Лазерная сварка ручная – Лазерная сварка металлов: технология, оборудование (аппараты)
alexxlab | 16.09.2019 | 0 | Разное
Лазерная сварка металлов: технология, оборудование (аппараты)
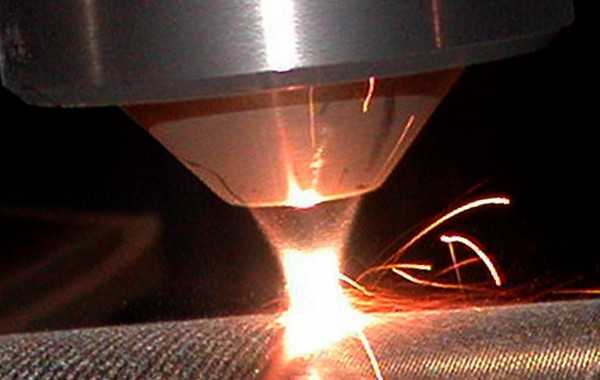
Среди используемых способов сварки металлических частей и конструкций наиболее передовым способом, обеспечивающим качественный аккуратный шов, является лазерная сварка металлов.
Ее применяют, когда к точности получаемых форм предъявляются высокие требования. Достигается это за счет высокой точности сварного шва, который при лазерной сварке имеет небольшую ширину и достаточную глубину.
Тонкий шов получается при воздействии на металл мощного лазерного излучения в ограниченной области его воздействия, вызывающего нагрев в этой зоне до высоких температур за короткий период времени.
Технология лазерной сварки
Рассмотрим природу теплового воздействия лазера на металл и последующего расплавления сварной зоны.
Поток лазерных лучей монохроматичен и характеризуется одинаковой длиной волны по сравнению со световым потоком, обладающим различными длинами волн. Поэтому он хорошо поддается фокусировке с помощью зеркал и оптических линз, позволяющих добиться резонанса (когерентности) лазерного луча, что приводит к увеличению мощности потока.
Принцип проведения сварки с помощью лазера основан на фокусировке лазерного луча, полученного с помощью квантового генератора. В основе его работы лежит излучение, которое является источником электромагнитных волн, индуцированных с помощью усилителя.
Направленный пучок лучей при проникновении внутрь металла воздействует на него на электронном уровне, отдавая свою энергию. Это происходит путем поглощения атомами металлов концентрированной лучистой энергии в виде фотонов.
В результате атомы переходят в возбужденное состояние и становятся способными сами излучать энергию в виде фотонов. При совпадении энергии фотонов падающей электромагнитной волны пучка с энергией фотонов возбужденных атомов металлов происходит индуцированное усиленное излучение.
В результате высвобождается тепловая энергия, за счет которой металл в этой области нагревается до температуры плавления. После кристаллизации расплавленных кромок металла образуется прочное межкристаллическое сцепление атомов и формируется качественный сварной шов.
Видео:
Условия и способы осуществления сварочного процесса
Для обеспечения эффективности энергии луча нужно его сфокусировать. Для этого используют отражающие и фокусирующие лазерный луч зеркала. Когерентные лучи имеют минимальный разброс и оказывают действие на точно определенные участки сварной области.
Такой вид сварки можно проводить:
- в разных положениях и при любом расположении свариваемых кромок;
- с помощью сплошного и частичного расплавления сплавляемой области металла;
- непрерывно или импульсами.
При помощи такого метода можно соединять, как тонкостенные металлические листы, так и изделия, имеющие большие габаритные размеры.
Чем точнее сфокусирован лазерный луч, тем выше мощность его излучения.
Оборудование для проведения лазерной сварки
Для выполнения сварки с помощью лазера применяется следующее оборудование:
- источник лазерного излучения;
- блок транспортировки и системы для фокусировки луча;
- при необходимости наличие газовой среды для защиты металла;
- система для перемещения луча и самого изделия.
Устройство лазера включает излучатель и источник электропитания. Излучение обеспечивает генератор, продуцирующий лучи в специальной среде.
В качестве такой среды применяется две разновидности лазеров: твердотельные и на основе газов.
Видео-обзор станка лазерной сварки E-fiber AF с вращательным приводом:
Аппараты лазерной сварки металлов
Все аппараты лазерной сварки металлов работают в импульсном или непрерывном режиме.
Аппараты с твердым активным элементом отличаются от устройств на основе активной среды из газов длиной излучающей волны. У них она короче и мощность излучения слабее газовых устройств.
Лазеры с твердым активным элементом
Твердотельные аппараты функционируют в основном с помощью импульсного лазера, но иногда может использоваться непрерывный и импульсный рабочий режим. Их работа осуществляется таким образом:
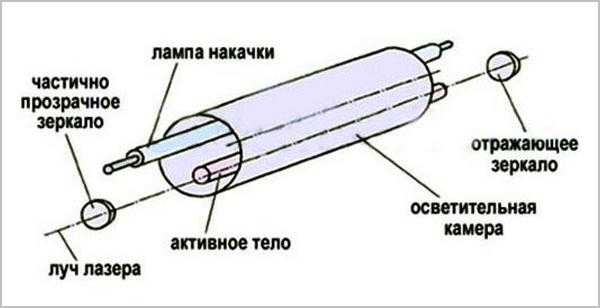
- Твердый элемент, имеющий форму стержня, являющийся источником лазерного луча, расположен внутри специальной камеры, освещенной лампой для накачки.
- Она обеспечивает при работе световые импульсные вспышки, приводящие в активное состояние рабочее тело.
Твердотельный элемент чаще изготавливают в виде стержня, изготовленного из так называемого «розового» рубина, представляющего собой окись алюминия (Al2O3) с примесью ионизированного хрома (Cr3+).
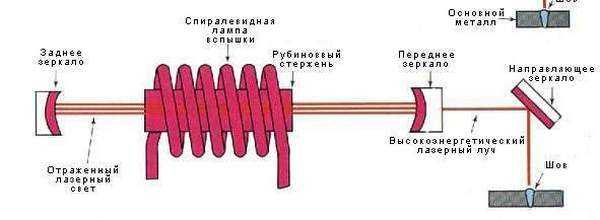
После воздействия лучей ионы Cr3+ переходят в активное состояние и начинают светиться. С торцов стержень покрыт веществом, отражающим свет, чаще серебром. Лучи хромовых возбужденных ионов, отражаясь от посеребренных зеркал, перемещаются вдоль оси, передавая возбуждение другим ионам. Процесс возбуждения ионов становиться массовым и сопровождается мощным выделением лучистой энергии. Они фокусируются с помощью линзы в сварной области.
Такие лазеры обычно являются источниками импульсов периодического действия с длиной волны 0,69 мкм и максимальной импульсной энергией от 10-2 до 10-3 Дж.
Средние значения мощности излучения элементов на основе твердотельных стержней может доходить до сотен ватт.
Аппараты с элементами на основе газовой среды
Аппараты, использующие для работы активную газовую среду, функционируют как в непрерывном, так и импульсном режиме. Это оборудование является более мощным, работающим при высоком напряжении.
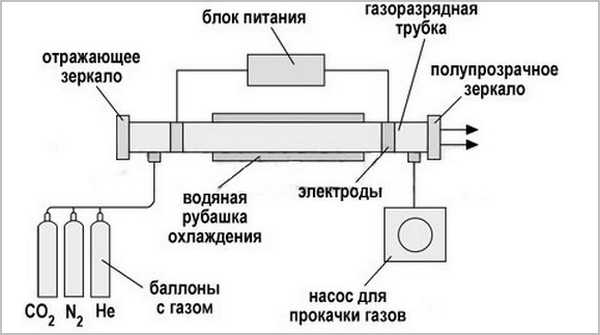
В качестве активной среды может использоваться газ на основе смеси (СО2), (N2) и гелия (He). Он подается под давлением от 2,66 до 13,3 кПа. Возбуждение газовой смеси осуществляют с помощью электрического разряда. Гелий (Не) и азот (N2) осуществляют передачу полученной при возбуждении энергии молекуле СО2 и обеспечивают условия для создания разряда. Газоразрядные аппараты излучают длину волны до 10,6 мкм.
Кпд работы аппарата может достигать от 5 до 15%.
Схема работы аппаратов на основе газовой среды показана на рисунке:
Особенности сварки лазером тонкостенных металлов
В отличие от толстостенных металлов, которым для успешного соединения требуется глубокое расплавление, для тонких металлов глубина проплавления существенный фактор. При лазерной сварке тонких металлов с ней нельзя переборщить.

