Ленточные биметаллические пилы – купить в Москве, Санкт-Петербурге и других регионах России
alexxlab | 28.06.2020 | 0 | Разное
Биметаллические ленточные пилы | saw-master.ru
Биметаллические ленточные пилы DoAll
Многоцелевые ленточные пилы с усиленной конструкцией зуба из М42 HSS с высокой износостойкостью. Полотно DoAll М42 имеет профиль и твердость зуба для резания широкого диапазона сплавов и профилей.
Применение:
Для резания заготовок из углеродистой, хромовой, никелевой, инструментальной, нержавеющей, конструкционной сталей. Штампованные элементы, трубы и профили разнообразных сечений.
Биметаллические ленточные пилы Simonds
Ленточная пила – самый широко распространенный инструмент в металлообработке.
К преимуществам ленточного пиления металлов можно отнести:
- Высокая производительность.
- Точность реза.
- Узкая ширина пропила (1-1,5 мм).
- Высокая стойкость инструмента.
- Легкость и простота в обслуживании.
- Малая энергоемкость.
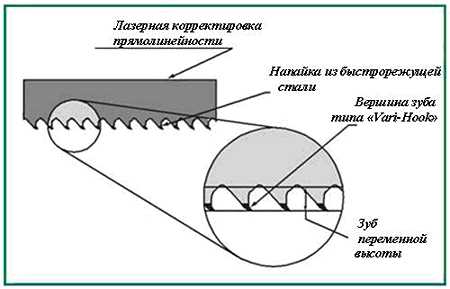
Биметаллические ленточные пилы – это пилы, произведенные из двух материалов: основы из пружинной стали и режущей кромки зубьев из кобальтосодержащей быстрорежущей стали М42 при помощи электронно-лучевой сварки. Данные пилы обладают более высокой режущей способностью и имеют более длительный срок службы, благодаря уникальной технологии производства.

Американская компания SIMONDS® является лидером на рынке металлорежущего инструмента. История изготовления SIMONDS® режущего инструмента началась еще в середине 19 века. Благодаря своему опыту, постоянным исследованиям и нововведениям, SIMONDS® предлагает полотна для выполнения фактически любых операций!
Simonds серии BroadBand®
Ленточные пилы серии BroadBand® универсальны, позволяют резать широкий диапазон различных сплавов и форм металлопроката.
подробнее
Simonds серии BlockBuster®
Биметаллические ленточные пилы BlockBuster® предназначены для высокоскоростного пиления в непрерывном режиме на производственных предприятиях, главными факторами для которых являются срок службы пилы и точность распила.
подробнее
Simonds серии SiClone®
SiClone® – биметаллические ленточные пилы, предназначенные для резки заготовок из “экзотических” сплавов, таких как нержавеющая сталь, D2, Inconel, Monel и сплавов с высоким содержаниям хрома и никеля.
подробнее
Simonds серии IC Enduro®
Биметаллические пилы серии Enduro® предназначены для пакетной резки профилей из металла и балок, а также конструкционных элементов, дают возможность пилить заготовки большого поперечного сечения.
подробнее
Simonds серии PalletBuster®
Биметаллические пилы PalletBuster® применяются для демонтажа или утилизации поддонов.
подробнее
Биметаллические ленточные пилы Lenox
LENOX CLASSIC (М 42)
Универсальные ленточные пилы для резания широкого диапазона материалов. Используются для резки арматуры, труб, балок, угловых профилей, швеллеров, полнотелых заготовок из углеродистой и конструкционной стали, цветных металлов, и др. материалов. Применяются как на горизонтальных, так и вертикальных станках.
подробнее
LENOX RX+ (М 42)
Применяются для резки труб, уголков, балок, профилей, двутавров c большим сечением, для резки профилей в пакетах (для резки полнотелых материалов не рекомендуется). Специфика зубьев ленточных пил предотвращает заклинивание пилы в заготовке, снижает шум и вибрацию при работе.
подробнее
LENOX LXP (М 42)
Универсальное применение для большого диапазона материалов (резка ленточными пилами полнотелых материалов и толстостенных труб из углеродистых, легированных, инструментальных, подшипниковых и нержавеющих сталей, алюминия). Специальный профиль зуба обеспечивает более легкое врезание, образование стружки и ее удаление из зоны пропила, стружка не припаивается к полотну.
подробнее
LENOX CONTESTOR GT (М 42)
Применяются для резания твердых и жаропрочных материалов (блоков из инструментальной, нержавеющей стали, никелевых сплавов, полнотелых материалов с поперечным сечением от 54мм до 800мм).
подробнее
LENOX DIEMASTER 2 (М 42)
Применяются для фигурной резки всех материалов, в т. ч. инструментальной и нержавеющей стали, на станках с шириной пилы до 12,7 мм.
подробнее
Рекомендуется применять на станках:
saw-master.ru
Биметаллические ленточные пилы | saw-master.ru
Биметаллические ленточные пилы | saw-master.ruЛенточные пилы и оборудование
WOOD MASTER B
Тело биметаллических ленточный пил изготавливается из легированной стали, на которую напаивается основа зуба – полоса из быстрорежущей стали.
Благодаря такому сочетанию тело пилы эластично, а зубья имеют высокую твердость.
Биметаллические пилы изначально применялись в металлообрабатывающей промышленности для резания различных сталей и сплавов.
Из-за высокой стоимости изготовления в деревообработке биметаллические пилы не нашли широкого применения.
