигается большим количеством легирующих элементов и присадок. |
Решением может быть использование непрерывного лазера, при работе которого сварная ванна остывает медленнее, и напряжения в шве успевают перераспределиться. При импульсной сварке тонкостенных изделий мы рекомендуем обратить внимание на более пластичные сплавы, например АМЦ, которые возможно сваривать с применением присадочных проволок из чистого алюминия. Иногда удачным решением является изготовление одной детали из примесных сплавов типа АМЦ, а другой детали из чистого алюминия (АД1, А0-А5), таким образом все напряжения по деформации сможет на себя забрать более мягкий материал. |
4 |
Наличие инородных включений (грязь, масло, сож) |
Любые примеси и инородные включения в шве реагируют на лазерное излучение гораздо быстрее, чем свариваемые материалы. |
Для качественной сварки соединяемые изделия должны быть зачищенны от грязи, масла, жира и пр. Образованные грязью дырки в материале можно заплавить с присадкой, однако обычно затраты на заплавку таких последствий больше, чем на промывку детелей перед сваркой. |
5 |
Недостаточная подача аргона |
В случае нарушения защиты шва можно получить окислы в самом шве или образование оксидной пленки на поверхности шва. Это сказывается на хим.составе шва и его прочностных характеристиках. В большинстве случаев, особенно в случае сварки конструкционных сталей, изменения будут незначительны, однако есть материалы (например, титан), для которых нормальная защита инертным газом крайне необходима. |
В большинстве случаев защита аргоном обеспечивается локально. В некоторых случаях необходима защита как с лицевой стороны шва, так и с обратной. Оператор лазерной установки имеет возможность настройки давления защитного газа, предзадержки импульса для достаточного поступления газа в зону обработки перед первым импульсом. Также большое значение имеет направление подачи, которое регулируется суставчатым шлангом. |
6 |
Использование тонколистового материала |
Для тонколистового материала требования по ГОСТ 28915-91 по сути остаются те же самые, а это означает, что для приварки листового материала тлщиной 50 мкм зазор между изделиями должен быть не более 5 мкм. Это довольно сложно обеспечить в обычных условиях, поэтому например сварка тонкостенных сильфонов может представлять значительную проблему: любой импульс в условиях больших зазоров будет оставлять дырку в стенке, которую заплавить уже не представится возможности. |
Сварка тонкостенных изделий должна производиться грамотными специалистами с соблюдением всех требований по зазорам. При этом должно обеспечиваться хорошее прижатие тонколистового материала к основе. Иногда правильным решением является обвальцовка тонкостенного изделия на основе. В любом случае, подготовка таких изделий к сварке гораздо более трудоемкая, однако остается вполне реализуемой. |
 Более того, как уже отмечалось, при импульсной сварке большую часть материала сварная ванна может брать из предыдущей. Если в какой-то момент импульс не смог сформировать сварную ванну, для следующего импульса материала тоже не хватит.
Более того, как уже отмечалось, при импульсной сварке большую часть материала сварная ванна может брать из предыдущей. Если в какой-то момент импульс не смог сформировать сварную ванну, для следующего импульса материала тоже не хватит. В таком случае шов будет и хрупким, и негерметичным.
В таком случае шов будет и хрупким, и негерметичным. Однако при импульсной сварке это является значительным препятствием для получения прочного шва. При резком застывании сварной ванны после импульса имеющиеся в материале присадки не дают материалу нормально сжиматься при остывании. Возникают сильные внутренние напряжения, приводящие к образованию трещины.
Однако при импульсной сварке это является значительным препятствием для получения прочного шва. При резком застывании сварной ванны после импульса имеющиеся в материале присадки не дают материалу нормально сжиматься при остывании. Возникают сильные внутренние напряжения, приводящие к образованию трещины. При импульсном режиме сварки грязь в шве детонирует, разрывая шов и разбрызгивая металл вокруг, что приводит к образованию дырки. Особенно требовательна к чистоте соединяемых изделий сварка цветных металлов, так как в таком случае энергии для сварки требуется гораздо больше, и детонация грязи в шве происходит гораздо сильнее.