Параметры, влияющие на эту величину, это:
- мощность лазерного излучения;
- скорость выполнения работы;
- степень фокусировки луча лазера.
В случае непрерывного процесса t — это длительность его проведения. Если работа осуществляется в импульсном режиме, то t – это продолжительность импульса. При высоких показателях мощностной плотности (Е) может наступить кипение металла в области воздействия луча, приводящее к сквозным дефектам.
Для тонких металлов особенно важна характеристика этого показателя. На него влияет кроме времени воздействия степень фокусировки луча. Для уменьшения плотности излучения для тонких металлов производят расфокусировку луча с помощью электронного управления настройкой работы аппарата.
Изменяя показатели (Е) и (t) можно обеспечить режим работы для разных металлических конструкций, имеющих минимальную толщину.
Различия в технологии проведения лазерной сварки разных металлов
Технология проведения сварки с помощью лазера для различных сплавов металлов имеет свои особенности.
Например, перед проведением работ со стальными изделиями их нужно обязательно очистить: снять окалину, избавиться от коррозии.

Изделие должно быть сухим. Это поможет избежать образования пор, оксидной пленки и трещин в самом шве. Последнее особенно важно при сваривании труб из стальных сплавов. Зону сварки нужно обезжирить.
Предварительная обработка нужна и изделиям из алюминия, магния и цветных металлов.
Если изготавливаются трубы из нержавейки, то их сваривают строго встык. Шов внахлест не допускается из-за возникающих напряжений в металле.
Быстрота проведения лазерной сварки исключает образования окисных соединений в зоне расплава, поэтому при ее проведении не требуется создания защитной среды или вакуума в отличие от других видов сварки.
Это свойство особенно важно при сварке титановых сплавов. Они используются в ответственных изделиях атомной и авиационной промышленности. Поэтому, чтобы избежать образования зерен в зоне нагрева этого металла до высоких температур, часто применяют лазерную сварку.
Ручная сварка
Соединение деталей можно осуществлять с помощью ручной лазерной сварки.
Миниатюрный станок для ее самостоятельного проведения сейчас можно выбрать без труда. Их достаточно много в продаже по приемлемой цене с разными параметрами настройки режимов работы.