WOOD MASTER B имеет напайку из сплава M42 , что существенно увеличивает ресурс пилы по сравнение с более дешевым сплавом M2
| mm | дюймы |
| 2 | 1.3 | 1.1 | 1 | .78 | 1.0/1.3 |
| 27*0,90 | 1 х ,035 | 1.8 | * | * | – | – | ||
| 34*0,90 | 1-1/4 х ,035 | 1.8 | – | * | * | * | – | – |
| 34*1,07 | 1-1/4 х ,042 | 2.0 | – | * | * | * | – | – |
| 41 х1.27 | 1-1/2 х ,050 | 2.3 | – | – | * | – | – | – |
| 54 х 1.07 | 2 х ,042 | 2.1 | – | – | – | * | – | – |
| 54 х 1.27 | 2 х ,050 | 2.2 | – | – | – | – | * | – |
| 54 х 1.27 | 2 х ,050 | 2.3 | – | – | – | – | – | * |
| 80 х 1.27 | 3 * 0,50 | 2.5 | – | – | – | – | * | – |
Наверх
saw-master.ru
Биметаллические ленточные пилы : Pilana
M 42 REGULAR
Универсальный, для резания сплошной стали небольших размеров
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один дюйм | ||||||
| мм | дюйм | 4 | 6 | 8 | 10 | 14 | 18 |
| 6 x 0,90 | 1/4 x 0,035 | N | N | ||||
| 10 x 0,90 | 3/8 x 0,035 | N | N | N | |||
| 13 x 0,65 | 1/2 x 0,025 | N | N | N | |||
| 13 x 0,90 | 1/4 x 0,035 | N | N | N | |||
| 20 x 0,90 | 3/4 x 0,035 | N | N | N | N | N | |
| 27 x 0,90 | 11/16 x 0,035 | N | N | N | N | N | |
Legenda: N – стандартный зуб
M 42 -REGULAR Plus
резание сплошных прутков больших размрезание сплошных прутков больших размеров
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один дюйм | |||||
| мм | дюйм | 1,25 | 2 | 3 | 4 | 6 |
| 6 x 0,90 | 1/4 x 0,035 | H | ||||
| 10 x 0,90 | 3/8 x 0,035 | H | H | |||
| 13 x 0,65 | 1/2 x 0,025 | H | H | |||
| 13 x 0,90 | 1/4 x 0,035 | H | H | H | ||
| 20 x 0,90 | 3/4 x 0,035 | H | H | |||
| 27 x 0,90 | 11/16 x 0,035 | H | H | H | H | |
| 34 x 1,10 | 13/8 x 0,042 | H | H | H | ||
Legenda: H – hook зуб
M 42 ALUCUT
легко режет легкие металлы (особо широкая разводка)
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один дюйм | |||||
| мм | дюйм | 1,25 | 2 | 3 | 4 | 6 |
| 10 x 0,90 | 3/8 x 0,035 | H | H | |||
| 13 x 0,65 | 1/2 x 0,025 | H | H | |||
| 13 x 0,90 | 1/4 x 0,035 | H | H | H | ||
| 20 x 0,90 | 3/4 x 0,035 | H | ||||
| 27 x 0,90 | 11/16 x 0,035 | H | H | H | ||
| 34 x 1,10 | 13/8 x 0,042 | H | H | |||
| 41 x 1,30 | 13/8 x 0,050 | H | H | |||
Legenda: H – hook зуб
M 42 MASSIVE
сильный в средних и больших размерах
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один | |||||
| мм | дюйм | 0,75/1,25 | 1/2 | 2/3 | 3/4 | 4/6 |
| 20 x 0,90 | 3/4 x 0,035 | V-POS | ||||
| 27 x 0,90 | 11/16 x 0,035 | V-POS | V-POS | V-POS | ||
| 34 x 1,10 | 13/8 x 0,042 | V-POS | V-POS | V-POS | ||
| 41 x 1,30 | 13/8 x 0,050 | V-POS | V-POS | V-POS | V-POS | |
| 54 x 1,30 | 21/8 x 0,050 | V-POS | V-POS | V-POS | V-POS | |
| 54 x 1,60 | 21/8 x 0,063 | V-POS | V-POS | V-POS | V-POS | |
| 67 x 1,60 | 25/8 x 0,063 | V-POS | V-POS | V-POS | V-POS | |
| 80 x 1,60 | 31/8 x 0,063 | V-POS | V-POS | V-POS | ||
Legenda: V-POS – переменный зуб с положительным передним углом
M 42 PLUSCUT
обладает исключительными качествами при работе с твёрдыми сплавами и труднообрабатываемыми материалами
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один дюйм | |||
| мм | дюйм | 1,4/2 | 2/3 | 3/4 |
| 34 x 1,10 | 13/8 x 0,042 | V-POS+ | V-POS+ | |
| 41 x 1,30 | 13/8 x 0,050 | V-POS+ | V-POS+ | V-POS+ |
| 54 x 1,30 | 21/8 x 0,050 | V-POS+ | ||
| 54 x 1,60 | 21/8 x 0,063 | V-POS+ | V-POS+ | V-POS+ |
Legenda: V-POS+ – переменный зуб с максимально положительным передним углом
M 42 ALUCUT
легко режет легкие металлы (широкая разводка)
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один дюйм | ||
| мм | дюйм | 2/3 | 3/4 |
| 27 x 0,90 | 11/16 x 0,035 | V-POS | V-POS |
| 34 x 1,10 | 13/8 x 0,042 | V-POS | V-POS |
| 41 x 1,30 | 13/8 x 0,050 | V-POS | V-POS |
Legenda: V-POS – переменный зуб с положительным передним углом
M 51 MASSIVE PROFI
zособенно стойкие зубья для твёрдой стали и сплавов средних размеров
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один дюйм | |||
| мм | дюйм | 2/3 | 3/4 | 4/6 |
| 27 x 0,90 | 11/16 x 0,035 | V-POS | V-POS | |
| 34 x 1,10 | 13/8 x 0,042 | V-POS | V-POS | V-POS |
| 41 x 1,30 | 13/8 x 0,050 | V-POS | V-POS | |
| 54 x 1,60 | 21/8 x 0,063 | V-POS | ||
Legenda: V-POS – переменный зуб с максимально положительным передним углом
M 51 GRINDCUT
максимально стойкие зубья для самой твёрдой стали и сплавов средних размеров (заточенный зуб)
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один дюйм | ||
| мм | дюйм | 2/3 | 3/4 |
| 34 x 1,10 | 13/8 x 0,042 | V-POS+ | V-POS+ |
| 41 x 1,30 | 13/8 x 0,050 | V-POS+ | V-POS+ |
| 54 x 1,60 | 21/8 x 0,063 | V-POS+ | |
Legenda: V-POS+ – переменный зуб с максимально положительным передним углом
M 51 TEMPEST
максимальная производительность резания стали и цветных металлов средних и больших размеров (зуб произведённый шлифованием под давлением)
увеличить картинку | Применение:
| Сопутствующая информация |
| Размеры | Количество зубьев на один дюйм | ||||
| мм | дюйм | 0,75/1,25 | 1/1,5 | 1,4/2 | 2/3 |
| 41 x 1,30 | 13/8 x 0,050 | V-POS | V-POS | V-POS | |
| 54 x 1,60 | 21/8 x 0,063 | V-POS | V-POS | V-POS | V-POS |
| 67 x 1,60 | 25/8 x 0,063 | V-POS | V-POS | V-POS | V-POS |
Legenda: V-POS – переменный зуб с положительным передним углом
www.pilana.com
Ленточные пилы по металлу: виды и основные технические характеристики
Ленточнопильное оборудование это одна из основных составляющих металлообрабатывающего производства и изготовления металлоконструкций, один из наиболее быстрых, точных и экономных способов реза значительного количества проката сплошного и переменного сечения. Важную роль при этом играет характеристика ленточной пилы, её шаг, разводка, стойкость и др. параметры.