При импульсном режиме сварки грязь в шве детонирует, разрывая шов и разбрызгивая металл вокруг, что приводит к образованию дырки. Особенно требовательна к чистоте соединяемых изделий сварка цветных металлов, так как в таком случае энергии для сварки требуется гораздо больше, и детонация грязи в шве происходит гораздо сильнее.

Сфера применения лазерной сварки
Точечная импульсная лазерная сварка в микроэлектронике
В приборостроительной промышленности широкую популярность приобрела технология лазерной сварки точечным методом. Зачастую лазерная сварка может использоваться для получения прочных и герметичных соединений проводников между собой или приварки их к печатной плате, к элементам микросхем, для соединения токопроводящих элементов. В данном случае показывает высокую эффективность и качество лазерная сварка разнородных материалов: никель-бор, вольфрам-никель и др.
Методы лазерной сварки проводников имеют несомненное преимущество в виду того, что для лазерной сварки нет необходимости в подготовке поверхностей для сварки и зачистке изоляционных слоев (полиуретан, тефлон и др.). Лазерная сварка позволяет удалить изоляцию в месте воздействия непосредственно в процессе сварки.
Лазерная сварка выводов обмотки якоря с коллектором
Один из примеров – лазерная сварка статора с соединением выводов обмотки якоря с коллектором электродвигателя. Для этого медные выводы должны располагаться в пазах для соединения в коллекторе. Применение технологии лазерной сварки для получения токопроводящего соединения медных выводов с коллектором выполняется без удаления изолирующего слоя.
Фиксация зубчатых колес на оси с помощью лазерной сварки
В приборостроении зачастую важна не механическая прочность изделия под силовыми нагрузками, а необходима качественная фиксация изделий друг с другом, герметичность шва, отсутствие деформаций деталей в процессе сварки.![]() Из-за небольших размеров изделий различные традиционные методы соединений (резьбовые, шпоночные, клепаные, посадки с натягом) не подходят для данных изделий. Другие методы сварки, дающие большой неравномерный нагрев изделий, также не подходят для данной задачи т.к. теряется аккуратного самого сварного шва. Примеры сварных работ: сварка цилиндрических изделий по поверхности одного из них, круговая сварка по торцу, точечная прихватка деталей перед дальнейшей обработкой.
Из-за небольших размеров изделий различные традиционные методы соединений (резьбовые, шпоночные, клепаные, посадки с натягом) не подходят для данных изделий. Другие методы сварки, дающие большой неравномерный нагрев изделий, также не подходят для данной задачи т.к. теряется аккуратного самого сварного шва. Примеры сварных работ: сварка цилиндрических изделий по поверхности одного из них, круговая сварка по торцу, точечная прихватка деталей перед дальнейшей обработкой.
Изготовление датчиков давления с помощью лазерной сварки
Большое распространение получила технология лазерной сварки датчиков высокого давления. Внедрение лазерной сварки позволило повысить надежность работы датчика, увеличить диапазон рабочего давления и циклическую прочность. Лазерная импульсная сварка гарантирует высокое качество сварного соединения и обеспечивает технологическую воспроизводимость сварочного процесса.
Ремонт очковых оправ
Лазерная сварка широко применяется не только в промышленности и серийном производстве, но и для точечной сварки применяемых в быту изделий (очковые оправы, кухонная утварь, ювелирные изделия). Лазерная сварка позволяет надежно скреплять детали из конструкционных сплавов, титана, нержавеющей стали, в том числе применяемой при изготовлении в пищевой промышленности (пищевая нержавейка). Для ремонта подобных изделий обычно применяют лазерные установки малой мощности, сварка производится вручную.
Лазерная сварка позволяет надежно скреплять детали из конструкционных сплавов, титана, нержавеющей стали, в том числе применяемой при изготовлении в пищевой промышленности (пищевая нержавейка). Для ремонта подобных изделий обычно применяют лазерные установки малой мощности, сварка производится вручную.