С помощью такого станка легко можно провести:
- ремонт с помощью сварки миниатюрных изделий, например, ювелирных, оправы для очков;
- точечную спайку (сварку) в стык;
- наплавку;
- ремонт пресс-форм;
- обрабатывать предметы медицинского назначения;
- сварочные работы в области микроэлектроники.
Заключение
Лазерный способ сварки металлов сегодня особенно востребован во многих областях. С помощью этой технологии можно бесконтактно соединять материалы с разными электрохимическими свойствами. Это позволяет проводить работы в труднодоступных местах. Работы можно проводить на малых площадях с большой точностью.
Однако ее применение ограничено значительной стоимостью из-за высокой цены оборудования.
Загрузка…преимущества и недостатки, резка своими руками, какие виды аппаратов и установок бывают? – Термическая сварка на Svarka.guru
Лазерная сварка, ГОСТ 28915-91 – метод соединения деталей за счет концентрированного энергетического луча. Он используется для плавления разных материалов в электро- и радиотехнической сфере. К преимуществам относится продуктивность и экологическая безопасность.
Техническая особенность
 Лазерная сварка возникла по разработкам Басова Н.Г., Таунса Х., Прохорова А.М. Специалистам удалось получить аппараты импульсного и постоянного действия. К их достоинствам относится повышенная концентрация энергетического луча.
Лазерная сварка возникла по разработкам Басова Н.Г., Таунса Х., Прохорова А.М. Специалистам удалось получить аппараты импульсного и постоянного действия. К их достоинствам относится повышенная концентрация энергетического луча.Процесс плавления осуществляется на высокой мощности, что позволяет обрабатывать разнородные металлы толщиной до нескольких сантиметров.
Технические особенности:
- большая скорость плавления;
- сохранение свойств и геометрии;
- минимальный показатель остаточных напряжений;
- отсутствие необходимости в присадочных материалах и специальных камер с защищенной средой.
Точность лазерной сварки позволяет обрабатывать изделия сложной конфигурации.
Эти нюансы делают этот вид сварки одним из передовых на современных предприятиях. К недостаткам относится стоимость установки, для некоторых изготовителей покупка является нерентабельным.
Классификация по признакам
По энергетическим
Методы сварки лазером классифицируют по нескольким признакам. Разновидность отличаются по техническим характеристикам и экономическим аспектам. Эти особенности учитываются при выборе конкретной установки.
Каждый вид различается плотностью мощности. Проводится процесс при Е=1-10 МВт/см2. Если уменьшить этот показатель, то другой вид сварки будет более экономически пригодным, к одному из таких относится электродуговая. Применяют три главных режима, которые отличаются по нескольким параметрам:
- t>10-2 c, Е=1-10 МВт/см2. Данный режим подразумевает под собой применение лазеров непрерывного действия. Он подходит для обработки сталей конструкционного типа.
- t<10-3 c, Е=1-10 МВт/см2. Эта разновидность использует установки импульсно-периодического вида. Комбинация высокой мощности и продолжительности процесса действует на металлы с меньшим расходом энергии, в сравнении с предыдущим видом.
- t=10-3 -10-2 c, Е=1-10 МВт/см2. Для режима также применяется импульсно-периодическая установка, он подходит для обработки материала незначительной толщины.
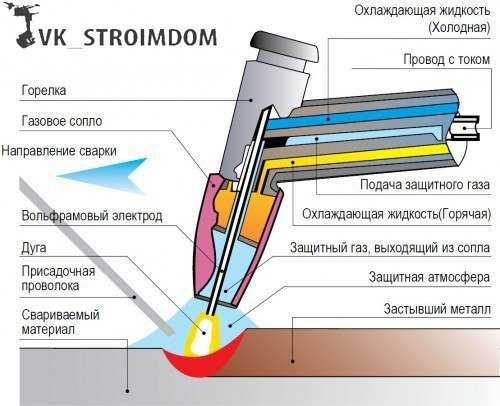
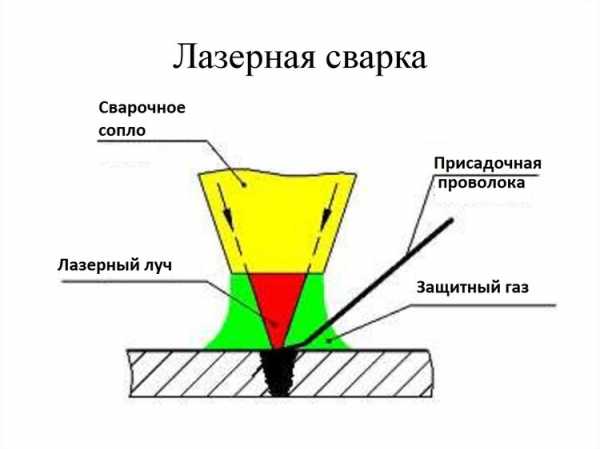 Схема рабочей области включает в себя несколько важных элементов. Лазерный луч выходит из сопла, присадочная проволока обеспечивает усиление шва, а защитный газ противостоит негативным условиям окружающей среды.
Схема рабочей области включает в себя несколько важных элементов. Лазерный луч выходит из сопла, присадочная проволока обеспечивает усиление шва, а защитный газ противостоит негативным условиям окружающей среды.
Рациональный метод выбирается по конкретным условиям, что позволит получить желаемый результат с минимальными экономическими затратами.
Важно! Режимы сварки конструкционных сталей лазером выбираются индивидуально, это напрямую зависит от конкретных условий и поставленных задач.
По экономическим
Первым экономическим аспектом считается скорость сваривания. Он регулирует производительность. Использование лазерных установок непрерывного типа осуществляется на скоростных режимах, которые в 15 раз интенсивнее, чем у простых видов сварки.
Следующий экономический фактор – сокращение затрат металла. Например, обработку детали толщиной 30 мм реализуют за 1 проход без подготовительных мероприятий и использования присадок. Для сварки ручного вида требуется пару заходов.
Концентрированный лазерный луч локального действия – это последний фактор. Благодаря такому действию есть возможность получить сварное закрепление в области с небольшой площадью и сложно доступных местах.
По технологическим
По первому сварка лазером разделяется на метод небольших толщин и обработку глубокого действия. Последнюю разновидность, как правило, используют без присадок, хотя для улучшения степени проплавления и повышения качества свариваемости в зону воздействия подают присадочный материал.
 Глубокое проплавление реализуют в защищенной среде.
Глубокое проплавление реализуют в защищенной среде.Объекты незначительной толщины сваривают установками непрерывного и импульсно-периодического типа. Первые хорошо себя зарекомендовали в шовной сварке, а вторые – для точечной.
Присадки и специальную среду использовать не обязательно, поскольку на проплавление малых толщин они не оказывают большого влияния. Обработку проводят в газовой среде, если нужно уменьшить вероятность окисления швов.
Область применения
Наибольшая эффективность сварки наблюдается у изделий с толщиной до 10 мм. Метод не получил широкого распространения по экономическим причинам, поскольку стоимость установки и дополнительного оборудования находится на высоком уровне.
Такая обработка используется в тех случаях, когда другие виды сварки применить невозможно и требуется точное сохранение конструкции детали после всех манипуляций. Концентрированное воздействие энергетическим лучом гарантирует минимальное изменение свойств и геометрии изделия. Это отличное решение для соединения сложно свариваемых металлов , при этом присадки, вакуумные камеры и другие дополнительные элементы не нужны.
Технология
Суть метода заключается в направлении лазерного луча в фокус, где сечение пучка уменьшается. При попадании на деталь концентрированная энергия изменяет структуру металла, температура повышается мгновенно, что приводит к плавлению и образованию сварного шва. Процесс реализуется частичным и полным проплавлением, независимо от положения в пространстве. Для обработки изделий с небольшой толщиной луч расфокусируется.
Импульсное излучение характеризуется формированием сварного шва в виде точек. Установки оборудованы твердотельными лазерами, благодаря высоким техническим характеристикам скорость сварки составляет 5 мм/с. Дополнительно используются присадочные материалы, в роли которых могут выступать лента, проволока, специальный порошок. Они повышают качество сцепления за счет увеличения сечения шва.
Преимущества и недостатки
Актуальность данной методики заключается в наличии большого количества преимуществ. К ним относятся:
- Точная концентрация энергии, за счет чего удается получить изделия высокого качества, причем размер деталей может быть незначительным по радиусу.
- Высокопроизводительные газовые установки позволяют проплавлять узкие швы, что уменьшает область термического действия и уменьшает степень деформации и поверхностного напряжения.
- Сварочные работы проводятся лазером, расположенном на некотором расстоянии от рабочей зоны, что является экономически выгодным решением.
- Оптоволокно и система зеркал дает возможность корректировать положение, что позволяет выполнять сварочные работы любой сложности, например, для труб большого диаметра.
- Одновременно можно скреплять несколько деталей за счет расщепляющих призм.
К негативным качествам лазера относится высокая стоимость оборудования, поэтому такой вариант подходит исключительно для крупных предприятий.
Условия и методы проведения процесса
Высокая концентрация луча достигается за счет ряда отражений от зеркал, которые имеют полусферическую форму. При достижении критического показателя, пучок преодолевает центральную зону первого зеркала и проникает через призмы непосредственно в рабочий участок.
Лазерная резка и сварка металлов производятся при различной локализации заготовок. Глубина плавления корректируется в широком спектре, начиная от поверхностной, заканчивая сквозной. Обработка проводится постоянным либо прерывистым лучом. КПД лазерной технологии небольшой и требует высокой квалификации от рабочего.
Процесс делится на несколько разновидностей:
- Стыковая. Применяется без присадок и порошков, но для обработки требуется защитная среда.
- Внахлест. Соединяемые кромки устанавливаются одна поверх другой. Необходимо обеспечить надежное закрепление заготовок.
Существуют компактные модели для бытового использования, которые позволяют сваривать металлические изделия своими руками.
Аппараты
Оборудование представлено в виде крупногабаритных станков или мобильных устройств:
- ЛАТ-С – станок, предназначенный для наплавки и сварки металлических изделий. Устройство показывает высокие технические характеристики, он оснащается координатными станками автоматического типа, что увеличивает скорость обработки сложных конструкций.
- CLW120 – лазерный сварочный аппарат, который обладает ювелирной точностью. Используется для обработки черных и цветных сплавов, нержавейки и титана. Работает устройство от 220 В, поэтому подходит для бытового применения от электрического щитка.
Сварщик высшей категории Ивлеев А. В.:«Подавляющее большинство моделей для лазерной сварки оборудованы бинокуляром, элемент защищает зрение от негативного воздействия яркого луча и улучшает видимость детали».
С твердым активным элементом
Принцип работы заключается в следующих аспектах:
- Твердый элемент в форме стержня – это источник луча, он находится в специальной камере.
- Лампочка накачки генерирует вспышки света, которые активируют рабочее тело.
 Схема твердотельного лазера
Схема твердотельного лазера
Твердотельная часть производится из рубина, этот материал показал высокие технические характеристики, безопасность и безупречную эффективность.
С элементами на основе газовой среды
Это высокопроизводительные станки, которые работают в сочетании с газовой защитой. Активной средой выступает смесь азота, кислорода, гелия, она поступает под высоким давлением, достигающим более 10 кПа. Возбуждение рабочих газов происходит за счет электрического разряда. КПД устройства не превышает 15%.
Азот и гелий передают энергию углекислому газу, что создает идеальные условия для получения разряда.
Классификация газовых лазеров
По методу охлаждения установки разделяются на две большие группы: с конвективной (интенсивной) и диффузной (замедленной) прокачкой. Последняя используется в однолучевых лазерах с малой мощностью. Конвективную целесообразно монтировать в мощные устройства.
По стороне движения газов относительно электродов зеркал резонатора и газовой камеры, конвективные лазеры разделяются на поперечную и продольную прокачку. Возбуждение смеси осуществляется разрядом высокочастотного или постоянного тока. За охлаждение резонатора и оптических элементов отвечает двухконтурная охладительная система, рабочая смесь остывает теплообменником по типу вода-газ.
Системы транспортировки и фокусировки луча
Эта система включает в себя защитные лучепроводы, зеркало и фокусирующий элемент. Зеркало предназначено для изменения траектории луча и перемещает в рабочую зону. Твердотельные лазеры малой мощности оборудованы специальными призмами и преломляющими зеркалами, которые состоят из многослойного диэлектрического покрытия. Газовые лазеры обладают зеркалами из меди, более мощные устройства используют зеркала с водяной системой охлаждения.
Фокусирующий элемент (тубус) совершает движения относительно обрабатываемой детали. В нем закрепляется линза. Твердотельные лазеры оснащены стеклянными оптическими линзами, для газовых используют призмы из селенида цинка либо хлорида калия. Воздушные шторки защищают линзы от продуктов плавления.
Фокусное расстояние для получения высокой мощности должно составлять около 100-150 мм. уменьшение этого показателя приводит к трудности с отводом вредных продуктов.
При лазерной сварке твердосплавного металла расстояние от источника энергии до рабочей зоны определяется табличным методом.
Газовая защита
Цель системы газовой защиты заключается в уменьшении вероятности окисления в области сварного шва и зоны вокруг него. Она включает в себя сопла разных конструкций. Эти элементы устраняют брызги и пары, которые появляются при сварке. Сопло выбирается в зависимости от уровня химической активности материалов, мощности, глубины плавления. В рабочую зону подается газ, наиболее подходящий по составу.
Перемещение луча и изделия
Свариваемые изделия и энергетический луч перемещаются посредством манипулятора с ЧПУ, который имеет несколько степеней свободы, этот показатель зависит от сложности процесса. Скорость движения может достигать 400 м/ч.
При обработке габаритных деталей с большой массой целесообразнее перемещать луч, а не деталь. Этот процесс реализуется посредством передвижных зеркал. Самой перспективной системой является закрепление инструмента в автоматическом манипуляторе.
Гибридные установки
 Гибридная дуговая сварка отлично подходит для создания прямых сварочных швов. Главным преимуществом таких установок является полное сплавление всевозможных профилей без специальной подготовки.
Гибридная дуговая сварка отлично подходит для создания прямых сварочных швов. Главным преимуществом таких установок является полное сплавление всевозможных профилей без специальной подготовки.Особенность метода заключается в комбинации электрической дуги с энергетическим лучом. Он используется для скрепления деталей большой толщины на повышенной скорости в режиме автомат и низком теплообмене. Качество швов получается на высоком уровне.
Особенности работы с тонкостенными материалами
Сваривание деталей средних и крупных габаритов осуществляется методом плавления по всей толщине. Для этих целей применяются источники высокой концентрации. Главным нюансом при обработке тонкостенных изделий является риск прожечь лист. Во избежание такого результата необходимо контролировать такие показатели:
- мощность;
- фокусировку;
- скорость передвижения энергетического луча.
Для соединения тонкостенных заготовок установку следует выставлять на минимальный показатель мощности. Установка непрерывного типа должна обладать повышенной скоростью передвижения контактного пятна.
При импульсном режиме уменьшают продолжительность импульса и увеличивают скважность. Если плотность потока слишком большая, то прибегают к расфокусировке луча, что уменьшает полезное действие, но устраняет вероятность прожига и разбрызгивания жидкого металла.
Различия в технологиях
Технология соединения деталей методом сварки для каждого металла и сплавов имеет ряд отличительных особенностей. К примеру, параметры обработки стальных изделий марки 30ХГСА требуют предварительной очистки от окалины и следов коррозии. Деталь необходимо высушить, что уменьшит вероятность появления оксидной пленки, пористой структуры и шовных трещин. Область контакта нужно обработать обезжиривающими средствами.
Сталь
Обработка стальных изделий проводится только после тщательной подготовки, она заключается в удалении грязи и влаги. В противном случае есть высокий риск образования дефектов в области, которая была подвержена термическому воздействию. Перекос и зазор между сварными кромками изделий должны быть минимальными. Размер зазора – не больше 7% от толщины плавления.
Прихватки делать рекомендуется только в случае крайней необходимости. Для стальных деталей лучше использовать стыковой метод сварки. Замковая и нахлесточная разновидности имеют высокую чувствительность к концентрированному напряжению. Процесс проводится в аргоновой среде с углекислым газом, в пропорции 3:1. Низкоуглеродистые стали обрабатывают без специальной защитной среды.
Алюминиевые и магниевые сплавы
Плавление магния, алюминия и сплавов этих металлов осложняется их активностью, они вступают в связь с окружающей средой и различными легирующими элементами. Плюс ко всему, сварные кромки покрываются оксидной пленкой. Данные нюансы удается преодолеть за счет концентрированного энергетического луча.
Подготовительные мероприятия не отличаются от тех, которые необходимо проводить перед дуговой сваркой. В их число входит механическая обработка с очисткой, травлением, промывкой горячей водой и зачисткой, что уменьшает риск появления оксидной пленки. Сварка реализуется в защитной среде из гелия или аргона.
Титан и титановые сплавы
При повышенной температуре титан и сплавы на его основе, например, титан технологии вт1 вт20, проявляют чрезмерную активность. Нагрев более 300 градусов провоцирует рост зерен, появляется склонность к формированию холодных трещин, если уровень водорода возрастает. Кромки подготавливаются механической или дробеструйной обработками с травлением химическими реагентами, осветлением, очисткой. Защитной средой выступает очищенный гелий, а остывание изделий целесообразно проводить в аргоне.
Ручная
Соединение изделий может осуществляться за счет ручной лазерной сварки. Малогабаритный станок без труда можно приобрести даже для бытового использования. Причем по доступной цене с высокими техническими характеристиками. Такое оборудование предназначено для:
- ремонта изделий с небольшими габаритными размерами, например, украшения, оправы для очков;
- наплавки;
- полимеров;
- точечной сварки в стык;
- проведения сварочных работ в сфере микроэлектроники;
- коррекции пресс-форм;
- обработки медицинских приборов.
Лазерная сварка – это метод соединения изделий из различных материалов, который приобрел широкое распространение в различных сферах. Бесконтактная технология позволяет взаимодействовать с металлами различных электромеханических свойств. Работа проводится на небольшой площади с высокой мощностью, что позволяет проникать в труднодоступные места. Применение метода ограничено экономическими аспектами из-за высокой стоимости установки.
svarka.guru
сущность и принцип технологии, видео
Лазерная сварка – это метод сваривания металла, которые предназначен для особо точного соединения изделий. Часто его применяют при наличии сложной конфигурации соприкосновения элементов, которые свариваются. Данная технология применяется не так часто, но все же она обладает массой положительных особенностей.
При помощи нее можно получить эстетичный, ровный и гладкий шов без деформированный, искривлений. Сварка подходит для соединения изделий из нержавейки, алюминия и даже серебра. Конечно, это не все характерные качества этого вида сварки, имеются другие особенности, которые заслуживают отдельного внимания.