Основные виды ленточных пил, используемых в современном производстве – это пилы из углеродистых марок стали и биметаллические изделия, пилы с основой из обычных марок сталей с высокими показателями упругости и режущей частью из других марок сталей – твердых или быстрорежущих.
Виды ленточных пил
Все современные полотна для ленточнопильного станка по металлу в зависимости от материала можно условно разделить на три основных категории:
- Пилы изготовленные из углеродистых инструментальных марок стали. Широко используемый вид ленточных пил для экономной резки многих марок сталей как не легированных, так и легированных. Прочность на разрыв данного типа пил достигает 80 кПа/мм2.
- Биметаллические полотна для ленточнопильного станка по металлу с рабочей частью из быстрорежущей стали – обладают более высокими показателями при эксплуатации, чем изделия из однородного материала. Чаще всего используется быстрорежущая марка стали М42 (11Р2М10К8) с добавками кобальта и молибдена обеспечивающими твердостью до 950 НV и красностойкость. С пружинной частью пилы зуб соединяется электронно-лучевой сваркой.
- Биметаллические пилы с твердосплавным зубом. Применяются при тяжелых условиях реза, для работы с чугунным литьём и др. особо твердыми материалами. Используются для резки сплошных заготовок диаметром более 60 мм.
Основные характеристики ленточных пил
Получение качественного реза и длительность эксплуатации изделий зависят от точности подбора таких параметров как шаг, разводка и форма зуба. Важной характеристикой ленточной пилы является шаг зуба, определяемый количеством зубьев пилы на один дюйм (TPI). Шаг зуба может быть постоянным или переменным. Постоянный используется при работе с заготовками сплошного сечения в промышленных объёмах, переменный обеспечивает минимальную вибрацию и высокую чистоту среза.
Для изделий с постоянным шагом его значение составляет от 1 до 32, с переменным шагом – 10/14 – 0,75/1,25. Ниже приведены таблицы рекомендуемых размеров шага пилы для резки проката со сплошным сечением:
И рекомендуемые размеры шага для работы с профилем и трубами:

Однако производители пил часто предлагают собственные рекомендации для работы с цельными заготовками, профилями и трубами. Ими и следует руководствоваться при подборе пил для решения тех или иных задач.
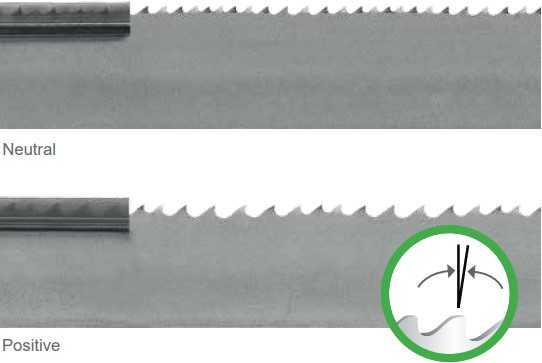
Следующий важный параметр – угол разворота или наклон зуба относительно плоскости полотна или, более упрощенное название, разводка. От этого зависит свободный ход полотна, вибрация, шум, сечение заготовок и возможность работы с тонкими материалами. Существуют следующие основные варианты наклона зубьев:
- Стандартный – зуб с левым наклоном, затем зуб с правым наклоном и прямой зуб. Наиболее часто используемая разводка для реза заготовок из всех марок стали.
- Переменная – левый, правый и зачистной зуб. Обеспечивает минимальный шум и вибрацию, применяется для работы с мягкими материалами.
- Волновая разводка – для реза тонкостенного проката.
- Комбинированная – для труб, профильного проката с переменным сечением и пакетов.
Возможности полотна для ленточнопильного станка по металлу зависят и от формы зуба. Существуют следующие основные формы:
- NORMAL (N) с передним углом 0°. Рассчитан на работу с высокоуглеродистыми сплавами, для тонкого профиля и проката с переменным сечением.
- HOOK (H) с передним углом 10° – для толстостенных труб и сплошных заготовок.
- RP с передним углом 16° – работа с твердыми и особо твердыми заготовками сплошного сечения.
- MASTER – угол 10° и 16°, наличие шлифованной фаски расположенной в продольном направлении.
Режимы реза и стойкость
Качественный рез и длительность эксплуатации пилы зависят и от оптимального подбора режима реза – скорости и подачи. Режим зависит от материала заготовки, её размера и профиля. Скорость подбирается по таблицам производителей и на основании практических показателей типа и толщины стружки. При тонкой увеличивается подача или уменьшается скорость, при толстой стружке или наличии голубого отлива снижается скорость подачи или увеличивается скорость реза. Оптимальный вариант – слабо вьющаяся стружка.
Что же касается стойкости пил, то она зависит от стойкости материала к износу и многих других факторов, в т. ч. стойкости к цикличным переменным нагрузкам и правильной эксплуатации. Как правило, полотна ведущих производителей рассчитаны на 140 – 160 часов работы. Этот показатель можно увеличить путём снятия полотен на релаксацию и, конечно, правильным подбором параметров реза.
mekkain.ru
Биметаллические ленточные пилы Simonds | saw-master.ru
Ленточные пилы серии BroadBand® универсальны, позволяют резать широкий диапазон различных сплавов и форм металлопроката. Запатентованная геометрия зубьев A8 BroadBand® обеспечивает оптимальные рабочие характеристики. Изначально данная серия пил была разработана для выполнения промышленных распилов, однако оказалась идеальной для использования и в повседневной цеховой практике. В течение одного рабочего дня на ленточнопильном станке пилят большое количество металлов различной конструкции, что требует частой смены полотна. Кроме того, на станке могут работать несколько операторов, имеющих различную квалификацию и опыт. Данные пилы обладают достаточным запасом прочности, чтобы противостоять различным производственным воздействиям.