Как работает сварка пластика лазером?
При лазерной сварке пластмасс методом просвечивающей сварки соединяются между собой два вида термопластичных пластмасс: прозрачный пластик облучается лазером, а поглощающий нагревается. Абсорбирующий пластик расплавляет прозрачную область соединения. Соединяемые элементы должны быть спрессованы с помощью подходящего устройства, чтобы обеспечить достаточную теплопередачу. Зазор должен быть меньше 150 мкм, если это возможно. Для прочного соединения расплавленный пластик должен полностью затвердеть. Таким образом, устройство прижимает оба соединительных элемента друг к другу в течение определенного времени выдержки даже после фактического процесса сварки.
Какие пластмассы можно сваривать лазером?
Если пластик содержит большое количество стекловолокна, могут легко возникнуть хрупкие сварные соединения. Поэтому рекомендуется не превышать содержание стекловолокна в 40%. Лазеропрозрачный материал со стекловолокном не должен быть толще 2 мм.
Что нужно учитывать при лазерной сварке пластмасс?
Поскольку многие свариваемые термопласты поглощают лишь небольшую часть лазерного излучения твердотельных лазеров, в них добавляют такие добавки, как сажа. В результате термопласты можно плавить и сваривать лазерным излучением. Чтобы обеспечить воспроизводимость сварочных процессов, подходящее приспособление должно также позиционировать компоненты воспроизводимым образом. Усилие соединения создается за счет прижатия детали к близлежащей к контуру прижимной маске или специальному стеклу. Стекло должно пропускать лазерный свет с высокой механической стабильностью.
Сравнение трех процессов лазерной просвечивающей сварки
Контурная сварка лазером
В частности, при контурной сварке круглые детали вращаются под лазерным лучом со скоростью до 25 м/мин.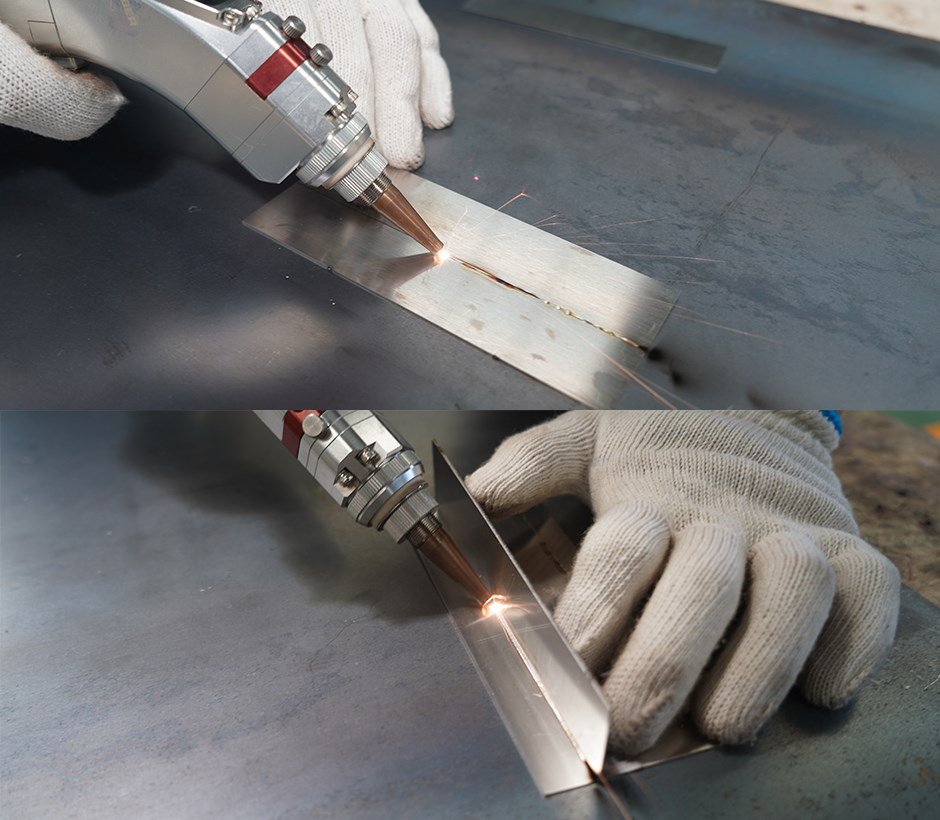 Свариваемый контур трассируется лазерным лучом и нагревается. Помимо круглых деталей, для контурной сварки также идеально подходят крупные трехмерные детали. Самая большая проблема этого процесса: в очень объемных компонентах могут возникать напряжения, потому что контур свариваемого компонента не нагревается одновременно.