Общая характеристика
Лазерная сварка металлов производится при помощи специального оборудования. Этот метод появился не так давно, но он успел завоевать высокую популярность. Его используют в разных областях промышленности для создания прочного неразъемного соединения. Данный способ сваривания имеет высокую точность, хорошую производительностью и отличное качество соединения.
Нагревание и плавление в рабочей области происходит при помощи лазерного луча. Световой поток, который генерируется лазером, обладает монохромностью. Все волны имеют одинаковые показатели длины. Именно это намного упрощает контролирование потоков, которое производится при помощи фокусирования линз и отклонений призм. В лазере проявляется явление волнового резонанса, что во много раз повышает мощность пуска.
Все эти свойства помогают понять, что такое лазерная сварка. Во время этой технологии могут применяться разные сварочные аппараты – полуавтоматические, автоматические и даже роботизированные, которые осуществляют работу без присутствия человека. Каждое из них подает лазерный луч, который нагревает и расплавляет выбранную область металлического изделия.
Технология лазерной сварки
Принцип работы лазерной сварки основывается на следующих свойствах:
- когерентностью. В основе этого показателя лежит взаимосвязь фаз теплового поля луча лазера в разных зонах;
- монохроматичностью. Данное свойство характеризуется небольшой шириной спектральных линий, которые излучаются источником;
- направленностью. При проведении сварочного процесса не происходит рассеивание луча при его движении от источника к свариваемому изделию.
Благодаря этим показателям повышается мощность лазерного луча, он обеспечивает точное размеренное плавление и испарение металлов в зоне сваривания. Источник может быть на некотором расстоянии от свариваемой зоны, а в области сварочной лазерной ванны не требуется присутствия вакуума.

Так как работает лазерная сварка? При соединении изделий с применением лазерного луча наблюдаются следующие процессы:
- Элементы, которые подготовлены для соединения, плотно соединяются друг с другом вдоль линии будущего соединения.
- Далее на область стыка наводится лазерный луч.
- Включается генератор. Во время этого начинается равномерное разогревание, плавление и испарение частиц на кромках.
- В связи с тем, что сечение лазерного луча имеет небольшие размеры, расплавленный металл заполняет все микронеровности и дефекты изделий, которые попадают в зону действия лазерного луча.
Важно! Сварка лазером имеет положительную особенность – во время нее образуется сварное соединение с большой плотностью. А вот пористость, и прочие дефекты, которые присущи другим методам сварки, во время этой технологии отсутствуют.
В связи с тем, что лазерный луч перемещается по соединяемым поверхностям с высокой скоростью, в ходе сварочного процесса не возникает окисления металла. При помощи луча можно делать два вида шва – сплошной и прерывистый. При помощи первого варианта сваривают трубы из нержавеющей стали, где необходима высокая герметичность. Второй вид используется при сваривании небольших конструкций, которые имеют поверхностные повреждения.
Преимущества и недостатки
Преимущества лазерной сварки сделали данную технологию популярной и востребованной. Но она также как и другие сварочные работы имеет негативные стороны, которые обязательно нужно предварительно рассмотреть.