Применение:
Металлообрабатывающие центры, средние и крупные предприятия-производители, ремонтные и инструментальные цеха и мастерские, резка общего назначения.
Преимущества и особенности:
- Пилы данной серии режут материалы более широкого диапазона – от низкоуглеродистых до нержавеющих сталей.
- Ленточные пилы BroadBand® используются для распиловки различных форм и конструкций металлопроката: арматуры, балок, швеллеров, труб, уголков – и при пакетной резки.
- Пилы имеют более длительный срок службы и высокое качество распила, отлично работают на больших скоростях.
- Передний угол зуба +8º позволяет оптимизировать проникновение зубьев в металл и увеличивает их прочность в тяжелом режиме работы.
- Высокоскоростная режущая кромка М42 имеет повышенное сопротивление износу.
- Пластиковые защитные кожухи предохраняют полотно от повреждений при транспортировке.
Распиливаемые материалы:
Углеродистая, хромовая, никелевая, инструментальная, нержавеющая и конструкционная стали, штампованные элементы, трубы и профили из самых разнообразных материалов.
Таблица распиливаемых материалов
Представленные типоразмеры пил BroadBand:
| 10-14 TPI | + | + | |
| 8-12 TPI | + | + | + |
| 6-10 TPI | + | + | + |
| 5-8 TPI | + | + | + |
| 4-6 TPI | + | + | + |
| 3-4 TPI | + | + | |
| 2-3 TPI | + | + |
Подобрать шаг зуба
Приобрести ленточное полотно можно как в бухтах, так и сваренными в кольцо. Сварка по индивидуальным размерам ленточных пил Simonds® (США) производится в сервисном центре нашей компании на оборудовании Ideal Werk. Гарантия на сварной шов распространяется на весь срок службы пилы.
Сделать заказ Вы можете по телефону: +7 495 641 73 96 или по электронной почте: [email protected]
DIEBAND PLUS® – серия пил Simonds® (США) для контурной резки металлов

Ленточные пилы серии DieBand Plus®, изготовленные из стали М42, специально разработаны для контурной резки металлов.
Применение:
Металлообрабатывающие центры, средние и крупные предприятия-производители, ремонтные и инструментальные цеха, мастерские, резка общего назначения.
Таблица распиливаемых материалов
Особенности и преимущества:
- Ленточные пилы DieBand Plus® используются для контурной резки, а также для распиловки различных форм и конструкций металлопроката: арматуры, балок, швеллеров, труб, уголков и др.
- Пилы имеют более длительный срок службы и высокое качество распила.
- Высокоскоростная режущая кромка М42 имеет повышенное сопротивление износу.
Распиливаемые материалы:
Углеродистая, инструментальная и конструкционная стали, штампованные элементы, трубы и профили.
Представленные типоразмеры биметаллических ленточных полотен DieBand Plus:
| 18 TPI | + | |
| 10-14 TPI | + | + |
| 8-12 TPI | + | + |
| 6-10 TPI | + | + |
Подобрать шаг зуба
Приобрести ленточное полотно можно как в бухтах, так и сваренными в кольцо. Сварка по индивидуальным размерам ленточных пил Simonds® (США) производится в сервисном центре нашей компании на оборудовании Ideal Werk. Гарантия на сварной шов распространяется на весь срок службы пилы.
Сделать заказ Вы можете по телефону: +7 495 641 73 96 или по электронной почте: [email protected]
BLOCKBUSTER® Simonds® (США)
Биметаллические ленточные пилы BlockBuster® предназначены для высокоскоростного пиления в непрерывном режиме на производственных предприятиях, главными факторами для которых являются срок службы пилы и точность распила.
Применение и распиливаемые материалы:
Для пиления металлов на машиностроительных предприятиях и сервисных центрах: углеродистой и низкоуглеродистой, хромовой, нержавеющей, инструментальной, и конструкционных сталей, а также никелевых сплавов.
Таблица распиливаемых материалов
Особенности и преимущества:
- Предназначены для высокоскоростного пиления в непрерывном режиме
- Агрессивная геометрия зубьев пилы обеспечивает высокое качество распила.
- Тело данной ленточной пилы имеет повышенное сопротивление на изгибах.
- Для предотвращения повреждений во время транспортировки режущего края предусмотрен пластиковый кожух.
- Режущая часть, выполненная из высококачественной быстрорежущей стали М42, имеет повышенную износостойкость.
Представленные типоразмеры ленточных полотен BlockBuster:
| 5-8 TPI | + | |
| 4-6 TPI | + | |
| 3-4 TPI | + | + |
| 2-3 TPI | + | + |
Подобрать шаг зуба
Приобрести ленточное полотно можно как в бухтах, так и сваренными в кольцо. Сварка по индивидуальным размерам ленточных пил Simonds® (США) производится в сервисном центре нашей компании на оборудовании Ideal Werk. Гарантия на сварной шов распространяется на весь срок службы пилы.
Сделать заказ Вы можете по телефону: +7 495 641 73 96 или по электронной почте: [email protected]
SICLONE® – серия Simonds® (США) для «экзотических» сплавов
SiClone® – биметаллические ленточные пилы, предназначенные для резки заготовок из “экзотических” сплавов, таких как нержавеющая сталь, D2, Inconel, Monel и сплавов
с высоким содержанием хрома и никеля.
Применение:
Для резки заготовок из «экзотических» сплавов
Таблица распиливаемых материалов
Особенности и преимущества:
- Пилы предназначены для непрерывной работы на станках с постоянной подачей.
- Уникальная геометрия зубьев пилы продлевает срок жизни пилы за счет повышенного сопротивления пилы на изгиб и уменьшает поверхностное напряжение.
- За счет электронной напайки 8% кобальта износостойкость и производительность пилы значительно повышаются.
- Для предотвращения возможных повреждений во время транспортировки режущего края предусмотрен пластиковый кожух.
Представленные типоразмеры ленточных пил SiClone:
| 4-6 TPI | + | + |
| 3-4 TPI | + | + |
| 2-3 TPI | + | + |
Подобрать шаг зуба
Приобрести ленточное полотно можно как в бухтах, так и сваренными в кольцо. Сварка по индивидуальным размерам ленточных пил Simonds® (США) производится в сервисном центре нашей компании на оборудовании Ideal Werk. Гарантия на сварной шов распространяется на весь срок службы пилы.