Свариваемый контур трассируется лазерным лучом и нагревается. Помимо круглых деталей, для контурной сварки также идеально подходят крупные трехмерные детали. Самая большая проблема этого процесса: в очень объемных компонентах могут возникать напряжения, потому что контур свариваемого компонента не нагревается одновременно.
Одновременная сварка лазером
При одновременной сварке лазерный луч формируется таким образом, чтобы он оптимально адаптировался к детали. Таким образом, одновременно нагревается свариваемый контур. Результат: очень короткое время обработки всего около 100 мс. Компоненты, которые не очень сложны и производятся в больших количествах, особенно подходят для этого процесса. Однако, если геометрия компонента изменяется, форма луча также должна быть скорректирована.
Квазисинхронная сварка лазером
Сканирующий лазерный луч нагревает сварочный контур при квазисинхронной сварке. Поскольку лазерный луч вращается со скоростью до 15 м/с (900 м/мин), он настолько быстр по сравнению с охлаждением, что контур нагревается практически одновременно. Благодаря программируемой фокусирующей оптике можно быстро реагировать на изменение контуров сварки, что является явным преимуществом по сравнению с одновременной сваркой.
Благодаря программируемой фокусирующей оптике можно быстро реагировать на изменение контуров сварки, что является явным преимуществом по сравнению с одновременной сваркой.
Видео применения лазерной сварки на нашем оборудовании
Оборудование для ручной и автоматической лазерной сварки.
Автоматизированная лазерная установка ALFA-Auto
Лазерная сварочная установка ALFA
Автоматизированная установка для лазерной сварки ALFA-400/600A
Лазерная установка для ручной сварки ALFA-WT
Ручная лазерная установка LaserFlex-M
Автоматизированная лазерная установка ALFA-Fiber с волоконным лазером
Роботизированный сварочный комплекс ALFA-R
Автоматизированная лазерная установка LaserFlex-A
Системы ручной лазерной сварки | Coherent
Конфигурации ручных лазерных сварочных аппаратов
Выберите от ручного настольного сварочного аппарата до автономной версии с различными вариантами автоматизации и превосходным качеством луча с помощью резонатора SweetSpot для системы, соответствующей вашим потребностям.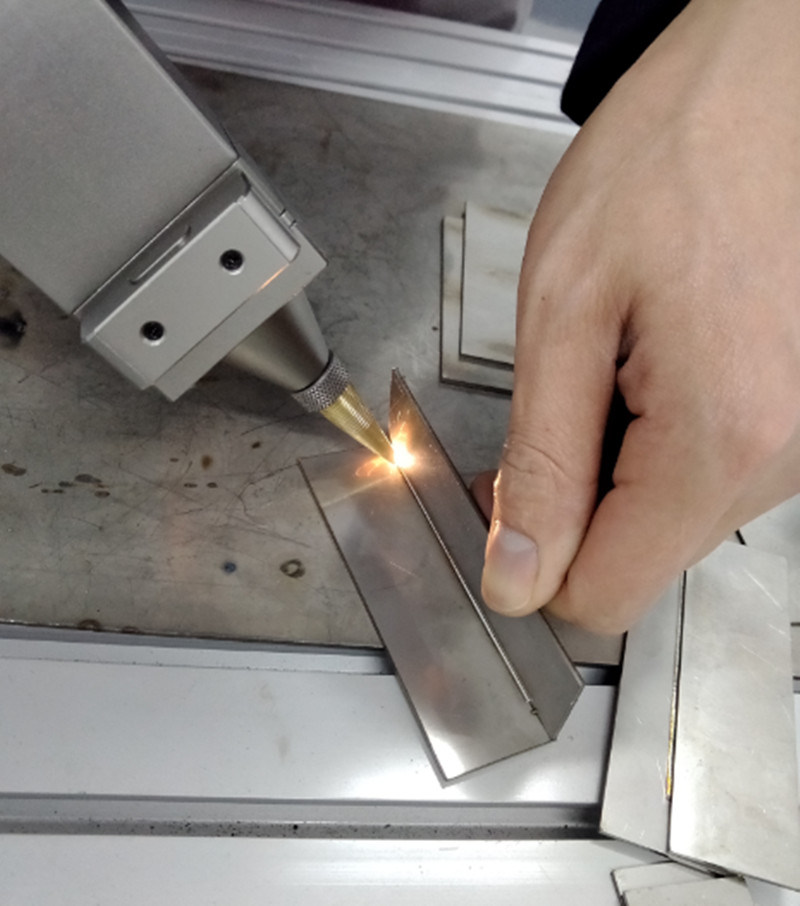
Технические характеристики изделия
Модель | Основные характеристики | Основные приложения |
Рабочий стол | Очень компактная и недорогая система для ручной ручной сварки отдельных деталей. Отлично подходит для отдельных деталей и ремонтных работ. | Ювелирные изделия Стоматология Лаборатория прототипирования |