Среди преимуществ сварки можно выделить:
- Сварка лазерным лучом может использоваться для разнообразных материалов – от металлов и магнитных сплавов до термопластов, стекла, керамики.
- Наблюдается высокая точность и стабильность траектории пятна нагревания.
- Небольшой размер сварного соединения. Именно это делает его незаметным.
- Отсутствует нагревание околошовной области. Вследствие этого наблюдается минимальная деформация свариваемых деталей.
- При проведении нагревании не образуются продукты сгорания, не проявляется рентгеновское излучение.
- Высокая химическая чистота сварочного процесса. Это связано с тем, что во время сварки не используются присадки, флюсы, электроды.
- Подходит для сваривания в труднодоступных местах, может применяться на большом удалении от зоны расположения лазера.
- Может применяться для сварки элементов, которые находятся за прозрачными материалами.
- Быстрая перенастройка при переходе на изготовления нового изделия.
- Сварные швы имеют высокое качество и прочность.
Несмотря на то, что лазерная сварка является востребованным методом, который отлично подходит для ремонта кузова автомобиля, для работы с различными конструкциями, металлическими изделиями, все же стоит рассмотреть плюсы и минусы технологии. Как мы поняли достоинств у нее достаточно много, но не стоит забывать про недостатки.
Особое внимание стоит обратить на следующие негативные качества:
- оборудование лазерной сварки имеет высокую стоимость. Также комплектующие, запасные части стоит достаточно дорого. По этой причине эта технология применяется только на производствах, предприятиях. А некоторые умельца прибегают к изготовлению лазерной сварки своими руками, но это требует некоторых знаний, а также необходимо иметь схемы, чертежи, инструкции;
- лазерно-дуговая сварка обладает низким показателем КПД. Для твердотельных сплавов он составляет 1 %, а для газовых он может составлять 10 %;
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям, в которых размещается лазерное оборудование. Это относится к показателям вибрации, влажности и запыленности.
Условия и способы сварки лазером
Лазерная сварка нержавеющей стали, сплавов и материалов должна проводиться в соответствии с определенными особенностями. Чтобы получить повышенную мощность луча требуется его точная фокусировка. В момент, когда показатели интенсивности пучка становятся выше максимального значения, он пропускается через центральную область переднего зеркала и далее через систему направляющих призм к рабочей области.
Лазерная сварка нержавейки и других металлов может осуществляться при разном нахождении свариваемых изделий. Глубина проплавления металлической структуры может регулироваться в широком диапазоне – от поверхностного до сквозного. Рабочий процесс может проводиться непрерывным лучом или прерывистыми импульсами.
Обратите внимание! Лазерная импульсная сварка подходит для соединения и обработки изделий из тонкого листового проката. Кроме этого данная технология может с легкостью сваривать профили со сложной конструкцией и детали с большой толщиной.
Стоит учитывать, что лазерная сварка алюминия, меди, нержавейки и других металлов может проводиться несколькими способами:
- Стыковой метод. Не требует наличия присадок, флюса. Между металлическими изделиями может присутствовать стык, но его размер должен быть не более 0,2 мм. Этот же показатель считается предельным для фокусировки лазерного луча на стык. Сварочный процесс осуществляется при помощи «кинжальной» проплавления металлических поверхностей на всю толщину, при этом наблюдается интенсивность лазерного излучения до 1 мВт/см2. В данных ситуациях шов требуется защищать от окисления, для этого подойдет аргон или азот. А вот гелий сможет предотвратить пробои лазерного излучения.
- Нахлесточный метод. Во время сваривания листы накладываются друг на друга, их соединение производится мощным излучением. Во время сварки применяется локальный прижим изделий. Предельный зазор между поверхностями металлических изделий при работе должен составлять не более 0,2 мм.
Виды лазеров
Лазерная сварка алюминиевых сплавов, меди, нержавейки и других металлов, материалов может осуществляться разными лазерами. Устройства бывают твердотельного и газового вида. Каждый тип выбирается в соответствии с целью применения оборудования. Но при этом не стоит забывать про важные характеристики каждого вида.
Твердотельный
Лазерная сварка меди, алюминия, нержавейки, серебра, пластмассы и даже стекла осуществляется твердотельным лазером. Для нее необходим главный компонент – рубиновый стержень, также он может быть выполнен из стекла с неодимом. Обычно этот элемент находится внутри осветительной камеры.
В момент, когда в камеру с определенной частотой подается свет с большой мощностью, в кристалле в этот момент возникает возбуждение атомов. Все это приводит к излучению света, которое имеет волны с одинаковой длиной. Торцевые части стержневого элемента состоят их отражающих зеркал. Одно из них является частично прозрачным. Через него выходит энергия в виде лазерного излучения.
Стоит отметить! Лазеры твердотельного вида имеют небольшую мощность. Этот показатель может варьироваться от 1 до 6 кВт.
Газовый
Лазеры газового типа считаются более мощными и производительными устройствами, в который в качестве активного тела выступает газовая смесь. Однако лазерная сварка титана, меди, алюминия, нержавейки, которая проводится с использованием данных приборов, имеет важные особенности:
- Прокачивание газа из баллонов производится насосом. Для этого применяется газоразрядная труба.
- Между электродами возникает разряд электрического тока, который вызывает энергетическое возбуждение газовой смеси.
- В торцевых зонах газоразрядной трубы имеются специальные зеркала, через которые пропускаются лучи лазера.
- При выполнении лазерной сварки оправ, кузова автомобиля и других изделий электроды соединяются с источником питания.
- Процесс охлаждения лазерных устройств проводится водяной системой.
Но все же у газовых устройств имеется существенный недостаток – большие габариты. А вот лазерные агрегаты, имеющие поперечную прокачку газа, обладают небольшими размерами. Общие мощностные показатели оборудования начинаются от 20 кВт и выше. Благодаря этому может производиться сваривание металлов с толщиной до 2 см на скорости до 60 метров в час.
Лазерная сварка серебра, меди, алюминия, титана, нержавейки и других металлов производится в атмосферных условиях. Для нее необходим вакуум, но при этом должна быть защита расплавленного металла от влияния воздуха. Для этого используются газы, обычно аргон. В связи тем, что наблюдается высокая тепловая мощность луча на поверхности свариваемого элемента, происходит усиленное испарение металла. Пары ионизируются, в результате этого возникает рассеивание и экранизация лазерного луча.
Лазерная сварка стекла, пластмасс и изделий из разных металлов, во время которой применяются газовые смеси, характеризуется тем, что в область сваривания помимо защитного газа проникает плазмоподавляющий газ. В качестве него применяется гелий, который намного легче аргона, он не будет рассеивать лазерный луч. Для упрощения процесса многие опытные сварщики часто применяют комбинированные газовые смеси, которые обладают плазмоподавляющими и защитными свойствами.
Особенности газодинамических лазеров
Газодинамические агрегаты обладают высокими мощностными показателями. В качестве активного тела выступает окись углерода. Она нагревается до 3000 К и пропускается через сопло Лаваля. На выходе из сопла наблюдается быстрое снижение давления, и постепенное охлаждение газовой смеси.
Применение гибридных установок
Лазерная сварка кузова автомобиля, различных конструкций с толстыми элементами и компонентами с зазором проводится с использованием дополнительных присадочных материалов. Для этих целей применяют подачу проволоки, которая зажигает электрическую дугу. Благодаря этому осуществляется заполнение пространства между пластинами и создается соединение с высокой прочностью.
Важно! При проведении лазерной сварки автомобиля, толстых металлических конструкций осуществляется защита сварочной ванны при помощи обдува инертным газом, который подается через сопло, закрепленное рядом с лазерной головкой.
Лазерная сварка кузова и других изделий с высокой толщиной производится на столе или подставках от оборудования. Процесс осуществляется в несколько этапов:
- На начальном этапе металл очищается от окалин, масляных пятен, признаков воды, влаги.
- Затем детали плотно подгоняются встык.
- Производится химическое травление поверхности металлического изделия.
- Выполняется настройка лазерной сварки с выставлением требуемых параметров в зависимости от типа свариваемого металла.
- Далее головка от сварочного оборудования пододвигается к линии начала соединения, нажимается кнопка запуска сварки.
- Во время сварочного процесса необходимо постоянно следить за попаданием луча в область стыка.
Особенности сварки тонкостенных изделий
Главное преимущество лазерной сварки состоит в ее многообразии. К каждому виду работ можно подобрать подходящие приборы и устройства. Но все при их выборе стоит опираться на вид и особенности материалов, которые будут свариваться. Обычно для тонкостенных изделий применяются твердотельные лазеры и аппараты на основе газа. Но все первый вариант считается наиболее предпочтительным.
Лазерная сварка малых толщин всегда выполняется при помощи твердотельных лазеров. Она подходит для работы с небольшими изделиями. Зачастую это элементы микроэлектроники, к примеру, тонкие выводы из проволоки с диаметром от 0,01 до 0,1 мм.
Часто твердотельной установкой выполняется точечная лазерная сварка с применением твердотельного лазерного устройства. Но она подходит для изделий из фольгированной структуры с диаметром точки 0,5-0,9 мм. При помощи этого способа производится герметичное катодное соединение на кинескопах современных телевизоров.
Соединение маленьких и тонкостенных изделий проводится на минимальной мощности. Если сваривание выполняется в импульсном режиме, то обязательно нужно будет повысить скважность импульса и сократить его длительность. А вот в непрерывном режиме необходимо повысить скорость лазера.
Применение лазерной сварки для изделий из стекла и пластмассы
Лазерная сварка пластмасс, стекла производится при помощи твердотельных установок. Они обладают простым устройством – в отражательной трубке установлены два электрода, а в пространстве между ними имеется смесь из ионизирующих газов.
Обратите внимание! Твердотельное оборудование часто применяется при ремонте очков из пластика и стекла. Особую популярность оно приобрело при сваривании оправ, это связано с тем, что для этого процесса не требуется применения припоя.

Сварка изделий из пластика и стекла производится в той же последовательности, как и соединение металлических элементов:
- поверхности деталей, которые будут свариваться, тщательно очищаются от пыли, пятен, различных загрязнений;
- затем производится подготовка установки и электрода к последующим работам;
- настраивается фокусирующая линза. Если будет применяться расфокусированная линза, то лазерный луч будет смазанным и не получится создать локальное расплавление металла. Правильно сфокусированный пучок должен иметь круглую форму;
- устанавливается необходимое значение мощности сварки.
Модели станков для лазерной сварки
Что такое лазерная сварка металла и как она проводится, мы рассмотрели, но все же необходимо знать модели устройств, которые используются для ее осуществления. Для нее может применяться оборудование мобильного и компактного типа.