Сделать заказ Вы можете по телефону: +7 495 641 73 96 или по электронной почте: [email protected]
IC ENDURO® Simonds® (США)

Биметаллические пилы серии Enduro® предназначены для пакетной резки профилей из металла и балок, а также конструкционных элементов, дают возможность пилить заготовки большого поперечного сечения.
Применение:
Металлообрабатывающие центры, средние и крупные предприятия-производители, ремонтные и инструментальные цеха и мастерские, пакетная резка труб, швеллеров, прутков, труб, балок и конструкционных элементов, включая балки Н- и I-сечения большого размера.
Особенности:
- Длительный срок службы и более гладкий распил обеспечиваются примененной технологией «шлифованного зуба» и напайкой из быстрорежущей стали с добавлением 8% кобальта.
- Запатентованная форма зуба позволяет резать пакетом на больших скоростях, увеличивает производительность с одновременным понижением уровня шума.
- Износостойкость и эластичность пилы повышается за счет специальной термической обработки зубьев.
- Пластиковые защитные кожухи предохраняют полотно от повреждений при транспортировке.
Распиливаемые материалы:
Углеродистая и конструкционная, а также низко- и среднеуглеродистые стали.
Таблица распиливаемых материалов
Представленные типоразмеры пил IC Enduro:
| 5-8 TPI | + | + | + |
| 4-6 TPI | + | + | + |
| 3-4 TPI | + | + | |
| 2-3 TPI | + |
Подобрать шаг зуба
Приобрести ленточное полотно можно как в бухтах, так и сваренными в кольцо. Сварка по индивидуальным размерам ленточных пил Simonds® (США) производится в сервисном центре нашей компании на оборудовании Ideal Werk. Гарантия на сварной шов распространяется на весь срок службы пилы.
Сделать заказ Вы можете по телефону: +7 495 641 73 96 или по электронной почте: [email protected]
PalletBuster® – серия Simonds® (США) для демонтажа поддонов
Распил поддонов является одной из самых сложных работ в ленточнопильном процессе, так как пиле необходимо пилить не только дерево, но еще и гвозди, скобы и прочие соединительные элементы. Пила, идеально подходящая для распила поддонов, – это PalletBuster®.
Применение:
Демонтаж или утилизация поддонов с использованием ленточных пил.
Таблица распиливаемых материалов
Предлагаемые типоразмеры пил для разбора поддонов PalletBuster:
Подобрать шаг зуба
Приобрести ленточное полотно можно как в бухтах, так и сваренными в кольцо. Сварка по индивидуальным размерам ленточных пил Simonds® (США) производится в сервисном центре нашей компании на оборудовании Ideal Werk. Гарантия на сварной шов распространяется на весь срок службы пилы.
Сделать заказ Вы можете по телефону: +7 495 641 73 96 или по электронной почте: [email protected]
Рекомендуется применять на станках: AMADA, ATLAS COPSO, BATENS, BAUER, BEHRINGER, BEKA-MAK, BEMATO/BENIGN, BERG&SCHMID, BIANCO, BOMAR, BTM, CARIF, CML, COMESA, COSEN, DAIN+PARTNER, DAITO, DANOBAT, DELTA, DoAll, EDER, EISELE, EUROBOOR, EVERISING, FABBRIS, FAT, FEMI, FENDO, FLOTT, FMB, FORTE, FRICTION, FRIGGI, FRITZ, GROSS, GERNETTI, HE&M SAW, HEM, HESKA, HUVEMA, HYD MECH, IBP, IDROCENTER, IMAS, IMET, INDORE, ISTECH, JAESPA, JET, JJ MACHINE TOOLS, JULIHUANG, KALTENBACH, KARMETAL, KASTO, KLAEGER, LAXON, LEERLING HENGELO B.V., LEONARD, MACC, MACO, MARVEL, MEBA, MEBER, MEGA, MEP, METALIN, METORA, MISSLER, MISTRY LAXMAN KADVA, MONACO, MOSSNER, MULLER, MULTICUT MACHINE, NEBES, OMES, OMP, OPTIMUM, PEDRAZZOLI, PEGAS GONDA, PENAKA, PICCOLE, PILOUS, PRISMA, PRIVATEX-NOVA, QUANTUM, RAIM, RES, RIBONI, RURAK, RUSCH, SABI, SARC, SAW, SCHURING, SCORTEGAGNA, SENATOR, SPM, TCM, THOMAS, TM-JESENICE, TOMET, TRENNJAGER, ULTRA, UPAM, UZAY MAKINA, VALEX, VEM, VIEMME, WAGNER, WAY TRAIN, WOO SUNG, ZENITH.
saw-master.ru
Эксплуатация биметаллических ленточных пил / Статьи / Арсеналсервиссталь
Эксплуатация биметаллических ленточных пил
Биметаллические ленточные пилы Bahco всегда поставляются готовыми к эксплуатации. Пила обязательно заточена и разведена!
Как показывает практический опыт, около 90% результата при пилении зависит от правильности обслуживания пилы и только 10% от общей настройки станка. Поэтому для реализации высоких режущих свойств биметаллических пил необходимо придерживаться настоящих рекомендаций.
1. Подготовка ленточной пилы и ленточнопильного станка к работе.
- 1.1. Проверка технического состояния станка.
Следуйте указаниям производителя станков. Все узлы и агрегаты должны быть в исправном состоянии. Особое внимание – узлам лентопроводящего механизма.- 1.1.1. Проверка приводных и бандажных ремней.
Ремни должны быть без видимых повреждений. - 1.1.2. Проверка шкивов.
Шкивы должны быть установлены в одной плоскости.
Шкивы должны вращаться без посторонних шумов и вибраций.
Поверхность шкивов должна быть чистая, без видимого износа и повреждений (без частиц коры, смолы и опилок). - 1.1.3. Проверка роликов (успокоителей).
Убедиться в отсутствии износа рабочей поверхности роликов.
Убедиться в свободном вращении роликов.
Поверхность роликов должна быть чистая (без частиц коры, смолы и опилок).
Если используются щелевые успокоители (направляющие) – они должны быть исправны, и выставлены соответственно толщине пилы. - 1.1.4. Рельсовый путь (направляющие каретки) должен быть выставлен по нулевой отметке.