Базовая производительность | Автономный инструмент с увеличенной рабочей камерой для ручной сварки ручных деталей или деталей в лотках. Система для тяжелых условий эксплуатации, работающая круглосуточно и без выходных, с высокой мощностью и превосходным качеством луча, подходящая для производства. | Производство ювелирных изделий |
Семейство Performance Performance 7002 | Три различные отдельно стоящие модели с закрытой рабочей камерой, закрытым рабочим пространством с защитной шторкой для защиты от лазерного излучения или полностью открытой рабочей зоной. | Производство медицинских изделий Ювелирные изделия Общее производство Ремонт формы |
Выберите | Автономный инструмент с увеличенной рабочей камерой и уникальной концепцией управления, включая ручную сварку, управление с помощью джойстика или полную автоматизацию с ЧПУ. | Производство медицинских изделий Общее производство Ремонт формы |
Интеграл | Автономная система, специально разработанная для производственной сварки крупных и тяжелых заготовок с ручным управлением, управлением с помощью джойстика или полностью автоматизированным ЧПУ. | Производство медицинских изделий Общее производство Ремонт формы |
 Каждый предназначен для обработки последовательно более крупных деталей. Также имеет дополнительную моторизованную ось вращения детали. Сочетание точности и мощности для обеспечения надежности при выполнении сложных работ.
Каждый предназначен для обработки последовательно более крупных деталей. Также имеет дополнительную моторизованную ось вращения детали. Сочетание точности и мощности для обеспечения надежности при выполнении сложных работ.Сопутствующие товары
3D Showroom
Video Spotlight
Высококачественные ручные лазерные сварочные аппараты
Ручные сварочные аппараты серии Performance обеспечивают быструю и простую лазерную сварку. Они объединяют лазерный источник, устройство просмотра стереомикроскопа и интерфейс управления в единую автономную систему. Высоконадежные и установленные на роликах, они экономичны и удобны в круглосуточном использовании на производстве, начиная от медицинских изделий и заканчивая ювелирными изделиями.
Список ресурсов
Просмотреть все ресурсы
Решения
Лазеры для прецизионного производства и обработки материалов | Последовательный
Производство электроники
Откройте для себя лазерные системы для производства электроники, которые выполняют быструю и высокоточную резку, сварку, маркировку и абляцию металлов и пластмасс.