В промышленности часто применяют следующие лазерные устройства:
- Квант-15 лазерная сварка. Прибор является самым дорогостоящим и многофункциональным. Его применяют в шовной и точечной сварочной технологии для соединения различных металлов и сплавов с глубиной проплавления до 2-3 мм. Также используется при разрезании инструментальных, конструктивных, высоколегированных сплавов.
- ЛАТ-С. Эта установка применяется для проведения лазерной сварки и наплавки металлов. Имеет высокую мощность и производительность. Оборудование может быть укомплектовано координатными столами, именно за счет этого можно производить обработку сложных изделий.
- МУЛ-1. Это малогабаритное оборудование, которое применяется для лазерной сварки и наплавки металлов. При помощи него может производиться пайка изделий из серебра и золота. Применение лазерной сварки в ювелирном деле позволяет легкое сваривание с соблюдением высокой точности. Допускается даже соединение оправ пластиковых очков.
Ручная лазерная сварка осуществляется с применением приборов:
- WELD-WF. Портативное устройство, подходящее для сваривания труднодоступных мест. В его устройство входит манипулятор, который соединяется с волокном. Мощность составляет 1,5 кВт;
- CLW120. Ручной агрегат с небольшой мощностью. Он подходит для ювелирной области, которая требует максимальной точности. Также при помощи него может производиться точечная лазерная сварка. Мощность составляет 10 кВт.
Как сделать лазерный резак для гаража
Многие интересуются, как сделать лазерную сварку самостоятельно? Поскольку оборудование достаточно дорогое и его может себе позволить не каждый можно попробовать самому изготовить простой режущий аппарат с использованием лазера. При помощи него можно будет вырезать разнообразные узоры на прочных сталях, разрезать металлические компоненты или соединять простые стальные изделия.
Для изготовления потребуется лазерная указка. Также будут нужны дополнительные компоненты:
- фонарик, который работает на батарейках;
- старый DVD-ROM, из которого нужно будет извлечь матрицу с лазерным приводом;
- паяльник и отвертки для закручивания.
На начальном этапе необходимо провести полную разборку привода старого дисковода для компьютера. Именно из него нужно извлечь прибор. Все следует делать осторожно и аккуратно, что не повредить основное устройство. Привод дисковода должен быть пишущим.
После вынимается диод красного цвета, именно он прожигает диск во время записи информации на него. При помощи паяльника распаиваются крепления диода. Этот элемент очень чувствительный, его не нужно бросать.
Далее разбирается лазерная указка, как это делается можно посмотреть по видео в интернете. Диод из указки заменяется красной лампочкой из привода. Корпусная часть делается из фонарика. А аккумуляторные батарейки будут нужны для запитки лазерного резака.
Возможные дефекты шва
На производствах часто проводятся тесты по лазерной сварке, которые позволяют предотвратить возможные дефекты швов. Но все же даже правильная подготовка не всегда защищает от деформаций, непроваров и других неприятных ситуаций.
Выделяют следующие дефекты лазерной сварки:
- Непроваривание шва.
- Образование пор и трещин.
- Наплывы, кратеры, сварные раковины.
- Посторонние включения.
- Прожоги.
Данные явления часто образуются при несоблюдении технологии. Сварщик обязательно должен правильно выставлять настройки в оборудовании в зависимости от свариваемого металла. Кроме этого он должен четко контролировать процесс и следить за движением лазерного луча по свариваемой области.
Лазерная сварочная технология – востребованный метод соединения разных металлов, а также изделий из стекла, пластика и драгметаллов, который позволяет получить качественное и прочное соединение. Но все же перед тем как к нему приступать, необходимо тщательно рассмотреть важные особенности, принципы технологии, от которых зависит итоговый результат. Кроме этого чтобы процесс был проведен правильно, обязательно нужно иметь опыт и навыки.
Интересное видео
osvarka.com
Лазерная сварка своими руками | Строительный портал
Лазерная сварка своими руками
Если вам необходимо произвести высокоточное неразъемное соединение частей металлических изделий или конструкций, формы которых не должны претерпевать изменений в процессе сварки, лучше всего для такой цели подойдет лазерная сварка.
Основные вопросы, которые возникают перед тем, кто планирует впервые применить лазерную сварку на практике, звучат приблизительно так:«Какое оборудование используется для лазерной сварки? Какие настройки необходимо выставить на сварочном аппарате при сварке металлов и стали? Можно ли производить лазерную сварку своими руками, не опасно ли это?»
Принцип лазерной сварки основан на том, что во время воздействия лазера на стыки металлических и стальных изделий происходит поглощение энергии, нагрев металла, его плавление и взаимодействие на атомном уровне. Затем металл кристаллизуется и возникает прочное сцепление – сварной шов. Для фокусировки энергии лазерного луча используются направляющие зеркала. Когерентное излучение лазера, имеющее минимальное расхождение, воздействует на точно рассчитанные участки металла в месте необходимого сцепления на больших расстояниях без потери качества.
При лазерной сварке проникновение в материал не превышает 2 мм. В месте фокусировки лазера металл нагревается и образуется цилиндрическое отверстие, которое заполняется ионизированным газом. Оно является эффективным поглотителем – захват 95% энергии лазера. Такое отверстие называют замочной скважиной, а температура в нем может достигать 25тыс°C, что гарантирует высочайшую степень эффективности сварки лазером при минимальном размере сварочного пятна. Соответственно, напряжения материала и его деформации в процессе сварки являются минимальными. Скорость лазерной сварки составляет до нескольких метров в минуту и более, то есть это наиболее быстрый вид сварки.
Активная среда в твердотельном лазере – стержень из розового рубина (окись алюминия с примесями ионов хрома). Ионы хрома при облучении нагреваются и переходят в состояние возбуждения, отдавая затем запасенную энергию. Торцы рубинного стержня покрываются светоотражающим веществом (серебром), образовывая полупрозрачное и прозрачное зеркала, от которых отражаются ионы хрома и циркулируют по спирали вокруг рубинового стержня, возбуждая следующие ионы и образуя лавинообразный процесс. Происходит энергетический взрыв, который направляется параллельным пучком сквозь полупрозрачное зеркало и фокусируется линзой в точку сварки. Выходная мощность лазеров такого типа — 107 Вт, сечение луча — 1 см кв.
Недостатком твердотельного лазера при работе в импульсном режиме является низкий КПД – от 0.01 до 1%. Более высокий процент КПД достигается при работе в непрерывном режиме лазеров с другими разновидностями стержней.
Уровень КПД и мощности газовых лазеров является существенным преимуществом по сравнению с твердотельными. Конструкция таких лазеров представляет собой заполненную газом трубку, с двух сторон ограниченную полупрозрачным и непрозрачным параллельными зеркалами. В трубку введены электроды, под воздействием разряда между которыми возникают быстрые электроны, возбуждающие молекулы газа. При их возвращении в стабильное состоянии происходит образование квантов света, которые фокусируются на место сварки. Газовые лазеры работают как в импульсном режиме, так и в непрерывном.
Лазерная сварка металлов больших толщин производится с глубоким проплавлением, то есть с образованием парогазового канала, что коренным образом отличается от сварки металлов малых толщин. Параметры, влияющие на глубину проплавления:
мощность излучения;
скорость сварки;
характеристики фокусирующей системы;
модовый состав;
расходимость луча;
распределение плотности в сечении луча.
Подбор мощности осуществляется по следующему принципу: минимальная цифра должна обеспечивать кинжальное проплавление, а при максимальном показателе не должно появляться дефектов при сварке, то есть шов должен быть хорошего качества. Диаметр фокуса пятна сварки — 0,5-1,0 мм, иначе падает эффективность сцепления. Высокую производительность и необходимые параметры сварки обеспечивает скорость 25-30 мм/с.
Лазерная сварка стали
Наибольшее распространение при изготовлении сварных конструкций получили низкоуглеродистые и низкоуглеродистые низколегированные стали, которые обладают отличной свариваемостью. Рекомендуемый режим лазерной сварки, который обеспечивает отсутствие появления трещин – высокоскоростной (30-40 мм/с). Мощность от 3 до 5 кВт, фокусное расстояние от 12 до 20 см, заглубление фокуса – 1,5 мм.
Лазерная сварка требует предварительной подготовки кромки стальных конструкций – очистки от окалины, ржавчины и удаление влаги. Сборка под сварку производится с максимально возможной точностью подгонки деталей и частей конструкции. В качестве защитного газа применяют гелий или его смесь с аргоном.
Ручная лазерная сварка
В последнее время разработаны компактные сварочные системы, работающие в ручном режиме сварки, с программируемыми настройками. Используя такое оборудование можно производить:
точечную сварку «встык»;
лазерную наплавку и ремонт пресс-форм;
обработку деталей и элементов медицинского оборудования;
ремонт ювелирных изделий;
поверхностное упрочнение материалов;
сварку в микроэлектронике.
сварочная система ручной сварки
Преимущества лазерной сварки
Среди всего разнообразия технологий сварки, лазерную выделяют следующие особенности:
высокая производительность и скорость процесса;
зона термического воздействия, ограниченная малым диаметром фокусировки лазера;
легкость управления установками и их быстрая перепрограммируемость;
экологичность;
высококачественное, надежное и сверхточное соединение металлов;
возможность сцепления в труднодоступных местах.