- 1.1.1. Проверка приводных и бандажных ремней.
- 1.2. Установка БЛП на станок.
Произвести контрольный визуальный осмотр пилы на предмет выявления дефектов. Особое внимание уделить сварочному шву. При необходимости пилу вывернуть для согласования направления зубьев и направления резания.- 1.2.1. Установить пилу на шкивы.
Установку производить согласно рекомендаций производителей станка. Зубья не должны контактировать со шкивами и роликами. - 1.2.2. Направляющие ролики.
Установить ролики согласно рекомендаций производителя станка.
Ролик не должен отжимать пилу вниз от ее свободного состояния более чем на величину, указанную в инструкции по эксплуатации станка. Как правило, от 3 до 6 мм. Аналогично для направляющих пластин. Спинка пилы не должна касаться упорных буртиков – зазор 1,5-3мм. - 1.2.3. Произвести проверку установки пилы.
Пила (горизонтальная) должна быть установлена строго параллельно распиливаемому материалу. В противном случае произвести повторную регулировку оборудования. - 1.2.4. Установить требуемое натяжение ленточной пилы.
Конструкция БЛП и материал ленты пилы (пружинно-рессорная сталь) допускает производить натяжение пилы до 150-180 Н/кв.мм. Это соответствует распорному усилию порядка 1000 кг, что в 2 раза больше, чем для углеродистых пил из монометалла.
Настоятельно рекомендуем измерять натяжение специальным прибором – тензометром.
Не бойтесь перетянуть пилу – трещины не появятся! - 1.2.5. Повторный осмотр оборудования, установка защитных приспособлений.
- 1.2.1. Установить пилу на шкивы.
- 1.1. Проверка технического состояния станка.
2. Начало работы биметаллической ленточной пилой.
Когда Вы убедились в том, что станок готов к работе и произведены все настройки и регулировки БЛП – можете приступать к запуску оборудования.- 2.1. Произвести запуск оборудования в холостом режиме (без распиловки древесины).
- 2.1.1. Убедиться в отсутствии посторонних шумов и вибраций.
- 2.2. Произвести приработку пилы на шкивах.
Вращение пилы на шкивах в течении 1-2-х минут без пиления. - 2.3. Произвести остановку оборудования.
- 2.4. Произвести проверку сохранения установок ленточной пилы на шкивах и роликах.
Устранить выявленные отклонения. - 2.5. Пиление.
- 2.5.1.Исключать вибрацию пильного полотна и обеспечить плавность подачи во время пиления.
- 2.5.2. Первые 5 минут в начале пиления подача должна быть не более 50% от максимальной рабочей подачи.
- 2.5.3. При работе пила не должна нагреваться более, чем на 50-60 градусов Цельсия.
При необходимости следует применять охлаждающую жидкость. Часто это требуется при пилении смолистой древесины. Для охлаждения применяют раствор моющих средств или дизтопливо. Раствора не должно быть много и он должен распыляться по обе стороны режущего полотна. Оператор на ощупь определит, когда следует подать охлаждение. Опилки должны быть на ощупь теплыми, но не горячими. - 2.5.4. Поток опилок должен содержать 30% воздуха, остальное – частицы древесины.
Не допускайте напрессовывания опилок! Пила очень быстро выйдет из строя. - 2.5.5. Регулярно подтягивайте пилу в процессе работы.
- 2.5.6. Через 1,5 – 2 часа работы пилу снять и дать «отдохнуть» 24 часа.
Некоторые операторы продолжают работать одной пилой до 8 часов. Пилу снимают после того как ухудшается качество распиловки (волна, задиры, напрессовка опилок). Это не должно быть правилом!
- 2.6. При получении пиломатериалов неудовлетворительного качества см. таблицу
- 2.1. Произвести запуск оборудования в холостом режиме (без распиловки древесины).
3. Окончание работы.
- 3.1. Отключите оборудование.
- 3.2. Ослабьте натяжение ленточной пилы на станке или снимите и вывесьте пилу для отдыха.
- 3.3. Произведите осмотр оборудования, очистите шкивы и ролики от опилок и смолы.
4. Обслуживание (подготовка) биметаллических ленточных пил.
- Обслуживание БЛП включает в себя:
- проверку состояния полотна,
- сварного соединения,
- заточку и разводку зубьев пилы.
- 4.1.Развод зубьев
Развод зубьев нужен для уменьшения трения в пропиле и обеспечения выноса опилок.
Развод зубьев заключается в отклонении вершины зуба от плоскости полотна на угол 8-12 градусов. Чаще оперируют величиной отклонения вершины зуба от плоскости полотна.- 4.1.1 БЛП поставляются со стандартной разводкой 0,54 – 0,58 мм на сторону. Линия развода (место отгибания зубьев) находится на расстоянии 1/3 от вершины зуба. Зубья разводятся по схеме «лево – право – прямо». При производстве пилы точность развода каждого зуба подвергается компьютерному контролю! Разводка зубьев по высоте очень близко от линии основания является причиной образования усталостных трещин.
- 4.1.2. При необходимости каждый пользователь может изменять разводку пил в зависимости от распиливаемого материала. Первая разводка производиться по необходимости и зависит от породы и состояния исходного сырья.
- 4.1.3. При эксплуатации БЛП (особенно при заточках, см. п. 4.2.), происходит уменьшение ширины пилы и, естественно, необходимо производить разводку на новом месте. В этом случае необходимо давать припуск, т.е. разводить пилу на большую величину, чем требуется. Разводка производится по закаленному металлу и «эффект памяти» будет стремиться возвратить зуб в ровное, без отклонения, состояние. Разводка будет быстро уменьшаться. Величина припуска определяется экспериментально, но обычно на новом месте величину развода увеличивают в два раза по сравнению с требуемой.
- 4.1.4. Недостаточная разводка делает невозможным образование пропила полной ширины и подвергает пилу перегрузкам, вызывающим нагрев полотна, что подтверждается наличием на поверхности доски плотно спрессованных и горячих опилок. Чрезмерный развод зубьев оставляет на пропиле большое количество рыхлых опилок и характерные задиры и царапины на поверхности доски.