Детали
Лазеры для прецизионного производства и обработки материалов | Последовательный
Изготовление и металлообработка
Получите именно то решение, которое соответствует вашим конкретным потребностям в лазерном производстве, обеспечивая при этом качество и эффективность процесса обработки металлов и неметаллов.
Детали
Лазеры для прецизионного производства и обработки материалов | Последовательный
Производство медицинских устройств
Обеспечьте точное и максимальное время безотказной работы производство медицинских устройств с помощью лазерных систем Coherent для резки, сварки, сверления, текстурирования и маркировки.
Детали
Лазеры для прецизионного производства и обработки материалов | Последовательный
Изготовление ювелирных изделий и часов
Приобретите простые в использовании ювелирные лазеры для точной лазерной сварки, гравировки и резки, которые улучшат результаты и рентабельность ювелирного и часового производства.
Детали
VL 50 ЛАЗЕР ДЛЯ РУЧНОЙ СВАРКИ
- Главная
- Лазерная обработка материалов
- Лазерные сварочные аппараты
- Ювелирные лазерные сварочные аппараты
- VL 50 ЛАЗЕР ДЛЯ РУЧНОЙ СВАРКИ
ALPHA LASER GmbH
ОБЗОР
VL 50 представляет собой компактную настольную лазерную систему для ремонта и изготовления зубных протезов. Он также идеально подходит для сварки мелких механических деталей и компонентов медицинской техники или датчиков.
Лазерная система обеспечивает надежное поведение луча при стабильном, мощном, но мягком режиме сварки. Дополнительная функция микросварки позволяет получать самые тонкие соединения. Сварку контролируют визуально через стереомикроскоп.
Все свариваемые металлы, включая серебро и титан, можно надежно и эффективно соединять. Высокая средняя мощность 60 Вт обеспечивает быструю последовательность импульсов (до 25 Гц). Это гарантирует однородное сплавление материалов.
Просторная рабочая камера ярко освещена. Загрузка происходит через большой задний борт. Мы придаем большое значение эргономике. Целенаправленная работа возможна часами. Модель VL 50 также доступна с рукояткой из щетины.
Эта модель особенно удобна для изготовления датчиков, так как позволяет равномерно вводить длинные трубы или кабели в рабочую камеру и равномерно сваривать.
СПЕЦИФИКАЦИЯ
- Материалы: Нержавеющая сталь, золото, серебро
- Выходная мощность лазера: 60 Вт
- Длина волны: 1064 нм
- Режим сварки: Импульсный
- Требуемое напряжение: 220В – 50Гц, 230В – 50Гц, 230В – 60Гц, 240В – 50Гц
- Диаметр точки сварки: 0,2 – 2,0 мм
- Класс лазерной безопасности: Не классифицировано
- Система охлаждения: Другой
Загрузить техпаспорт
Применение
- Сталь
- Серебро
- Золото
ALPHA LASER GmbH
Вы представитель компании ALPHA LASER GmbH? Заявите права на эту страницу сегодня!
Никто из ALPHA LASER GmbH еще не обновил информацию
Претензия ALPHA LASER GmbH Страница для редактирования и добавления данных
Вам также может понравиться
Настольный лазерный сварочный аппарат для ювелирных изделий
DAPENGLASER
V2 MINI Ювелирный лазерный сварочный аппарат
DAPENGLASER
Ювелирный лазерный сварочный аппарат 200 Вт
ДАПЕНГЛАЗЕР
V1 МИНИ Ювелирный лазерный сварочный аппарат 60 Вт – 100 Вт
DAPENGLASER
- Сварщик лазера ювелирных изделий
В3 МИНИ с кабелем волокна
ДАПЕНГЛАСЕР
Настольный лазерный сварочный аппарат XHY-W250
Шэньчжэнь Starart Laser Technology Co.