myremdom.ru
как это работает и какие бывают виды
Проведение сварочных работ лазерными установками, применяется уже давно.
Лазерная сварка – это, как принято понимать, характеризующийся высокотехнологичностью метод создания сварных соединений. Для использования метода лазерной сварки не требуется применения особой вакуумной камеры, что, безусловно, очень удобно.
Сварка будущего
Современное сварочное оборудование генерирует лазерный луч, обеспечивающий достаточно высокую концентрацию энергии. Она обеспечивается за счет возможности сфокусировать весь потенциал в одной точке, диаметр которой составляет всего несколько сантиметров.
Осуществляется лазерная сварка при помощи соответствующего аппарата. Для выбора нужно учитывать, что есть две разновидности, имеющие определенные отличительные особенности.
Разновидности аппаратов
Твердотельные аппараты
Твердотельная ручная лазерная установка работает по следующей схеме: через стержень из стекла (он представляет собой твердотельный активный элемент) происходит излучение лазера. Это сопровождается включением рубина, алюмоиттриевого граната, неодима. Сам стержень в конструкции аппарата расположен в камере, которая освещена лампой накачки. Лампа обеспечивает создание мощных и равномерных световых вспышек.
Активные стержни имеют в торцах зеркала: частично прозрачное и отражающее. Рекомендуем изучить соответствующие видео для полного понимания.
Выбирать твердотельный аппарат лазерной сварки нужно при необходимости в сваривании мелких деталей, имеющих относительно небольшую толщину. К примеру, отлично подходит такой аппарат для сварки элементов различных электронных устройств и приборов: для тонких проволочных выводов из тантала, нихрома и золота.
Современные устройства дают возможность проведения сварки элементов, выполненных из фольги, а также позволяют создавать швы (герметичные) катодов кинескопа, который входит в оснащение практически всех телевизоров.

Твердотельная ручная лазерная установка
Газовые устройства
Газовая лазерная установка – это более мощное устройство. Такой прибор предполагает использование высоковольтных источников тока (режим либо импульсный, либо непрерывный). Эти источники возбуждают активную рабочую среду – газовую смесь (на видео хорошо заметен принцип работы).
Ручная установка данного вида отличается:
- Более длинными волнами по сравнению с твердотельными установками;
- Несколько большей мощностью.
Установка с газовой прокачкой поперечного типа является компактным, но достаточно мощным аппаратом, который успешно применяется в целях сварки металлов толщиной до 20 мм (существующие видео подтверждают это).
Наиболее мощное газовое оборудование – это газодинамические устройства. В них активной средой являются горячие газы, температура которых достигает 3000 К.
О достоинствах лазерной сварки
Ключевое преимущество лазерной сварки – ее разнообразие. Это позволяет подбирать оптимальное оборудование для любого вида материалов и для любого характера работ.
Так, ручная твердотельная установка позволяет точно дозировать энергию. Это гарантирует высокое качество сварочных работ в отношении хрупких и мелких деталей и элементов. Примечательно, что прочность полученного в таком случае соединения будет превосходить все традиционные виды сваривания.
Газовый аппарат лазерной сварки позволяет обеспечить больший уровень глубины, на которую изделие проплавляется. При этом образуется малый по ширине шов, а это значительно уменьшает зону воздействия высоких температур. Соответственно, газовая лазерная сварка – это отличный вариант для того, чтобы сократить термическое воздействие на изделие и, как результат, снизить возможные напряжения при сварке и деформацию.
При сопоставлении лазерной сварки с традиционными разновидностями очевидным становится и следующее ее преимущество: проведение лазерной сварки возможно и при расположении аппарата на значительном расстоянии непосредственно от сварочных точек. Это выгодно с точки зрения цены установки, к тому же в ряде случаев представляет собой единственный способ заваривания шва в труднодоступном месте. К примеру, лазерные аппараты позволяют заваривать трубы на дне водоемов. Для этого по трубопроводу запускается подвижная тележка, имеющая вращающиеся зеркала. Само же лазерное сварочное оборудование устанавливается около входного отверстия, откуда и направляет луч в сторону тележки (просмотрите видео с подобными работами).
Безопасность
Очень важно, чтобы сварка сопровождалась надлежащим уровнем безопасности. Для этого следует:
- установить кожухи либо защитные экраны, которые не допустят попадания излучения непосредственно на рабочее место;
- обеспечить наличие на рабочем месте схемы лазерноопасной зоны;
- в обязательном порядке осуществлять проверку работы блокировочных и сигнализационных систем, которые предназначены для предотвращения доступа рабочих в границы лазерноопасной зоны;
- внутренние поверхности помещений окрашивать матовой краской, характеризующейся минимальным коэффициентом отражения;
- в отдельном помещении устанавливать пульт управления аппаратом. Дополнительно размещать видео-, иную систему наблюдения за сварочным процессом.
Такова специфика лазерной сварки. Правильный выбор аппарата позволит добиться результата действительно высокого качества.
zavarimne.ru
Лазерная сварка и резка: применение, виды соединений, особенности
Основной принцип сварки заключается в том, чтобы расплавить основной и присадочный металл в месте самого соединения, чтобы они смогли образовать неразрывную связь. Сущность лазерной сварки практически полностью совпадает с данным принципом. Пусть она не так распространена, как остальные разновидности, но является востребованным в промышленности способом соединения, обладающим высокой точностью. Свое название данный метод получил благодаря тому, что соединение металла происходит путем воздействия лазера, который становится главным энергетическим источником. Лазерная сварка может использоваться для соединения как одинаковых, так и разнородных по составу металла заготовок. Активно ее используют в сварке электронной техники.
Процесс лазерной сварки металла
Такой способ появился в 60-х годах, после того как была изобретена лазерная установка, которая может воздействовать импульсами непрерывно. Здесь важно было обеспечить высокую концентрацию энергии, которая поможет достичь той температуры, которая требуется для расплавления металла. Диапазон допустимой толщины металла для соединения составляет от нескольких микрометров до нескольких сантиметров.
Преимущества
Лазерная сварка получила распространение в промышленности, чему способствовали ее положительные качества:
- Для сварки не требуется механическая обработка металла;
- После проведения процесса не нужны ни какие дополнительные правки;
- Технология обладает высокой точностью, так что можно качественно соединять тонкие и детали со сложным фигурным швом;
- В сравнение с другими методами соединения этот обладает высокой экологической безопасностью;
- Метод обладает высокой производительностью;
- Скорость сварки намного выше, чем у других вариантов;
- Место соединения является достаточно тонким, поэтому, близлежащие к нему области основного металла минимально подвергаются тепловому воздействию.
Недостатки лазерной сварки
При всех положительных сторонах здесь есть ряд серьезных недостатков, благодаря чему технология так и остается узкоспециализированной:
- Очень высокие цены на оборудование для проведения работ;
- Высокая себестоимость самого процесса сварки;
- Низкий коэффициент полезного действия, который достигает всего до 2%;
- Подходит только для узкого спектра процедур.
Разновидности
Лазерная сварка трубопроводов и прочих видов соединений может производиться несколькими типами аппаратов. Твердотельный обладает короткими и более слабыми волнами. Он чаще всего работает в импульсном режиме, но иногда требуется применять и беспрерывный режим, хотя здесь он менее эффективен. Отличие в принципе работы заключается в том, что лазерное излучение проходит из твердотельного элемента, которым является стеклянный стержень. При этом включается неодим, гранат и рубин. Сам стержень располагается в камере, освещение которой происходит при помощи лампы накачки. Она создает световые вспышки. Данный тип техники используется для тонких электронных приборов и точечной сварки.
Газовый аппарат одинаково используется как в импульсном, так и в непрерывном режиме. Он обладает более высокой мощностью, так как здесь применяются высоковольтные источники тока. В аппарате используется поперечный тип прокачки, что дает ему компактность размеров. В среднем, максимальная толщина сварки для таких моделей составляет до 2 см. В качестве активной среды здесь выступают газы.
Станки для лазерной сварки метала можно купить здесь — //lasergu.ru/katalog-category/lazernaya-svarka
Таким способом можно выделить еще две разновидности:
- Импульсная лазерная сварка скапливает большое количество энергии, а затем все накопленное воздействует на место соединение за короткий промежуток времени. Данная технология отлично подходит для металлов, которые сильно подвержены деформациям. Воздействие силы происходит преимущественно на поверхность, так что исключается глубокое проникновение. Импульсные установки обладают более высокой стоимостью, чем непрерывные.

Импульсная лазерная сварка
- Непрерывная лазерная сварка предназначена для создания сплошных швов, которые могут делаться не только поверхностно, но и глубокими. Зона проплавления почти не зависит от глубины и практически всегда остается узкой.