- 4.1.5. Разводку можно считать оптимальной, когда между режущим полотном и обрабатываемой древесиной присутствует смесь из 70% опилок и 30% воздуха. Производитель рекомендует контролировать разводку через каждые 4-6 куб.м распиливаемой древесины.
- 4.2. Заточка биметаллических ленточных пил.
- 4.2.1. Не спешите перетачивать пилу. Проверяйте состояние заточки и разводки полотна пилы после 2-3 часов работы. Важная особенность биметаллических ленточных пил – разводка зубьев осуществляется на «сыром» металле, а затем производится закалка. В результате возникает «эффект памяти» металла – после снятия нагрузки зубья возвращаются в первоначальное положение. Отсюда совет – не спешите перетачивать пилу. После «отдыха» (12-24 часа) – разводка восстановится и можно продолжать работать. Иногда можно слегка поправить разводку. Переточка нужна только при обнаружении явно видимых следов износа на кончиках зубьев.
- 4.2.2. Производитель рекомендует производить заточку и разводку БЛП только на отдохнувшей пиле (за время отдыха пила восстанавливает свои свойства).
- 4.2.3. Как правило после прохождения двух – четырёх циклов распиловки (2–3 часа работы каждый (около 4-12куб.м распиленной древесины), в зависимости от состояния исходного сырья и способа распиловки, происходит изменение первоначальной геометрии зуба, что сказывается на качестве получаемых пиломатериалов. Такая пила подлежит заточке. (при распиловке «чистой древесины» – минимальное содержание песка и посторонних примесей (окоренная древесина)- первая заточка может производиться после 5-20 часов работы(около 10-20 куб м распиленной древесины))
- 4.2.4. Все заточки начинаются от сварного шва и производятся со снятием минимального слоя металла (быстрорежущая сталь на вершине зуба 1.5 мм) и, при возможности, с охлаждением полотна пилы. В идеале при первой заточке подтачивается только вершина зуба. (Так как лента основа D6A, применяемая при производстве биметаллических ленточных пил обладает высокой стойкостью к знакопеременным нагрузкам (трещинообразованию)).
- 4.2.5. Глубина врезания (толщина, снимаемого за один ход шлифовальной головки) должна быть по возможности минимальна (как правило, в пределах 0,04-0,06мм) и зависит от конструкции применяемого оборудования.
- 4.2.6. На практике установлено, что наиболее оптимальная заточка производится шлифовальным кругом со средней и мелкой зернистостью и средней твёрдостью связки. Более твердые круги служат дольше, но увеличивают вероятность пережога.
- 4.2.7. В настоящее время получили применение профилированные круги под весь профиль зуба – боразоновые круги. Применение этого абразива исключает многие ошибки «человеческий фактор», но увеличивает толщину слоя снимаемого материала (зависит от конструкции и состояния оборудования).
- 4.2.8. При заточке недопустимы:
- «пережоги» (перегрев вершины и впадин зуба)
- большая шероховатость поверхности впадин зуба, заусенцы
- уменьшение радиуса впадины зуба, надрезы и риски, грубое шлифование.
- 4.2.8.1. Основные причины перегрева:
- большая подача,
- неправильный подбор абразивного круга и его профилирование.
- 4.2.8.2. Уменьшение радиуса закругления впадины зуба и переднего угла, надрезы и риски (грубое шлифование) – приводят к образованию трещин и повреждению пилы.
- 4.2.9. Правильная заточка зубьев ленточных пил должна удовлетворять требованиям:
- все зубья и впадины между ними после заточки имеют одинаковый профиль;
- зубья должны быть одинаковой высоты
Увеличение переднего угла выше рекомендуемого значения для обрабатываемой древесины и применяемой подачи материала вызывает вибрацию пильной ленты и повреждение пилы.
Желаем Вам успешной работы, высоких производственных результатов.
www.arsenalstal.by
♒ Биметаллические пилы ✔ Биметаллические ленточные пилы
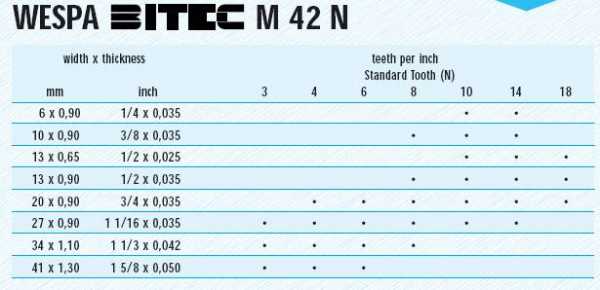
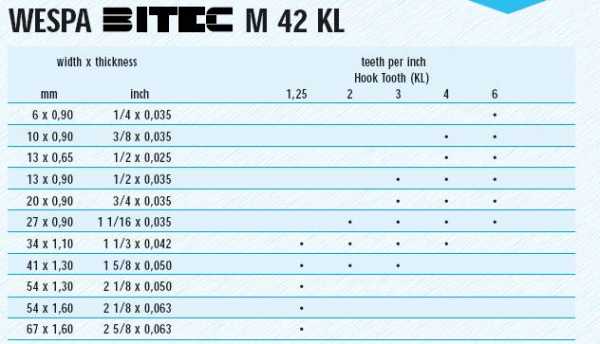
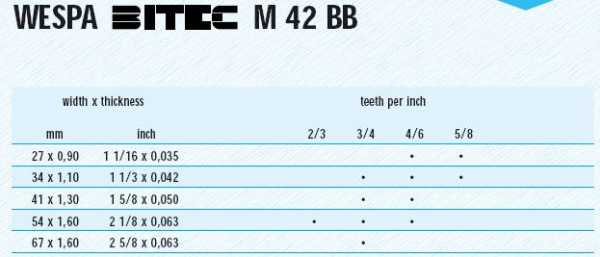
ООО ПКФ “БАУ Мастер” является представителем немецкой фирмы WESPA
Для изготовления биметаллические ленточных пил этой группы применяется биметаллическое полотно, получаемое методом электронно-лучевой сварки. Зубья биметаллических ленточных пил могут работать на больших скоростях и обладают хорошей износостойкостью.
Полотно-основа пилы упруга и устойчива к появлению усталости металла.
Биметаллические пилы применяются как для резки дерева и металлов, так и для резки сплавов, которые плохо поддаются механической обработке.
Три вида быстрорежущей стали для изготовления зубьев (MATRIX, M 42 и M 51) в комбинации с разнообразными типоразмерами пил, различной геометрией зубьев и вариант ами их разводки, образуют серию продуктов, которые являются отличным средством для решения самых разнообразных практических задач.
— Для пиления кислоупорных и нержавеющих сталей средних и больших диаметров сечения
— Всех видов сталей с твердостью до 45 HRC
— NE-металлов (нежелезосодержащие металлы)
— Применяется для резки любых диаметров, сечений и форм
— Для пиления кислоупорных и нержавеющих сталей средних и больших диаметров сечения
— Всех видов сталей с твердостью до 45 HRC
— NE-металлов (нежелезосодержащие металлы)
— Применяется для резки любых диаметров, сечений и форм
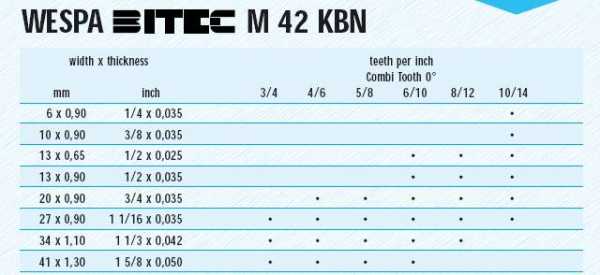
— Для пиления профильных материалов с тонкими и средними стенками
— Всех видов сталей с твердостью до 45 HRC
— Для резки заготовок малых и средних диаметров сечения
— Для серийного производства
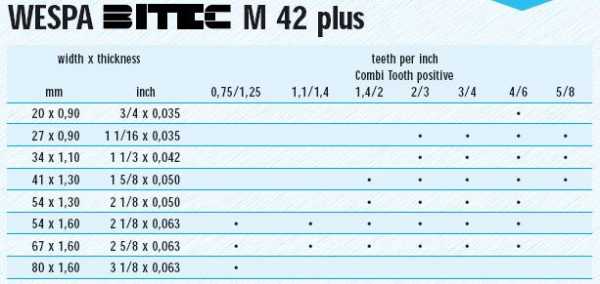
— Для пиления кислоупорных и нержавеющих сталей средних и больших диаметров сечения
— Всех видов сталей с твердостью до 45 HRC
— Для резки малых, средних и больших диаметров сечения
— Для серийного производства
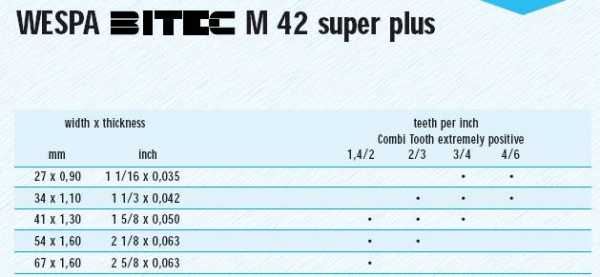
— Для резки специальных сплавов, например: CrNi -сплавы
— Пила со специально подобранной геометрией зубьев, применяется для пиления пакетов труб и профилей

— Для пиления кислоупорных и нержавеющих сталей
— Никелевых и титановых сплавов
— Титана и специальных бронз
— Сталей с твердостью до 50 HRC
— Для пиления труб и профилей
— Сталей с малым и средним содержанием примесей
— NE-металлов (нежелезосодержащие металлы)
Пилы с зубьями из твердого сплава. WESPA GALAXY
Зубья биметаллических ленточных пил оснащены вставками из твердого сплава. Полотно-основа пилы обладает высокой эластичностью благодаря специальной температурной обработке, обладает высокой эластичностью, что является лучшей предпосылкой для качественного пиления и долгой службы пилы.
Этот тип пил следует применять на самых мощных специальных ленточноотрезных станках с повышенной жесткостью в следующих случаях:
Для пиления твёрдых материалов и специальных сплавов, плохо поддающихся обработке.
Для пиление металлов, имеющих неоднородную структуру.
Для увеличения стойкости инструмента в серийном производстве.
Биметаллические ленточные пилы с кромкой из карбидов вольфрама WESPA SAPHIR
Мощные пилы для пиления абразивных и связующих материалов, которые не поддаются обработки обычными пилами – автомобильные покрышки, графит, тормозные колодки, пластмассы, кабель, керамическая плитка.
Этот вид пил изготовлен из эластичного полотна-основы, с режущей кромкой из нанесенных карбидов вольфрама или различных алмазных фракций. Режущая кромка, по желанию, может поставляться с проемами для удаления стружки или без них.
Биметаллические ленточные пилы из углеродистой инструментальной стали WESPA SPEYIAL, LG – SUPER
WESPA SPEYIAL — серия пил стандартного качества из инструментальной стали с добавлением хрома, закалённые зубья и гибкая основа. Применяется при работе с легкообрабатываемыми материалами.
WESPA LG-SUPER — серия высококачественных пил из инструментальной стали, которая, благодаря специальной обработке и тщательному подбору легирующих компонентов стали, предназначена для пиления на высоких скоростях.
Машинные ножовочные полотна WESPA
WESPA HSS — универсальная серия машинных ножовочных полотен, изготовленных из быстрорежущей стали HSS S 6-5-2 . Предназначена для пиления всех видов металла, которые могут быть обработаны быстрорежущим инструментом. Полотно закаливается по всей ширине и отличается хорошим устойчивым пилением.
WESPA HSS VA — серия износостойких машинных ножовочных полотен. Зубья с твердостью 66-67 HRC дополнительно легирова ны кобальтом дл я увеличения стойкости.
WESPA HSS W 7° — машинные полотна специального исполнения, отличаются положительным передним углом зубьев. Этот вид машинных ножовочных полотен идеально подходит для обработки конструкционных сталей, а также нержавеющих сталей.
Ручные ножовочные полотна WESPA HSS Bi – Metall, Flex – Zahhart, Extra
WESPA HSS Bi-Metall — инструмент высокого класса, который сочетает в себе преимущества закалённой режущей части и упругой, прочной основы.
WESPA HSS — полностью закалённое и в то же время гибкое полотно, изготов ленное из быстрорежущей стали.
WESPA Flex-Zahhart — ножовочные полотна высокой прочности, устойчивы к износу.
WESPA Extra — предназначены для использования в домашних условиях и для простых работ в мастерской. Полотно имеет высокую прочность.
Скачать прайс-листы:
bau-master.ru