Непрерывная лазерная сварка
Технология
Лазерная сварка проводится путем воздействия лазерного излучения, сфокусированного пучком небольшого сечения. Частично этот пучок отражается от поверхности, но большая часть его проникает в основной металл. При проникновении происходит поглощение энергии, после чего металл нагревается и расплавляется, если достиг определенной температуры. Благодаря этому и формируется сварочный шов.
«Важно!
Уменьшение мощности зачастую происходит путем расфокусировки пучка, что не делает процесс более экономичным.»
Сварка производится в любом пространственном положении. Сварка производится при помощи дополнительных присадочных материалов, в качестве которых выступает сварочная проволока, порошок или лента. Условно технологию процесса можно разделить на:
- Макросварку — когда толщина проплавления составляет более 1 мм;
- Минисварку – когда толщина проплавления лежит в диапазоне 0,1-1 мм;
- Микросварку – при толщине проплавления до 0,1 мм.
Для проведения процесса не нужно создавать условия вакуума. Также не стоит использовать газовую среду в качестве защиты, так как это может привести преломлению и экранированию лазерного луча. При воздействии на кромки, луч оплавляет их, благодаря чему получается припой из того же материала, что и сделана сама заготовка. Регулировка силы пучка зависит от его плотности, так что при высокой концентрации можно добиться максимально высокой тонкости, которая практически не достижима для других видов сварки. В большинстве случаев лазерная сварка является автоматическим процессом и, кроме как для настроек и установки деталей, человеческий труд не требуется.
Лазерный станок для ювелирной сварки и пайки Sekirus P04 можно заказать здесь //lasergu.ru/product/lazernyj-stanok-dlya-yuvelirnoj-svarki-i-pajki/
Техника безопасности
Применение лазерной сварки во многом является безопасным процессом, так как человек не контактирует с ней непосредственно, как это происходит при ручной дуговой. Но здесь есть свой ряд особенностей, которые может привести к травмам, если не применять технику безопасности. Главным правилом является недопущение попадание на пути лазера посторонних предметов. Здесь очень тонкий луч обладает высоким уровнем энергии, так что человеческая рука или еще что-либо, может быть очень легко пропалена. Перед использованием установки всегда нужно проверять ее работоспособность и исправность, чтобы не возникло ни каких проблем. Вблизи не должны находиться ни какие легко возгораемые предметы.
Стандарты
Данный процесс должен проводиться согласно определенным стандартам. Определяющим здесь является ГОСТ 28915-91. В нем прописаны все данные, необходимые для качественной импульсной сварки лазером, точечных соединений, а также все типы получаемых соединений, их параметры и так далее.
Особенности лазерной сварки стали
Сначала происходит очищение поверхности металлической заготовки от окалин, грязи, ржавчины и прочих посторонних веществ. Не допускается, чтобы на стали находилась влага. Зачистка осуществляется при помощи щеток по металлу. После зачистки поверхность желательно обезжирить. Затем идет подгонка деталей под сварку, чтобы кромки плотно прилегали друг к другу. Зазор если и должен быть, то его берут минимальным, около 5% от толщины свариваемого металла. при сборке используются прихватки. Здесь лучше использовать стыковое соединение, а не нахлесточное.

Схема лазерной сварки
Заключение
Сварка лазером относится к узкоспециализированным процессам. Ее технология является очень сложной, так как нужно знать множество нюансов самой техники. Дороговизна аппаратов делает ее трудно доступной для многих сфер, кроме тех, где она действительно востребована.
svarkaipayka.ru
Лазерная сварка твердотельным лазером
Схема твердотельного лазера приведена на рисунке ниже. В качестве активного тела используется стержень из рубина, стекла с примесью неодима (Nd-Glass) или алюмо-иттриевого граната, легированного неодимом (Nd-YAG) либо иттербием (Yb-YAG). Он размещается в осветительной камере. Для возбуждения атомов активного тела используется лампа накачки, создающая мощные вспышки света.
Рисунок. Схема твердотельного лазера
По торцам активного тела размещены зеркала – отражающее и частично прозрачное. Луч лазера выходит через частично прозрачное зеркало, предварительно многократно отражаясь внутри рубинового стержня и таким образом усиливаясь. Мощность твердотельных лазеров относительно невелика и обычно не превышает 1–6 кВт.
Твердотельными лазерами в связи с их небольшой мощностью свариваются только мелкие детали небольшой толщины, обычно объекты микроэлектроники. Например, привариваются тончайшие выводы из проволок диаметром 0,01–0,1 мм, изготовленные из тантала, золота, нихрома. Возможна точечная сварка изделий из фольги с диаметром точки 0,5–0,9 мм. Лазерной сваркой выполняется герметичный шов катодов кинескопов современных телевизоров.
Катод представляет собой трубку длиной 2 мм, диаметром 1,8 мм, толщиной стенки 0,04 мм. К трубке приваривается донышко толщиной 0,12 мм, материал изделия – хромоникелевый сплав. Сварка таких мелких деталей возможна за счет высокой степени фокусировки луча и точной дозировки энергии путем регулировки длительности импульса в пределах 10-2–10-7 с.
Сварка газовым лазером
Более мощными являются газовые лазеры, в которых в качестве активного тела используют смесь газов, обычно СО2+N2+Не. Схема газового лазера с продольной прокачкой газа приведена на рисунке ниже. Газ из баллонов прокачивается насосом через газоразрядную трубку. Для энергетического возбуждения газа используется электрический разряд между электродами. По торцам газоразрядной трубки расположены зеркала. Электроды подключены к источнику питания. Лазер охлаждается водяной системой.
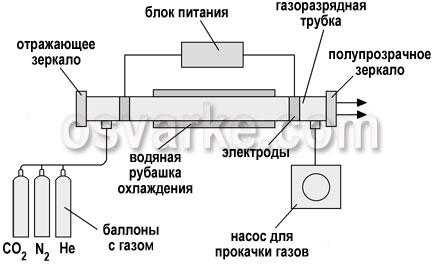
Рисунок. Газовый лазер с продольной прокачкой газа
Недостатком лазеров с продольной прокачкой газа являются их большие габаритные размеры.
Более компактны лазеры с поперечной прокачкой газа (см. рисунок ниже).

Рисунок. Газовый лазер с поперечной прокачкой газа
Они позволяют достичь общей мощности 20 кВт и больше, что дает возможность сваривать металлы толщиной до 20 мм с достаточно высокой скоростью, около 60 м/ч.
Наиболее мощными являются газодинамические лазеры (на рисунке ниже). Для работы используются газы, нагретые до температуры 1000–3000 К. Газ истекает со сверхзвуковой скоростью через сопло Лаваля, в результате чего происходит его адиабатическое расширение и охлаждение в зоне резонатора. При охлаждении возбужденных молекул CO2 происходит переход их на более низкий энергетический уровень с испусканием когерентного излучения. Для накачки может использоваться другой лазер или другие мощные источники энергии. Такой лазер мощностью N = 100 кВт позволяет, например, сваривать сталь толщиной 35 мм с очень высокой скоростью, около 200 м/ч.
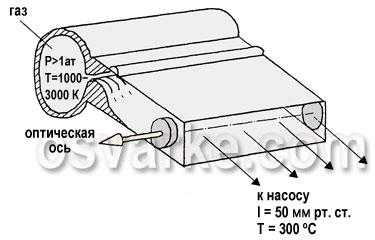
Рисунок. Газодинамический лазер
Схема процесса лазерной сварки приведена на рисунке ниже.

Рисунок. Схема процесса лазерной сварки
Лазерная сварка производится в атмосферных условиях, без создания вакуума, необходима защита расплавленного металла от воздуха. Обычно для защиты используются газы, в частности аргон. Особенностью процесса лазерной сварки является то, что вследствие высокой тепловой мощности луча на поверхности свариваемого изделия происходит интенсивное испарение металла. Пары ионизируются, что приводит к рассеиванию и экранированию луча лазера. В связи с этим при использовании лазеров большой мощности в зону сварки необходимо подавать, кроме защитного, так называемый плазмоподавляющий газ. В качестве плазмоподавляющего газа обычно используют гелий, который значительно легче аргона и не рассеивает луч лазера. Для упрощения процесса целесообразно применение смесей 50% Аг + 50% Не, которые выполняют плазмоподавляющую и защитную функции. В этом случае сварочная горелка должна обеспечивать подачу газа таким образом, чтобы он сдувал ионизированный пар.
Рисунок. Конструкции сопел горелок для лазерной сварки
При лазерной сварке луч постепенно углубляется в деталь, оттесняя жидкий металл сварочной ванны на заднюю стенку кратера. Это позволяет получить «кинжальное» проплавление при большой глубине и малой ширине шва.
Высокая концентрация энергии в лазерном луче позволяет достигать высоких скоростей сварки, обеспечивая одновременно благоприятный термический цикл и высокую технологическую прочность металла шва.
studfiles.net